Предпосылки создания изобретения
Емкости для напитков, пищевых продуктов и аэрозолей обычно выполнены из металла. Металлические емкости могут быть различной формы, такой как чаша, банка, бутылка или аэрозольный баллончик. Металлические емкости могут быть изготовлены несколькими способами: вытяжка, вытяжка с утонением, реверсивная вытяжка, вытяжка с растяжением, глубокая вытяжка, закатывание 3-х деталей, штамповка выдавливанием. Металлические емкости могут быть завершены множеством различных способов: подвивание, загибание кромки, нарезание резьбы, закатывание и т.д.
Сущность изобретения
Способ изготовления емкости с двойными стенками включает обеспечение первой емкости, имеющей диаметр X; обеспечение второй емкости, имеющей диаметр Y, причем диаметр Y больше, чем диаметр X; вставку первой емкости во вторую емкость; и взаимное сцепление первой емкости и второй емкости. В некоторых вариантах осуществления взаимное сцепление первой емкости и второй емкости включает увеличение диаметра X участка первой емкости и уменьшение диаметра Y участка второй емкости. В некоторых вариантах осуществления диаметр Y участка второй емкости увеличивают при увеличении диаметра X участка первой емкости. В некоторых вариантах осуществления взаимное сцепление первой емкости и второй емкости включает увеличение диаметра X участка первой емкости и загибание верхней кромки первой емкости. В некоторых вариантах осуществления верхнюю кромку второй емкости загибают при загибании верхней кромки первой емкости. В некоторых вариантах осуществления взаимное сцепление первой емкости и второй емкости включает увеличение диаметра X участка первой емкости и двойное закатывание верхней кромки первой емкости. В некоторых вариантах осуществления верхнюю кромку второй емкости подвергают двойному закатыванию при двойном закатывании верхней кромки первой емкости. В некоторых вариантах осуществления взаимное сцепление первой емкости и второй емкости включает уменьшение диаметров участка первой емкости и участка второй емкости. В некоторых вариантах осуществления между участком первой емкости и участком второй емкости существует зазор. В некоторых вариантах осуществления отверстие емкости с двойными стенками сужается, чтобы принимать крышку. В некоторых вариантах осуществлениях первая емкость и/или вторая емкость имеют ребра.
Емкость с двойными стенками имеет внутреннюю емкость; и внешнюю емкость, причем внутренняя емкость и внешняя емкость взаимно сцеплены. В некоторых вариантах осуществления диаметр верхнего участка внешней емкости был уменьшен. В некоторых вариантах осуществления диаметр участка внутренней емкости был уменьшен. В некоторых вариантах осуществления диаметр участка внутренней емкости был увеличен. В некоторых вариантах осуществления диаметр участка внешней емкости был увеличен. В некоторых вариантах осуществления первая и/или вторая емкости имеют ребра. В некоторых вариантах осуществления между участком первой емкости и участком второй емкости существует зазор. В некоторых вариантах осуществления верхняя кромка первой емкости закручена. В некоторых вариантах осуществления верхняя кромка первой емкости выполнена так, чтобы принимать крышку.
Краткое описание чертежей
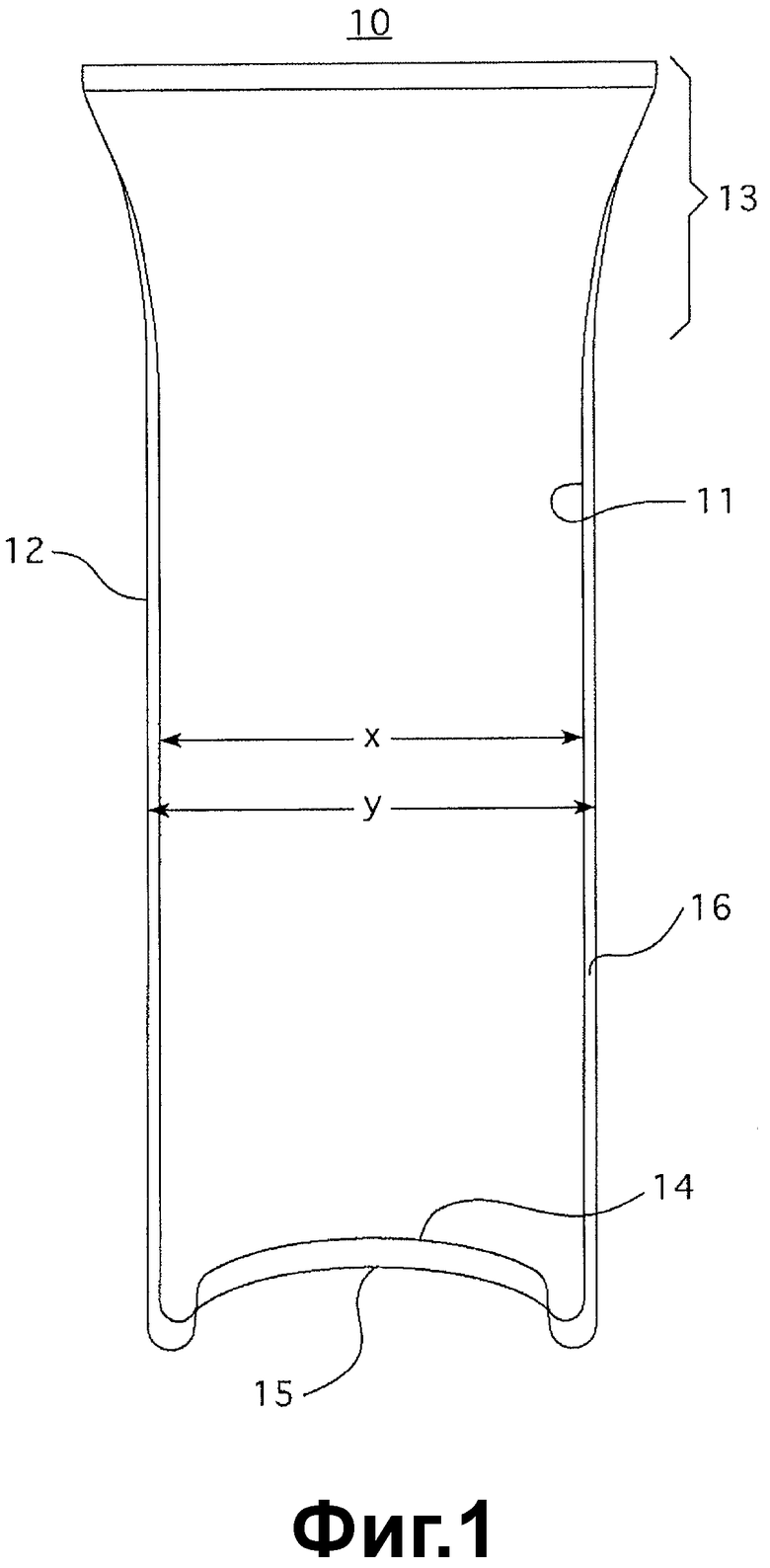
Фиг.1 изображает сечение емкости с двойными стенками согласно одному варианту осуществления изобретения.
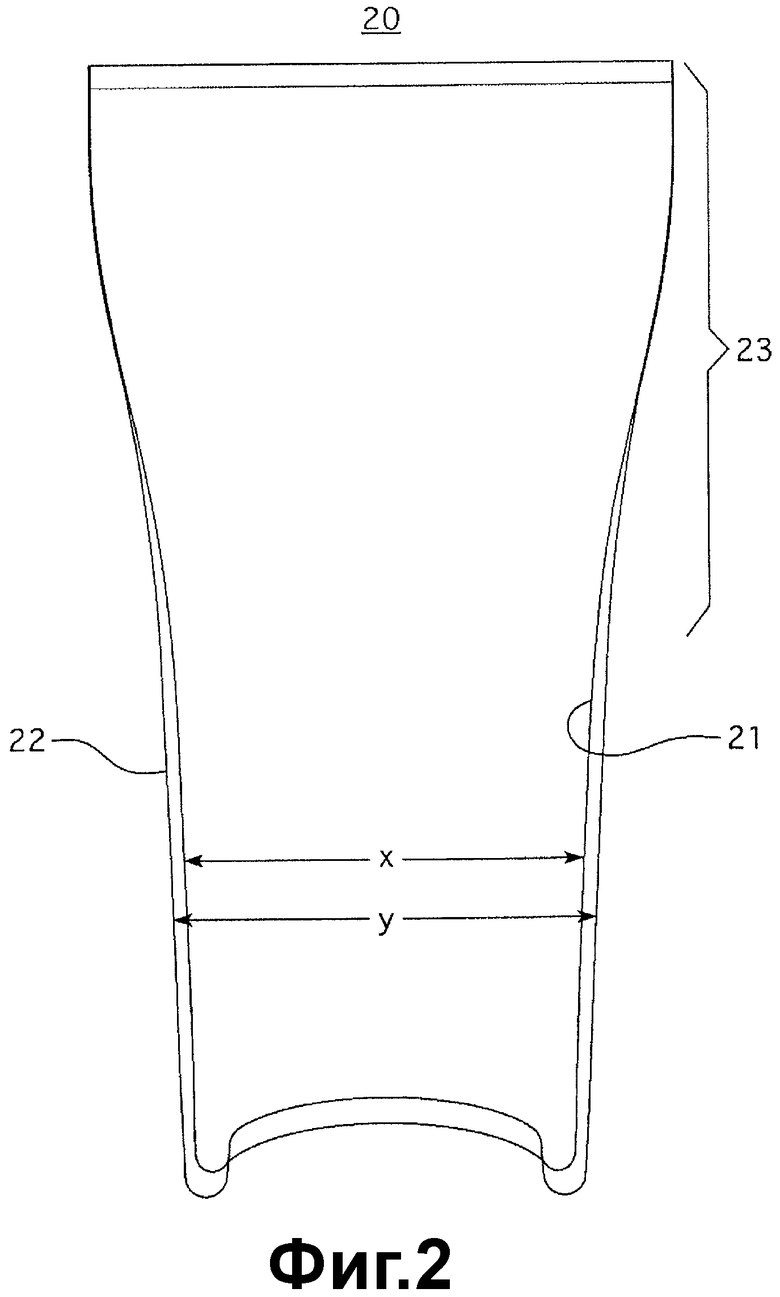
Фиг.2 изображает сечение емкости с двойными стенками согласно другому варианту осуществления изобретения.
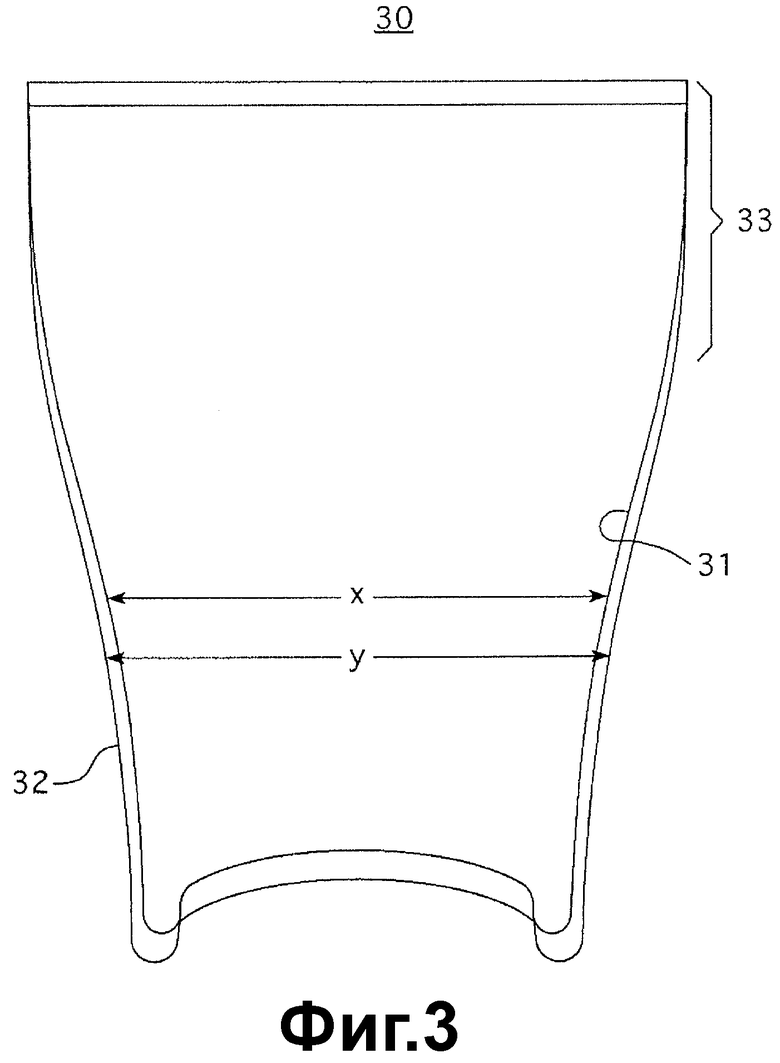
Фиг.3 изображает сечение емкости с двойными стенками согласно еще одному варианту осуществления изобретения.
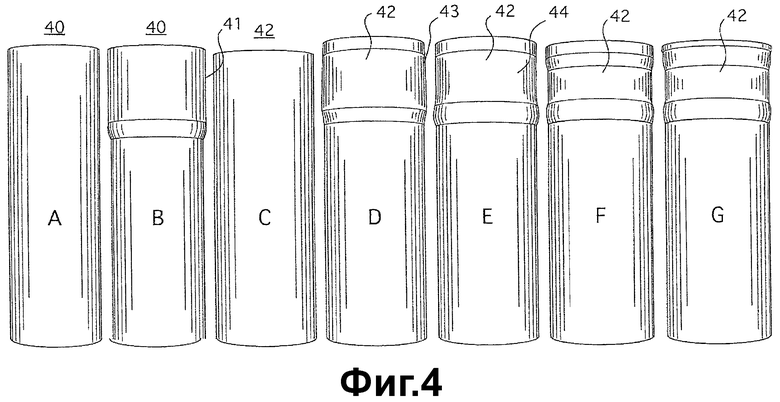
Фиг.4 изображает ряд емкостей после прохождения этапов технологического процесса в ряду этапов технологического процесса согласно варианту осуществления изобретения.
