Область техники
Настоящее изобретение относится к способу перевода под давлением воды соответствующего печатного изображения на поверхность различных изделий при контроле матирования и к изделию с изображением, полученным данным способом перевода под давлением воды.
Уровень техники, к которой относится изобретение
Как правило, способ перевода изображений под давлением воды представляет собой способ, в котором помещают и поддерживают на плаву на поверхности воды, текущей в переводную ванну, переводную пленку, содержащую заданное печатное изображение, нерастворимое в воде, нанесенное на водорастворимую пленку из поливинилового спирта, смачивают водорастворимую пленку переводной пленки водой, погружают изделие (предмет, на который переводят изображение) в воду в переводной ванне при одновременном контакте с переводной пленкой и переводят печатное изображение с переводной пленки на поверхность изделия, используя давление воды, чтобы образовать декоративный слой.
Переводную пленку, используемую для данного способа перевода изображений под давлением воды, получают, печатая печатное изображение на водорастворимой пленке способом глубокой печати и т.д., но так как данную переводную пленку содержат в сухом состоянии после формирования печатного изображения, когда следует осуществлять перевод под давлением воды, краска печатной пленки активируется из сухого состояния в состояние, в котором она проявляет адгезионные свойства, и после этого печатное изображение с переводной пленки переводят под водой в состоянии, в котором воспроизводится адгезия.
Заявитель предложил способ нанесения не содержащего растворителя отверждаемого ультрафиолетовым излучением полимерного композита на печатное изображение, чтобы активировать высушенное печатное изображение для проникновения не содержащего растворителя отверждаемого ультрафиолетовым излучением полимерного композита в печатное изображение, в результате чего адгезия краски печатного изображения воспроизводится фотополимеризуемым мономером не содержащего растворителя отверждаемого ультрафиолетовым излучением полимерного композита, перевода под давлением воды адгезионно воспроизведенного таким образом печатного изображения на поверхность изделия и затем облучения ультрафиолетовым излучением печатного изображения, имеющего отверждаемый ультрафиолетовым излучением полимерный композит, проникающий в него, для отверждения печатного изображения (см. патентные документы 1-3).
Данный способ имеет преимущество, потому что печатное изображение отверждается, и также превосходные физические и химические характеристики придаются печатному изображению при отверждении отверждаемого ультрафиолетовым излучением полимерного композита, проникающего в печатное изображение.
С другой стороны, после перевода печатного изображения под давлением воды на поверхность изделия были проверены различные способы матирования декоративного слоя, образованного печатным изображением. Одним из таких способов является способ, в котором верхний покровный слой наносят на печатное изображение, переведенное давлением воды на поверхность изделия, чтобы тем самым матировать печатное изображение. Однако данный способ не является предпочтительным, потому что требуются два этапа, в том числе перевод под давлением воды и нанесение верхнего покрытия. Кроме того, поскольку данный способ придает эффект матирования по всей поверхности печатного изображения, невозможно придание частичного матирования, при котором матирующий эффект придается только изображению (рисунку) на его заданных частях.
Другой способ представляет собой способ смешивания матирующего вещества с активирующим веществом, чтобы тем самым матировать печатное изображение одновременно с переводом печатного изображения под давлением воды. Хотя в данном способе можно осуществлять матирование вместе с переводом под давлением воды, так как данный способ предполагает использование традиционного активирующего вещества, содержащего растворитель, данный способ нельзя использовать в том случае, когда печатное изображение активируется отверждаемым ультрафиолетовым излучением полимерным композитом, и его недостатком является трудное регулирование состояния контроля матирования, потому что матирование контролируется смесью матирующего вещества. Кроме того, поскольку в данном способе активирующее вещество нанесено на обратную сторону изображения (рисунка), то есть находится между изделием и изображением, существует проблема того, что не может быть получен достаточный матирующий эффект.
Следующий способ описан в патентном документе 4, и данный способ представляет собой способ придания глянца, но не матирующего эффекта. Данный способ включает два этапа отверждения. На первом этапе отверждения неровность никогда не возникает на поверхности при воздействии высокоэнергетического излучения, когда доза облучения составляет 40% или менее, более конкретно от 0,1 до 25%, и вся поверхность отверждена в достаточной степени, чтобы не оставлять следы от промывки водой при удалении несущей пленки струей воды и т.д., чтобы в результате получить глянцевый вид (см. параграф 0037 патентного документа 4).
Другой способ матирования описан в патентном документе 5, и в данном способе скорость абсорбции воды слоем из отверждаемого полимера составляет 0,5 мг/см2 или более, и высокоэнергетическое излучение обеспечивает 1% или более от дозы облучения, требуемой для полного отверждения, сразу после того, как печатный слой переводится на заданный предмет, в результате чего матирующий эффект можно придавать без смешивания какого-либо матирующего вещества (см. параграфы 0009-0012 патентного документа 5).
Однако поскольку способы, описанные в патентных документах 4 и 5, представляли собой способы, в которых матирующий эффект придается по всей поверхности, матирование невозможно контролировать таким образом, чтобы частично матировать изображение в заданных частях. Кроме того, данные способы существенно отличаются от идеи получения матирующего эффекта путем образования тонких морщин на поверхности изображения.
С другой стороны, в способе воздействия ультрафиолетового излучения на печатное изображение, содержащее проникший в него отверждаемый ультрафиолетовым излучением полимерный композит, как описано в патентных документах 1-3, в котором перевод под давлением воды осуществляют, главным образом, на трехмерное изделие, ультрафиолетовое излучение воздействует по всей поверхности изделия для отверждения печатного изображения путем облучения ультрафиолетовым излучением. В частности, в технике образования тонких морщин (тонких неровностей) на поверхности изображения, чтобы создать разницу блеска, поскольку для получения этих тонких морщин используют усадку при отверждении путем воздействия ультрафиолетового излучения, когда перевод изображения под давлением воды осуществляют на трехмерный предмет, возникает неравномерное образование морщин вследствие усадки при отверждении, если очень строго не установить дозу облучения при воздействии ультрафиолетового излучения и время воздействия ультрафиолетового излучения. В результате полностью отсутствует различие блеска, что вызывает неравномерность блеска, возникающую во всех частях трехмерного изделия, и, следовательно, невозможность получить устойчивое матирование изображения. Неровное образование морщин является особенно значительным в том случае, когда доза облучения и время воздействия ультрафиолетового излучения существенно различаются на передней и задней сторонах в направлении движения трехмерного изделия, включая случай, в котором ультрафиолетовое излучение воздействует во время перемещения изделия на автоматическом конвейере, используемом на линии массового производства.
Документы предшествующего уровня техники
Патентные документы
Патентный документ 1: японский патент № 3806737
Патентный документ 2: японский патент № 3881002
Патентный документ 3: японский патент № 4166816
Патентный документ 4: японская патентная заявка № 2004-130778A
Патентный документ 5: японская патентная заявка № 2005-212340A
Сущность изобретения
Проблемы, решаемые изобретением
Первая проблема, которую должно решить настоящее изобретение, заключается в том, чтобы предложить способ перевода изображений под давлением воды, который приспособлен для осуществления матирования вместе с переводом под давлением воды декоративного слоя, образованного при переводе под давлением воды печатного изображения на поверхность изделия, без необходимости использования какого-либо верхнего покрытия, который способен контролировать матирующий эффект в заданных частях или на всей поверхности изделия.
Вторая проблема, которую должно решить настоящее изобретение, заключается в том, чтобы предложить изделие с изображением, переведенным под давлением воды, при контролируемом матировании поверхности декоративного слоя, образованного при переводе под давлением воды печатного изображения на поверхность изделия.
Чтобы решить данные проблемы, заявитель также провел всесторонние исследования способа матирования с точки зрения производительности и устойчивости качества, обращая внимание на способ, описанный в патентном документе 2, в котором матирующий эффект можно получить воздействием ультрафиолетового излучения на печатное изображение, в которое проникает отверждаемый ультрафиолетовым излучением полимерный композит, чтобы получить в результате частичную тонкую неровность на печатном изображении, как ранее предлагал заявитель в качестве традиционного способа матирования без использования матирующего вещества.
В целях ускоренного отверждения декоративного слоя в ходе настоящего исследования наблюдали, что, когда воздействие ультрафиолетового излучения чрезмерно усиливается, трудно получить частичную тонкую неровность печатного изображения, в результате чего возникает явление, в котором желательный матирующий эффект больше невозможно получить. Согласно наблюдениям, если декоративный слой отверждают с помощью оборудования, имеющего простейшее устройство для воздействия ультрафиолетовым излучением в одинаковых условиях, в которых источник ультрафиолетового излучения находится на фиксированном расстоянии во время перемещения изделия в направлении одной оси на конвейерной ленте, равномерный матирующий эффект можно получить на желательных частях изделия, которое имеет форму, подобную доске, но никакой матирующий эффект невозможно получить на тыльной стороне изделия, содержащего декоративное изображение на боковой стороне в направлении толщины, если изделие имеет форму прямоугольного параллелепипеда, что исключает воздействие на сторону, обращенную к ленточному конвейеру, потому что ультрафиолетовое излучение воздействует в последнюю очередь на тыльную сторону изделия. Напротив, если воздействие ультрафиолетового излучения полностью усилено таким образом, что матирующий эффект можно получить также на тыльной стороне поверхности, наблюдается исчезновение глянца на передней стороне поверхности.
