ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способам получения изделий, таких как двухмерные и трехмерные изделия, включающие гибкие, растягивающиеся и/или эластичные материалы, такие как натуральные эластомеры и другие синтетические полимеры. Также настоящее изобретение относится к способам покрытия изделий волокнами, способам получения перфорированных растягивающихся и/или эластичных изделий.
УРОВЕНЬ ТЕХНИКИ
Из предшествующего уровня техники известны способы получения изделий из натуральных или искусственных латексных каучуков, однако полученные в результате изделия не воздухопроницаемы и вызывают на теле ощущение резины. В случае когда свободные волокна наносят перед нанесением материала изделия для создания комфортного тактильного ощущения, волокна поглощаются материалом изделия, делая его жестким, с получением при этом бархатистого внутреннего покрытия из волокон. Следовательно, продолжает существовать потребность в улучшенных способах получения воздухопроницаемых растягивающихся изделий с заданным тактильным ощущением.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способам получения растягивающихся, эластичных или сохраняющих форму изделий, образованных главным образом из таких материалов, как упругие эластомеры, включая без ограничения натуральный латексный каучук или полиуретан, с использованием контролируемого распыления основного материала на формующую поверхность, такую как шаблон. Полученное в результате изделие имеет одинаковую толщину или разную толщину в различных зонах, как задано. Также настоящее изобретение относится к улучшенным способам получения изделий с одно- или двухсторонней поверхностью, покрытой свободными волокнами, и способу получения микропористости в таких изделиях.
В одном варианте воплощения настоящее изобретении относится к способу получения растягивающегося изделия, указанный способ включает стадии: (a) нанесение смачивающего агента на формующую поверхность; (b) нанесение первого слоя свободных волокон, по меньшей мере, на часть формующей поверхности для получения, по меньшей мере, частично покрытой волокнами поверхности; и (c) распыление жидкого материала изделия на поверхность, покрытую волокнами, с получением слоя материала заранее заданной толщины на поверхности, покрытой волокнами, и получение растягивающегося изделия, где слой материала изделия имеет внутреннюю и внешнюю поверхность, и волокна прикреплены или закреплены на внутренней поверхности слоя материала изделия.
В одном аспекте этого варианта воплощения настоящего изобретения способ дополнительно включает стадию нанесения второго слоя свободных волокон на внешнюю поверхность слоя материала изделия. Свободные волокна могут быть нанесены непосредственно на внешнюю поверхность слоя материала изделия, где слой материала изделия смочен или не полностью высушен. В качестве альтернативы, слой материала изделия может быть сначала высушен и затем, по меньшей мере, один слой адгезива или второй слой материала изделия нанесен на слой материала изделия с получением адгезионного слоя. Затем на адгезионный слой могут быть нанесены свободные волокна. Это позволяет получить продукты с внутренними и внешними поверхностями, покрытыми свободными волокнами.
В другом аспекте этого варианта воплощения настоящего изобретения способ дополнительно включает стадии, позволяющие слою материала изделия высохнуть.
В другом варианте воплощения настоящее изобретение относится к способу получения растягивающегося изделия, указанный способ включает стадии: (a) нанесение геля на формующую поверхность; (b) нанесение первого слоя свободных волокон, по меньшей мере, на часть покрытой гелем формующей поверхности, таким образом, что свободные волокна закреплены в указанном геле и удерживаются им по существу в вертикальном положении относительно формующей поверхности (например, при использовании технологии электростатического флокирования) и волокна частично покрыты гелем; получение, по меньшей мере, частично покрытой волокнами поверхности; и (c) распыление жидкого материала изделия на указанные по существу находящиеся в вертикальном положении волокна, таким образом, что волокна погружены в сеть из капель материала изделия, получение слоя материала изделия на покрытой волокнами поверхности с получением растягивающегося изделия, где слой материала изделия имеет внутреннюю и внешнюю поверхность, и волокна прикреплены на внутренней поверхности слоя материала изделия по существу в вертикальном положении.
Эти и другие варианты воплощения настоящего изобретения будут более понятны из приведенного ниже детального описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - приведенное в качестве примера изделие. На 1A изделие находится на шаблоне, где первый слой волокон нанесен на смачивающий агент. На 1B изделие отделено от шаблона и смачивающий агент удален.
