Изобретение относится к оборудованию для дуговой сварки, источникам питания индукционных нагревателей для электродуговой сварки, нагрева, пайки, закалки и плавки металлов и может быть использовано как в промышленных, так и в бытовых условиях.
Известен источник питания индукторов для индукционного нагрева, выполненный на принципе преобразования переменного напряжения питающей сети в напряжение постоянного тока с последующим преобразованием этого напряжения в переменный ток заданной частоты. В качестве вторичных преобразователей используются тиристорные и транзисторные инверторы, нагруженные на последовательный или параллельный колебательный контур индуктора. Во всех транзисторных инверторах для нагрева токами высокой частоты существует специальная система управления, которая обеспечивает подстройку частоты или фазы выходного тока (напряжения) под резонансную частоту контура индуктора (RU 2340074, МПК H02M 1/23, опубл. 27.07.2009).
Недостатком устройства является сложная система управления подстройки частоты или фазы выходного тока.
Наиболее близким техническим решением по совокупности существенных признаков является устройство, включающее источник электрической энергии, содержащий входной выпрямитель, соединенный с высокочастотным инвертором, выход которого соединен с первичной обмоткой высокочастотного импульсного трансформатора. Источник электрической энергии содержит емкостной накопитель электрической энергии и управляемый балластный резистор, входом соединенный с входным выпрямителем, а выходом - с входом емкостного накопителя, выходом соединенного с входом высокочастотного инвертора, выводы управления которого подключены к выходу драйвера, входом соединенного с выходом ШИМ-контроллера, входом подключенного к выходу блока формирования сигнала защиты и управления, входом соединенного с датчиком тока, включенным в первичную обмотку высокочастотного импульсного трансформатора, вторичные обмотки которого соединены со сварочным электродом через экранированный кабель, выполненный из параллельно расположенных и взаимно изолированных проводников, число которых равно или больше числа параллельно расположенных и изолированных проводников, объединенных в жгуты, из которых выполнены обмотки высокочастотного импульсного трансформатора (RU 2311996, МПК В23K 9/09, опубл. 10.12.2007).
Недостатком известного устройства является ограниченные возможности использования устройства, в частности, только для дуговой сварки.
Технический результат заключается в расширении функциональных возможностей устройства за счет осуществления как дуговой сварки, так и индукционного нагрева. Кроме того, упрощается схема источника питания индуктора.
Сущность изобретения заключается в том, что устройство для дуговой сварки включает источник электрической энергии, содержащий входной выпрямитель, соединенный с управляемым балластным резистором. Резистор соединен с емкостным накопителем энергии, который выходом соединен с входом высокочастотного инвертора, один выход которого соединен с первичной обмоткой высокочастотного импульсного трансформатора, а другим выходом - с датчиком тока, включенным в первичную обмотку высокочастотного импульсного трансформатора. Выводы управления высокочастотного инвертора подключены к выходу драйвера, входом соединенного с выходом ШИМ-контроллера, входом подключенного к выходу блока формирования сигнала защиты и управления, входами соединенного с датчиком тока. Вторичная обмотка высокочастотного импульсного трансформатора выходом подключена к индуктору, выполненному из последовательно соединненых катушки индуктивности и емкости.