В ходе анализа причины данных результатов наблюдений было обнаружено, что состояние отверждения вблизи поверхности декоративного слоя тесно связано с условиями воздействия ультрафиолетового излучения на первом этапе облучения в ходе образования частичной тонкой неровности печатного изображения, которая способствует появлению матирующего эффекта. Настоящее изобретение выполнено на основании данного открытия.
Средства решения проблем
Средством решения первой проблемы настоящего изобретения является способ воспроизведения адгезии высушенного печатного изображения путем нанесения отверждаемого ультрафиолетовым излучением полимерного композита, включающего фотополимеризуемый мономер, и проникновения указанного отверждаемого ультрафиолетовым излучением полимерного композита в указанное печатное изображение, после чего указанное печатное изображение под давлением воды переводят на поверхность изделия, образуя декоративный слой, и после этого воздействуют ультрафиолетовым излучением на указанный декоративный слой, отверждая указанный декоративный слой и одновременно образуя тонкую неровность вследствие различной усадки на части с печатной краской указанного декоративного слоя, причем данный способ отличается наличием дополнительных этапов с применением предварительного воздействия ультрафиолетового излучения, проникающего только в часть вблизи поверхности указанного декоративного слоя перед отверждением указанного декоративного слоя (далее называется «ультрафиолетовое излучение для предварительного воздействия»), чтобы образовать часть с тонкой неровностью по высоте поверхности вследствие усадки краски на поверхности указанной части с печатной краской указанного декоративного слоя; после чего применяют заключительное воздействие ультрафиолетового излучения, проникающего по всей толщине указанного декоративного слоя (далее называется «ультрафиолетовое излучение для заключительного воздействия»), чтобы обеспечить полное отверждение по всей толщине указанного декоративного слоя, одновременно сохраняя указанную часть с тонкой неровностью по высоте поверхности.
В средстве решения первой проблемы ультрафиолетовое излучение для предварительного воздействия образует и фиксирует тонкую неровность вследствие различной усадки только на части поверхностного слоя в части печатной краски декоративного слоя, подвергнутой данному предварительному облучению, и часть слоя внутри части поверхностного слоя остается в неотвержденном состоянии (в состоянии отверждения меньшей степени, чем в части поверхностного слоя, включающем полуотвержденное состояние, которое не препятствует образованию тонкой неровности вследствие предыдущей различной усадки только на части поверхностного слоя), в результате чего создаются условия для легкого образования тонкой неровности без разрушающего действия усадки поверхности. Кроме того, ультрафиолетовое излучение для заключительного воздействия служит для отверждения всего декоративного слоя, сохраняя в то же время высоту тонкой неровности, образованную предварительным облучением. Высоту тонкой неровности можно контролировать при применении ультрафиолетового излучения для предварительного воздействия с регулированием величины ультрафиолетового излучения, воздействующего на заданные части или всю поверхность декоративного слоя, в результате чего декоративному слою можно придавать тонкий матирующий эффект с различными конфигурациями.
Отличительной чертой матирующего эффекта согласно настоящему изобретению является контроль состояния поверхности декоративного слоя, образованного при переводе печатного изображения под давлением воды на поверхность изделия и, более конкретно, придание различной степени глянца высокоглянцевой части изображения и низкоглянцевой части изображения, которые расположены рядом друг с другом на части с печатной краской декоративного слоя. Желательно, чтобы низкоглянцевая часть изображения имела степень глянца, составляющую менее чем 20 при измерении согласно японскому промышленному стандарту Z8741-1997 «Способ определения глянца зеркальной поверхности под углом 3-60°», и разность между степенями высокоглянцевой части изображения и низкоглянцевой части изображения составляла 10 или более при измерении согласно японскому промышленному стандарту Z8741-1997 «Способ определения глянца зеркальной поверхности под углом 3-60°».
Далее будет описан предполагаемый механизм появления матирующего эффекта на основании образования тонкой неровности согласно настоящему изобретению. Когда отверждаемый ультрафиолетовым излучением полимерный композит наносят на печатное изображение, чтобы сделать печатное изображение влажным, отверждаемый ультрафиолетовым излучением полимерный композит проникает в часть с печатной краской таким образом, что печатное изображение и отверждаемый ультрафиолетовым излучением полимерный композит полностью объединяются друг с другом при изменении степени проникновения отверждаемого ультрафиолетовым излучением полимерного композита в зависимости от маслоемкости пигментов краски печатного изображения и концентрации краски и, таким образом, когда ультрафиолетовое излучение воздействует на отверждаемый ультрафиолетовым излучением полимерный композит, объединенный с печатным изображением, тонкая неровность вследствие усадки при отверждении краски образуется на поверхности части с печатной краской в зависимости от степени (величины) проникновения отверждаемого ультрафиолетовым излучением полимерного композита, в результате чего возникает поверхностный матирующий эффект, который описан в предшествующем уровне техники, и, кроме того, обнаружено, что проницаемость ультрафиолетового излучения в декоративный слой, который является техническим элементом настоящего изобретения, т.е. проницаемость ультрафиолетового излучения для пигментов краски, в существенной степени принимает участие в образовании тонкой неровности, которая создает матирование. То есть, чем ниже проницаемость ультрафиолетового излучения для пигментов краски, тем мельче глубина отверждения по сравнению со случаем, в котором проницаемость ультрафиолетового излучения для пигментов краски является высокой, и отвержденный слой образуется только в поверхностной части, в то время как внутренняя часть остается в неотвержденном состоянии. Таким образом, отвержденный слой поверхности легко подвергается усадке, в результате чего образуется тонкая неровность, и уникальный матирующий эффект возникает в процессе последующего внутреннего отверждения. Если проницаемость ультрафиолетового излучения является низкой, ультрафиолетовое излучение легче ослабляется, когда ультрафиолетовое излучение проникает через приповерхностную часть декоративного слоя, по сравнению со случаем, в котором проницаемость ультрафиолетового излучения выше, и, следовательно, глубина проникновения ультрафиолетового излучения меньше, и глубина отверждения мельче. Если проницаемость ультрафиолетового излучения выше, ультрафиолетовое излучение глубоко проникает, прежде чем ультрафиолетовое излучение ослабляется, глубина отверждения увеличивается, и происходит внутреннее отверждение.
С учетом маслоемкости пигментов краски и концентрация краски, при увеличении степени проникновения отверждаемого ультрафиолетовым излучением полимерного композита в краску, растет величина усадки краски во время ее отверждения. Таким образом, образуется тонкая неровность на декоративном слое, и наблюдается исчезновение глянцевого вида декоративного слоя, создавая в результате низкоглянцевую часть изображения в декоративном слое, а также образуя выпуклую область вследствие отверждения в состоянии абсорбции отверждаемого ультрафиолетовым излучением полимерного композита. С другой стороны, чем меньше величина проникновения отверждаемого ультрафиолетовым излучением полимерного композита в краску, тем в меньшей степени образуется тонкая неровность, создавая в результате высокоглянцевую часть изображения, которая усиливает наблюдаемый глянцевый вид, и также образует вогнутую область, имеющую относительно меньшую высоту, чем высота выпуклой области, вследствие отверждения в состоянии меньшей абсорбции отверждаемого ультрафиолетовым излучением полимерного композита. Разность между данными степенями глянца возникает в расположенных рядом друг с другом областях декоративного слоя в соответствии с печатным изображением. В настоящем описании термин «концентрация краски» означает отношение содержания пигментов в красочном компоненте полимера и в пигментах.
В качестве условий предварительного облучения отверждаемый ультрафиолетовым излучением полимерный композит для получения хорошего матирующего эффекта, главным образом, включает (1) фотополимеризуемый форполимер, (2) фотополимеризуемый мономер и (3) инициатор фотополимеризации. Фотополимеризуемый форполимер может представлять собой любой из следующих: акриловый олигомер, сложнополиэфирный олигомер, эпоксиакрилатный олигомер, уретаноакрилатный олигомер и т.д. или произвольное сочетание двух или большего числа данных веществ. Фотополимеризуемый мономер служит для разбавления фотополимеризуемого форполимера таким образом, чтобы обеспечивать эффективность практического применения полимерного композита и также проводить саму полимеризацию, когда на него воздействует ультрафиолетовое излучение. В способе перевода изображений под давлением воды фотополимеризуемый мономер также служит в качестве функционирующего компонента (растворяющего краску компонента) для воспроизведения адгезии печатного изображения в сухом состоянии.
Фотополимеризуемый мономер может представлять собой однофункциональный мономер или многофункциональный мономер в соответствии с его характеристиками. Поскольку фотополимеризуемый мономер, который представляет собой не являющийся растворителем активирующий компонент отверждаемого ультрафиолетовым излучением полимерного композита, воспроизводит адгезию печатного изображения переводной пленки надлежащим образом, отверждаемый ультрафиолетовым излучением полимерный композит может предпочтительно относиться к типу не содержащих растворителя и не содержать растворителя, например спирта или другого растворителя, но он может содержать компонент растворителя в качестве вторичного ингредиента, который присутствует не для растворения краски печатного изображения.
Чтобы решить первую проблему настоящего изобретения, ультрафиолетовое излучение для предварительного воздействия может представлять собой ультрафиолетовое излучение с низкой проникающей способностью и длиной волны, составляющей 200 нм или более и менее чем 320 нм, и предварительное воздействие ультрафиолетового излучения можно осуществлять в условиях, когда максимальная интенсивность Ip (мВт/см2) и интегральная доза облучения E (мДж/см2) удовлетворяют следующему выражению 1. Если данные условия не выполнены, то не может быть получен желательный матирующий эффект.