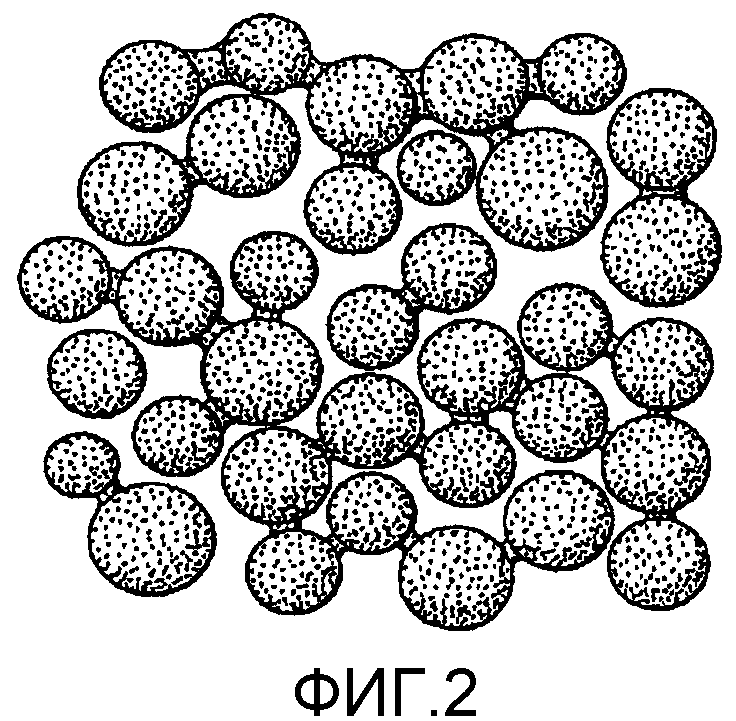
Фиг.2 - вид поверхности изделия, демонстрирующий микроперфорированный слой, созданный распылением капель.
Фиг.3 - часть изделия, демонстрирующая микропоры, образованные сетью капель.
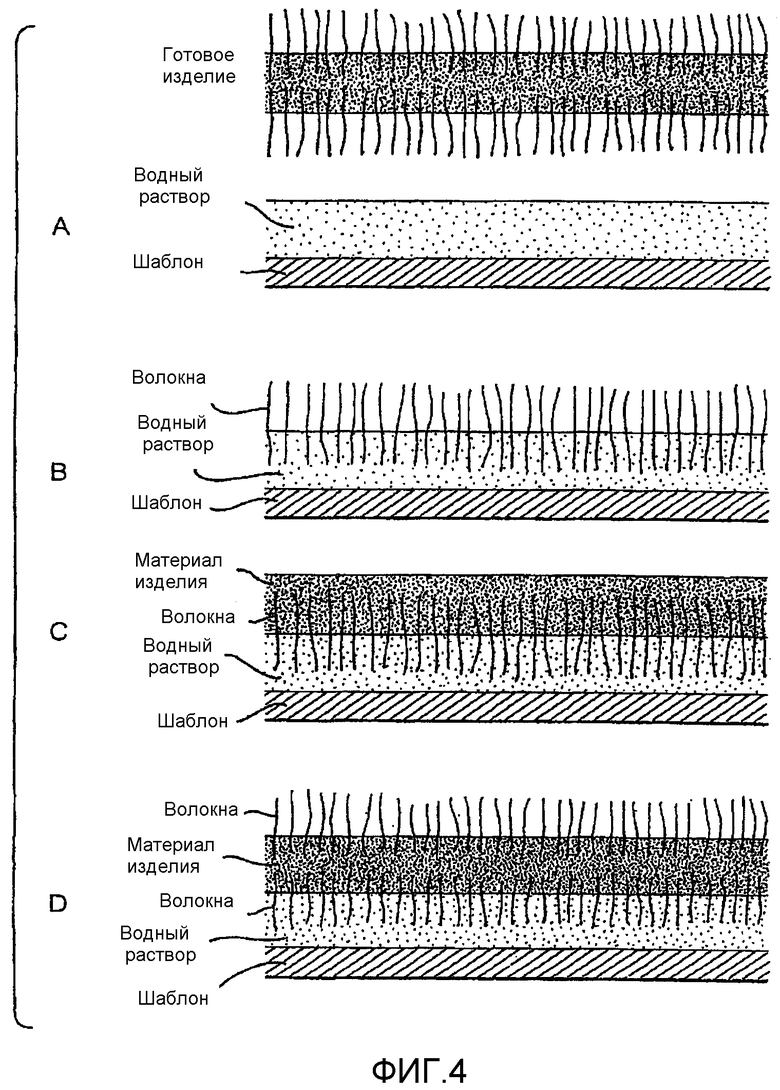
Фиг.4 - приведенный в качестве примера способ получения готового изделия, который предусматривает (A) нанесение водного раствора на шаблон; (B) нанесение волокон на водный раствор на шаблоне; (C) нанесение материала изделия на погруженные волокна; и (D) нанесение волокон поверх материала изделия.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способам получения растягивающихся, эластичных или сохраняющих форму изделий, состоящих главным образом из таких материалов, как упругие эластомеры, включая без ограничения натуральный латексный каучук, полиуретан или другие синтетические материалы, в распыляемой жидкой форме с использованием точного контролируемого распыления жидкого материала на формующую поверхность, такую как шаблон. Полученное в результате изделие имеет одинаковую или разную толщину в различных зонах, как задано. Также настоящее изобретение относится к способам получения изделий с одно- или двухсторонней флокированной поверхностью, покрытой свободными волокнами, и способам достижения заданной пористости для обеспечения воздухопроницаемости таких изделий. Также настоящее изобретение относится к изделиям, полученным способами по настоящему изобретению, шаблону и устройству для получения изделий на основе распыления материала изделия. Изделие, полученное по настоящему изобретению, имеет улучшенное ощущение комфорта с обеих сторон изделия. Использование способов и заготовки по настоящему изобретению позволяет достичь ощущения, аналогичного вызываемому тканью, и «звука, возникающего от движения ткани».
Используемый здесь термин «флок» или «флокирование» относится к нанесению, прикреплению или закреплению свободных волокон на поверхности.
