Область техники
Настоящее изобретение относится к предназначенному для носки изделию, такому как подгузник одноразового использования, гигиеническая прокладка или предмет нижнего белья одноразового использования, и к способу изготовления такого изделия.
Предшествующий уровень техники
Среди подгузников одноразового использования, которые представляют собой один тип изделия для носки, известны одноразовые подгузники расширяемого/растяжимого типа, которые имеют скрепляющие липкие ленты, и натягиваемые подгузники одноразового использования, которые предварительно образованы с формой трусов. Оба данных типа подгузников имеют отверстие для талии, в которое входит туловище носителя во время ношения, и отверстия для ног, через которые вставляются ноги носителя. Данные отверстия обычно образуют посредством соединения краевых частей подгузника с образованием петли. Данные краевые части обычно выполнены с конфигурацией, предусматривающей включение листа, такого как лист нетканого материала. Кроме того, подгузники обоих данных типов имеют часть, предназначенную для размещения со стороны спины, расположенную со стороны спины носителя во время ношения, и часть, предназначенную для размещения со стороны живота, расположенную со стороны живота. Предназначенная для размещения со стороны спины часть и предназначенная для размещения со стороны живота часть подгузников обычно выполнены с конфигурацией, предусматривающей включение листа, такого как лист нетканого материала.
Существуют случаи, в которых периферийные краевые части отверстия для талии и отверстий для ног или предназначенная для размещения со стороны спины часть и предназначенная для размещения со стороны живота часть подгузника одноразового использования отделяются от тела носителя подгузника и ослабляются или сдвигаются вниз вследствие движения носителя или тому подобного. Для предотвращения подобного неудобства периферийным краевым частям отверстий, например, периферийной краевой части отверстия для талии (поясной краевой части) на предназначенной для размещения со стороны спины части и предназначенной для размещения со стороны живота части, придают способность к упругому растягиванию. Другим способом, известным для подгузника одноразового использования, выполненного с поглощающим телом, включающим в себя поглощающую сердцевину и листообразный наружный элемент, присоединенный к не контактирующей с кожей стороне поглощающего тела, заключается в придании наружному элементу, образующему предназначенную для размещения со стороны спины часть и предназначенную для размещения со стороны живота часть, способности к упругому растягиванию в целях улучшения прилегания подгузника к носителю. Как правило, в случае придания подгузнику одноразового использования способности к упругому растягиванию обычно используют способ, в котором нитеобразные или лентообразные эластичные элементы в их растянутом состоянии закрепляют между двумя по существу не растяжимыми листами посредством клея, и сборки образуются за счет обеспечения возможности стягивания эластичных элементов.
Кроме того, в качестве материала, используемого в предназначенном для носки изделии, в патентном литературном источнике 1, например, раскрыт конъюгированный растяжимый материал, в котором два листа и эластичный элемент соединены с перерывами в направлении растягивания эластичного элемента, соединения между одним из листов и эластичным элементом выполнены между соединениями между другим листом и эластичным элементом в направлении растягивания, и на каждом из листов выпуклые выступающие части образованы между соединениями. Конъюгированный растяжимый материал, раскрытый в патентном литературном источнике 1, имеет множество складок, которые простираются в направлении, пересекающемся с направлением растягивания эластичного элемента, что приводит к образованию волокнистой структуры с шероховатостью и высоким качеством поверхности, в результате чего обеспечивается ощущение мягкости и благоприятное ощущение, воспринимаемое кожей носителя. В патентном литературном источнике 2 раскрыт способ получения нетканого материала, имеющего очень высокую гибкость, за счет подвергания нетканого материала из термопластичного полимера технологической операции вытягивания посредством зубчатых колес при заданной степени вытягивания.
В патентном литературном источнике 3 раскрыт способ изготовления подгузника одноразового использования, включающий этап вытягивания, на котором лентообразный лист, растяжимость которого может быть увеличена посредством вытягивания, подают между парой зубчатых роликов, имеющих зубья и канавки и введенных в зацепление друг с другом, и вытягивают в направлении ширины, в результате чего повышается способность лентообразного листа к растяжению в направлении ширины. Кроме того, в патентном литературном источнике 4 раскрыт способ изготовления подгузника одноразового использования, включающий этап, на котором растяжимый ламинированный холст с нулевым напряжением подают между элементами для приложения давления, имеющими трехмерные поверхности, которые введены в зацепление друг с другом, и эластичность придают посредством вытягивания части холста путем приложения давления посредством элементов для приложения давления. В способах изготовления подгузника одноразового использования, раскрытых в патентных литературных источниках 3 и 4, эластичный элемент, который образует различные типы сборок, закрепляют между двумя предварительно растянутыми листами посредством клея, то есть листы подвергают технологической операции вытягивания перед креплением эластичного элемента к листам.
Перечень ссылок
Патентная литература
Патентный литературный источник 1: JP-А-2006-27089
Патентный литературный источник 2: JP-А-2003-73967
Патентный литературный источник 3: JP-А-2008-61693
Патентный литературный источник 4: патент США No. 5167897А
Краткое изложение сущности изобретения
Техническая проблема
Между тем, в обычных подгузниках одноразового использования сборки обычно образуют в краевых частях подгузника, включая краевые части отверстия для талии и отверстий для ног, или на предназначенной для размещения со стороны спины части и предназначенной для размещения со стороны живота части, образуемых наружным элементом или тому подобным, с позиции текстуры, предотвращения утечек и тому подобного. Однако данные сборки образованы по существу не растяжимыми листами, такими как листы нетканого материала или полимерного материала. По этой причине краевые части почти не растягиваются даже при растягивании их вдоль направления длины, и в случае натягивания подгузника одноразового использования с усилием носитель будет ощущать дискомфорт, вызываемый краевыми частями, стягивающими тело носителя. Краевые части будут разрываться, если они растягиваются с еще большим усилием. Кроме того, предназначенная для размещения со стороны спины часть и предназначенная для размещения со стороны живота часть почти не растягиваются даже при натягивании вдоль направлении бедер носителя, и в случае принудительного натягивания подгузника одноразового использования носитель будет ощущать дискомфорт, вызываемый поясной краевой частью и тому подобным, стягивающими тело носителя. Поясная краевая часть будет разрываться, если предназначенная для размещения со стороны спины часть и предназначенная для размещения со стороны живота часть будут натянуты с еще большим усилием. Таким образом, в случае обычных подгузников одноразового использования, краевые части которых или предназначенная для размещения со стороны спины часть и предназначенная для размещения со стороны живота часть являются по существу не растяжимыми, имеет место незначительное изменение наружной формы и размеров, в результате чего возникают проблемы, такие как носимый подгузник, препятствующий движениям носителя и туго стягивающий тело носителя. Кроме того, существует узкий диапазон применения размера, и отсутствовало достаточное приспосабливание к различным физическим характерным особенностям и формам тел носителей. По этой причине было необходимо разрабатывать различные типы подгузников (всю линейку размеров) с незначительно различающимися наружными формами и размерами для приспосабливания к различным физическим характерным особенностям и типам тел носителей подгузников, что приводит к недостатку, заключающемуся, например, в увеличении затрат на изготовление вследствие интенсивного использования материала.
Следовательно, настоящее изобретение относится к разработке предназначенного для носки изделия с широким диапазоном применения размера и к разработке способа его изготовления.
Решение проблемы
Настоящее изобретение к предназначенному для носки изделию, включающему в себя часть, в которой эластичный элемент был размещен в его растянутом состоянии на листе, при этом диспозиционной части листа, в которой был размещен эластичный элемент, придана растяжимость посредством подвергания диспозиционной части технологическому процессу вытягивания в направлении растягивания эластичного элемента.
Кроме того, настоящее изобретение (первое изобретение) относится к разработке предназначенного для носки изделия, при этом: предназначенное для носки изделие имеет краевую часть, выполненную с конфигурацией, предусматривающей включение листа; на листе в краевой части эластичный элемент размещен в его растянутом состоянии вдоль краевой части; и диспозиционная часть листа, в которой эластичный элемент был размещен, подвергнута технологическому процессу вытягивания в направлении растягивания эластичного элемента.
Настоящее изобретение также относится к разработке способа изготовления предназначенного для носки изделия по первому изобретению, при этом способ включает: изготовление конъюгированного листа посредством присоединения эластичного элемента в его растянутом состоянии к краевой части листа вдоль данной краевой части; и выполнение технологического процесса вытягивания на части конъюгированного листа, в которой эластичный элемент был размещен, посредством подачи данной части между парой зажимных элементов, имеющих зубья и канавки, введенные в зацепление друг с другом, при этом данную часть подают при конъюгированном листе, растянутом в направлении растягивания эластичного элемента.
Кроме того, настоящее изобретение (второе изобретение) относится к разработке предназначенного для носки изделия, при этом: предназначенное для носки изделие имеет предназначенную для размещения со стороны спины часть, подлежащую размещению со стороны спины носителя, и предназначенную для размещения со стороны живота часть, подлежащую размещению со стороны живота носителя, при этом каждая из предназначенной для размещения со стороны спины части и предназначенной для размещения со стороны живота части выполнена с конфигурацией, предусматривающей включение листа; на листе в предназначенной для размещения со стороны спины части и/или предназначенной для размещения со стороны живота части эластичный элемент размещен в его растянутом состоянии вдоль направления бедер носителя; и подвергнутая технологическому процессу вытягивания часть образована на предназначенной для размещения со стороны спины части и/или предназначенной для размещения со стороны живота части, при этом подвергнутая технологическому процессу вытягивания часть включает в себя эластичный элемент и образована посредством придания самому листу способности к растягиванию посредством технологического процесса вытягивания.
Настоящее изобретение также относится к разработке способа изготовления предназначенного для носки изделия по второму изобретению, при этом способ включает: подготовку конъюгированного листа посредством присоединения эластичного элемента в его растянутом состоянии к листу, образующему предназначенную для размещения со стороны спины часть или предназначенную для размещения со стороны живота часть изделия, предназначенного для носки, при этом эластичный элемент присоединен вдоль направления бедер носителя; и выполнение технологического процесса вытягивания на заданной части предназначенной для размещения со стороны спины части или предназначенной для размещения со стороны живота части в конъюгированном листе посредством подачи заданной части между парой зажимных элементов, имеющих зубья и канавки, введенные в зацепление друг с другом, при этом данную часть подают при конъюгированном листе, растянутом в направлении растягивания эластичного элемента.
Предпочтительные эффекты изобретения
В соответствии с настоящим изобретением можно создать предназначенное для носки изделие с широким диапазоном применения размера, при котором диапазон применения размера может быть расширен даже в том случае, если количество материала мало, посредством которого можно обеспечить приспосабливание к различным физическим характерным особенностям и типам тел носителей и при котором обеспечивается снижение производственных затрат. Кроме того, настоящее изобретение обеспечивает возможность изготовления предназначенного для носки изделия, которое даже в том случае, если предназначенное для носки изделие изготовлено посредством использования бумажного трафарета/выкройки заданного размера, может быть приспособлено к размеру за пределами диапазона, обычно предполагаемого для бумажного трафарета/выкройки данного размера, и, таким образом, существует возможность создания предназначенного для носки изделия с большим размером даже в том случае, если количество материала сравнительно небольшое. Поскольку количество используемого материала может быть уменьшено, количество используемых ресурсов является небольшим, что обеспечивает экологически благоприятные результаты. Кроме того, в соответствии с настоящим изобретением существует возможность образования сборок, имеющих правильно выпрямленные сгибы. Кроме того, при использовании предназначенного для носки изделия, созданного в соответствии с настоящим изобретением (первым изобретением), краевые части, которые охватывают части тела носителя, плавно входят в контакт с кожей, тем самым обеспечивая свободу действий при небольшом стягивании, низкую вероятность оставления отпечатка краевой части на коже и повышенную комфортность при ношении. Кроме того, при использовании предназначенного для носки изделия, созданного в соответствии с настоящим изобретением (вторым изобретением), предназначенная для размещения со стороны спины часть и предназначенная для размещения со стороны живота часть плавно входят в контакт с кожей, тем самым обеспечивая свободу действий при небольшом стягивании, низкую вероятность оставления отпечатка краевых частей, таких как поясная краевая часть, на коже и повышенную комфортность при ношении.
Краткое описание чертежей
Фиг. 1 представляет собой вид в плане контактирующей с кожей стороны (стороны верхнего листа), схематически показывающий подгузник одноразового использования в соответствии с одним вариантом осуществления предназначенного для носки изделия по настоящему изобретению (первому изобретению) в растянутом состоянии, в котором подгузник растянут до плоского состояния посредством растягивания эластичных элементов в каждой части.
Фиг. 2 представляет собой вид в сечении, схематически показывающий сечение, выполненное по линии I-I на фиг. 1.
Фиг. 3 представляет собой вид в перспективе, схематически показывающий часть краевой части для ноги, которая была подвергнута технологическому процессу вытягивания (подвергнутая технологическому процессу вытягивания часть Р1), в подгузнике одноразового использования в растянутом состоянии, показанном на фиг. 1.
Фиг. 4 представляет собой схематическое изображение, показывающее этап вытягивания при изготовлении подгузника одноразового использования, показанного на фиг. 1.
Фиг. 5 представляет собой схематическое изображение, показывающее, как технологический процесс вытягивания выполняется на конъюгированном листе (полуфабрикате подгузника) посредством зубчатых роликов на этапе вытягивания, показанном на фиг. 4.
Фиг. 6 представляет собой график, показывающий кривую зависимости напряжения от степени растяжения для краевой части для ноги в подгузниках в соответствии с примерами согласно настоящему изобретению (первому изобретению) и сравнительным примерам.
Фиг. 7 представляет собой вид в перспективе, показывающий натягиваемый подгузник одноразового использования в соответствии с первым вариантом осуществления предназначенного для носки изделия по настоящему изобретению (второму изобретению).
Фиг. 8 представляет собой вид в плане контактирующей с кожей стороны (стороны верхнего листа), схематически показывающий подгузник одноразового использования, показанный на фиг. 7, в растянутом состоянии, в котором подгузник растянут до плоского состояния посредством растягивания эластичных элементов в каждой части.
Фиг. 9 представляет собой вид в сечении, схематически показывающий сечение, выполненное по линии I-I на фиг. 8.
Фиг. 10 представляет собой выполненный с пространственным разделением элементов вид в перспективе подгузника одноразового использования, показанного на фиг. 7.
Фиг. 11 представляет собой вид в перспективе, схематически показывающий часть поясной краевой части, которая была подвергнута технологическому процессу вытягивания, в подгузнике одноразового использования в растянутом состоянии, показанном на фиг. 8.
Фиг. 12 представляет собой схематическое изображение (соответствующее фиг. 8), показывающее натягиваемый подгузник одноразового использования в соответствии со вторым вариантом осуществления предназначенного для носки изделия по настоящему изобретению (второму изобретению).
Фиг. 13 представляет собой схематическое изображение (соответствующее фиг. 8), показывающее натягиваемый подгузник одноразового использования в соответствии с третьим вариантом осуществления предназначенного для носки изделия по настоящему изобретению (второму изобретению).
Фиг. 14 представляет собой выполненный с пространственным разделением элементов вид в перспективе подгузника одноразового использования, показанного на фиг. 13.
Фиг. 15 представляет собой схематическое изображение, показывающее этап вытягивания при изготовлении подгузника одноразового использования, показанного на фиг. 7.
Фиг. 16 представляет собой схематическое изображение, показывающее, как технологический процесс вытягивания выполняется на конъюгированном листе (полуфабриката подгузника) посредством зубчатых роликов на этапе вытягивания, показанном на фиг. 15.
Описание вариантов осуществления
В дальнейшем настоящее изобретение (первое изобретение) описано на основе предпочтительных вариантах его осуществления со ссылкой на чертежи. Фиг. 1 представляет собой вид в плане контактирующей с кожей стороны (стороны верхнего листа), схематически показывающий подгузник одноразового использования в соответствии с одним вариантом осуществления предназначенного для носки изделия по настоящему изобретению (первому изобретению) в растянутом состоянии, в котором подгузник растянут до плоского состояния посредством растягивания эластичных элементов в каждой части, и фиг. 2 представляет собой вид в сечении, схематически показывающий сечение, выполненное по линии I-I на фиг. 1. Подгузник 1 по данному варианту осуществления представляет собой предназначенное для носки изделие, имеющее поясную краевую часть и краевые части для ног в качестве краевых частей, выполненных с конфигурацией, предусматривающей включение листа. Следует отметить, что в настоящем описании термин «краевая часть» относится к зоне, которая включает в себя край (конец) изделия и зону вблизи него и имеет заданную ширину вдоль края.
Как показано на фиг. 1 и 2, подгузник 1 по данному варианту осуществления выполнен с верхним листом 2, образующим контактирующую с кожей поверхность, задним листом 3, образующим не контактирующую с кожей поверхность, и удерживающую жидкости, поглощающую сердцевину 4, расположенную между двумя листами 2 и 3, и представляет собой подгузник расширяемого типа, который имеет скрепляющую ленту 9 для скрепления и был образован так, что он является по существу удлиненным. Подгузник 1 имеет предназначенную для размещения со стороны спины часть А, предназначенную для размещения со стороны живота часть В и промежностную часть С, расположенную между ними вдоль направления длины. Предназначенная для размещения со стороны спины часть А находится на месте, располагаемом со стороны спины носителя, предназначенная для размещения со стороны живота часть В находится на месте, располагаемом со стороны живота носителя, и промежностная часть С находится на месте, располагаемом в промежности носителя. Промежностная часть С расположена в центральной в направлении длины части подгузника 1. Следует отметить, что в настоящем описании контактирующая с кожей поверхность - это поверхность предназначенного для носки изделия и его составляющих элементов, которая обращена к коже носителя при ношении подгузника, и не контактирующая с кожей поверхность - это поверхность предназначенного для носки изделия и его составляющих элементов, которая обращена от кожи носителя при ношении подгузника.
Противоположные края вдоль направления длины промежностной части С подгузника 1 изогнуты в виде обращенной внутрь дуги, и в целом подгузник 1 имеет форму песочных часов, при которой часть, центральная в направлении длины, является узкой. Верхний лист 2 имеет по существу прямоугольную форму, и его наружные размеры больше наружных размеров поглощающей сердцевины 4, как видно из вышеизложенного, и расположен на центральной в направлении ширины части заднего листа 3. Задний лист 3 образован из нетканого материала, и его наружная форма представляет собой форму песочных часов, соответствующую наружной форме подгузника. Верхний лист 2 и задний лист 3 выступают наружу от противоположных продольных краевых частей и противоположных поперечных краевых частей поглощающей сердцевины 4 и соединены друг с другом в их выступающих частях или непосредственно, или через посредство другого элемента, при использовании соединительного средства, такого как сварка или клей. Кроме того, не проницаемый для жидкостей, предназначенный для размещения со стороны спины, образующий внутренний слой лист 31 расположен между задним листом 3 и поглощающей сердцевиной 4. Предназначенный для размещения со стороны спины, образующий внутренний слой лист 31 имеет прямоугольную форму и размеры, достаточно большие для того, чтобы он покрывал всю не контактирующую с кожей поверхность поглощающей сердцевины 4, имеет по существу такую же ширину, как задний лист 3, в промежностной части С и имеет меньшую ширину, чем задний лист 3, в предназначенной для размещения со стороны спины части А и предназначенной для размещения со стороны живота части В. Кроме того, несмотря на то, что длина предназначенного для размещения со стороны спины, образующего внутренний слой листа 31 в направлении длины такая же, как длина заднего листа 3 в данном варианте осуществления, длина предназначенного для размещения со стороны спины, образующего внутренний слой листа 31 в направлении длины может быть меньше длины заднего листа 3 в направлении длины при условии, что он может закрывать по существу всю не контактирующую с кожей поверхность поглощающей сердцевины 4.
Подгузник 1 выполнен с трехмерными сборками 18, у которых одна сторона краевой части прикреплена к поверхности листа, образующего подгузник 1, а другая сторона краевой части может подниматься над данной поверхностью с прикрепленным концом, служащим в качестве базового конца для подъема. Более точно, спаренный трехмерные сборки 18, которые простираются в направлении длины подгузника 1, расположены на каждой боковой в направлении длины части подгузника 1. Каждая из трехмерных сборок 18 выполнена с лентообразным листом 15, краевая часть 15а которого на одной стороне в направлении ширины, ортогональном к направлению длины подгузника 1, зафиксирована, и один или множество эластичных элементов 5 (в данном варианте осуществлении два эластичных элемента) для образования трехмерной сборки зафиксированы в растянутом состоянии на другой краевой части 15b (краевой части на свободном конце) в направлении ширины лентообразного листа 15 или вблизи нее. Эластичный элемент 5 размещен от предназначенной для размещения со стороны спины части А до предназначенной для размещения со стороны живота части В вдоль направления длины подгузника 1. По меньшей мере, один эластичный элемент 5 предпочтительно расположен в месте, находящемся на расстоянии от края с другой стороны (края на свободном конце) лентообразного листа 15, которое составляет не более 60 мм или более предпочтительно - от 0 мм до 30 мм. Краевая часть 15а на одной стороне (зафиксированная краевая часть) лентообразного листа 15 присоединена к верхнему листу 2 вдоль направления длины подгузника 1 в месте, расположенном снаружи от противоположных продольных боковых краев поглощающей сердцевины 4, и их соединение 16 служит в качестве выполняющей функцию основания для подъема, концевой части 16 трехмерной сборки 18. Лентообразный лист 15 выступает наружу от выполняющей функцию основания для подъема, концевой части 16 в направлении ширины подгузника 1 и присоединен к заднему листу 3 в выступающей части. Лентообразный лист 15 также присоединен к верхнему листу 2 в передней и задней концевых частях в направлении длины подгузника 1.
Кроме того, один или множество эластичных элементов 6 для ног (в данном варианте осуществления два эластичных элемента) расположены по существу линейно на краевых частях для ног, которые расположены на противоположных продольных сторонах подгузника 1 (то есть боковых краевых частях вдоль направления длины подгузника 1 в промежностной части С (боковых краевых частях, изогнутых в виде обращенной внутрь дуги)) или вблизи них. Эластичные элементы 6 для ног закреплены посредством фиксации в их растянутом состоянии между лентообразным листом 15 и задним листом 3 или предназначенным для размещения с задней стороны, образующим внутренний слой листом 31 снаружи от эластичных элементов 5 в направлении ширины для образования трехмерных сборок. Таким образом, образуются сборки для ног. Эластичный элемент 6 размещен от предназначенной для размещения со стороны спины части А до предназначенной для размещения со стороны живота части В вдоль направления длины подгузника 1. По меньшей мере, один эластичный элемент 6 предпочтительно расположен в месте, находящемся на расстоянии от боковых краев 1с и 1d подгузника 1 (то есть от периферийных краев предназначенных для ног отверстий подгузника 1 в состоянии носки), которое составляет не более 100 мм или более предпочтительно - от 0 мм до 50 мм.
Кроме того, поясные эластичные элементы 7 расположены в поясной части D (поясной краевой части) в предназначенной для размещения со стороны спины части А, в результате чего образуются сборки на талии. Поясные эластичные элементы 7 закреплены посредством их фиксации в их растянутом состоянии между верхним листом 2 и задним листом 3 или предназначенным для размещения со стороны спины, образующим внутренний слой листом 31 на по существу всей ширине вдоль направления ширины подгузника 1. По меньшей мере, один эластичный элемент 7 предпочтительно расположен в месте, находящемся на расстоянии от концевого в направлении длины края 1а подгузника 1 (то есть от периферийного края предназначенного для талии отверстия подгузника 1 в состоянии ношения), которое составляет не более 80 мм или более предпочтительно - от 0 мм до 40 мм. Поясная часть D представляет собой зону, которая находится в месте, размещаемом вокруг талии носителя, и обычно имеет длину, которая составляет от 1% до 15% от общей длины подгузника 1 в продольном направлении от концевого в направлении длины края 1а подгузника 1 на предназначенной для размещения со стороны спины части А (или концевого в направлении длины края 1b подгузника 1 на предназначенной для размещения со стороны живота части В).