(Выражение 1)
60E-1,4≤Ip≤5765E-1,85
(В данном выражении E>0, Ip>0)
Термин «низкая проникающая способность» представляет собой характеристику части декоративного слоя вблизи его поверхности, которую селективно отверждают, но внутренняя часть декоративного слоя остается неотвержденной или полуотвержденной, потому что величина ультрафиолетового излучения уменьшается вследствие реакции отверждения вблизи поверхности декоративного слоя, и в результате этого ультрафиолетовое излучение не может в достаточной степени проникать во внутреннюю часть декоративного слоя. Другими словами, он означает характеристику, согласно которой поверхностная часть декоративного слоя отверждена, но его глубокая часть не может быть отверждена. Выражение 1 составлено в результате определения и формулировки интервала, в котором получают желательный матирующий эффект, посредством проверки на основании эксперимента по соотношению между условиями максимальной интенсивности Ip (мВт/см2) и интегральной дозы облучения E (мДж/см2) и матирующим эффектом настоящего изобретения.
Предварительное облучение можно осуществлять предпочтительно в состоянии, удовлетворяющем условиям максимальной интенсивности Ip, составляющей 0,5 мВт/см2 или более и 6 мВт/см2 или менее, и интегральной дозе облучения E, составляющей 5 мДж/см2 или более и 120 мДж/см2 или менее. Предпочтительное предварительное облучение можно соответствующим образом осуществлять, используя ртутную лампу высокого давления, которая создает ультрафиолетовое излучение сравнительно низкой проникающей способности. Когда максимальная интенсивность ультрафиолетового излучения находится в вышеуказанном интервале, можно получить устойчивый матирующий эффект, но если максимальная интенсивность и интегральная доза облучения находятся вне вышеуказанных интервалов, трудно получать достаточный матирующий эффект. В частности, в том случае, где часть с печатной краской декоративного слоя содержит черную краску, данные условия являются наиболее подходящими для получения хорошего матирующего эффекта.
Чтобы решить первую проблему настоящего изобретения, ультрафиолетовое излучение для заключительного воздействия может представлять собой ультрафиолетовое излучение с высокой проникающей способностью и длиной волны, составляющей 320 нм или более и менее чем 390 нм, и заключительное воздействие ультрафиолетового излучения можно предпочтительно осуществлять в условиях, где максимальная интенсивность Ip составляет 200 мВт/см2 или более и 400 мВт/см2 или менее, и интегральная доза облучения E составляет 1000 мДж/см2 или более и 4000 мДж/см2 или менее. Это предпочтительное облучение можно осуществлять, используя металлогалогеновую лампу типа А, которая создает ультрафиолетовое излучение с высокой проникающей способностью.
Термин «высокая проникающая способность» представляет собой характеристику отверждения всего декоративного слоя ультрафиолетовым излучением, величина которого достаточна для отверждения внутренней части декоративного слоя и которое достигает его внутренней части или проникает через обратную сторону декоративного слоя, в результате чего отверждается весь декоративный слой.
Когда максимальная интенсивность и интегральная доза облучения ультрафиолетового излучения для заключительного воздействия находятся в вышеуказанных интервалах, декоративный слой можно отверждать при одновременном сохранении тонкой неровности декоративного слоя, образованной путем предварительного облучения, и, следовательно, матирующий эффект настоящего изобретения может осуществляться при сохранении хороших физических свойств отвержденной пленки (хорошая адгезия, износоустойчивость и т.д.). Если значения максимальной интенсивности и интегральной дозы облучения ультрафиолетового излучения для заключительного воздействия составляют менее чем приведенные выше нижние предельные значения, невозможно полное отверждение декоративного слоя и невозможно сохранять физические свойства (физическую прочность, долговечность и т.д.) отвержденной пленки. Если значения максимальной интенсивности и интегральной дозы облучения ультрафиолетового излучения для заключительного воздействия превышают верхние предельные значения, изделие с переведенным изображением, в частности изделие из полимера, проявляет нежелательную склонность к образованию дефектов, включая пожелтение.
Средство решения второй проблемы настоящего изобретения заключается в предложении изделия с изображением, переведенным под давлением воды, которое содержит декоративный слой, полученный средствами решения первой проблемы.
Эффект изобретения
В соответствии с настоящим изобретением воспроизводится адгезия высушенного печатного изображения при использовании отверждаемого ультрафиолетовым излучением полимерного композита, после чего печатное изображение переводится под давлением воды на поверхность изделия, образуя декоративный слой; предварительное воздействие ультрафиолетового излучения, проникающего только через приповерхностный слой части с печатной краской печатного изображения, осуществляют с использованием отверждаемого ультрафиолетовым излучением полимерного композита, который проникает в печатное изображение и смешивается с ним таким образом, что получается часть с тонкой неровностью по высоте поверхности вследствие усадки краски на поверхности части с печатной краской декоративного слоя, и после этого осуществляют заключительное воздействие ультрафиолетового излучения, проникающего через всю толщину декоративного слоя, что приводит к полному отверждению декоративного слоя по всей толщине при одновременном сохранении части с тонкой неровностью по высоте поверхности. В результате не требуется отдельный этап обработки, например, нанесение верхнего покрытия и т.д. Ультрафиолетовое излучение для предварительного воздействия сначала образует и фиксирует тонкую неровность вследствие неравномерной усадки путем регулирования максимальной интенсивности и интегральной дозы облучения, чтобы тем самым регулировать облучение и глубину его проникновения, и внутренняя часть слоя остается в неотвержденном состоянии без ущерба для осуществления поверхностной усадки с образованием основы, на которой может быть легко образована тонкая неровность. Таким образом, высоту части с тонкой неровностью по высоте поверхности можно легко контролировать через значения максимальной интенсивности и интегральной дозы облучения ультрафиолетового излучения для предварительного воздействия. С другой стороны, так как ультрафиолетовое излучение для заключительного воздействия может отверждать весь декоративный слой, одновременно сохраняя высоту тонкой неровности, которая образована ультрафиолетовым излучением для предварительного воздействия, можно легко получать на изделии с изображением, переведенным под давлением воды, тонкий матирующий эффект, придающий разнообразные узоры.
Даже в том случае, когда декоративный слой, содержащий отверждаемый ультрафиолетовым излучением полимерный композит, отверждают, используя оборудование простейшей конструкции, занимающее фиксированное положение для осуществления воздействия ультрафиолетовым излучением в одинаковых условиях посредством источника ультрафиолетового излучения при одновременном движении изделия, содержащего декоративный слой на боковой стороне прямоугольного параллелепипеда и т.д., в направлении одной оси на ленте конвейера, локальное отверждение происходит с трудом, если предварительное облучение осуществляют в вышеуказанных условиях, и тонкую неровность можно создавать только вблизи поверхности декоративного слоя, как правило, единообразно на всей стороне изделия перед заключительным облучением. Таким образом, можно получить равномерный матирующий эффект с помощью оборудования простой структуры без использования особого оборудования для вышеуказанного трехмерного изделия, и можно изготавливать изделия с изображением, переведенным под давлением воды, придавая матирующий эффект изделиям разнообразной формы стабильным и рациональным способом.
Краткое описание чертежей
Фиг.1 представляет одну форму способа перевода изображений под давлением воды согласно настоящему изобретению в последовательном порядке технологических этапов, причем фиг.1A представляет вид в разрезе переводной пленки, фиг.1B представляет вид в разрезе состояния, в котором отверждаемый ультрафиолетовым излучением полимерный композит проникает в переводную пленку, фиг.1C представляет вид в разрезе состояния, в котором переводная пленка, представленная на фиг.1A, находится на плаву на поверхности воды, и непосредственно перед погружением в воду изделия, на которое переводят изображение, фиг.1D представляет вид в разрезе состояния, в котором ультрафиолетовое излучение предварительно воздействует на изделие после осуществления перевода изображения под давлением воды, фиг.1E представляет вид в разрезе состояния, в котором ультрафиолетовое излучение заключительно воздействует на изделие, фиг.1F представляет вид в разрезе состояния, в котором водорастворимую пленку смывают с изделия, и фиг.1G представляет вид в разрезе состояния, в котором поверхность изделия сушат.
