Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к натягиваемому подгузнику одноразового использования, включающему в себя боковые швы.
Предшествующий уровень техники
[0002] Подгузник одноразового использования, который включает в себя впитывающий узел и наружный покрывающий элемент, расположенный на не обращенной к коже поверхности впитывающего узла и обеспечивающий фиксацию впитывающего узла, обычно использовался в качестве натягиваемого подгузника одноразового использования в предшествующем уровне техники. В подгузнике одноразового использования оба боковых края передней основной части наружного покрывающего элемента соединены с обоими боковыми краями задней основной части наружного покрывающего элемента так, что образуются два боковых шва, отверстие для талии и два отверстия для ног.
[0003] Например, в патентных литературных источниках 1-3 раскрыты натягиваемые подгузники одноразового использования, которые имеют подобную конструкцию и в которых прочность скрепления (прочность соединения) бокового шва частично изменяется по соображениям, связанным с хорошим прилеганием к носителю независимо от телосложения носителя. В патентных литературных источниках 1-3 конфигурация шва, образованного термосваркой или тому подобным, частично изменяется, так что прочность соединения бокового шва частично изменяется. В патентных литературных источниках 1-3 не раскрыта взаимосвязь между листообразным элементом, образующим боковой шов, и прочностью соединения.
[0004] Натягиваемые подгузники одноразового использования, как правило, изготавливают посредством следующих этапов. То есть, изготавливают непрерывный подгузник, в котором множество подгузников непрерывно простираются в одном направлении (направлении перемещения), и передний основной участок и задний основной участок наружного покрывающего элемента, которые перекрывают друг друга, соединяют друг с другом в частях непрерывного подгузника, в которых должны быть образованы боковые швы, посредством средств соединения, таких как устройство с нагревательными роликами, для образования соединенных зон. Затем непрерывный подгузник разрезают в соединенных зонах посредством средств разрезания, таких как резальное устройство, и разделяют на отдельные подгузники посредством разрезания. Боковые швы (полученные разрезанием, краевые части соединенных зон, образованные путем разрезания с использованием средств разрезания) натягиваемого подгузника одноразового использования в предшествующем уровне техники, которые при изготовлении получают так называемым способом термосварки, выступают от наружной стороны подгузника с формой, в которой оба боковых края передней основной части и оба боковых края задней основной части перекрываются, когда носитель носит натягиваемый подгузник одноразового использования.
Перечень ссылок
Патентная литература
[0005]
Патентный литературный источник 1: JP 2006-6780 А
Патентный литературный источник 2: JP 2009-34209 А
Патентный литературный источник 3: JP 9-287 Y
Сущность изобретения
Техническая проблема
[0006] Настоящее изобретение относится к натягиваемому подгузнику одноразового использования, включающему в себя: впитывающий узел и наружный покрывающий элемент, который расположен на не обращенной к коже поверхности впитывающего узла и обеспечивает фиксацию впитывающего узла, при этом оба краевых участка боковых сторон наружного покрывающего элемента переднего участка соединены с обоими краевыми участками боковых сторон наружного покрывающего элемента заднего участка так, что образованы два боковых шва, отверстие для талии и два отверстия для ног. Толщина бокового шва больше толщины участка каждого из переднего участка и заднего участка, которые образуют боковой шов, за исключением бокового шва. Каждый из переднего участка и заднего участка, образующих боковой шов, имеет многослойную структуру, в которой множество листообразных элементов соединены путем ламинирования, и температура плавления составляющего волокна, по меньшей мере, одного листообразного элемента из множества листообразных элементов отличается от температуры плавления составляющего волокна другого листообразного элемента. Каждая из многослойных структур переднего участка и заднего участка включает в себя многослойную структуру, имеющую наиболее внутренний слой с низкой температурой плавления, наиболее внутренний слой которой образован из листообразного элемента с низкой температурой плавления, имеющего самую низкую температуру плавления из множества листообразных элементов. Боковой шов образован посредством облучения непрерывного подгузника лазерным лучом, чтобы тем самым расплавить и разрезать непрерывный подгузник, при этом непрерывный подгузник получают посредством наложения друг на друга непрерывного переднего основного участка, включающего в себя передний участок, и непрерывного заднего основного участка, включающего в себя задний участок.
Краткое описание чертежей
[0007] Фиг.1 представляет собой вид в перспективе, схематически иллюстрирующий натягиваемый подгузник одноразового использования в соответствии с одним вариантом осуществления изобретения.
Фиг.2 представляет собой вид в плане, схематически иллюстрирующий подгузник, проиллюстрированный на фиг.1, в его плоском распрямленном нестянутом состоянии.
Фиг.3 представляет собой разрез, схематически иллюстрирующий сечение, выполненное по линии I-I на фиг.1.
Фиг.4 представляет собой разрез, схематически иллюстрирующий сечение, выполненное по линии II-II на фиг.1.
Фиг.5 представляет собой выполненный с частичным вырывом вид в перспективе, схематически иллюстрирующий эластичный лист, который используется в качестве наружного покрывающего элемента подгузника, проиллюстрированного на фиг.1.
Фиг.6 представляет собой вид в перспективе, схематически иллюстрирующий устройство, которое соответственно используется для изготовления эластичного листа, проиллюстрированного на фиг.5.
Описание вариантов осуществления
[0008] В последние годы для натягиваемого подгузника одноразового использования требуется внешний вид, аналогичный внешнему виду предмета нижнего белья. Однако натягиваемый подгузник одноразового использования включает в себя боковые швы, которые отсутствуют в обычном предмете нижнего белья, и боковые швы в предшествующем уровне техники выступают наружу от подгузника дальше, чем его периферийные участки, и существенно выделяются. По этой причине вряд ли можно утверждать, что внешний вид натягиваемого подгузника одноразового использования такой же, как внешний вид предмета нижнего белья. Кроме того, поскольку боковые швы, которые образованы посредством термосварки или тому подобного, как раскрыто в патентных литературных источниках 1 и 2, образованы посредством нагрева и сдавливания наружного покрывающего элемента, боковые швы являются твердыми. По этой причине вряд ли можно утверждать, что текстура боковых швов является хорошей, и это обуславливает ухудшение комфорта при ношении подгузника. Ухудшение комфорта при ношении, обусловленное боковыми швами, не возникает при обычном предмете нижнего белья.
[0009] Способ уменьшения высоты выступания бокового шва от наружной поверхности подгузника посредством физического отрезания краевого участка бокового шва в предшествующем уровне техники, который образован при изготовлении посредством использования термосварки, ультразвуковой обработки или тому подобного в соответствии с обычным способом, подобным раскрытому в патентных литературных источниках 1 и 2, посредством средства разрезания, такого как резальное устройство, рассматривается как способ придания натягиваемому подгузнику одноразового использования внешнего вида, который аналогичен внешнему виду обычного предмета нижнего белья. Однако, поскольку боковой шов, образованный в соответствии с обычным способом, образован посредством сдавливания наружного покрывающего элемента в направлении толщины, толщина (ширина) скрепленного методом сплавления участка материала бокового шва сравнительно мала. При физическом разрезании участка, скрепленного методом сплавления, толщина которого сравнительно мала, образованный в результате разрезания, концевой участок участка, скрепленного методом сплавления, становится смолой, подобной выступу, который заострен к наружной стороне подгузника. Поскольку смола, подобная выступу, вонзается в руку при касании смолы, подобной выступу, рукой, имеет место озабоченность, связанная с тем, что носитель может ощутить боль при уколе. В данном описании «при уколе» означает чувство (боль), которое ощущает носитель, когда носитель касается выступа пальцем, и представляет собой чувство (боль), которое ощущает носитель, когда носитель касается, например, предмета, меньшего по размерам, чем кончик пальца руки, или заостренной концевой части предмета, включающего в себя заостренную концевую часть, кончиком пальца руки. К примерам «выступа» бокового шва натягиваемого подгузника одноразового использования, который может вызвать ощущение укола, относятся смола, которая подверглась отверждению и затвердела после расплавления, смола, которой придана форма выступа за счет расплавления и сдавливания, подобные выступам смолы, которым придана такая форма при разрезании данных смол с острыми краями, что они имеют довольно заостренную конфигурацию, и тому подобное.
[0010] Кроме того, для бокового шва (участка, скрепленного методом сплавления) достаточная на практике прочность соединения требуется также для отличной функциональности с тем, чтобы боковой шов не разрушался, когда носитель носит подгузник, и легко разрывался при избавлении от подгузника. Еще не создан натягиваемый подгузник одноразового использования, который включает в себя боковые швы, имеющие достаточную на практике прочность соединения и отличную функциональность, имеет внешний вид, аналогичный внешнему виду предмета нижнего белья, и обеспечивает отличный комфорт при ношении.
[0011] Изобретение относится к натягиваемому подгузнику одноразового использования, который включает в себя боковые швы, имеющие достаточную на практике прочность соединения и отличную функциональность, имеет внешний вид, аналогичный внешнему виду предмета нижнего белья, и обеспечивает отличный комфорт при ношении.
[0012] Изобретение будет описано ниже на основе предпочтительных вариантов его осуществления со ссылкой на чертежи. Как проиллюстрировано на фиг.1-4, подгузник 1, который представляет собой натягиваемый подгузник одноразового использования в соответствии с одним вариантом осуществления изобретения, включает в себя впитывающий узел 2 и наружный покрывающий элемент 3, расположенный на не обращенной к коже поверхности впитывающего узла 2 и обеспечивающий фиксацию впитывающего узла 2. В подгузнике оба краевых участка боковых сторон 3F и 3F переднего участка F наружного покрывающего элемента 3, проходящие вдоль продольного направления Х, соединены с обоими краевыми участками боковых сторон 3R и 3R заднего участка R наружного покрывающего элемента 3, проходящими в продольном направлении Х, так что образованы два боковых шва 4 и 4, отверстие 5 для талии и два отверстия 6 и 6 для ног. Между тем, по соображениям, связанным с простотой описания, части, в которых соседние компоненты бокового шва 4 не входят в плотный контакт друг с другом, представлены на фиг.4. Тем не менее, в действительности соседние компоненты бокового шва по существу входят в плотный контакт друг с другом.
[0013] Подгузник 1 имеет - на виде в плане в состоянии, в котором подгузник 1 имеет плоский вид, распрямлен и не стянут, как проиллюстрировано на фиг.2, - продольное направление Х, соответствующее направлению от передней стороны к задней стороне носителя, и боковое направление Y, ортогональное к продольному направлению Х. Подгузник 1 может быть разделен на промежностную часть М, которую носят вокруг промежности носителя, когда носитель носит подгузник 1, и передний участок F, которая расположена с передней стороны промежностной части М в продольном направлении Х, и задний участок R, которая расположена с задней стороны промежностной части М в продольном направлении Х. Продольное направление Х представляет собой направление, которое проходит от переднего участка F к заднему участку R через промежностную часть М. Промежностная часть М представляет собой зону, которая включает в себя вогнутые части, которые образованы на ее обоих боковых краевых участках вдоль продольного направления Х и предназначены для образования отверстий 6 и 6 для ног.
[0014] Между тем, в данном описании обращенная к коже поверхность представляет собой поверхность подгузника одноразового использования или его компонента (например, впитывающего узла 2), которая обращена к коже носителя, когда носитель носит подгузник одноразового использования, и не обращенная к коже поверхность представляет собой поверхность подгузника одноразового использования или его компонента, которая обращена к стороне (предмету одежды), противоположной по отношению к коже, когда носитель носит подгузник одноразового использования. Кроме того, продольное направление Х соответствует направлению (продольному направлению) вдоль длинной стороны подгузника одноразового использования или впитывающего узла 2, который представляет собой компонент подгузника одноразового использования, и боковое направление Y соответствует направлению ширины подгузника одноразового использования или впитывающего узла 2, который представляет собой компонент подгузника одноразового использования.
[0015] Как проиллюстрировано на фиг.2, впитывающий узел 2 имеет продолговатую конфигурацию в продольном направлении, в которой одна сторона (проходящая в продольном направлении Х) является сравнительно длинной, и включает в себя верхний лист 21, который образует поверхность, обращенную к коже, задний лист 22, который образует поверхность, не обращенную к коже, и удерживающий жидкости, впитывающий элемент 23, который расположен между обоими листами 21 и 22. Впитывающий элемент 23 имеет конфигурацию, которая является длинной в направлении, таком же, как продольное направление Х. Впитывающий узел 2 присоединен к средней части наружного покрывающего элемента 3 посредством хорошо известного средства соединения (адгезива или тому подобного) так, что продольное направление впитывающего узла 2 соответствует продольному направлению Х подгузника 1 в его плоском распрямленном нестянутом состоянии (состоянии, проиллюстрированном на фиг.2).
[0016] Различные элементы, которые использовались в прошлом в данной области техники, могут быть использованы в качестве верхнего листа 21, заднего листа 22 и впитывающего элемента 23, образующих впитывающий узел 2, без особого ограничения. Например, различные виды нетканого материала, подвергнутого обработке для придания гидрофильности, или проницаемый для жидкостей лист, такой как перфорированная пленка, могут быть использованы в качестве верхнего листа 21. Кроме того, не проницаемый для жидкостей материал или водоотталкивающий материал может быть использован в качестве заднего листа 22. Пленка на основе смолы, пленка на основе смолы, которая включает в себя микропоры и обладает влагопроницаемостью, многослойный материал из пленки на основе смолы, нетканого материала и тому подобного или тому подобный материал может быть использована/использован в качестве материала, не проницаемого для жидкостей. Композиционный нетканый материал, который имеет многослойную структуру, включающую в себя нетканый материал фильерного способа производства, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал фильерного способа производства и тому подобное; нетканый материал фильерного способа производства; нетканый материал, образованный термоскреплением; нетканый материал, скрепленный пропусканием воздуха насквозь, или тому подобное могут быть использованы в качестве водоотталкивающего материала. Элемент, который включает в себя впитывающую сердцевину, выполненную из впитывающих воду частиц полимера и из волокнистого материала, такого как целлюлозное волокно, может быть использован в качестве впитывающего элемента 23, и впитывающая сердцевина может быть покрыта листом для обертывания сердцевины, таким как санитарно-гигиеническая бумага.
[0017] Как проиллюстрировано на фиг.2, боковые манжеты 24 и 24, которые выполнены из листового материала, обладающего стойкостью к воздействию жидкостей или водоотталкивающей способностью и воздухопроницаемостью, предусмотрены на обеих боковых сторонах впитывающего узла 2 вдоль продольного направления Х. За счет стягивания эластичных элементов 25 боковых манжет, которые размещены так, что они растянуты вдоль свободного конца, каждая боковая манжета 24 поднимается и предотвращает утечку жидкости в боковом направлении Y. В данном случае выражение «подгузник находится в его плоском распрямленном нестянутом состоянии» означает состояние, в котором боковые швы разделены для раскладывания подгузника и эластичный элемент каждой части растянут так, что разложенный подгузник оказывается расправленным до расчетных размеров (которые равны размерам в состоянии, когда подгузник расправлен до плоской формы при отсутствии какого бы то ни было воздействия на него со стороны эластичных элементов каждой части).