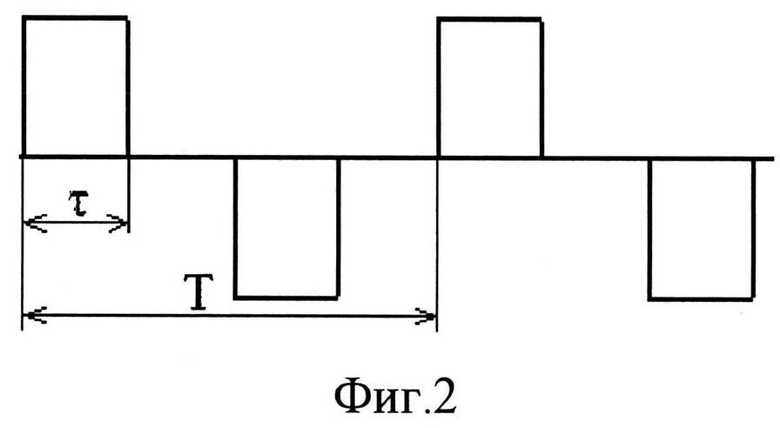
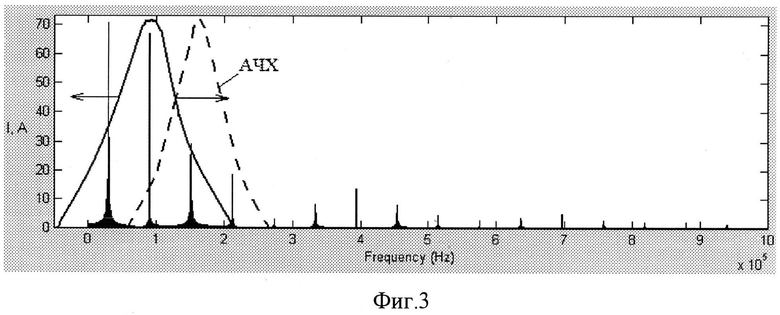
На фиг.1 изображено устройство для дуговой сварки металлов, на фиг.2 изображены знакопеременные импульсы сварочного тока, на фиг.3 приведен спектр переменного тока на выходе устройства для дуговой сварки.
Устройство содержит (фиг.1) входной выпрямитель 1, соединенный с входом управляемого балластного резистора 2, выход которого подключен к входу емкостного накопителя 3, выходом соединенного с входом высокочастотного инвертора 4, один выход которого соединен с первичной обмоткой высокочастотного импульсного трансформатора 5, а другим выходом - с датчиком тока 6, включенным в первичную обмотку высокочастотного импульсного трансформатора 5. Выводы управления высокочастотного инвертора 4 подключены к выходу драйвера 7, входом соединенного с выходом ШИМ-контроллера 8, входом подключенного к выходу блока формирования сигнала защиты и управления 9, входами которого соединен с датчиком тока 6, включенным в первичную обмотку высокочастотного импульсного трансформатора 5. Вторичная обмотка высокочастотного импульсного трансформатора 5 выходом подключена к индуктору, выполненному из последовательно соединненых катушки индуктивности 10 и емкости 11.
Устройство работает следующим образом. Выходной ток формируется путем выпрямления напряжения питающей сети входным выпрямителем 1 и последующего преобразования этого напряжения с помощью высокочастотного инвертора 4 и высокочастотного импульсного трансформатора 5 в знакопеременные импульсы сварочного тока частоты ультразвукового диапазона (фиг.2). Частота импульсов является фиксированной. К выводам I-II вторичной обмотки высокочастотного импульсного трансформатора 5 подключается индуктор, состоящий из катушки индуктивности 10 и емкости 11. Известно, что любая последовательность импульсов тока имеет определенный спектральный состав гармоник, зависящий от параметров τ и T. В качестве примера на фиг.3 приведен спектр переменного тока на выходе устройства для дуговой сварки, работающего на частоте 25 кГц. С учетом того, что ток на выходе устройства для дуговой сварки имеет широкий спектральный состав, на одну из высших гармоник которого (например, на третью) можно изначально настроить в резонанс контур индуктора. После введения в катушку индуктора нагреваемого изделия резонансная частота контура понизится и станет равной (или близкой) одной из низших гармоник (например, первой) (фиг.3). Поскольку амплитудно-частотная характеристика (АЧХ) низкодобротного колебательного LC контура индуктора имеет невысокую избирательность, расстройка контура при введении в него нагреваемого изделия не приведет к заметному снижению поступающей в контур энергии при переходе с одной гармоники тока на другую. Т.е. подводимая к индуктору мощность изменится незначительно. Это позволяет исключить необходимость в сложной системе автоматического поддержания мощности питающего контур генератора и использовать устройство для дуговой сварки, ток которого имеет форму знакопеременных импульсов ультразвуковой частоты, в качестве источника питания индуктора, расширяя функциональные возможности устройства для дуговой сварки.