Кроме того, множество эластичных элементов 8 для образования сборок на бедрах расположены на противоположных продольных боковых частях бедренной части Е (вблизи поясной краевой части) на предназначенной для размещения со стороны спины части А, в результате чего образуется пара из левых и правых сборок на бедрах. Эластичные элементы 8 для образования сборок на бедрах расположены по существу линейно вдоль направления ширины и закреплены посредством их фиксации в их растянутом состоянии между верхним листом 2 и задним листом 3 или предназначенным для размещения со стороны спины, образующим внутренний слой листом 31. Бедренная часть Е на предназначенной для размещения со стороны спины части А представляет собой зону, расположенную ниже поясной части D и выше промежностной части С, когда, как показано на фиг. 1, подгузник 1 находится в состоянии раскладывания до плоского состояния (растянутом состоянии), обеспеченном за счет растягивания эластичных элементов каждой части, если считать сторону предназначенной для размещения со стороны спины части А верхней стороной, а сторону предназначенной для размещения со стороны живота части В- нижней стороной.
Два куска 9 скрепляющей ленты предусмотрены на противоположных продольных краевых частях предназначенной для размещения со стороны спины части А. Более точно, боковые клапаны 11, которые простираются в боковом направлении наружу от боковых краевых частей поглощающей сердцевины 4, образованы в соответствующих боковых частях предназначенной для размещения со стороны спины части А, и куски 9 скрепляющей ленты прикреплены к боковым клапанам 11 так, что они простираются от боковых клапанов 11 наружу. Механический скрепляющий элемент с крючками (непоказанный) прикреплен к каждому из кусков 9 скрепляющей ленты. Элементы с крючками, известные в соответствующей области техники, могут быть использованы в качестве элементов с крючками без какого-либо особого ограничения. Следует отметить, что боковые клапаны 11, которые простираются в боковом направлении наружу, соответственно также образованы на противоположных боковых частях предназначенной для размещения со стороны живота части В.
Кроме того, куски 10 приемной ленты, предназначенные для прикрепления кусков 9 скрепляющей ленты, закреплены на наружной поверхности (не контактирующей с кожей поверхности) предназначенной для размещения со стороны живота части В. Куски 10 приемной ленты образованы из прямоугольного листа материала основы и материала с петлями, прикрепленного к листу материала основы. Материал с петлями используется в качестве сцепляющегося элемента, который сцепляется с элементами с крючками, прикрепленными к кускам 9 скрепляющей ленты.
В качестве обычной процедуры при использовании подгузника 1 по данному варианту осуществления, имеющего вышеописанную конфигурацию, сторону верхнего листа 2 размещают в контакте с телом носителя, и элементы с крючками из пары кусков 9 скрепляющей ленты, расположенных на стороне спины, прикрепляют к кускам 10 приемной ленты, расположенным на стороне живота, в результате чего образуются два отверстия для ног (непоказанные) благодаря наличию боковых краев 1с и 1d подгузника 1 и местам (краевым частям для ног), расположенным в промежностной части С вблизи указанных краев, которые все соединяют так, чтобы получить кольцевые элементы, и образуется отверстие для талии (непоказанное) благодаря наличию концевых в продольном направлении краев 1а и 1b подгузника 1 и зоны вблизи их (поясных краевых частей), соединяемых так, чтобы получить кольцевой элемент.
Кроме того, в подгузнике 1 по данному варианту осуществления эластичные элементы 6 расположены в растянутом состоянии вдоль краевых частей для ног на листах в краевых частях для ног (лентообразном листе 15, предназначенном для размещения со стороны спины, образующем внутренний слой листе 31 и заднем листе 3), и диспозиционные части листов, на которых были размещены эластичные элементы 6, были подвергнуты технологическому процессу вытягивания в направлении растягивания эластичных элементов 6 (направлению длины подгузника 1), в результате чего диспозиционным частям была придана растяжимость. Кроме того, эластичные элементы 7 и 8 расположены в растянутом состоянии вдоль поясных краевых частей на листах в поясных краевых частях (верхнем листе 2, предназначенном для размещения со стороны спины, образующем внутренний слой листе 31 и заднем листе 3), и диспозиционные части листов, на которых были размещены эластичные элементы 7 и 8, были подвергнуты технологическому процессу вытягивания в направлении растягивания эластичных элементов 7 и 8 (направлению ширины подгузника 1), в результате чего диспозиционным частям была придана растяжимость. На фиг.1 места, которые были подвергнуты технологическому процессу вытягивания (в дальнейшем также называемые «частями, подвергнутыми технологическому процессу вытягивания»), заштрихованы по диагонали и обозначены ссылочными позициями Р1 - Р3 (ссылочная позиция Р3 будет описана позднее). Ссылочные позиции Р1 обозначают подвергнутые технологическому процессу вытягивания части в краевых частях для ног (то есть в периферийных краевых частях отверстий для ног), и ссылочная позиция Р2 обозначает подвергнутую технологическому процессу вытягивания часть в поясной краевой части (то есть в периферийной краевой части отверстия для талии). Каждая подвергнутая технологическому процессу вытягивания часть Р1 простирается от периферийного края 1с или 1d одного из отверстий для ног до места за эластичным элементом 6 для ног, расположенным дальше всего внутри в направлении ширины подгузника. Кроме того, в предназначенной для размещения со стороны спины части А подвергнутая технологическому процессу вытягивания часть Р2 простирается от периферийного края 1а отверстия, представляющего собой отверстие для талии, за поясную часть D в зону части эластичных элементов 8 в бедренной части Е.
Фиг. 3 схематически показывает часть подвергнутой технологическому процессу вытягивания части Р1 в подгузнике 1 в расширенном состоянии, показанном на фиг. 1. Как показано на фиг. 3, в подвергнутой технологическому процессу вытягивания части Р1 на лентообразном листе 15 образовано множество ребристых складок 20, выпукло выступающих вверх наружу (по направлению к коже носителя), а на предназначенном для размещения со стороны спины, образующем внутренний слой листе 31 образовано множество ребристых складок 21, выпукло выступающих вверх наружу (в сторону от кожи носителя). Множество складок 20 и 21 простираются в направлении (в направлении ширины подгузника 1, которое представляет собой направление Y на фиг. 3), ортогональном к направлению растягивания эластичных элементов 6 (направлению длины подгузника 1, которое представляет собой направление X на фиг. 3), и сборки образованы так, что множество данных отдельных складок 20 и 21 будут через одинаковые промежутки выровнены вдоль краевых частей для ног. Как показано на фиг.3, сборки образованы в подвергнутой технологическому процессу вытягивания части Р2 и также в описанной позже, подвергнутой технологическому процессу вытягивания части Р3.
Вследствие технологического процесса вытягивания листы в подвергаемых технологическому процессу вытягивания частях Р1 и Р2 подвергаются пластическому деформированию благодаря тому, что часть волокон или все волокна или тому подобное, которые представляют собой компоненты, образующие листы, растягиваются и/или разделяются на части и, следовательно, разрываются без разрыва листов. Соответственно, подвергнутые технологическому процессу вытягивания части легко растягиваются в направлении растягивания эластичных элементов, и степень растяжения увеличивается по сравнению с местами в том же листе, которые не были подвергнуты технологическому процессу вытягивания (местами, которые не подвергались пластическому деформированию). Другими словами, сами листы в зоне подвергнутых технологическому процессу вытягивания частей Р1 и Р2 легко и быстро растягиваются в направлении растягивания эластичных элементов даже при незначительной нагрузке. По этой причине по сравнению с частями со сборками для ног и частями с поясными сборками в обычном подгузнике, которые не были подвергнуты технологическому процессу вытягивания, подвергнутые технологическому процессу вытягивания части Р1 и Р2 растягиваются в большей степени при растягивании их в направлении растягивания эластичных элементов и проявляют большую способность к растяжению, то есть легко растягиваются под действием усилия небольшой величины. Кроме того, поскольку в подвергнутых технологическому процессу вытягивания частях Р1 и Р2 эластичные элементы размещены в их растянутом состоянии, даже в том случае, если листы, которые легко растягиваются в направлении растягивания эластичных элементов, будут подвергаться растягиванию в направлении растягивания, листы не остаются растянутыми вследствие эффекта стягивания эластичных элементов, и, следовательно, вызываемые стягиванием сборки легко образуются, как показано на фиг. 3.
Подгузник 1 по данному варианту осуществления имеет различные типы лучших эффектов, поскольку подвергнутые технологическому процессу вытягивания части Р1 и Р2, которые обладают повышенной растяжимостью в направлении растягивания эластичных элементов вследствие подвергания их технологическому процессу вытягивания, включены в краевые части для ног, размещаемые вокруг ног носителя, и в поясную краевую часть, размещаемую вокруг талии носителя. Более точно, подгузник 1 по данному варианту осуществления имеет более широкий диапазон применения размера по сравнению с диапазоном применения изделия, не подвергнутого технологическому процессу вытягивания, которое не было подвергнуто технологическому процессу вытягивания, и, следовательно, может «приспосабливаться» к различным физическим характерным особенностям и типам тел носителей. Кроме того, краевые части для ног (подвергнутые технологическому процессу вытягивания части Р1) и поясная краевая часть (подвергнутая технологическому процессу вытягивания часть Р2) плавно входят в контакт с кожей носителя, и, следовательно, подгузник 1 обеспечивает свободу действий при незначительном стягивании, низкую вероятность оставления отпечатков краевых частей на коже и повышенный комфорт при ношении. Кроме того, преимуществом подгузника 1 по данному варианту осуществления является то, что подгузник 1 может быть получен посредством простого растягивания исходно поставленных элементов без изменения размера бумажного трафарета/выкройки подгузника (верхнего листа и заднего листа) или добавления новых элементов, и, следовательно, независимо от того, что подгузник 1 имеет улучшенные характеристики, могут быть обеспечены сокращение затрат на материалы и уменьшение затрат на производство, и подгузник 1 является экологически благоприятным. Кроме того, посредством подвергания листов, образующих места, представляющие собой краевые части для ног и поясную краевую часть, технологическому процессу вытягивания в данных местах (по способу вытягивания между зубчатыми колесами), обеспечивают образование сборок таким образом, что множество складок, которые простираются в направлении, ортогональном к направлению растягивания эластичных элементов, будут выровнены вдоль краевых частей, как показано на фиг. 3, и подобные сборки, которые имеют правильно выровненные складки, улучшают внешний вид (exterior) (внешний вид (appearance)) подгузника 1.
Кроме того, в подгузнике по данному варианту осуществления те диспозиционные части лентообразного листа 15, образующего трехмерные сборки 18, в которых были размещены эластичные элементы 5 для образования трехмерных сборок (то есть другие стороны (свободные краевые части) 15b краевых частей трехмерных сборок 18), были подвергнуты технологическому процессу вытягивания в направлении растягивания эластичных элементов 5 (направлении длины подгузника 1). На фиг. 1 ссылочная позиция Р3 обозначает подвергнутые технологическому процессу вытягивания части в трехмерных сборках 18. Каждая подвергнутая технологическому процессу вытягивания часть Р3 простирается от свободного бокового края лентообразного листа 15 до места за эластичным элементом 5, расположенным дальше всего снаружи в направлении ширины подгузника. Размещение подвергаемых технологическому процессу растягивания частей в свободной краевой части, в которой трехмерные сборки могут подниматься вверх подобным образом, целесообразно с точки зрения расширения диапазона применения размера подгузника, а также целесообразно с точки зрения предотвращения утечек вследствие того, что создается возможность образования трехмерных сборок, которые соответствуют движениям носителя, и с точки зрения обеспечения возможности образования сборок, которые по виду имеют правильную форму.
Технологический процесс вытягивания в соответствии с настоящим изобретением (первым изобретением) на части или всех частях, в которых размещены эластичные элементы (диспозиционных частях - disposition sections), на листах, образующих краевые части поглощающего изделия, и, кроме того, технологический процесс вытягивания также выполняют на частях, которые находятся вблизи диспозиционных частей и не имеют эластичных элементов, расположенных в них. Другими словами, в настоящем изобретении выполнение технологического процесса вытягивания за всеми частями, в которых размещены эластичные элементы, не исключено. Соответственно, подвергнутые технологическому процессу вытягивания части Р1 и Р3 не ограничены только частями, в которых размещены эластичные элементы, на листах, образующих краевые части подгузника 1, и они могут включать в себя участки, в которых эластичные элементы не размещены. Кроме того, если предположить, что Т1 представляет собой длину края, на котором была образована часть, подвергнутая технологическому процессу вытягивания, а Т2 представляет собой длину вдоль края части, подвергнутой технологическому процессу вытягивания, то отношение Т2 к Т1 (Т2/Т1) предпочтительно составляет от 0,1 до 10,0 или более предпочтительно - от 0,2 до 0,9. В данном случае край, на котором подвергнутая технологическому процессу вытягивания часть была образована, - это край, вдоль которого располагается часть, подвергнутая технологическому процессу вытягивания. Например, в случае подвергнутой технологическому процессу вытягивания части Р1 это относится к длине вдоль края отверстия для ноги в подвергнутой технологическому процессу вытягивания части Р1, в случае подвергнутой технологическому процессу вытягивания части Р2 это относится к длине вдоль края отверстия для талии на той стороне подвергнутой технологическому процессу вытягивания части Р2, которая относится к предназначенной для размещения со стороны спины части А, и в случае подвергнутой технологическому процессу вытягивания части Р3 это относится к краю (свободному боковому краю) краевой части 15b на свободном конце лентообразного листа 15 подвергнутой технологическому процессу вытягивания части Р3.
Размеры подвергаемых технологическому процессу вытягивания частей Р1-Р3 могут быть заданы соответствующим образом в соответствии, например, с расстоянием от периферийного края отверстия или свободного бокового края, на котором трехмерные сборки могут подниматься вверх (в дальнейшем также называемых «периферийным краем или тому подобным»), до эластичного элемента вблизи него. Подвергаемые технологическому процессу вытягивания части Р1-Р3 предпочтительно образуют от периферийных краев или тому подобного на длине, которая составляет от 1% до 45% или более предпочтительно - от 1% до 10% от общей длины в направлении, ортогональном к направлению, в котором простираются периферийные края или тому подобное (например, в случае подвергаемых технологическому процессу вытягивания частей Р1 и Р3 это относится к общей протяженности подгузника 1 в направлении ширины, а в случае подвергнутой технологическому процессу вытягивания части Р2 это относится к общей длине подгузника 1 в направлении длины). Протяженность подвергнутой технологическому процессу вытягивания части Р1 вдоль направления ширины подгузника 1 предпочтительно составляет от 5 мм до 150 мм или более предпочтительно - от 5 мм до 50 мм, протяженность подвергнутой технологическому процессу вытягивания части Р2 вдоль направления длины подгузника 1 предпочтительно составляет от 0 мм до 150 мм или более предпочтительно - от 0 мм до 50 мм, и протяженность подвергнутой технологическому процессу вытягивания части Р3 вдоль направления ширины подгузника 1 предпочтительно составляет от 0 мм до 150 мм или более предпочтительно - от 0 мм до 50 мм.
Кроме того, несмотря на то, что степень растяжения подвергнутых технологическому процессу вытягивания частей Р1-Р3 различается в зависимости, например, от степени вытягивания, обеспечиваемой технологическим процессом вытягивания, и от материала листов, подвергаемых технологическому процессу вытягивания (верхнего листа 2; предназначенного для размещения со стороны спины, образующего внутренний слой листа 31; заднего листа 3 и лентообразного листа 15), степень растяжения предпочтительно составляет от 2% до 500% или более предпочтительно - от 50% до 300%. Кроме того, в данном случае степень растяжения части листов, не подвергнутой технологическому процессу вытягивания, составляет от 0% до 400% и обычно меньше степени растяжения подвергнутых технологическому процессу вытягивания частей Р1-Р3. Кроме того, в том случае, когда листы, образующие сборки в подвергнутых технологическому процессу вытягивания частях Р1-Р3, представляют собой, например, описанный позже лист из нетканого материала или полимера, степень растяжения сборок перед технологическим процессом вытягивания обычно составляет от 2% до 400%.
Степень растяжения измеряют следующим образом. Например, в случае измерения степени растяжения подвергнутой технологическому процессу вытягивания части Р1 сначала отрезают боковой клапан подгузника 1, включая подвергнутую технологическому процессу вытягивания часть Р1, в которой эластичные элементы 6 размещены в их растянутом состоянии. Боковой клапан, который был отрезан, оставляют в незакрепленном состоянии, и ручку или тому подобное используют для выполнения меток на боковом клапане в единицах длины (50 мм, 100 мм, 200 мм или тому подобного) в направлении растягивания эластичных элементов 6. Боковой клапан зажимают с обеих сторон снаружи меток, боковой клапан растягивают посредством растягивания его в направлении растягивания эластичных элементов 6, и размер (предельную длину при растягивании) между метками измеряют, когда боковой клапан невозможно будет растянуть дальше. Предельную длину при растягивании делят на длину бокового клапана перед растягиванием (исходную длину), из результата деления вычитают 1, и результат вычитания умножают на 100, получая, таким образом, степень (%) растяжения подвергнутой технологическому процессу вытягивания части Р1. Например, если исходная длина подвергнутой технологическому процессу вытягивания части Р1 составляет 50 мм, а предельная длина при растягивании составляет 75 мм, степень растяжения подвергнутой технологическому процессу вытягивания части Р1 составляет 50%.
Более точно, степень растяжения подвергнутой технологическому процессу вытягивания части Р1, расположенной на периферийной краевой части отверстия для ноги (краевой части для ноги), предпочтительно составляет от 50% до 500% или более предпочтительно - от 100% до 300%, степень растяжения подвергнутой технологическому процессу вытягивания части Р2, расположенной на периферийной краевой части отверстия для талии (поясной краевой части), предпочтительно составляет от 10% до 150% или более предпочтительно - от 10% до 100%, и степень растяжения подвергнутой технологическому процессу вытягивания части Р3, расположенной на краевой части 15b на свободном конце лентообразного листа, предпочтительно составляет от 50% до 500% или более предпочтительно - от 100% до 300%.
Подвергнутые технологическому процессу вытягивания части Р1-Р3 получают посредством подвергания тех частей листов, в которых размещены эластичные элементы, а также эластичных элементов технологическому процессу вытягивания в состоянии, в котором листы и эластичные элементы объединены в одно целое за счет соединения их, когда эластичные элементы находятся в их растянутом состоянии в краевой части листов или вблизи нее. Эластичные элементы подают в их растянутом состоянии в данном технологическом процессе вытягивания. Технологический процесс вытягивания, выполняемый на листах, таких как нетканый материал или полимерный лист, выполняют путем использования, например, способа вытягивания посредством зубчатых колес, при котором листы подают через пару зубчатых колес, имеющих зубья и канавки, которые введены в зацепление друг с другом, как будет описано позже. Зубчатые колеса могут быть выполнены в виде пары зубчатых роликов, зубья и канавки которых введены в зацепление подобно зубчатым колесам (роликам с волнистой поверхностью), или могут быть выполнены с формой плоской пластины или иметь форму с косыми зубьями. Технологический процесс вытягивания может быть выполнен путем использования, например, зубчатых колес, раскрытых в патентном литературном источнике 1, описанном выше (например, см. описание фиг. 3 и 5 в патентном литературном источнике 1).
При описании материалов для образования различных частей в подгузнике 1 следует отметить, что верхний лист 2, предназначенный для размещения со стороны спины, образующий внутренний слой лист 31, задний лист 3 и лентообразный лист 15 предпочтительно представляют собой все листы, подвергаемые технологическому процессу вытягивания, и они образованы из листов, пригодных для технологического процесса вытягивания. Лист, пригодный для технологического процесса вытягивания, представляет собой лист, который легко растягивается при подвергании его технологическому процессу вытягивания, но может обеспечить прочность самого листа. В качестве подобного листа предпочтительно использовать (1) лист, который не обладает растяжимостью перед технологическим процессом вытягивания (то есть является нерастяжимым), но проявляет растяжимость или способность к растягиванию после технологического процесса вытягивания, или (2) лист, который имеет некоторую растяжимость (малую растяжимость) даже перед технологическим процессом вытягивания, но обладает улучшенной растяжимостью или повышенной способностью к растягиванию после технологического процесса вытягивания (приобретает высокую растяжимость), и к примерам которого относятся нетканый материал, полимерный лист, эластомерный материал или листовой конъюгированный материал, включающий в себя эластомер.
В частности, нетканый материал предпочтительно используют в качестве верхнего листа 2, заднего листа 3 и лентообразного листа 15 вследствие его воздухопроницаемости и растяжимости. В частности, проницаемый для жидкостей, нетканый материл, который позволяет жидкости, такой как моча, проходить через него, предпочтительно используют в качестве верхнего листа 2, и поры образуют так, как необходимо. Кроме того, в частности, не проницаемый для жидкостей, влагопроницаемый нетканый материал или водоотталкивающий, влагопроницаемый нетканый материал предпочтительно используют в качестве заднего листа 3 и лентообразного листа 15. Кроме того, лист не проницаемого для жидкостей, полимерного материала предпочтительно используют в качестве предназначенного для размещения со стороны спины, образующего внутренний слой листа 31.
К примерам нетканых материалов относятся нетканые материалы, изготовленные различными способами, такие как нетканый материал фильерного способа производства, образованный из эластичных волокон или неэластичных волокон, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал со структурой SMS (нетканый материал фильерного способа производства (S) - нетканый материал, полученный аэродинамическим способом из расплава (М) - нетканый материал фильерного способа производства (S)), в котором объединены нетканый материал фильерного способа производства и нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал, полученный пропусканием струй воздуха, нетканый материал, полученный с использованием нагретых валков, нетканый материал, полученный с использованием струй жидкости (полученный гидроперепутыванием), нетканый материал, полученный пневмоукладкой, и нетканый материал, скрепленный посредством полимера. Данные нетканые материалы должны иметь некоторую поверхностную плотность и прочность для предотвращения разрыва, но, с другой стороны, поверхностная плотность предпочтительно составляет от 5 г/м2 до 50 г/м2 или более предпочтительно - от 8 г/м2 до 30 г/м2 с учетом того, что воздухопроницаемость ухудшается, если поверхностная плотность слишком высокая и нетканый материал слишком толстый.
К примерам материала волокон, образующих нетканый материал, относятся синтетические смолы, такие как полиэтилен, полипропилен, сложный полиэфир или акрил. Волокна, образующие нетканый материал, могут быть подвергнуты гидрофилизации или обработке для придания водоотталкивающих свойств или могут представлять собой, например, двухкомпонентное волокно, имеющее структуру с так называемыми ядром и оболочкой, которое имеет материал оболочки с адгезионной способностью при нагреве на поверхности материала ядра. Волокна, которые легко приобретают растяжимость благодаря технологическому процессу вытягивания, предпочтительно используются в нетканом материале.
К примерам листа из полимерного материала относятся пленкообразный лист, образованный из полиэтилена, полипропилена, сложного полиэфира, полиуретана или тому подобного. Лист полимерного материала может быть вспененным. Принимая во внимание мягкость и прочность, используют лист полимерного материала с толщиной, предпочтительно составляющей от 5 мкм до 100 мкм или более предпочтительно - от 8 мкм до 30 мкм. Из этих же соображений используют лист полимерного материала с поверхностной плотностью, предпочтительно составляющей от 5 г/м2 до 50 г/м2 или более предпочтительно - от 8 г/м2 до 30 г/м2.