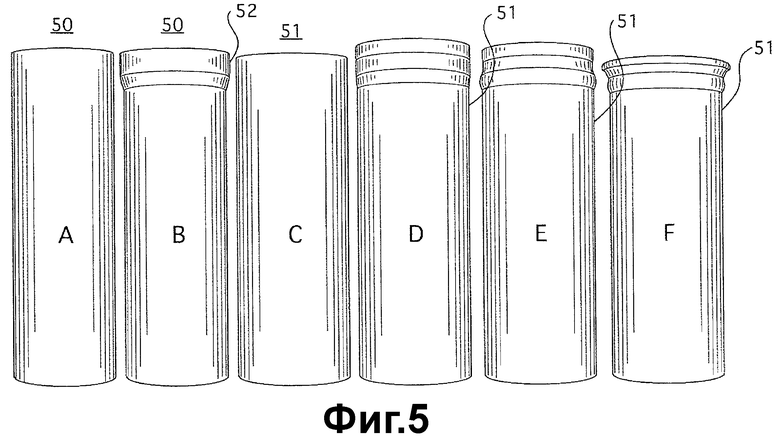
Фиг.5 изображает ряд емкостей после прохождения этапов технологического процесса в ряду этапов технологического процесса согласно другому варианту осуществления изобретения.
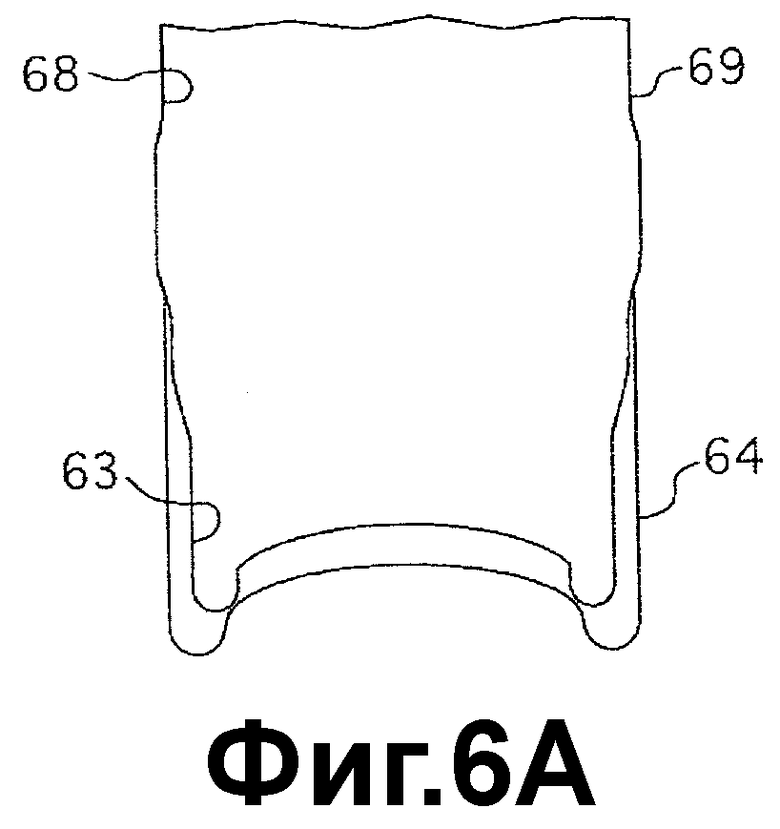
Фиг.6A изображает частичное сечение первой емкости внутри второй емкости.
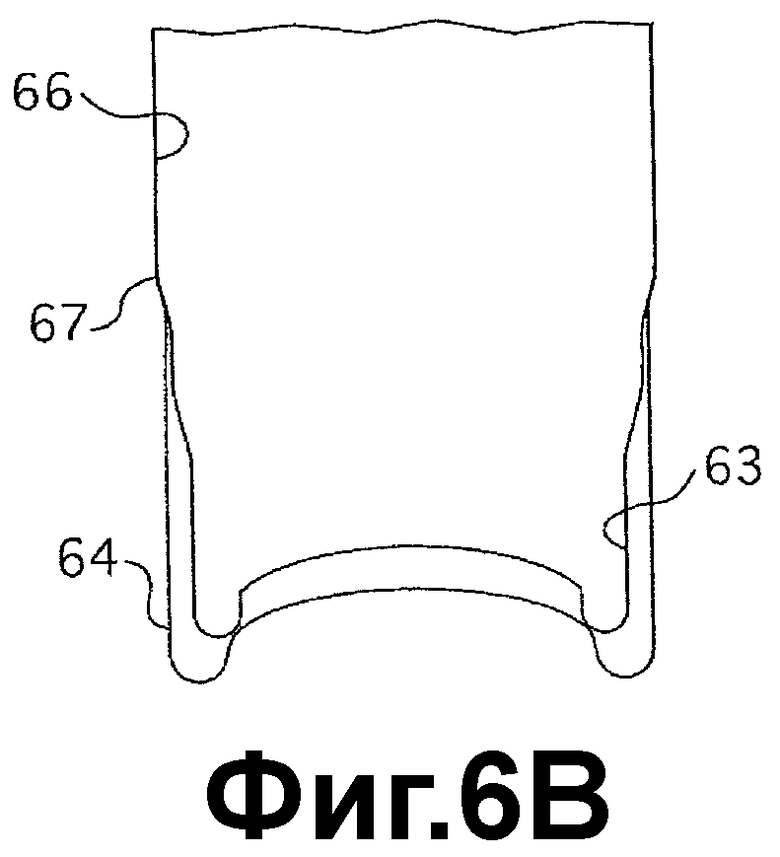
Фиг.6B изображает частичное сечение емкости с двойными стенками согласно одному варианту осуществления изобретения.
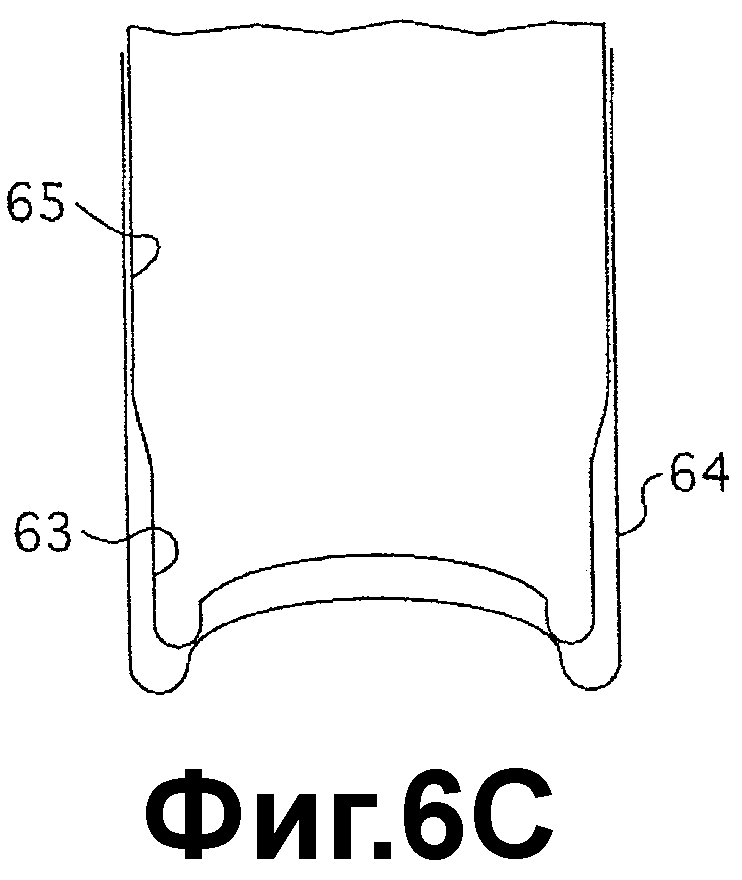
Фиг.6C изображает частичное сечение емкости с двойными стенками согласно другому варианту осуществления изобретения.
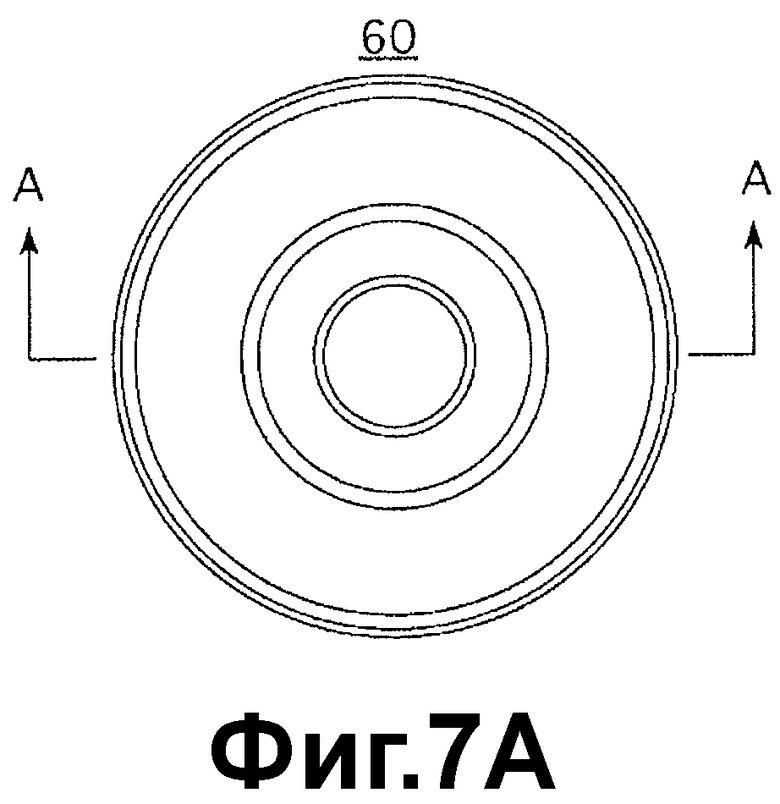
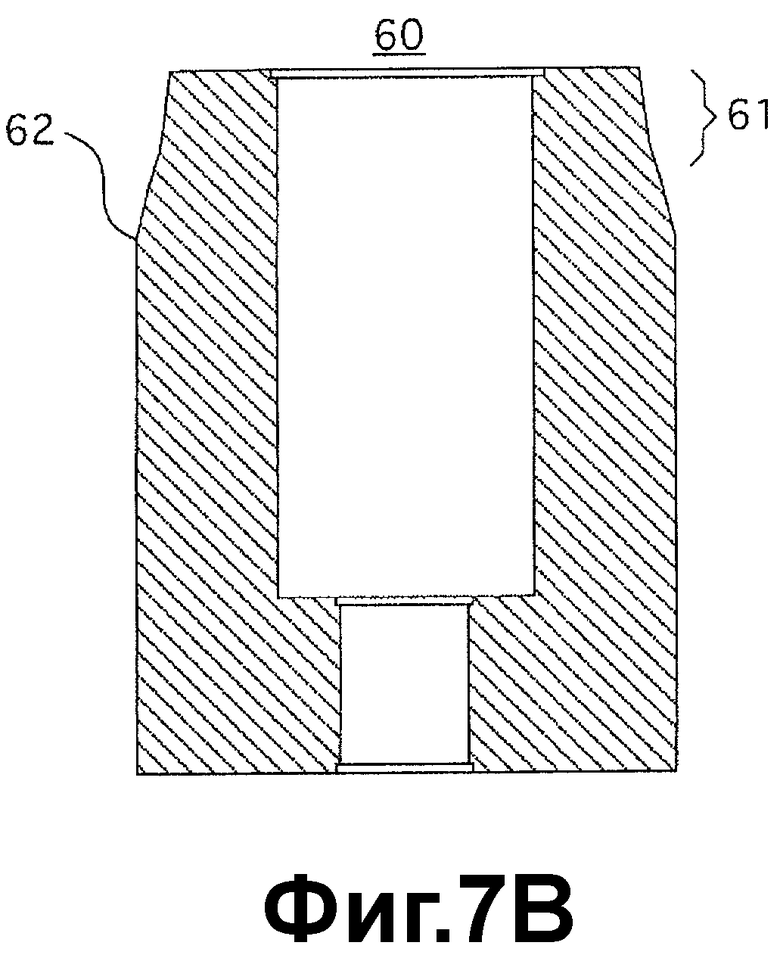
Фиг.7A изображает вид сверху растягивающей формы, используемой для изготовления емкости с двойными стенками согласно фиг.4B.
Фиг.7B изображает вид с сечением вдоль линии А-А растягивающей формы согласно фиг.7A.