Используемые здесь термины «шаблон», «форма» или «болванка» взаимозаменяемы. Шаблон или форма представляет собой технический объект любой заданной формы или размера и служит в качестве формы для получения изделий. Например, в случае, когда изделие должно иметь форму маски для лица, то шаблон или форма может быть сконструирована таким образом, чтобы воспроизводить форму и размер заданной маски для лица. Шаблон может быть плоским и двухмерным, таким как ленточный конвейер с плоской лентой. В качестве альтернативы шаблон может быть трехмерным и иметь сложную конфигурацию, которую изделие по существу повторяет. Дополнительно шаблон может быть сделан из любого подходящего материала, такого как металл (например, алюминий), фарфор, керамика, пластик или композит (например, металл и пластик).
Используемые здесь термины «продукт» и «изделие» взаимозаменяемы и также могут включать любой объект, который может быть получен при использовании способов, устройств и шаблонов по настоящему изобретению. Растягивающиеся, эластичные изделия имеют различное применение, включая без ограничения промышленное применение, такое как трубы, уплотнения, листовые мембраны, фильтрующие мембраны; применение в пищевой промышленности, такое как воздухопроницаемые растягивающиеся упаковки или мембранные укупоривающие элементы для объектов, включающих скоропортящиеся продукты, такие как пищевые продукты; в области медицинской промышленности для медицинских изделий, таких как повязки и бандажи; санитарной обработки, для атлетики, и в области средств личной гигиены, таких как швейные изделия, включая спецодежду и предметы нижнего белья, такие как бюстгалтеры, трусы, носки или перчатки, и любые другие швейные изделия, предметы нижнего белья или одежда для ветеринаров или для работы на открытом воздухе. Другие примеры швейных изделий приведены в USSN 10/723244, поданной 26 ноября 2003 г., и в USSN 09/744779, поданной 5 августа 1999 г., обе введены здесь ссылкой в полном объеме.