Кроме того, в качестве поглощающей сердцевины 4 можно использовать любое изделие, используемое в качестве поглощающей сердцевины в обычном подгузнике одноразового использования, без каких-либо особых ограничений, и, например, можно использовать совокупность волокон, образованную из гидрофильных волокон, таких как волокна из древесной целлюлозы, или подобную совокупность волокон, предусмотренную с зернами полимера со сверхвысокой поглощающей способностью. Подобные совокупности волокон могут быть покрыты водопроницаемым листом, таким как бумажный лист или лист нетканого материала.
Кроме того, в качестве разных типов эластичных элементов 5, 6, 7 и 8 можно использовать известный материал, обычно используемый в подгузнике данного типа, без каких-либо особых ограничений. К примерам материалов эластичных элементов относятся синтетические каучуки, такие как бутадиенстирольный каучук, бутадиеновый каучук, изопреновый каучук или неопреновый каучук, натуральный каучук, сополимер этилена и винилацетата (EVA), блоксополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и этиленбутилена с чередованием блоков (SEBS), блок-сополимер стирола и этиленпропилена с чередованием блоков (SEPS), эластичный полиолефин или полиуретан. Кроме того, форма различных типов эластичных элементов 5, 6, 7 и 8 может быть выбрана соответствующим образом из нитевидной, полосообразной, лентообразной, пленкообразной, сеткообразной и так далее, и, в особенности нитевидный или лентообразный эластичный элемент является предпочтительным, при этом принимается во внимание то, что подобный элемент имеет низкую стоимость, имеет повышенную адгезионную способность, имеет повышенную способность к быстрому растяжению, и для него легко рассчитывать допустимые напряжения.
Кроме того, к примерам клея, используемого при соединении разных типов листов 2, 31, 3 и 15 с разными типами эластичных элементов 5, 6, 7 и 8, относятся термоплавкий безрастворный клей на основе стирола (блок-сополимера стирола и изопрена с чередованием блоков (SIS), блок-сополимера стирола и бутадиена с чередованием блоков (SBS), блок-сополимера стирола и этиленбутилена с чередованием блоков (SEBS)) или на основе полиолефина.
Далее со ссылкой на чертежи приводится описание способа изготовления изделия, предназначенного для носки, по настоящему изобретению (первому изобретению), при этом взят пример способа изготовления вышеописанного подгузника 1 одноразового использования. Следует отметить, что в нижеприведенном описании способа изготовления по настоящему изобретению составляющим частям, которые аналогичны составляющим частям варианта осуществления, описанного выше, были даны те же ссылочные позиции, и, следовательно, их описания были опущены. Описания для варианта осуществления, описанного выше, должны соответствующим образом применяться для составляющих частей, не описанных ниже подробно.
Как показано на фиг. 4, способ изготовления по данному варианту осуществления имеет этап подготовки непрерывного элемента из полуфабрикатов 30 подгузников (конъюгированного листа) посредством присоединения эластичных элементов 6, 7 и 8 в их растянутом состоянии к краевым частям ламинированных листов и вдоль краевых частей ламинированных листов, которые были получены посредством соединения трех листов (верхнего листа 2, предназначенного для размещения со стороны спины, образующего внутренний слой листа 31 и заднего листа 3) путем ламинирования и выполнения технологического процесса вытягивания на тех частях полуфабрикатов 30 подгузников, в которых были размещены эластичные элементы 6, 7 и 8, посредством подачи подобных частей между двумя зубчатыми роликами (зажимными элементами) 40 и 41, которые имеют зубья и канавки, введенные в зацепления друг с другом, при этом указанные части подают при полуфабрикате 30 подгузника, растянутом в направлении растягивания эластичных элементов 6, 7 и 8. В данном варианте осуществления, помимо пары зубчатых роликов 40 и 41 также используется другая пара зубчатых роликов 50 и 51 в качестве зажимов для выполнения технологического процесса вытягивания.
Эластичные элементы 6 присоединяют в их растянутом состоянии на периферийных краевых частях отверстий для ног (краевых частях для ног) между верхним листом 2 и предназначенным для размещения со стороны спины, образующим внутренний слой листом 31 или задним листом 3, и эластичные элементы 7 и 8 присоединяют в их растянутом состоянии в поясной части D и бедренной части Е (поясной краевой части) на стороне предназначенной для размещения со стороны спины части А, в результате чего образуется полуфабрикат (intermediate body) 30 подгузника. Полуфабрикат 30 подгузника может быть изготовлен при использовании обычного технологического процесса путем использования способа, аналогичного способу изготовления подгузника данного типа. Как показано на фиг. 4, непрерывный элемент из полуфабрикатов 30 подгузников образован так, что множество полуфабрикатов 30 подгузников соединены с образованием ряда в направлении их длины. Следует отметить, что при присоединении эластичных элементов между листами 2, 31 и 3 соединение может быть обеспечено посредством использовано клея, нанесенного на сторону листа, но вместо этого способ нанесения клея на эластичные элементы заранее и приклеивания эластичных элементов к листам 2 и 31 является предпочтительным по соображениям, связанных, например, с тем, что желательно, чтобы гибкость листа не была уменьшена и чтобы отсутствовала необходимость в выравнивании мест нанесения клея и мест расположения эластичных элементов при изготовлении. Кроме того, клей может быть нанесен как на листы, так и на эластичные элементы с целью повышения адгезионной способности эластичных элементов.
Спаренные зубчатые ролики 40 и 41 имеют зубья и канавки, которые простираются в направлении (CD) осей роликов на частях их окружных периферийных поверхностей и которые введены в зацепление друг с другом. Более точно, как показано на фиг. 4, две части 42, обеспечивающие большое растягивание и выполненные с зубьями и канавками, образованы отдельно друг от друга в направлении оси ролика на части окружной периферийной поверхности каждого из спаренных зубчатых роликов 40 и 41, и по существу ровная, обеспечивающая малое растягивание или не вызывающая растягивания часть 43, не предусмотренная с зубьями и канавками, образована между двумя частями 42, обеспечивающими большое растягивание (в центральной части роликов в направлении оси роликов). Пары частей 42, обеспечивающих большое растягивание, на роликах 40 и 41 образованы с возможностью периодического зацепления друг с другом при вращении роликов. Предмет, подлежащий подверганию технологическому процессу вытягивания (полуфабрикат 30 подгузника), подвергается технологическому процессу вытягивания в направлении MD между парами частей 42, обеспечивающих большое растягивание.
Как показано на фиг. 5, зубья 42а, имеющие заданную высоту Н, образованы в каждой части 42, обеспечивающей большое растягивание, и, когда обеспечивающие большое растягивание части 42 пар зубчатых роликов 40 и 41 входят в зацепление друг с другом, зубья и канавки роликов входят в зацепление друг с другом до заданной глубины D зацепления. По этой причине в предмете, подлежащем подверганию технологическому процессу вытягивания (в полуфабрикате 30 подгузника), в листах в тех частях, которые были поданы между взаимно противоположными частями 42, обеспечивающими большое растягивание, часть волокон или все волокна, которые представляют собой компоненты, образующие листы, растягиваются и/или разрываются, и листы пластически деформируются посредством «разрушения» их до такой степени, что в целом они не разрываются, в результате чего получают сильно растянутые зоны, которые имеют лучшую способность к растяжению в направлении (MD) перемещения/подачи предмета, подлежащего подверганию технологическому процессу вытягивания.
Как показано на фиг. 4, если смотреть в направлении (MD), ортогональном к направлению оси ролика, зубья 42а, которые проходят в направлении (CD) оси ролика, образованы в виде трапеций с шириной, которая уменьшается от основания зубьев к вершинам, и, кроме того, их боковые края 42as, расположенные ближе к центру в направлении оси ролика, наклонены. Скошенная форма зубьев 42а представляет собой форму, которая придает зубьям 42а необходимую прочность, а также представляет собой форму, необходимую для получения высокой степени вытягивания. Концевая поверхность зубьев 42а имеет форму гладкой поверхности для обеспечения как можно меньшего локализованного повреждения листового материала и эластичных элементов во время технологического процесса вытягивания. При подаче предмета, подлежащего подверганию технологическому процессу вытягивания, благодаря зубьям 42а, имеющим подобную форму, существует возможность уменьшения степени локализованного повреждения, наносимого предмету, подлежащему подверганию технологическому процессу вытягивания. Кроме того, за счет подвергания предмета, подлежащего подверганию технологическому процессу вытягивания, технологическому процессу вытягивания поэтапно, существует возможность дополнительно уменьшить повреждение, наносимое материалу. Поэтапность относится к постепенному изменению степени вытягивания, например, посредством придания зубьям скошенной формы, как описано выше, для создания плавной границы между частями, подвергаемыми технологическому процессу вытягивания, и частями, не подвергаемыми технологическому процессу вытягивания, и уменьшения изменения степени вытягивания между подвергнутой технологическому процессу вытягивания частью, в которой степень вытягивания превышает 1x, и частью, которая не была подвергнута технологическому процессу вытягивания (частью со степенью вытягивания 1x).
С другой стороны, обеспечивающие малое растягивание или не вызывающие растягивания части 43 двух зубчатых роликов 40 и 41 не имеют зубьев и канавок, образованных на них, и являются по существу ровными, как описано выше, и, следовательно, в предмете, подлежащем подверганию технологическому процессу вытягивания (полуфабрикате 30 подгузника), листы в части, которая прошла через взаимно противоположные обеспечивающие малое растягивание или не вызывающие растягивания части 43, по существу не подвергаются пластическому деформированию и становятся мало растянутыми или нерастянутыми зонами, которые по существу не обладают растяжимостью. Следует отметить, что при реальном изготовлении изделий во время перемещения/подачи холста/полотна изделия части, не подвергнутые технологическому процессу вытягивания, обеспечивают натяжение при перемещении, что обеспечивает возможность обработки при постоянном натяжении. Это создает возможность изготовления при одновременном предотвращении углового сдвига.
Для повышения степени вытягивания предмета, подлежащего подверганию технологическому процессу вытягивания, и придания предмету, подлежащему подверганию технологическому процессу вытягивания, подходящей растяжимости глубина D зацепления (см. фиг. 5) между обеспечивающими большое растягивание частями 42 пары зубчатых роликов 40 и 41, несмотря на то, что она зависит от материала предмета, подлежащего подверганию технологическому процессу вытягивания, предпочтительно составляет 0,5 мм или более, или более предпочтительно - от 0,5 мм до 5 мм. Как показано на фиг. 5, глубина D зацепления пары зубчатых роликов 40 и 41 представляет собой расстояние, на котором соседние зубья 42а перекрываются, когда зубчатые ролики 40 и 41 введены в зацепление друг с другом и приведены во вращение.
По соображениям, связанным с надежным обеспечением эффектов, получаемых посредством вышеописанных подвергнутых технологическому процессу вытягивания частей Р1 и Р3 (частей, которые были подвергнуты технологическому процессу вытягивания), в данном варианте осуществления степень вытягивания, обеспечиваемая технологическим процессом вытягивания, выполняемым на предмете, подлежащем подверганию технологическому процессу вытягивания (полуфабрикате 30 подгузника), предпочтительно составляет 1,02 раза или более, или более предпочтительно - 1,1 раза или более. Другими словами, степень вытягивания (степень растяжения) листов и эластичных элементов в частях, в которых обеспечивающие большое растягивание части 42 входят в зацепление друг с другом, предпочтительно составляет 1,02 раза или более, или более предпочтительно - 1,1 раза или более. Более точно, если степень вытягивания слишком большая, существует риск того, что это приведет, например, к недостаточной прочности листа вследствие технологического процесса вытягивания, вызывающего слишком большое повреждение листов, и, следовательно, максимальная степень вытягивания, несмотря на то, что она зависит от материала, используемого для листов, предпочтительно составляет приблизительно 5,0 раз. В данном случае степень вытягивания показывает, в какой степени исходные листы растягиваются в соответствии с настройками устройств для реализации технологического процесса вытягивания, таких как ролики, имеющие зубья и канавки, и, следовательно, определяется как «длина материала после вытягивания материала посредством введения в зацепление роликов, имеющих зубья и канавки»/«длина материала перед выполнением вытягивания посредством введения роликов в зацепление». Степень вытягивания можно регулировать посредством глубины зацепления зубьев в устройстве для реализации технологического процесса вытягивания, имеющем зубья и канавки, шага соседних зубьев, ширины зубьев и тому подобного.
Кроме того, шаг Р соседних зубьев (см. фиг. 5) обеспечивающих большое растягивание частей 42 зубчатых роликов 40 и 41 предпочтительно составляет от 0,5 мм до 20 мм или более предпочтительно - от 0,5 мм до 10 мм. Кроме того, ширина W зубьев 42а (длина в направлении (MD) вытягивания) (наибольшая ширина, см. фиг. 5) предпочтительно составляет менее 1/2 шага Р, и, кроме того, высота Н зубьев 42а (см. фиг. 5) предпочтительно составляет от 0,5 мм до 20 мм или более предпочтительно - от 0,5 мм до 10 мм. Если форма зубьев и канавок зубчатых роликов 40 и 41 удовлетворяет подобным условиям, предмету, подлежащему подверганию технологическому процессу вытягивания (полуфабрикату 30 подгузника), который подают между зубчатыми роликами 40 и 41, может быть придана большая растяжимость.
Следует отметить, что шаг зубьев определяется расстоянием между осевой линией одного зуба и осевой линией соседнего зуба. Ширина зубьев зубчатых роликов относится к ширине одного зуба. Ширина W зубьев 42а может быть постоянной в направлении высоты зуба, может соответствовать трапециевидной форме так, что она будет уменьшаться от основания зуба по направлению к вершине, или может соответствовать прямоугольной форме, треугольной форме или тому подобному. Высота зубьев роликов определяется как высота от основания зуба до вершины.
Как правило, зубчатые колеса, определенные в Японском промышленном стандарте (JIS) В1701, прикрепляют к осям роликов, представляющих собой зубчатые ролики 40 и 41, в качестве ведущих зубчатых колес, отдельно от зубьев 42а. При этом за счет вращения, обусловленного зацеплением данных ведущих зубчатых колес, ролики 40 и 41 вращаются синхронно без прямого контакта между зубьями 42а роликов 40 и 41.
Зубчатые ролики 50 и 51, образующие пару, имеют зубья и канавки, которые простираются в направлении (MD), ортогональном к направлению оси ролика, на частях их соответствующих окружных периферийных поверхностей и которые введены в зацепление друг с другом. Более точно, как показано на фиг. 4, две обеспечивающие большое растягивание части 52, выполненные с зубьями и канавками, образованы отдельно друг от друга в направлении окружности роликов на части окружной периферийной поверхности каждого из спаренных зубчатых роликов 50 и 51, и по существу ровная, обеспечивающая малое растягивание или не вызывающая растягивания часть 53, выполненная без зубьев и канавок, образована между двумя обеспечивающими большое растягивание частями 52 на каждом ролике. Пары обеспечивающих большое растягивание частей 52 на роликах 50 и 51 образованы так, что они периодически входят в зацепление друг с другом при вращении роликов. Технологический процесс вытягивания выполняется на предмете, подлежащем подверганию технологическому процессу вытягивания (полуфабрикате 30 подгузника), в направлении CD между двумя обеспечивающими большое растягивание частями 52 и 52 зубчатых роликов 50 и 51, и, следовательно, имеет место незначительное снижение прочности в направлении MD, обусловленное технологическим процессом вытягивания. По этой причине, несмотря на то, что большая часть в направлении ширины предмета, подлежащего подверганию технологическому процессу вытягивания, подвергается технологическому процессу вытягивания между зубчатыми роликами 50 и 51, существует возможность обеспечить достаточное натяжение при перемещении/подаче.
Зубья 52а с заданной высотой образованы на обеспечивающих большое растягивание частях 52. Обеспечивающие большое растягивание части 52 образованы по существу так же, как обеспечивающие большое растягивание части 42 зубчатых роликов 40 и 41, за исключением того, что зубья и канавки простираются в направлении (MD), ортогональном к направлению осей роликов. При использовании обеспечивающих большое растягивание частей 52 обработка для создания постепенного перехода (сужения) выполнена на зубьях на тех участках, где зацепление начинается, и на тех участках, где зацепление заканчивается. Данный постепенный переход такой же, как описанный выше. Обеспечивающие большое растягивание части 52 могут быть образованы, как описано, например, в абзаце 0044 и показано на фиг. 5 вышеописанного патентного литературного источника 1.
В предмете, подлежащем подверганию технологическому процессу вытягивания (в полуфабрикате 30 подгузника), в листах в тех частях, которые были поданы между взаимно противоположными частями 52, обеспечивающими большое растягивание, часть волокон или все волокна, которые представляют собой компоненты, образующие листы, растягиваются и разрываются, и листы пластически деформируются посредством «разрушения» их до такой степени, что в целом они не разрываются, в результате чего получают сильно растянутые зоны, которые имеют лучшую способность к растяжению в направлении (CD), ортогональном к направлению перемещения/подачи предмета, подлежащего подверганию технологическому процессу вытягивания. С другой стороны, в предмете, подлежащем подверганию технологическому процессу вытягивания (полуфабрикате 30 подгузника), листы в частях, которые были поданы между взаимно противоположными обеспечивающими малое растягивание или не вызывающими растягивания частями 53, по существу не подвергаются пластическому деформированию, в результате чего получают слабо растянутые или нерастягивающиеся зоны, которые по существу не обладают растяжимостью.
Как промежуток между зубчатыми роликами 40 и 41, так и промежуток между зубчатыми роликами 50 и 51, через которые проходит предмет, подлежащий подверганию технологическому процессу вытягивания, могут быть надлежащим образом заданы точно, и регулирование промежутков создает возможность легкого изменения степени вытягивания предмета, подлежащего подверганию технологическому процессу вытягивания. Один из зубчатых роликов в каждой паре предусмотрен с возможностью выполнения функции подъема посредством использования цилиндра или тому подобного (непоказанного), в результате чего обеспечивается легкая регулировка промежутка. Хотя это не показано, регулировочная прокладка или тому подобное может быть использована для точной регулировки промежутков. Следует отметить, что, несмотря на то, что зубчатые ролики выполнены с такой конфигурацией, что зубчатые части и ролики образованы как одно целое в виде одного элемента в проиллюстрированном примере, возможна конфигурация, в которой только зубчатые части являются сегментированными. Сегментирование зубчатых частей связано с конструкцией, в которой только зубчатые части представляют собой отдельные элементы и могут быть свободно присоединены к части окружной периферийной поверхности роликов и отделены от нее. Сегментирование зубчатых частей обеспечивает возможность, например, простого регулирования глубины зацепления зубьев и канавок, изменения степени вытягивания и изменения схемы вытягивания. Кроме того, даже если зубья износятся, они могут быть легко заменены, если запасные части были подготовлены, в результате чего обеспечивается возможность сокращения простоя и снижения затрат на оборудование. В качестве еще одной конфигурации можно использовать конструкцию с втулкой/гильзой. Даже при использовании конструкции с втулкой/гильзой существует возможность снижения затрат на оборудование аналогичным образом.
Технологический процесс вытягивания может быть выполнен на полуфабрикате 30 подгузника, например, следующим образом. Сначала непрерывный элемент из полуфабрикатов 30 подгузников подают между двумя зубчатыми роликами 40 и 41. Подачу непрерывного элемента из полуфабрикатов 30 подгузников между двумя роликами 40 и 41 выполняют при приложении постоянного усилия натяжения к непрерывному элементу посредством использования подающего прижимного ролика (непоказанного) и малооборотного прижимного ролика (непоказанного), которые соответственно расположены перед роликами 40 и 41 по ходу движения в направлении MD и за роликами 40 и 41 по ходу движения в направлении MD, так что ролики 40 и 41 оказываются между прижимными роликами. Периферийные краевые части двух, то есть правого и левого отверстий для ног в полуфабрикате 30 подгузника (центральные в направлении MD части противоположных боковых краевых частей вдоль направления MD полуфабриката 30 подгузника), к которым эластичные элементы 6 были присоединены в их растянутом состоянии, подают между обеспечивающими большое растягивание частями 42 роликов 40 и 41, при этом периферийные краевые части отверстий для ног подают в их растянутом состоянии в направлении растягивания эластичных элементов 6 благодаря натяжению при перемещении/подаче, и листы в данных подаваемых частях подвергаются пластическому деформированию благодаря образующим листы компонентам, подвергаемым умеренному разрушению за счет растягивания и разрыва, в результате чего получают подвергнутую технологическому процессу вытягивания часть Р1, которая обладает лучшей растяжимостью в направлении растягивания эластичных элементов 6. С другой стороны, что касается других мест полуфабриката 30 подгузника, то листы в данных местах по существу не подвергаются пластическому деформированию, и, следовательно, в данных местах по существу не будет никакого повышения способности к растягиванию.
Как описано выше, в данном варианте осуществления технологический процесс вытягивания выполняют на частях, в которых расположены эластичные элементы, при конъюгированном листе (полуфабрикате 30 подгузника), растянутом в направлении растягивания эластичных элементов. В данном случае выражение «при конъюгированном листе, растянутом в направлении растягивания эластичных элементов» относится к состоянию, в котором благодаря тому, что эластичные элементы в конъюгированном листе (эластичные элементы в частях, подвергнутых технологическому процессу вытягивания) растягиваются за счет натяжения при перемещении/подаче или тому подобного, конъюгированный лист растягивается по существу до такой же степени растяжения, какая была в тот момент, когда осуществляли присоединение эластичных элементов к листам, образующим конъюгированный лист, и фиксацию эластичных элементов относительно данных листов (в дальнейшем также называемая «степенью растяжения в момент присоединения»), и не имеет значения, растянуты ли листы, образующие конъюгированный лист. В данном случае идея «степени растяжения, по существу такой же, как степень растяжения в момент присоединения» охватывает диапазон от степени растяжения, немного меньшей, чем степень растяжения в момент присоединения, до степени растяжения, немного большей, чем степень растяжения в момент присоединения, и, более точно, степень растяжения предпочтительно находится в диапазоне от величины, составляющей половину (0,5) степени растяжения в момент присоединения, до величины, в 1,5 раза превышающей степень растяжения в момент присоединения.
Затем непрерывный элемент из полуфабрикатов 30 подгузников подают между двумя зубчатыми роликами 50 и 51 посредством использования прижимных роликов (непоказанных) аналогично вышеприведенному описанию. Центральную в направлении CD часть участка бедренной части Е и поясной части D на стороне предназначенной для размещения со стороны спины части А в полуфабрикате 30 подгузника (центральную в направлении CD часть крайней в направлении MD части полуфабриката 30 подгузника), к которой эластичные элементы 7 и 8 были присоединены в их растянутом состоянии, подают между обеспечивающими большое растягивания частями 52 роликов 50 и 51, при этом центральную часть подают в ее растянутом состоянии в направлении растягивания эластичных элементов 7 и 8, и листы в данной подаваемой части подвергаются пластическому деформированию благодаря образующим листы компонентам, подвергаемым умеренному разрушению за счет растягивания и разрыва, в результате чего получают подвергнутую технологическому процессу вытягивания часть Р2, которая обладает лучшей растяжимостью в направлении растягивания эластичных элементов 7 и 8. С другой стороны, что касается других мест полуфабриката 30 подгузника, то листы в данных местах по существу не подвергаются пластическому деформированию, и, следовательно, в данных местах по существу не будет никакого повышения способности к растягиванию.
Таким образом, после образования подвергнутых технологическому процессу вытягивания частей Р1 и Р2 в непрерывном элементе из полуфабрикатов 30 подгузников, непрерывный элемент разрезают на отдельные полуфабрикаты подгузников, и затем лентообразный лист 15, на котором подвергнутая технологическому процессу вытягивания часть Р3 была образована посредством отдельного технологического процесса вытягивания, прикрепляют к полуфабрикату 30 подгузника в соответствии с обычным технологическим процессом, и, кроме того, прикрепляют такие элементы, как куски 9 скрепляющей ленты и куски 10 приемной ленты, в результате чего получают подгузник 1 одноразового использования, описанный выше. Подвергнутая технологическому процессу вытягивания часть Р3 в лентообразном листе 15 может быть образована в соответствии с вышеописанным способом образования подвергнутых технологическому процессу вытягивания частей Р1 и Р2.
