Изобретение относится к способу получения собственно несущих элементов синтетической отделки, в частности элементов интерьера автомобиля, таких как: щитки, дверные панели, панели управления и отделения для перчаток, имеющих эластомерное полиуретановое покрытие, жесткий синтетический носитель и между ними слой полиуретановой пены в основном с открытыми ячейками.
Изобретен способ, в котором слой полиуретанового эластомера сначала распыляется на внутреннюю поверхность пресс-формы. Затем в эту пресс-форму помещается предварительно полученная вставка и эластомерный слой заполняется полиуретановой пеной [1].
Недостаток этого известного способа состоит в том, что вставка или, иными словами, жесткий носитель, должна быть произведена заранее в отдельной пресс-форме. Более того, эта вставка должна быть точно расположена во второй пресс-форме для того, чтобы пенистый слой везде имел бы желаемую толщину. Точное расположение вставки является особенно важным, так как небольшое изменение толщины пены в этом случае вскоре становится заметным снаружи. Кроме того, в случае тонких пенистых слоев, покрывающих большую поверхность, в известном способе трудно достаточно гомогенно распространять реакционную смесь для получения этой пены поверх указанной поверхности.
Эти различные недостатки устраняются путем разработки нового способа производства конструктивных элементов синтетической отделки, который, кроме того, позволяет более простым образом регенерировать эти элементы отделки, после того, как они вышли из употребления.
Этот способ характеризуется в соответствии с изобретением тем, что на первой стадии на поверхность пресс-формы наносятся необязательно заранее полиуретановое покрытие из полиуретанового эластомера; на второй стадии реакционная смесь для получения этого слоя полиуретановой пены наносится путем распыления на указанное полиуретановое покрытие; и на третьей стадии на слой полиуретановой пены наносится подходящая полиуретановая или полиизоциануратная реакционная смесь для получения указанного жесткого синтетического носителя.
Аналогичный способ получения элементов отделки, имеющих эластомерное покрытие, жесткий синтетический носитель и между ними пенистый слой, раскрыт в заявке [2].
В этом известном способе покрытие из поливинилхлорида/акрилонитрил-бутадиен-стирола, имеющее соединяющий слой полиолефиновой пены, помещается внутрь пресс-формы, и в последующем жесткий носитель, в данном случае жесткий полиуретан, после изоляции в этой пресс-форме наносится на обратную сторону пенистого слоя способом реакционного инжекционного формования (РИФ). Однако в соответствии с этой заявкой [2] существенным является то, чтобы слой полиолефиновой пены имел структуру замкнутых ячеек, следовательно, отличается от слоя полиуретановой пены согласно настоящему изобретению. Так как материал этого слоя пены с замкнутыми ячейками, а также материал слоя покрытия существенно отличается от материала носителя, элементы отделки, полученные этим известным способом, трудно регенерировать.
Однако в соответствии с изобретением теперь найдено, что, когда слой полиуретановой пены с открытыми ячейками наносится путем распыления на полиуретановое покрытие, возможно нанесение также на этот слой пены с открытыми ячейками жесткого полиуретанового носителя с помощью способа формования или распыления. Из-за открытой ячеистой структуры слоя полиуретановой пены возможно получение элемента отделки, имеющего внешнюю поверхность, которая при касании создает ощущение, которое очень близко к ощущению от покрытия из натуральной кожи, в то время как для структуры с замкнутыми ячейками при касании создается эффект довольно пневматической упругости. Более того, было найдено, что с помощью распылительного процесса получается пенистый слой, имеющий натуральную оболочку, которая предотвращает проникновение реакционной смеси внутрь носителя, хотя так или иначе достигается также хорошая адгезия. Использование распылительной методики для нанесения пенистого слоя на полиуретановое покрытие, кроме того, позволяет варьировать толщину этого пенистого слоя в любом месте по желанию.
Важным преимуществом способа согласно изобретению является также то, что получаются элементы отделки, которые гораздо легче могут регенерироваться по сравнению с существующими элементами. Собственно говоря, существующие элементы отделки, в частности существующие щитки, составлены из различных синтетических материалов, это делается для того, чтобы удовлетворить жестким требованиям качества потребителя этих продуктов. Чтобы обеспечить возможность регенерации таких композитных материалов, требуется первичная сепарация, которая обычно включает серьезные технические проблемы и которая поэтому промышленно неосуществима.