Используемый здесь термин «свободные волокна» относится к любому подходящему свободному флокируемому волокнистому материалу, включая натуральные или синтетические материалы, которые могут быть гидрофильными, гидрофобными или комбинацией обоих. Гидрофильные волокна включают смачиваемые волокна, то есть гидрофобные волокна, обработанные для нанесения на них гидрофильных, абсорбирующих волокон и суперабсорбирующих полимерных волокон. Примеры смачиваемых волокон включают бикомпонентные волокна, полипропиленовые волокна и полиэфирные волокна, которые обработаны, например, поверхностно-активными веществами. Примером смачиваемых волокон являются полиэфирные волокна, такие как DuPont-Akra Polyester Type 11A Bright, коммерчески доступные от DuPont Company, обработанные таким поверхностно-активным веществом, как Tween 20, коммерчески доступным от ICI Americas Inc. Абсорбирующие волокна представляют собой гидрофильные волокна. Абсорбирующие волокна могут включать вискозные волокна, акриловые волокна, нейлоновые волокна, волокна из поливинилового спирта и волокна из натуральной или гидратцеллюлозы. Примером абсорбирующих волокон являются вискозные волокна. Суперабсорбирующие полимерные волокна представляют собой гидрофильные волокна, которые разбухают и способны абсорбировать более чем около 5 грамм 1% солевого раствора на грамм (масса волокна). Примерами суперабсорбирующих полимерных волокон являются полиакрилатные волокна, волокна с привитыми сополимерами целлюлозы и волокна на основе малеиновой кислоты. Примеры суперабсорбирующих полимерных волокон включают OASIS Type 101, коммерчески доступные от Technical Absorbents Limited, и CAMELOT, коммерчески доступные от Camelot, Alberta, Canada. Предпочтительными для применения в настоящем изобретении являются хлопковые волокна. Может быть использован любой подходящий способ доставки свободных волокон, при котором они могут быть нанесены на поверхность. Например, свободные волокна могут быть распылены или вдуты воздухом на формующую поверхность наряду с электростатическим или пневматическим флокированием.
Используемое здесь выражение «материал изделия» включает подходящий растягивающийся материал, такой как натуральные или синтетические полимеры. Натуральные полимеры включают без ограничения латексный каучук. Синтетические полимеры включают без ограничения полиуретан. При распылении, как правило, используют эмульсии, суспензии или растворы материала изделия, например жидкий латексный каучук. После распыления материала изделия с проведением или без проведения дополнительных стадий материал изделия предпочтительно сушат перед его удалением с поверхности. Процесс сушки может включать процессы отверждения или твердения, в зависимости от выбора материала изделия. Например, в случае, когда используют латексный каучук, он будет отверждаться при высыхании. При осуществлении настоящего изобретения предпочтительным материалом изделия является натуральный латексный каучук, позволяющий получить прочные, гибкие, растягивающиеся, эластичные сохраняющие форму изделия.
Используемый здесь термин «формующая поверхность» относится к плоскому или двухмерному шаблону, такому как ленточный конвейер с плоской лентой, или любой подходящей плоской поверхности, которую по существу изделие повторяет. В качестве альтернативы, формующая поверхность может представлять собой трехмерный шаблон со сложной формой, которую по существу изделие повторяет. В качестве альтернативы, формующая поверхность может быть не плоской, а рельефной или сложной формы конвейерной лентой или их комбинацией. Формующая поверхность может быть из любого подходящего материала, такого как пластик, резина, композит (например, из металла и пластика или керамики), керамика, металл, такой как алюминий или нержавеющая сталь.
В уровне техники, предшествующем настоящему изобретению, получение изделий с двойными флокированными поверхностями было довольно сложным. Как правило, внешняя поверхность изделия находится на форме и может быть флокирована сначала. Для флокирования внутренней поверхности изделия, как правило, изделие удаляют из формы и переворачивают для обработки не флокированной внутренней поверхности. Адгезивный материал наносят слоем на нефлокированную внутреннюю поверхность, затем на адгезивный слой наносят свободные волокна. Поскольку проводят дополнительные стадии механического удаления и нанесения адгезива, способ получения двухсторонних флокированных изделий может быть трудным и дорогим, в частности, при получении тонких изделий. Настоящее изобретение неожиданно и значительно улучшает способы нанесения покрытия с двух сторон за счет снижения количества стадий в способе и уменьшения затрат. Дополнительно настоящее изобретение обеспечивает неожиданно эффективный и экономичный путь получения тонких изделий с флокированными внешней и внутренней поверхностями.