Как описано выше, в способе изготовления по данному варианту осуществления эластичные элементы сначала присоединяют к листам в их растянутом состоянии и после этого технологический процесс вытягивания выполняют на тех частях листов, в которых эластичные элементы были присоединены, при одновременном сохранении эластичных элементов растянутыми, в результате чего обеспечивается расширение диапазона применения размеров подгузников и повышается комфорт при ношении, и, кроме того, получаются подвергнутые технологическому процессу вытягивания части Р1-Р3, которые также имеют приятный внешний вид. Напротив, при использовании способа, в котором сначала листы подвергают технологическому процессу вытягивания, а после этого присоединяют эластичные элементы к подвергнутым технологическому процессу вытягивания частям в их растянутом состоянии, существует риск того, что клей, используемый на последующем этапе для присоединения эластичных элементов, вызовет снижение большой растяжимости подвергнутых технологическому процессу вытягивания частей в листах, полученных посредством технологического процесса вытягивания. Кроме того, когда листы подвергают технологическому процессу вытягивания, листы остаются растянутыми и больше сами не возвращаются к их исходной длине, что затрудняет последующее присоединение эластичных элементов.
Диапазон применения настоящего изобретения (первого изобретения) не ограничен одноразовым подгузником расширяемого типа, описанным выше, но, скорее, оно пригодно для поглощающих изделий, предусмотренных с поглощающей сердцевиной, таких как натягиваемый подгузник одноразового использования или гигиеническая прокладка, а также для предназначенных для носки изделий, в которых поглощающая сердцевина отсутствует и к примерам которых относятся медицинское предназначенное для носки изделие, такое как хирургический халат, или обычное предназначенное для носки изделие, такое как куртка/жакет.
Например, в случае применения настоящего изобретения (первого изобретения) для гигиенической прокладки, примеры конфигураций которой включают конфигурацию, в которой эластичные элементы нитевидного, лентообразного или пленкообразного типа размещены в их растянутом состоянии вдоль краевых частей листов в двух продольных, левой и правой, боковых краевых частях гигиенической прокладки, и те части листов, в которых размещены эластичные элементы, подвергнуты технологическому процессу вытягивания в направлении растягивания эластичных элементов. В данной конфигурации один или несколько эластичных элементов обычно расположены в центральных в продольном направлении частях боковых краевых частей, простирающихся в направлении длины гигиенической прокладки, аналогично эластичным элементам 6 в подгузнике одноразового использования, показанном на фиг. 1. Базовая конфигурация гигиенической прокладки аналогична базовой конфигурации подгузника одноразового использования, описанного выше, и предусмотрена с верхним листом, образующим контактирующую с кожей поверхность, задним листом, образующим не контактирующую с кожей поверхность, и удерживающей жидкости, поглощающей сердцевиной, расположенной между данными двумя листами. Гигиеническая прокладка также может быть выполнена с трехмерными сборками, подвергнутыми технологическому процессу вытягивания, подобными трехмерным сборкам 18, описанным выше.
Несмотря на то, что настоящее изобретение (первое изобретение) было описано выше на основе предпочтительного варианта осуществления, настоящее изобретение (первое изобретение) не ограничено вышеописанным вариантом осуществления. Например, несмотря на то, что технологический процесс вытягивания выполняют на непрерывном элементе из полуфабрикатов подгузников в вышеприведенном варианте осуществления, технологический процесс вытягивания может быть выполнен на одном полуфабрикате подгузника, который был изготовлен заранее. Кроме того, несмотря на то, что технологический процесс вытягивания выполняют на полуфабрикате 30 подгузника, на котором периферийный вырез для ноги (так называемый R-вырез) был полностью выполнен в варианте осуществления, описанном выше, технологический процесс вытягивания может быть выполнен перед выполнением R-выреза. Кроме того, возможен вариант осуществления, в котором трехмерные сборки, которые уже были подвергнуты технологическому процессу вытягивания, или трехмерные сборки, которые еще не были подвергнуты технологическому процессу вытягивания, сначала прикрепляют к полуфабрикату 30 подгузника, а после этого технологический процесс вытягивания выполняют в заданных местах. Кроме того, несмотря на то, что этап вытягивания выполняют в две стадии в варианте осуществления, описанном выше, возможен вариант осуществления, в котором технологический процесс вытягивания выполняют как на краевых частях для ног (периферии для ног), так и на поясной краевой части (в бедренной части) за один этап. Способ выполнения технологического процесса вытягивания в заданных местах за один этап позволяет упростить регулировку на фазе изготовления периферии для ног и бедренной части, а также создает возможность уменьшения требуемого пространства, занимаемого оборудованием, и уменьшения капиталовложений в оборудование. Способ разделения этапа вытягивания на несколько стадий в соответствии с местом, подлежащим вытягиванию, как в вышеприведенном варианте осуществления, позволяет облегчить регулировку степени вытягивания. Кроме того, несмотря на то, что как поясная краевая часть, размещаемая вокруг талии носителя, так и краевые части для ног, размещаемые вокруг ног носителя, предусмотрены в варианте осуществления, описанном выше, предназначенное для носки изделие по настоящему изобретению может включать в себя или только поясную краевую часть, или только краевые части для ног.
Кроме того, несмотря на то, что в варианте осуществления, описанном выше, два по существу цилиндрических зубчатых ролика используются в качестве пары зажимов (устройств для выполнения технологического процесса вытягивания), имеющих зубья и канавки, введенные в зацепление друг с другом, устройства для выполнения технологического процесса вытягивания не ограничены этим, и могут быть использованы различные типы. Одним примером (А) является устройство для выполнения технологического процесса вытягивания, предусмотренное с двумя конвейерными лентами (или гусеничными лентами) с удлиненными выступающими частями, которые простираются или в направлении MD, или в направлении CD и при этом образованы как непрерывные элементы. Другим примером (В) является устройство для выполнения технологического процесса вытягивания (также называемое, например, «матрицей, штампом»), которое включает в себя две взаимно противоположные пластины с углублениями и выступами, выполненные с множеством удлиненных выступающих частей, простирающихся или в направлении MD, или в направлении CD и образованных на взаимно противоположных поверхностях двух пластин с углублениями и выступами, и которое выполняет технологический процесс вытягивания на предмете, подлежащем подверганию технологическому процессу вытягивания, посредством использования кулачкового механизма для изменения положения пластин с углублениями и выступами с положения, в котором они разделены, на положение, в котором они введены в зацепление друг с другом, для обеспечения возможности увеличения и уменьшения расстояния между ними. Также существует возможность использования устройства для выполнения технологического процесса вытягивания, раскрытого в документе JP-A-2007-22066, относящемся к предшествующей заявке, поданной Заявителем.
Примеры
Несмотря на то, что настоящее изобретение (первое изобретение) описано более конкретно позднее на основе Примеров, настоящее изобретение (первое изобретение) не следует ограничивать данными Примерами.
Пример 1:
Подгузник (среднего размера, с общей длиной в продольном направлении, составляющей 440 мм), имеющий базовую конфигурацию, аналогичную конфигурации одноразового подгузника расширяемого типа, показанной на фиг. 1 и 2, был изготовлен посредством использования в основном такого же способа изготовления, как способ изготовления в вышеописанном варианте осуществления. Изготовленный подгузник был использован в качестве образца по Примеру 1. В подгузнике по Примеру 1 технологический процесс вытягивания был выполнен на тех частях краевых частей для ног, в которых размещены эластичные элементы для ног, и вблизи них и не был выполнен на поясной краевой части или трехмерных сборках. Соответственно, несмотря на то, что подвергнутые технологическому процессу вытягивания части, обозначенные ссылочной позицией Р1 на фиг. 1, были образованы в подгузнике по Примеру 1, подвергнутые технологическому процессу вытягивания части, обозначенные ссылочными позициями Р2 и Р3, не были образованы. Подвергнутые технологическому процессу вытягивания части подгузника по Примеру 1 простирались от соответствующих периферийных краев двух, то есть левого и правого, отверстий для ног до места за эластичным элементом для ног, расположенным дальше всего в направлении внутрь в направлении ширины подгузника. Протяженность каждой подвергнутой технологическому процессу вытягивания части в направлении длины подгузника составляла 200 мм, и ее протяженность в направлении ширины подгузника составляла 25 мм. Два эластичных элемента для ног были размещены в каждой из двух, то есть левой и правой, краевых частей для ног, и промежуток между соседними эластичными элементами для ног составлял 6 мм. В качестве составляющих элементов подгузника, таких как эластичные элементы для ног и эластичные элементы других типов, и верхний лист и листы других типов, были использованы те, которые используются в промышленно изготавливаемом и имеющемся на рынке подгузнике одноразового использования “Merries Airy Mesh” (наименование изделия), изготавливаемом компанией Kao Corporation.
Кроме того, при изготовлении подгузника по Примеру 1 этапы, отличные от технологического процесса вытягивания, были выполнены в соответствии с обычными технологическими операциями. Технологический процесс вытягивания был выполнен при растягивании эластичных элементов до тех пор, пока общая протяженность в направлении длины подгузника не составила 440 мм (при растягивании до степени растяжения, по существу такой же, как степень растяжения в момент присоединения эластичных элементов для ног), и степень вытягивания, полученная в результате технологического процесса вытягивания, составила 1,4 раза. Вместо зубчатых роликов, подобных показанным на фиг. 4, матрица, как в вышеуказанном примере (В), была использована в качестве устройства для выполнения технологического процесса вытягивания. Параметры, используемые в технологическом процессе вытягивания, были следующими. Глубина зацепления зубьев и канавок устройства для выполнения технологического процесса вытягивания (глубина, соответствующая ссылочной позиции D на фиг. 5) составляла 1 мм, шаг соседних зубьев (расстояние, соответствующее ссылочной позиции Р на фиг. 5) составлял 2 мм, и ширина зуба (расстояние в направлении вытягивания, соответствующее ссылочной позиции W на фиг. 5) составляла от 0,5 мм до 0,7 мм.
Пример 2:
Одноразовый подгузник расширяемого типа был изготовлен посредством использования способа, аналогичного способу по Примеру 1, за исключением изменения степени вытягивания, получаемой в результате технологического процесса вытягивания, до 2,2 раза. Изготовленный подгузник был использован в качестве образца по Примеру 2. Для задания степени вытягивания, равной 2,2 раза, глубина зацепления зубьев и канавок была изменена до 2 мм.
Сравнительный пример 1:
Одноразовый подгузник расширяемого типа был изготовлен посредством использования способа, аналогичного способу по Примеру 1, за исключением того, что технологический процесс вытягивания вообще не выполнялся. Изготовленный подгузник был использован в качестве образца по Сравнительному примеру 1.
Характеристики растяжимости краевых частей для ног (частей, соответствующих подвергнутым технологическому процессу вытягивания частям в Примерах) в образцах (одноразовом подгузнике расширяемого типа) по Примерам и по Сравнительному примеру были оценены посредством использования нижеуказанного способа. Образец был взят посредством отрезания краевой части для ноги (с шириной 25 мм и длиной 200 мм в части, центральной в продольном направлении, в одной боковой краевой части подгузника) в подгузнике, при этом подгузник находился в расширенном состоянии, подобном показанному на фиг. 1, и был растянут до длины изделия (440 мм). Образец фиксировали между зажимными патронами (с расстоянием 180 мм между зажимными патронами) прибора для испытания на растяжение (Tensilon, производимого компанией Orientec Co., Ltd.) так, что направление длины (направление растягивания эластичных элементов) соответствовало направлению растягивания в приборе, образец растягивали посредством увеличения расстояния между зажимными патронами до тех пор, пока растягивающая нагрузка не составила 120 сН (рабочий ход в направлении наружу), и после этого расстояние между зажимными патронами уменьшали до тех пор, пока растягивающая нагрузка не составила 0 сН (рабочий ход в направлении внутрь). Напряжение при рабочем ходе в направлении наружу и рабочем ходе в направлении внутрь измеряли для построения графика зависимости напряжения от степени растяжения, показанного на фиг. 6. На графике по фиг. 6 вертикальная ось показывает напряжение (сН), верхнее обозначение на горизонтальной оси показывает степень растяжения образца (раз) в предположении, что базовая длина, соответствующая 200 мм, соответствует степени растяжения, равной 1х, и нижнее обозначение на горизонтальной оси показывает фактическую длину образца (мм).
Как показано на фиг. 6, наклон кривой зависимости напряжения от степени растяжения для образцов по Примерам 1 и 2, которые были подвергнуты технологическому процессу вытягивания, меньше, чем у образца по Сравнительному примеру 1, который не был подвергнут технологическому процессу вытягивания. Чем меньше наклон кривой зависимости напряжения от степени растяжения, тем легче краевая часть для ноги растягивается при небольшой величине усилия. Следует отметить, что место увеличения напряжения для образцов по Примерам 1 и 2 (значение степени растяжения, при котором напряжение превысило 0) смещено на графике вправо по отношению к образцу по Сравнительному примеру 1, но место увеличения напряжения может быть «задано» свободно посредством регулирования, например, степени вытягивания эластичных элементов и размера эластичных элементов. Кроме того, сравнение растягивания при напряжении 120 сН показывает, что по сравнению с краевой частью для ноги в образце по Сравнительному примеру 1 краевая часть для ноги в образце по Примеру 1 (со степенью вытягивания, составляющей 1,4 раза) на 20 мм длиннее, и краевая часть для ноги в образце по Примеру 2 (со степенью вытягивания, составляющей 2,2 раза) на 110 мм длиннее. Из вышеприведенного описания очевидно, что краевые части для ног по Примерам 1 и 2 растягиваются в большей степени при приложении к ним растягивающего усилия в направлении растяжения эластичных элементов и имеют большую растяжимость, то есть легко растягиваются при небольшой величине усилия.
Кроме того, «ход внутрь» кривой зависимости напряжения от степени растяжения на фиг. 6 характеризует то, как краевые части для ног входят в контакт с кожей носителя во время ношения подгузника. При сравнении напряжения при одной и той же длине образца (см. нижнее обозначение на горизонтальной оси на фиг. 6) можно отметить, что чем меньше напряжение, тем более мягко краевые части для ног входят в контакт с кожей носителя, тем меньше стягивание/сжатие и тем в меньшей степени отметины от краевых частей появляются на коже. Сравнение Примеров и Сравнительного примера в отношении «хода внутрь» показывает, что при длине образца, составляющей 150 мм, напряжение в образце по Сравнительному примеру 1, не подвергнутом технологическому процессу вытягивания, составляет приблизительно 35 сН, в то время как напряжение в образце по Примеру 1 со степенью вытягивания, составляющей 1,4 раза, составляет приблизительно 28 сН, и напряжение в образце по Примеру 2 со степенью вытягивания, составляющей 2,2 раза, составляет приблизительно 14 сН. Это показывает, что выполнение технологического процесса вытягивания обеспечивает возможность уменьшения напряжения и изготовления краевых частей, которые являются мягкими по отношению к коже и обеспечивают повышенный комфорт при ношении.
Испытание при ношении было выполнено с подгузником по Примеру 2 и подгузником по Сравнительному примеру 1. При испытании при ношении подгузники надевали на младенца (с возрастом 5 месяцев), и один член рабочей группы был проинструктирован для наблюдения за младенцем, носящим подгузник, и выполнения сенсорной оценки. В результате мнения, подобные нижеприведенному, были получены в качестве преимуществ образца по Примеру 2 над образцом по Сравнительному примеру 1: имелось достаточное пространство вокруг ноги; существовала возможность надевания подгузника на младенца при закреплении на уровне метки на ленте на животе, которая на одну метку меньше, чем в случае Сравнительного примера 1; и небольшие складки правильной формы на сборках были приятными на вид.
Настоящее изобретение (второе изобретение) описано в дальнейшем на основе предпочтительных вариантов его осуществления со ссылкой на чертежи. Фиг. 7-11 показывают натягиваемый подгузник 2А одноразового использования, который представляет собой первый вариант осуществления предназначенного для носки изделия по настоящему изобретению (второму изобретению). Как показано на фиг. 8, подгузник 2А по первому варианту осуществления представляет собой предназначенное для носки изделие, которое имеет предназначенную для размещения со стороны спины часть А, размещаемую со стороны спины носителя при ношении подгузника, предназначенную для размещения со стороны живота часть В, размещаемую со стороны живота, и промежностную часть С, расположенную между ними, при этом предназначенная для размещения со стороны спины часть А и предназначенная для размещения со стороны живота часть В выполнены с конфигурацией, предусматривающей включение листов (образующих наружный слой листов 27А и 27В и образующих внутренний слой листов 28А и 28В, которые образуют описанный позже наружный элемент 26), и эластичные элементы 7 и 8, размещенные на листах в предназначенной для размещения со стороны спины части А и предназначенной для размещения со стороны живота части В в их растянутом состоянии вдоль направления бедер носителя (направления ширины подгузника 2А, которое представляет собой направление Y на фиг. 8).
Как показано на фиг. 8 и 9, подгузник 2А включает в себя по существу удлиненное (прямоугольное) поглощающее тело 25, которое включает в себя проницаемый для жидкостей, верхний лист 2, не проницаемый для жидкостей или противодействующий проникновению жидкостей (водоотталкивающий или тому подобное), задний лист 3 и удерживающую жидкости, поглощающую сердцевину 4, расположенную между двумя листами 2 и 3, а также наружный элемент 26, который расположен со стороны не контактирующей с кожей поверхности (стороны заднего листа 3) поглощающего тела 25 и к которому поглощающее тело 25 прикреплено. Поглощающее тело 25 и наружный элемент 26 соединены посредством клея. Поглощающее тело 25 расположено так, что оно простирается от предназначенной для размещения со стороны спины части А до предназначенной для размещения со стороны живота части В через промежностную часть С. Предназначенная для размещения со стороны спины часть А и предназначенная для размещения со стороны живота часть В выполнены с конфигурацией, включающей поглощающее тело 25 и наружный элемент 26. Как показано на фиг. 8, подгузник 2А имеет в целом форму песочных часов, в которой часть, центральная в продольном направлении, (промежностная часть С) является узкой.
Следует отметить, что в настоящем описании контактирующая с кожей поверхность представляет собой поверхность предназначенного для носки изделия и его составляющих элементов, которая обращена к коже носителя при ношении подгузника, и не контактирующая с кожей поверхность представляет собой поверхность предназначенного для носки изделия и его составляющих элементов, которая обращена в сторону от кожи носителя при ношении подгузника. Кроме того, направление длины - это направление вдоль длинной стороны предназначенного для носки изделия или составляющих элементов предназначенного для носки изделия, и направление ширины - это направление, ортогональное к направлению длины. В случае натягиваемого предназначенного для носки изделия, такого как подгузник 2А, при растягивании натягиваемого предназначенного для носки изделия, как показано на фиг. 8, направление вдоль его длинной стороны (вертикальное направление на фиг. 8) представляет собой направление длины натягиваемого предназначенного для носки изделия, и горизонтальное направление на фиг. 8 представляет собой направление ширины натягиваемого предназначенного для носки изделия.
Как показано на фиг. 8 и 9, боковые манжеты 17, образованные из материала, который является воздухопроницаемым и стойким к воздействию жидкостей или водоотталкивающим, образованы с обеих, то есть левой и правой, боковых сторон поглощающего тела 25. Один или несколько эластичных элементов 17а боковых манжет размещены в их растянутом расстоянии вблизи свободной краевой части каждой боковой манжеты 17. Боковые манжеты 17 предотвращают вытекание жидкости за счет того, что они подняты вверх при ношении подгузника. В первом варианте осуществления краевая часть листового элемента 19, предназначенного для образования боковых манжет 17, которая расположена на стороне, противоположной по отношению к свободной/незакрепленной краевой части, закреплена между поглощающей сердцевиной 4 и задним листом 3, но данная краевая часть может быть закреплена между задним листом 3 и наружным элементом 26.
Как показано на фиг. 8 и 10, наружный элемент 26 разделен на сторону предназначенной для размещения со стороны спины части А и сторону предназначенной для размещения со стороны живота части В. Более точно, наружный элемент 26 имеет предназначенный для размещения со стороны спины, наружный элемент 26А, размещенный в предназначенной для размещения со стороны спины части А, и предназначенный для размещения со стороны живота, наружный элемент 26В, размещенный в предназначенной для размещения со стороны живота части В. Наружные элементы 26А и 26В расположены с заданным промежутком L2 в направлении, ортогональном к направлению бедер (то есть в направлении длины подгузника 2А, которое представляет собой направление Х на фиг. 8). Кроме того, никакой наружный элемент не расположен между наружными элементами 26А и 26В (в части, центральной в направлении, ортогональном к направлению бедер, в промежностной части С). Несмотря на то, что наружная поверхность (не контактирующая с кожей поверхность) подгузника 2А в центральной части промежностной части С, в которой не размещен никакой наружный элемент, образована задним листом 3 со стороны не контактирующей с кожей поверхности поглощающего тела 25, наружный лист, отдельный от наружного элемента 26, может быть расположен на наружной стороне заднего листа 3. С другой стороны, наружная поверхность подгузника 2А в предназначенной для размещения со стороны спины части А, предназначенной для размещения со стороны живота части В, на участке (в предназначенной для размещения со стороны спины, промежностной части Са) промежностной части С на стороне предназначенной для размещения со стороны спины части А и на участке (в предназначенной для размещения со стороны живота, промежностной части Cb) промежностной части С на стороне предназначенной для размещения со стороны живота части В образована наружными элементами 26А и 26В.
Предназначенный для размещения со стороны спины, наружный элемент 26А имеет прямоугольную форму, если смотреть сверху на предназначенную для размещения со стороны спины часть А, и центральная в направлении ширины подгузника часть в предназначенной для размещения со стороны спины, промежностной части Са выступает выпукло внутрь в направлении длины подгузника. Противоположные боковые края в направлении длины подгузника в предназначенной для размещения со стороны спины, промежностной части Са предназначенного для размещения со стороны спины, наружного элемента 26А изогнуты в виде обращенной внутрь дуги, в результате чего образованы краевые части А3 и А4 для ног. Предназначенный для размещения со стороны живота, наружный элемент 26В также имеет форму, аналогичную форме предназначенного для размещения со стороны спины, наружного элемента 26А, если смотреть сверху, и противоположные боковые края в направлении длины подгузника в предназначенной для размещения со стороны живота, промежностной части Cb предназначенного для размещения со стороны живота, наружного элемента 26В изогнуты в виде обращенной внутрь дуги, в результате чего образованы краевые части В3 и В4 для ног. В наружном элементе 26 противоположные боковые краевые части А1 и А2 предназначенного для размещения со стороны спины, наружного элемента 26А в предназначенной для размещения со стороны спины части А и противоположные боковые краевые части В1 и В2 предназначенного для размещения со стороны живота, наружного элемента 26В в предназначенной для размещения со стороны живота части В соединены вместе, и данное соединение обеспечивает образование двух боковых герметично соединенных частей S, отверстия 12 для талии и двух отверстий 13 для ног в подгузнике 2А. В боковых герметично соединенных частях S предназначенный для размещения со стороны живота, наружный элемент 26В и предназначенный для размещения со стороны спины, наружный элемент 26А соединены посредством клея, сварного шва, полученного термосваркой, сваркой токами высокой частоты, ультразвуковой сваркой, или тому подобного.
Отношение полной длины L1 наружного элемента 26А или 26В в направлении, ортогональном к направлению бедер (то есть в направлении длины подгузника 2А), к полной длине L подгузника в том же направлении (отношение L1/L) предпочтительно составляет от 0,1 до 0,4 или более предпочтительно - от 0,2 до 0,3. Кроме того, отношение длины L2 - в направлении, ортогональном к направлению бедер, - того участка в промежностной части С, на котором наружный элемент 26 не размещен (то есть расстояния, соответствующего самому короткому промежутку между предназначенным для размещения со стороны спины, наружным элементом 26А и предназначенным для размещения со стороны живота, наружным элементом 26В) к полной длине L в том же направлении подгузника (отношение L2/L) предпочтительно составляет от 0,1 до 0,4 или более предпочтительно - от 0,2 до 0,3.