В первом варианте осуществления способа согласно изобретению реакционную смесь получения синтетического носителя наносят путем распыления на слой полиуретановой пены, в частности с помощью двухкомпонентного распыляющего пистолета. Этот способ предоставляет то преимущество, что пенистый слой не будет деформироваться и что полиуретановое покрытие в последующем сохранит свою форму после формования.
В дополнительном варианте осуществления способа согласно изобретению полиуретановое покрытие и слой полиуретановой пены наносят в пресс-форме и на третьей стадии эта пресс-форма закрывается, и реакционная смесь для получения синтетического носителя вводится в эту пресс-форму на слой полиуретановой пены. Таким образом также получается обратная сторона со стабильными размерами, для которой не требуется дополнительная обработка.
В предпочтительном варианте осуществления способа согласно изобретению получается полиуретановое покрытие на указанной третьей стадии, имеющее толщину от 0,3 до 1,3 мм и предпочтительно толщину от 0,4 до 1,0 мм. За счет производства таких тонких полиуретановых покрытий возможно получение элемента отделки, видимая часть которого создает называемое ощущение кожи, особенно когда ниже лежащий слой пены имеет толщину от 1 до 7 мм, и более конкретно от 2 до 3 мм.
Это изобретение дополнительно относится к собственно конструкционным элементами синтетической отделки, которые получаются путем нанесения в соответствии со способом изобретения, описанным выше, и который, следовательно, включает эластомерное полиуретановое покрытие, жесткий полиуретановый или полиизоцианатный носитель и между ними слой полиуретановой пены.
Дальнейшие особенности и преимущества этого способа и элементов отделки в соответствии с изобретением станут очевидными из следующего ниже описания конкретных вариантов реализации осуществления этого изобретения. Это описание приведено лишь с целью примера и не предназначается для ограничения объема изобретения.
На фиг. 1 показаны схематически различные стадии первого варианта осуществления предлагаемого способа; на фиг. 2 - 4 - то же, второго варианта осуществления предлагаемого способа; на фиг. 5 - аналог фиг. 4, но относится к другой последней стадии.
Это изобретение вообще относится к способу получения конструкционных элементов синтетической отделки, которые имеют эластомерное полиуретановое покрытие, жесткий синтетический носитель и между ними слой полиуретановой пены. Такие элементы отделки особенно применяются в качестве таких элементов интервала автомобиля: щитки, дверные панели, стойки, отделения для перчаток и др.
В конкретном варианте осуществления способа согласно изобретению различные слои элементов отделки в основном сделаны из полиуретана, чтобы получался комплекс, который может быть легко регенерирован. Напротив, существующие в настоящее время элементы отделки состоят из комплексов различных материалов, таких как поливинилхлорид, акрилонитрил-бутадиен-стирол, полиуретан и др., которые с учетом различия их природы и состава не могут быть (или это трудноосуществимо) регенерированы одновременно. Следовательно, эти известные элементы отделки требуют предварительного разделения составляющих компонентов, что невозможно или затруднительно реализовать.
Это изобретение представляет теперь новый способ, который позволяет производить элементы отделки, описанные здесь выше, технически и экономически хорошо продуманным способом, практически исключительно на основе полиуретана. С этой целью производится на первой стадии слой полиуретанового эластомера для получения полиуретанового покрытия на поверхности пресс-формы. Затем наносится реакционная смесь для получения в основном слоя полиуретановой пены с открытыми ячейками посредством распыления на второй стадии на полиуретановое покрытие. Окончательно на третьей стадии наносится на слой полиуретановой пены подходящая полиуретановая или возможно полиизоциануратная реакционная смесь для получения жесткого синтетического носителя.
На фиг. 1 схематически показан первый вариант осуществления предлагаемого способа.