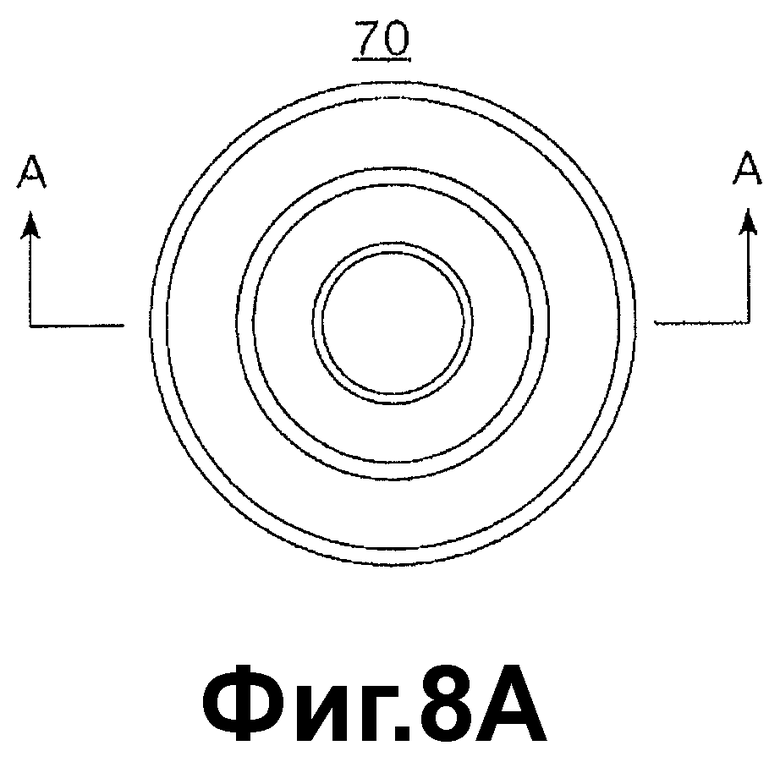
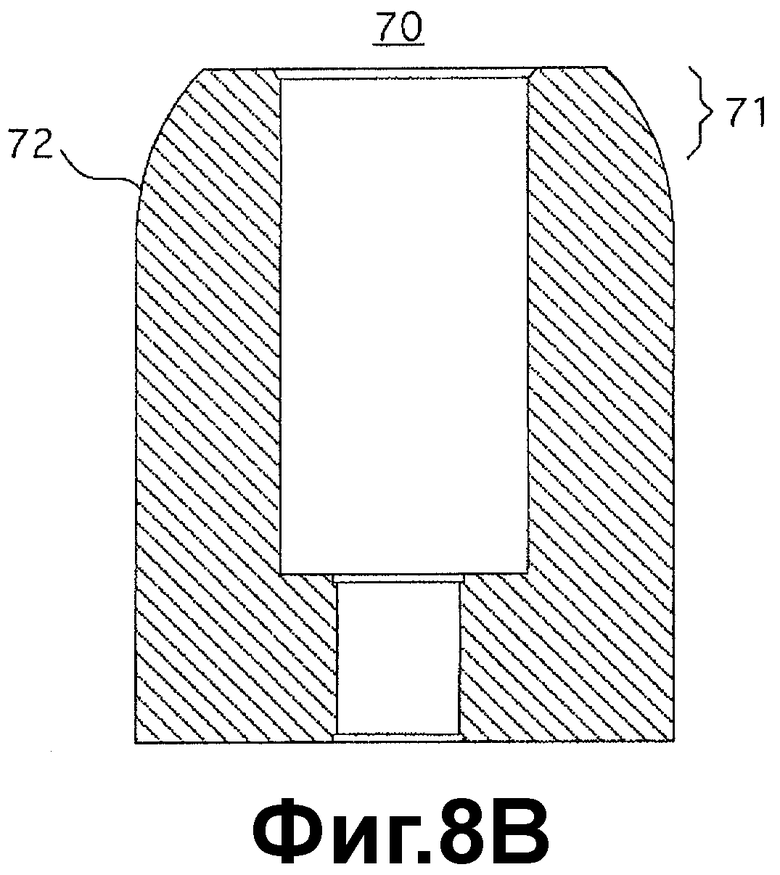
Фиг.8A изображает вид сверху растягивающей формы, используемой для изготовления емкости с двойными стенками согласно фиг.4D.
Фиг.8B изображает вид с сечением вдоль линии А-А растягивающей формы согласно фиг.8A.
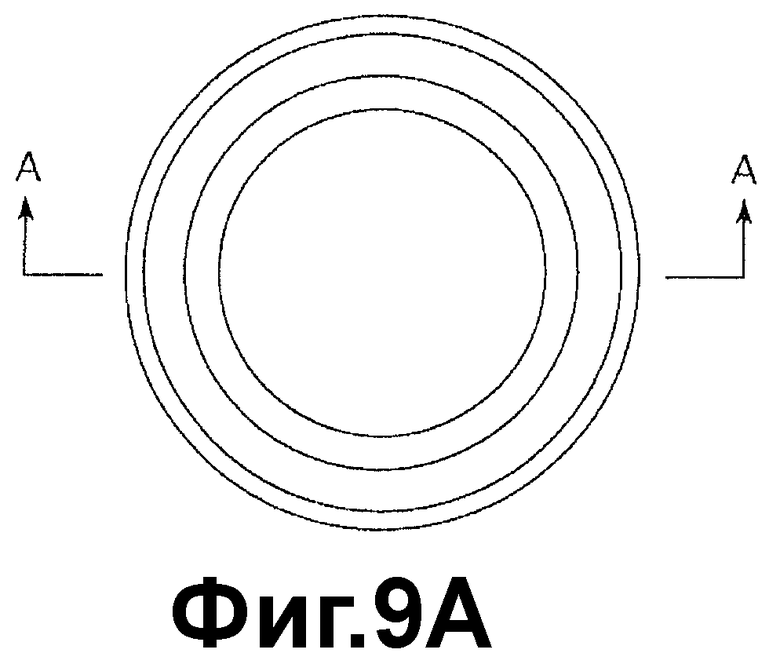
Фиг.9A изображает вид сверху емкости с двойными стенками согласно еще одному варианту осуществления изобретения.
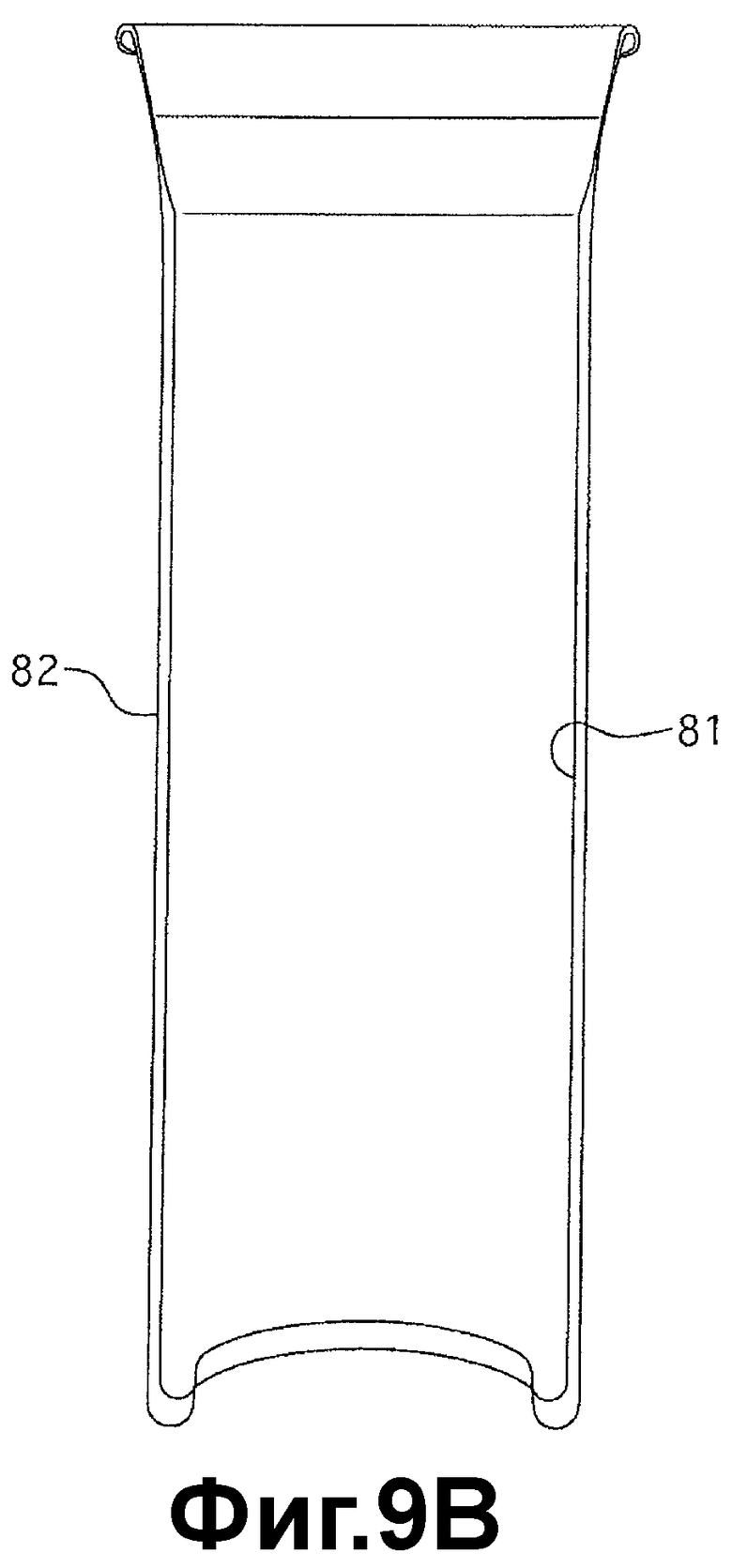
Фиг.9B изображает сечение вдоль линии А-А емкости с двойными стенками согласно фиг.9A.
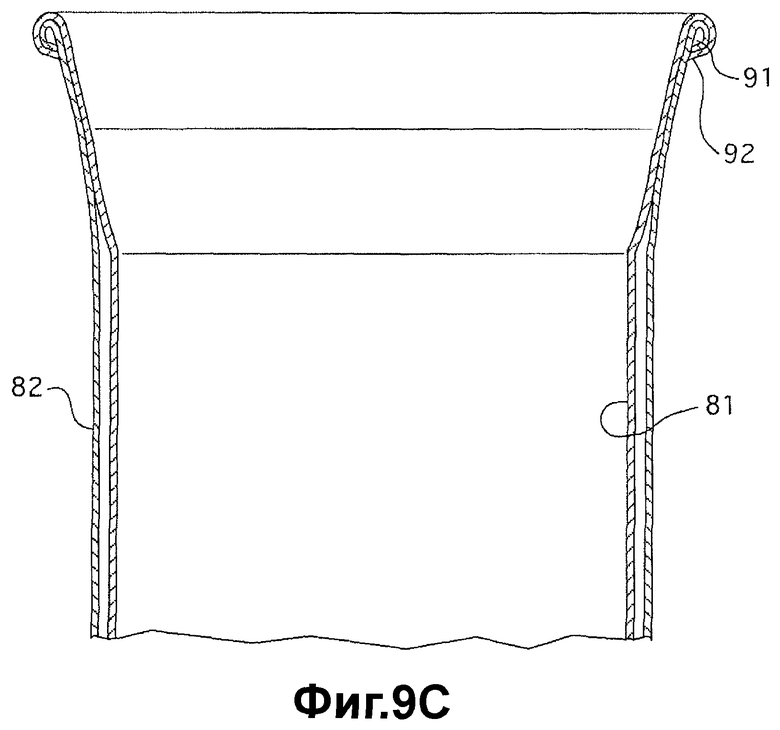
Фиг.9C изображает частичное сечение вдоль линии А-А емкости с двойными стенками согласно фиг.9A.
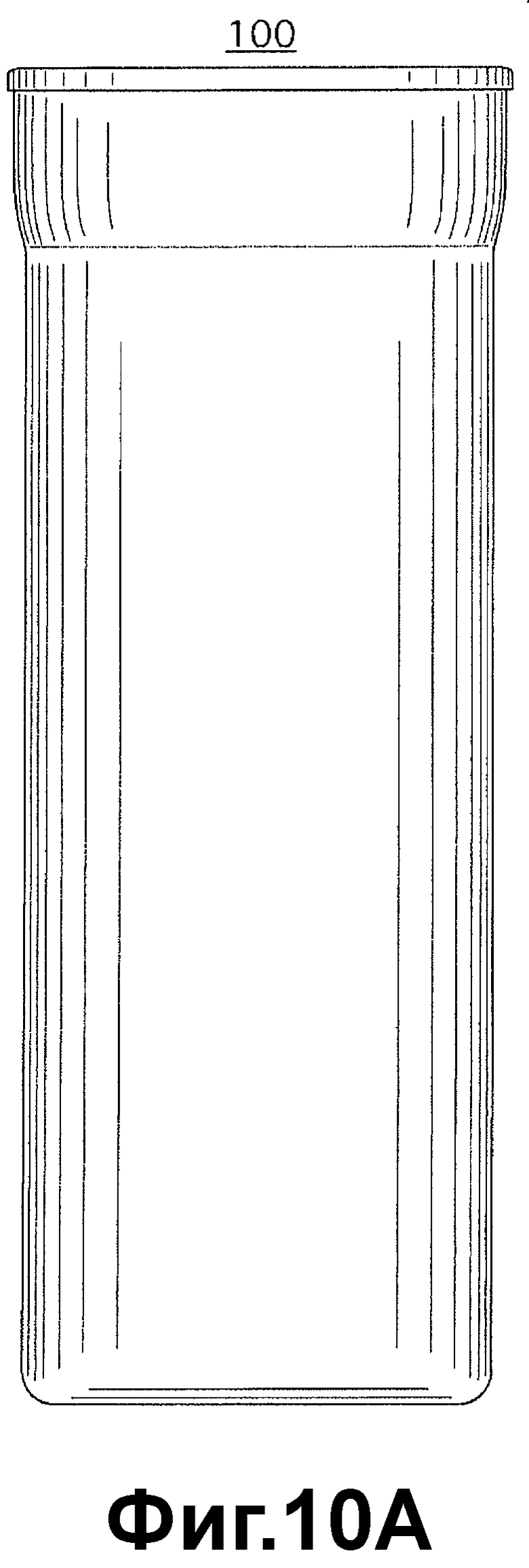
Фиг.10A изображает вид сбоку емкости с двойными стенками согласно дополнительному варианту осуществления изобретения.