Как показано на фиг. 10, предназначенный для размещения со стороны спины, наружный элемент 26А имеет структуру, в которой образующий наружный слой лист 27А и образующий внутренний слой лист 28А соединены посредством ламинирования. Аналогичным образом, предназначенный для размещения со стороны живота, наружный элемент 26В имеет структуру, в которой образующий наружный слой лист 27В и образующий внутренний слой лист 28В соединены посредством ламинирования. Образующие наружный слой листы 27А и 27В и образующие внутренний слой листы 28А и 28В соединены посредством клея (непоказанного) в заданных местах, и в данном варианте осуществления они соединены по существу по всей ламинированной зоне. В периферийной краевой части отверстия 12 для талии (то есть в поясной краевой части) образующие наружный слой листы 27А и 27В имеют участки 27АЕ и 27ВЕ, которые простираются за сторону поясной краевой части образующих внутренний слой листов 28А и 28В, когда образующие внутренний слой листы 28А и 28В соединены путем ламинирования (см. фиг. 10), и загнуты на сторону поглощающего тела 25. Как показано на фиг. 8, концевые части поглощающего тела 25, противоположные в направлении длины подгузника, закрыты данными загнутыми участками 27АЕ и 27ВЕ. Загнутые участки 27АЕ и 27ВЕ и участки, противолежащие по отношению к данным участкам, соединены клеем (непоказанным) в заданных местах.
Наружный элемент 26 (26А и 26В) имеет выступающие части 26Е, которые выступают наружу в направлении бедер от противоположных боковых краев 25s, расположенных вдоль направления, ортогонального к направлению бедер, в поглощающем теле 25 (то есть в направлении длины подгузника 2А). Отношение длины W1 выступающей части 26Е вдоль направления бедер (см. фиг.8) к длине W наружного элемента 26А или 26В вдоль направления бедер (см. фиг. 8) (отношение W1/W) предпочтительно составляет от 0,1 до 0,4 или более предпочтительно - от 0,15 до 0,3. Следует отметить, что длины W1 и W2 представляют собой длины в естественном состоянии готового изделия (предназначенного для носки изделия, которое было подвергнуто описанному позднее, технологическому процессу вытягивания).
Кроме того, один или множество эластичных элементов 6 для ног (в первом варианте осуществления два эластичных элемента 6 для ног) расположены в краевых частях А3 и А4 для ног в предназначенной для размещения со стороны спины, промежностной части Са и в краевых частях В3 и В4 для ног в предназначенной для размещения со стороны живота, промежностной части Cb (в боковых краевых частях, изогнутых в виде дуги, обращенной внутрь по отношению к подгузнику 2А). Эластичные элементы 6 для ног, расположенные в предназначенной для размещения со стороны спины, промежностной части Са, размещены вдоль краевых частей А3 и А4 для ног, при этом они «начинаются» от зоны вблизи предназначенной для размещения со стороны спины, промежностной части Са в противоположных боковых краевых частях А1 и А2 наружного элемента 26А и доходят до боковых краев 25s поглощающего тела 25. Эластичные элементы 6 для ног, расположенные в предназначенной для размещения со стороны живота, промежностной части Cb, размещены вдоль краевых частей В3 и В4 для ног, при этом они «начинаются» от зоны вблизи предназначенной для размещения со стороны живота, промежностной части Cb в противоположных боковых краевых частях В1 и В2 наружного элемента 26В и доходят до боковых краев 25s поглощающего тела 25. В расширенном состоянии подгузника, показанном на фиг. 8, эластичные элементы 6 для ног, расположенные с левой стороны, и эластичные элементы 6 для ног, расположенные с правой стороны, расположены двусторонне симметрично с обеих сторон от виртуальной прямой линии (непоказанной), которая делит подгузник 2А пополам в боковом направлении. Каждый из эластичных элементов 6 для ног зажат и зафиксирован в его растянутом состоянии между образующими наружный слой листами 27А и 27В и образующими внутренний слой листами 28А и 28В. Это обеспечивает образованные сборок для ног в предназначенной для размещения со стороны спины, промежностной части Са и в предназначенной для размещения со стороны живота, промежностной части Cb. По меньшей мере, один эластичный элемент 6 предпочтительно расположен в месте, находящемся на расстоянии, составляющем не более 100 мм или более предпочтительно - от 0 мм до 50 мм, от периферийных краев отверстий 13 для ног в подгузнике 2А в состоянии ношения.
Поясные эластичные элементы 7 размещены в поясной части D (поясной краевой части) в предназначенной для размещения со стороны спины части А и предназначенной для размещения со стороны живота части В, в результате чего образуются поясные сборки/сборки на талии. Поясные эластичные элементы 7 закреплены посредством фиксации их в растянутом состоянии между образующими наружный слой листами 27А и 27В и образующими внутренний слой листами 28А и 28В по существу на всей протяженности подгузника 2А вдоль направления ширины. По меньшей мере, один эластичный элемент 7 предпочтительно расположен в месте, находящемся на расстоянии, составляющем не более 80 мм или более предпочтительно - от 0 мм до 40 мм, от концевого в направлении длины края 1а, 1b подгузника 2А (то есть периферийного края отверстия 12 для талии). Поясная часть D представляет собой зону, которая находится в месте, расположенном вокруг талии носителя, и обычно имеет протяженность, которая составляет от 1% до 15% от полной длины L подгузника 2А в продольном направлении (см. фиг. 8), от концевого в продольном направлении края 1а подгузника 2А в предназначенной для размещения со стороны спины части А (от концевого в продольном направлении края 1b подгузника 2А в предназначенной для размещения со стороны спины части В).
Кроме того, множество эластичных элементов 8 для образования сборок на бедрах размещены в противоположных в продольном направлении, боковых частях бедренной части Е (вблизи поясной краевой части) в предназначенной для размещения со стороны спины части А и в предназначенной для размещения со стороны живота части В, в результате чего образуется пара из левой и правой сборок на бедрах. Эластичные элементы 8 для образования сборок на бедрах размещены по существу линейно вдоль направлении ширины и закреплены посредством фиксации их в растянутом состоянии между образующими наружный слой листами 27А и 27В и образующими внутренний слой листами 28А и 28В. Бедренная часть Е в предназначенной для размещения со стороны спины части А представляет собой зону, расположенную ниже поясной части D и выше промежностной части С, когда, как показано на фиг. 8, подгузник 2А находится в состоянии, в котором он растянут до плоского состояния (находится в растянутом состоянии) посредством растягивания эластичных элементов каждой части, если рассматривать сторону предназначенной для размещения со стороны спины части А как верхнюю сторону и сторону предназначенной для размещения со стороны живота части В как нижнюю сторону. Бедренная часть Е в предназначенной для размещения со стороны живота части В представляет собой зону, находящуюся по существу в таком же месте, как бедренная часть Е в предназначенной для размещения со стороны спины части А, если перевернуть подгузник 2А и разместить его в положении, обратном по отношению к положению, показанному на фиг. 8.
Таким образом, в выступающих частях 26Е наружного элемента 26 (26А и 26В) в предназначенной для размещения со стороны спины части А и в предназначенной для размещения со стороны живота части В, множество эластичных элементов 7 и 8, размещенных в их растянутом состоянии вдоль направления бедер, размещены с заданным интервалом в направлении, ортогональном к направлению бедер. В наружном элементе 26 (в выступающей части 26Е), расположенном в предназначенной для размещения со стороны спины части А или в предназначенной для размещения со стороны живота части В, интервал размещения между соседними эластичными элементами предпочтительно составляет от 2 мм до 20 мм или более предпочтительно - от 5 мм до 10 мм. Кроме того, в наружном элементе 26 (в выступающей части 26Е), расположенном в предназначенной для размещения со стороны спины части А или предназначенной для размещения со стороны живота части В, число эластичных элементов, размещенных в их растянутом состоянии вдоль направления бедер, предпочтительно составляет от 3 до 50 или более предпочтительно - от 5 до 40.
Эластичные элементы 6, 7 и 8 закрепляют посредством их фиксации в их растянутом состоянии между образующими наружный слой листами 27А и 27В и образующими внутренний слой листами 28А и 28В посредством использования клея или тому подобного. Необходимо, чтобы в особенности в описанных позднее, подвергнутых технологическому процессу вытягивания частях эластичные элементы были закреплены между листами посредством использования клея или тому подобного с учетом придания листами растяжимости (в особенности, способности к стягиванию) эластичных элементов. Следует отметить, что, несмотря на то, что листы в зонах, в которых эластичные элементы не предусмотрены, не требуется соединять посредством клея или тому подобного в описанных позднее, подвергнутых технологическому процессу вытягивания частях, принимая во внимание вышеизложенные соображения, предпочтительно, чтобы листы в подобных зонах были соединены посредством клея или тому подобного с целью улучшения внешнего вида сборок (см. фиг. 11).
Поскольку, несмотря на то, что клей, предназначенный для соединения образующих наружный слой листов и образующих внутренний слой листов, может быть использован в качестве клея для фиксации эластичных элементов, фиксация эластичных элементов, как правило, требует значительно больше клея, чем простое соединение листов, предпочтительно, чтобы клей для фиксации эластичных элементов был дополнительно нанесен отдельно от клея, предназначенного для соединения образующих наружный слой листов и образующих внутренний слой листов, с точки зрения уменьшения количества используемого клея. Несмотря на то, что рисунок, с которым наносится клей для образования (фиксации) эластичных элементов, может иметь плоскую форму, форму спирального рисунка, форму буквы омега, форму вершины или тому подобного, по соображениям, связанным с текстурой и мягкостью сборок, предпочтительно, чтобы клей был нанесен непосредственно только на эластичные элементы посредством использования так называемого «комбинированного пистолета» или тому подобного. Следует отметить, что с точки зрения описанного позднее, технологического процесса вытягивания предпочтительно, чтобы эластичные элементы были непрерывно прикреплены к листам в пределах, в которых выполняется технологический процесс вытягивания.
Кроме того, эластичные элементы 6, 7 и 8 разрезаны в зоне, которая перекрывается с поглощающим телом 25 в предназначенной для размещения со стороны спины части А и предназначенной для размещения со стороны живота части В, в результате чего устраняется их функционирование в подобных зонах. Эластичные элементы могут быть разрезаны посредством использования известного технологического процесса горячего тиснения. Если используется технологический процесс горячего тиснения, технологический процесс горячего тиснения может быть выполнен со стороны образующего наружный слой листа 27А и 27В или может быть выполнен со стороны образующего внутренний слой листа 28А и 28В.
Как описано выше, поглощающее тело 25 и наружный элемент 26 соединены посредством клея. Способ их соединения может представлять собой способ, в котором, в отличие от нанесения клея, используется такое средство, как термосварка, ультразвуковая сварка или физическое контактное взаимодействие. В частности, нанесение клея предпочтительно вследствие того, что оно не вызывает повреждения составляющих материалов и обеспечивает возможность соединения поверхностей контакта соединяемых частей. Форма части, в которой наносится клей, если смотреть сверху, может представлять собой обычно известную форму, такую как плоская форма, линейная форма, форма рисунка из точек, форма рисунка из линий и точек, форма буквы омега или спиральная форма. Устройство для нанесения клея может быть устройством контактного типа или бесконтактным, и существует возможность использования экструзионного устройства для нанесения покрытий, спирального распылителя, сопла с формой буквы омега, поливочного распылителя, сопла для распыления капель (bead nozzle), устройства для нанесения покрытия валиком, устройства для нанесения покрытий рифленым валиком, устройства для нанесения покрытий валиком через сетчатый трафарет или тому подобного. Кроме того, при нанесении клея следует обратить внимание в особенности на количество используемого клея. Предпочтительны способы нанесения, которые могут легко обеспечить воздухопроницаемость и прочность адгезионного сцепления, и к конкретным примерам относится способ нанесения клея в виде полосок посредством использования любого из различных типов устройств для нанесения покрытия (способ размещения множества частей, на которые нанесен клей, простирающихся в виде ленты в одном направлении с заданным интервалом в направлении, ортогональном к указанному одному направлению) или способ нанесения клея посредством использования сопла в виде буквы омега, сопла с формой вершины или тому подобного.
Между тем, как правило, при соединении поглощающего тела и наружного элемента в том случае, когда наружный элемент по существу не обладает растяжимостью или способностью к растягиванию перед соединением, вид/форма соединения (местоположение, размер и тому подобное соединяемых частей) может быть задан/задана произвольно без каких-либо особых нововведений. Однако в том случае, когда наружный элемент обладает растяжимостью или способностью к растягиванию во время соединения - особенно в случае присоединения поглощающего тела в той части наружного элемента, которая обладает растяжимостью или способностью к растягиванию, или вблизи нее, - предпочтительно осуществить нововведение, такое как следующее. В данном случае «случай, в котором наружный элемент обладает растяжимостью или способностью к растягиванию во время соединения» включает: (1) случай, в котором в момент присоединения поглощающего тела наружному элементу была придана растяжимость или способность к растягиванию посредством описанного позднее, технологического процесса вытягивания; и (2) случай, в котором наружный элемент не был подвергнут технологическому процессу вытягивания в момент присоединения поглощающего тела, но наружному элементу была придана растяжимость и способность к растягиванию посредством выполнения его с эластичными элементами. В подгузнике 2А по первому варианту осуществления во время его изготовления поглощающее тело 25 и наружный элемент 26 (непрерывный элемент из наружных элементов) соединяют перед технологическим процессом вытягивания, как описано позднее (см. фиг. 15), и, несмотря на то, что наружному элементу 26 не была придана растяжимость или способность растягиванию посредством технологического процесса вытягивания в момент присоединения поглощающего тела к нему, наружный элемент 26 снабжен эластичными элементами 6, 7 и 8, и, следовательно, ему придана растяжимость. Соответственно, в подгузнике 2А по первому варианту осуществления предпочтительно осуществить нововведение, подобное нижеуказанному, относящееся к виду/форме соединения поглощающего тела 25 и наружного элемента 26.
Нововведение, относящееся к виду/форме соединения поглощающего тела и наружного элемента, различается в зависимости от степени растяжения наружного элемента при соединении поглощающего тела и наружного элемента. Используемое нововведение будет описано позднее для: (А) случая, в котором наружный элемент присоединяют к поглощающему телу в состоянии, в котором он растянут до малой степени растяжения, которая меньше или равна 1,5 раза, по отношению к его стянутому состоянию (естественному состоянию), но может быть растянут до его растянутого состояния или растянут в большей степени, и (В) случая, в котором наружный элемент присоединяют к поглощающему телу в его растянутом состоянии, при котором он был растянут до большой степени растяжения, превышающей 1,5 раза, по отношению к его стянутому состоянию.
В случае примера (А) соединяемая часть (часть, на которую нанесен клей) поглощающего тела 25 и наружного элемента 26 предпочтительно расположена в части, центральной в направлении ширины подгузника (в направлении Y бедер), в зоне, в которой поглощающее тело 25 и наружный элемент 26 перекрываются. Причина этого такова. Поглощающее тело 25 обычно имеет поглощающую сердцевину 4, которая по существу не обладает растяжимостью, и, следовательно, поглощающее тело 25 не обладает растяжимостью или имеет очень малую растяжимость. С другой стороны, наружный элемент 26 перед присоединением поглощающего тела имеет эластичные элементы 6, 7 и 8 и в целом имеет увеличенную растяжимость. Однако, если площадь поверхности соединяемой части поглощающего тела 25 с малой растяжимостью и наружного элемента 26 с увеличенной растяжимостью слишком большая, растяжимость наружного элемента 26 уменьшается. В особенности, когда противоположные боковые краевые части поглощающего тела 25, простирающиеся вдоль направления длины подгузника, и зоны вблизи них соединены с наружным элементом 26, растяжимость наружного элемента 26 может быть значительно снижена, и поглощающее тело 25 может оказаться отсоединенным. В особенности в том случае, когда наружный элемент, растянутый до малой степени растяжения, соединяют с поглощающим телом, чем меньше площадь поверхности соединяемой части (площади поверхности, на которую нанесен клей), тем в меньшей степени наружный элемент 26 будет склонен подвергаться влиянию (снижению растяжимости) за счет соединения с поглощающим телом 25 с малой растяжимостью. Кроме того, за счет соединения поглощающего тела 25 и наружного элемента 26 в части поглощающего тела 25 (в части, центральной в направлении ширины подгузника), а не соединения их на всей протяженности поглощающего тела 25 в направлении ширины подгузника, можно более эффективно получить преимущество от растяжимости, достигаемой посредством описанного позднее, технологического процесса вытягивания, в наружном элементе 26, который выступает наружу от соединяемой части (части, на которую нанесен клей) в направлении ширины подгузника. По вышеуказанной причине соединяемая часть поглощающего тела 25 и наружного элемента 26 предпочтительно расположена в части, центральной в направлении ширины подгузника, в зоне, в которой поглощающее тело 25 и наружный элемент 26 перекрываются.
Кроме того, соединяемая часть предпочтительно имеет протяженность в направлении ширины подгузника, составляющую приблизительно 30 мм. Придание соединяемой части подобной конфигурации эффективно с точки зрения использования преимуществ от растяжимости наружного элемента 26, который выступает наружу от части поглощающего тела 25, которая является концевой в направлении ширины подгузника, и улучшения прилегания к носителю.
С другой стороны, в случае (В) нововведение в отношении вида/формы соединения поглощающего тела 25 и наружного элемента 26 главным образом направлено на предотвращение отсоединения поглощающего тела 25 от наружного элемента 26 и обеспечение того, чтобы стягивание наружного элемента 26 в меньшей степени влияло на поглощающее тело 25. В подгузнике 2А, полученном при использовании случая (В), вследствие того, что стягивающее усилие действует не только на наружный элемент 26, но также на поглощающее тело 25, когда подгузник 2А находится в его естественном состоянии, поглощающее тело 25, объединенное в одно целое со стянутым наружным элементом 26, также становится растяжимым при ношении подгузника. По этой причине поглощающее тело 25 легко отсоединяется от наружного элемента 26; в особенности в том случае, когда поглощающее тело 25 присоединено к части, обладающей растяжимостью (части, снабженной эластичными элементами), в наружном элементе 26 и к зоне вблизи нее, поглощающее тело 25 легко отсоединяется. Один пример нововведения, относящегося к виду/форме соединения в подобном случае, - это устранение способности к растяжению части наружного элемента 26, которая обладает растяжимостью и которая соединена с поглощающим телом 25. В качестве способа устранения данной способности предпочтительно выполнить обработку для частичного разрезания и/или расплавления эластичных элементов, размещенных в данной части, обладающей растяжимостью, в наружном элементе 26 перед присоединением поглощающего тела к ней, посредством использования периодического (частичного) приложения давления и/или нагрева. Эффекты подобного процесса устранения способности к растягиванию раскрыты в документе JP-А-2001-61890. Кроме того, для предотвращения отсоединения поглощающего тела 25 от наружного элемента 26 или его скручивания/скатывания при ношении подгузника 2А, протяженность соединяемой части (части, в которой нанесен клей) поглощающего тела 25 и наружного элемента 26 в направлении ширины подгузника предпочтительно составляет от 1/5 до 4/5 или более предпочтительно - от 2/5 до 4/5 от всей протяженности поглощающего тела 25 в направлении ширины подгузника.
Следует отметить, что вышеописанное нововведение, относящееся к виду/форме соединения поглощающего тела 25 и наружного элемента 26, следует применять в тех случаях, когда поглощающее тело 25 по существу не обладает растяжимостью или способностью к растягиванию, как в случае обычного поглощающего тела данного типа. Однако вид/форма соединения не ограничен/не ограничена вышеуказанным/вышеуказанной в тех случаях, когда поглощающее тело 25 обладает растяжимостью (или имеет растяжимую конфигурацию).
Как показано на фиг. 8, в подгузнике 2А по первому варианту осуществления предназначенного для носки изделия по настоящему изобретению (второму изобретению) эластичные элементы 6, 7 и 8 предусмотрены в предназначенной для размещения со стороны спины части А и в предназначенной для размещения со стороны живота части В, и самим листам (образующим наружный слой листам 27А и 27В и образующим внутренний слой листам 28А и 28В) была придана растяжимость посредством технологического процесса вытягивания. В данном случае идея «листов, которым самим была придана растяжимости» охватывает случай, когда самим листам, которые исходно не обладали растяжимостью, была придана растяжимость (посредством технологического процесса вытягивания), а также случай, когда растяжимость самих листов, которые обладают растяжимостью, была дополнительно увеличена (посредством технологического процесса вытягивания). Подвергнутая технологическому процессу вытягивания часть Р4, расположенная в предназначенной для размещения со стороны спины части А, является по существу непрерывной на всей протяженности предназначенной для размещения со стороны спины части А в направлении (направлении Х длины подгузника 2А), ортогональном к направлению бедер, и подвергнутая технологическому процессу вытягивания часть Р5, расположенная в предназначенной для размещения со стороны живота части В, является по существу непрерывной на всей протяженности предназначенной для размещения со стороны спины части В в направлении, ортогональном к направлению бедер. В данном случае идея «по существу непрерывной части» относится не только к случаю, в котором подвергнутая технологическому процессу вытягивания часть является непрерывной без прерывания в заданной зоне, как в первом варианте осуществления, но также к случаю, в котором множество подвергнутых технологическому процессу вытягивания частей образуют линию в виде последовательного ряда с заданным интервалом (предпочтительно с интервалом 5 мм или менее) в направлении, ортогональном к направлению бедер.
Более точно, подвергнутая технологическому процессу вытягивания часть Р4 является лентообразной, если смотреть сверху (часть с диагональными линиями в предназначенной для размещения со стороны спины части А и в предназначенной для размещения со стороны спины, промежностной части Са на фиг. 8), является непрерывной в направлении длины подгузника (направлении, указанном ссылочной позицией Х на фиг. 8) на всей протяженности предназначенной для размещения со стороны спины части А в направлении длины подгузника и на части предназначенной для размещения со стороны спины, промежностной части Са и образована в выступающей части 26Е предназначенного для размещения со стороны спины, наружного элемента 26А, образующего предназначенную для размещения со стороны спины часть А. При расширенном/растянутом состоянии подгузника, показанном на фиг. 8, подвергнутая технологическому процессу вытягивания часть Р4, расположенная с левой стороны, и подвергнутая технологическому процессу вытягивания часть Р4, расположенная с правой стороны, расположены двусторонне симметрично с обеих сторон от виртуальной прямой линии (непоказанной), которая делит подгузник 2А пополам в боковом направлении. Кроме того, подвергнутая технологическому процессу вытягивания часть Р5 является лентообразной, если смотреть сверху (часть с диагональными линиями в предназначенной для размещения со стороны живота части В и в предназначенной для размещения со стороны живота, промежностной части Cb на фиг. 8), является непрерывной в направлении длины подгузника на всей протяженности предназначенной для размещения со стороны живота части В в направлении длины подгузника и на части предназначенной для размещения со стороны живота, промежностной части Cb и образована в выступающей части 26Е предназначенного для размещения со стороны живота, наружного элемента 26В, образующего предназначенную для размещения со стороны живота часть В. Подвергнутые технологическому процессу вытягивания части Р5, расположенные на стороне предназначенной для размещения со стороны живота части В, находятся на линиях продолжения подвергнутых технологическому процессу вытягивания частей Р4, расположенных на стороне предназначенной для размещения со стороны спины части А. Подвергнутые технологическому процессу вытягивания части Р4 расположены внутри в направлении ширины подгузника по отношению к противоположным боковым краевым частям А1 и А2 предназначенного для размещения со стороны спины, наружного элемента 26А, и подвергнутые технологическому процессу вытягивания части Р5 расположены внутри в направлении ширины подгузника по отношению к противоположным боковым краевым частям В1 и В2 предназначенного для размещения со стороны живота, наружного элемента 26В.