[0018] Наружный покрывающий элемент 3 включает в себя многослойный элемент первого наружного листа 30 и второго наружного листа 36. Лист 30 образует наружную поверхность подгузника 1 (не обращенную к коже поверхность наружного покрывающего элемента 3), и лист 36 образует внутреннюю поверхность подгузника 1 (обращенную к коже поверхность наружного покрывающего элемента 3). Обращенные друг к другу поверхности листов 30 и 36 частично или полностью присоединены друг к другу посредством хорошо известных средств соединения, таких как адгезив, термосварка или ультразвуковая сварка. Как проиллюстрировано на фиг.2 и 4, передний в продольном направлении концевой участок и задний в продольном направлении концевой участок листа 30 (части листа 30, выступающие от определяемого в продольном направлении переднего концевого участка и определяемого в продольном направлении заднего концевого участка листа 36) загнуты по направлению к обращенной к коже поверхности, и лист 36 и множество филаментных размещаемых ниже пояса, эластичных элементов 51 в растянутом состоянии присоединены и закреплены между двумя листами 30 и 30, которые сделаны обращенными друг к другу за счет загибания переднего концевого участка и заднего концевого участка листа 30, посредством адгезива. Соответственно, поясные сборки образуются у концевой части отверстия, представляющего собой отверстие 5 для талии.
[0019] Как проиллюстрировано на фиг.2-4, первый наружный лист 30 включает в себя: два листа, включающие наружный лист 31 и внутренний лист 32, и множество филаментных эластичных элементарных нитей 33, расположенных между обоими листами 31 и 32, и эластичный лист, который является эластичным в том же направлении, что и направление растягивания эластичных элементарных нитей 33 (боковое направление Y). Обращенные друг к другу поверхности первого наружного листа 30 и второго наружного листа 36 наружного покрывающего элемента 3 присоединены друг к другу в состоянии, в котором лист 30 растянут. По этой причине наружный покрывающий элемент 3 обладает эластичностью в направлении растягивания, по меньшей мере, эластичных элементарных нитей 33 листа 30. Наружный лист 31 образует наружную поверхность подгузника 1 (не обращенную к коже поверхность наружного покрывающего элемента 3), и внутренний лист 32 образует поверхность, подлежащую присоединению ко второму наружному листу 36. Детали первого наружного листа 30 будут описаны ниже. Поскольку вышеупомянутый эластичный лист используется в качестве листа, образующего наружный покрывающий элемент, внешний вид подгузника аналогичен внешнему виду предмета нижнего белья, и комфорт при ношении подгузника и мягкость боковых швов повышаются.
[0020] В данном варианте осуществления листы 37, покрывающие узел и проходящие поперек впитывающего узла 2 в боковом направлении Y, предусмотрены на обращенной к коже поверхности наружного покрывающего элемента 3 (второго наружного листа 36), как проиллюстрировано на фиг.2 и 4. Листы 37 частично или полностью присоединены к остальным компонентам подгузника 1, которые обращены к листам 37, [к впитывающему комплекту 2 (верхнему листу 21), боковым манжетам 24 и наружному покрывающему элементу 3 (второму наружному листу 36)] посредством хорошо известных средств соединения, таких как адгезив, термосварка или ультразвуковая сварка. Поскольку листы 37 расположены так, что они проходят поперек соответственно переднего в продольном направлении концевого участка и заднего в продольном направлении концевого участка впитывающего узла 2 в боковом направлении Y, один лист 37 расположен на каждой из переднего участка F и заднего участка R. Каждый лист 37 имеет прямоугольную форму, которая является продолговатой в боковом направлении Y на виде в плане, как проиллюстрировано на фиг.2, и является непрерывным на всей длине наружного покрывающего элемента 3 в боковом направлении Y. Каждый лист 37 расположен рядом с концевой частью отверстия, представляющего собой отверстие 5 для талии (сложенной частью первого наружного листа 30, частью, в которой размещены расположенные ниже пояса, эластичные элементы 51), и включает в себя вертикальную наружную часть, которая проходит в боковом направлении Y так, что она проходит через наружную сторону определяемого в продольном направлении конца впитывающего узла 2 в продольном направлении Х, и вертикальную внутреннюю часть, которая проходит в боковом направлении Y так, что она проходит через внутреннюю сторону определяемого в продольном направлении конца (впитывающего узла 2) в продольном направлении Х.
[0021] Краевые части множества листов, образующих наружный покрывающий элемент 3 [первого наружного листа 30 (наружного листа 31 и внутреннего листа 32) и второго наружного листа 36], и другого листа (листа 37, покрывающего узел), наложенные на наружный покрывающий элемент 3, скреплены друг с другом методом сплавления при перекрывании друг друга. В результате образуется боковой шов 4. Соответственно, боковой шов 4 включает в себя часть, скрепленную методом сплавления. По соображениям, связанным с приданием внешнего вида, который аналогичен внешнему виду предмета нижнего белья, подгузнику 1 за счет выполнения бокового шва 4, который почти не выделяется, предпочтительно, чтобы толщина (ширина) 4W (см. фиг.3) бокового шва 4 (части бокового шва 4, скрепленной методом сплавления) была мала. Однако, если толщина бокового шва 4 будет чрезмерно мала, прочность шва уменьшается, так что будет иметь место проблема, связанная с тем, что боковой шов 4 разорвется, когда носитель будет носить подгузник 1. По соображениям, связанным с этим, толщина 4W бокового шва 4 предпочтительно составляет 0,2 мм или более и более предпочтительно 0,25 мм или более, предпочтительно составляет 2 мм или менее и более предпочтительно 1,5 мм или менее и, в частности, предпочтительно находится в диапазоне от 0,2 до 2 мм и более предпочтительно в диапазоне от 0,25 до 1,5 мм.
[0022] К примерам средств, способных обеспечить регулирование толщины 4W (см. фиг.3) бокового шва 4 в вышеупомянутом определенном диапазоне, относится способ использования лазерного луча в качестве средства разрезания со сплавлением для непрерывного подгузника (непроиллюстрированного) и образования бокового шва 4 посредством облучения части непрерывного подгузника, в которой должен быть образован боковой шов 4, лазерным лучом, чтобы тем самым расплавить и разрезать данную часть непрерывного подгузника. Непрерывный подгузник получают посредством наложения друг на друга непрерывного переднего основного участка (непроиллюстрированной), включающего в себя передний участок F, и непрерывного заднего основного участка (непроиллюстрированной), включающего в себя задний участок R. То есть, когда боковой шов 4 представляет собой боковой шов, образованный посредством облучения непрерывного подгузника лазерным лучом, чтобы тем самым расплавить и разрезать непрерывный подгузник, толщина 4W бокового шва 4 может находиться в определенном диапазоне. Между тем, соответствующая переднего участка F сторона виртуальной прямой линии (непроиллюстрированной), которая разделяет подгузник 1 на две части в продольном направлении Х, представляет собой передний основной участок подгузника 1, и ее сторона, которая соответствует заднего участка R, представляет собой задний основной участок подгузника 1. Непрерывный передний основной участок образован так, что множество передних основных участков продолжаются/являются непрерывными в одном направлении (направлении перемещения), и непрерывный задний основной участок образован так, что множество задних основных участков продолжаются/являются непрерывными в одном направлении (направлении перемещения).
[0023] Как проиллюстрировано на фиг.3, толщина (ширина) 4W бокового шва 4 (участка бокового шва 4, скрепленного методом сплавления) больше толщины 3W участка каждого из переднего участка F и заднего участка R, которые образуют боковой шов, за исключением бокового шва 4 (участка, скрепленного методом сплавления). Подобное определенное соотношение значений толщины [толщина 3W части переднего участка F или заднего участка R, за исключением бокового шва 4 < толщина 4W бокового шва 4 (участка, скрепленного методом сплавления)] трудно обеспечить в способе образования бокового шва посредством использования средств нагрева-сдавливания в устройстве с нагревательными роликами или тому подобного. Поскольку передний участок и задний участок, образующие боковой шов (часть, скрепленную методом сплавления), который образован в соответствии с обычным способом посредством использования средств нагрева-сдавливания, сдавливаются в направлении толщины, толщина бокового шва меньше исходной толщины переднего участка и заднего участка (толщины участка каждого из переднего участка и заднего участка, за исключением бокового шва). То есть, соотношение (толщина 3W > толщина 4W) выполняется в подгузнике, который включает в себя боковые швы, образованные посредством нагрева и сдавливания непрерывного подгузника (непрерывного переднего основного участка и непрерывного заднего основного участка). Для выполнения соотношения (толщина 3W < толщина 4W), как в данном варианте осуществления, важно, чтобы непрерывный подгузник не сдавливался в направлении толщины на этапе образования боковых швов. К примерам способа образования бокового шва посредством разделения непрерывного подгузника без сдавливания непрерывного подгузника относятся разрезание и расплавление путем использования лазерного луча. То есть, примеры способа образования бокового шва посредством разделения непрерывного подгузника без сдавливания непрерывного подгузника включают способ образования бокового шва посредством подвода лазерного луча к части непрерывного подгузника, в которой должен быть образован боковой шов, и расплавления и разрезания данной части непрерывного подгузника путем использования лазерного луча в качестве средства расплавления и разрезания для непрерывного подгузника. Поскольку боковой шов, который образован таким способом, удовлетворяет соотношению (толщина 3W < толщина 4W), ощущение при касании бокового шва улучшается и его колющее воздействие ослабляется по сравнению с боковым швом, который образован посредством нагрева и сдавливания непрерывного подгузника. «Колющее воздействие», которое упомянуто здесь, - это воздействие, подобное описанному выше. Между тем, «участок переднего участка F или заднего участка R, за исключением бокового шва 4», которая представляет собой объект, толщина 3W которого должна быть измерена, представляет собой часть, имеющую такую же многослойную структуру, как часть, образующая боковой шов 4. В частности, к примерам «участка переднего участка F или заднего участка R, за исключением бокового шва 4» относится участок, который расположен между впитывающим узлом 2 и боковым швом 4.
[0024] Разность (4W-3W) толщины 4W и толщины 3W предпочтительно составляет 0,10 мм или более и более предпочтительно 0,15 мм или более, предпочтительно составляет 0,5 мм или менее и более предпочтительно 0,45 мм или менее и, в частности, предпочтительно находится в диапазоне от 0,10 до 0,5 мм и более предпочтительно в диапазоне от 0,15 до 0,45 мм. Сечения трех мест бокового шва одного подгузника, которые находятся на расстоянии друг от друга в продольном направлении, рассматривают при 50-200-кратном увеличении посредством микроскопа (торговое наименование: VHX-1000, изготавливается KEYENCE Corporation); получают толщину частей, подлежащих измерению, в соответствующих сечениях, и каждая из толщин 4W и 3W может быть получена в виде среднего значения толщин в трех местах. При осмотре сечения осмотр части, подлежащей измерению для определения толщины 4W, выполняют при отсутствии нагрузки, и осмотр части, подлежащей измерению для определения толщины 3W, выполняют таким образом, что данная часть, подлежащая измерению, будет зажата между плоскими пластинами под нагрузкой, составляющей 0,5 сН/см2.
[0025] В соответствии с одним из основных отличительных признаков данного варианта осуществления каждый из переднего участка F и заднего участка R, образующих боковой шов 4, имеет многослойную структуру, в которой множество листообразных элементов соединены путем ламинирования, температура плавления составляющего волокна, по меньшей мере, одного листообразного элемента из множества листообразных элементов отличается от температуры плавления составляющего волокна другого листообразного элемента, и каждая из многослойных структур переднего участка F и заднего участка R включает в себя многослойную структуру, 41 имеющую наиболее внутренний слой с низкой температурой плавления, и многослойную структуру 42, имеющую наиболее внутренний слой с высокой температурой плавления. Наиболее внутренний слой [слой, который образует поверхность, обращенную к многослойной структуре (многослойной структуре заднего участка R или переднего участка F), обращенной к многослойной структуре (многослойной структуре переднего участка F или заднего участка R)] многослойной структуры 41, имеющей наиболее внутренний слой с низкой температурой плавления, имеет многослойную структуру, образованную из листообразного элемента с низкой температурой плавления, у которого температура плавления составляющего волокна является самой низкой из множества листообразных элементов, образующих многослойную структуру 41. Кроме того, наиболее внутренний слой многослойной структуры 42, имеющей наиболее внутренний слой с высокой температурой плавления, имеет многослойную структуру, образованную из листообразного элемента с высокой температурой плавления, у которого температура плавления составляющего волокна является самой высокой из множества листообразных элементов, образующих многослойную структуру 41.
[0026] В данном документе в отношении «температуры плавления составляющего волокна» следует указать, что в том случае, когда листообразный элемент включает в себя два или более видов составляющих волокон, имеющих разные температуры плавления, температура плавления составляющего волокна, температура плавления которого является относительно высокой среди двух или более видов составляющих волокон, определяется как «температура плавления составляющего волокна» листообразного элемента. Кроме того, в том случае, когда составляющее волокно содержит два или более видов смол, имеющих разные температуры плавления, подобно многокомпонентному волокну, температура плавления смолы, температура плавления которой является относительно высокой среди двух или более видов смол, определяется как «температура плавления составляющего волокна». Между тем, «составляющее волокно» в выражении «температура плавления составляющего волокна» выбрано из волокна, доля которого как составляющего волокна в листообразном элементе составляет 15 масс.% или более (волокна, отношение всей массы которого как составляющего волокна в листообразном элементе к общей массе составляет 15 масс.% или более), и волокна, в котором доля смолы волокна составляет 15% или более (волокна, в котором отношение смолы, которая получена из всех составляющих волокон листообразного элемента, к общей массе составляет 15 масс.% или более).
[0027] Основные отличительные признака данного варианта осуществления будут описаны более подробно со ссылкой на фиг.4. Состав только наружного листа 31, который расположен в самом глубоком слое, из четырех видов листов 31, 32, 36 и 37, включенных в каждый из переднего участка F и заднего участка R бокового шва 4, отличается от состава каждого из остальных трех видов листов 32, 36 и 37, и температура плавления составляющего волокна наружного листа 31 выше температуры плавления составляющего волокна каждого из остальных трех видов листов 32, 36 и 37. Поскольку остальные листы 32, 36 и 37 имеют одинаковый состав, температуры плавления составляющих волокон остальных листов 32, 36 и 37 также равны друг другу. То есть, многослойная структура, включающая в себя данные четыре вида листов, включает в себя два вида листообразных элементов (лист 31 и листы 32, 36 и 37), у которых температуры плавления составляющих волокон отличаются друг от друга. Среди листов лист 31, который представляет собой листообразный элемент, у которого температура плавления составляющих волокон является сравнительно высокой, соответствует листообразному элементу с высокой температурой плавления, и все листы 32, 36 и 37, которые представляют собой листообразные элементы, у которых температуры плавления составляющих волокон являются сравнительно низкими, соответствуют листообразному элементу с низкой температурой плавления.
[0028] Кроме того, поскольку наиболее внутренний слой (слой, соседний с границей между передним участком F и задним участком R бокового шва 4) того участка (многослойной структуры из листов) каждого из переднего участка F и заднего участка R, который обозначен ссылочной позицией 41 на фиг.4, образован из листа 37, который представляет собой листообразный элемент с низкой температурой плавления, тот участок каждого из переднего участка F и заднего участка R, который обозначен ссылочной позицией 41 на фиг.4, представляет собой многослойную структуру, имеющую наиболее внутренний слой с низкой температурой плавления. Кроме того, поскольку наиболее внутренний слой того участка (многослойной структуры из листов) каждого из переднего участка F и заднего участка R, который обозначен ссылочной позицией 42 на фиг.4, образован из листа 31, который представляет собой листообразный элемент с высокой температурой плавления, тот участок каждого из переднего участка F и заднего участка R, который обозначен ссылочной позицией 42 на фиг.4, представляет собой многослойную структуру, имеющую наиболее внутренний слой с высокой температурой плавления.