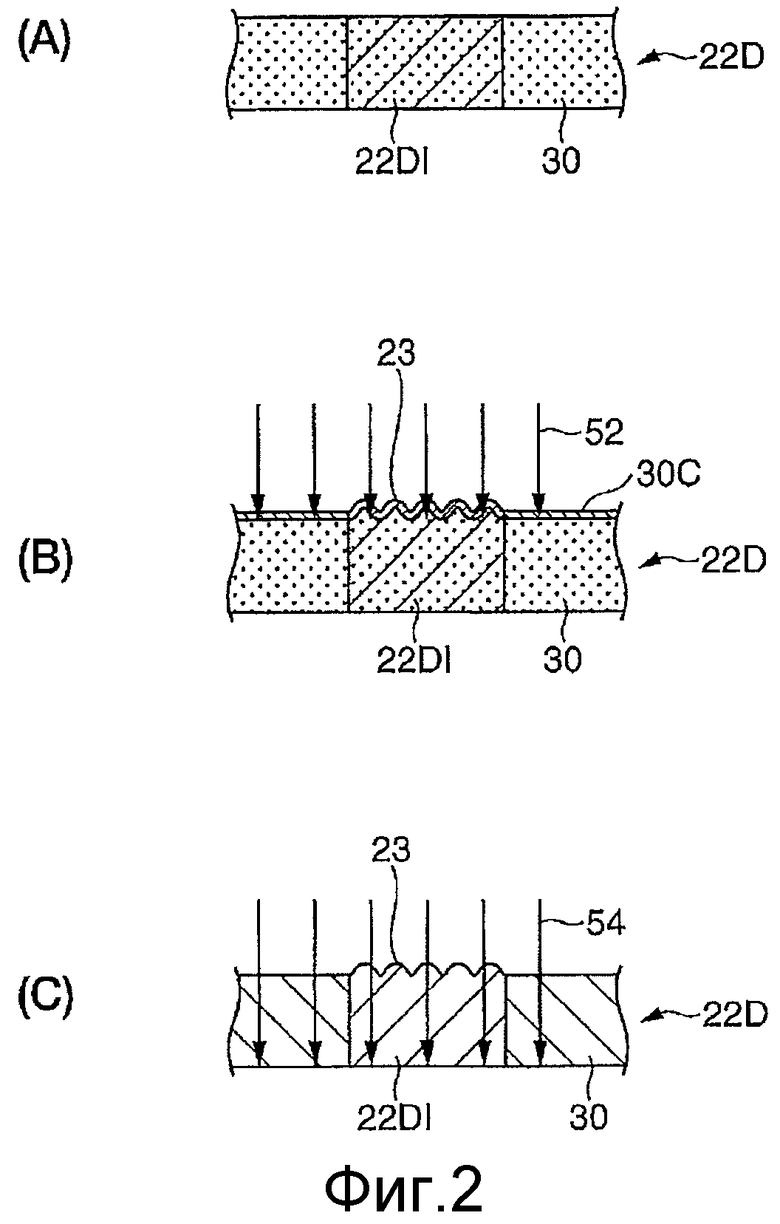
Фиг.2 представляет поперечное сечение части с печатной краской декоративного слоя крупным планом, причем фиг.2A представляет вид в разрезе части с печатной краской перед воздействием ультрафиолетового излучения, фиг.2B представляет вид в разрезе части с печатной краской во время проведения предварительного воздействия ультрафиолетового излучения, и фиг.2C представляет вид в разрезе части с печатной краской во время проведения заключительного воздействия ультрафиолетового излучения.
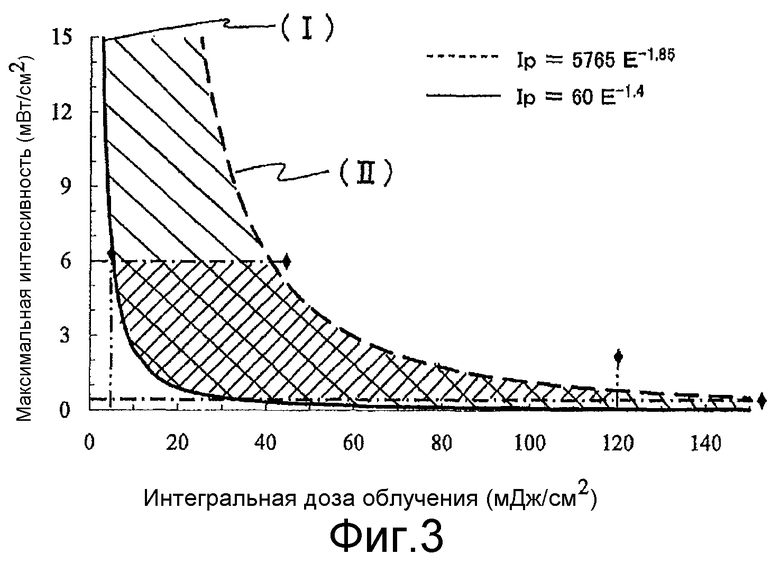
Фиг.3 представляет график, показывающий диапазоны условий облучения, включая значения максимальной интенсивности и интегральной дозы облучения при предварительном воздействии ультрафиолетового излучения.
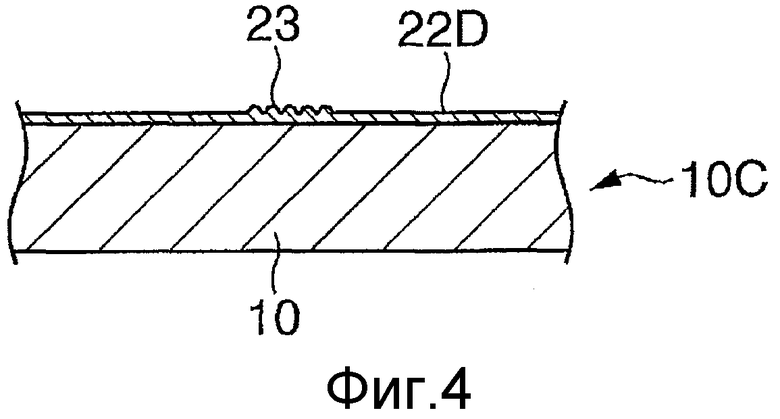
Фиг.4 представляет вид в разрезе изделия с изображением, переведенным под давлением воды, которое получено способом согласно настоящему изобретению.
Фиг.5 представляет график, показывающий условия предварительного облучения и результаты оценки матирующего эффекта в примерах настоящего изобретения и в сравнительных примерах.
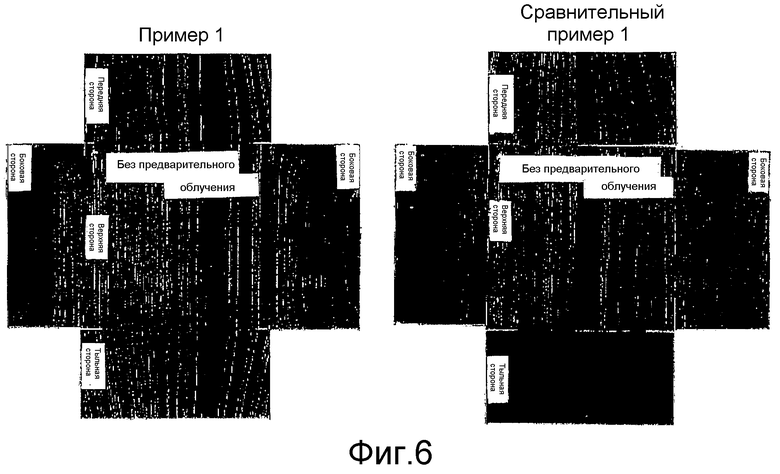
Фиг.6 представляет состояние печати на каждой из сторон изделия с изображением, переведенным под давлением воды, в форме прямоугольного параллелепипеда, которое получено способом согласно настоящему изобретению, в плоской развертке.
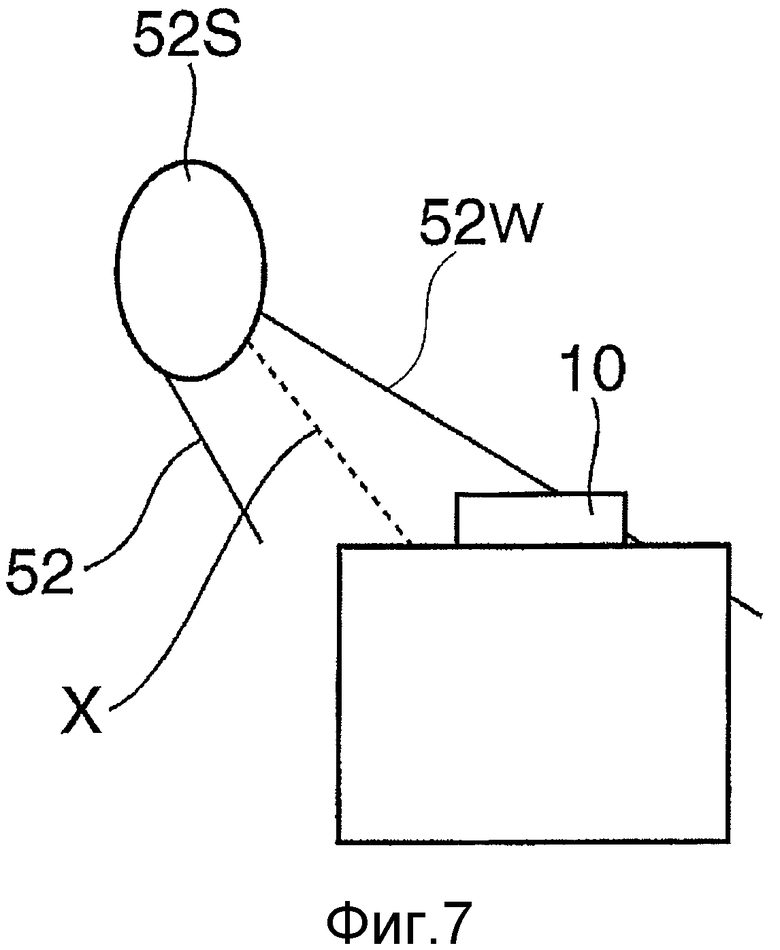
Фиг.7 представляет соотношение положений источника счета и облучаемого изделия в примерном способе предварительного воздействия ультрафиолетового излучения.
