Изобретение относится к технологии и оборудованию для дуговой сварки металлов и может быть использовано как в промышленных, так и в бытовых условиях.
Известен способ дуговой сварки, включающий преобразование напряжения источника электрической энергии в напряжение в виде разнополярных прямоугольных импульсов, следующих с частотой ультразвукового частотного диапазона. Преобразуют полученное напряжение на высокочастотном импульсном трансформаторе с падающей вольтамперной характеристикой и высокочастотном выпрямителе в сварочный ток в виде однополярных импульсов, следующих с частотой ультразвукового частотного диапазона, нарастание и спад которых сопровождается высокочастотной затухающей модуляцией. Модуляцию осуществляют за счет воздействия разнополярных прямоугольных импульсов на высокочастотный импульсный трансформатор, на резонансных частотах которого возбуждают высокочастотные затухающие колебания большой амплитуды (RU 2253551, МПК7 В23К 9/10, опубл. 10.06.2005).
Известно устройство для дуговой сварки, содержащее высокочастотный преобразователь напряжения, вход которого соединен с источником электрической энергии, а выход - с первичной обмоткой высокочастотного импульсного трансформатора, вторичная обмотка которого соединена с входом высокочастотного выпрямителя, а выход его - со сварочным электродом (RU 2253551, МПК7 В23К 9/10, опубл. 10.06.2005).
Недостатками известного способа и устройства являются:
1. Падающая вольтамперная высокочастотного импульсного трансформатора обеспечивается его специальной конструкцией и подбором параметров импульсной последовательности импульсов тока. В частности, трансформатор должен иметь увеличенную индуктивность первичной обмотки и минимальные межобмоточные емкости, что усложняет его конструкцию.
2. Амплитуда высокочастотных колебаний, возникающих на передних и задних фронтах импульсов за счет резонансных свойств трансформатора при его высокой добротности, может существенно превышать напряжение основных импульсов и стать причиной пробоя коммутирующих транзисторов. Кроме того, такие колебания на частоте около 20 МГц будут создавать значительные электрические помехи как по питающей сети, так и по эфиру. Для преобразования высокочастотных колебаний в однополярные импульсы на выходе необходимо использовать специальные мощные высокочастотные диоды с малым временем обратного восстановления или применять параллельное включение значительного числа маломощных высокочастотных диодов, что усложняет и удорожает конструкцию аппарата.
Технический результат заключается в повышении качества сварных соединений путем осуществления сварки токами высокой частоты при минимальных электрических потерях и минимальном уровне электромагнитных помех, что позволяет создавать малогабаритные и легкие сварочные аппараты.
Сущность изобретения заключается в том, что в способе дуговой сварки, включающем выпрямление сетевого напряжения, преобразование выпрямленного напряжения инвертором в знакопеременные импульсы напряжения, следующие с частотой ультразвукового диапазона, последующее трансформаторное преобразование полученных знакопеременных импульсов напряжения в знакопеременные импульсы сварочного тока, величину которого регулируют широтно-импульсной модуляцией длительности импульсов выходного тока инвертора, передачу знакопеременных импульсов сварочного тока к сварочному электроду проводят по параллельно изолированным электрическим проводникам, осуществляющим разветвление электрического тока. Длительность фронтов импульсов сварочного тока устанавливают в диапазоне 3,0-3,5 мск, а электрический пробой между сварочным электродом и свариваемым металлом осуществляют напряжением частотой 35-45 кГц.
В устройстве для дуговой сварки, включающем источник электрической энергии, содержащий входной выпрямитель, соединенный с высокочастотным инвертором, выход которого соединен с первичной обмоткой высокочастотного импульсного трансформатора, источник электрической энергии дополнительно содержит емкостной накопитель электрической энергии и управляемый балластный резистор, входом соединенный с входным выпрямителем, а выходом - с входом емкостного накопителя, выходом соединенный с входом высокочастотного инвертора, выводы управления которого подключены к выходу драйвера, входом соединенного с выходом ШИМ-контроллера, вход которого подключен к выходу блока формирования сигнала защиты и управления, входом соединенный с датчиком тока, включенным в первичную обмотку высокочастотного импульсного трансформатора, вторичная обмотка которого соединена со сварочным электродом через экранированный кабель, выполненный из параллельно расположенных и взаимно изолированных проводников, число которых равно или больше числа параллельно расположенных и изолированных проводников, объединенных в жгуты, из которых выполнены обмотки высокочастотного импульсного трансформатора. Число электрических проводников в жгутах должно быть больше 10.
Оптимальной длительностью фронтов импульсов сварочного тока является диапазон 3-3,5 мкс. При задании длительности фронтов ниже этого интервала растут потери в проводниках высокочастотного импульсного трансформатора вследствие эффекта вытеснения тока на высокой частоте и увеличения амплитуд высших гармонических составляющих. При длительностях фронтов, лежащих выше данного диапазона, растут динамические потери в коммутирующих элементах, что также приводит к большей величине суммарных потерь в высокочастотном инверторе и высокочастотном импульсном трансформаторе.