[0029] В данном варианте осуществления многослойная структура 41, имеющая наиболее внутренний слой с низкой температурой плавления, расположена в участке бокового шва 4, за исключением верхнего в продольном направлении концевого участка бокового шва 4 и нижнего в продольном направлении концевого участка бокового шва 4, и многослойная структура 42, имеющая наиболее внутренний слой с высокой температурой плавления, расположена в верхнем в продольном направлении концевом участке бокового шва в продольном направлении Х. В частности, поскольку многослойная структура 42, имеющая наиболее внутренний слой с высокой температурой плавления, расположена в верхнем в продольном направлении концевом участке бокового шва 4, то есть у концевого участка отверстия, представляющего собой отверстие 5 для талии (сложенной части первого наружного листа 30, части, в которой размещены расположенные ниже пояса, эластичные элементы 51), как проиллюстрировано на фиг.4, многослойная структура 41, имеющая наиболее внутренний слой с низкой температурой плавления, расположена рядом с многослойной структурой 42, имеющей наиболее внутренний слой с высокой температурой плавления, которая расположена в верхнем в продольном направлении концевом участке бокового шва (в месте, находящемся на расстоянии от нижнего в продольном направлении концевого участка бокового шва).
[0030] Когда боковой шов образован способом термосварки в предшествующем уровне техники, прочность соединения, которая достигается посредством скрепления методом сплавления листов, у которых температуры плавления составляющих волокон являются низкими подобно листообразному элементу с низкой температурой плавления, может быть ниже прочности соединения, которая достигается посредством скрепления методом сплавления листов, температуры плавления которых являются высокими подобно листообразному элементу с высокой температурой плавления, вследствие данного способа и совместимости между боковым швом и составляющим волокном, имеющимся рядом с боковым швом. Напротив, при использовании способа сварки лазерным лучом, то есть в том случае, когда боковой шов образуют посредством подвода лазерного луча к непрерывному подгузнику, который получен посредством наложения друг на друга непрерывного переднего основного участка и непрерывного заднего основного участка, и расплавления и разрезания непрерывного подгузника, прочность соединения, которая достигается посредством скрепления методом сплавления листов, у которых температуры плавления составляющих волокон являются низкими подобно листообразному элементу с низкой температурой плавления, выше прочности соединения, которая достигается посредством скрепления методом сплавления листов, температуры плавления которых являются высокими подобно листообразному элементу с высокой температурой плавления, вследствие данного способа и совместимости между боковым швом и составляющим волокном, имеющимся рядом с боковым швом. На основе подобных знаний в данном варианте осуществления используют образование бокового шва 4 посредством использования способа лазерной сварки, и каждая из переднего участка F и заднего участка, образующих боковой шов 4, включает в себя, по меньшей мере, многослойную структуру 41, имеющую наиболее внутренний слой с низкой температурой плавления. Соответственно, в данном варианте осуществления сопротивление бокового шва 4 раздиру в участке, в котором имеется многослойная структура 41, имеющая наиболее внутренний слой с низкой температурой плавления, является более высоким, чем сопротивление бокового шва 4 раздиру в участке, в котором имеется многослойная структура 42, имеющая наиболее внутренний слой с высокой температурой плавления.
[0031] Как описано выше, в данном варианте осуществления каждый из переднего участка F и заднего участка R, образующих боковой шов 4, включает в себя многослойную структуру 41, имеющую наиболее внутренний слой с низкой температурой плавления, включающую в себя лист 37, который представляет собой листообразный элемент с низкой температурой плавления, в качестве слоя, самого глубокого. Соответственно, передний участок F и задний участок R жестко присоединены друг к другу посредством листа 37, расположенного между ними в боковом шве 4, так что боковому шву 4 придается достаточная на практике прочность соединения (достаточное на практике сопротивление раздиру). Следовательно, вряд ли будет возникать затруднение, связанное с тем, что боковой шов 4 разрывается, когда носитель носит подгузник 1. Сопротивление бокового шва раздиру измеряют следующим образом.
[0032]
[Метод измерения сопротивления бокового шва раздиру]
Сопротивление раздиру измеряют, используя устройство TENSILON RTC-1150А, которое изготавливается компанией Orientec Co., Ltd. После того как образец, полученный вырезанием отрезка бокового шва с длиной 30 мм, будет раскрыт в среднем слое и зажат в патроне посредством устройства, образец подвергают раздиру со скоростью 300 мм/мин. В этом случае значение максимальной нагрузки, приложенной в определенной точке, определяется как сопротивление бокового шва раздиру. Когда размер образца меньше 30 мм, боковой шов вырезают с максимальной длиной x (мм), которая может быть получена, и сопротивление раздиру измеряют таким же образом. Полученное сопротивление а раздиру преобразуют в выражение “a×(30/x)” и “a×(30/x)” определяют как сопротивление раздиру на длине 30 мм.
[0033] Кроме того, когда избавляются от подгузника 1, операцию разрыва подгузника 1 выполняют в боковом шве 4, как правило, при одновременном захвате концевого участка отверстия, представляющего собой отверстие 5 для талии, и участке вблизи концевого участка отверстия (верхнего концевого участка подгузника 1) обеими руками. Между тем, в данном варианте осуществления немногослойная структура 41, имеющая наиболее внутренний слой с низкой температурой плавления, прочность соединения (сопротивление раздиру) которой является сравнительно высокой (высоким), а многослойная структура 42, имеющая наиболее внутренний слой с высокой температурой плавления, прочность соединения (сопротивление раздиру) которой является сравнительно низкой (низким), расположена в верхнем в продольном направлении концевом участке бокового шва 4, который представляет собой место начала разрывания подгузника 1. Соответственно, можно легко разорвать подгузник 1 в боковом шве 4. Как описано выше, подгузник 1 имеет достаточную на практике прочность соединения и очень удобен в использовании/имеет отличную функциональность.
[0034] Кроме того, в данном варианте осуществления, как проиллюстрировано на фиг.4, многослойная структура 42, имеющая наиболее внутренний слой с высокой температурой плавления, включает в себя сложенную часть первого наружного листа 30 (эластичного листа), включающего в себя два листа 31 и 32. Соответственно, число соединенных путем ламинирования, листообразных элементов многослойной структуры 42, имеющей наиболее внутренний слой с высокой температурой плавления, больше числа соединенных путем ламинирования, листообразных элементов многослойной структуры 41, имеющей наиболее внутренний слой с высокой температурой плавления. Поскольку устойчивость поясной части, которая представляет собой часть, включающую в себя многослойную структуру, имеющую наиболее внутренний слой с высокой температурой плавления, в которой число соединенных путем ламинирования, листообразных элементов является сравнительно большим, повышается благодаря такой структуре, обеспечивается эффект, при котором комфорт при ношении подгузника повышается.
[0035] Кроме того, в данном варианте осуществления выполняется вышеупомянутое определенное соотношение значений толщины (толщина 3W части переднего участка F или заднего участка R, за исключением бокового шва 4 < толщина 4W бокового шва 4), и боковой шов 4 образован посредством подвода лазерного луча к непрерывному подгузнику и расплавления и разрезания непрерывного подгузника. Множество пустот (непроиллюстрированных) имеются в скрепленном методом сплавления участке материала бокового шва 4, который образован посредством расплавления и разрезания путем использования подвода лазерного луча. Подразумевается, что пустоты вызываются пустотами между составляющими волокнами листов, еще не подвергнутых скреплению методом сплавления, выполняемому посредством расплавления и разрезания. То есть, когда боковой шов образован посредством расплавления и разрезания с использованием подвода лазерного луча, формы листов, еще не подвергнутые расплавлению и разрезанию, вряд ли будут разрушаться и сохраняются. Это невозможно при термосварке или тому подобном способе, который широко используется в качестве средства для образования бокового шва. Поскольку лист, подлежащий обработке, сдавливается при термосварке, пустоты между составляющими волокнами листа «сдавливаются» за счет сдавливания листа. Соответственно, пустоты вряд ли будут иметься в боковом шве, который будет получен в конце концов. Когда лист, подлежащий обработке, подвергается термосварке без сдавливания в направлении толщины, как в данном варианте осуществления, форма составляющих волокон листа сохраняется, и множество пустот образуются в боковом шве (участка, скрепленного методом сплавления). Соответственно, характеристики пружинения и гибкость бокового шва улучшаются, и гарантируется воздухопроницаемость. В результате достигается повышение удобства в использовании, такое как улучшение текстуры или повышение комфорта при ношении подгузника и ослабление ощущения затхлости подгузника. Кроме того, поскольку пустоты имеются в скрепленном методом сплавления участке бокового шва 4, состояние участка, скрепленного методом, близко к состоянию участка, находящегося вблизи участка, скрепленного методом сплавления. Соответственно, также достигается эффект, при котором внешний вид подгузника будет аналогичным внешнему виду предмета нижнего белья.
[0036] Примеры способа образования бокового шва с использованием лазерного луча включают следующий способ. Способ обеспечения возможности входа листа, подлежащего обработке (непрерывного подгузника), в контакт с опорным элементом, включающим в себя часть для прохождения света, через которую может проходить лазерный луч, и облучения сдавленного листа, подлежащего обработке, лазерным лучом со стороны опорного элемента через часть для прохождения света. В таком способе образования бокового шва часть для прохождения света может представлять собой щелевидное отверстие, которое проходит насквозь через опорный элемент в направлении толщины.
[0037] По соображениям, связанным с более надежным достижением вышеупомянутого «состояния, в котором множество пустот имеются в скрепленном методом сплавления участке материала бокового шва», нижеуказанные условия предпочтительны в качестве режима подвода лазерного луча, используемого для образования бокового шва. То есть, используют лазер на основе диоксида углерода (СО2), выходная мощность при длине волны лазерного излучения составляет 24 Вт, диаметр пятна (части, к которой подводится лазерный луч) составляет 0,3 мм, и скорость сканирования лазерным лучом составляет 325 мм/с. Кроме того, по тем же соображениям предпочтительно, чтобы ширина щелевидного отверстия (части для прохождения света) опорного элемента (длина щелевидного отверстия в направлении, ортогональном к направлению перемещения листа, подлежащего обработке) составляла 2 мм. Кроме того, по тем же соображениям предпочтительно, чтобы давление, приложенное к листу, подлежащему обработке, во время подвода лазерного луча составляло 0,4 МПа.
[0038] Нетканый материал, который изготавливают разными способами изготовления, предпочтительно используется в качестве листообразного элемента с низкой температурой плавления (листов 32, 36 и 37 в данном варианте осуществления) и листообразного элемента с высокой температурой плавления (листа 31 в данном варианте осуществления). К примерам нетканого материала относятся нетканый материал, скрепленный пропусканием воздуха, нетканый материал, скрепленный посредством нагревательных роликов, нетканый материал, полученный гидроперепутыванием, нетканый материал фильерного способа производства, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал, полученный иглопробиванием, и тому подобное. Кроме того, поскольку нетканый материал, изготовленный из коротких волокон, является сравнительно объемным, текстура нетканого материала, изготовленного из коротких волокон, является особенно хорошей. Кроме того, поскольку нетканый материал, изготовленный из длинных волокон, имеет сравнительно высокую плотность волокон, легко обеспечивается высокая прочность соединения. Среди них, в частности, нетканый материал фильерного способа производства предпочтителен в качестве листообразного элемента с низкой температурой плавления, и нетканый материал, скрепленный пропусканием воздуха, предпочтителен в качестве листообразного материала с высокой температурой плавления по соображениям, связанным с балансом между текстурой и прочностью соединения подгузника.
[0039] Кроме того, к примерам составляющего волокна каждого из листообразного элемента с низкой температурой плавления и листообразного элемента с высокой температурой плавления относятся волокна, изготовленные из полиэтилена (ПЭ), полипропилена (ПП), сложных полиэфиров, таких как полиэтилентерефталат (ПЭТ) или полибутилентерефталат (ПБТ), и полиамидов. Данные волокна могут представлять собой короткие волокна или длинные волокна и могут быть гидрофильными или водоотталкивающими. Кроме того, многокомпонентное волокно типа волокна с ядром и эксцентриковой оболочкой или типа волокна с расположением компонентов бок о бок, расщепленное волокно, волокно с модифицированным поперечным сечением, извитое волокно, волокно, поддающееся термоусадке, и тому подобное также могут быть использованы в качестве составляющего волокна. Например, комбинации полиэтилентерефталата и полиэтилена (ПЭТ/ПЭ), полипропилена и полиэтилена (ПП/ПЭ), полипропилена (ПП) и полипропилена (ПП) с низкой температурой плавления, полиэтилентерефталата (ПЭТ) и полиэтилентерефталата (ПЭТ) с низкой температурой плавления и тому подобное могут быть использованы в качестве (сердцевинной части/оболочковой части) композиционного волокна. Из данных волокон одно из данных волокон может быть использовано само по себе, или могут быть использованы комбинации из двух или более данных волокон. Кроме того, могут быть использованы сополимеры материалов данных волокон, или данные волокна, к которым добавлена добавка, такая как смазочный материал.
[0040] Одним примером особенно предпочтительных комбинаций волокон может быть комбинация волокон, в которой листообразный элемент с низкой температурой плавления образован из моноволокна, изготовленного из полипропилена (ПП) (содержание полипропиленового моноволокна составляет 100 масс.%), и листообразный элемент с высокой температурой плавления образован из многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата (ПЭТ) и оболочковая часть которого выполнена из полиэтилена (ПЭ) (содержание многокомпонентного волокна типа волокна с ядром и оболочкой соответственно из полиэтилентерефталата и полиэтилена (ПЭТ/ПЭ) составляет 100 масс.%). В соответствии с такой комбинацией волокон вышеупомянутые эффекты достигаются более надежным образом.
[0041] Вышеупомянутый подгузник 1 может быть изготовлен по существу таким же способом, как способ изготовления натягиваемого одноразового подгузника данного вида. То есть, подгузник 1 может быть изготовлен способом изготовления, который включает этап получения непрерывного подгузника посредством наложения друг на друга непрерывного переднего основного участка, включающего в себя передний участок F, и непрерывного заднего основного участка, включающего в себя задний участок R, и образования бокового шва 4 посредством разрезания части непрерывного подгузника, в которой должен быть образован боковой шов 4. Непрерывный подгузник образуют так, чтобы заготовки (натягиваемые подгузники одноразового использования, в которых пара боковых швов 4 и 4 еще не образована) множества подгузников 1 продолжались/были непрерывными в одном направлении (боковом направлении Y).
[0042] По соображениям, связанным с более надежным достижением вышеупомянутых эффектов, предпочтительно, чтобы разрезание части непрерывного подгузника, в которой должен быть образован боковой шов 4, выполнялось посредством разрезания со сплавлением для расплавления и разрезания части непрерывного подгузника, в которой должен быть образован боковой шов. К примерам средства расплавления и разрезания относятся лазерный луч, нагретый режущий нож, термосварка с использованием перегретого хорошо известного средства термосварки, ультразвуковая сварка с использованием подвергнутых избыточной вибрации, хорошо известных средств ультразвуковой сварки и тому подобное. Среди данных средств разрезания со сплавлением, в частности, лазерный луч может обеспечить получение сравнительно малой ширины 4W (см. фиг.3) бокового шва 4 и эффективен для того, чтобы затруднить возникновение ситуации, при которой боковой шов 4 выделяется снаружи. Соответственно, предпочтителен лазерный луч.