На поверхность 1 первой части 2 пресс-формы из двух частей 2, 3 наносятся путем распыления с помощью распыляющего пистолета 4 слой полиуретанового эластомера 5, который образует оболочку 5 элемента отделки. Это может быть выполнено в соответствии с методикой, которая описана в заявке на патент Бельгии N 8700792 того же самого заявителя.
На второй стадии реакционная смесь для получения слоя 6 полиуретановой пены распыляется с помощью второго распыляющего пистолета 7 на обратную сторону полиуретанового покрытия 5, предпочтительно, когда покрытие 5 еще является липким в некоторой степени.
Затем, на третьей стадии пресс-форма 2, 3 закрывается, и в полость этой пресс-формы инжектируется подходящая реакционная смесь для получения жесткого полиуретанового носителя 8 с помощью третьего распыляющего пистолета 9.
Для получения полиуретановой оболочки 5 в первом варианте осуществления изобретения светостабильная, окрашенная в массе полиуретановая реакционная смесь распыляется, как показано на фиг. 1, на поверхность 1 пресс-формы. Такие реакционные смеси, например, раскрыты в заявке на патент Бельгии N 8900067 того же заявителя. Эти светостабильные реакционные смеси основаны на алифатическом полиизоционате.
В ином воплощении изобретения светостабильная окрашенная полиуретановая краска или, другими словами, так называемый полиуретановый краситель пресс-формы, наносится сначала на первой стадии на поверхность прессования. Этот краситель составляет вместе с нанесенным на него последовательно эластомерным слоем полиуретановое покрытие 5. В этом осуществлении изобретения может использоваться система ароматического полиуретана для эластомерного слоя.
В другом дополнительном варианте осуществления изобретения полиуретановое покрытие получают из термопластичного полиуретана (ТПУ) Этот ТПУ может быть приготовлен на основе ароматических, алифатических или алициклических изоцианатов. Может применяться фольга из термопластического полиуретана, которая с начала наносится на поверхность пресс-формы путем термического формования. Этот процесс термического формования может быть осуществлен в пресс-форме 2, 3 или возможно в другой пресс-форме, после чего термически сформованная фольга из ТПУ размещается в пресс-форме 2, 3. Чтобы сделать эту фольгу хорошо соответствующей поверхности 1 пресс-формы, ее предпочтительно опрессовывают по этой поверхности. Покрытие термопластического полиуретана также может быть приготовлено на основе порошка ТПУ, в частности с помощью так называемого процесса шпатлевочного прессования в нагретой вращающейся пресс-форме. Полученное покрытие из ТПУ в последующем также может быть расположено на поверхности 1 пресс-формы 2, 3.
Полиуретановые покрытия обычно производятся на поверхности пресс-формы, структура которой такова, чтобы обеспечить покрытию вид натуральной кожи. Полиуретановая пена 6 с открытыми ячейками, которая наносится на обратную сторону этих покрытий 5, обеспечивает так называемое мягкое касание. Реакционная смесь для получения пенистого полиуретанового слоя 6 предпочтительно имеет такой состав, чтобы получалась полуэластичная полиуретановая пена. В связи с этим очень важным фактором является количество в реакционной смеси так называемых поперечных сшивателей. В конкретном варианте воплощения в этой реакционной смеси в качестве выдувающего агента практически исключительно используется вода. Полиизоцианатный компонент, например, базируется на Эм-Ди-Ай.
В предпочтительном варианте осуществления применяется полиуретановый пенистый слой 6, имеющий толщину от 1 до 7 мм и предпочтительно от 2 до 3 мм. Чтобы максимально приблизиться к ощущению натуральной кожи, такой пенистый слой 6 сочетается с полиуретановым покрытием 5, имеющим толщину от 0,3 до 1,3 мм и предпочтительно от 0,4 до 1,0 мм. Поскольку такие тонкие покрытия трудно переносить из одной пресс-формы в другую, они предпочтительно производятся непосредственно в пресс-форме 2, 3 с помощью распылительного процесса.
Чтобы дополнительно отделать элемент отделки на обратной или внутренней стороне, на этой первой стадии также может быть нанесен полиуретановый отделочный слой на поверхность 10 пресс-формы второй части 3 пресс-формы.