Электрический пробой между сварочным электродом и свариваемым металлом осуществляют высокочастотным напряжением частотой 35-45 кГц, поскольку в этом диапазоне обеспечивается минимум потерь в высокочастотном импульсном трансформаторе. При работе на частоте ниже 35 мГц для изготовления высокочастотного импульсного трансформатора необходимо использовать проводники большей длины, что приводит к росту суммарных потерь (в меди и стали). При работе на частоте выше 45 кГц суммарные потери в высокочастотном импульсном трансформаторе увеличиваются за счет возрастания потерь в сердечнике, что приводит к снижению кпд высокочастотного импульсного трансформатора.
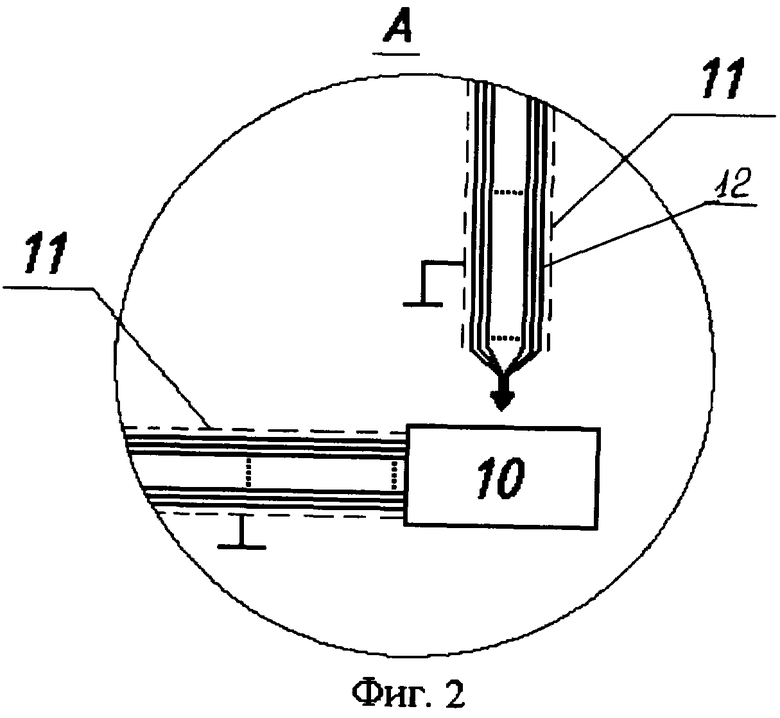
На фиг.1 изображена структурная схема устройства для дуговой сварки, на фиг.2 - разрез А-А на фиг.1.
Устройство для дуговой сварки содержит входной выпрямитель 1, соединенный с входом управляемого балластного резистора 2, выход которого подключен к входу емкостного накопителя 3, выходом соединенный с входом высокочастотного инвертора 4, выводы управления которого подключены к выходу драйвера 5, входом соединенный с выходом ШИМ-контроллера 6, входом подключенный к выходу блока формирования сигнала защиты и управления 7, вход которого соединен с датчиком тока 8, включенным в первичную обмотку высокочастотного импульсного трансформатора 9. Вторичная обмотка высокочастотного импульсного трансформатора 9 соединена со сварочным электродом 10 через экранированный кабель 11, выполненный из параллельно расположенных и взаимно изолированных проводников, число которых равно или больше числа параллельно расположенных и изолированных друг от друга проводников, объединенных в жгуты 12, из которых выполнены обмотки высокочастотного импульсного трансформатора 9. Число проводников в жгутах 12 должно быть больше 10.
Способ осуществляют следующим образом. Сварочный ток формируется путем выпрямления напряжения питающей сети входным выпрямителем 1 и последующего преобразования этого напряжения с помощью высокочастотного инвертора 4 и высокочастотного импульсного трансформатора 9 в знакопеременные импульсы сварочного тока частоты ультразвукового диапазона. Для исключения перегрузки питающей цепи первоначальный заряд емкостного накопителя электрической энергии 3 осуществляется через управляемый балластный резистор 2, который в процессе работы отключается и дальнейший подзаряд накопителя электрической энергии 3 производится непосредственно от входного выпрямителя 1. Формирование крутопадающей вольтамперной характеристики устройства, задание величины и стабилизация сварочного тока обеспечивается следующим образом. Путем ручного задания величины уставки на соответствующем входе ШИМ-контроллера 6 на его выходе формируются импульсы определенной длительности при неизменном периоде повторения. Эти импульсы через драйвер 5 поступают на управляющие электроды ключевых элементов высокочастотного инвертора 4 и обеспечивают их поочередное отпирание. На первичной и, следовательно, на вторичной обмотках высокочастотного импульсного трансформатора 9 формируются импульсы тока, близкие по форме к прямоугольным. В случае изменения в процессе работы устройства длины дуги и величины сварочного тока изменяется напряжение на выходе датчика тока 8 и длительность импульсов выходного тока на вторичной обмотке высокочастотного импульсного трансформатора 9 изменяется так, чтобы сварочный ток принял ранее заданное значение. Блок формирования сигнала защиты и управления 7 осуществляет стабилизацию сварочного тока на заданном уровне и обеспечивает защиту при превышении максимально допустимого его значения. С целью снижения потерь в активных элементах высокочастотного инвертора 4 последние работают в ключевом режиме, обеспечивая импульсный характер тока на выходе высокочастотного инвертора 4. Однако при этом в спектре тока появляются высшие гармоники, которые могут стать источниками эфирных радиопомех и дополнительных потерь. Для их уменьшения передача знакопеременных импульсов тока от высокочастотного импульсного трансформатора 9 к сварочному электроду 10 осуществляется по экранированному кабелю 11, содержащему не менее 10 параллельно расположенных и взаимно изолированных проводников.