[0043] Ниже будет описан первый наружный лист 30. Лист 30 проиллюстрирован на фиг.5. Лист 30 проиллюстрирован на фиг.5. Лист 30 имеет структуру, в которой филаментные эластичные элементарные нити присоединены к одной поверхности растяжимого волокнистого слоя, включающего в себя неэластичные волокна в качестве основного компонента. В данном варианте осуществления, как проиллюстрировано на фиг.5, лист 30 имеет: два листа, включая наружный лист 31 и внутренний лист 32, и множество филаментных эластичных элементарных нитей 33, расположенных между обоими листами 31 и 32. Каждый из листов 31 и 32 представляет собой «растяжимый волокнистый слой, включающий в себя неэластичные волокна в качестве основного компонента» (неэластичные волокна не проиллюстрированы на фиг.5). Содержание неэластичных волокон в каждом из листов 31 и 32, которые включают в себя неэластичные волокна в качестве основного компонента, предпочтительно составляет 60 масс.% или более и более предпочтительно 80 масс.% или более и может составлять 100 масс.%.
[0044] Каждый из наружного листа 31 и внутреннего листа 32 является растяжимым. Листы 31 и 32 являются растяжимыми в том же направлении, что и направление растягивания эластичных элементарных нитей 33 (боковое направление Y). «Растяжимость» включает (а) случаи, в которых составляющие волокна листа 31, 32 сами являются растяжимыми, и (b) случаи, в которых сами составляющие волокна являются нерастяжимыми, но листы 31, 32 в целом являются растяжимыми в результате, например, разделения волокон, которые были скреплены в точках пересечения, связывания и т.д. и получающегося в результате структурного изменения в трехмерной структуре, образованной волокнами, или разрыва составляющих волокон.
[0045] Наружный лист 31 и внутренний лист 32 могут быть растяжимыми в их исходном состоянии текстильного материала перед присоединением эластичных элементарных нитей 33. В альтернативном варианте листы 31, 32 могут представлять собой листы, которые являются нерастяжимыми в их исходном состоянии текстильного материала перед прикреплением эластичных элементарных нитей 33, но им придается растяжимость за счет обработки для придания им растяжимости после присоединения эластичных элементарных нитей 33. К примерам определенных способов для придания листам растяжимости относятся термообработка, растягивание между роликами, растягивание за счет зацепления между зубьями и впадинами или между зубьями и растягивание с удлинением посредством рамы для растяжки. С учетом предпочтительного способа изготовления первого наружного листа 30, который описан далее, предпочтительно, чтобы листы 31, 32 были нерастяжимыми в их исходном состоянии текстильного материала по соображениям, связанным с тем, что способность листов 31, 32 к перемещению повышается во время прикрепления эластичных элементарных нитей 33 к листам 31, 32 методом сплавления.
[0046] Наружный лист 31 и внутренний лист 32 являются растяжимыми и по существу неэластичными. Эластичность представляет собой свойство, при котором элемент может быть растянут и стягивается при снятии усилия, вызывающего растягивание элемента, но листы 31 и 32 не обладают таким свойством. Когда листы 31 и 32 обладают эластичностью, волокна, содержащие эластичную смолу, требуются в качестве составляющих волокон листов 31 и 32, и волокна, содержащие эластичную смолу, имеют тенденцию обладать липкостью, которая вызывает ухудшение текстуры нетканого материала. Соответственно, в данном варианте осуществления листы 31 и 32 выполнены по существу неэластичными, так что предотвращается ухудшение текстуры листов.
[0047] Эластичные элементарные нити 33 образованы путем растягивания эластичной смолы в ее расплавленном или размягченном состоянии, как описано далее. Каждая из множества эластичных элементарных нитей 33 является по существу непрерывной на всей длине первого наружного листа 30 (всей длине наружного покрывающего элемента 3 в боковом направлении Y). Множество эластичных элементарных нитей 33 расположены так, что они проходят в одном направлении (боковом направлении Y), не перекрещиваясь друг с другом. Между тем, в изобретении обеспечивается возможность непреднамеренного перекрещивания эластичных элементарных нитей 33 друг с другом вследствие неизбежного изменения условий изготовления листа 30. Пока множество эластичных элементарных нитей 33 не перекрещиваются друг с другом, множество эластичных элементарных нитей 33 могут проходить линейно или могут проходить при одновременном извивании.
[0048] Эластичные элементарные нити 33 присоединены к наружному листу 31 и внутреннему листу 32 в по существу не растянутом состоянии. Поскольку эластичные элементарные нити 33 не растянуты, существуют преимущества, заключающиеся в том, что ползучесть, вызванная растягиванием, не возникает, или эластичность не ухудшается при хранении исходных листов после прикрепления эластичных элементарных нитей 33 к листам 31 и 32 или после выполнения обработки, такой как растягивание. Кроме того, также не возникает деформация, которая вызывается натяжением намотанных исходных листов. Кроме того, например, если эластичная элементарная нить возвращается к длине, в 1,3 раза превышающей исходную длину, когда эластичные элементарные нити 33 прикрепляют к листам 31 и 32 при одновременном растягивании их для удвоения длины, эластичная элементарная нить может быть растянута только в 1,7 раза из данного состояния. Однако, когда эластичные элементарные нити прикреплены к листам 31 и 32 в нерастянутом состоянии, исходные начальные состояния эластичных листов, которые растягиваются, отличаются друг от друга. Соответственно, существует преимущество, заключающееся в том, что листы 31 и 32 могут быть растянуты до длины, до которой листы 31 и 32 могут быть растянуты или до максимальной степени удлинения эластичной элементарной нити 33.
[0049] Диаметр эластичной элементарной нити 33 не ограничен особым образом, но предпочтительно составляет 10 мкм или более предпочтительно 20 мкм или более, предпочтительно составляет 200 мкм или менее и более предпочтительно 130 мкм или менее, и, в частности, предпочтительно находится в диапазоне от 10 до 200 мкм и более предпочтительно в диапазоне от 20 до 130 мкм по соображениям, связанным с балансом между текстурой первого наружного листа 30 и полезностью/эффективностью эластичной элементарной нити 33 и тому подобного.
[0050] Поперечное сечение эластичной элементарной нити 33 может иметь круглую форму, но в некоторых случаях может иметь эллиптическую форму. Например, когда первый наружный лист 30 изготавливают способом изготовления (см. фиг.6), который будет описан ниже, поперечное сечение эластичной элементарной нити 33 «стремится» с некоторой вероятностью иметь эллиптическую форму. В этом случае предпочтительно, чтобы эластичная элементарная нить 33 была размещена в листе 30 так, чтобы большая ось эллипса имела то же направление, что и направление плоскости листа 30, и малая ось эллипса имела то же направление, что и направление толщины листа 30.
[0051] По соображениям, связанным с достаточной эластичностью и подобной ткани, хорошей текстурой первого наружного листа 30 и тому подобного, шаг размещения соседних эластичных элементарных нитей 33 и 33 (расстояние между центрами соседних эластичных элементарных нитей) предпочтительно составляет 0,1 мм или более и более предпочтительно 0,4 мм или более, предпочтительно составляет 5,0 мм или менее и более предпочтительно 1,0 мм или менее и, в частности, предпочтительно находится в диапазоне от 0,1 до 5,0 мм и более предпочтительно в диапазоне от 0,4 до 1,0 мм при условии, что диаметр эластичной элементарной нити 33 находится в пределах вышеуказанного диапазона.
[0052] В первом наружном листе 30 каждая из множества эластичных элементарных нитей 33 присоединена к наружному листу 31 и внутреннему листу 32 на всей ее длине. В данном случае выражение «присоединена на всей ее длине» означает, что все волокна (составляющие волокна листов 31 и 32), входящие в контакт с эластичными элементарными нитями 33, необязательно должны быть присоединены к эластичным элементарным нитям 33, и эластичные элементарные нити 33 присоединены к составляющим волокнам (неэластичным волокнам) листов 31 и 32 в том смысле, что случайно образованные несоединенные зоны отсутствуют на эластичных элементарных нитях 33. Поскольку эластичные элементарные нити 33 присоединены к каждому из листов 31 и 32 на всей их длине, сила соединения между эластичными элементарными нитями 33 и листами 31 и 32 может быть увеличена в достаточной степени. В результате, даже несмотря на то, что лист 30 растягивается, затруднено отделение эластичных элементарных нитей 33 от листов 31 и 32. Когда эластичные элементарные нити 33 отделяются от листов 31 и 32, образуются пространства между эластичными элементарными нитями 33 и листами 31 и 32 в естественном состоянии (состоянии релаксации) и лист 30 скорее всего будет образовывать складки. В результате лист 30 не создает ощущения выполненного как одно целое.
[0053] Кроме того, в первом наружном листе 30 часть множества неэластичных волокон, включенных в наружный лист 31 и внутренний лист 32, прикреплена методом сплавления к эластичным элементарным нитям 33 и заключена в эластичные элементарные нити 33. Неэластичные волокна, вделанные в эластичные элементарные нити 33, могут представлять собой все неэластичные волокна или часть неэластичных волокон, имеющихся вокруг эластичных элементарных нитей 33. «Вделывание» (в соответствии с изобретением), которое упоминается в данном документе, означает состояние, в котором части неэластичных волокон, имеющиеся в зонах пересечения между неэластичными волокнами и эластичными элементарными нитями 33, «вгоняются» в части эластичных элементарных нитей 33, имеющиеся в зонах пересечения, в зонах пересечения. Соответственно, состояние, в котором неэластичные волокна и эластичные элементарные нити 33 соединены друг с другом в виде точек или линий на их поверхностях, не охватывается понятием вделывания в соответствии с изобретением. Кроме того, по соображениям, связанным с повышением прочности соединения между неэластичными волокнами и эластичными элементарными нитями 33, предпочтительно, чтобы часть неэластичного волокна с размером, составляющим более половины диаметра неэластичного волокна, была заключена в эластичную элементарную нить 33.
[0054] Поскольку состояние, в котором эластичные элементарные нити 33 присоединены к неэластичным волокнам, включенным в наружный лист 31 и внутренний лист 32, такое, как описанное выше, прочность соединения между эластичными элементарными нитями 33 и листами 31 и 32 является высокой. Соответственно, затруднено отделение эластичных элементарных нитей 33 и листов 31 и 32 друг от друга при растягивании первого наружного листа 30. В результате, поскольку листы 31 и 32 растягиваются с хорошим «реагированием» вслед за растягиванием эластичной элементарной нити 33 при растягивании листа 30, достигается предпочтительный эффект, заключающийся в том, что эластичность листа 30 повышается. Кроме того, поскольку состояние, в котором эластичные элементарные нити 33 присоединены к неэластичным волокнам, включенным в листы 31 и 32, такое, как описанное выше, эластичные элементарные нити 33 входят в плотный контакт с листами 31 и 32. По этой причине труднее ощутить разницу в уровне высоты между частью, в которой имеется эластичная элементарная нить 33, и частью, в которой эластичная элементарная нить 33 отсутствует. Соответственно, также достигается предпочтительный эффект, заключающийся в том, что текстура листа 30 улучшается.
[0055] Между тем, состояние, в котором вышеупомянутые неэластичные волокна вделаны в эластичные элементарные нити 33, видно в части первого наружного листа 30, которая не подвергается сварке, но оно может быть не видно в его части, которая подвергается сварке, как в боковом шве 4. В данном случае выполнение сварки сопровождается расплавлением материала (смолы) листа 30, и примеры сварки включают сдавливание при нагреве, такое как вдавливание, ультразвуковую сварку, подвод лазерного луча и тому подобное. При выполнении сварки обеспечивается изменение состояния, в котором неэластичные волокна вделаны в эластичные элементарные нити 33 и которое имелось сначала, и состояние вделывания может исчезнуть. Соответственно, то обстоятельство, вделаны ли неэластичные волокна в эластичные элементарные нити 33 или нет, должно быть подтверждено в части наружного покрывающего элемента 3, которая не подвергается сварке.
[0056] Когда первый наружный лист 30 изготовлен способом изготовления (см. фиг.6), который будет описан ниже, достигается «состояние, в котором неэластичные волокна прикреплены методом сплавления к эластичным элементарным нитям 33 и вделаны в эластичные элементарные нити 33». Поскольку в соответствии со способом изготовления, который будет описан ниже, тепло не подводится к листам 31 и 32 и эластичные элементарные нити 33 прикреплены методом сплавления к листам 31 и 32 до затвердевания эластичной элементарной нити 33, полученной формованием из расплава, только волокна, имеющиеся вокруг эластичных элементарных нитей 33, будут присоединены к эластичным элементарным нитям 33. Поскольку волокна, имеющиеся в местах, более удаленных, чем вышеупомянутые волокна, сохраняют текстуру листов 31 и 32, имеется преимущество, заключающееся в том, что текстура листа 30 хорошо сохраняется.
[0057] Присоединение эластичных элементарных нитей 33 к листам 31 и 32 в первом наружном листе 30 обеспечивается посредством прикрепления волокон листов 31 и 32 методом сплавления к эластичным элементарным нитям 33 в то время, когда волокна (неэластичные волокна) листов 31 и 32 вделаны в эластичные элементарные нити 33, как описано выше, и не обеспечивается посредством использования адгезива, такого как термоплавкий клей. Соответственно, адгезив отсутствует между листами 31 и 32 (растяжимыми волокнистыми слоями, включающими в себя неэластичные волокна в качестве основного компонента) и эластичными элементарными нитями 33, присоединенными к листам 31 и 32. Поскольку адгезив отсутствует между листами 31 и 32 и эластичными элементарными нитями 33, прочность соединения бокового шва, включающего в себя данные элементы, дополнительно повышается.
[0058] Первый наружный лист 30 является эластичным в том же направлении, что и направление прохождения/растягивания эластичных элементарных нитей 33 (боковое направление Y). Эластичность листа 30 обеспечивается эластичностью эластичных элементарных нитей 33. При растягивании листа 30 в том же направлении, что и направление растягивания эластичных элементарных нитей 33, эластичные элементарные нити 33 и листы 31 и 32 растягиваются. Кроме того, при снятии растягивающего усилия с листа 30 эластичные элементарные нити 33 стягиваются и листы 31 и 32 возвращаются в состояние, в котором листы уже не растянуты в соответствии со стягиванием эластичных элементарных нитей. Кроме того, другие эластичные элементарные нити, присоединенные так, чтобы они были ортогональными к эластичным элементарным нитям 33, отсутствуют в листе 30. Соответственно, при растягивании листа 30 в том же направлении, что и направление растягивания эластичных элементарных нитей 33 (боковое направление Y), эластичный лист 30 растягивается без стягивания в боковом направлении Y, то есть по существу без так называемого уменьшения ширины при усадке.
[0059] Форма составляющих волокон наружного листа 31 и внутреннего листа 32 (растяжимых волокнистых слоев, включающих в себя неэластичные волокна в качестве основного компонента) первого наружного листа 30 такова, как описанная выше. Листы 31 и 32 могут представлять собой листы одного и того же вида или могут представлять собой листы разных видов. «Листы одного и того же вида», которые упоминаются в данном документе, означают листы, которые имеют одни и те же технологические процессы изготовления листов, одни и те же виды составляющих волокон листов, одни и те же диаметры и длины составляющих волокон, одну и ту же толщину и поверхностную плотность листов и тому подобное. Если, по меньшей мере, одна из данных характеристик отличается, листы представляют собой «листы разных видов».