Следовательно, изделие с флокированной внутренней поверхностью может быть использовано для получения изделия двухстороннего флокированного изделия, и в другом варианте воплощения настоящего изобретения способ дополнительно включает стадию нанесения второго слоя свободных волокон на внешнюю поверхность слоя материала изделия. Это позволяет получить двухсторонние флокированные изделия (с внутренней и внешней стороны), без необходимости механического удаления из формы первоначально флокированного изделия.
Как указано выше, свободные волокна могут быть нанесены на формующую поверхность любым подходящим способом. Для временной адгезии свободных волокон на формующей поверхности перед нанесением слоя материала изделия поверхность может быть смочена подходящей средой или смачивающим агентом. Приведенные в качестве примера смачивающие агенты включают водную среду, такую как вода, водный раствор (например, раствор поверхностно-активного вещества), или суспензию (например, гель, такой как гидрогель) и раствор поверхностно-активного вещества. Смачивающий агент не должен препятствовать процедуре флокирования или вызывать любую деградацию слоя материала изделия. При распылении материала изделия свободные волокна приклеиваются к слою материала изделия и в результате образуют внутренний флокированный слой на распыленном изделии. Растворитель смачивающего агента, высушиваемый или выпариваемый на стадии сушки или отверждения основного слоя изделия, остается в малом количестве или вообще не остается. Остаток не ухудшает характеристики изделия, такие как мягкое тактильное ощущение. Однако, если требуется, остаток может быть удален при использовании любого походящего способа, такого как промывка или погружение в водный раствор, например воду, для удаления или вымывания любого остатка.
В некоторых вариантах воплощения настоящего изобретения смачивающий агент включает раствор с менее чем 5 масс.% целлюлозы. В другом варианте воплощения настоящего изобретения смачивающий агент представляет собой гель с более чем 95 процентами жидкости и небольшим количеством вещества желирующей основы, например желатина, поверхностно-активного вещества или целлюлозы. Смачивающий агент не вступает в реакцию или не окрашивает жидкий материал изделия и может быть легко удален из готового изделия. Смачивающие агенты по настоящему изобретению должны иметь такую вязкость, при которой волокна удерживаются в стабильном положении. Например, смачивающий агент может включать глицерин, гидроксиметилцеллюлозу, пропиленгликоль, синтетические или натуральные полимеры, белки, углеводы, сорбит, полисорбат, акриламид, метакриламид, N-алкилен метакриламид, N-диалкиленамино-алкилен метакриламид, N-метилол-метакриламид, N-винилформамид, N-винил-ацетамид, N-винил-N-метил-ацетамид, N-винил-N-метил-формамид, гидроксиэтил-акрилат, сложный эфир метакриловой кислоты моноаллилового эфира полиэтиленгликоля или алилового эфира полиэтиленгликоля. Например, смачивающим агентом, который может быть использован в настоящем изобретении, являются гидрогели (Hydromer, Inc., Cambridge Polymer Group and Vitality Medical).
В одном варианте воплощения настоящее изобретение относится к способу получения растягивающегося изделия, указанный способ включает стадии: (a) нанесение смачивающего агента на формующую поверхность; (b) нанесение первого слоя свободных волокон, по меньшей мере, на часть формующей поверхности с получением частично покрытой волокнами поверхности. Свободные волокна флокируют электростатически или при использовании любого другого подходящего способа, таким образом, что они попадают на формующую поверхность по существу перпендикулярно ей; и (c) распыление жидкого материала изделия на находящиеся в вертикальном положении волокна с получением слоя материала изделия заранее заданной толщины на поверхности, покрытой волокнами, с получением растягивающегося изделия, где слой материала изделия имеет внешнюю и внутреннюю поверхность и волокна прикрепляются на внутренней поверхности слоя материала изделия. Другой вариант воплощения настоящего изобретения дополнительно включает стадию нанесения второго слоя свободных волокон на внешнюю поверхность слоя материала изделия, где слой материала изделия не отверждают или частично отверждают. В другом варианте воплощения настоящего изобретения способ дополнительно включает стадии: сушки слоя материала изделия; и удаления растягивающегося изделия с поверхности. После удаления изделия с поверхности гель выпаривают, таким образом, что остается небольшой его остаток на первом слое волокон. Затем остаток может быть удален или уменьшен промыванием изделия в водной среде, например воде.