В первом осуществлении с этой целью предпочтительно произведенное покрытие из ТПУ наносится, например, на эту поверхность 10 пресс-формы.
В дополнительном осуществлении полиуретановая краска распыляется на поверхность 10 пресс-формы с последующим нанесением (или без него) эластомерного полиуретанового слоя и, кроме того, слоя полиуретановой пены. В последнем случае, на обратной стороне также получает покрытие, напоминающее кожу.
Вместо сочетания полиуретанового красящего слоя и эластомерного слоя, конечно, также возможно использование светостабильного эластомерного полиуретанового слоя.
Жесткий носитель 8 может, как показано на фиг. 1, получаться в полости пресс-формы путем инжектирования подходящей реакционной смеси. Это представляет то преимущество, что обратная сторона элемента отделки также имеет правильные размеры и как таковое готово для монтажа. Реакционная смесь для получения жесткого носителя 8 также может дополнительно наносится путем распыления на обратную сторону комплекса из эластомерного покрытия 5 и пенистого слоя 6. Таким образом, на пенистый слой 6 практически не воздействует какое-либо давление, а следовательно, исключаются деформации этого пенистого слоя 6. Исключение таких деформаций и особенно локальных деформаций, например, против углов поверхности пресс-формы является важным. Разумеется, после прессования сжатый слой пены вновь расширится и внешние деформации покрытия элементов отделки будут иметь место в тех местах, где пенистый слой расширяется сильнее, или иными словами, в тех местах, в которых пенистый слой был сжат сильнее. Жесткий носитель может быть произведен с помощью жестких полиуретановых систем, в частности, так называемых систем SRIM.
В случае, когда жесткий носитель 8 получается в полости пресс-формы, реакционная смесь для получения этого носителя предпочтительно составляется и наносится таким образом в этой полости, что в процессе нанесения и отверждения этой реакционной смеси на слой 6 полиуретановой пены воздействует давление, которое ниже того давления, которое необходимо для 25%-ного сжатия этого слоя полиуретановой пены и которое предпочтительно меньше давления, необходимого для 10%-ного сжатия пенистого слоя. Эти сжатия необходимо измерять в тех местах, в которых слой пены лежит против плоской поверхности. Для того чтобы снизить сжатие пенистого слоя 6, при нанесении реакционной смеси для получения жесткого носителя, по возможности сильнее применяют реакционную смесь, которая имеет вязкость ниже, чем 3000 мПа•с при 25oC, предпочтительно ниже, чем 1000 мПа•с. Предпочтительно компоненты этой реакционной смеси нагреваются до температуры от 20 до 100oC и в особенности до температуры, заключенной между 45 и 70oC. В результате понижения вязкости требуется пониженное давление для инжекции реакционной смеси.
В конкретном варианте воплощения реакционная смесь для получения носителя практически не содержит выдувающих агентов, так что в ходе взаимодействия различных компонентов давление практически не развивается. Эта реакционная смесь типично включает полиоловый и полиизоцианатный компонент. Полиоловый компонент включает вплоть до 1 вес.% максимально, и предпочтительно до 0,1 вес.% воды максимально.
В дополнительном конкретном варианте осуществления реакционная смесь для получения носителя действительно включает выдувающие агенты, с тем чтобы носитель состоял из жесткой полиуретановой пены. Когда в этом случае используется закрытая пресс-форма, требуется аккуратный контроль суммарного количества инжектируемой реакционной смеси и количества выдувающего агента, для того чтобы избежать избыточного сжатия пенистого слоя.
В предпочтительном варианте воплощения носитель армируется посредством стеклянных волокон, с тем чтобы контролировать усадку носителя и увеличить жесткость носителя. Эти стеклянные волокна могут быть подмешаны в реакционную смесь для получения жесткого носителя, например, в так называемой системе SRIM. Кроме того, может использоваться подложка из стеклянного волокна, которая располагается поверх пенистого слоя до нанесения реакционной смеси для получения жесткого носителя. Предпочтительно эта подложка их стекловолокна наносится тогда, когда пенистый слой еще является липким. Возможно использование сочетания подложки из стекловолокна и стеклянных волокон, подмешанных в реакционную смесь.