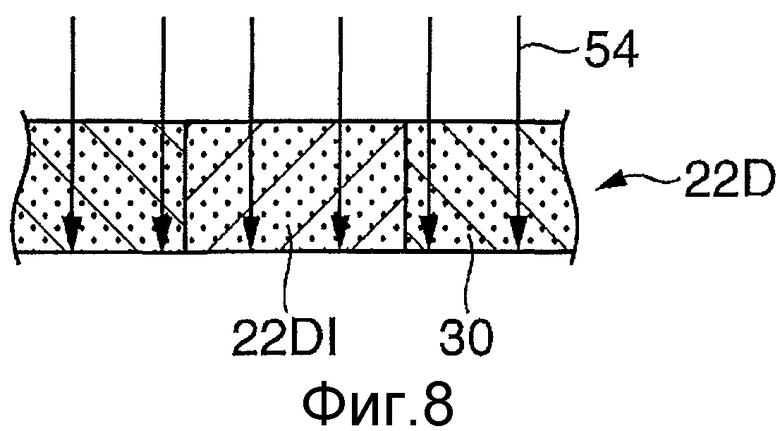
Фиг.8 представляет вид в разрезе декоративного слоя, отвержденного только заключительным облучением без проведения предварительного облучения, в отличие от способа согласно настоящему изобретению.
Наилучший вариант осуществления изобретения
Что касается варианта осуществления настоящего изобретения, подробно описанного на чертежах, способ перевода изображений под давлением воды, на который распространяется настоящее изобретение, представляет собой способ, в котором переводная пленка 20, включающая водорастворимую пленку (несущую пленку) 24, на которую нанесено печатное изображение 22, находится на плаву в воде 40 в переводной ванне (не показана), при этом печатное изображение 22 направлено вниз, как показано на фиг.1A, и изделие 10, на которое переводят изображение под давлением воды, толкают под воду через переводную пленку 20, как показано на фиг.1C, в результате чего печатное изображение 22 переводится на поверхность изделия 10 под давлением воды, созданным при толкании, и, таким образом, получают декоративный слой 22D (см. фиг.2 и фиг.4). Этот способ сам по себе хорошо известен в технике.
Водорастворимая пленка 24 размягчается при поглощении воды и становится влажной. Эта водорастворимая пленка 24 может быть выполнена из водорастворимого материала, содержащего, например, поливиниловый спирт, в качестве основного ингредиента. Данная водорастворимая пленка 24 смачивается, когда вступает в контакт с водой в переводной ванне, что способствует переводу изображения под давлением воды. Печатное изображение 22 можно печатать на водорастворимой пленке 24, используя глубокую печать, струйную печать краской и т.д.
В способе согласно настоящему изобретению, как показано на фиг.1B, отверждаемый ультрафиолетовым излучением полимерный композит, включающий фотополимеризуемый мономер, наносится и проникает в печатное изображение 22 в сухом состоянии, как показано на фиг.1A, воспроизводя адгезию печатного изображения 22; затем, как показано на фиг.1C, печатное изображение 22 переводится под давлением воды на поверхность изделия 10, в результате чего образуется декоративный слой 22D на поверхности изделия 10. После этого, как показано на фиг.1D и 1E, ультрафиолетовое излучение воздействует на декоративный слой 22D в заданных условиях, описанных далее, в течение двух раздельных этапов (предварительный этап и заключительный этап), водорастворимую пленку 24 (пропущена и не показана на фиг.1D, 1E и 1F) смывают потоком 60 воды, как показано на фиг.1F, и затем, как показано на фиг.1G, сушат потоком 70 горячего воздуха, в результате чего в изделии с изображением, переведенным под давлением воды, завершается матирование декоративного слоя 22D. На фиг.1B отверждаемый ультрафиолетовым излучением полимерный композит 30 не показан на части с печатной краской (выступ на фиг.1A, то есть часть, показанная под условным номером 22DI на фиг.2A и 2B) печатного изображения 22, но таким образом отверждаемый ультрафиолетовым излучением полимерный композит проникает в часть с печатной краской печатного изображения 22. На фиг.2A и 2B состояние, в котором проникает отверждаемый ультрафиолетовым излучением полимерный композит 30, показано точками.
Облучение на предварительном этапе (далее называемое «предварительное облучение») из двух этапов воздействия ультрафиолетового излучения представляет собой воздействие ультрафиолетового излучения 52 низкой проникающей способности, которое проникает только в приповерхностную часть декоративного слоя 22D перед отверждением декоративного слоя 22D, как показано на фиг.1D, и данное предварительное облучение образует поверхностный отвержденный слой 30C, включающий часть 23 с тонкой неровностью по высоте поверхности на поверхности части 22DI с печатной краской декоративного слоя 22D вследствие усадки краски, как показано на фиг.2B. Часть 23 с тонкой неровностью по высоте поверхности имеет высоту, контролируемую условиями облучения во время предварительного воздействия ультрафиолетового излучения, но подробное описание будет приведено ниже. Другие части, кроме части 23 с тонкой неровностью по высоте поверхности, отвержденного на поверхности слоя 30C представляют собой поверхностные отвержденные части слоя отверждаемого ультрафиолетовым излучением полимерного композита 30, расположенного между прилегающими частями 22DI с печатной краской. Хотя только одна из частей 22DI с печатной краской показана на фиг.2B, на практике, если печатное изображение представляет собой, например, «текстуру древесины», поскольку поглощенная доза ультрафиолетового излучения изменяется в зависимости от характеристик (качеств), включая маслоемкость пигментов краски или концентрацию краски между частями 22DI с печатной краской, высота частей 23 с неровностью по высоте поверхности изменяется вследствие естественной усадки краски. Следует отметить, что для простоты на фиг.2B показана только одна часть 23 с неровностью по высоте поверхности, имеющая заданную высоту, определенную в зависимости от характеристик пигментов краски.
Облучение на заключительном этапе (далее называемое «заключительное облучение») представляет собой воздействие ультрафиолетового излучения 54, проникающего через всю толщину декоративного слоя 23, как показано на фиг.1E, и данное заключительное облучение полностью отверждает декоративный слой 23 по всей толщине, сохраняя в то же время часть 23 с неровностью по высоте поверхности декоративного слоя 22D, как показано на фиг.2C и 1E. Если, в отличие от настоящего изобретения, воздействуют только ультрафиолетовым излучением с высокой проникающей способностью, пропуская предварительное облучение (то есть осуществляют только заключительное облучение), как показано на фиг.8, не образуется часть 23 с неровностью по высоте поверхности вследствие усадки краски, или образуется изменение высоты, которое совершенно не проявляется визуально, а именно совершенно не создается желательный матирующий эффект, что не проиллюстрировано на чертежах, когда декоративный слой 22D отвержден по всей толщине, что никогда не обеспечивает желательный матирующий эффект.
Ультрафиолетовое излучение 52 для предварительного воздействия может представлять собой ультрафиолетовое излучение с низкой проникающей способностью и длиной волны, составляющей 200 нм или более и менее чем 320 нм, и предварительное воздействие ультрафиолетового излучения можно осуществлять в условиях, в которых максимальная интенсивность Ip (мВт/см2) и интегральная доза облучения E (мДж/см2) удовлетворяют следующему выражению 1:
(Выражение 1)
60E-1,4≤Ip≤5765E-1,85
(В данном выражении E>0, Ip>0)
В частности, предварительное воздействие ультрафиолетового излучения 52 с низкой проникающей способностью можно предпочтительно проводить в условиях максимальной интенсивности, составляющей 0,5 мВт/см2 или более и 6 мВт/см2 или менее, и интегральной дозой облучения, составляющей 5 мДж/см2 или более и 120 мДж/см2 или менее, которые выбраны из указанных выше условий облучения.
Область ультрафиолетового излучения для предварительного воздействия, которая удовлетворяет выражению 1, представляет собой область между кривыми граничных условий (I) и (II) на фиг.3. Причина, по которой условия ультрафиолетового излучения для предварительного воздействия устанавливаются согласно указанным выше, заключается в том, что хороший матирующий эффект декоративного слоя 22D невозможно получить, если условия отличаются от указанных выше, как показали результаты различных испытаний. Хотя подробности будут разъяснены ниже со ссылкой на некоторые конкретные примеры, верхняя заштрихованная область на фиг.3 показывает условия воздействия ультрафиолетового излучения, в которых получены желательные результаты матирования. Более предпочтительная область для вышеуказанного предварительного облучения, описанного в предыдущем параграфе, представляет собой нижнюю область на фиг.3, которая заштрихована в виде наклонной решетки. Предварительное облучение целесообразно осуществлять, используя ртутную лампу высокого давления, которая создает ультрафиолетовое излучение сравнительно низкой проникающей способности.
Если облучение можно осуществлять таким образом, чтобы удовлетворять вышеуказанным условиям, способ предварительного облучения не ограничен определенным образом, но интенсивность излучения источника света (ртутная лампа высокого давления) можно регулировать, или, как показано на фиг.1, источник 52S света располагают таким образом, что оптическую ось X источника 52S света для предварительного облучения можно преднамеренно отводить от облучаемого изделия 10, в результате чего слабый свет 52w от периферической части источника 52 света попадает на облучаемое изделие 10.