По сравнению с известными решениями предлагаемое позволяет повысить качество сварки токами высокой частоты при минимальных потерях, минимальном уровне электромагнитных помех. Использование для сварки тока высокой частоты позволяет стабилизировать сварочную дугу, обеспечить мелкокапельный перенос металла плавящегося сварочного электрода и тем самым повысить качество сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2510859C2 |
| СВАРОЧНЫЙ АППАРАТ | 2005 |
|
RU2302931C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2412031C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498885C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2253551C2 |
| СПОСОБ УПРАВЛЕНИЯ ДУГОВОЙ СВАРКОЙ ИЗДЕЛИЙ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2481929C2 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ЭЛЕКТРОФИЛЬТРА (ВАРИАНТЫ) | 2005 |
|
RU2291000C1 |
| Источник питания для дуговой сварки | 1981 |
|
SU998037A1 |
| Способ релейного управления током в сварочном контуре и устройство для его осуществления | 1987 |
|
SU1459839A1 |
| МОДУЛЬ ВЫСОКОВОЛЬТНОГО КЛЮЧЕВОГО УСИЛИТЕЛЯ МОЩНОСТИ | 2018 |
|
RU2716041C1 |
Изобретение относится к технологии и оборудованию для дуговой сварки металлов и может быть использовано как в промышленных, так и в бытовых условиях. Технический результат заключается в повышении качества сварки токами высокой частоты при минимальных тепловых потерях, минимальном уровне электромагнитных помех, что позволяет создавать малогабаритные и легкие сварочные аппараты. В способе дуговой сварки передачу знакопеременных импульсов сварочного тока к сварочному электроду проводят по параллельно изолированным электрическим проводникам, осуществляющим разветвление электрического тока. Длительность фронтов импульсов сварочного тока устанавливают в диапазоне 3,0-3,5 мкс, а электрический пробой между сварочным электродом и свариваемым металлом осуществляют напряжением частотой 35-45 кГц. Входной выпрямитель устройства соединен с входом управляемого балластного резистора, выход которого подключен к входу емкостного накопителя. Выходом накопитель соединен с входом высокочастотного инвертора, выводы управления которого подключены к выходу драйвера, входом соединенного с выходом ШИМ-контроллера. Вход его подключен к выходу блока формирования сигнала защиты и управления, вход которого соединен с датчиком тока, включенным в первичную обмотку высокочастотного импульсного трансформатора (ВИТ). Вторичные обмотки ВИТ соединены со сварочным электродом через экранированный кабель, выполненный из параллельно расположенных и взаимно изолированных проводников, объединенных в жгуты, из которых выполнены обмотки ВИТ. Число проводников в жгутах больше 10. 2 н. и 1 з.п. ф-лы, 2 ил.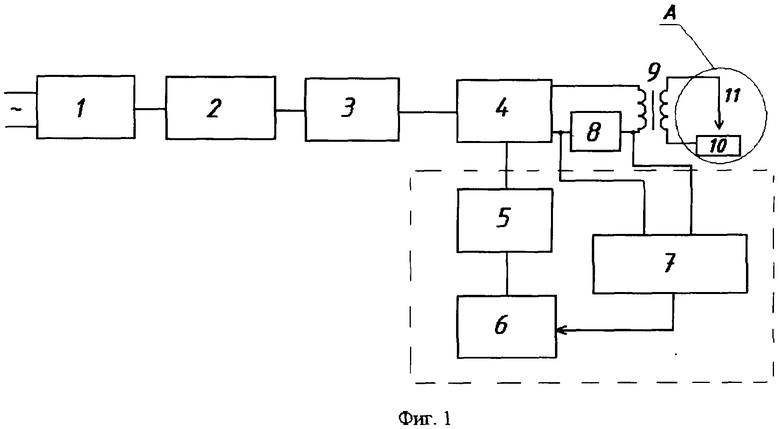
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2253551C2 |
| Система питания для сварки | 1989 |
|
SU1646737A1 |
| Устройство для управления работой группы источников сварочного тока | 1985 |
|
SU1328104A1 |
| ИЗМЕРИТЕЛЬ ОБЪЕМА ЖИДКОСТИ, ТРАНСПОРТИРУЕМОЙ ПО НЕФТЕПРОВОДУ | 2006 |
|
RU2319933C2 |
| US 6207929 A, 27.03.2001 | |||
| US 6051810 A, 18.04.2000 | |||
| US 4972064 A, 20.11.1990 | |||
| JP 62045473 A, 27.02.1987. | |||