Таким образом, по сравнению с известным устройством для дуговой сварки предлагаемое устройство является более функциональным за счет исключения элементов системы управления, обеспечивающих подстройку частоты и фазы, но при сохранении условий для эффективной работы индуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311996C1 |
| Двухканальный ключевой стабилизированный конвертер | 2023 |
|
RU2835924C1 |
| ПОРТАТИВНЫЙ ИНДУКЦИОННЫЙ ОБОГРЕВАТЕЛЬ И СПОСОБ УПРАВЛЕНИЯ ПОРТАТИВНЫМ ИНДУКЦИОННЫМ ОБОГРЕВАТЕЛЕМ | 2024 |
|
RU2825929C1 |
| МОДУЛЬ ВЫСОКОВОЛЬТНОГО КЛЮЧЕВОГО УСИЛИТЕЛЯ МОЩНОСТИ | 2018 |
|
RU2716041C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОТЕХНОЛОГИЧЕСКИХ УСТАНОВОК | 2013 |
|
RU2520572C1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Ключевой стабилизатор напряжения с трансформаторной развязкой | 2023 |
|
RU2814894C1 |
| СВЕТОМАЯК | 1999 |
|
RU2173288C2 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ СЕТЕВОГО ПЕРЕМЕННОГО НАПРЯЖЕНИЯ В ТОК СВАРКИ | 1995 |
|
RU2076026C1 |
| Усилитель класса Н | 2021 |
|
RU2776830C1 |
Изобретение относится к источникам питания индукционных нагревателей и может быть использовано для нагрева, пайки, закалки и плавки металлов. Сущность изобретения заключается в применении устройства для луговой сварки металлов токами в форме знакопеременных импульсов частоты ультразвукового диапазона в качестве источника питания индуктора. Технический результат - возможность осуществления как дуговой сварки, так и индукционного нагрева. 3 ил.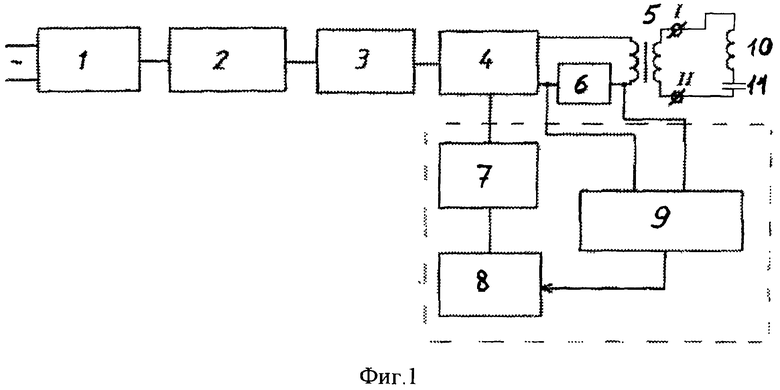
Устройство для дуговой сварки, включающее источник электрической энергии, содержащий входной выпрямитель, соединенный с управляемым балластным резистором, который соединен с емкостным накопителем энергии, выходом соединенным с входом высокочастотного инвертора, один выход которого соединен с первичной обмоткой высокочастотного импульсного трансформатора, а другой выход - с датчиком тока, включенным в первичную обмотку высокочастотного импульсного трансформатора, выводы управления высокочастотного инвертора подключены к выходу драйвера, входом соединенного с выходом ШИМ-контроллера, входом подключенного к выходу блока формирования сигнала защиты и управления, входами соединенного с датчиком тока, отличающийся тем, что вторичная обмотка высокочастотного импульсного трансформатора выходом подключена к индуктору, выполненному из последовательно соединенных катушки индуктивности и емкости.
| ПАРАЛЛЕЛЬНЫЙ РЕЗОНАНСНЫЙ ИНВЕРТОР ТОКА | 2007 |
|
RU2340074C1 |
| US6207929B1,27.03.2001 | |||
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311996C1 |