[0060] Каждая из толщин наружного листа 31 и внутреннего листа 32 предпочтительно составляет 0,05 мм или более и более предпочтительно 0,1 мм или более, предпочтительно составляет 5,0 мм или менее и более предпочтительно 1 мм или менее и, в частности, предпочтительно находится в диапазоне от 0,05 до 5,0 мм и более предпочтительно в диапазоне от 0,1 до 1 мм. Сечения трех мест одного подгузника, которые находятся на расстоянии друг от друга в продольном направлении, рассматривают при 50-200-кратном увеличении посредством микроскопа (торговое наименование: VHX-1000, изготавливается KEYENCE Corporation) в состоянии, в котором лист, подлежащий измерению, зажат между плоскими пластинами под нагрузкой, составляющей 0,5 сН/см2; получают значения толщины листа, подлежащего измерению, в соответствующих сечениях, и толщина листа может быть получена как среднее значение толщин в трех местах. Кроме того, по соображениям, связанным с текстурой, толщиной и эстетичностью дизайна, каждая из поверхностных плотностей листов 31 и 32 предпочтительно составляет 3 г/м2 или более и более предпочтительно - 5 г/м2 или более, предпочтительно составляет 100 г/м2 или менее и более предпочтительно - 30 г/м2 или менее и, в частности, предпочтительно находится в диапазоне от 3 до 100 г/м2 и более предпочтительно - в диапазоне от 5 до 30 г/м2.
[0061] По соображениям, связанным с растяжимостью, текстурой, толщиной и стоимостью, поверхностная плотность множества эластичных элементарных нитей 33, размещенных между листами 31 и 32 (поверхностная плотность слоя эластичных элементарных нитей), предпочтительно составляет 3 г/м2 или более и более предпочтительно 4 г/м2 или более, предпочтительно составляет 30 г/м2 или менее и более предпочтительно 15 г/м2 или менее и, в частности, предпочтительно находится в диапазоне от 3 до 30 г/м2 и более предпочтительно в диапазоне от 4 до 15 г/м2.
[0062] Материал эластичной элементарной нити 33 представляет собой, например, термопластичный эластомер или резину. В частности, при использовании термопластичного эластомера в качестве материала становится возможным формование из расплава посредством экструдера подобно обычным термопластичным смолам. Кроме того, эластичные элементарные нити, полученные таким образом, могут легко подвергаться термоскреплению методом сплавления и, следовательно, пригодны для первого наружного листа 30. К примерам термопластичных эластомеров относятся: эластомеры на основе стирола, такие как SBS (блок-сополимер стирола и бутадиена с чередованием блоков), SIS (блок-сополимер стирола и изопрена с чередованием блоков), SEBS (блок-сополимер стирола и этилена-бутадиена с чередованием блоков) и SEPS (блок-сополимер стирола и этилена-пропилена с чередованием блоков), эластомеры на основе олефинов (α-олефиновые эластомеры на основе этилена или эластомеры на основе пропилена, сополимеризованные с этиленом, бутеном, октеном или тому подобным), эластомеры на основе полиэфиров и эластомеры на основе полиуретанов. Может быть использован эластомер только одного типа, или два или более типов могут быть использованы в комбинации. Кроме того, могут быть использованы двухкомпонентные волокна типа волокон с ядром и оболочкой или волокон с расположением компонентов бок о бок, изготовленные из вышеупомянутых смол.
[0063] Способ изготовления первого наружного листа 30 (эластичного листа) будет описан ниже на основе предпочтительного варианта его осуществления со ссылкой на фиг.6. В данном варианте осуществления, как проиллюстрировано на фиг.6, одновременно с приемом множества сформованных расплавленных эластичных элементарных нитей 33 из прядильных фильер 61 с заданной скоростью и их растягиванием, эластичные элементарные нити 33 прикрепляют методом сплавления к наружному листу 31 и внутреннему листу 32 так, чтобы они были размещены в одном направлении без перекрещивания друг с другом перед затвердеванием эластичных элементарных нитей 33. После этого листы 31 и 32, к которым эластичные элементарные нити 33 были прикреплены методом сплавления, растягивают в направлении прохождения/растягивания эластичных элементарных нитей 33, так что листам 31 и 32 придается растяжимость.
[0064] Как проиллюстрировано на фиг.6, прядильные фильеры 61 предусмотрены в прядильной головке 62. Прядильная головка 62 соединена с экструдером. Смола также может подаваться в прядильную головку 62 посредством шестеренчатого насоса. Эластичная смола, которая подвергнута расплавлению и пластикации посредством экструдера, подается в прядильную головку 62. Множество прядильных фильер 61 расположены линейно в виде одного ряда в прядильной головке 62. Прядильные фильеры 61 расположены вдоль направления ширины листов 31 и 32. Интервал между соседними прядильными фильерами 61 соответствует интервалу, с которым расположены эластичные элементарные нити 33 предусмотренного первого наружного листа 30. Прядильная фильера 61, как правило, имеет круглую форму и имеет цилиндрическое отверстие фильеры.
[0065] Эластичные элементарные нити 33, которые подвергнуты расплавлению и формованию, «сливаются» с листами 31 и 32, которые подаются из исходных листов с одинаковой скоростью, размещаются между обоими листами 31 и 32 и принимаются с заданной скоростью. Скорость приема эластичных элементарных нитей 33 соответствует скорости подачи обоих листов 31 и 32. Скорость приема эластичных элементарных нитей 33 влияет на диаметр и степень растяжения эластичной элементарной нити 33. Натяжение, которое создается в эластичной элементарной нити 33 вследствие растягивания, предотвращает неупорядоченность эластичных элементарных нитей 33, которая вызывается воздушным потоком или статическим электричеством при прикреплении эластичных элементарных нитей 33 к листам 31 и 32. Соответственно, эластичные элементарные нити могут быть размещены в определенном порядке в одном направлении без перекрещивания друг с другом.
[0066] Эластичные элементарные нити 33 «сливаются» с листами 31 и 32 до их затвердевания, то есть в состоянии, когда они поддаются прикреплению методом сплавления. В результате во время размещения эластичных элементарных нитей 33 между листами 31 и 32 они прикрепляются к листам 31 и 32 методом сплавления. То есть, поскольку эластичные элементарные нити 33, которые еще не затвердели, прикрепляются методом сплавления к листам 31 и 32, подлежащим перемещению, эластичные элементарные нити 33 захватываются и растягиваются. При прикреплении эластичных элементарных нитей 33 методом сплавления тепло не подводится к листам 31 и 32 извне. То есть, эластичные элементарные нити 33 прикрепляются к обоим листам 31 и 32 методом сплавления только под действием теплоты плавления, которая обеспечивается эластичными элементарными нитями 33, поддающимися прикреплению методом сплавления. В результате среди составляющих волокон обоих листов 31 и 32 только волокна, имеющиеся вокруг эластичных элементарных нитей 33, прикрепляются к эластичным элементарным нитям 33 методом сплавления, и волокна, имеющиеся в местах, более удаленных, чем вышеупомянутые волокна, не прикрепляются методом сплавления. В результате, поскольку тепло, подводимое к обоим листам 31 и 32, минимизировано, сохраняется исходная хорошая текстура самогó нетканого материала. Соответственно, текстура первого наружного листа 30, который должен быть получен, становится хорошей.
[0067] Поскольку эластичные элементарные нити 33 растягиваются до тех пор, пока отформованные эластичные элементарные нити 33 не «сольются» с листами 31 и 32, молекулы ориентируются в направлении растягивания. Кроме того, диаметр каждой эластичной элементарной нити уменьшается. По соображениям, связанным с достаточным растягиванием эластичных элементарных нитей 33 и предотвращением обрыва эластичных элементарных нитей 33, может быть обеспечено нагнетание воздуха (горячего воздуха, холодного воздуха), имеющего заданную температуру, к отформованным эластичным элементарным нитям 33 для регулирования температуры эластичных элементарных нитей 33.
[0068] Растягивание эластичных элементарных нитей 33 может представлять собой не только растягивание смоляной композиции (эластичной смолы), которая находится в расплавленном состоянии при образовании эластичных элементарных нитей 33, но также растягивание смоляной композиции, которая находится в размягченном состоянии, во время охлаждения эластичных элементарных нитей. Расплавленное состояние, которое упоминается в данном документе, представляет собой состояние, в котором смола течет при приложении внешнего усилия. Температура плавления смолы измеряется как максимальная температура при величине Tanδ, получаемой посредством определения вязкоупругих свойств (например, определяемых, когда вибрационная нагрузка в направлении поворота приложена к смоле, размещенной между круглыми параллельными плоскими пластинами). Предпочтительно зафиксировать длинную зону вытягивания для предотвращения обрыва нити при растягивании смоляной композиции. С этой точки зрения предпочтительно, чтобы температура плавления смоляной композиции находилась в интервале от 130 до 300°С. Кроме того, по соображениям, связанным с термостойкостью (температурой формования) смоляной композиции, предпочтительно, чтобы температура плавления находилась в интервале от 130 до 220°С. Температуру размягчения измеряют в качестве температуры в точке перегиба кривой модуля G’ накопления упругой деформации в качестве вязкоупругого свойства предназначенного для измерений образца листообразной смоляной композиции. Интервал между температурой размягчения и температурой плавления соответствует размягченному состоянию. По соображениям, связанным с ростом кристалла смоляной композиции во время хранения эластичного листа 30 и ухудшением упругих свойств эластичного листа 30, вызываемых температурой тела, температура размягчения предпочтительно составляет 60°С или более и более предпочтительно находится в интервале от 80°С до 180°С.
[0069] Во время присоединения эластичных элементарных нитей 33 к листам 31 и 32 эластичные элементарные нити 33 находятся в по существу не растянутом состоянии (состоянии, в котором эластичные элементарные нити не стягиваются при снятии внешнего усилия). Когда эластичные элементарные нити 33 будут присоединены к листам 31 и 32, по меньшей мере, часть волокон (неэластичных волокон), образующих листы 31 и 32, будет прикреплена методом сплавления к эластичным элементарным нитям 33, и более предпочтительно, чтобы как, по меньшей мере, часть эластичных элементарных нитей 33, так и часть волокон, образующих листы 31 и 32, были прикреплены друг к другу методом сплавления. Причина, по которой это предпочтительно, заключается в том, что может быть обеспечена достаточная прочность соединения. На упругие свойства первого наружного листа 30, который должен быть получен, влияет плотность расположения соединений между эластичными элементарными нитями 33 и листами 31 и 32. Кроме того, упругие свойства могут быть отрегулированы посредством температуры соединения, давления при соединении и отделения мест соединения друг от друга, вызываемого растягиванием листом 31 и 32, которое будет описано ниже. Поскольку составляющие волокна листов 31 и 32 прикреплены к эластичным элементарным нитям 33 методом сплавления, прочность соединения в каждом месте соединения повышается. Когда плотность расположения мест соединения является низкой, получают первый наружный лист 30, в котором противодействие растягиванию, вызываемое листами 31 и 32, уменьшено, и который имеет достаточную прочность соединения. Соответственно, предпочтительно, чтобы плотность расположения мест соединения была низкой.
[0070] Когда обеспечивается «слияние» эластичных элементарных нитей 33 с листами 31 и 32, эластичные элементарные нити 33 должны быть размещены в определенном порядке в одном направлении без перекрещивания друг с другом. Кроме того, во время обеспечения «слияния» эластичных элементарных нитей 33 с листами 31 и 32 и размещения эластичных элементарных нитей 33 между обоими листами 31 и 32 эластичные элементарные нити 33 и листы 31 и 32 сдавливаются между двумя прижимными роликами 63 и 63.
[0070] Комплекс 30’, в котором эластичные элементарные нити 33 размещены между двумя листами 31 и 32, получают таким образом. Когда листы, исходно обладающие растяжимостью, используются в качестве листов 31 и 32, комплекс 30’ представляет собой сам первый наружный лист 30 (эластичный лист). Между тем, когда листы, исходно не обладающие растяжимостью, используются в качестве листов 31 и 32, комплекс 30’, включающий в себя листы 31 и 32, подвергают обработке для растягивания. Обработку для растягивания выполняют посредством операции растягивания комплекса 30’ в направлении растягивания эластичных элементарных нитей 33 для придания растяжимости листам 31 и 32. В данном способе изготовления, как проиллюстрировано на фиг.6, устройство для растягивания, которое включает в себя два ролика 64 и 65 с впадинами между зубьями, на которых зубья и впадины между зубьями образованы попеременно в направлении вдоль окружности, обеспечивает возможность ввода комплекса 30’ в зону между обоими роликами 64 и 65 и обеспечивает растягивание комплекса 30’ в направлении перемещения комплекса 30’, то есть в направлении растягивания эластичных элементарных нитей 33, посредством перемещения комплекса 30’. Предусмотренный первый наружный лист 30 (эластичный лист) получают подобным образом.
[0072] Изобретение было описано выше на основе предпочтительных вариантов его осуществления, но изобретение не ограничено данными вариантами осуществления. Например, многослойная структура 42, имеющая наиболее внутренний слой с высокой температурой плавления, расположена только в верхнем в продольном направлении концевом участке бокового шва 4 в варианте осуществления, но может быть расположена только в его нижнем в продольном направлении концевом участке или может быть расположена в каждом из его определяемой в продольном направлении, верхнем участке и нижнем в продольном направлении концевого участка. Кроме того, эластичные элементы, которые образуют сборки, расположенные ниже пояса, и эластичные элементы, которые образуют сборки для ног, могут быть размещены в наружном покрывающем элементе 3 варианта осуществления, как в наружном покрывающем элементе натягиваемого одноразового подгузника данного типа. Кроме того, наружный покрывающий элемент 3 может включать в себя множество листов 30 или 36 или может включать в себя множество листов 30 и множество листов 36.
[0073] Нижеследующие дополнительные утверждения раскрыты в связи с вышеупомянутыми вариантами осуществления изобретения.
[0074] <1> Натягиваемый подгузник одноразового использования, содержащий:
впитывающий узел; и
наружный покрывающий элемент, который расположен на не обращенной к коже поверхности впитывающего узла и обеспечивает фиксацию впитывающего узла,
при этом оба краевых участка боковых сторон наружного покрывающего элемента переднего участка соединены с обоими краевыми участками боковых сторон наружного покрывающего элемента заднего участка так, что образованы два боковых шва, отверстие для талии и два отверстия для ног,
толщина бокового шва больше толщины участка каждого из переднего участка и заднего участка, которые образуют боковой шов, за исключением бокового шва,
каждый из переднего участка и заднего участка, образующих боковой шов, имеет многослойную структуру, в которой множество листообразных элементов соединены путем ламинирования, и температура плавления составляющего волокна, по меньшей мере, одного листообразного элемента из множества листообразных элементов отличается от температуры плавления составляющего волокна другого листообразного элемента,
каждая из многослойных структур переднего участка и заднего участка включает в себя многослойную структуру, имеющую наиболее внутренний слой с низкой температурой плавления, наиболее внутренний слой которой образован из листообразного элемента с низкой температурой плавления, имеющего самую низкую температуру плавления из множества листообразных элементов, и
боковой шов образован посредством облучения непрерывного подгузника лазерным лучом, чтобы тем самым расплавить и разрезать непрерывный подгузник, при этом непрерывный подгузник получают посредством наложения друг на друга непрерывного переднего основного участка, включающего в себя передний участок, и непрерывного заднего основного участка, включающего в себя задний участок.
<2> Натягиваемый подгузник одноразового использования по пункту <1>,
в котором многослойная структура, имеющая наиболее внутренний слой с низкой температурой плавления, расположена в участке бокового шва, за исключением верхнего в продольном направлении концевого участка бокового шва и нижнего в продольном направлении концевого участка бокового шва.