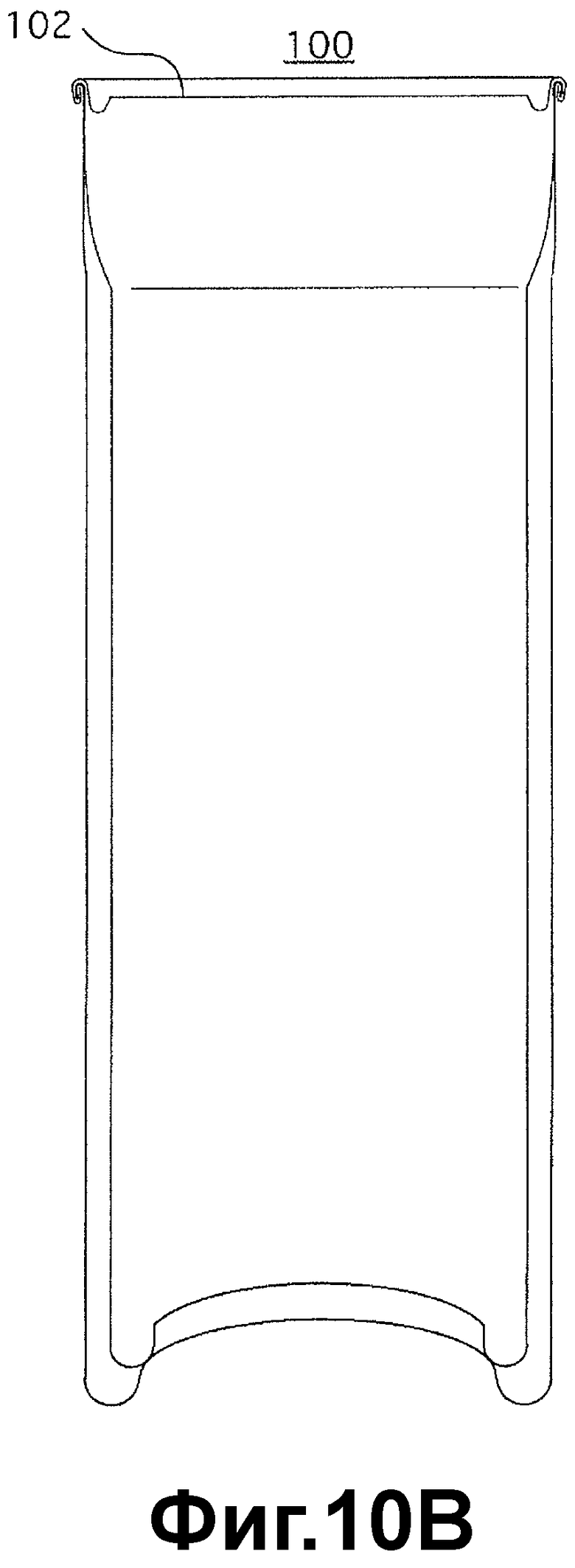
Фиг.10B изображает сечение вдоль линии А-А емкости с двойными стенками согласно фиг.10A.
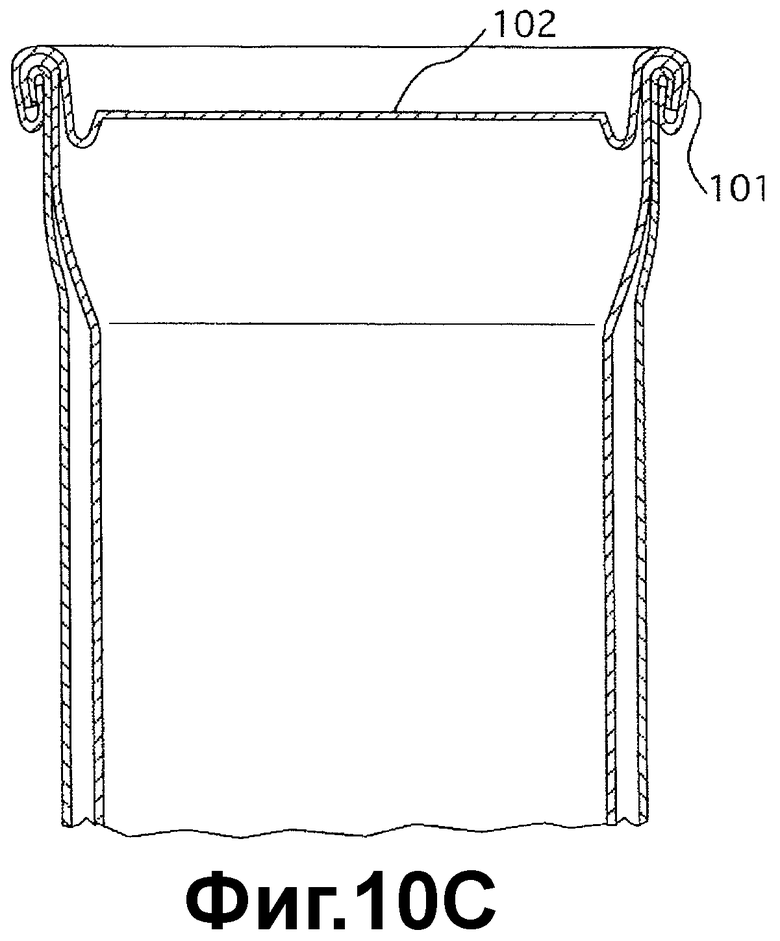
Фиг.10C изображает частичное сечение вдоль линии А-А емкости с двойными стенками согласно фиг 10A.
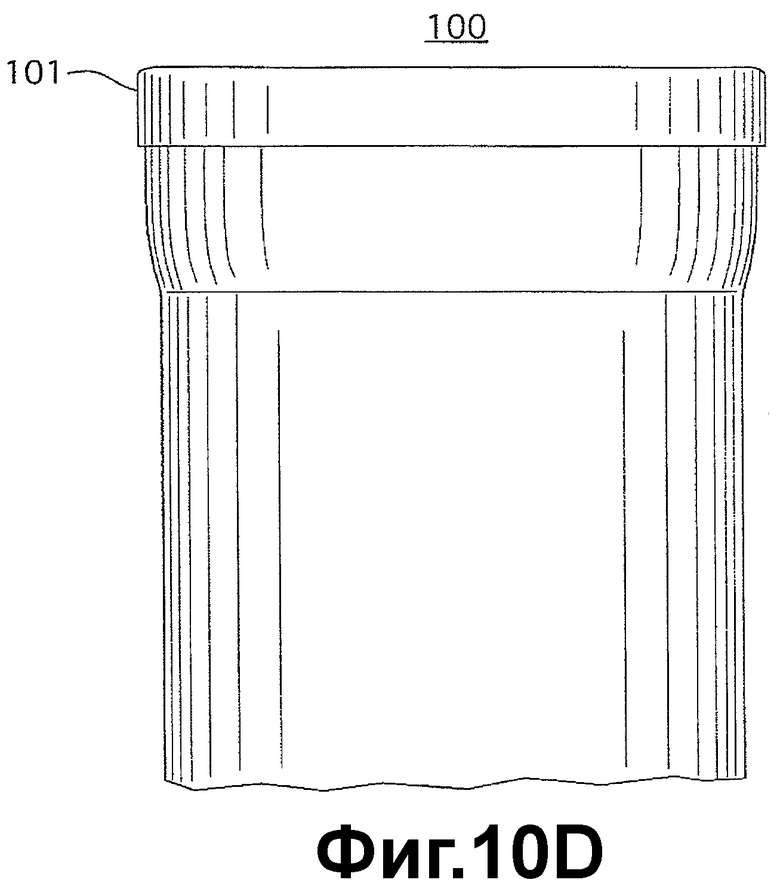
Фиг.10D изображает частичный вид сбоку емкости с двойными стенками согласно фиг.10A.
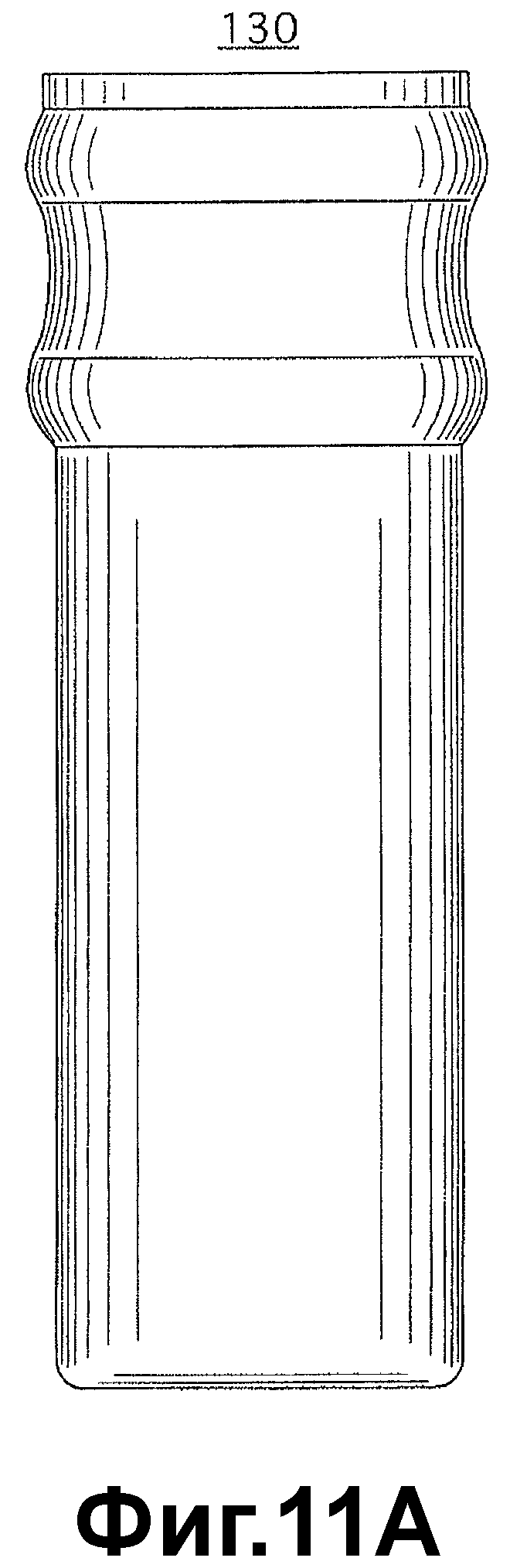
Фиг.11A изображает вид сбоку емкости с двойными стенками согласно еще одному дополнительному варианту осуществления изобретения.
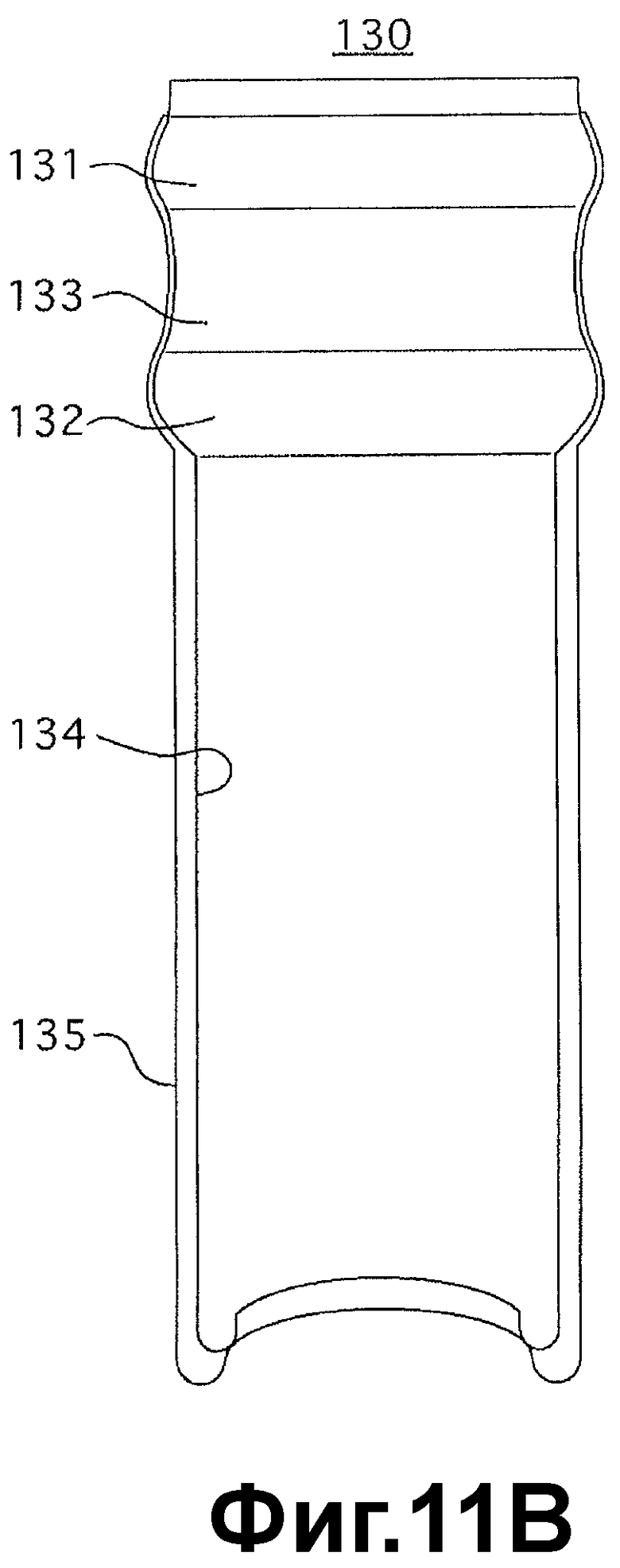
Фиг.11B изображает частичное сечение вдоль линии А-А емкости с двойными стенками согласно фиг.11A.
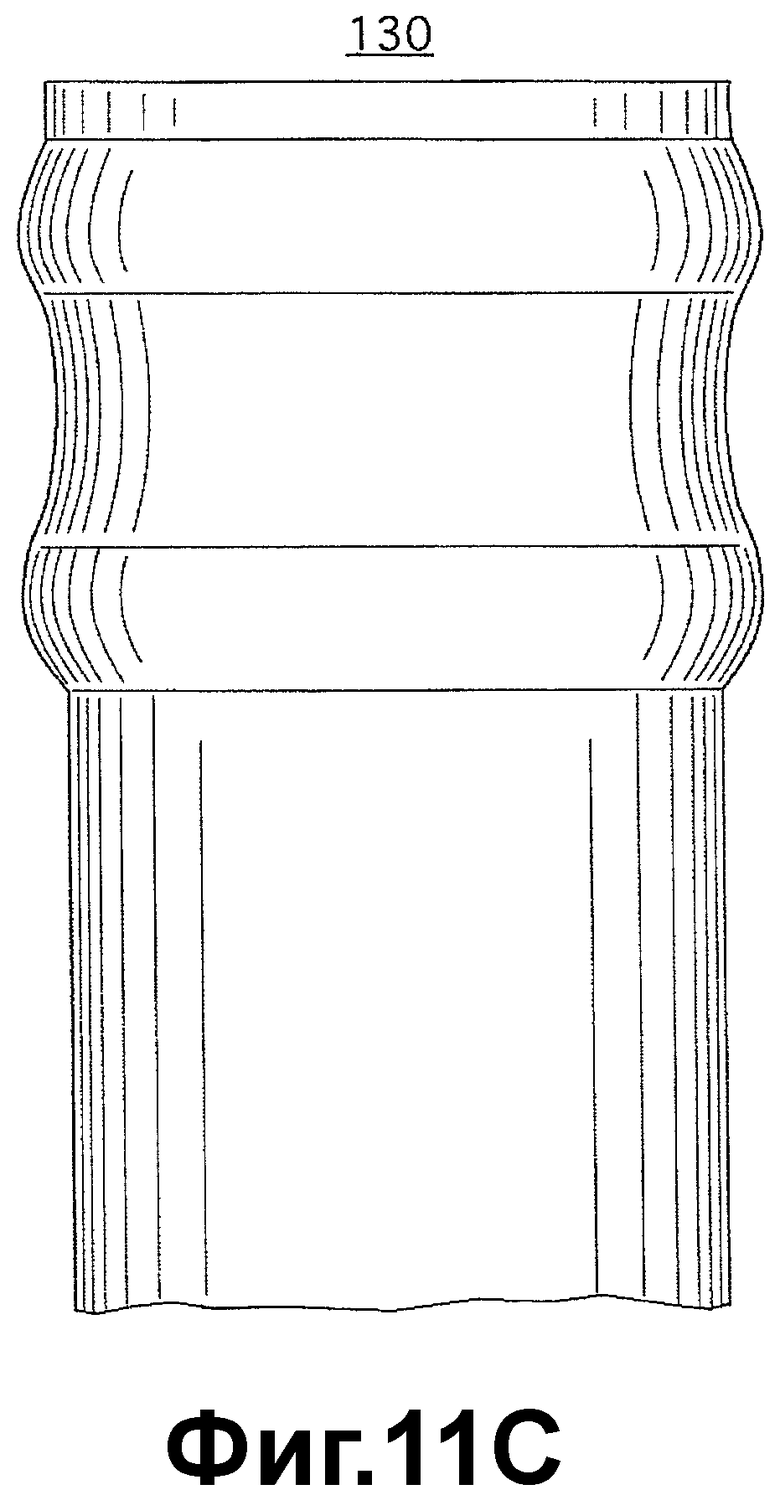
Фиг.11C изображает частичный вид сбоку емкости с двойными стенками согласно фиг.11A.