В одном варианте воплощения настоящего изобретения слой материала изделия имеет разную толщину в разных зонах или одинаковую толщину в разных зонах. Формующая поверхность представляет плоскую поверхность, такую как плоская конвейерная лента, или формующая поверхность имеет сложную форму. В другом варианте воплощения настоящего изобретения шаблон имеет сложную форму, которую изделие по существу повторяет. В другом варианте воплощения настоящего изобретения формующая поверхность имеет множество перфораций, и распыление проводят таким образом, что слой материала изделия, образованный поверх перфораций, по меньшей мере, незначительный.
В другом варианте воплощения настоящего изобретения волокна получены из натуральных или синтетических материалов, например хлопковые волокна с малой массой или вискозные волокна, или их комбинация. В другом варианте воплощения настоящего изобретения жидкий материал изделия включает натуральный или искусственный эластомер. Натуральный эластомер может включать натуральный латексный каучук, и искусственный эластомер может включать полиуретан.
В одном варианте воплощения настоящего изобретения стадия (a) включает нанесение смачивающего агента при заранее заданной толщине и пределах вязкости. В предпочтительном варианте воплощения настоящего изобретения смачивающий агент имеет вязкость в пределах от около 300 до около 100 сантипуазов. В другом предпочтительном варианте воплощения настоящего изобретения смачивающий агент представляет собой гель или раствор, включающий менее чем 5 масс.% целлюлозы.
В другом варианте воплощения настоящего изобретения стадия (b) включает нанесение волокон, таким образом, что волокна проникают в гель перпендикулярно формующей поверхности, и гель удерживает волокна в вертикальном положении. В другом варианте воплощения настоящего изобретения стадия (c) включает распыление жидкого материала изделия поверх вертикальных волокон с получением сети распыленного жидкого материала изделия поверх вертикальных волокон. Интенсивность и размер капель распыленного жидкого материала изделия может контролироваться, таким образом, что распыленный жидкий материал изделия образует пористый слой или единообразный и ровный слой. В одном варианте воплощения настоящего изобретения слой является микропористым.
В некоторых вариантах воплощения настоящего изобретения флокирование волокон на смачивающем агенте в виде гелевой основы предпочтительно проводят электростатически, таким образом, что сильное движение волокон по направлению к смоченному шаблону заставляет волокна двигаться и проникать в гель перпендикулярно формующей поверхности за счет явления сопротивления воздуха. Волокна проникают в слой геля, который будет удерживать волокна вертикально и будет покрывать часть каждого волокна, часть волокна, которая проникает в гель.
Распыление жидкого материла изделия, такого как латекс, поверх вертикальных волокон в результате ведет к образованию сетчатого слоя распыленного полимера поверх верхней не покрытой стороны вертикальных волокон. Образование такого сетчатого слоя может быть эффективно проведено за счет контроля интенсивности распыления, которое в свою очередь контролирует непрерывность распыленного слоя, созданного распылением материала изделия. Такая процедура позволяет получить пористый слой или микропористый слой, или более однородный и ровный слой. Контроль интенсивности распыления, размера капель и поверхностного натяжения материала изделия позволяет контролировать пористость и воздухопроницаемость готового изделия.
Контроль интенсивности распыления может быть осуществлен, например, за счет контроля скорости движения распылительной форсунки относительно формующей поверхности, размер капель может контролироваться изменением давления распыляемого воздуха и изменением давления распыляемого материала за счет изменения диаметра отверстия форсунки и изменения вязкости распыляемой жидкости. Поверхностное натяжение может контролироваться за счет изменения химической композиции, свойств и разбавления жидкого материала изделия. Микропористый или микроперфорированный слой получают, когда размер капель относительно большой и когда поверхностное натяжение относительно высокое таким образом, что капли с трудом соединяются вместе и между ними остается небольшое пространство. Небольшое количество жидкости, абсорбируемой волокнами сразу же после распыления материала изделия поверх волокон, является другой причиной создания неровного микропористого слоя.