Листам в подвергнутых технологическому процессу вытягивания частях Р4 и Р5 самим, включая те части листов, в которых размещаются эластичные элементы, была придана растяжимость посредством технологического процесса вытягивания. Другими словами, вследствие технологического процесса вытягивания, которому подвергаются образующие наружный слой листы 27А и 27В и образующие внутренний слой листы 28А и 28В в подвергаемых технологическому процессу вытягивания частях Р4 и Р5, листы подвергаются пластическому деформированию за счет того, часть волокон или все волокна или тому подобное, которые представляют собой компоненты, образующие листы, растягиваются и/или разделяются на части и, следовательно, разрушаются без разрыва. Соответственно, подвергнутые технологическому процессу вытягивания части легко растягиваются в направлении растягивания эластичных элементов, и степень растяжения увеличивается по сравнению с местами в том же листе, которые не были подвергнуты технологическому процессу вытягивания (местами, которые не подвергались пластическому деформированию). Другими словами, сами листы в подвергнутых технологическому процессу вытягивания частях Р4 и Р5 легко и быстро растягиваются в направлении растягивания эластичных элементов даже при незначительной нагрузке. По этой причине по сравнению с наружным элементом в обычном подгузнике, который не был подвергнут технологическому процессу вытягивания, подвергнутые технологическому процессу вытягивания части Р4 и Р5 растягиваются в большей степени при растягивании их в направлении растягивания эластичных элементов и проявляют большую способность к растяжению, то есть легко растягиваются под действием усилия небольшой величины. Кроме того, поскольку в подвергнутых технологическому процессу вытягивания частях Р4 и Р5 эластичные элементы размещены в их растянутом состоянии, даже в том случае, если листы, которые легко растягиваются в направлении растягивания эластичных элементов, будут подвергаться растягиванию в направлении растягивания, листы не остаются растянутыми вследствие эффекта стягивания эластичных элементов, и, следовательно, вызываемые стягиванием сборки легко образуются, как показано на фиг. 11.
Фиг. 11 схематически показывает часть подвергнутой технологическому процессу вытягивания части Р4 поясной краевой части на стороне предназначенной для размещения со стороны спины части А в подгузнике 2А в расширенном/растянутом состоянии, показанном на фиг. 8. Как показано на фиг. 11, в подвергнутой технологическому процессу вытягивания части Р4 сборки образуются так, что множество выпуклых складок 20 и 21, которые простираются в направлении (направлении длины подгузника 2А (направлении, ортогональном к направлению бедер), которое представляет собой направление Х на фиг.11), ортогональном к направлению растягивания эластичных элементов 7 (направлению ширины подгузника 2А (направлению бедер), которое представляет собой направление Y на фиг. 11), выровнены вдоль поясных краевых частей. В технологическом процессе вытягивания, выполняемом на листах посредством использования зубчатых роликов (двух зубчатых роликов, зубья и канавки которых введены в зацепления друг с другом подобно зубчатым колесам) в описанном позднее способе изготовления подгузника 2А, отметки от зубьев зубчатых роликов остаются на листах, в результате чего образуются складки 20 и 21. Как показано на фиг. 11, сборки образуются также на участках подвергнутой технологическому процессу вытягивания части Р4, отличных от поясных краевых частей, и в подвергнутых технологическому процессу вытягивания частях Р5 на стороне предназначенной для размещения со стороны живота части В. Детали технологического процесса вытягивания будут описаны позднее.
Подгузник 2А по первому варианту осуществления обеспечивает разные виды лучших эффектов благодаря подвергнутым технологическому процессу вытягивания частям Р4 и Р5, в которых самим листам была придана растяжимость в направлении растягивания эластичных элементов вследствие технологического процесса вытягивания, при этом указанные части включены в наружный элемент 26, образующий предназначенную для размещения со стороны спины часть А и предназначенную для размещения со стороны живота часть В на всей их протяженности в направлении, ортогональном к направлению бедер. Более точно, подгузник 2А по первому варианту осуществления имеет более широкий диапазон применения размера по сравнению с диапазоном применения не подвергнутого технологическому процессу вытягивания изделия, которое не было подвергнутого технологическому процессу вытягивания и не имеет части, в которой самим листам была придана растяжимость, и, следовательно, может быть приспособлен к различным физическим характерным особенностям и типам тел носителей. Кроме того, поясные краевые части плавно входят в контакт с кожей носителя, и, следовательно, подгузник 2А обеспечивает свободу действий при незначительном стягивании, низкую вероятность оставления отпечатков краевых частей на коже и повышенный комфорт при ношении. Кроме того, преимуществом подгузника 2А по данному варианту осуществления является то, что подгузник 2А может быть получен посредством простого растягивания исходно поставленных элементов без изменения размера бумажного трафарета/выкройки подгузника (наружного элемента) или добавления новых элементов; следовательно, независимо от того, что подгузник 2А имеет улучшенные характеристики, могут быть обеспечены сокращение затрат на материалы и уменьшение затрат на производство, и подгузник 2А является экологически благоприятным. Кроме того, посредством подвергания листов, образующих данные места в предназначенной для размещения со стороны спины части А и предназначенной для размещения со стороны живота части В, технологическому процессу вытягивания в данных местах (по способу вытягивания между зубчатыми колесами), обеспечивают образование сборок таким образом, что множество складок, которые простираются в направлении, ортогональном к направлению растягивания эластичных элементов, будут выровнены вдоль краевых частей, как показано на фиг. 11, и подобные сборки, которые имеют правильно выровненные складки, улучшают внешний вид (exterior) (внешний вид (appearance)) подгузника 2А.
Для гарантирования соответствующего размера и обеспечения пригодности боковых герметично соединенных частей S отношение длины W2 лентообразной, подвергнутой технологическому процессу вытягивания части Р4, Р5 вдоль направления бедер к длине W1 выступающей части 26Е вдоль направления бедер (отношение W2/W1) предпочтительно составляет от 0,3 до 0,95 или более предпочтительно - от 0,5 до 0,9. Следует отметить, что подвергнутая технологическому процессу вытягивания часть Р4 на стороне предназначенной для размещения со стороны спины части А и подвергнутая технологическому процессу вытягивания часть Р5 на стороне предназначенной для размещения со стороны живота части В могут иметь одинаковую длину W2 или могут иметь разные длины W2. В первом варианте осуществлении они обе имеют одинаковую длину W2.
Несмотря на то, что степень растяжения подвергнутых технологическому процессу вытягивания частей Р4 и Р5 различается в зависимости от, например, степени растяжения включенных в них, эластичных элементов, материала листов, подвергнутых технологическому процессу вытягивания (образующих наружный слой листов 27 и образующих внутренний слой листов 28), степени вытягивания и тому подобного, степень растяжения предпочтительно составляет от 2% до 500% или более предпочтительно - от 50% до 300%.
Степень растяжения измеряют следующим образом. Например, в случае измерения степени растяжения подвергнутой технологическому процессу вытягивания части Р4 сначала отрезают поясную краевую часть подгузника 2А, включая подвергнутую технологическому процессу вытягивания часть Р4, в которой эластичные элементы 7 размещены в их растянутом состоянии. Поясную краевую часть, которая была отрезана, оставляют в незакрепленном состоянии, и ручку или тому подобное используют для выполнения меток на поясной краевой части в единицах длины (50 мм, 100 мм, 200 мм или тому подобного) в направлении растягивания эластичных элементов 7. Поясную краевую часть зажимают с обеих сторон снаружи меток, поясную краевую часть растягивают посредством растягивания ее в направлении растягивания эластичных элементов 7, и размер (предельную длину при растягивании) между метками измеряют, когда поясную краевую часть невозможно будет растянуть дальше. Предельную длину при растягивании делят на длину поясной краевой части перед растягиванием (исходную длину), из результата деления вычитают 1, и результат вычитания умножают на 100, получая, таким образом, степень (%) растяжения подвергнутой технологическому процессу вытягивания части Р4. Например, если исходная длина подвергнутой технологическому процессу вытягивания части Р4 составляет 50 мм, а предельная длина при растягивании составляет 75 мм, степень растяжения подвергнутой технологическому процессу вытягивания части Р4 составляет 50%.
Подвергнутые технологическому процессу вытягивания части Р4 и Р5 получают посредством выполнения технологического процесса вытягивания в заданных местах (выступающих частях 26Е) наружного элемента 26, который выполнен с конфигурацией, предусматривающей включение листов и эластичных элементов, присоединенных к листам в их растянутом состоянии. Эластичные элементы подают в их растянутом состоянии в данном технологическом процессе вытягивания. Технологический процесс вытягивания, выполняемый на листах, таких как нетканый материал или полимерный лист, выполняют путем использования, например, способа вытягивания посредством зубчатых колес, при котором листы подают через пару зубчатых колес, имеющих зубья и канавки, которые введены в зацепление друг с другом, как будет описано позже. Зубчатые колеса могут быть выполнены в виде пары зубчатых роликов, зубья и канавки которых введены в зацепление подобно зубчатым колесам (роликам с волнистой поверхностью), или могут быть выполнены с формой плоской пластины. Технологический процесс вытягивания может быть выполнен путем использования, например, зубчатых колес, раскрытых в патентном литературном источнике 1, описанном выше (например, см. описание фиг. 3 и 5 в патентном литературном источнике 1).
При описании материалов для образования различных частей в подгузнике 2А следует отметить, что образующие наружный слой листы 27 и образующие внутренний слой листы 28, образующие наружный элемент 26, и верхний лист 2 предпочтительно представляют собой все листы, подвергаемые технологическому процессу вытягивания, и они образованы из листов, пригодных для технологического процесса вытягивания. В качестве подобного листа, пригодного для технологического процесса вытягивания, предпочтительно использовать (1) лист, который не обладает растяжимостью перед технологическим процессом вытягивания (то есть является нерастяжимым), но проявляет растяжимость после технологического процесса вытягивания, или (2) лист, который имеет некоторую растяжимость (малую растяжимость) даже перед технологическим процессом вытягивания, но обладает улучшенной растяжимостью после технологического процесса вытягивания (приобретает высокую растяжимость), и к примерам которого относятся нетканый материал, полимерный лист, эластомерный материал или листовой конъюгированный материал, включающий в себя эластомер.
В частности, нетканый материал предпочтительно используют в качестве верхнего листа 2, образующих наружный слой листов 27 и образующих внутренний слой листов 28 вследствие его воздухопроницаемости и растяжимости. В частности, проницаемый для жидкостей, нетканый материл, который позволяет жидкости, такой как моча, проходить через него, предпочтительно используют в качестве верхнего листа 2, и поры образуют так, как необходимо. Кроме того, в особенности, не проницаемый для жидкостей, влагопроницаемый нетканый материал или водоотталкивающий, влагопроницаемый нетканый материал предпочтительно используют в качестве образующих наружный слой листов 27. Кроме того, лист не проницаемого для жидкостей, полимерного материала предпочтительно используют в качестве образующих внутренний слой листов 28.
К примерам нетканых материалов относятся нетканые материалы, изготовленные различными способами, такие как нетканый материал фильерного способа производства, образованный из эластичных волокон или неэластичных волокон, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал со структурой SMS (нетканый материал фильерного способа производства (S) - нетканый материал, полученный аэродинамическим способом из расплава (М) - нетканый материал фильерного способа производства (S)), в котором объединены нетканый материал фильерного способа производства и нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал, полученный пропусканием струй воздуха, нетканый материал, полученный с использованием нагретых валков, нетканый материал, полученный с использованием струй жидкости (полученный гидроперепутыванием), нетканый материал, полученный пневмоукладкой, и нетканый материал, скрепленный посредством полимера. Данные нетканые материалы должны иметь некоторую поверхностную плотность и прочность для предотвращения разрыва, но, с другой стороны, поверхностная плотность предпочтительно составляет от 5 г/м2 до 50 г/м2 или более предпочтительно - от 8 г/м2 до 30 г/м2 с учетом того, что воздухопроницаемость ухудшается, если поверхностная плотность слишком высокая и нетканый материал слишком толстый.
К примерам материала волокон, образующих нетканый материал, относятся синтетические смолы, такие как полиэтилен, полипропилен, сложный полиэфир или акрил. Волокна, образующие нетканый материал, могут быть подвергнуты гидрофилизации или обработке для придания водоотталкивающих свойств или могут представлять собой, например, двухкомпонентное волокно, имеющее структуру с так называемыми ядром и оболочкой, которое имеет материал оболочки с адгезионной способностью при нагреве на поверхности материала ядра. Волокна, которые легко приобретают растяжимость благодаря технологическому процессу вытягивания, предпочтительно используются в нетканом материале.
К примерам листа из полимерного материала относятся пленкообразные листы, образованные из полиэтилена, полипропилена, сложного полиэфира, полиуретана или тому подобного. Лист полимерного материала может быть вспененным. Принимая во внимание мягкость и прочность, используют лист полимерного материала с толщиной, предпочтительно составляющей от 5 мкм до 100 мкм или более предпочтительно - от 8 мкм до 30 мкм. Из этих же соображений используют лист полимерного материала с поверхностной плотностью, предпочтительно составляющей от 5 г/м2 до 50 г/м2 или более предпочтительно - от 8 г/м2 до 30 г/м2.
Кроме того, в качестве поглощающей сердцевины 4 можно использовать любое изделие, используемое в качестве поглощающей сердцевины в обычном подгузнике одноразового использования или гигиенической прокладке, без каких-либо особых ограничений, и, например, можно использовать совокупность волокон, образованную из гидрофильных волокон, таких как волокна из древесной целлюлозы, или подобную совокупность волокон, предусмотренную с зернами полимера со сверхвысокой поглощающей способностью. Подобные совокупности волокон могут быть покрыты водопроницаемым листом, таким как бумажный лист или лист нетканого материала.
Кроме того, в качестве разных типов эластичных элементов 6, 7, 8 и 17а можно использовать известный материал, обычно используемый в подгузнике данного типа, без каких-либо особых ограничений. К примерам материалов эластичных элементов относятся синтетические каучуки, такие как бутадиенстирольный каучук, бутадиеновый каучук, изопреновый каучук или неопреновый каучук, натуральный каучук, сополимер этилена и винилацетата (EVA), блоксополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и этиленбутилена с чередованием блоков (SEBS), блок-сополимер стирола и этиленпропилена с чередованием блоков (SEPS), эластичный полиолефин или полиуретан. Кроме того, форма различных типов эластичных элементов 6, 7, 8 и 17а может быть выбрана соответствующим образом из нитевидной, полосообразной, лентообразной, пленкообразной, сеткообразной и так далее, и, более точно, нитевидный или лентообразный эластичный элемент является предпочтительным, при этом принимается во внимание то, что подобный элемент имеет низкую стоимость, имеет повышенную адгезионную способность, имеет повышенную способность к быстрому растяжению, и для него легко рассчитывать допустимые напряжения.
Кроме того, к примерам клея, используемого при соединении разных типов листов 27, 28 и 19 с разными типами эластичных элементов 6, 7, 8 и 17а, относятся термоплавкий безрастворный клей на основе стирола (блок-сополимера стирола и изопрена с чередованием блоков (SIS), блок-сополимера стирола и бутадиена с чередованием блоков (SBS), блок-сополимера стирола и этиленбутилена с чередованием блоков (SEBS)) или на основе полиолефина.
Далее приводится описание еще одного варианта осуществления предназначенного для носки изделия по настоящему изобретению (второму изобретению) со ссылкой на фиг. 12-14. Для нижеописанного варианта осуществления предназначенного для носки изделия главным образом описаны составляющие части, которые отличаются от подгузника по первому варианту осуществления, описанного выше, и те же самые ссылочные позиции были даны составляющим частям, которые являются такими же, и их описание было опущено. Описания, относящиеся к подгузнику по первому варианту осуществления и приведенные выше, следует применять соответствующим образом для составляющих частей, не описанных ниже подробно.
Фиг. 12 представляет собой схематическое изображение, соответствующее фиг. 8, которое показывает натягиваемый подгузник одноразового использования по второму варианту осуществления. В то время как подвергнутые технологическому процессу вытягивания части Р4 и Р5 в вышеописанном первом варианте осуществления не перекрываются с поглощающим телом 25, подвергнутые технологическому процессу вытягивания части Р8 и Р9 во втором варианте осуществления перекрываются с поглощающим телом 25, как показано на фиг. 12. Более точно, в подгузнике 2В по второму варианту осуществления подвергнутая технологическому процессу вытягивания часть Р8 образована на по существу всей площади предназначенного для размещения со стороны спины, наружного элемента 26А, образующего предназначенную для размещения со стороны спины часть А, за исключением противоположных боковых краевых частей А1 и А2, и подвергнутая технологическому процессу вытягивания часть Р9 образована на по существу всей площади предназначенного для размещения со стороны живота, наружного элемента 26В, образующего предназначенную для размещения со стороны живота часть В, за исключением противоположных боковых краевых частей В1 и В2. Степень вытягивания листов и степень растяжения подвергнутых технологическому процессу вытягивания частей Р8 и Р9 могут быть заданы аналогично соответствующим характеристикам подвергнутых технологическому процессу вытягивания частей Р4 и Р5.
Как показано на фиг. 12, предназначенный для размещения со стороны спины, наружный элемент 26А и предназначенный для размещения со стороны живота, наружный элемент 26В во втором варианте осуществления имеют прямоугольные формы, если смотреть сверху, и расположены так, что направление их длины соответствует направлению Y ширины подгузника 2В. Множество поясных эластичных элементов 7 размещены в поясной части D в предназначенной для размещения со стороны спины части А и в предназначенной для размещения со стороны живота части В, в результате чего образуются поясные сборки/сборки на талии, и множество эластичных элементов 8 для образования сборок на бедрах размещены в бедренной части Е, в результате чего образуются сборки на бедрах. Эластичные элементы 7 и 8 расположены по существу линейно вдоль направления Y ширины на по существу всей ширине предназначенной для размещения со стороны спины части А и предназначенной для размещения со стороны живота части В и закреплены посредством фиксации их в их растянутом состоянии между двумя листами (образующим внутренний слой листом и образующим наружный слой листом), образующими предназначенный для размещения со стороны спины, наружный элемент 26А и предназначенный для размещения со стороны живота, наружный элемент 26В. Промежуток между соседними эластичными элементами 7 и 8 в направлении Х длины является по существу одинаковым.
В первом варианте осуществления краевые части поглощающего тела 25, противоположные в направлении Х длины, закрыты загнутыми частями на листах (образующих наружный слой листах), образующих предназначенный для размещения со стороны спины, наружный элемент 26А и предназначенный для размещения со стороны живота, наружный элемент 26В. Однако во втором варианте осуществления, как показано на фиг. 12, листы, образующий предназначенный для размещения со стороны спины, наружный элемент 26А и предназначенный для размещения со стороны живота, наружный элемент 26В, не загнуты, и, следовательно, краевые части поглощающего тела 25, противоположные в направлении Х длины, не закрыты листами, и вся площадь контактирующей с кожей поверхности поглощающего тела 25 открыта для воздействия.
Поскольку подгузник 2В по второму варианту осуществления имеет конфигурацию, в которой подвергнутые технологическому процессу вытягивания части Р8 и Р9 перекрываются с поглощающим телом 25, как описано выше, при изготовлении подгузника технологический процесс вытягивания сначала выполняют в заданных местах (по существу на всей площади) наружного элемента 26 (непрерывного элемента из наружных элементов), и после этого выполняют этап размещения поглощающего тела 25 на наружном элементе 26. Более точно, в способе изготовления подгузника 2В по второму варианту осуществления наружному элементу 26 придают растяжимость посредством технологического процесса вытягивания перед присоединением поглощающего тела 25. Это тот момент, который отличается от описанного позднее способа изготовления подгузника 2А по первому варианту осуществления (см. фиг. 15).
В способе изготовления подгузника 2В по второму варианту осуществления наружный элемент 26 (непрерывный элемент из наружных элементов) обладает растяжимостью перед присоединением поглощающего тела 25, и, кроме того, поглощающее тело 25 присоединяют к части, которая обладает растяжимостью, в наружном элементе 26, и, следовательно, предпочтительно, чтобы было использовано описанное выше нововведение, относящееся к виду/форме соединения поглощающего тела 25 и наружного элемента 26. В особенности при изготовлении подгузника 2В по второму варианту осуществления предпочтительно сначала выполнить технологический процесс вытягивания на наружном элементе 26 (на непрерывном элементе из наружных элементов), после этого растянуть наружный элемент 26 в направлении растягивания эластичных элементов 7 и 8, включенных в наружный элемент 26, и устранить растяжимость в том месте, где планируется разместить поглощающее тело 25 на наружном элементе 26, например, посредством разрезания эластичных элементов в данном месте, и затем разместить и присоединить поглощающее тело 25 в том месте, где запланировано его размещение. Содержательная информация, раскрытая для первого варианта осуществления, может быть использована для соединения поглощающего тела 25 и наружного элемента 26. Предпочтительно, чтобы соединение было выполнено посредством использования клея и чтобы часть, на которую нанесен клей, имела площадь поверхности, по существу такую же или меньшую, чем площадь поверхности части, в которой поглощающее тело 25 размещено на наружном элементе 26. Эффекты, аналогичные эффектам, достигаемым посредством одноразового подгузника 2А по первому варианту осуществления, также могут быть достигнуты посредством одноразового подгузника 2В по второму варианту осуществления.
Далее рассматривается натягиваемый одноразовый подгузник 2С по третьему варианту осуществления предназначенного для носки изделия по настоящему изобретению (второму изобретению), который отличается от натягиваемого одноразового подгузника 2А по первому варианту осуществления тем, что наружный элемент 36 образован двумя непрерывными листами, которые простираются от предназначенной для размещения со стороны спины части А через промежностную часть С до предназначенной для размещения со стороны живота части В, как показано на фиг. 13 и 14, вместо их разделения. Другими словами, наружный элемент 36 по третьему варианту осуществления имеет структуру, в которой образующие наружный слой листы 37 и образующие внутренний слой листы 38, которые представляют собой непрерывные листы, соединены посредством ламинирования. Листы 37 и 38 соединены посредством клея (непоказанного) в заданных местах и в третьем варианте осуществления соединены на по существу всей ламинированной зоне. Кроме того, как показано на фиг. 14, в периферийной краевой части отверстия для талии (поясной краевой части) образующие наружный слой листы 37 имеют части 37АЕ и 37ВЕ, которые простираются за сторону поясной краевой части образующих внутренний слой листов 38 при присоединении образующих внутренний слой листов 38 путем ламинирования и загнуты на сторону поглощающего тела 25.
Наружный элемент 36 образует наружную форму подгузника 2С, и, как показано на фиг.13, противоположные края промежностной части С вдоль направления длины подгузника (направления, ортогонального к направлению бедер, которое представляет собой направление Х на фиг.13) изогнуты в виде обращенной внутрь дуги для образования краевых частей для ног, и в целом наружный элемент 36 имеет форму песочных часов, в которой часть, центральная в направлении длины подгузника, является узкой. Наружный элемент 36 имеет выступающие части 36Е, которые выступают наружу в направлении бедер от противоположных боковых краев 25s поглощающего тела 25 вдоль направления, ортогонального к направлению бедер.