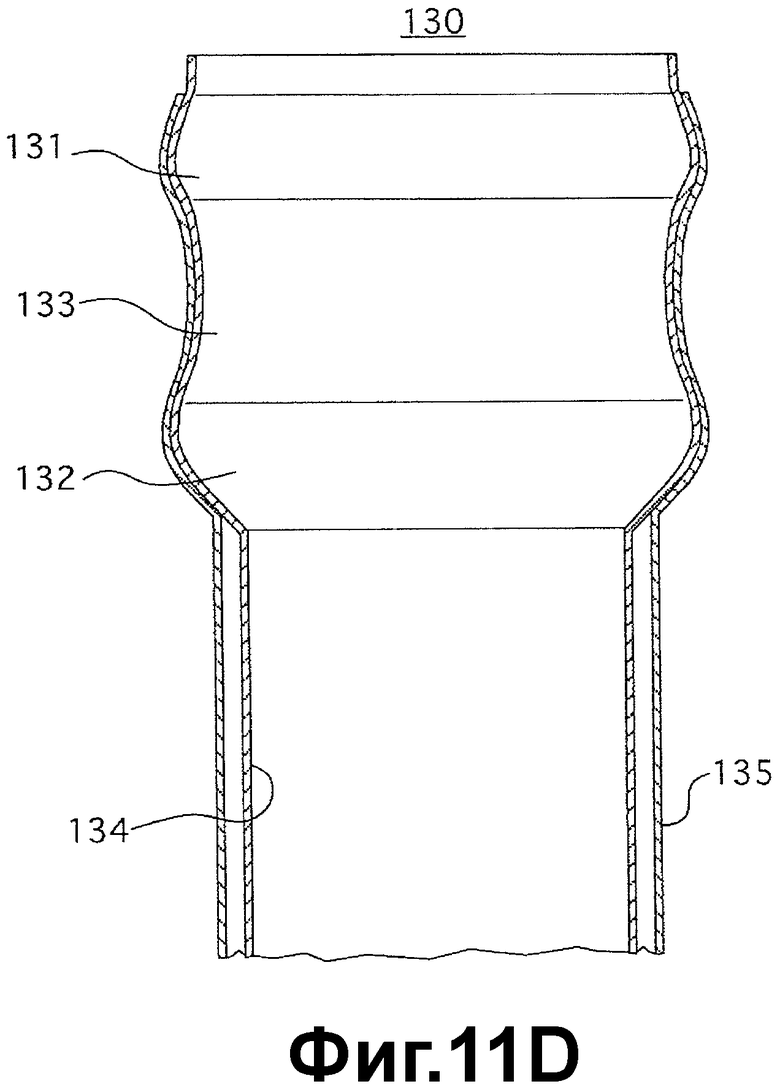
Фиг.11D изображает частичное сечение вдоль линии А-А емкости с двойными стенками согласно фиг.11A.
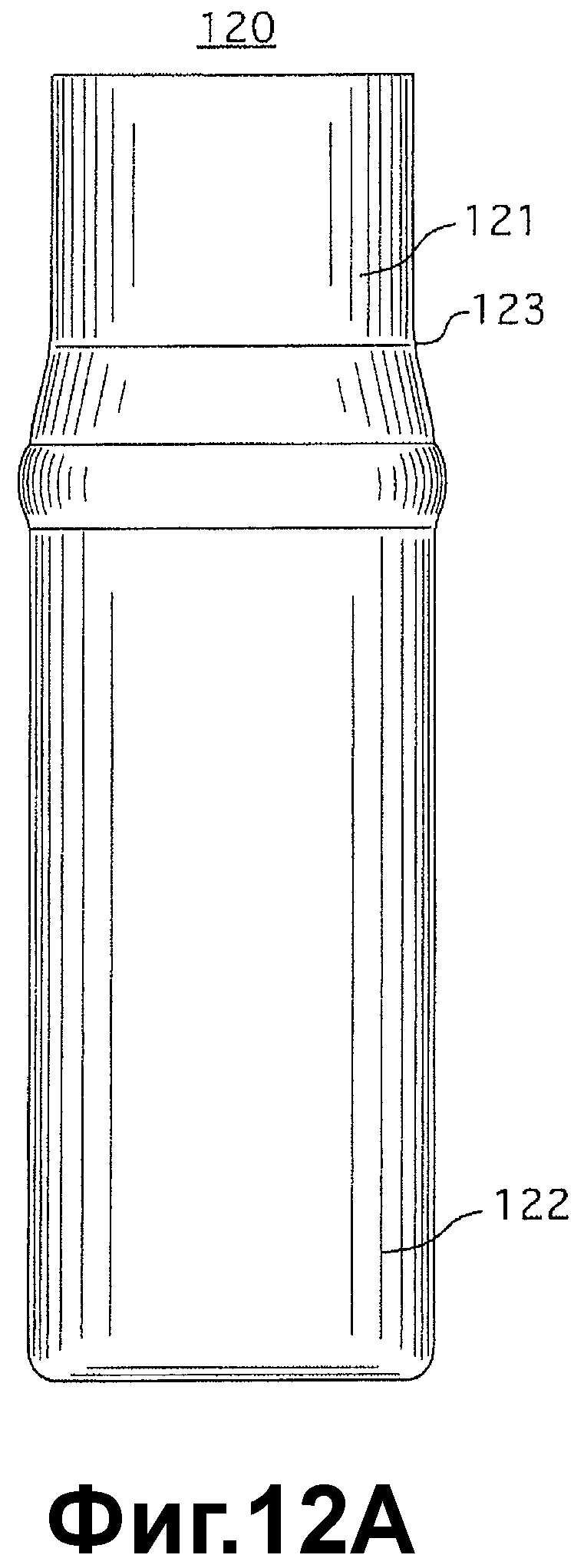
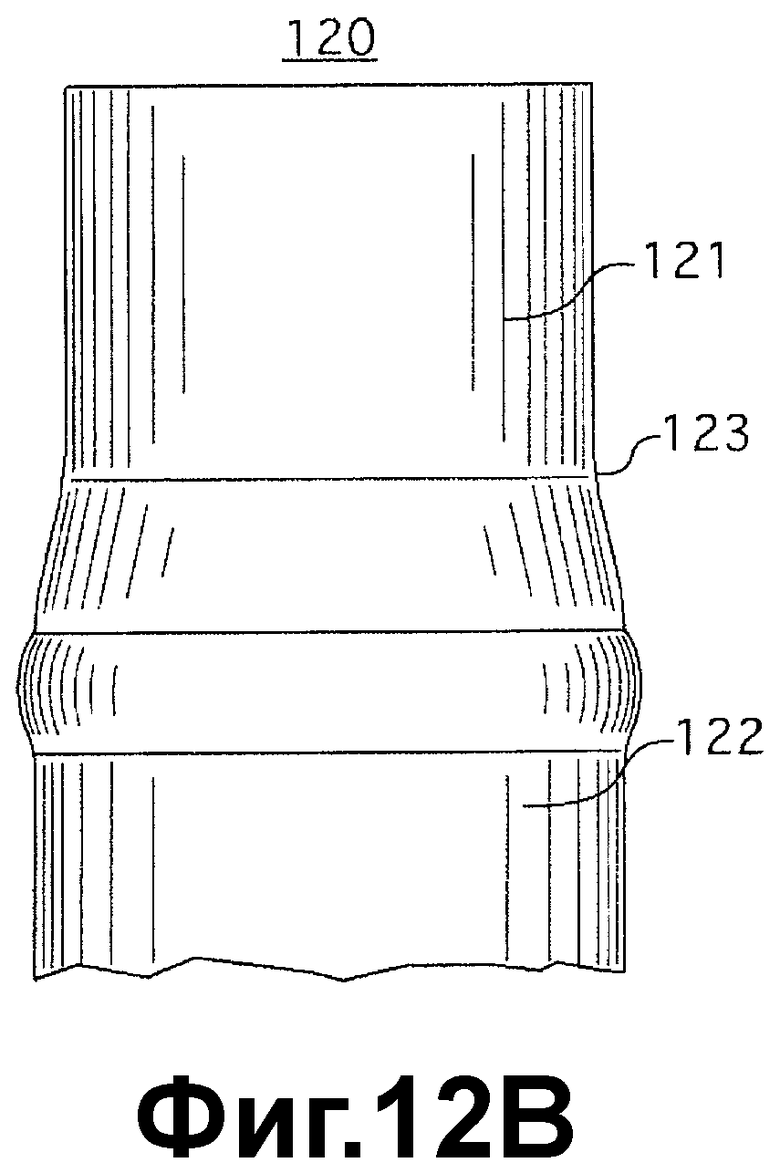
Фиг.12A изображает емкость с двойными стенками согласно другому варианту осуществления изобретения.
Фиг.12B изображает частичный вид крупным планом емкости с двойными стенками согласно фиг.12A.
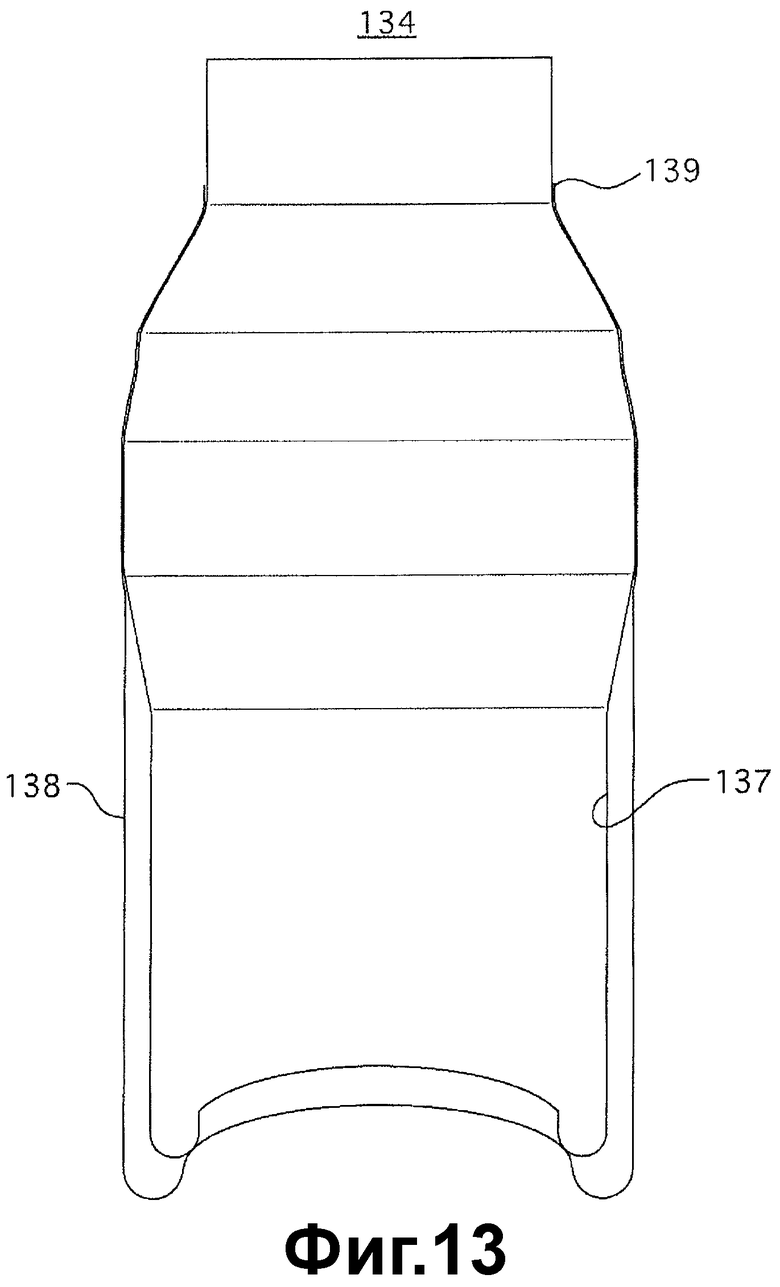
Фиг.13 изображает вид с частичным сечением емкости с двойными стенками согласно еще одному дополнительному варианту осуществления изобретения.