Ультрафиолетовое излучение 54 для заключительного воздействия может представлять собой ультрафиолетовое излучение с высокой проникающей способностью и длиной волны, составляющей 320 нм или более и менее чем 390 нм, и заключительное воздействие ультрафиолетового излучения можно предпочтительно осуществлять при соблюдении условий, в которых максимальная интенсивность Ip составляет 200 мВт/см2 или более и 400 мВт/см2 или менее, и интегральная доза облучения E составляет 1000 мДж/см2 или более и 4000 мДж/см2 или менее. Ультрафиолетовое излучение, удовлетворяющее данным условиям, воздействует на декоративный слой 22D, ультрафиолетовое излучение проникает через всю толщину (обычно составляющую 10-20 мкм) декоративного слоя 22D, обеспечивая тем самым полное отверждение декоративного слоя 22D. Данное заключительное облучение можно предпочтительно осуществлять, используя металлогалогеновую лампу, которая создает ультрафиолетовое излучение высокой проникающей способности.
Как показывает область ультрафиолетового излучения для предварительного воздействия на фиг.3, чем выше максимальная интенсивность Ip ультрафиолетового излучения, тем ниже потребуется установить интегральную дозу облучения E, и, как показывает наиболее предпочтительная область, заштрихованная в виде наклонной решетки на фиг.3, желательно установить максимальную интенсивность Ip ниже, повышая при этом интегральную дозу облучения. Хотя можно регулировать высоту части 23 с неровностью по высоте поверхности путем регулирования условий воздействия ультрафиолетового излучения, как правило, чем выше установлена максимальная интенсивность и чем выше интегральная доза облучения, тем большее изменение по высоте можно обеспечить. Как разъяснено выше, высота части 23 с неровностью по высоте различается в зависимости от характеристик пигментов краски, но в приведенном выше разъяснении высоту части с неровностью по высоте поверхности декоративного слоя можно контролировать условиями ультрафиолетового излучения для предварительного воздействия в том случае, когда используют краску, содержащую пигменты с одинаковыми характеристиками. Это означает, что различную высоту можно получать в различных местах в соответствии с условиями ультрафиолетового излучения для предварительного воздействия, даже если краска содержит пигменты с одинаковыми характеристиками.
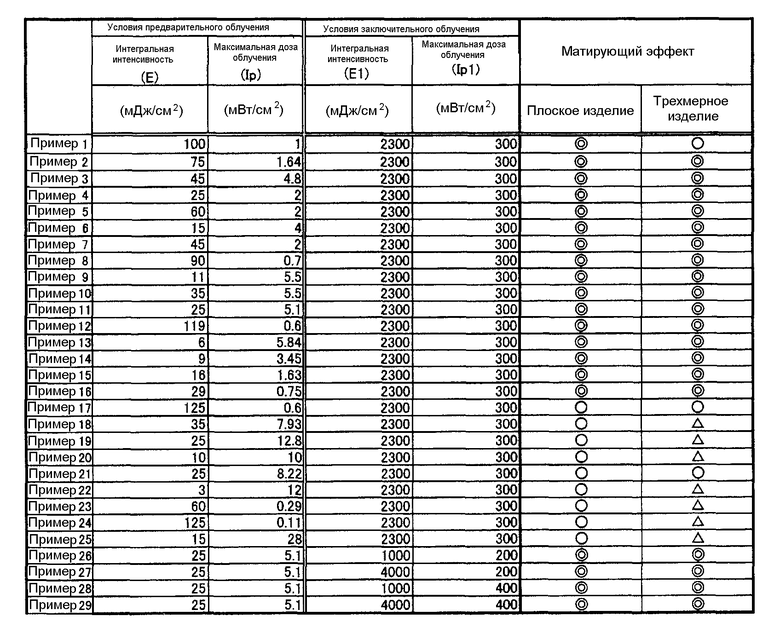
Примеры
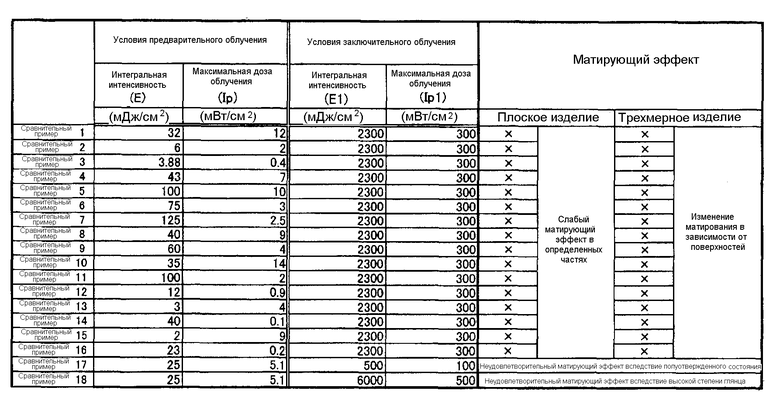
В таблице 1 представлены условия предварительного облучения, заключительного облучения и знаки оценки матирующего эффекта в примерах 1-29, и в таблице 2 представлены условия предварительного облучения, заключительного облучения и знаки оценки матирующего эффекта в сравнительных примерах 1-18.
Знаки оценки при визуальном исследовании матирующего эффекта (состояния) декоративного слоя изделий, изготовленных в данных примерах и сравнительных примерах, приведены ниже.
 : состояние, в котором появляется хороший матирующий эффект на декоративном слое.
: состояние, в котором появляется хороший матирующий эффект на декоративном слое.
○: состояние, в котором появляется матирующий эффект на декоративном слое.
Δ: состояние, в котором появляется матирующий эффект на декоративном слое в достаточно удовлетворительной степени, но хуже чем в состоянии ○.
×: состояние, в котором появляется матирующий эффект на нулевом или низком уровне (состояние, в котором дополнительный дизайн незначителен).
В результате наблюдения состояния отверждения покровной пленки декоративного слоя после заключительного облучения и визуальной проверки наличия дефектов, в том числе дефектов отверждения, состояние отверждения, имеющее практические проблемы, было оценено как неудовлетворительное.
Пример 1
В примере 1 настоящего изобретения использовали отверждаемый ультрафиолетовым излучением полимерный композит, не содержащий растворителя, имеющий фирменное наименование UVIC S CLEAR HE (производитель Ohashi Chemical Industries Ltd.), чтобы воспроизводить адгезию краски переводной пленки. Адгезию краски переводной пленки, которая имела текстуру древесины, воспроизводили с помощью данного отверждаемого ультрафиолетовым излучением полимерного композита, и текстуру древесины переводной пленки переводили под давлением воды на плоскую доску из полимера ABS (сополимера акрилонитрила, бутадиена и стирола), имеющую размеры 10 см × 20 см × 3 мм, и трехмерное изделие, имеющее приблизительную форму прямоугольного параллелепипеда с размерами 100 мм × 100 мм × 50 мм (толщина), выполняя по порядку этапы, представленные на фиг.1A-1G. Переводную пленку получали печатью текстуры древесины на водорастворимой пленке, содержащей поливиниловый спирт в качестве основного ингредиента, используя краску насыщенного цвета, таким образом, чтобы можно было легко выразить линиями часть летней древесины черного или темно-коричневого цвета и часть весенней древесины бурого цвета; данную краску заявитель (Taica Corporation) продает под фирменным наименованием ZEBRA LINE лицензиатам заявителя для перевода изображений под давлением воды. Вышеупомянутый отверждаемый ультрафиолетовым излучением полимерный композит наносили на печатное изображение переводной пленки спиральным проволочным устройством для нанесения покрытия непосредственно перед внесением переводной пленки в переводную ванну. После помещения переводной пленки, содержащей нанесенный отверждаемый ультрафиолетовым излучением полимерный композит без растворителя, на поверхность воды в переводной ванне и воспроизведения адгезии печатного изображения с отверждаемым ультрафиолетовым излучением полимерным композитом изделия погружали под воду через переводную пленку, как показано на фиг.1C, чтобы в результате перевести печатное изображение на изделия под давлением воды, и затем извлекали из воды. После этого, пока изделия перемещали на ленточном конвейере в печь для отверждения ультрафиолетовым излучением, их подвергали предварительному воздействию ультрафиолетового излучения с максимальной интенсивностью, составляющей 0,75 мВт/см2, и интегральной дозой облучения, составляющей 125 мДж/см2, используя ртутную лампу высокого давления (ртутная лампа высокого давления HAK125NL-F, производитель GS YUASA Power Supply Company), и затем подвергали заключительному воздействию ультрафиолетового излучения при максимальной интенсивности, составляющей 300 мВт/см2, и интегральной дозе облучения, составляющей 2300 мДж/см2, используя металлогалогеновую лампу (металлогалогеновая лампа MAN800NL, производитель GS YUASA Power Supply Company), чтобы тем самым завершить отверждение декоративного слоя. В заключение проводили этапы промывания водой и сушки, получая изделие с изображением, переведенным под давлением воды, - (продукт) 10'. Разумеется, лампы для предварительного облучения и заключительного облучения находились в стационарном состоянии, соответственно, и ультрафиолетовое излучение воздействовало на боковые грани и верхние грани изделия.
Примеры 2-25
Как показано в таблице 1, перевод под давлением воды осуществляли способом, который был идентичен способу примера 1, за исключением условий предварительного облучения (максимальная интенсивность и интегральная доза облучения), которые изменяли, чтобы в результате получить изделие с изображением, переведенным под давлением воды, - (продукт) 10'.