<3> Натягиваемый подгузник одноразового использования по пункту <1> или <2>,
в котором каждая из многослойных структур переднего участка и заднего участка включает в себя многослойную структуру, имеющую наиболее внутренний слой с высокой температурой плавления, наиболее внутренний слой которой образован из листообразного элемента с высокой температурой плавления, имеющего самую высокую температуру плавления из множества листообразных элементов; и
многослойная структура, имеющая наиболее внутренний слой с высокой температурой плавления, расположен в, по меньшей мере, одном из верхнего в продольном направлении концевого участка бокового шва и нижнего в продольном направлении концевого участка бокового шва.
<4> Натягиваемый подгузник одноразового использования по пункту <3>,
в котором число соединенных путем ламинирования, листообразных элементов в многослойной структуре, имеющей наиболее внутренний слой с высокой температурой плавления, больше числа соединенных путем ламинирования, листообразных элементов в многослойной структуре с типом самого внутреннего слоя с низкой температурой плавления.
<5> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<4>,
в котором наружный покрывающий элемент включает в себя многослойный элемент первого наружного листа, который образует не обращенную к коже поверхность наружного покрывающего элемента, и второго наружного листа, который образует обращенную к коже поверхность наружного покрывающего элемента, и
передний в продольном направлении концевой участок первого наружного листа (выступающая часть, выступающая от определяемого в продольном направлении переднего концевого участка первой наружной стороны) и задний в продольном направлении концевой участок первого наружного листа (выступающая часть, выступающая от определяемого в продольном направлении заднего концевого участка первой наружной стороны) загнуты по направлению к поверхности, обращенной к коже.
в котором наружный покрывающий элемент включает в себя многослойный элемент первого наружного листа, который образует не обращенную к коже поверхность наружного покрывающего элемента, и второго наружного листа, который образует обращенную к коже поверхность наружного покрывающего элемента, и
определяемые в продольном направлении передний концевой участок и задний концевой участок первого наружного листа (части, выступающие от переднего концевого участка и заднего концевого участка первого наружного листа в продольном направлении) загнуты по направлению к обращенной к коже поверхности.
<6> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<5>,
в котором лист, который покрывает узел и который проходит поперек впитывающего узла в боковом направлении, расположен на обращенной к коже поверхности наружного покрывающего элемента (второго наружного листа), и
лист, который покрывает узел, является непрерывным на всей длине наружного покрывающего элемента в боковом направлении и образует боковой шов.
[0076]
<7> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<6>,
в котором толщина 4W бокового шва предпочтительно составляет 0,2 мм или более и более предпочтительно 0,25 мм или более.
<8> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<7>,
в котором толщина 4W бокового шва предпочтительно составляет 2 мм или менее и более предпочтительно 1,5 мм или менее.
<9> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<8>,
в котором разность (4W-3W) толщины 4W бокового шва и толщины 3W участка каждого из переднего участка и заднего участка, которые образуют боковой шов, за исключением бокового шва предпочтительно составляет 0,10 мм или более и более предпочтительно 0,15 мм или более.
<10> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<9>,
в котором разность (4W-3W) толщины 4W бокового шва и толщины 3W участка каждого из переднего участка и заднего участка, которые образуют боковой шов, за исключением бокового шва предпочтительно составляет 0,5 мм или менее и более предпочтительно 0,45 мм или менее.
[0077] <11> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<10>,
в котором из множества листообразных элементов, включенных в каждую из переднего участка и заднего участка бокового шва, температура плавления составляющего волокна наружного листа, который расположен на наиболее внешнем слое, выше температуры плавления составляющего волокна другого листообразного элемента.
<12> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<11>,
в котором из множества листообразных элементов, включенных в каждую из переднего участка и заднего участка бокового шва, листообразные элементы, за исключением наружного листа, который расположен на наиболее внешнем слое, имеют одинаковый состав, и температуры плавления составляющих волокон остальных листообразных элементов также равны друг другу.
[0078] <13> Натягиваемый подгузник одноразового использования по любому из пунктов <3>-<12>,
в котором листообразный элемент с низкой температурой плавления образован из моноволокна, изготовленного из полипропилена, и
листообразный элемент с высокой температурой плавления образован из многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата и оболочковая часть которого выполнена из полиэтилена.
<14> Натягиваемый подгузник одноразового использования по любому из пунктов <3>-<13>,
в котором листообразный элемент с низкой температурой плавления представляет собой нетканый материал фильерного способа производства, и
листообразный элемент с высокой температурой плавления представляет собой нетканый материал, скрепленный пропусканием воздуха.
<15> Натягиваемый подгузник одноразового использования по любому из пунктов <3>-<14>,
в котором сопротивление бокового шва раздиру в участке, в котором имеется многослойная структура, имеющая наиболее внутренний слой с низкой температурой плавления, выше сопротивления бокового шва раздиру в участке, в котором имеется многослойная структура, имеющая наиболее внутренний слой с высокой температурой плавления.
<16> Натягиваемый подгузник одноразового использования по любому из пунктов <3>-<15>,
в котором составляющее волокно каждого из листообразного элемента с низкой температурой плавления и листообразного элемента с высокой температурой плавления представляет собой, по меньшей мере, один вид волокна, выбранного из группы, состоящей из полиэтиленового волокна, полипропиленового волокна, полиэтилентерефталатного волокна, полибутилентерефталатного волокна и полиамидного волокна.
<17> Натягиваемый подгузник одноразового использования по любому из пунктов <3>-<16>,
в котором составляющее волокно каждого из листообразного элемента с низкой температурой плавления и листообразного элемента с высокой температурой плавления представляет собой длинное волокно.
<18> Натягиваемый подгузник одноразового использования по любому из пунктов <3>-<17>,
в котором составляющее волокно каждого из листообразного элемента с низкой температурой плавления и листообразного элемента с высокой температурой плавления представляет собой, по меньшей мере, один вид волокна, выбранного из группы, состоящей из следующих многокомпонентных волокон типа волокна с ядром и оболочкой:
многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата и оболочковая часть которого выполнена из полиэтилена,
многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полипропилена и оболочковая часть которого выполнена из полиэтилена.
многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полипропилена и оболочковая часть которого выполнена из полипропилена с низкой температурой плавления,
многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата и оболочковая часть которого выполнена из полиэтилентерефталата с низкой температурой плавления.
<19> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<18>,
в котором множество пустот имеются в скрепленном методом сплавления участке материала в боковом шве.
[0079] <20> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<19>,
в котором наружный покрывающий элемент включает в себя эластичный лист,
эластичный лист имеет структуру, в которой филаментные эластичные элементарные нити присоединены к одной поверхности растяжимого волокнистого слоя, включающего в себя неэластичные волокна в качестве основного компонента, и
в частях наружного покрывающего элемента за исключением бокового шва часть неэластичных волокон прикреплена методом сплавления к эластичным элементарным нитям и заключена в эластичные элементарные нити.
<21> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<20>,
в котором эластичный лист содержит два листа, включая наружный лист и внутренний лист, в качестве волокнистого слоя, и
данные два листа являются растяжимыми в том же направлении, что и направление растягивания эластичных элементарных нитей (боковое направление).
<22> Натягиваемый подгузник одноразового использования по пункту <20> или <21>,
в котором само составляющее волокно волокнистого слоя растягивается, так что волокнистый слой является растяжимым в том же направлении, что и направление растягивания эластичных элементарных нитей (боковое направление).
<23> Натягиваемый подгузник одноразового использования по пункту <20> или <21>,
в котором волокнистый слой является растяжимым в том же направлении, что и направление растягивания эластичных элементарных нитей (боковое направление), в результате: 1) разделения волокон, которые были соединены в точках пересечения; 2) соединения волокон и получающегося в результате, структурного изменения в трехмерной структуре, образованной волокнами, или 3) разрыва составляющих волокон.
<24> Натягиваемый подгузник одноразового использования по любому из пунктов <20>-<23>,
в котором адгезив отсутствует между волокнистым слоем и эластичными элементарными нитями, присоединенными к волокнистому слою.
<25> Натягиваемый подгузник одноразового использования по любому из пунктов <20>-<24>,
в котором эластичные элементарные нити присоединены к волокнистому слою в по существу не растянутом состоянии.
<26> Натягиваемый подгузник одноразового использования по любому из пунктов <1> - <25>,
в котором эластичные элементарные нити образованы путем растягивания эластичной смолы в ее расплавленном или размягченном состоянии.
<27> Натягиваемый подгузник одноразового использования по любому из пунктов <1>-<26>,
в котором наружный покрывающий элемент включает в себя эластичный лист, имеющий структуру, в которой филаментные эластичные элементарные нити присоединены к одной поверхности растяжимого волокнистого слоя, включающего в себя неэластичные волокна в качестве основного компонента, и
волокнистый слой сделан растяжимым посредством термообработки, растягивания между роликами, растягивания с зажимом посредством использования впадин между зубьями или зубчатых колес или растягивания с удлинением посредством использования рамы для растяжки.
[0080] <28> Способ изготовления натягиваемого подгузника одноразового использования по любому из пунктов <1>-<27>, при этом способ включает:
этап образования бокового шва посредством облучения непрерывного подгузника, который получен путем наложения друг на друга непрерывного переднего основного участка, включающего в себя передний участок, и непрерывного заднего основного участка, включающего в себя задний участок, лазерным лучом, чтобы тем самым расплавить и разрезать непрерывный подгузник,
при этом каждый из непрерывного переднего основного участка и непрерывного заднего основного участка включает в себя наружный покрывающий элемент, и
наружный покрывающий элемент включает в себя эластичный лист, имеющий структуру, в которой филаментные эластичные элементарные нити присоединены к одной поверхности растяжимого волокнистого слоя, включающего в себя неэластичные волокна в качестве основного компонента.
<29> Способ по пункту <28>,
в котором эластичные элементарные нити образуют путем растягивания эластичной смолы в ее расплавленном или размягченном состоянии.
<30> Способ по пункту <28> или <29>,
в котором волокнистый слой делают растяжимым посредством термообработки, растягивания между роликами, растягивания с зажимом посредством использования впадин между зубьями или зубчатых колес или растягивания с удлинением посредством использования рамы для растяжки.
<31> Способ по любому из пунктов <28>-<30>,
в котором волокнистый слой не является растяжимым, когда он представляет собой исходный лист, еще не присоединенный к эластичным элементарным нитям.
<32> Способ по любому из пунктов <28>-<31>,
в котором на этапе образования бокового шва обеспечивают возможность входа непрерывного подгузника в контакт с опорным элементом, включающим в себя часть для прохождения света, через которую может проходить лазерный луч, для перевода непрерывного подгузника в сдавленное состояние, и сдавленный непрерывный подгузник облучают лазерным лучом со стороны опорного элемента через часть для прохождения света,
в качестве лазерного луча используют лазер на диоксиде углерода (СО2), выходная мощность при длине волны лазерного излучения составляет 24 Вт, диаметр пятна, облучаемого лазерным лучом, составляет 0,3 мм, и скорость сканирования лазерным лучом составляет 325 мм/с,
часть для прохождения света представляет собой щелевидное отверстие, которое проходит насквозь через опорный элемент в направлении толщины, и ширина отверстия составляет 2 мм, и
давление, приложенное к сдавленному непрерывному подгузнику, составляет 0,4 МПа.
<33> Натягиваемый подгузник одноразового использования, который изготовлен способом по любому из пунктов <28>-<32>.
Примеры
[0081] Изобретение будет описано более конкретно с использованием примеров, но изобретение не ограничено данными примерами.
[0082] [Пример 1]
Натягиваемый подгузник одноразового использования, имеющий такую же базовую структуру, как подгузник 1, проиллюстрированный на фиг.1-4, был изготовлен в соответствии с обычным способом. Впитывающий узел промышленно изготавливаемого и имеющего на рынке, натягиваемого подгузника одноразового использования (торговое наименование: “relief hatsuratsu super thin pull on disposable diaper like underwear” («ультратонкий натягиваемый подгузник одноразового использования relief hatsuratsu, подобный предмету нижнего белья»), изготавливаемый компанией Kao Corp.) был использован в качестве впитывающего узла, нижеописанный эластичный лист А, имеющий такую же структуру, как эластичный лист 30, проиллюстрированный на фиг.5, был использован в качестве первого наружного листа, образующего наружный покрывающий элемент, нетканый материал фильерного способа производства, образованный из моноволокна, изготовленного из полипропилена, и имеющий поверхностную плотность, составляющую 18 г/м2, был использован в качестве второго наружного листа, второй наружный лист был размещен на обращенной к коже поверхности наружного покрывающего элемента, и нижеописанный эластичный лист А был размещен на не обращенной к коже поверхности наружного покрывающего элемента (самый дальний от центра слой). Кроме того, нетканый материал фильерного способа производства, изготовленный из полипропилена и имеющий поверхностную плотность, составляющую 18 г/м2, был использован в качестве листа, покрывающего узел. При изготовлении подгузника по Примеру 1 лазерный луч был использован в качестве средства расплавления и разрезания для непрерывного подгузника (многослойного элемента, состоящего из непрерывного переднего основного участка, включающего в себя передний участок, и непрерывного заднего основного участка, включающего в себя задний участок), лазерный луч подводят к части непрерывного подгузника, в которой должен быть образован боковой шов, для расплавления и разрезания непрерывного подгузника, в результате чего образуются боковые швы. Подвод лазерного луча выполняли посредством устройства, имеющего такую же конструкцию, как лазерное соединительное устройство, раскрытое в документе JP 2010-188629 А, ранее поданном заявителем. В качестве лазерного луча был использован лазер на диоксиде углерода (СО2), выходная мощность лазера составляла 24 Вт, диаметр пятна составлял 0,3 мм, и скорость сканирования составляла 90 мм/с, и плотность D энергии составляла 0,89 Дж/мм2. Плотность D энергии (единица измерения: Дж/мм2) представляет собой величину, которую получают путем деления энергии подведенного лазерного луча на площадь зоны облучения и рассчитывают посредством нижеследующего выражения (1). В выражении (1) Р обозначает выходную мощность лазера (Вт), ϕ обозначает диаметр пятна, облучаемого лазерным лучом на листе (непрерывном подгузнике), который должен быть подвергнут расплавлению и разрезанию, и v обозначает скорость сканирования (мм/с) лазерным лучом.
[0083] [Математическое выражение 1]


[0084] <Эластичный лист А>
Эластичный лист А, имеющий структуру, в которой эластичные элементарные нити расположены между двумя волокнистыми слоями разных видов, образованными из неэластичных волокон (содержание неэластичных волокон составляет 100 масс.%), был изготовлен в соответствии со способом изготовления, проиллюстрированным на фиг.6. Во время изготовления эластичного листа А, как проиллюстрировано на фиг.6, комплекс, в котором эластичные элементарные нити размещены между двумя листами, проходит через обрабатывающее устройство, предназначенное для придания эластичности (растягивающее устройство), включающее в себя два ролика с впадинами между зубьями, на которых зубья и впадины между зубьями образованы попеременно в направлении вдоль окружности, как в паре роликов 64 и 65 с впадинами между зубьями. В результате эластичность была придана комплексу и был получен эластичный лист А. Множество эластичных элементарных нитей размещены в эластичном листе А с заданными интервалами, так чтобы они были параллельными друг другу.
Эластичная элементарная нить: термопластичный эластомер на основе стирола, и диаметр волокна составляет 110 мкм.