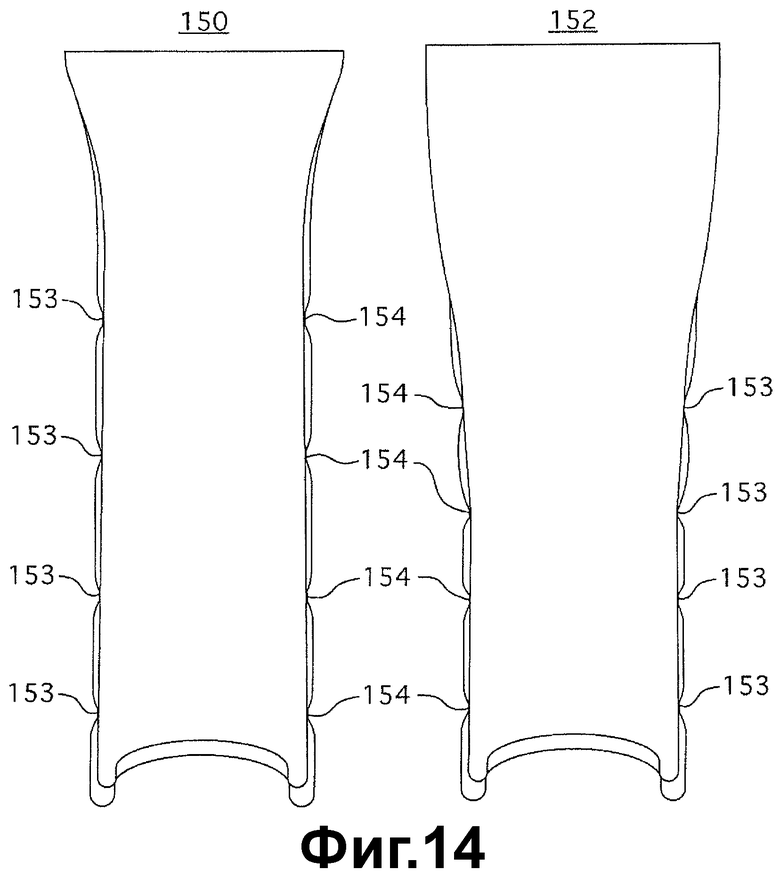
Фиг.14 изображает два примера емкостей с двойными стенками согласно вариантам осуществления изобретения, в которых внешняя стенка каждой емкости с двойными стенками является ребристой.
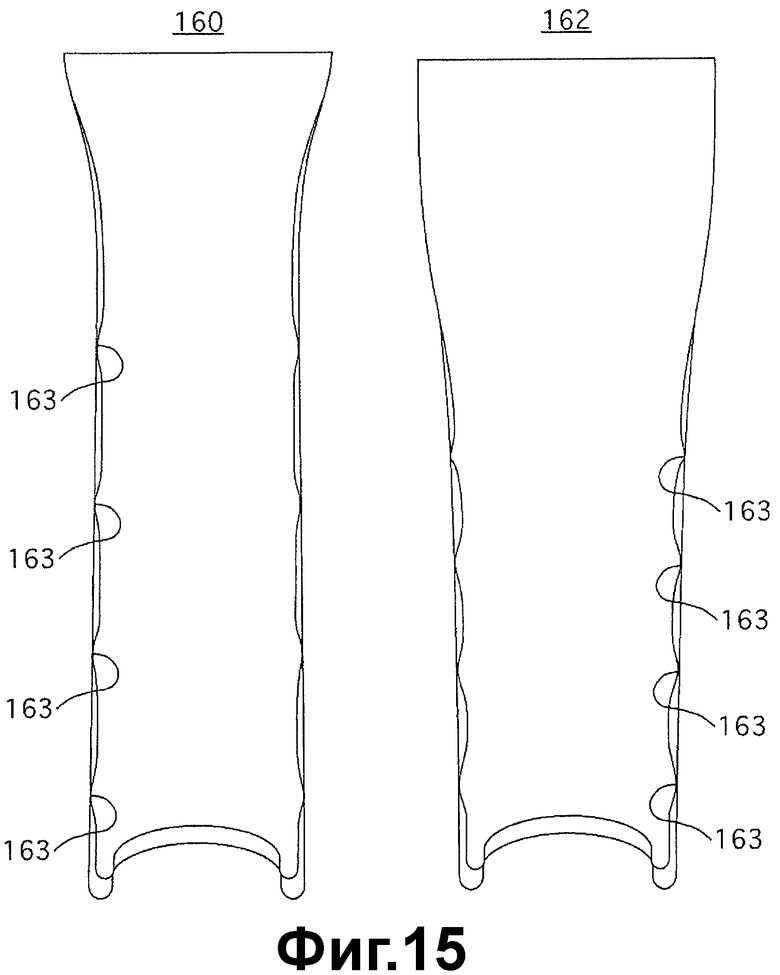
Фиг.15 изображает два примера емкостей с двойными стенками согласно вариантам осуществления изобретения, в которых внутренняя стенка каждой емкости с двойными стенками является ребристой.
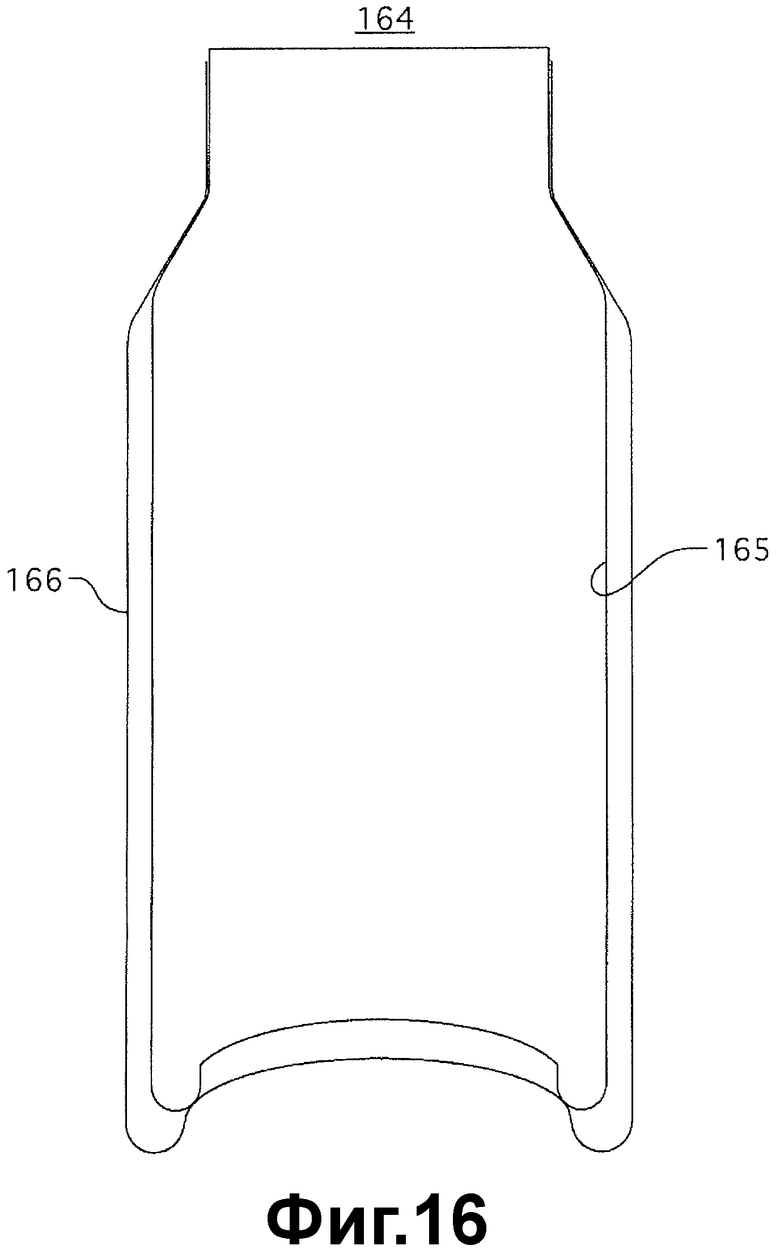
Фиг.16 изображает вид с частичным сечением еще одного дополнительного варианта осуществления изобретения.
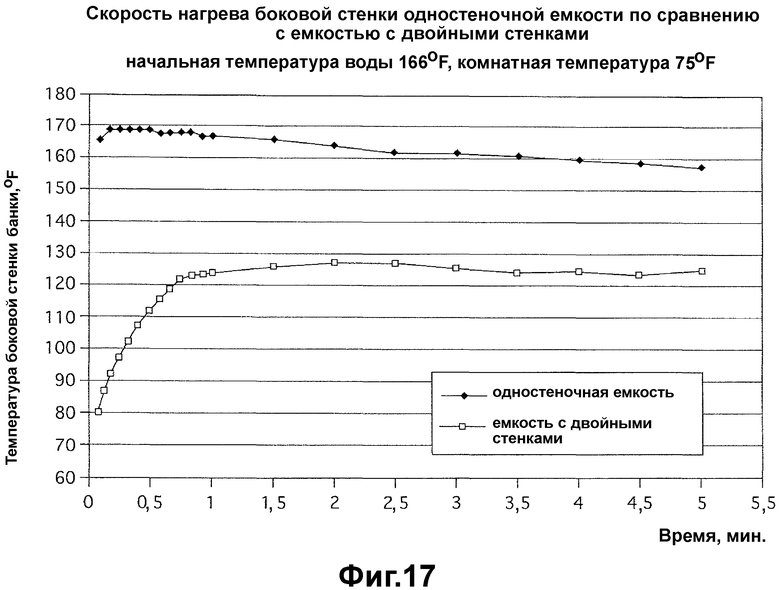
Фиг.17 представляет собой график, изображающий скорость нагрева боковой стенки емкости с двойными стенками по сравнению с боковой стенкой одностеночной емкости.
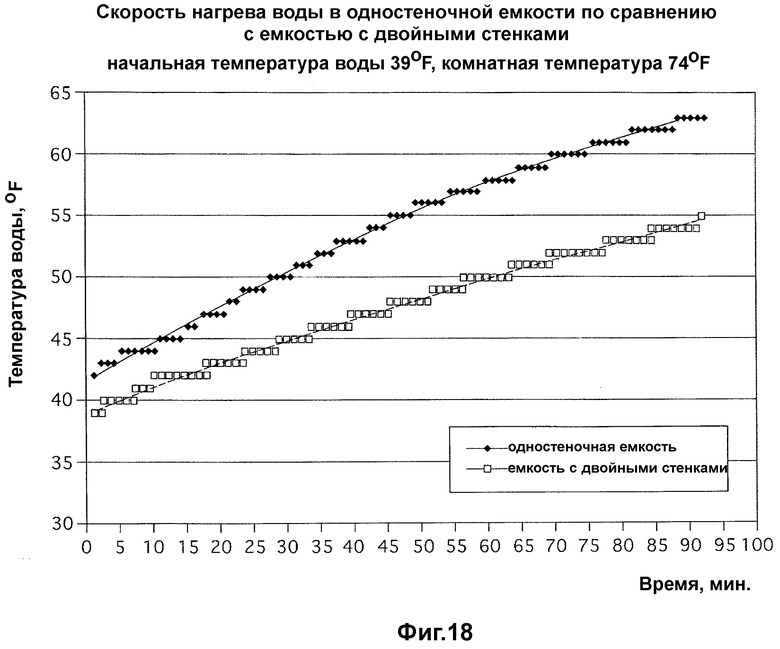
Фиг.18 представляет собой график, изображающий скорость нагрева воды в емкости с двойными стенками по сравнению с водой в одностеночной емкости.
Подробное описание изобретения
В последующем подробном описании предпочтительных вариантов осуществления сделаны ссылки на прилагаемые чертежи, которые являются его частью, и в которых посредством иллюстраций изображены конкретные варианты осуществления, в которых изобретение может быть применено на практике. Должно быть очевидно, что могут быть использованы другие варианты осуществления, и могут быть сделаны конструкционные изменения без отступления от объема настоящего изобретения.
В одном варианте осуществления изобретения способ изготовления емкости с двойными стенками предусматривает обеспечение первой емкости, имеющей диаметр X; обеспечение второй емкости, имеющей диаметр Y, причем диаметр Y больше, чем диаметр X; вставку первой емкости во вторую емкость; и взаимное сцепление первой емкости и второй емкости так, чтобы первая и вторая емкости образовали единую емкость с двойными стенками. Взаимное сцепление первой емкости и второй емкости означает закрепление первой емкости по меньшей мере частично внутри второй емкости для предотвращения аксиального перемещения первой емкости относительно второй емкости. Когда емкости сцеплены, они все же могут поворачиваться друг относительно друга. Первая емкость не должна быть полностью охвачена второй емкостью, как будет показано ниже на конкретных примерах.
В некоторых вариантах осуществления взаимное сцепление первой емкости и второй емкости может предусматривать увеличение диаметра X участка первой емкости и сужение участка второй емкости наряду с расширенным участком первой емкости. В некоторых вариантах осуществления участок второй и/или первой емкости, который является суженным, является меньшим участком, чем участок, который был расширен. В некоторых вариантах осуществления взаимное сцепление первой емкости и второй емкости может предусматривать увеличение диаметра X участка первой емкости и закручивание или закатку верхних кромок обоих емкостей или первой емкости. Могут быть использованы любые другие соответствующие способы обработки кромок или образования отверстия для вмещения крышки емкости с двойными стенками.
В некоторых вариантах осуществления взаимное сцепление первой емкости и второй емкости предусматривает уменьшение диаметра Y участка второй емкости и закручивание или закатку верхних кромок обоих емкостей или первой емкости. В некоторых вариантах осуществления взаимное сцепление первой емкости и второй емкости предусматривает уменьшение диаметра Y участка второй емкости и уменьшение диаметра X участка первой емкости.
Три примера емкостей с двойными стенками, выполненных в соответствии с вариантами осуществления изобретения, изображены на фиг.1-3. Фиг.1-3 изображают емкости 10, 20, и 30, соответственно, с двойными стенками, причем верхние участки 13, 23, и 33, соответственно, первой емкости 11, 21, и 31, соответственно, и второй емкости 12, 22, и 32, соответственно, были расширены. Верхние кромки емкостей 11, 12, 21, 22, 31 и 32 закручены. Первая емкость 11 взаимно сцеплена со второй емкостью 12. Первая емкость 21 взаимно сцеплена со второй емкостью 22. И первая емкость 31 взаимно сцеплена со второй емкостью 32.