Примеры 26-29
Перевод под давлением воды осуществляли способом, который был идентичен способу примера 11, за исключением условий заключительного облучения (максимальная интенсивность и интегральная доза облучения), которые изменяли, как показано в таблице 1, чтобы в результате получить изделие с изображением, переведенным под давлением воды, - (продукт) 10'.
Сравнительные примеры 1-16
Как показано в таблице 2, перевод под давлением воды осуществляли способом, который был идентичен способу примера 1, за исключением условий предварительного облучения (максимальная интенсивность и интегральная доза облучения), которые изменяли, как показано в таблице 1, чтобы в результате получить изделие с изображением, переведенным под давлением воды, - (продукт) 10'.
Сравнительные примеры 17-18
Перевод под давлением воды осуществляли способом, который был идентичен способу примера 11, за исключением условий заключительного облучения (максимальная интенсивность и интегральная доза облучения), которые изменяли, как показано в таблице 1, чтобы в результате получить изделие с изображением, переведенным под давлением воды, - (продукт) 10'.
Оценка примеров и сравнительных примеров
В таблицах 1 и 2 представлены результаты оценки вышеупомянутых примеров и сравнительных примеров 1 и 2. Как свидетельствуют результаты оценки, матирующий эффект в примерах настоящего изобретения был наиболее предпочтительный, хороший или практически приемлемый без каких-либо проблем, но матирующий эффект в сравнительных примерах не обеспечивал значительного дополнительного дизайна и, следовательно, был бесполезным.
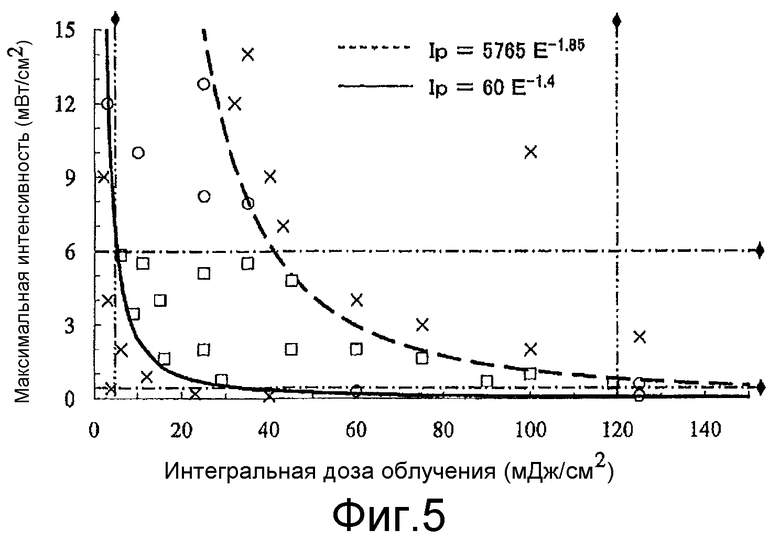
Условия предварительного облучения в вышеупомянутых примерах и сравнительных примерах, которые соответствуют диаграмме на фиг.3, представлены на фиг.5. На фиг.5 символ □ представляет условия облучения в примерах 1-6, символ ○ представляет условия облучения в примерах 17-24 и символ × представляет условия облучения в сравнительных примерах 1-16. Как показано на фиг.5, среди условий предварительного облучения согласно настоящему изобретению существует область условий в каждом примере, где получен матирующий эффект для решения задач настоящего изобретения. Желательный матирующий эффект получен в области, соответствующей выражению 60E-1,4≤Ip≤5765E-1,85, которая находится между кривыми граничных условий (I) и (II), определенных выражениями, которые приведены на фиг.5. В частности, хороший матирующий эффект можно получить при соблюдении условий, в которых максимальная интенсивность Ip составляет 0,5 мВт/см2 или более и 6 мВт/см2 или менее, и интегральная доза облучения E составляет 5 мДж/см2 или более и 120 мДж/см2 или менее. С другой стороны, при выходе из данной области матирующий эффект уменьшается, и в том случае, когда данное изделие представляет собой трехмерное изделие, наблюдается дефект, связанный с тем, что желательный матирующий эффект невозможно получить на сторонах изделия, как описано в предшествующем уровне техники.
Хотя это не показано в таблицах 1 и 2, если условия заключительного облучения соответствуют области условий заключительного облучения согласно настоящему изобретению, как показано в примерах настоящего изобретения, не наблюдается дефекта при отверждении покровной пленки, но если эти условия не соответствуют области условий заключительного облучения согласно настоящему изобретению, наблюдаются нежелательные результаты, в том числе дефекты при отверждении покровной пленки, как показано в сравнительных примерах 17 и 18, в которых не обеспечен матирующий эффект вследствие высокой степени глянца.
Состояние печати (матирующий эффект) декоративного слоя трехмерного изделия в примере 1 и сравнительном примере 1 представлен на фиг.6. В каждом из данных примеров трехмерные изделия, перемещаемые с помощью конвейера, сначала поступают на этап облучения верхней грани (центральная часть развернутых граней на фиг.6) и тыльной грани (нижняя часть развернутых граней на фиг.6) и затем поступают на этап заключительного облучения. Таким образом, в результате сравнения декоративного слоя в примере 1 и слоя в сравнительном примере 1 следует отметить, что степень глянца декоративного слоя в сравнительном примере 1 становится выше, чем в примере 1, согласно визуальному наблюдению, и, следовательно, матирующий эффект декоративного слоя в сравнительном примере 1 является ниже. Это вызвано тем, что часть поверхностного слоя в сравнительном примере 1 отверждали без образования тонкой неровности вследствие различной усадки (не образуется и не фиксируется тонкая неровность вследствие различной усадки в части поверхностного слоя), потому что условия в сравнительном примере не находятся в области хороших условий предварительного облучения согласно настоящему изобретению.
С другой стороны, следует отметить, что изделие в примере 1 может получить полностью устойчивый матирующий эффект приданием равномерного матирующего эффекта глубокой части текстуры древесины. Даже если была разная степень матирования, изделия в примерах 1-25 имели равномерный матирующий эффект в такой степени, что различия невозможно определить визуально, но изделия в сравнительных примерах 1-16 отличались неравномерным матирующим эффектом в такой степени, что это можно полностью определить визуально. В настоящем изобретении образуется и фиксируется тонкая неровность вследствие предыдущего изменения усадки только части поверхностного слоя посредством предварительного воздействия ультрафиолетового излучения низкой проникающей способности, и так можно контролировать матирующий эффект рисунка на желательных частях или всех гранях декоративного слоя в соответствии со степенью предварительного облучения.
Хотя это не показано в таблице 1, что касается степени глянца (данное значение измеряли, используя измеритель степени глянца Gloss Meter модели GP-60 (производитель Tokyo Denshoku Co., Ltd.), согласно японскому промышленному стандарту Z8741-1997 «Способ определения глянца зеркальной поверхности под углом 3-60°»), степень глянца низкоглянцевой части изображения (линейноподобная часть летней древесины черного или темно-коричневого цвета) изделия в примерах 1-29 обычно составляет менее чем 20, и значение разности между высокоглянцевой частью изображения (часть весенней древесины бурого цвета) и низкоглянцевой частью изображения составляет 10 или более. Значение степени глянца и значение разности степеней глянца представляют собой желательные для дизайна степени глянца. Таким образом, в данных примерах можно контролировать дизайн желательной части или всей поверхности регулированием условий предварительного облучения и условий заключительного облучения в пределах заданной области, одновременно обеспечивая желательную степень глянца.
С другой стороны, изделия в сравнительных примерах 1-18 таблицы 2 имеют степень глянца низкоглянцевой части изображения и разность между степенями глянца высокоглянцевой и низкоглянцевой частей изображения, которые в целом не соответствуют вышеупомянутому желательному диапазону, и это приводит к неудовлетворительным результатам получаемого матирующего эффекта и, кроме того, к невозможности получения желательного внешнего вида дизайна.
Промышленная применимость
Согласно настоящему изобретению после нанесения отверждаемого ультрафиолетовым излучением полимерного композита на печатное изображение в сухом состоянии переводной пленки и последующего перевода печатного изображения, в которое проникает отверждаемый ультрафиолетовым излучением полимерный композит, на поверхность изделия, чтобы получить в результате декоративный слой, ультрафиолетовое излучение проникает через поверхность декоративного слоя только путем предварительного воздействия ультрафиолетового излучения с образованием части поверхности с переменной высотой (неровностью) и последующего проникновения ультрафиолетового излучения через всю толщину декоративного слоя в результате заключительного воздействия ультрафиолетового излучения для полного отверждения декоративного слоя. Таким образом, матирующий эффект можно придавать декоративному слою одновременно с переводом изображения под давлением воды без необходимости какой-либо отдельной операции для нанесения верхнего покрытия, и изменение поверхности по высоте можно легко контролировать, регулируя условия предварительного воздействия ультрафиолетового излучения, в результате чего можно повысить промышленную применимость.