Для того чтобы проиллюстрировать способ согласно изобретению, ниже дополнительно приведены четыре конкретных примера способа в соответствии с этим изобретением и особенно химические рецептуры полиуретанового покрытия, пенистого слоя, а также жесткого носителя.
Пример 1. Способ согласно этому примеру, в частности, пригоден для производства покрытия для перчаточного отделения, имеющего поверхности, например 600 см2. Модель этого покрытия для перчаточного отделения не содержит выточек, так что для всего процесса необходимо использовать только одну пресс-форму из двух частей, аналогичную той, что показана на фиг. 1. Самая нижняя часть этой пресс-формы 2, 3, включает гальваническую пластину, имеющую структуру кожи. На стадии приготовления самая нижняя часть 2 и верхняя половина 3 пресс-формы обрабатываются реагентом для высвобождения шаблона, таким как например Акмосил 180 Эс-Эф-Си (Акмос) или Акватан 61-360 (фирма Блок Хеми).
На самой нижней части 2 пресс-формы полиуретановое покрытие 5 получается с помощью двухкомпонентного распыляющего пистолета 4. Для производства этого покрытия 5 используется система Колофаст Спрей Би-Эл-Эс (торговый знак фирмы Ректисель), которая позволяет получать окрашенное в массе, светостабильное микроячеистое эластомерное покрытие. Первый компонент этой системы, то-есть Изофаст 3430 A (Ректисель), подается со скоростью потока 3,67 г/с, тогда как второй компонент, то есть Полифаст 3530 A (Ректисель), подается со скоростью 6,33 г/с. Следовательно, общая скорость потока составляет 10,0 г/с. Контролируемое время распыления составляет 6 с. Такие образом получается полиуретановое покрытие 5, имеющее толщину около 1 мм.
Сразу же после реакции поверх этого полиуретанового покрытия 5 наносится слой, примерно 2 мм, полуэластичной полиуретановой пены 6 с открытыми ячейками с помощью второго двухкомпонентного распыляющего пистолета 7. Для получения этого пенистого слоя 6 используется следующая система Эм-Ди-Ай, выдуваемая водой:
Полиоловый компонент:
Спекфлекс Эн-Эм 805 (Фирма Доу) - 100
Бутандиол-1,4 (ф.Хюлз) - 3
Вода - 0,9
Дабко 33 Эл-ви (Эйр Продактс) - 1,0
Фомрез Ю-Эл 28 (Витко) - 0,05 - 104,95
Изоцианатный компонент:
Супрасек Ви-Эм 12 /Фирма Ай-Си-Ай/ - 24,12
Изоцианатный индекс - 60
Скорость подачи полиолового компонента - 4,88 г/с
Скорость подачи изоцианатного компонента - 1,12 г/с
Общая скорость потока - 6,00 г/с
После контролируемого времени распыления 6 с из распыляющего пистолета 7 образуется тонкий слой полиэластичной пены с открытыми ячейками, снабженный натуральной кожей со стороны пистолета и имеющий общую толщину +/-2 мм и так называемая суммарная плотность которого составляет 450 г/л.
Посредством установления программы для робота толщина этого полуэластичного слоя может изменяться в любом месте по желанию. Этот тонкий пенистый слой дает эластомерному покрытию "Колофаст" так называемое ощущение мягкости, присущее натуральной коже.
До изоляции пресс-формы для третьей операции производства жесткого носителя на поверхность свежераспыленной полуэластичной пены, которая еще сохраняет липкость, наносится стеклянная подложка, например Юнифилл Ю-816, тип 450 г/м2. Пресс-форма закрывается и образовавшуюся полость заполняют двухкомпонентной полиуретановой системой 8, состоящей из:
Полиол Пи-Ю N 1397 (Байер) - 9,00 г/с
Изо Пи-Ю 1511 (Байер) - 9,00 г/с
Суммарно - 18,00 г/с
Время инжекции - 5 с
Полиоловый компонент:
Температура - 45oC
Вязкость (при 45oC) - 340 мПа•с
Содержание воды - 0,06
Изоцианатный компонент:
Температура - 45oC
Вязкость при 45oC - 65 мПа•с
Таким образом получается жесткий носитель с толщиной +/- 3 мм, который образует монолитный блок с полуэластичным слоем пены и покрытие.