Поверхностная плотность эластичной элементарной нити: 10 г/м2
Один волокнистый слой (внутренний лист): нетканый материал фильерного способа производства, образованный из моноволокна (неэластичного волокна, при этом толщина волокна составляет 3,5 дтекс), изготовленного из полипропилена, и имеющий поверхностную плотность, составляющую 18 г/м2
Другой волокнистый слой (наружный лист): нетканый материал, скрепленный пропусканием воздуха, образованный из многокомпонентного волокна типа волокна с ядром и оболочкой (неэластичного волокна, при этом толщина волокна составляет 3,0 дтекс), изготовленного из полиэтилентерефталата (ПЭТ) (ядро-сердцевина)/полиэтилена (ПЭ) (оболочка), и имеющий поверхностную плотность, составляющую 20 г/м2
Поверхностная плотность эластичного листа А: 48 г/м2
[0085] Структура бокового шва подгузника по Примеру 1 будет описана со ссылкой на фиг.4. Из четырех видов листов 31, 32, 36 и 37, имеющихся в боковом шве, составляющее волокно листа 31 представляет собой многокомпонентное волокно типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата (ПЭТ) и оболочковая часть которого выполнена из полиэтилена (ПЭ), и каждое из составляющих волокон остальных листов 32, 36 и 37 представляет собой моноволокно, изготовленное из полипропилена (ПП). Кроме того, поскольку температура плавления многокомпонентного волокна типа волокна с ядром из полиэтилентерефталата (ПЭТ) и оболочкой из полиэтилена (ПЭ) представляет собой температуру плавления смолы, температура плавления которой является сравнительно высокой, как описано выше, температура плавления многокомпонентного волокна типа волокна с ядром из полиэтилентерефталата (ПЭТ) и оболочкой из полиэтилена (ПЭ) представляет собой температуру плавления (265°С) полиэтилентерефталата (ПЭТ). Поскольку в данном случае температура моноволокна, изготовленного из полипропилена (ПП), составляет 165°С и ниже температуры плавления полиэтилентерефталата (ПЭТ), каждый из листов 32, 36 и 37 представляет собой листообразный элемент с низкой температурой плавления, и лист 31 представляет собой листообразный элемент с высокой температурой плавления. Соответственно, как проиллюстрировано на фиг.4, каждый из переднего участка и заднего участка, образующих боковой шов подгузника по Примеру 1, включает в себя многослойную структуру, имеющую наиболее внутренний слой с низкой температурой плавления, обозначенную ссылочной позицией 41, и многослойную структуру, имеющую наиболее внутренний слой с высокой температурой плавления, обозначенную ссылочной позицией 42, в данном порядке от верхней концевой стороны бокового шва в продольном направлении бокового шва.
[0086] [Пример 2]
Натягиваемый подгузник одноразового использования был изготовлен так же, как в Примере 1, за исключением того, что вместо эластичного листа А был использован нижеописанный эластичный лист В.
[0087] <Эластичный лист В>
Эластичный лист В, имеющий структуру, в которой эластичные элементарные нити расположены между двумя волокнистыми слоями одного и того же вида, образованными из неэластичных волокон (содержание неэластичных волокон составляет 100 масс.%), был изготовлен в соответствии со способом изготовления, проиллюстрированным на фиг.6. Во время изготовления эластичного листа В, как проиллюстрировано на фиг.6, комплекс, в котором эластичные элементарные нити размещены между двумя листами, проходит через обрабатывающее устройство, предназначенное для придания эластичности (растягивающее устройство), включающее в себя два ролика с впадинами между зубьями, на которых зубья и впадины между зубьями образованы попеременно в направлении вдоль окружности, как в паре роликов 64 и 65 с впадинами между зубьями. В результате эластичность была придана комплексу и был получен эластичный лист В. Множество эластичных элементарных нитей размещены в эластичном листе В с заданными интервалами, так чтобы они были параллельными друг другу.
Эластичная элементарная нить: термопластичный эластомер на основе стирола, и диаметр волокна составляет 110 мкм.
Поверхностная плотность эластичной элементарной нити: 10 /м2
Волокнистые слои (внутренний и наружный листы): нетканый материал, скрепленный пропусканием воздуха, образованный из многокомпонентного волокна типа волокна с ядром и оболочкой (неэластичного волокна, при этом толщина волокна составляет 3,0 текс), изготовленного из полиэтилентерефталата (ПЭТ) (ядро-сердцевина)/полиэтилена (ПЭ) (оболочка), и имеющий поверхностную плотность, составляющую 20 г/м2
Поверхностная плотность эластичного листа В: 50 г/м2
[0088] Структура бокового шва подгузника по Примеру 2 будет описана со ссылкой на фиг.4. Из четырех видов листов 31, 32, 36 и 37, имеющихся в боковом шве, каждое из составляющих волокон листов 31 и 32 (образующих первый наружный лист) представляет собой многокомпонентное волокно типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата (ПЭТ) и оболочковая часть которого выполнена из полиэтилена (ПЭ), и каждое из составляющих волокон остальных листов 36 и 37 представляет собой моноволокно, изготовленное из полипропилена (ПП). То есть, каждый из листов 36 и 37 представляет собой листообразный элемент с низкой температурой плавления, и каждый из листов 31 и 32 представляет собой листообразный элемент с высокой температурой плавления. Соответственно, как проиллюстрировано на фиг.4, каждый из переднего участка и заднего участка, образующих боковой шов подгузника по Примеру 2, включает в себя многослойную структуру, имеющую наиболее внутренний слой с низкой температурой плавления, обозначенную ссылочной позицией 41, и многослойную структуру 42, имеющую наиболее внутренний слой с высокой температурой плавления, обозначенную ссылочной позицией 42, в данном порядке от верхней концевой стороны бокового шва в продольном направлении бокового шва.
[0089] [Сравнительный пример 1]
Натягиваемый подгузник одноразового использования был изготовлен так же, как в Примере 2, за исключением того, что одно и то же волокно (многокомпонентное волокно типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата (ПЭТ) и оболочковая часть которого выполнена из полиэтилена (ПЭ)), как и в каждом из двух листов, образующих первый наружный лист, было использовано в качестве составляющего волокна каждого из второго наружного листа и листа, покрывающего узел.
[0090] [Сравнительный пример 2]
Натягиваемый подгузник одноразового использования был изготовлен так же, как в Примере 2, за исключением того, что вместо эластичного листа В был использован нижеописанный эластичный лист С.
[0091] <Эластичный лист С>
Эластичный лист С, имеющий структуру, в которой эластичные элементарные нити расположены между двумя волокнистыми слоями одного и того же вида, образованными из неэластичных волокон (содержание неэластичных волокон составляет 100 масс.%), был изготовлен в соответствии со способом изготовления, проиллюстрированным на фиг.6. Во время изготовления эластичного листа С, как проиллюстрировано на фиг.6, комплекс, в котором эластичные элементарные нити размещены между двумя листами, проходит через обрабатывающее устройство, предназначенное для придания эластичности (растягивающее устройство), включающее в себя два ролика с впадинами между зубьями, на которых зубья и впадины между зубьями образованы попеременно в направлении вдоль окружности, как в паре роликов 64 и 65 с впадинами между зубьями. В результате эластичность была придана комплексу и был получен эластичный лист С. Множество эластичных элементарных нитей размещены в эластичном листе С с заданными интервалами, так чтобы они были параллельными друг другу.
Эластичная элементарная нить: термопластичный эластомер на основе стирола, и диаметр волокна составляет 110 мкм.
Поверхностная плотность эластичной элементарной нити: 10 /м2
Волокнистые слои (внутренний и наружный листы): нетканый материал фильерного способа производства, образованный из моноволокна (неэластичное волокно, при этом толщина волокна составляет 3,5 дтекс), изготовленного из полипропилена (ПП), и имеющий поверхностную плотность, составляющую 18 г/м2
Поверхностная плотность эластичного листа С: 46 г/м2
[0092] Структуры боковых швов подгузников по Сравнительным примерам 1 и 2 будут описаны со ссылкой на фиг.4. В подгузнике по Сравнительному примеру 1 каждое из составляющих волокон листов 31, 32, 36 и 37 четырех видов, имеющихся в боковом шве, представляет собой многокомпонентное волокно типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата (ПЭТ) и оболочковая часть которого выполнена из полиэтилена (ПЭ). Кроме того, в подгузнике по Сравнительному примеру 2 каждое из составляющих волокон листов 31, 32, 36 и 37 четырех видов, имеющихся в боковом шве, представляет собой моноволокно, изготовленное из полипропилена (ПП). То есть, листообразный элемент с низкой температурой плавления и листообразный элемент с высокой температурой плавления отсутствуют в боковых швах подгузников по Сравнительным примерам 1 и 2. Соответственно, передний участок и задний участок, образующие боковые швы подгузников, не включают в себя многослойную структуру, имеющую наиболее внутренний слой с низкой температурой плавления, и многослойную структуру 42, имеющую наиболее внутренний слой с высокой температурой плавления.
[0093] [Оценка]
Пять членов рабочей группы оценивали текстуру и прочность соединения бокового шва каждого из подгузников по соответствующим примерам и Сравнительным примерам. В отношении текстуры бокового шва следует указать, что каждый член рабочей группы касался боковых швов, каждый член рабочей группы оценивал боковой шов как О, когда каждый член рабочей группы ощущал мягкость, и каждый член рабочей группы оценивал боковой шов как х, когда каждый член рабочей группы ощущал твердость. Когда число членов рабочей группы, которые оценивали боковой шов как О, составляло 4 или более, боковой шов был всесторонне оценен как О. Когда число членов рабочей группы, которые оценивали боковой шов как О, составляло 3 или менее, боковой шов был всесторонне оценен как х. Кроме того, в отношении прочности соединения бокового шва следует указать, что каждый член рабочей группы расслаивал боковые швы, каждый член рабочей группы оценивал боковой шов как О, когда каждый член рабочей группы ощущал, что прочность соединения была достаточной, и легко расслаивал боковой шов, и каждый член рабочей группы оценивал боковой шов как х, когда каждый член рабочей группы испытывал беспокойство в связи с возникновением повреждений, таких как разрыв бокового шва, во время ношения подгузника, поскольку боковой шов легко расслаивался. Когда число членов рабочей группы, которые оценивали боковой шов как О, составляло 4 или более, боковой шов был всесторонне оценен как О. Когда число членов рабочей группы, которые оценивали боковой шов как О, составляло 3 или менее, боковой шов был всесторонне оценен как х.
[0094] В результате текстура и прочность соединения всех боковых швов по Примерам 1 и 2 были всесторонне оценены как О. Напротив, текстура по Сравнительному примеру 1 была всесторонне оценена как О, и прочность соединения по Сравнительному примеру 1 была всесторонне оценена как х, и текстура по Сравнительному примеру 2 была всесторонне оценена как х, и прочность соединения по Сравнительному примеру 2 была всесторонне оценена как О. Из вышеуказанных результатов можно понять, что целесообразно разместить вышеупомянутую многослойную структуру, имеющую наиболее внутренний слой с низкой температурой плавления, и вышеупомянутую многослойную структуру, имеющую наиболее внутренний слой с высокой температурой плавления, в каждом из переднего участка и заднего участка, образующих боковой шов, для повышения комфорта при ношении подгузника за счет улучшения текстуры бокового шва и для придания достаточной на практике прочности соединения и отличной функциональности боковому шву.