В одном варианте воплощения настоящего изобретения создание слоя изделия осуществляют за несколько стадий распыления таким образом, что неровный пористый слой материала изделия сначала отверждают или частично отверждают и затем распыляют второй слой таким образом, что за счет поверхностного напряжения второго слоя большинство капель удерживается, соединяясь с заранее созданной сетью, что позволяет создать более толстый и прочный слой, сохраняя при этом микропористость изделия.
Предпочтительно смачивающий агент представляет собой водный раствор, который может быть нанесен на формующую поверхность. В некоторых вариантах воплощения настоящего изобретения смачивающий агент вязкий, например имеет вязкость меда или гелевого материала. Например, вязкость смачивающего агента может составлять в пределах от около 300 до около 10000 сантипуазов.
Изделие, полученное способами, использующими смачивающий агент, удерживающий волокна вертикально на поверхности шаблона, демонстрирует удивительные и неожиданные результаты, которые обеспечивают изделию превосходные свойства. Преимущество применения густого смачивающего агента одновременно с технологией электростатического флокирования с контролем распыления капель слоя материала изделия заключается в том, что волокна удерживаются по существу в вертикальном положении с получением поверхностей изделия, которые однородно и эффективно покрыты волокнами, без погружения волокон в слой материала изделия на внутренней стороне слоя. Поскольку перпендикулярно расположенные волокна проникают в смачивающий агент, они удерживаются в перпендикулярном положении смачивающим агентом и временно частично покрыты указанным смачивающим агентом.
Когда распыленная жидкость материала изделия нанесена поверх волокон, покрытая часть волокон защищена от покрытия указанной жидкостью материала изделия, на этой стадии изменяют угол, при этом угле подачи жидкость материала изделия волокна остается на месте, сохраняя все еще перпендикулярное расположение к поверхности. На более поздней стадии смачивающий агент будет смыт или выпарен, открывая покрытую ранее часть волокон, которые будут свободны от слоя материала изделия, располагаясь по существу перпендикулярно его поверхности. Это создает гладкий и бархатистый слой волокон, покрывающий внутреннюю поверхность слоя изделия, аналогично внутренней флокированной поверхности, такой результат не может быть достигнут при другом способе.
Дополнительно вертикальные волокна внутреннего слоя способствуют образованию воздухопроницаемого изделия, поскольку вертикальные волокна усиливают образование пор в изделии.
В другом аспекте этого варианта воплощения настоящего изобретения формующая поверхность представляет собой плоскую поверхность.
Специалисту в области техники, к которой относится настоящее изобретение, следует понимать, что оно по существу не ограничивается приведенным выше описанием. Также специалисту в области техники, к которой относится настоящее изобретение, следует понимать, что в объем притязаний настоящего изобретения входят различные вариации и модификации различных признаков, приведенных в описании и на чертежах, что не делает предшествующий уровень техники.


Изобретение относится к технологии получения гибких, растягивающихся и/или эластичных изделий, таких как натуральные эластомеры и другие синтетические полимеры, и касается способа получения растягивающихся изделий. Способ включает: нанесение смачивающего агента на формующую поверхность; нанесение первого слоя свободных волокон на часть формующей поверхности, покрытой смачивающим агентом, таким образом, что свободные волокна закрепляются и удерживаются в нем в вертикальном положении относительно формующей поверхности, при этом волокна частично покрыты смачивающим агентом с получением, по меньшей мере, частично покрытой волокнами поверхности; распыление жидкого материала изделия на вертикально расположенные волокна таким образом, что волокна погружены в сеть из капель материала изделия, с получением слоя материала изделия на поверхности, покрытой волокнами, и с получением растягивающегося изделия, где слой материала изделия имеет внутреннюю и внешнюю поверхность, и волокна прикреплены на внутренней поверхности слоя материала изделия. Изобретение обеспечивает получение воздухопроницаемых растягивающихся изделий с заданным тактильным ощущением. 3 н. и 22 з.п. ф-лы, 4 ил.