После прессования получается покрытие перчаточного отделения со стабильными размерами, поскольку оказываемое жесткой полиуретановой системой давление было ниже, чем сила сжатия полужесткого пенистого слоя при деформации 0,2 мм. Давление, необходимое для 10%-ной деформации (± 0,2 мм) этой полуэластичной пены, составляет при 80oC 13 кПа.
Пример 2. Этот пример идентичен примеру 1, за исключением того факта, что полиуретановое покрытие "Колофаст" заменяется так называемым полиуретановым красителем пресс-формы с последующей двухкомпонентной ароматической микроклеточной эластомерной системой.
В этом случае краситель пресс-формы представляет собой двухкомпонентную полиуретановую систему, в частности Изотан-Ай-Эм-Пи-2К-Кларлак Эм-И 170 фирмы Ай-Эс-Эл Хеми.
Некоторые красители для прессования, такие как например Римбонд 200 (фирма Мак. Ферсон Индастриал Коутингз) обладают собственно высвобождающими свойствами, так что количество высвобождающего агента в нижней части 2 пресс-формы может быть снижено (вплоть до нуля). Толщина пленки красителя для прессования составляет +/- 20 мкм.
После выпаривания растворителя, на что требуется примерно 30 с, с помощью двухкомпонентного пистолета наносится второй слой полиуретанового эластомера. Эта эластомерная система без растворителя состоит из:
1.Полиолового компонента
Полиэфиртриол: продукт конденсации пропилен- и этиленоксида с глицерином, индекс 10Н равен 28, содержание первичных гидроксильных групп - 85% - 90
Дабко 33 Эл-ви (Эйр Продактс) - 2,25
Бутандиол (Хюлз) - 7,9
Цветная паста - 5 - 105,15
Вязкость при 25oC - 1060 мПа•с
Вязкость при 45oC - 320 мПа•с
2. ИЗО-компонент
Изоцианат RMA 200 (Доу) - 43,5
Вязкость при 25oC - 620 мПа•с
Вязкость при 45oC - 126 мПа•с
Эта система основана на ароматических изоцианатах и поэтому она не является светостабильной или окрашенной. Эти отсутствующие свойства приобретаются за счет предварительного нанесения полиуретанового красителя прессования. Таким образом, также получается светостабильное, окрашенное, 100%-ное полиуретановое покрытие.
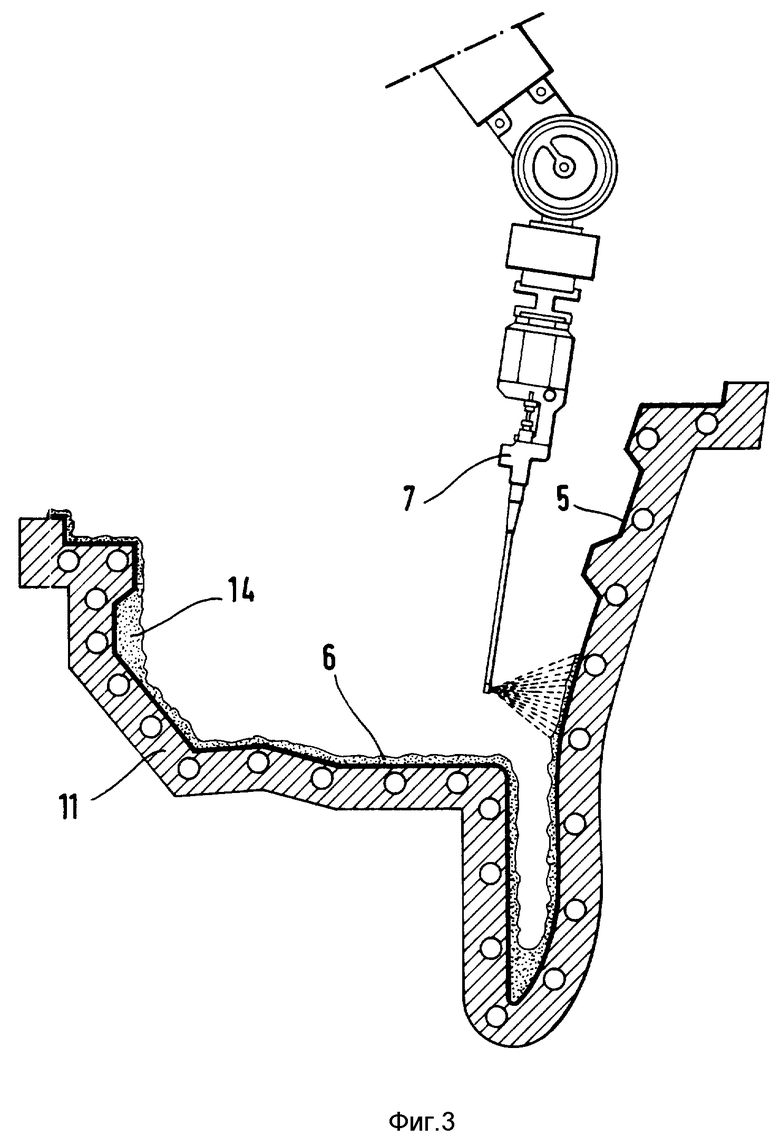
Пример 3. В этом примере инструментальная панель производится с помощью пресс-формы, имеющей выточки (фиг 2, 3 и 4).