Промышленная применимость
[0095] В соответствии с изобретением разработан натягиваемый подгузник одноразового использования, который включает в себя боковые швы, имеющие достаточную на практике прочность соединения и отличную функциональность, имеет внешний вид, аналогичный внешнему виду предмета нижнего белья, и обеспечивает отличный комфорт при ношении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2659888C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК В ФОРМЕ ТРУСОВ | 2014 |
|
RU2639962C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2019 |
|
RU2766831C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2016 |
|
RU2677078C1 |
| Одноразовый подгузник типа трусов | 2015 |
|
RU2632379C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2019 |
|
RU2765116C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2019 |
|
RU2767824C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2710415C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2737305C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2716892C1 |

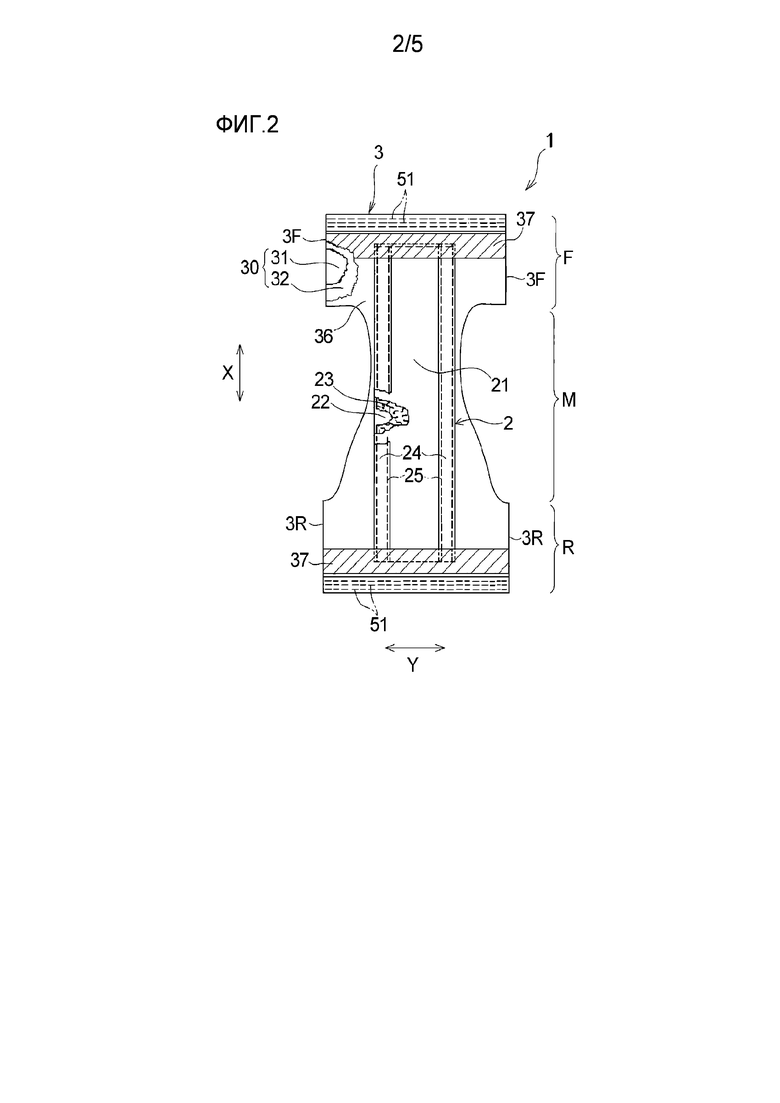

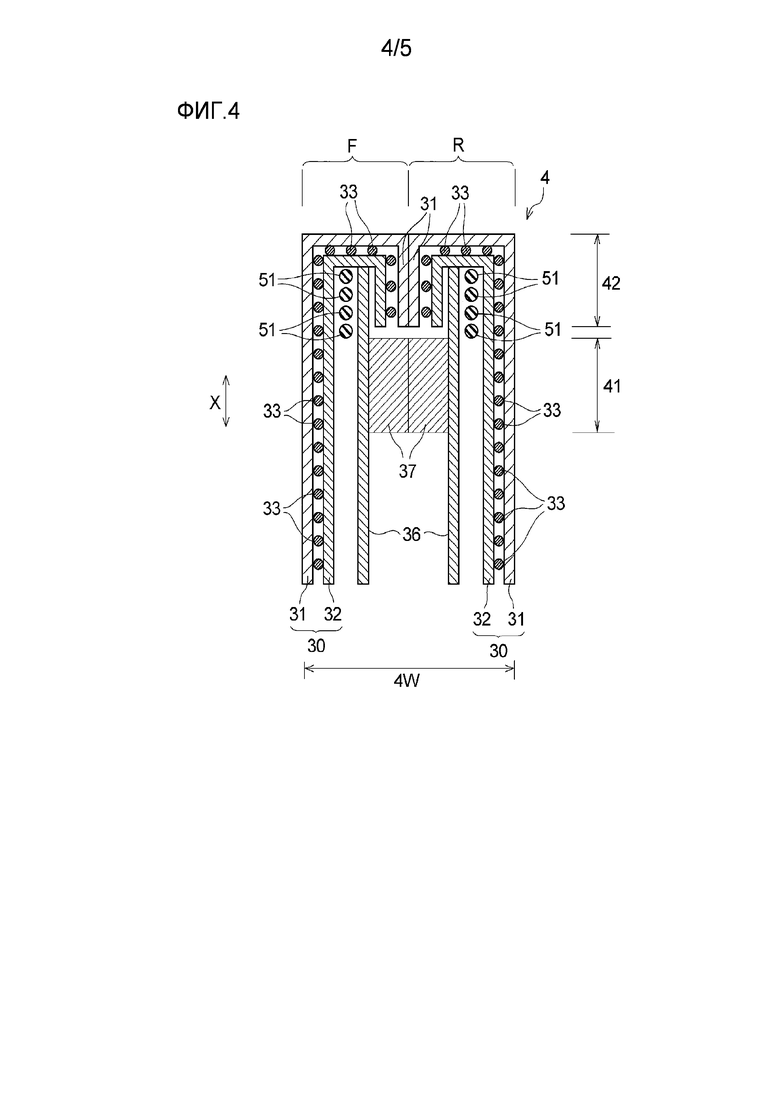

Толщина (4W) бокового шва (4) больше толщины участка каждого из переднего участка (F) и заднего участка (R), которые образуют боковой шов, за исключением бокового шва (4). Каждая из переднего участка (F) и заднего участка (R), образующих боковой шов, имеет многослойную структуру из множества листообразных элементов, и температура плавления составляющего волокна, по меньшей мере, одного листообразного элемента из множества листообразных элементов отличается от температуры плавления составляющего волокна другого листообразного элемента. Каждая из многослойных структур переднего участка (F) и заднего участка (R) включает в себя многослойную структуру (41), имеющую наиболее внутренний слой с низкой температурой плавления, наиболее внутренний слой которой образован из листообразного элемента (37) с низкой температурой плавления, температура плавления которого является самой низкой из множества листообразных элементов. Боковой шов (4) образован способом лазерной сварки. 3 н. и 25 з.п. ф-лы, 6 ил. 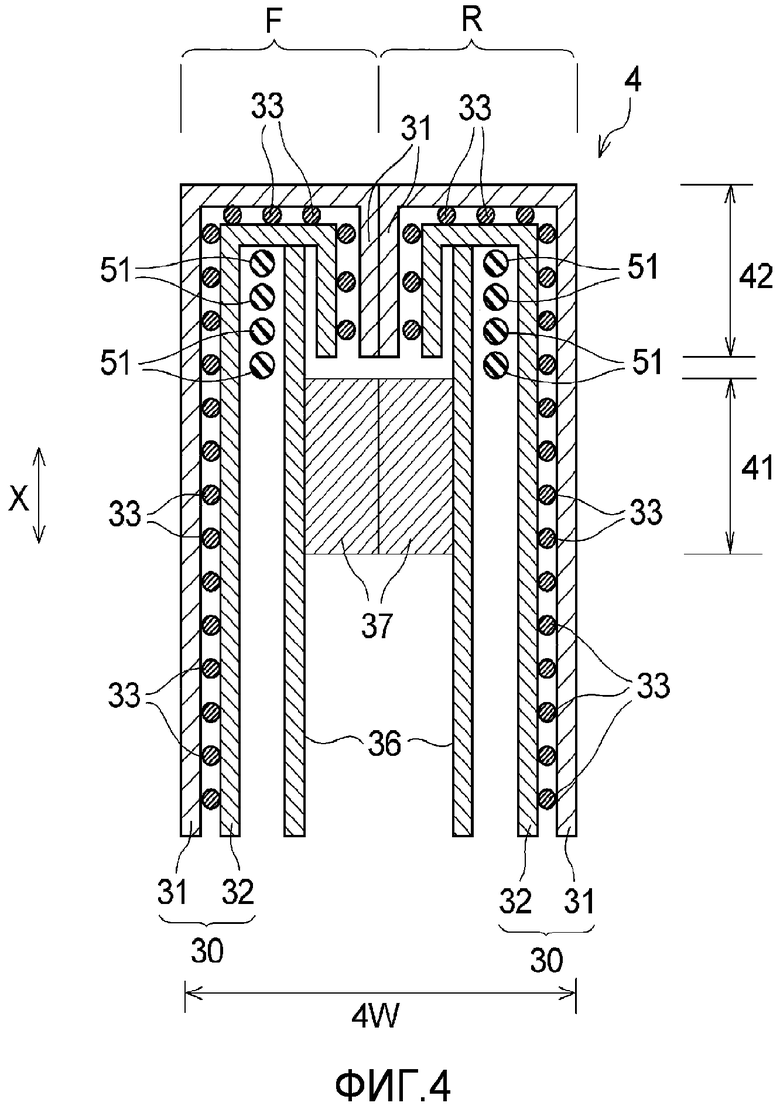
1. Натягиваемый подгузник одноразового использования, содержащий:
впитывающий узел; и
наружный покрывающий элемент, расположенный на не обращенной к коже поверхности впитывающего узла и выполненный с возможностью фиксации впитывающего узла,
при этом оба краевых участка боковых сторон наружного покрывающего элемента переднего участка соединены с обоими краевыми участками боковых сторон наружного покрывающего элемента заднего участка, так что образованы два боковых шва, отверстие для талии и два отверстия для ног,
каждый из переднего участка и заднего участка, образующих боковой шов, имеет многослойную структуру, в которой множество листообразных элементов соединены ламинированием, и температура плавления составляющего волокна, по меньшей мере, одного листообразного элемента из множества листообразных элементов отличается от температуры плавления составляющего волокна другого листообразного элемента,
каждая из многослойных структур переднего участка и заднего участка включает в себя многослойную структуру, имеющую наиболее внутренний слой с низкой температурой плавления, причем наиболее внутренний слой которой образован из листообразного элемента с низкой температурой плавления, имеющего самую низкую температуру плавления из множества листообразных элементов,
боковой шов образован посредством облучения непрерывного подгузника лазерным лучом, чтобы тем самым расплавить и разрезать непрерывный подгузник, при этом непрерывный подгузник получен посредством наложения друг на друга непрерывного переднего основного участка, включающего в себя передний участок, и непрерывного заднего основного участка, включающего в себя задний участок,
множество пустот имеются в скрепленном методом сплавления участке материала в боковом шве, и
толщина участка, скрепленного методом сплавления, больше толщины участка каждого из переднего участка и заднего участка, которые образуют боковой шов, за исключением бокового шва.
2. Подгузник по п.1, в котором многослойная структура, имеющая наиболее внутренний слой с низкой температурой плавления, расположена в участке бокового шва, за исключением верхнего в продольном направлении концевого участка бокового шва и нижнего в продольном направлении концевого участка бокового шва.
3. Подгузник по п.1, в котором каждая из многослойных структур переднего участка и заднего участка включает в себя многослойную структуру, имеющую наиболее внутренний слой с высокой температурой плавления, причем наиболее внутренний слой которой образован из листообразного элемента с высокой температурой плавления, имеющего самую высокую температуру плавления из множества листообразных элементов; и
многослойная структура, имеющая наиболее внутренний слой с высокой температурой плавления, расположена в, по меньшей мере, одном из верхнего в продольном направлении концевого участка бокового шва и нижнего в продольном направлении концевого участка бокового шва.
4. Подгузник по п.3, в котором число ламинированных листообразных элементов в многослойной структуре, имеющей наиболее внутренний слой с высокой температурой плавления, больше числа ламинированных листообразных элементов в многослойной структуре, имеющей наиболее внутренний слой с низкой температурой плавления.
5. Подгузник по п.3, в котором листообразный элемент с низкой температурой плавления образован из моноволокна, изготовленного из полипропилена, и
листообразный элемент с высокой температурой плавления образован из многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата и оболочковая часть которого выполнена из полиэтилена.
6. Подгузник по п.3, в котором листообразный элемент с низкой температурой плавления представляет собой нетканый материал фильерного способа производства и листообразный элемент с высокой температурой плавления представляет собой нетканый материал, скрепленный пропусканием воздуха.
7. Подгузник по п.3, в котором сопротивление бокового шва раздиру в участке, в котором имеется многослойная структура, имеющая наиболее внутренний слой с низкой температурой плавления, выше сопротивления бокового шва раздиру в участке, в котором имеется многослойная структура, имеющая наиболее внутренний слой с высокой температурой плавления.
8. Подгузник по п.3, в котором составляющее волокно каждого из листообразного элемента с низкой температурой плавления и листообразного элемента с высокой температурой плавления представляет собой, по меньшей мере, один вид волокна, выбранного из группы, состоящей из полиэтиленового волокна, полипропиленового волокна, полиэтилентерефталатного волокна, полибутилентерефталатного волокна и полиамидного волокна.
9. Подгузник по п.3, в котором составляющее волокно каждого из листообразного элемента с низкой температурой плавления и листообразного элемента с высокой температурой плавления представляет собой длинное волокно.
10. Подгузник по п.3, в котором составляющее волокно каждого из листообразного элемента с низкой температурой плавления и листообразного элемента с высокой температурой плавления представляет собой, по меньшей мере, один вид волокна, выбранного из группы, состоящей из следующих многокомпонентных волокон типа волокна с ядром и оболочкой:
многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата и оболочковая часть которого выполнена из полиэтилена,
многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полипропилена и оболочковая часть которого выполнена из полиэтилена,
многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полипропилена и оболочковая часть которого выполнена из полипропилена с низкой температурой плавления,
многокомпонентного волокна типа волокна с ядром и оболочкой, сердцевинная часть которого выполнена из полиэтилентерефталата и оболочковая часть которого выполнена из полиэтилентерефталата с низкой температурой плавления.
11. Подгузник по п.1, в котором наружный покрывающий элемент включает в себя многослойный элемент первого наружного листа, который образует не обращенную к коже поверхность наружного покрывающего элемента, и второго наружного листа, который образует обращенную к коже поверхность наружного покрывающего элемента, и передний в продольном направлении концевой участок первого наружного листа и задний в продольном направлении концевой участок первого наружного листа согнуты по направлению к поверхности, обращенной к коже.
12. Подгузник по п.1, в котором лист, который покрывает узел и который проходит поперек впитывающего узла в боковом направлении, расположен на обращенной к коже поверхности наружного покрывающего элемента, и лист, который покрывает узел, является непрерывным на всей длине наружного покрывающего элемента в боковом направлении и образует боковой шов.
13. Подгузник по п.1, в котором толщина бокового шва составляет 0,2 мм или более.
14. Подгузник по п.1, в котором толщина бокового шва составляет 0,25 мм или более.
15. Подгузник по п.1, в котором толщина бокового шва составляет 2 мм или менее.
16. Подгузник по п.1, в котором толщина бокового шва составляет 1,5 мм или менее.
17. Подгузник по п.1, в котором разность толщины бокового шва и толщины участка каждого из переднего участка и заднего участка, которые образуют боковой шов, за исключением бокового шва, первая - последняя, составляет 0,10 мм или более.
18. Подгузник по п.1, в котором разность толщины бокового шва и толщины участка каждого из переднего участка и заднего участка, которые образуют боковой шов, за исключением бокового шва, первая - последняя, составляет 0,15 мм или более.
19. Подгузник по п.1, в котором разность толщины бокового шва и толщины участка каждого из переднего участка и заднего участка, которые образуют боковой шов, за исключением бокового шва, первая - последняя, составляет 0,5 мм или менее.
20. Подгузник по п.1, в котором разность толщины бокового шва и толщины участка каждого из переднего участка и заднего участка, которые образуют боковой шов, за исключением бокового шва, первая - последняя, составляет 0,45 мм или менее.
21. Подгузник по п.1, в котором среди множества листообразных элементов, включенных в каждый из переднего участка и заднего участка бокового шва, температура плавления составляющего волокна наружного листа, который расположен на наиболее внешнем слое, выше температуры плавления составляющего волокна другого листообразного элемента.
22. Подгузник по п.1, в котором среди множества листообразных элементов, включенных в каждый из переднего участка и заднего участка бокового шва, листообразные элементы, за исключением наружного листа, который расположен на наиболее внешнем слое, имеют одинаковый состав, и температуры плавления составляющих волокон остальных листообразных элементов также равны друг другу.
23. Подгузник по п.1, в котором наружный покрывающий элемент включает в себя эластичный лист,
эластичный лист имеет структуру, в которой филаментные эластичные элементарные нити присоединены к одной поверхности растяжимого волокнистого слоя, включающего в себя неэластичные волокна в качестве основного компонента, и
в участках наружного покрывающего элемента, за исключением бокового шва, часть неэластичных волокон прикреплена методом сплавления к эластичным элементарным нитям и заключена в эластичные элементарные нити.
24. Подгузник по п.23, в котором эластичный лист содержит два листа, включая наружный лист и внутренний лист, в качестве волокнистого слоя, и данные два листа являются растяжимыми в том же направлении, что и направление растягивания эластичных элементарных нитей.
25. Подгузник по п.23, в котором само составляющее волокно волокнистого слоя растягивается, так что волокнистый слой является растяжимым в том же направлении, что и направление растягивания эластичных элементарных нитей.
26. Способ изготовления натягиваемого подгузника одноразового использования по п.1, при этом способ включает:
этап образования бокового шва посредством облучения непрерывного подгузника, который получен путем наложения друг на друга непрерывного переднего основного участка, включающего в себя передний участок, и непрерывного заднего основного участка, включающего в себя задний участок, лазерным лучом, чтобы тем самым расплавить и разрезать непрерывный подгузник,
при этом каждый из непрерывного переднего основного участка и непрерывного заднего основного участка включает в себя наружный покрывающий элемент, и
наружный покрывающий элемент включает в себя эластичный лист, имеющий структуру, в которой филаментные эластичные элементарные нити присоединены к одной поверхности растяжимого волокнистого слоя, включающего в себя неэластичные волокна в качестве основного компонента.
27. Способ по п.26, в котором на этапе образования бокового шва обеспечивают возможность входа непрерывного подгузника в контакт с опорным элементом, включающим в себя часть для прохождения света, через которую может проходить лазерный луч, для перевода непрерывного подгузника в сдавленное состояние, и сдавленный непрерывный подгузник облучают лазерным лучом со стороны опорного элемента через часть для прохождения света,
в качестве лазерного луча используют лазер на диоксиде углерода (СО2), выходная мощность при длине волны лазерного излучения составляет 24 Вт, диаметр пятна, облучаемого лазерным лучом, составляет 0,3 мм, и скорость сканирования лазерным лучом составляет 325 мм/с,
часть для прохождения света представляет собой щелевидное отверстие, которое проходит насквозь через опорный элемент в направлении толщины, и ширина отверстия составляет 2 мм, и
давление, приложенное к сдавленному непрерывному подгузнику, составляет 0,4 МПа.
28. Натягиваемый подгузник одноразового использования, который изготовлен способом по любому из п.26 или 27.
| JP 2010284228 A, 24.12.2010 | |||
| JP 2000279444 A, 10.10.2000 | |||
| JP 2013119008 A, 17.06.2013 | |||
| JP 2010005938 A, 14.01.2010. |