Кроме того, как показано на фиг. 13, в подгузнике 2С по третьему варианту осуществления две подвергнутые технологическому процессу вытягивания части Р4, которые являются лентообразными, если смотреть сверху, и являются непрерывными в направлении длины подгузника на всей протяженности предназначенной для размещения со стороны спины части А в направлении длины подгузника и простираются на части предназначенной для размещения со стороны живота, промежностной части Cb, образованы в выступающих частях 36Е, расположенных с левой и правой сторон наружного элемента 36 в предназначенной для размещения со стороны спины части А; и подвергнутая технологическому процессу вытягивания часть Р6, которая является лентообразной, если смотреть сверху, и образована посредством того же технологического процесса вытягивания, что и процесс, используемый для подвергаемых технологическому процессу вытягивания частей Р4, образована на наружном элементе 36 между двумя, то есть правой и левой, подвергнутыми технологическому процессу вытягивания частями Р4 и снаружи в направлении длины подгузника относительно концевого края 25а поглощающего тела 25 вдоль направления бедер. В предназначенной для размещения со стороны спины части А подвергнутые технологическому процессу вытягивания части Р4 и Р6 соединены и в целом образуют U-образную форму с прямыми углами, и концевая часть поглощающего тела 25 на стороне предназначенной для размещения со стороны спины части А окружена подвергнутыми технологическому процессу вытягивания частями Р4 и Р6. В предназначенной для размещения со стороны живота части В подвергнутые технологическому процессу вытягивания части Р5 и Р7 также образованы посредством выполнения того же технологического процесса вытягивания, который выполняется на предназначенной для размещения со стороны спины части А. Аналогично подвергнутым технологическому процессу вытягивания частям Р4 и Р5, сборки также образуются в подвергнутых технологическому процессу вытягивания частях Р6 и Р7, как показано на фиг. 11. Подвергнутая технологическому процессу вытягивания часть Р6 в предназначенной для размещения со стороны спины части А и подвергнутая технологическому процессу вытягивания часть Р7 в предназначенной для размещения со стороны живота части В расположены в двусторонне-симметричных местах с обеих сторон от виртуальной прямой линии (непоказанной), которая делит подгузник 2С пополам в продольном направлении.
Отношение длины L3 подвергнутой технологическому процессу вытягивания части Р6, Р7 в направлении, ортогональном к направлению бедер, к длине L4 выступающей части, выступающей наружу от концевого края 25а (концевого края в продольном направлении) поглощающего тела 25 вдоль направления бедер на наружном элементе 36 (отношение L4/L3) предпочтительно составляет от 0,3 до 1 или более предпочтительно - от 0,5 до 1. Эффекты, аналогичные эффектам одноразового подгузника 2А по первому варианту осуществления, могут быть также достигнуты посредством одноразового подгузника 2С по третьему варианту осуществления.
Далее со ссылкой на чертежи приводится описание способа изготовления изделия, предназначенного для носки, по настоящему изобретению (второму изобретению), при этом взят пример способа изготовления вышеописанного одноразового подгузника 2А по первому варианту осуществления. Следует отметить, что в нижеприведенном описании способа изготовления по настоящему изобретению (второму изобретению) составляющим частям, которые аналогичны составляющим частям варианта осуществления, описанного выше, были даны те же ссылочные позиции, и, следовательно, их описания были опущены. Описания для варианта осуществления, описанного выше, должны соответствующим образом применяться для составляющих частей, не описанных ниже подробно.
Как показано на фиг. 15, способ изготовления подгузника по данному варианту осуществления представляет собой так называемый «поперечно-поточный» способ изготовления натягиваемого подгузника одноразового использования и включает: подготовку непрерывного элемента из полуфабрикатов 60 подгузников (конъюгированного листа) посредством присоединения эластичных элементов 7 и 8 в их растянутом состоянии к листам (образующим наружный слой листам 27 и образующим внутренний слой листам 28), образующим предназначенную для размещения со стороны спины часть А и предназначенную для размещения со стороны живота часть В подгузника 2А, при этом эластичные элементы присоединяют вдоль направления бедер носителя (направления Х на фиг. 8); и выполнения технологического процесса вытягивания на заданных частях предназначенной для размещения со стороны спины части А и предназначенной для размещения со стороны живота части В в полуфабрикате 60 подгузника посредством подачи заданных частей между двумя зубчатыми роликами (зажимными элементами) 70 и 71, которые имеют зубья и канавки, введенные в зацепление друг с другом, при этом заданные части подают при полуфабрикате 60 подгузника, растянутом в направлении растягивания эластичных элементов 7 и 8.
Более точно, способ изготовления подгузника по данному варианту осуществления имеет: (1) этап образования непрерывного элемента из наружных элементов 26 (26А и 26В); (2) этап размещения поглощающего тела, на котором поглощающее тело 25 размещают на непрерывном элементе из наружных элементов 26 (этап образования непрерывного элемента из полуфабрикатов подгузников); и (3) этап выполнения технологического процесса вытягивания на заданных частях непрерывного элемента из наружных элементов 26. Другими словами, технологический процесс вытягивания в способе изготовления подгузника по данному варианту осуществления выполняют после размещения поглощающего тела.
На этапе образования непрерывного элемента из наружных элементов 26 (непоказанного) сначала непрерывный элемент из лентообразных наружных элементов 26А образуют посредством соединения лентообразных образующего наружный слой листа 27А и образующего внутренний слой листа 28А, и непрерывный элемент из лентообразных наружных элементов 26В образуют посредством соединения лентообразных образующего наружный слой листа 27В и образующего внутренний слой листа 28В. Когда в данном варианте осуществления данные листы соединяют вместе, эластичные элементы 6, 7 и 8 подают между листами и присоединяют в заданных местах между листами в их растянутом состоянии. Более точно, перед наложением листов 27 и 28 друг на друга клей для фиксации листов 27 и 28 и эластичных элементов 6, 7 и 8 наносят/накладывают в заданных местах на каждом из двух листов или на взаимно противоположных поверхностях обоих листов, клей также наносят на эластичные элементы 6, 7 и 8, и листы 27 и 28 зажимают и сдавливают посредством прижимных роликов при эластичных элементах, размещенных между ними в растянутом состоянии. Кроме того, листы 27 и 28 соединяют друг с другом в заданных местах с помощью средства соединения, такого как клей или различные виды сварки, такие как термосварка.
Затем непрерывные элементы из образованных таким путем, лентообразных наружных элементов 26А и 26В перемещают в одном и том же направлении так, что они при этом выровнены параллельно друг другу, и затем соответственно разрезают в заданных местах (внутри по отношению к криволинейной части, в которой размещены эластичные элементы 6), в результате чего образуются краевые части для ног (боковые краевые части, изогнутые в виде дуги, обращенной внутрь относительно подгузника 2А). Фиг. 15 показывает непрерывные элементы из наружных элементов 26А и 26В после образования краевых частей для ног. Разрезание наружных элементов для образования краевых частей для ног может быть выполнено посредством использования дискового ножа, лазерного режущего устройства или тому подобного. Следует отметить, что краевые части для ног могут быть образованы после нижеописанного размещения поглощающего тела 25.
На этапе размещения поглощающего тела 25 поглощающие тела 25, которые изготовлены отдельно и имеют клей, такой как термоплавкий безрастворный клей, нанесенный на них заранее, подают на образующие внутренний слой листы 28А и 28В и фиксируют на них так, чтобы поглощающие тела 25 перекрывали наружный элемент 26А и наружный элемент 26В, которые выровнены параллельно с заданным промежутком между ними. Поглощающие тела 25 могут быть изготовлены в соответствии со способом изготовления, обычно используемым в данной области техники. После размещения поглощающих тел 25 выступающие части 27АЕ и 27ВЕ, выступающие наружу от образующих внутренний слой листов 28 на образующих наружный слой листах 27А и 27В, загибают на поглощающие тела 25 и фиксируют с помощью клея. Таким образом, получают непрерывный элемент из полуфабрикатов 60 подгузников.
В данном варианте осуществления технологический процесс вытягивания выполняют посредством использования пары зубчатых роликов 70 и 71 на заданных местах непрерывного элемента из полученных таким образом полуфабрикатов 60 подгузников. Спаренные зубчатые ролики 70 и 71 имеют зубья и канавки, которые простираются в направлении (CD) осей роликов на частях их окружных периферийных поверхностей и которые введены в зацепление друг с другом. Более точно, как показано на фиг. 15, две части 72, обеспечивающие большое растягивание и выполненные с зубьями и канавками, образованными на них, которые простираются в направлении оси ролика, образованы отдельно друг от друга в направлении окружности роликов на части окружной периферийной поверхности каждого из спаренных зубчатых роликов 70 и 71, и по существу ровная, обеспечивающая малое растягивание или не вызывающая растягивания часть 73, не предусмотренная с зубьями и канавками, образована между соседними парами частей 72, обеспечивающих большое растягивание, на каждом ролике. Обеспечивающие большое растягивание части 72 имеют по существу прямоугольную форму и образованы так, что они простираются на всей длине в направлении осей роликов, так что направление длины данных частей соответствует направлению осей роликов. Пары обеспечивающих большое растягивание частей 72 на роликах 70 и 71 образованы с возможностью их периодического входа в зацепление друг с другом при вращении роликов.
Как показано на фиг. 16, зубья 72а, имеющие заданную высоту Н, образованы в каждой части 72, обеспечивающей большое растягивание, и, когда обеспечивающие большое растягивание части 72 пар зубчатых роликов 70 и 71 входят в зацепление друг с другом, зубья и канавки роликов входят в зацепление друг с другом до заданной глубины D зацепления. По этой причине в предмете, подлежащем подверганию технологическому процессу вытягивания (в полуфабрикате 60 подгузника), в листах в тех частях, которые были поданы между взаимно противоположными частями 72, обеспечивающими большое растягивание, часть волокон или все волокна, которые представляют собой компоненты, образующие листы, растягиваются и разрываются, и листы пластически деформируются посредством «разрушения» их до такой степени, что в целом они не разрываются, в результате чего получают сильно растянутые зоны, которые имеют лучшую способность к растяжению в направлении (MD) перемещения/подачи предмета, подлежащего подверганию технологическому процессу вытягивания.
Концевые поверхности зубьев 72а, простирающиеся в направлении (CD) осей роликов, имеют форму гладкой поверхности для обеспечения как можно меньшего локализованного повреждения листового материала и эластичных элементов во время технологического процесса вытягивания. При подаче предмета, подлежащего подверганию технологическому процессу вытягивания, благодаря зубьям 72а, имеющим подобную форму, существует возможность уменьшения степени локализованного повреждения, наносимого предмету, подлежащему подверганию технологическому процессу вытягивания. Кроме того, существует возможность дополнительного уменьшения повреждения, наносимого материалу, посредством подвергания предмета, подлежащего подверганию технологическому процессу вытягивания, технологическому процессу вытягивания поэтапно, например, посредством постепенного изменения высоты зубьев частей 72, обеспечивающих большое растягивание, от противоположных концевых краев в направлении осей роликов к центральной части. Поэтапность относится к постепенному изменению степени вытягивания, например, посредством придания зубьям скошенной формы, как описано выше, для создания плавной границы между частями, подвергаемыми технологическому процессу вытягивания, и частями, не подвергаемыми технологическому процессу вытягивания, и уменьшения таким образом изменения степени вытягивания между подвергнутой технологическому процессу вытягивания частью, в которой степень вытягивания превышает 1x, и частью, которая не была подвергнута технологическому процессу вытягивания (частью со степенью вытягивания 1x).
С другой стороны, обеспечивающие малое растягивание или не вызывающие растягивания части 73 двух зубчатых роликов 70 и 71 не имеют зубьев и канавок, образованных на них, и являются по существу ровными, как описано выше, и, следовательно, в предмете, подлежащем подверганию технологическому процессу вытягивания (полуфабрикате 60 подгузника), листы в части, которая прошла через взаимно противоположные обеспечивающие малое растягивание или не вызывающие растягивания части 73, по существу не подвергаются пластическому деформированию и становятся мало растянутыми или нерастянутыми зонами, которые по существу не обладают растяжимостью.
Для повышения степени вытягивания предмета, подлежащего подверганию технологическому процессу вытягивания, и придания предмету, подлежащему подверганию технологическому процессу вытягивания, подходящей растяжимости глубина D зацепления (см. фиг. 16) между обеспечивающими большое растягивание частями 72 пары зубчатых роликов 70 и 71, несмотря на то, что она зависит от материала предмета, подлежащего подверганию технологическому процессу вытягивания, предпочтительно составляет 0,5 мм или более, или более предпочтительно - от 0,5 мм до 5 мм. Как показано на фиг. 16, глубина D зацепления пары зубчатых роликов 70 и 71 представляет собой расстояние, на котором соседние зубья 72а перекрываются, когда зубчатые ролики 70 и 71 введены в зацепление друг с другом и приведены во вращение.
По соображениям, связанным с надежным обеспечением эффектов, получаемых посредством вышеописанных подвергнутых технологическому процессу вытягивания частей Р4 и Р5, в данном варианте осуществления степень вытягивания (степень вытягивания листов в подвергнутых технологическому процессу вытягивания частях), обеспечиваемая технологическим процессом вытягивания, выполняемым на предмете, подлежащем подверганию технологическому процессу вытягивания (полуфабрикате 60 подгузника), предпочтительно составляет 1,02 раза или более, или более предпочтительно - 1,1 раза или более. Другими словами, степень вытягивания (степень растяжения) листов и эластичных элементов в частях, в которых обеспечивающие большое растягивание части 72 входят в зацепление друг с другом, предпочтительно составляет 1,02 раза или более, или более предпочтительно - 1,1 раза или более. Более точно, если степень вытягивания слишком большая, существует риск того, что это приведет, например, к недостаточной прочности листа вследствие технологического процесса вытягивания, вызывающего слишком большое повреждение листов, и, следовательно, максимальная степень вытягивания, несмотря на то, что она зависит от материала, используемого для листов, предпочтительно составляет приблизительно 5,0 раз. В данном случае степень вытягивания показывает, в какой степени исходные листы должны быть вытянуты в соответствии с настройками устройств для реализации технологического процесса вытягивания, таких как ролики, имеющие зубья и канавки, и, следовательно, определяется как «длина материала после вытягивания материала посредством введения в зацепление роликов, имеющих зубья и канавки»/«длина материала перед выполнением вытягивания посредством введения роликов в зацепление». Степень вытягивания можно регулировать посредством глубины зацепления зубьев в устройстве для реализации технологического процесса вытягивания, имеющем зубья и канавки, шага соседних зубьев, ширины зубьев и тому подобного.
Кроме того, шаг Р соседних зубьев (см. фиг. 16) обеспечивающих большое растягивание частей 72 зубчатых роликов 70 и 71 предпочтительно составляет от 0,5 мм до 20 мм или более предпочтительно - от 0,5 мм до 10 мм. Кроме того, ширина W зубьев 72а (наибольшая ширина, см. фиг. 16) предпочтительно составляет менее 1/2 шага Р, и, кроме того, высота Н зубьев 72а (см. фиг.16) предпочтительно составляет от 0,5 мм до 20 мм или более предпочтительно - от 0,5 мм до 10 мм. Если форма зубьев и канавок зубчатых роликов 70 и 71 удовлетворяет подобным условиям, предмету, подлежащему подверганию технологическому процессу вытягивания (полуфабрикату 60 подгузника), который подают между зубчатыми роликами 70 и 71, может быть придана большая растяжимость.
Следует отметить, что шаг зубьев определяется расстоянием между осевой линией одного зуба и осевой линией соседнего зуба. Ширина зубьев зубчатых роликов относится к ширине одного зуба. Ширина W зубьев 72а может быть постоянной в направлении высоты зуба, может соответствовать трапециевидной форме так, что она будет уменьшаться от основания зуба по направлению к вершине, или может соответствовать прямоугольной форме, треугольной форме или тому подобному. Высота зубьев роликов определяется как высота от основания зуба до вершины.
Как правило, зубчатые колеса, определенные в Японском промышленном стандарте (JIS) В1701, прикрепляют к осям роликов, представляющих собой зубчатые ролики 70 и 71, в качестве ведущих зубчатых колес, отдельно от зубьев 72а. При этом за счет вращения, обусловленного зацеплением данных ведущих зубчатых колес, ролики 70 и 71 вращаются синхронно без прямого контакта между зубьями 72а роликов 70 и 71.
Промежуток между зубчатыми роликами 70 и 71, через которые проходит предмет, подлежащий подверганию технологическому процессу вытягивания, может быть надлежащим образом задан точно, и регулирование промежутков создает возможность легкого изменения степени вытягивания предмета, подлежащего подверганию технологическому процессу вытягивания. Один из зубчатых роликов в паре предусмотрен с подъемным устройством, в котором используется цилиндр или тому подобное (непоказанный), в результате чего обеспечивается легкая регулировка промежутка. Хотя это не показано, регулировочная прокладка или тому подобное может быть использована для точной регулировки промежутков. Следует отметить, что, несмотря на то, что зубчатые ролики выполнены с такой конфигурацией, что зубчатые части и ролики образованы как одно целое в виде одного элемента в проиллюстрированном примере, возможна конфигурация, в которой только зубчатые части являются сегментированными. Сегментирование зубчатых частей связано с конструкцией, в которой только зубчатые части представляют собой отдельные элементы и могут быть свободно присоединены к части окружной периферийной поверхности роликов и отделены от нее. Сегментирование зубчатых частей обеспечивает возможность, например, простого регулирования глубины зацепления зубьев и канавок, изменения степени вытягивания и изменения схемы вытягивания. Кроме того, даже если зубья износятся, они могут быть легко заменены, если запасные части были подготовлены.
Технологический процесс вытягивания может быть выполнен на полуфабрикате 60 подгузника, например, следующим образом. Сначала непрерывный элемент из полуфабрикатов 60 подгузников подают между двумя зубчатыми роликами 70 и 71. Подачу непрерывного элемента из полуфабрикатов 60 подгузников между двумя роликами 70 и 71 выполняют при приложении постоянного усилия натяжения к непрерывному элементу посредством использования подающего прижимного ролика (непоказанного) и малооборотного прижимного ролика (непоказанного), которые соответственно расположены перед роликами 70 и 71 по ходу движения в направлении MD и за роликами 70 и 71 по ходу движения в направлении MD, так что ролики 70 и 71 оказываются между прижимными роликами. Две, то есть левую и правую, выступающие части 26Е наружных элементов 26А и 26В в полуфабрикате 60 подгузника подают между обеспечивающими большое растягивание частями 72 роликов 70 и 71, при этом указанные выступающие части подают в их растянутом состоянии в направлении растягивания эластичных элементов 7 и 8, на всей длине наружных элементов 26А и 26В в направлении CD, и компоненты, образующие листы, в данных подаваемых частях подвергаются пластическому деформированию вследствие их умеренного разрушения, в результате чего получают подвергнутые технологическому процессу вытягивания части Р4 и Р5, которые обладают лучшей растяжимостью в направлении растягивания эластичных элементов 7 и 8. С другой стороны, что касается остальных мест в полуфабрикате 60 подгузника, то листы в данных местах по существу не подвергаются пластическому деформированию, и, следовательно, в данных местах по существу не будет никакого повышения способности к растягиванию.
Как описано выше, в данном варианте осуществления технологический процесс вытягивания выполняют на частях, в которых были размещены эластичные элементы, при конъюгированном листе (полуфабрикате 60 подгузника), растянутом в направлении растягивания эластичных элементов. В данном случае выражение «при конъюгированном листе, растянутом в направлении растягивания эластичных элементов» относится к состоянию, в котором благодаря тому, что эластичные элементы в конъюгированном листе (эластичные элементы в частях, подвергнутых технологическому процессу вытягивания) растягиваются за счет натяжения при перемещении/подаче или тому подобного, конъюгированный лист растягивается по существу до такой же степени растяжения, какая была в тот момент, когда осуществляли присоединение эластичных элементов к листам, образующим конъюгированный лист, и фиксацию эластичных элементов относительно данных листов (в дальнейшем также называемая «степенью растяжения в момент присоединения»), и не имеет значения, растянуты ли листы, образующие конъюгированный лист. В данном случае идея «степени растяжения, по существу такой же, как степень растяжения в момент присоединения» охватывает диапазон от степени растяжения, немного меньшей, чем степень растяжения в момент присоединения, до степени растяжения, немного большей, чем степень растяжения в момент присоединения, и, более точно, степень растяжения предпочтительно находится в диапазоне от величины, составляющей половину (0,5) степени растяжения в момент присоединения, до величины, в 1,5 раза превышающей степень растяжения в момент присоединения.
После образования подвергнутых технологическому процессу вытягивания частей Р4 и Р5 в непрерывном элементе из полуфабрикатов 60 подгузников подобным образом, используют обычную технологическую операцию для сгибания каждого поглощающего тела 25 пополам, последующего образования боковых герметично соединенных частей S (не показанных на фиг. 15) посредством выполнения термосварки с заданными интервалами в направлении MD на непрерывном элементе путем использования сварочного устройства (непоказанного) и последующего разрезания непрерывного элемента в боковых герметично соединенных частях S посредством использования режущего средства (непоказанного) для получения по отдельности разделенных подгузников 2А.
Как описано выше, в способе изготовления по данному варианту осуществления эластичные элементы сначала присоединяют к листам в их растянутом состоянии и после этого технологический процесс вытягивания выполняют на тех частях листов, в которых эластичные элементы были присоединены, при одновременном сохранении эластичных элементов растянутыми, в результате чего обеспечивается расширение диапазона применения размеров подгузников и повышается комфорт при ношении, и, кроме того, получаются подвергнутые технологическому процессу вытягивания части Р4-Р5, которые также имеют приятный внешний вид. Напротив, при использовании способа, в котором сначала листы подвергают технологическому процессу вытягивания, а после этого присоединяют эластичные элементы к подвергнутым технологическому процессу вытягивания частям в их растянутом состоянии, существует риск того, что клей, используемый на последующем этапе для присоединения эластичных элементов, вызовет снижение большой растяжимости подвергнутых технологическому процессу вытягивания частей в листах, полученных посредством технологического процесса вытягивания. Кроме того, когда листы подвергают технологическому процессу вытягивания, листы остаются растянутыми и больше сами не возвращаются к их исходной длине, что затрудняет последующее присоединение эластичных элементов.
Диапазон применения настоящего изобретения (второго изобретения) не ограничен одноразовым подгузником расширяемого типа, описанным выше, но, скорее, оно пригодно для поглощающих изделий, предусмотренных с поглощающей сердцевиной, таких как натягиваемый подгузник одноразового использования или гигиеническая прокладка, а также для предназначенных для носки изделий, в которых поглощающая сердцевина отсутствует и к примерам которых относятся медицинское предназначенное для носки изделие, такое как хирургический халат, или обычное предназначенное для носки изделие, такое как куртка/жакет.
Несмотря на то, что настоящее изобретение (второе изобретение) было описано выше на основе предпочтительного варианта осуществления, настоящее изобретение (второе изобретение) не ограничено вышеприведенным вариантом осуществления. Например, несмотря на то, что подвергнутая технологическому процессу вытягивания часть имеется как в предназначенной для размещения со стороны спины части А, так и в предназначенной для размещения со стороны живота части В в первом и втором вариантах осуществления, подвергнутая технологическому процессу вытягивания часть может иметься или только в предназначенной для размещения со стороны спины части А, или только в предназначенной для размещения со стороны живота части В. Кроме того, несмотря на то, что подвергнутая технологическому процессу вытягивания часть также имеется в частях (в предназначенной для размещения со стороны спины, промежностной части Са и в предназначенной для размещения со стороны живота, промежностной части Cb), отличных от предназначенной для размещения со стороны спины части А и предназначенной для размещения со стороны живота части В, в первом и втором вариантах осуществления, подвергнутая технологическому процессу вытягивания часть может иметься только в предназначенной для размещения со стороны спины части А и/или в предназначенной для размещения со стороны живота части В. Кроме того, в первом варианте осуществления каждый из наружных элементов 26А и 26В может иметь прямоугольную форму, если смотреть сверху.