Как показано на фиг. 2, микроячеистое, окрашенное в массе, светостабильное распылительное покрытие 5 "Колофаст", как в примере 1, готовится с помощью двухкомпонентного распыляющего пистолета 4 в отдельной гальванической пластине 11, снабженной реагентом для высвобождения пресс-формы.
Сразу же после этой операции наносится слой +/- 3 см такой же самой выдуваемой водой полуэластичной Эм-Ди-Ай пены 6, как в примере 1, в той же самой открытой пресс-форме с помощью двухкомпонентного пистолета 7, поверх покрытия 5 (фиг. 3). Как показано на фиг. 3, выточки 14 в пресс-форме также заполняются полуэластичной пеной, для того чтобы позднее обеспечить сформованную жесткую сердцевину. После формования этот гибкий комплекс переносят во вторую пресс-форму 2, 3, снабженную необходимыми суппортами 12 (фиг. 4). После размещения комплекса покрытие - пена самая верхняя часть 3 пресс-формы закрывается. Сформованная таким образом поверхность 13 заполняется двухкомпонентной жесткой полиуретановой системой с низкой вязкостью, которая, в частности, состоит из:
Полиол Далтокаст 4 (Ай-Си-Ай) - 100 ч.
ИЗО Супрасек Ди-Эн-Ай (Ай-Си-Ай) - 136 ч.
Вязкость полиола при температуре 95oC - 20 мПа•с
Вязкость изоцианата при температуре 45oC - 65 мПа•с
Содержание воды в полиоле - 0,05%
Эта полость 13 может быть заполнена (необязательно) до закрытия верхней части 3 подложкой из стекловолокна. Спустя 5 мин комплекс демонстрируется и получается инструментальная панель, состоящая из жесткого полиуретанового носителя, светостабильного покрытия и мягкого на осязание слоя между ними.
Пример 4. Этот пример отличается от примера 3 тем, что невыдуваемая жесткая полиуретановая система для получения носителя заменяется выдуваемой жесткой пенистой системой с пониженной плотностью и хорошей текучестью; в частности, системой Байдур Эс-Ти-Ар/Эф, армированной стеклянными волокнами. Применяемая полиуретановая система состоит из:
Полиол Пи-Ю 0768С /Байер/ - 100 ч.
Изоцианат 44 Ви 10 Эф /Байер/ - 170 ч.
После практически свободного подъема этой полиуретановой системы в полости 13 пресс-формы получается жесткая пена, имеющая удельный вес около 60 кг/м3. Для того чтобы получить достаточную жесткость в случае этой облегченной жесткой пенистой системы, полость пресс-формы должна быть толще, чем в примере 3, как показано на фиг. 5.