Фиг.4 и 5 изображают емкости после определенных этапов технологического процесса согласно некоторым вариантам осуществления изобретения. Со ссылкой на фиг.4, первая емкость 40 на этапе А имеет диаметр 53 мм. На этапе В верхний участок 41 первой емкости 40 был расширен до диаметра 57,4 мм. Расширение было достигнуто посредством использования расширяющей формы, изображенной на фиг.7. На этапе C была обеспечена вторая емкость 42, имеющая диаметр 59 мм. На этапе D первая емкость 40 была помещена внутрь второй емкости 42. Небольшой зазор между этими двумя емкостями препятствовал захвату и сжатию воздуха. Затем обе емкости были расширены вместе с использованием расширяющей формы большего диаметра, изображенной на фиг.8, посредством вставки формы в частично расширенную первую емкость. Расширяющая форма, изображенная на фиг.8, расширила верхний участок частично расширенной банки на дополнительные 0,059" (1,5 мм) с каждой стороны до диаметра 60,4 мм. Смещение заготовки было отрегулировано для получения требуемой длины расширенной поверхности. На этапе E верхний участок 44 обеих емкостей был подвергнут сужению посредством матрицы, обжимающей без выталкивателя, до диаметра 59 мм. На этапе F другой верхний участок обеих емкостей был расширен. На этапе G верхние кромки обеих емкостей были подвергнуты двойному закатыванию.
Теперь со ссылкой на фиг.5, на этапе A обеспечена первая емкость 50, имеющая диаметр 53 мм. На этапе B верхний участок 52 первой емкости 50 был растянут. На этапе C обеспечена вторая емкость 51, имеющая диаметр 59 мм. На этапе D первая емкость 50 была помещена внутрь второй емкости 51 и верхние участки первой емкости 50 и второй емкости 51 были расширены вместе. На этапе E верхние участки первой емкости 50 и второй емкости 51 были подвергнуты сужению посредством матрицы, обжимающей без выталкивателя, до диаметра 59 мм. На этапе F верхние кромки обеих емкостей 50 и 51 были закручены наружу.
В других вариантах осуществления могут быть расширены или подвергнуты сужению нижний или средний участок первой и/или второй емкости.
В другом варианте осуществления изобретения способ изготовления емкости с двойными стенками предусматривает обеспечение первой емкости, имеющей диаметр X; обеспечение второй емкости, имеющей диаметр Y, причем диаметр Y, больше чем диаметр X; вставку первой емкости во вторую емкость; и сужение верхнего участка второй емкости. В некоторых вариантах осуществления, в которых вторая емкость подвергнута сужению, выталкиватель используется в процессе сужения. В некоторых вариантах осуществления, с использованием выталкивателя может быть обжата вторая емкость до диаметра, немногим большего, чем первая емкость, затем первая емкость помещается во вторую емкость, и затем выталкиватель помещается в первую емкость, и первая и вторая емкости обжимаются вместе. Фиг.16 изображает емкость 164 с двойными стенками, в которой первая емкость 165 и вторая емкость 166 были взаимно сцеплены посредством сужения как первой емкости, так и второй емкости.
Фиг.6A-6C изображают результат этапов процесса взаимного сцепления в соответствии с одним вариантом осуществления изобретения. Фиг.6A изображает первую емкость 63, находящуюся внутри второй емкости 64. Участок 65 первой емкости 63 был расширен так, чтобы существовал небольшой зазор между первой емкостью и второй емкостью 64. На фиг.6B второй участок 66 первой емкости 63 был расширен вместе с участком 67 второй емкости 64. На фиг.6C второй участок 69 второй емкости 64 был подвергнут сужению вместе с третьим участком 68 первой емкости 63. С помощью процессов расширения и сужения первая емкость 63 была взаимно сцеплена со второй емкостью 64.
В некоторых вариантах осуществления изобретения первая и вторая емкости сначала имеют одинаковые диаметры. В некоторых вариантах осуществления этап подготовки второй емкости, имеющей диаметр Y, включает подготовку второй емкости, имеющей диаметр Z, и расширение второй емкости до диаметра Y. Диаметр Z может быть равен диаметру X, или Z может быть диаметром, отличным от X. В некоторых вариантах осуществления этап подготовки первой емкости, имеющей диаметр X, включает подготовку первой емкости, имеющей диаметр W, и сужение первой емкости до диаметра X. Диаметр W может быть равным диаметру Y или W может быть диаметром, отличным от X.
В некоторых вариантах осуществления в начале процесса боковые стенки первой и второй емкостей являются ровными, т.е. имеют по существу равномерный диаметр, как показано, например, на фиг.4A, 4C, 5A и 5C. В некоторых вариантах осуществления боковые стенки первой и второй емкости изогнуты или имеют коническую форму. Например, емкость с двойными стенками, изображенная на фиг.3, могла быть изготовлена с помощью первой и второй емкостей, имеющих изогнутые боковые стенки.
Со ссылкой на фиг.1, в некоторых вариантах осуществления вогнутое днище 14 первой емкости 11 по существу не имеет одинакового размера и/или формы вогнутого днища 15 второй емкости 12 так, что вогнутое днище первой емкости не вставляется в вогнутое днище второй емкости. Это увеличивает теплоизолирующие свойства емкости 10 с двойными стенками. Конфигурацию с вогнутыми днищами, не вставляемыми друг в друга, можно видеть на фиг.1-3.
Как можно видеть на фиг.1, зазор 16 расположен между участком первой емкости и участком второй емкости. В некоторых вариантах осуществления ширина зазора 16 в некоторых областях составляет приблизительно от 0,080" до 0,085". В других вариантах осуществления ширина зазора 16 в некоторых областях составляет приблизительно от 0,020" до 0,040", в некоторых областях составляет приблизительно от 0,060" до 0,080", и в некоторых областях составляет приблизительно от 0,020" до 0,125". Когда ширина зазора составляет 0,080", разница диаметров между первой (внутренней) емкостью и второй (внешней) емкостью составляет 0,160". Как можно видеть на чертежах, в некоторых вариантах осуществления ширина зазора неравномерна. В некоторых вариантах осуществления этот зазор 16 может быть заполнен частично или полностью воздухом или другим изолирующим материалом. Может быть использован любой соответствующий изолирующий материал.
В некоторых вариантах осуществления увеличение диаметра X участка первой емкости предусматривает вставку расширяющей формы, примеры которой изображены на фиг.7 и 8, по меньшей мере частично в первую емкость. В некоторых вариантах осуществления, когда расширяющая форма вставлена в первую емкость, диаметр Y участка второй емкости также увеличивается. В некоторых вариантах осуществления по меньшей мере одна расширяющая форма вставлена в открытый конец первой емкости для увеличения диаметра емкости с двойными стенками. Другая расширяющая форма может быть вставлена в открытый конец емкости для дополнительного увеличения диаметра емкости. Этот процесс может быть повторен до достижения требуемой формы емкости с двойными стенками. Примеры возможных этапов увеличения емкости с двойными стенками можно видеть на фиг.4 и 5.
Количество расширяющих форм, используемых для расширения емкости с двойными стенками до требуемого диаметра без значительного повреждения емкости, зависит от степени требуемого расширения, материала емкости, твердости материала емкости, и толщины боковой стенки емкости. Например, чем выше степень требуемого расширения, тем требуется большее число расширяющих форм. Также если металл, который составляет емкость, имеет высокую степень твердости, потребуется большее количество расширяющих форм по сравнению с расширением емкости, содержащей более мягкий металл такого же качества. Кроме того, чем тоньше боковая стенка, тем требуется большее число расширяющих форм. Дополнительно, при расширении емкости с покрытием постепенное расширение поможет поддержать целостность покрытия. Альтернативно, емкость может быть растянута перед покрытием.
Ссылаясь снова на растягивающие формы 60 и 70 на фиг.7 и 8, соответственно, в некоторых вариантах осуществлениях форма 60 или 70 состоит из инструментальной стали A2, твердость по Роквеллу 58-60 единиц по шкале С, степень отделки 32, хотя может быть использован любой материал, пригодный для формы. Начальные участки 61 и 71 рабочих поверхностей 62 и 72 на фиг.7 и 8, соответственно, имеют конфигурацию для постепенного перехода диаметра боковой стенки емкости. Рабочие поверхности 62 и 72 форм 60 и 70 имеют такие размеры и конфигурацию, что при вставке в открытый конец емкости заставляют боковую стенку емкости поступательно радиально расширяться, когда емкость перемещается вдоль рабочей поверхности. В некоторых вариантах осуществления расширяющая форма содержит рабочую поверхность, имеющую поступательно расширяющий участок, участок направляющей фаски, и конический участок, переходящий в участок с выточкой. В некоторых вариантах осуществления направляющая фаска имеет размеры и конфигурацию для установки окончательного диаметра емкости, образованного этой расширяющей формой. В некоторых вариантах осуществления конусный участок переходит от участка направляющей фаски к участку с выточкой. В некоторых вариантах осуществления диаметр участка с выточкой меньше, чем диаметр участка направляющей фаски. В некоторых вариантах осуществления участок с выточкой расширяет по меньшей мере длину расширенного участка минус длина участка направляющей фаски и начального участка формы. Участок с выточкой учитывает отдачу и уменьшает область сплошного контакта между банкой и формой, минимизируя возникающие суммарные нагрузки. В некоторых вариантах осуществления, когда растянут только небольшой верхний участок емкости, используется расширяющая форма, не имеющая участка направляющей фаски и участка с выточкой. Например, емкость, имеющая профиль, изображенный на фиг.1, была расширена с использованием формы, не имеющей участка направляющей фаски или участка с выточкой.
В некоторых вариантах осуществления верхняя кромка первой емкости закручена. В некоторых вариантах осуществления закрутка может быть выполнена после первой вставки расширяющей формы по меньшей мере частично в первую емкость и расширения верхнего участка первой емкости, и возможно также верхнего участка второй емкости. В некоторых вариантах осуществления верхняя кромка второй емкости также закручена. В некоторых вариантах осуществления, когда закручивание выполняется внутрь емкости с двойными стенками, верхняя кромка второй емкости закручена над или вместе с верхней кромкой первой емкости. В некоторых вариантах осуществления, когда закручивание выполняется наружу емкости с двойными стенками, верхняя кромка первой емкости закручена над или вместе с верхней кромкой второй емкости. Пример завитка на емкости с двойными стенками можно видеть на фиг.9A-9C. На фиг.9C верхние кромки 91 и 92 первой емкости 81 и второй емкости 82 закручены по направлению наружу.
В некоторых вариантах осуществления верхние кромки первой емкости и второй емкости загнуты и закатаны вместе с крышкой или только верхняя кромка первой емкости загнута и закатана вместе с крышкой. Может быть использован любой способ загибания и закатывания кромок. Пример емкости с двойными стенками 100, имеющей загнутую и закатанную верхнюю кромку 101 и крышку 102, может быть виден на фиг.10.
В некоторых вариантах осуществления, в которых участок первой и/или второй емкостей подвергнут сужению, сужение может быть достигнуто с помощью обжатия матрицей, вращательного обжатия или любого соответствующего способа. Диаметр участка емкости с двойными стенками, подвергнутой сужению, может быть меньше, равен, или больше, чем диаметр X. В некоторых вариантах осуществления расстояние от верхней кромки емкости с двойными стенками, где она подвергнута сужению, меньше, чем расстояние от верхней кромки емкости, где она растянута. В некоторых вариантах осуществления емкость с двойными стенками сужена в несколько этапов с помощью нескольких различных обжимных матриц. В другом варианте осуществления емкость с двойными стенками подвергнута сужению только с помощью одной обжимной матрицы. Может быть использована любая соответствующая обжимная матрица(ы), известная в данной области техники. В некоторых вариантах осуществления емкость с двойными стенками может быть подвергнута сужению так, чтобы она приняла форму бутылки или банки для напитка. В некоторых вариантах осуществления после того, как емкость с двойными стенками подвергнута сужению, участок емкости расширяют до тех пор, пока не получена требуемая форма. Емкость с двойными стенками может быть неоднократно подвергнута сужению и расширению, до тех пор, пока не будет достигнута требуемая форма. Емкость с двойными стенками, в которой верхние участки первой и второй емкостей были взаимно сцеплены посредством сужения верхних участков первой и второй емкостей, изображена на фиг.11. Емкость 130 с двойными стенками на Фиг.11 была подвергнута сужению с использованием обжимной матрицы. Емкость 130 с двойными стенками имеет два растянутых участка 131 и 132, разделенных суженным участком 133.
В некоторых вариантах осуществления первая емкость имеет высоту, отличную от высоты второй емкости. На фиг.11 первая емкость 134 выше, чем вторая емкость 135.
Фиг.12A и 12B изображают другой пример емкости 120 с двойными стенками, в которой первая емкость 121 выше, чем вторая емкость 122. После того, как первая емкость 121 была помещена во вторую емкость 122, и первая емкость, и вторая емкость были растянуты, затем подверглись сужению для взаимного сцепления первой емкости и второй емкости. Верхняя кромка 123 второй емкости 122 лежит на участке емкости, подвергшемся сужению. Емкость 120 с двойными стенками на фиг.12 может быть дополнительно обработана, чтобы вместить крышку или верхняя кромка первой емкости может быть, например, закручена.
Фиг.13 изображает еще один пример емкости 136 с двойными стенками, в которой первая емкость 137 выше, чем вторая емкость 138. После того, как первая емкость 137 была помещена во вторую емкость 138, и первая емкость, и вторая емкость были растянуты, затем подвергнуты сужению для взаимного сцепления первой емкости и второй емкости. Верхнюю кромку 139 второй емкости можно видеть на фиг.13. Емкость 136 с двойными стенками на фиг.13 может быть дополнительно обработана для вмещения крышки или верхняя кромка первой емкости может быть закручена.
Сужение растянутой емкости с двойными стенками, выполненное в соответствии с некоторыми вариантами осуществления изобретения, до диаметра, большего чем или равного первоначальному диаметру X первой емкости, не требует использования выталкивателя, т.к. боковая стенка первой емкости находится в состоянии напряжения после расширения. В некоторых вариантах осуществления выталкиватель может быть использован при сужении емкости.