1. Способ получения растягивающегося изделия, включающий стадии:
(a) нанесение смачивающего агента на формующую поверхность;
(b) нанесение первого слоя свободных волокон, по меньшей мере, на часть формующей поверхности, покрытой смачивающим агентом, таким образом, что свободные волокна закрепляются в указанном смачивающем агенте и удерживаются в нем по существу в вертикальном положении относительно формующей поверхности, при этом волокна частично покрыты смачивающим агентом с получением, по меньшей мере, частично покрытой волокнами поверхности; и
(c) распыление жидкого материала изделия на указанные по существу вертикально расположенные волокна таким образом, что волокна погружены в сеть из капель материала изделия, с получением слоя материала изделия на поверхности, покрытой волокнами, и с получением растягивающегося изделия, где слой материала изделия имеет внутреннюю и внешнюю поверхность, и волокна прикреплены на внутренней поверхности слоя материала изделия.
2. Способ по п.1, где распыление жидкого материала изделия поверх по существу вертикально расположенных волокон создает сеть частично связанных капель материала изделия.
3. Способ по п.2, дополнительно включающий распыление материала изделия более чем за одну стадию, таким образом, что контролируется пористость слоя материала изделия.
4. Способ по п.1, где стадия (а) включает нанесение смачивающего агента с заранее заданными пределами толщины и вязкости.
5. Способ по п.п.1 или 4, где смачивающий агент представляет собой гель.
6. Способ по любому из пп.1-3, где интенсивность и размер капель распыленного жидкого материала изделия контролируют таким образом, что распыленный жидкий материал изделия образует пористый слой или однородный и ровный слой.
7. Способ по п.6, где слой представляет собой микропористый слой.
8. Способ по п.1, дополнительно включающий стадию нанесения второго слоя свободных волокон на внешнюю поверхность слоя материала изделия, где слой материала изделия не отверждают или отверждают частично.
9. Способ по п.п.1 или 8, где свободные волокна наносят электростатически.
10. Способ по любому из пп.1-3, дополнительно включающий стадию сушки слоя материала изделия.
11. Способ по п.п.1 или 4, дополнительно включающий выпаривание или промывание смачивающего агента таким образом, что не остается остатка смачивающего агента на первом слое волокон.
12. Способ по любому из пп.1-3, где слой материала изделия имеет одинаковую или разную толщину в разных зонах.
13. Способ по п.1, где формующая поверхность представляет собой плоскую конвейерную ленту или шаблон.
14. Способ по п.13, где формующая поверхность плоская.
15. Способ по п.13, где формующая поверхность является рельефной, сложной формы, перфорированной или их комбинацией.
16. Способ по любому из пп.1, 13, 14 или 15, где формующая поверхность включает множество перфораций.
17. Способ по п.16, где распыление проводят таким образом, что поверх перфораций образуется, по меньшей мере, незначительный слой материала изделия.
18. Способ по п.п.1 или 8, где волокна получены из натуральных или синтетических материалов.
19. Способ по п.18, где волокна представляют собой хлопковые волокна с малой массой, вискозные волокна или их комбинацию.
20. Способ по п.п.1 или 4, где смачивающий агент включает менее чем 5 масс.% целлюлозы.
21. Способ по п.п.1 или 2, где жидкий материал изделия включает натуральный или искусственный эластомер.
22. Способ по п.21, где жидкий материал изделия включает натуральный латексный каучук или полиуретан.
23. Растягивающееся изделие, полученное способом по любому из пп.1-22.
24. Растягивающееся изделие, содержащее
а) слой взаимосвязанных капель упругого эластомерного материала, причем слой имеет внутреннюю и внешнюю поверхность; и
в) свободные волокна, частично погруженные, по меньшей мере, в одну поверхность слоя, в по существу вертикальном положении относительно формующей поверхности, при этом слой является пористым или микропористым.
25. Изделие по п.24, дополнительно содержащее свободные волокна, частично погруженные во внутреннюю и внешнюю поверхность.
| WO 2006092666 A2, 08.09.2006 | |||
| US 2003197311 A1, 23.10.2003 | |||
| JP 61093866 A, 12.05.1986 | |||
| JP 2004034354 A, 05.02.2004 | |||
| RU 2005122463 A, 20.02.2006 | |||
| RU 97100137 A, 10.02.1999. |