Пример 5. Этот пример относится к способу, который, в частности, пригоден для производства дверей панели, у которой только одна сторона обеспечивается декоративным полиуретановым покрытием. Этот способ позволяет получать в одной монолитной пресс-форме, без выточек, собственно несущую дверную панель, имеющую мягкий осязаемый слой 6 между декоративным полиуретановым покрытием 5 и жестким полиуретановым носителем 8.
С этой целью, например, используется пресс-форма, которая аналогична нижней половине 2 пресс-формы 2, 3, показанной на фиг. 1. В этом осуществлении, следовательно, пресс-форма ограничена открытой гальванической пластиной, которая представляет собой видимую сторону дверной панели.
На эту гальваническую пластину последовательно наносятся полиуретановое покрытие 5 и пенистый слой 6 с помощью распыляющих пистолетов 4 и 7 таким же образом, как в примере 1. Сразу же после этого вместо использования льющейся системы для получения жесткого полиуретанового носителя этот носитель наносится с помощью двухкомпонентной распыляющей системы.
В частности, например, используется следующая система "Эластокоут" Эластограна:
Полиоловый компонент Эластокоут Си 6815/65 - 100 ч.
Изоцианатный компонент Эластокоут Си 6815/65 - 71 ч.
Вязкость при 25oC:
полиолового компонента - 1650+/-100 мПа•с
изоцианатного компонента - 600+/-50 мПа•с
Оба компонента используются при температуре от 45 до 60oC. Время взаимодействия при этой температуре составляет 3 ± 2 с. С учетом высокой реакционной способности необходимо использовать распыляющий пистолет высокого давления. Суммарная скорость потока составляет 30 г/с, так что для поверхности 2000 см2 при толщине слоя 3 мм время распыления составляет 20 с. Полученный таким образом жесткий полиуретановый носитель обладает модулем изгиба, равным +/-600 H/мм2 согласно методу испытаний DIN 58457. Поскольку в эту систему не включены какие-либо выдувающие агенты, получается как бы неячеистый материал, имеющий плотность между 0,95 и 1,05 г/см3. Значение модуля изгиба может быть увеличено путем использования армировки стеклянным волокном.
В варианте этого способа как бы неячеистый жесткий полиуретановый носитель может быть заменен распыленной системой жесткой пены расширенного полиуретана, который известен по существу как изолирующий материал. С учетом пониженной плотности такой пены (40 г/см3) в этом случае полиуретановый жесткий пенный носитель будет занимать больший объем (толщину) при той же самой жесткости.
Ясно, что это изобретение ни в коей мере не ограничивается описанными выше вариантами осуществления и что могут быть рассмотрены его многие модификации в пределах объема этого изобретения в зависимости от вида покрытия, слоя пены твердого носителя, а также от методики нанесения этого покрытия и пенистого слоя и методики инжектирования жесткого носителя.



Изобретение относится к области изготовления конструкционных элементов синтетической отделки, в частности, элементов интерьера автомобиля. Изготовление конструкционных элементов осуществляют в три стадии. На первой стадии осуществляют формование покрытия путем нанесения на поверхность 1 пресс-формы 2 полиуретанового эластомера 5, необязательно заранее приготовленного. На второй стадии осуществляют образование слоя пены 6 путем нанесения распылением на полиуретановое покрытие подходящей реакционной смеси для получения полиуретановой пены в основном с открытыми ячейками. На третьей стадии осуществляют образование жесткого синтетического носителя 8 путем нанесения полиуретановой или полиизоциануратной реакционной смеси. В результате получают элемент, состоящий из однородного материала, что упрощает регенерацию конструкционных элементов. При этом полученный элемент отделки имеет внешнюю поверхность, которая при касании создает ощущение, близкое к ощущению от натуральной кожи. 2 с. и 16 з.п. ф-лы, 5 ил.,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| EP, заявка 0386818, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| JP, заявка 2-47022 (A), кл | |||
| Солесос | 1922 |
|
SU29A1 |