Кроме того, несмотря на то, что в первом варианте осуществления, как показано на фиг. 8, с обеих, то есть левой и правой, сторон поглощающего тела 25 соответственно в предназначенной для размещения со стороны спины части А или в предназначенной для размещения со стороны живота части В образовано по одной подвергнутой технологическому процессу вытягивания части Р4 или Р5, возможна конфигурация, в которой множество подвергнутых технологическому процессу вытягивания частей Р4 или Р5 образованы с обеих, то есть с левой и правой сторон поглощающего тела 25 в предназначенной для размещения со стороны спины части А или в предназначенной для размещения со стороны живота части В. В данном случае множество подвергнутых технологическому процессу вытягивания частей Р4 (Р5) может быть расположено с заданным интервалом в направлении бедер (направлении ширины подгузника 2А, которое представляет собой направление Y на фиг. 8).
Кроме того, несмотря на то, что вышеописанный вариант осуществления (способ изготовления подгузника по первому варианту осуществления) представляет собой так называемый «поперечно-поточный» способ, в котором обработке подвергают непрерывный элемент, образованный полуфабрикатами подгузников, соединенными в направлении ширины, может быть использован так называемый «продольно-поточный» способ, в котором обработке подвергают непрерывный элемент, образованный полуфабрикатами подгузников, соединенных в направлении длины. Кроме того, несмотря на то, что в вышеописанном варианте осуществления этап вытягивания выполняют на наружном элементе 26 после размещения поглощающего тела 25 на наружном элементе 26, наружный элемент 26 может быть подвергнут технологическому процессу вытягивания перед размещением поглощающего тела 25, и это предпочтительно в особенности в способе изготовления подгузника по второму варианту осуществления. Кроме того, в вышеприведенном варианте осуществления возможна конфигурация, при которой технологический процесс вытягивания выполняют на одной из противоположных сторон полуфабриката подгузника, между которыми расположена зона размещения поглощающего тела 25, затем размещают поглощающее тело 25 и после этого технологический процесс вытягивания выполняют на другой стороне. Кроме того, в вышеприведенном варианте осуществления возможна конфигурация, при которой в случае размещения поглощающего тела 25 на наружном элементе 26 после выполнения технологического процесса вытягивания на наружном элементе 26, образующие наружный слой листы 27А и 27В образуют с частями 27АЕ и 27ВЕ, загибаемыми на поглощающее тело 25 (см. второй вариант осуществления), или технологический процесс вытягивания выполняют в зоне загнутых частей 27АЕ и 27ВЕ после размещения поглощающего тела 25.
Кроме того, несмотря на то, что в вышеописанном варианте осуществления технологический процесс вытягивания выполняют на непрерывном элементе из полуфабрикатов подгузников, технологический процесс вытягивания может быть выполнен на одном полуфабрикате подгузника, который был изготовлен заранее. Кроме того, несмотря на то, что технологический процесс вытягивания выполняют на полуфабрикате 60 подгузника, на котором разрезание (так называемый R-вырез) для образования краевых частей для ног было полностью выполнено в варианте осуществления, описанном выше, технологический процесс вытягивания может быть выполнен перед выполнением R-выреза.
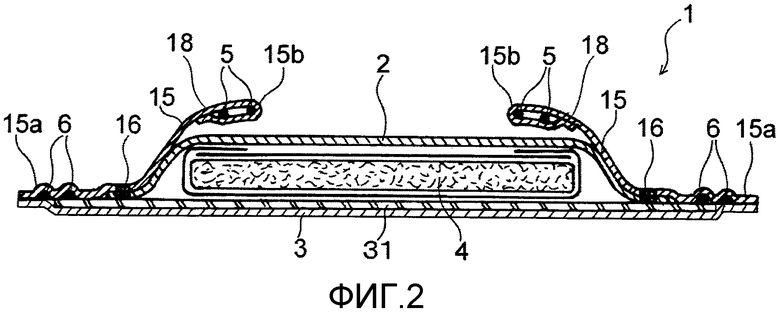
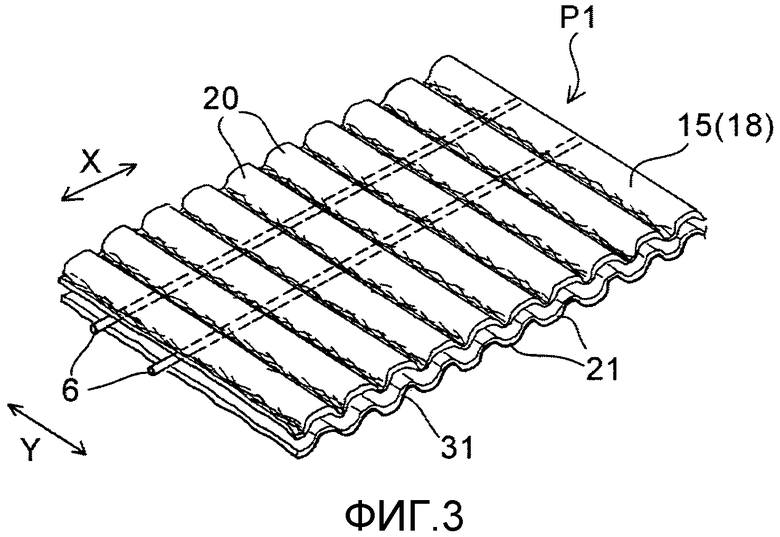


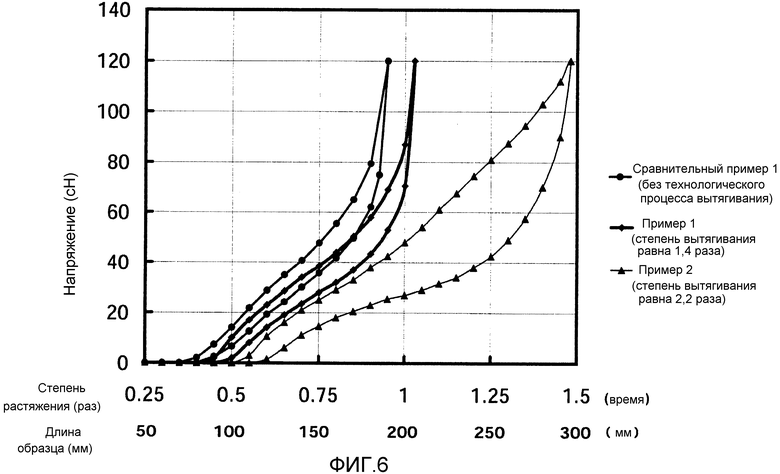
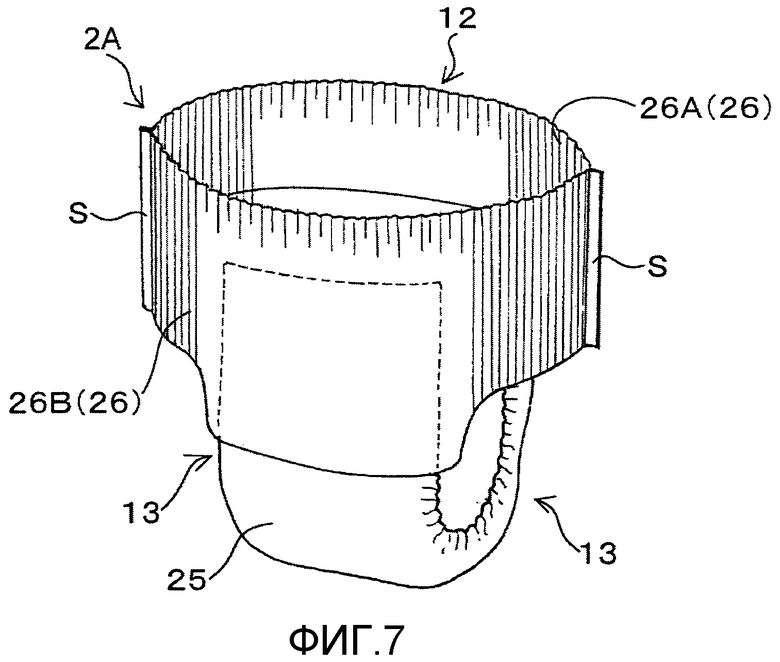


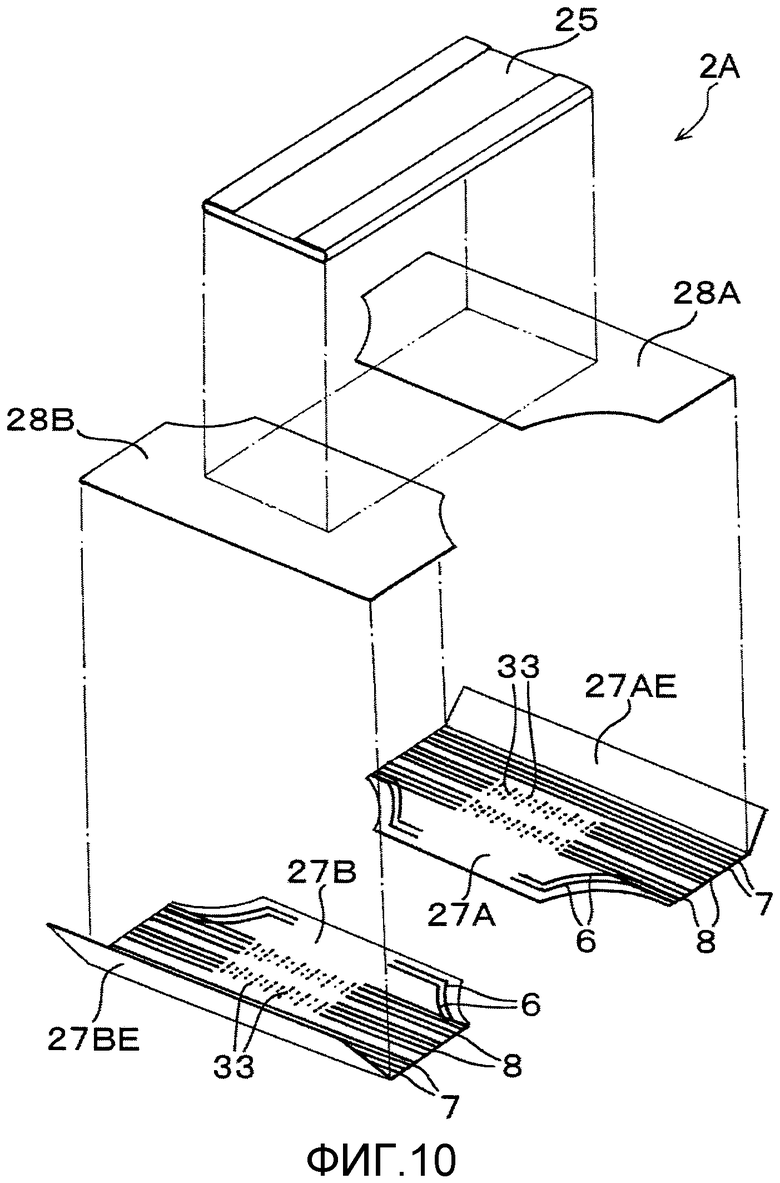



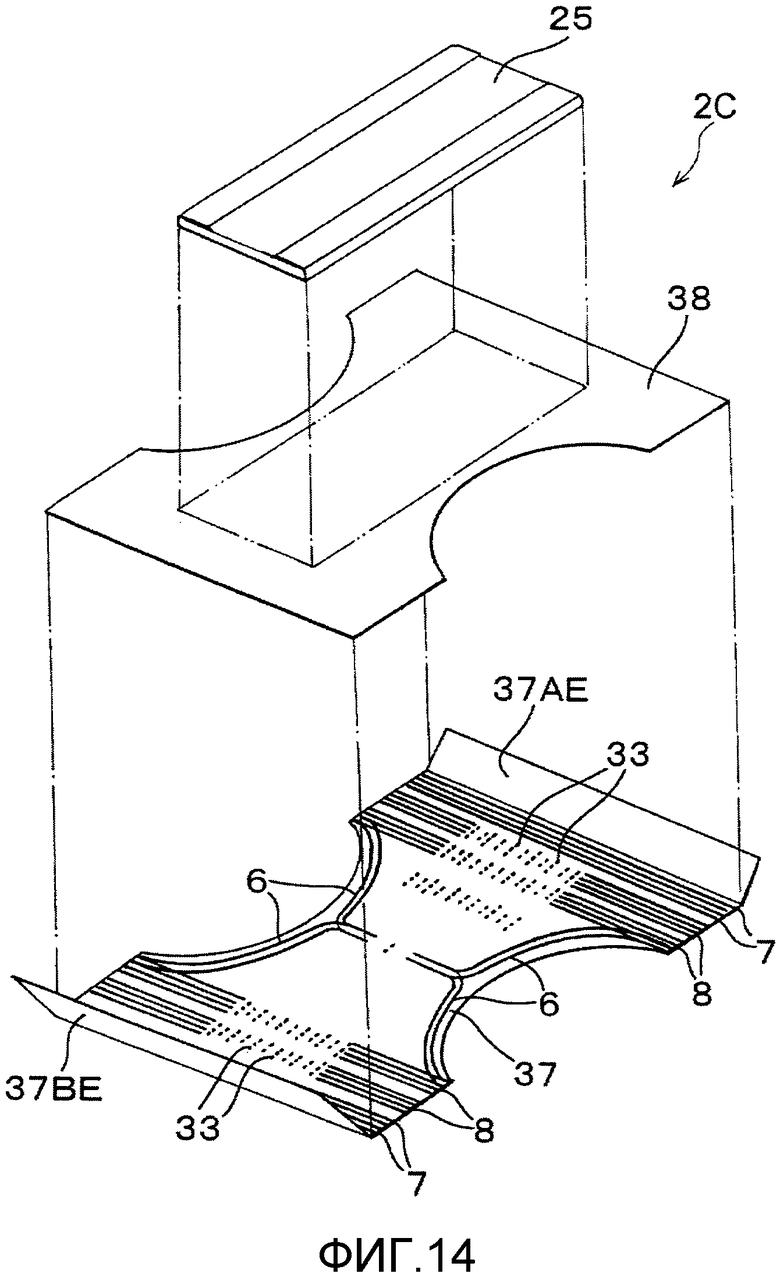


Изобретение относится к предназначенному для носки изделию, в частности к такому, как подгузник одноразового использования, и к способу изготовления такого изделия. Предназначенное для носки изделие (1) выполнено с краевыми частями (краевыми частями для ног и поясными краевыми частями), образованными посредством включения листов. Эластичные элементы (6, 7, 8) размещены в растянутом состоянии на листах в краевых частях так, что они простираются вдоль краев. Те части листов, на которых предусмотрены эластичные элементы (6, 7, 8), подвергнуты технологическому процессу растягивания в направлении растягивания и стягивания эластичных элементов (6, 7, 8) для образования подвергнутых технологическому процессу растягивания частей (P1, Р2). Эластичные элементы (5) предусмотрены на лентообразных листах (15), которые образуют трехмерные сборки (18), и те части лентообразных листов (15), в которых предусмотрены эластичные элементы (5), подвергнуты технологическому процессу растягивания в направлении растягивания и стягивания эластичных элементов (5) для образования подвергнутых технологическому процессу растягивания частей (Р3). 3 н. и 11 з.п. ф-лы, 16 ил.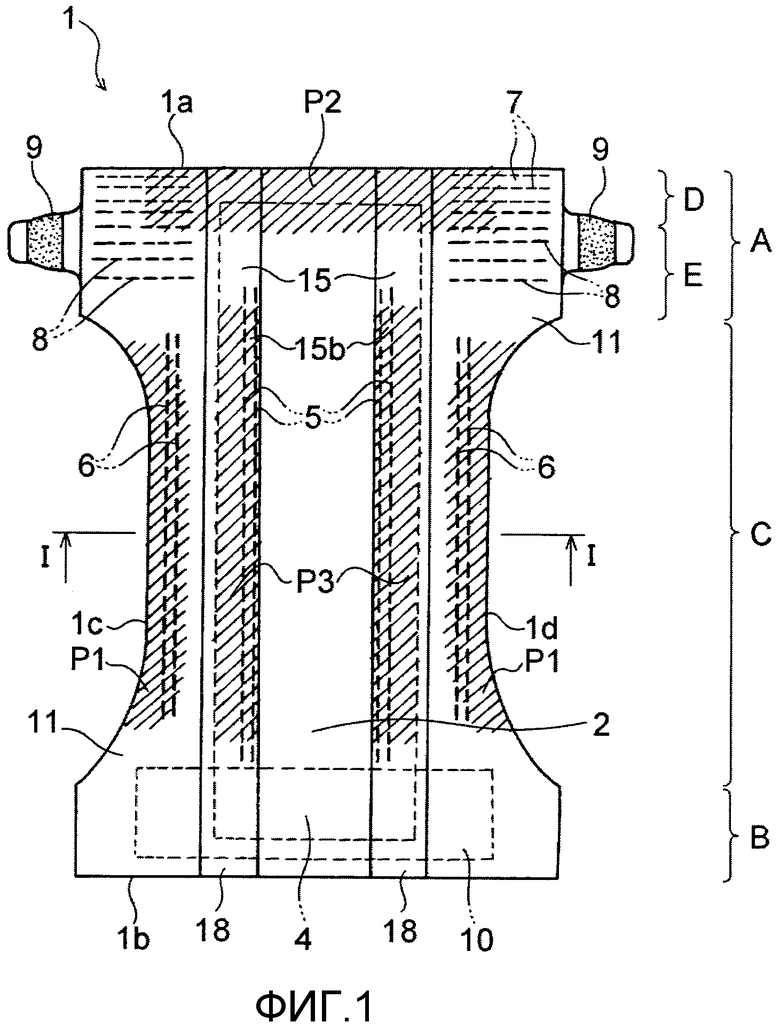
1. Предназначенное для носки изделие, содержащее часть, в которой эластичный элемент был размещен в его растянутом состоянии на листе, при этом диспозиционной части листа, в которой был размещен эластичный элемент, придана растяжимость посредством подвергания диспозиционной части технологическому процессу вытягивания в направлении растягивания эластичного элемента.
2. Предназначенное для носки изделие по п.1, в котором: предназначенное для носки изделие имеет краевую часть с конфигурацией, включающей лист, где на листе в краевой части размещен эластичный элемент в его растянутом состоянии вдоль краевой части, и диспозиционная часть листа, в которой был размещен эластичный элемент, подвергнута технологическому процессу вытягивания в направлении растягивания эластичного элемента.
3. Предназначенное для носки изделие по п.2, содержащее в качестве указанной краевой части поясную краевую часть, предназначенную для размещения вокруг талии носителя, или краевую часть для ноги, подлежащую размещению вокруг ноги носителя.
4. Предназначенное для носки изделие по п.3, в котором предназначенное для носки изделие выполнено с трехмерной сборкой, при этом одна сторона краевой части трехмерной сборки закреплена на поверхности листа, образующего предназначенное для носки изделие, и другая сторона ее краевой части выполнена с возможностью подъема над указанной поверхностью, при этом закрепленный конец служит в качестве базового конца для подъема, при этом трехмерная сборка включает в себя лентообразный лист и эластичный элемент, размещенный в его растянутом состоянии с другой стороны краевой части лентообразного листа или вблизи нее, и диспозиционная часть лентообразного листа, в которой эластичный элемент был размещен, подвергнута технологическому процессу вытягивания в направлении растягивания эластичного элемента.
5. Предназначенное для носки изделие по п.1, в котором предназначенное для носки изделие имеет предназначенную для размещения со стороны спины часть, подлежащую размещению со стороны спины носителя, и предназначенную для размещения со стороны живота часть, подлежащую размещению со стороны живота носителя, при этом каждая из предназначенной для размещения со стороны спины части и предназначенной для размещения со стороны живота части выполнена с конфигурацией, включающей лист, где на листе в предназначенной для размещения со стороны спины части и/или в предназначенной для размещения со стороны живота части эластичный элемент размещен в его растянутом состоянии вдоль направления бедер носителя, и подвергнутая технологическому процессу вытягивания часть образована в предназначенной для размещения со стороны спины части и/или в предназначенной для размещения со стороны живота части, при этом подвергнутая технологическому процессу вытягивания часть включает в себя эластичный элемент и образована путем придания самому листу растяжимости посредством технологического процесса вытягивания.
6. Предназначенное для носки изделие по п.5, в котором подвергнутая технологическому процессу вытягивания часть, по существу, непрерывно проходит на всей длине предназначенной для размещения со стороны спины части или предназначенной для размещения со стороны живота части в направлении, ортогональном к направлению бедер.
7. Предназначенное для носки изделие по п.5 или 6, в котором степень вытягивания листа в подвергнутой технологическому процессу вытягивания части составляет, по меньшей мере, 1,02 раза.
8. Предназначенное для носки изделие по п.5, в котором две боковые герметично скрепленные части, отверстие для талии и два отверстия для ног образованы посредством соединения противоположных боковых краевых частей листа в предназначенной для размещения со стороны спины части с противоположными боковыми краевыми частями листа в предназначенной для размещения со стороны живота части.
9. Предназначенное для носки изделие по п.5, содержащее поглощающее тело, включающее в себя поглощающую сердцевину и наружный элемент, который расположен со стороны не контактирующей с кожей поверхности поглощающего тела и к которому поглощающее тело прикреплено, при этом предназначенная для размещения со стороны спины часть и предназначенная для размещения со стороны живота часть выполнены с конфигурацией, включающей наружный элемент.
10. Предназначенное для носки изделие по п.9, в котором наружный элемент имеет выступающие части, которые проходят наружу в направлении бедер от соответствующих краев поглощающего тела, расположенных вдоль направления, ортогонального к направлению бедер, и подвергнутая технологическому процессу вытягивания часть расположена в выступающих частях.
11. Предназначенное для носки изделие по п.9 или 10, в котором наружный элемент имеет предназначенный для размещения со стороны спины наружный элемент, расположенный в предназначенной для размещения со стороны спины части, и предназначенный для размещения со стороны живота наружный элемент, расположенный в предназначенной для размещения со стороны живота части, при этом предназначенный для размещения со стороны спины и предназначенный для размещения со стороны живота наружные элементы размещены с заданным промежутком в направлении, ортогональном к направлению бедер, и отсутствует размещение наружного элемента между предназначенным для размещения со стороны спины и предназначенным для размещения со стороны живота наружными элементами.
12. Способ изготовления предназначенного для носки изделия по п.2, включающий подготовку конъюгированного листа посредством присоединения эластичного элемента в его растянутом состоянии к краевой части листа вдоль краевой части, и выполнение технологического процесса вытягивания на части конъюгированного листа, в которой был размещен эластичный элемент, посредством подачи данной части между двумя зажимными элементами, имеющими зубья и канавки, введенные в зацепление друг с другом, при этом данную часть подают при конъюгированном листе, растянутом в направлении растягивания эластичного элемента.
13. Способ изготовления предназначенного для носки изделия по п.5, включающий подготовку конъюгированного листа посредством присоединения эластичного элемента в его растянутом состоянии к листу, образующему предназначенную для размещения со стороны спины часть или предназначенную для размещения со стороны живота часть предназначенного для носки изделия, при этом эластичный элемент присоединяют вдоль направления бедер носителя, и выполнение технологического процесса вытягивания на заданной части предназначенной для размещения со стороны спины части или предназначенной для размещения со стороны живота части конъюгированного листа посредством подачи заданной части между двумя зажимными элементами, имеющими зубья и канавки, введенные в зацепление друг с другом, при этом заданную часть подают при конъюгированном листе, растянутом в направлении растягивания эластичного элемента.
14. Способ изготовления предназначенного для носки изделия по п.12 или 13, в котором степень вытягивания, обеспечиваемая технологическим процессом вытягивания, составляет, по меньшей мере, 1,02 раза.
| JP 3361806 В2, 07.01.2003 | |||
| JP 2007503940 А, 01.03.2007 | |||
| US 6120632 А, 19.09.2000 | |||
| УЗЕЛ ПРЕОБРАЗОВАНИЯ ПОСТОЯННОГО НАПРЯЖЕНИЯ В ПЕРЕМЕННОЕ | 0 |
|
SU396800A1 |