В некоторых вариантах осуществления после заключительного этапа растягивания или сужения образован открытый конец емкости с двойными стенками для вмещения крышки. Может быть использован любой соответствующий способ формирования для вмещения крышки, включая формирование фланца, закрутки, винтовой резьбы, кромки, вкладывание уплотнения и ободок, или их комбинацию. Может быть использован любой соответствующий способ нарезания резьбы или выполнения кромки. Может быть использована любая соответствующая крышка, включая, но не ограничиваясь, или стандартный конец с двойным закаточным швом, легко открывающийся полносъемный конец, крончатую крышку, пластмассовую резьбовую крышку, укупорочное средство с шариковым аппликатором, устойчивым к выталкиванию, обжимную лепестковую крышку, аэрозольный клапан, или гофрированную крышку.
В некоторых вариантах осуществления первая емкость, вторая емкость или обе емкости имеют ребра, как показано на фиг.14 и 15. Фиг.14 изображает два примера емкостей 150 и 152 с двойными стенками, в которых вторая или наружная емкость имеет ребра 153. Фиг.15 изображает два примера емкостей 160 и 162 с двойными стенками, в которых внутренняя емкость имеет ребра 163. Емкости могут иметь ребра для создания мест 154 контакта между первой емкостью и второй емкостью для жесткости и/или теплопередачи. В одном варианте осуществления при использовании тонкого, жесткого металла во внутренней емкости, например, со степенью твердости H19 или H39, и толщиной металла боковой стенки приблизительно от 0,0038" до 0,015", ребра внутренней емкости способствуют поддержанию формы внутренней емкости.
Фиг.17 изображает скорость нагрева внешней боковой стенки емкости, начиная с комнатной температуры одностеночной емкости по сравнению с емкостью с двойными стенками, содержащей жидкость, имеющую начальную температуру 166°F. Емкость F, изображенная на фиг.4, представляет собой емкость с двойными стенками, которая была использована для измерения теплоизолирующих свойств.
Фиг.18 изображает скорость нагрева жидкости, имеющей начальную температуру 39°F в одностеночной емкости по сравнению с емкостью с двойными стенками при комнатной температуре.
После 45 минут жидкость внутри одностеночной емкости нагрета до 55°F. Жидкость в емкости с двойными стенками нагрета за 90 минут до температуры 55°F. Емкость F, изображенная на Фиг.4, представляет собой емкость с двойными стенками, которая была использована для измерения теплоизолирующих свойств.
Варианты осуществления изобретения могут быть использованы в соединении с любой емкостью, выполненной с возможностью быть подвергнутой расширению или сужению, включая, но не ограничиваясь ими, емкости для напитков, аэрозолей и пищевых продуктов. Первые и вторые обеспеченные емкости могут быть изготовлены посредством любых соответствующих средств, включая, но не ограничиваясь ими, вытяжку, вытяжку с утонением, реверсивную вытяжку, вытяжку с растяжением, глубокую вытяжку, закатывание 3-х деталей, штамповку выдавливанием. В некоторых вариантах осуществления емкость состоит из алюминия или стали. В некоторых вариантах осуществления алюминий содержит сплав, такой как 3104, 3004, 5042, 1060, 1070 по классификации Ассоциации Алюминия, также могут быть использованы легированные стали. В некоторых вариантах осуществлениях сплав имеет высокую степень твердости, такую как H19 или H39. В других вариантах осуществления использован металл с меньшей степенью твердости.
Емкость с двойными стенками, изготовленная в соответствии с вариантами осуществления изобретения, может принимать множество форм, таких как емкость в виде расширяющегося кверху стакана для пива или другая емкость для напитков, банка для напитков, или бутылка.
Хотя настоящее изобретение было описано очень подробно со ссылкой на его конкретные варианты осуществления, возможны также другие варианты. Все признаки, раскрытые в описании, включая чертежи, и все этапы, раскрытые в любом способе или процессе, могут быть объединены в любой комбинации, кроме комбинаций, где по меньшей мере некоторые из таких признаков и/или этапов являются взаимоисключающими. Каждый признак, раскрытый в описании, включая формулу изобретения, реферат и чертежи, может быть заменен альтернативными признаками, удовлетворяющими той же, эквивалентной или подобной цели, если специально не заявлено иначе. Таким образом, если специально не заявлено иначе, каждый раскрытый признак является только одним примером характерного ряда эквивалентных или подобных признаков.
Любой элемент в формуле изобретения, который прямо не указывает "средства" для выполнения конкретной функции или "этап" для выполнения конкретной функции, не должен интерпретироваться как "средства или этап для" пункта как определено в 35 U.S.C. § 112.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННЫЙ СОЕДИНИТЕЛЬ С ДВОЙНОЙ ОРИЕНТАЦИЕЙ И ВНЕШНИМИ КОНТАКТАМИ | 2012 |
|
RU2581845C2 |
| НЕПОДВИЖНОЕ ЛЕЗВИЕ, КОМПЛЕКТ ЛЕЗВИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2763503C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2769365C2 |
| ЯЗЫЧОК С ВЫПУКЛЫМИ И ВОГНУТЫМИ ЭЛЕМЕНТАМИ | 2010 |
|
RU2544982C2 |
| PECVD-ПОКРЫТИЕ С ПРИМЕНЕНИЕМ КРЕМНИЙОРГАНИЧЕСКОГО ПРЕДШЕСТВЕННИКА | 2010 |
|
RU2550452C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТКИ | 2009 |
|
RU2496523C2 |
| КАРТРИДЖ ДЛЯ АВТОМАТИЧЕСКОГО ИНЪЕКТОРА | 2009 |
|
RU2483758C2 |
| СВЕТОДИОДНЫЙ МОДУЛЬ | 2016 |
|
RU2695639C2 |
| ВЫТАЛКИВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ФОРМИРОВАНИИ ГОРЛОВИНЫ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ, ШТАМПОВОЧНАЯ СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ ГОРЛОВИНЫ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ И СПОСОБ ФОРМИРОВАНИЯ ГОРЛОВИНЫ МЕТАЛЛИЧЕСКОЙ ЕМКОСТИ | 2013 |
|
RU2619414C2 |
| НЕПОДВИЖНЫЙ НОЖ, НАБОР НОЖЕЙ И БЫТОВОЙ ПРИБОР ДЛЯ СТРИЖКИ ВОЛОС | 2016 |
|
RU2714560C2 |
Изобретение относится к емкостям с двумя стенками для напитков, а также способу изготовления емкостей с двойными стенками. Задачей изобретения является создание емкости с двойными стенками, способной принимать множество форм, таких как емкость в виде расширяющегося кверху стакана для пива, банка для напитков, или бутылка. Раскрыт способ изготовления емкости с двойными стенками, включающий: обеспечение первой металлической емкости, имеющей диаметр X; обеспечение второй металлической емкости, имеющей диаметр Y, причем диаметр Y больше, чем диаметр X; вставку первой металлической емкости во вторую металлическую емкость; и взаимное сцепление первой металлической емкости и второй металлической емкости так, чтобы между первым участком первой металлической емкости и первым участком второй металлической емкости находился зазор. При этом взаимное сцепление первой металлической емкости и второй металлической емкости включает увеличение диаметра X второго участка первой металлической емкости до тех пор, пока по меньшей мере второй участок первой металлической емкости не войдет в контакт со вторым участком второй металлической емкости, и уменьшение диаметра Y второго участка второй металлической емкости так, чтобы взаимно сцепить первую металлическую емкость и вторую металлическую емкость. Объектом изобретения также является емкость с двойными стенками. Техническим результатом изобретения является создание емкости с двойными стенками, способной принимать множество форм, таких как емкость в виде расширяющегося кверху стакана для пива, банка для напитков, или бутылка. 6 н. и 13 з.п. ф-лы, 18 ил.
1. Способ изготовления металлической емкости с двойными стенками, включающий:
обеспечение первой металлической емкости, имеющей диаметр X;
обеспечение второй металлической емкости, имеющей диаметр Y, причем диаметр Y больше, чем диаметр X;
вставку первой металлической емкости во вторую металлическую емкость; и
взаимное сцепление первой металлической емкости и второй металлической емкости так, чтобы между первым участком первой металлической емкости и первым участком второй металлической емкости находился зазор,
при этом указанное взаимное сцепление включает:
вставку расширяющей формы в открытый конец первой металлической емкости так, что диаметр X второй части первой металлической емкости увеличивается;
уменьшение диаметра Y второго участка второй металлической емкости так, что первая металлическая емкость и вторая металлическая емкость становятся взаимно сцепленными; и
сужение отверстия металлической емкости с двойными стенками для вмещения крышки.
2. Способ по п.1, в котором диаметр Y третьего участка второй металлической емкости увеличивается при увеличении диаметра X второго участка первой металлической емкости.
3. Способ по п.1, в котором первая металлическая емкость и/или вторая металлическая емкость имеют ребра.
4. Способ по п.1, в котором вставку расширяющей формы осуществляют перед уменьшением диаметра Y второго участка второй металлической емкости.
5. Способ по п.1, в котором диаметр Y второго участка второй металлической емкости уменьшают перед вставкой расширяющей формы.
6. Способ изготовления металлической емкости с двойными стенками, включающий:
обеспечение первой металлической емкости, имеющей диаметр X и высоту H;
обеспечение второй металлической емкости, имеющей диаметр Y и высоту J, причем диаметр Y больше, чем диаметр X, и высота H больше, чем высота J;
вставку первой металлической емкости во вторую металлическую емкость; и
взаимное сцепление первой металлической емкости и второй металлической емкости так, чтобы между первым участком первой металлической емкости и первым участком второй металлической емкости находился зазор,
при этом указанное взаимное сцепление первой металлической емкости и второй металлической емкости включает:
сужение верхнего участка металлической емкости и второй металлической емкости; и
увеличение диаметра X второй участка первой металлической емкости и диаметра Y второго участка второй металлической емкости перед сужением.
7. Способ по п.1, в котором первая металлическая емкость и/или вторая металлическая емкость имеют ребра.
8. Способ изготовления металлической емкости с двойными стенками, включающий:
обеспечение первой металлической емкости, имеющей диаметр X;
обеспечение второй металлической емкости, имеющей диаметр Y, причем диаметр Y больше, чем диаметр X;
вставку первой металлической емкости во вторую металлическую емкость; и
взаимное сцепление первой металлической емкости и второй металлической емкости так, чтобы между первым участком первой металлической емкости и первым участком второй металлической емкости находился зазор,
при этом указанное взаимное сцепление включает:
вставку расширяющей формы в открытый конец первой металлической емкости так, что диаметр X второй части первой металлической емкости увеличивается; и
окончательную обработку верхней кромки первой металлической емкости так, чтобы взаимно сцепить первую металлическую емкость и вторую металлическую емкость, при этом указанная окончательная обработка включает закатывание, и верхняя кромка второй металлической емкости подвергается двойному закатыванию при двойном закатывании верхней кромки первой металлической емкости.
9. Способ по п.8, в котором диаметр Y третьего участка второй металлической емкости увеличивается при увеличении диаметра X второго участка первой металлической емкости.
10. Способ по п.8, в котором первая металлическая емкость и/или вторая металлическая емкость имеют ребра.
11. Способ изготовления металлической емкости с двойными стенками, включающий:
обеспечение первой металлической емкости, имеющей диаметр X;
обеспечение второй металлической емкости, имеющей диаметр Y, причем диаметр Y больше, чем диаметр X;
вставку первой металлической емкости во вторую металлическую емкость; и
взаимное сцепление первой металлической емкости и второй металлической емкости так, чтобы между первым участком первой металлической емкости и первым участком второй металлической емкости находился зазор,
при этом указанное взаимное сцепление включает:
вставку расширяющей формы в открытый конец первой металлической емкости так, что диаметр X второй части первой металлической емкости увеличивается; и
окончательную обработку верхней кромки первой металлической емкости так, чтобы взаимно сцепить первую металлическую емкость и вторую металлическую емкость, при этом указанная окончательная обработка включает закручивание, и верхняя кромка второй металлической емкости подвергается закручиванию при закручивании верхней кромки первой металлической емкости.
12. Способ по п.11, в котором диаметр Y третьего участка второй металлической емкости увеличивается при увеличении диаметра X второго участка первой металлической емкости.
13. Способ по п.11, в котором первая металлическая емкость и/или вторая металлическая емкость имеют ребра.
14. Способ изготовления металлической емкости с двойными стенками, включающий:
обеспечение первой металлической емкости, имеющей диаметр X;
обеспечение второй металлической емкости, имеющей диаметр Y, причем диаметр Y больше, чем диаметр X;
вставку первой металлической емкости во вторую металлическую емкость; и
взаимное сцепление первой металлической емкости и второй металлической емкости так, чтобы зазор находился между первым участком первой металлической емкости и первым участком второй металлической емкости;
при этом указанное взаимное сцепление включает:
вставку расширяющей формы в открытый конец первой металлической емкости так, что диаметр X второй части первой металлической емкости увеличивается; и
уменьшение диаметра Y второго участка второй металлической емкости так, что первая металлическая емкость и вторая металлическая емкость становятся взаимно сцепленными,
причем вставка расширяющейся формы осуществляется после вставки первой металлической емкости во вторую металлическую емкость и перед уменьшением диаметра Y второго участка второй металлической емкости.
15. Способ изготовления металлической емкости с двойными стенками, включающий:
обеспечение первой металлической емкости, имеющей диаметр X;
обеспечение второй металлической емкости, имеющей диаметр Y, причем диаметр Y больше, чем диаметр X;
вставку первой металлической емкости во вторую металлическую емкость; и
взаимное сцепление первой металлической емкости и второй металлической емкости так, чтобы зазор находился между первым участком первой металлической емкости и первым участком второй металлической емкости;
при этом указанное взаимное сцепление включает:
вставку расширяющей формы в открытый конец первой металлической емкости так, что диаметр X второй части первой металлической емкости увеличивается; и
уменьшение диаметра Y второго участка второй металлической емкости так, что первая металлическая емкость и вторая металлическая емкость становятся взаимно сцепленными,
причем уменьшение диаметра Y второго участка второй металлической емкости осуществляется после вставки первой металлической емкости во вторую металлическую емкость и перед вставкой расширяющей формы.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| EP 1714912 A1, 25.10.2006 | |||
| EP 1319494 A1, 18.06.2003 | |||
| WO 2008002741 A1, 03.01.2008 | |||
| УСТРОЙСТВО для БУРЕНИЯ ШПУРОВ | 0 |
|
SU337500A1 |
| US 6719514 B1, 13.04.2004. | |||