Изобретение относится к способу перевода под давлением воды соответствующего печатного изображения на поверхность различных изделий при контроле матирования и к изделию с изображением, полученным данным способом перевода под давлением воды. Способ перевода изображений под давлением воды включает этапы воспроизведения адгезии высушенного печатного изображения путем нанесения отверждаемого ультрафиолетовым излучением полимерного композита, включающего фотополимеризуемый мономер, для проникновения указанного отверждаемого ультрафиолетовым излучением полимерного композита в указанное печатное изображение; последующего перевода указанного печатного изображения под давлением воды на поверхность изделия с образованием декоративного слоя и последующего воздействия ультрафиолетового излучения на указанный декоративный слой для отверждения указанного декоративного слоя с одновременным образованием тонких неровностей вследствие различной усадки части с печатной краской указанного декоративного слоя, отличающийся включением дополнительных этапов проведения предварительного воздействия ультрафиолетового излучения, проникающего только в приповерхностную часть указанного декоративного слоя перед отверждением указанного декоративного слоя, чтобы образовать часть с тонкой неровностью по высоте поверхности вследствие усадки краски на поверхности указанной части с печатной краской указанного декоративного слоя, и последующего заключительного воздействия ультрафиолетового излучения, проникающего по всей толщине указанного декоративного слоя, для полного отверждения по всей толщине указанного декоративного слоя при одновременном сохранении указанной части с тонкой неровностью по высоте поверхности. Техническим результатом изобретения является предложить способ перевода изображений под давлением воды, который приспособлен для осуществления матирования вместе с переводом под давлением воды декоративного слоя, образованного при переводе под давлением воды печатного изображения на поверхность изделия, без необходимости использования какого-либо верхнего покрытия, который способен контролировать матирующий эффект в заданных частях или на всей поверхности изделия. 2 н. и 9 з.п. ф-лы, 8 ил., 2 табл.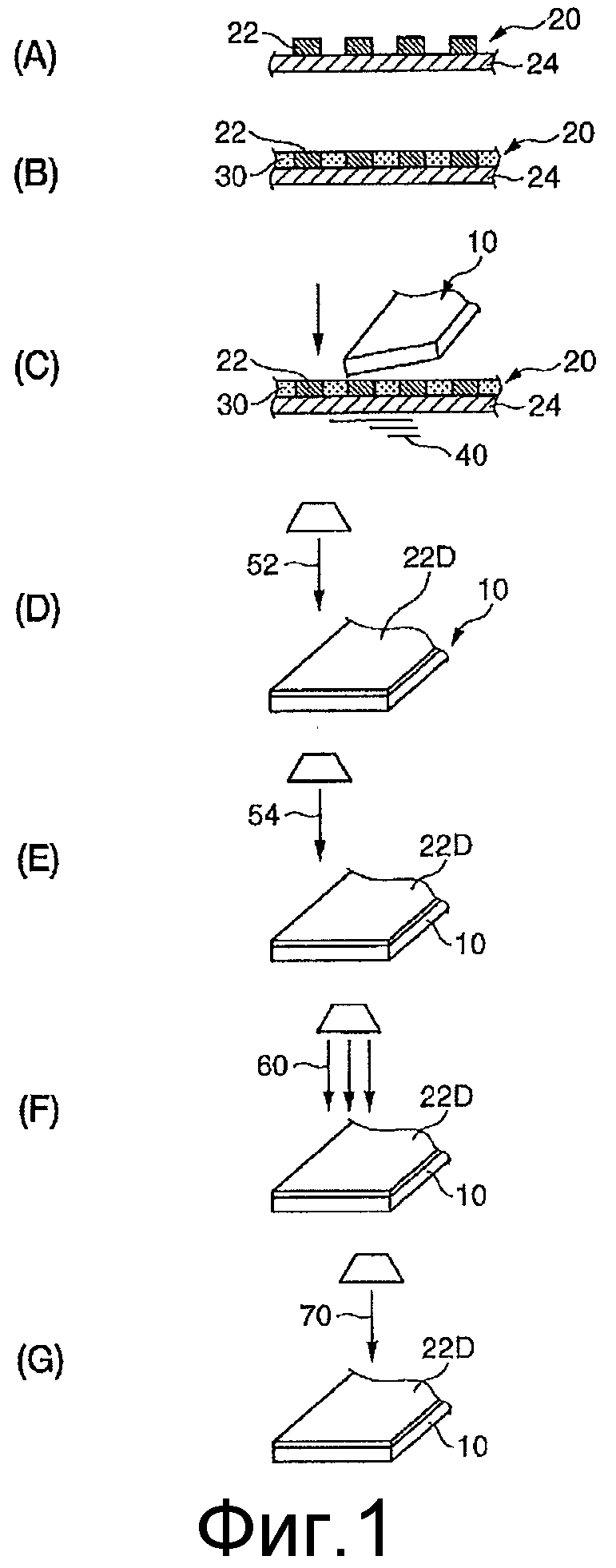
1. Способ перевода изображений под давлением воды, включающий этапы воспроизведения адгезии высушенного печатного изображения путем нанесения отверждаемого ультрафиолетовым излучением полимерного композита, включающего фотополимеризуемый мономер, для проникновения указанного отверждаемого ультрафиолетовым излучением полимерного композита в указанное печатное изображение; последующего перевода указанного печатного изображения под давлением воды на поверхность изделия с образованием декоративного слоя и последующего воздействия ультрафиолетового излучения на указанный декоративный слой для отверждения указанного декоративного слоя с одновременным образованием тонких неровностей вследствие различной усадки части с печатной краской указанного декоративного слоя, отличающийся включением дополнительных этапов проведения предварительного воздействия ультрафиолетового излучения, проникающего только в приповерхностную часть указанного декоративного слоя перед отверждением указанного декоративного слоя, чтобы образовать часть с тонкой неровностью по высоте поверхности вследствие усадки краски на поверхности указанной части с печатной краской указанного декоративного слоя, и последующего заключительного воздействия ультрафиолетового излучения, проникающего по всей толщине указанного декоративного слоя, для полного отверждения по всей толщине указанного декоративного слоя при одновременном сохранении указанной части с тонкой неровностью по высоте поверхности.
2. Способ перевода изображений под давлением воды по п.1, в котором указанное ультрафиолетовое излучение для указанного предварительного воздействия представляет собой ультрафиолетовое излучение с низкой проникающей способностью и длиной волны, составляющей 200 нм или более и менее чем 320 нм, и указанное предварительное воздействие ультрафиолетового излучения осуществляют в условиях, при которых максимальная интенсивность Ip (мВт/см2) и интегральная доза облучения E (мДж/см2) удовлетворяют следующему выражению 1:
(Выражение 1)
60E-1,4≤Ip≤5765E-1,85
(в данном выражении E>0, Ip>0).
3. Способ перевода изображений под давлением воды по п.1 или 2, в котором указанный отверждаемый ультрафиолетовым излучением полимерный композит включает фотополимеризуемый форполимер и указанный фотополимеризуемый форполимер представляет собой один из следующих: акриловый олигомер, сложнополиэфирный олигомер, эпоксиакрилатный олигомер, уретаноакрилатный олигомер или произвольное сочетание двух или большего числа данных веществ.
4. Способ перевода изображений под давлением воды по п.1 или 2, в котором указанное предварительное облучение осуществляют в условиях, когда максимальная интенсивность Ip составляет 0,5 мВт/см2 или более и 6 мВт/см2 или менее и интегральная доза облучения E составляет 5 мДж/см2 или более и 120 мДж/см2 или менее.
5. Способ перевода изображений под давлением воды по п.4, в котором указанное предварительное облучение осуществляют с использованием ртутной лампы высокого давления.
6. Способ перевода изображений под давлением воды по любому из пп.1, 2 или 5, в котором указанное ультрафиолетовое излучение для указанного заключительного воздействия представляет собой ультрафиолетовое излучение с высокой проникающей способностью и длиной волны, составляющей 320 нм или более и менее чем 390 нм, и заключительное воздействие ультрафиолетового излучения осуществляют в условиях, в которых максимальная интенсивность Ip составляет 200 мВт/см2 или более и 400 мВт/см2 или менее и интегральная доза облучения E составляет 1000 мДж/см2 или более и 4000 мДж/см2 или менее.
7. Способ перевода изображений под давлением воды по п.3, в котором указанное ультрафиолетовое излучение для указанного заключительного воздействия представляет собой ультрафиолетовое излучение с высокой проникающей способностью и длиной волны, составляющей 320 нм или более и менее чем 390 нм, и заключительное воздействие ультрафиолетового излучения осуществляют в условиях, в которых максимальная интенсивность Ip составляет 200 мВт/см2 или более и 400 мВт/см2 или менее и интегральная доза облучения E составляет 1000 мДж/см2 или более и 4000 мДж/см2 или менее.
8. Способ перевода изображений под давлением воды по п.4, в котором указанное ультрафиолетовое излучение для указанного заключительного воздействия представляет собой ультрафиолетовое излучение с высокой проникающей способностью и длиной волны, составляющей 320 нм или более и менее чем 390 нм, и заключительное воздействие ультрафиолетового излучения осуществляют в условиях, в которых максимальная интенсивность Ip составляет 200 мВт/см2 или более и 400 мВт/см2 или менее и интегральная доза облучения E составляет 1000 мДж/см2 или более и 4000 мДж/см2 или менее.
9. Способ перевода изображений под давлением воды по п.6, в котором указанное заключительное облучение осуществляют с использованием металлогалогеновой лампы типа А.
10. Способ перевода изображений под давлением воды по п.7 или 8, в котором указанное заключительное облучение осуществляют с использованием металлогалогеновой лампы типа А.
11. Изделие с изображением, переведенным под давлением воды, отличающееся наличием декоративного слоя, полученного по любому из пп.1-10.
| JP 2005262610 A, 29.09.2005 | |||
| JP 4329045 B2, 09.09.2009 | |||
| JP 2005224956 A, 25.08.2005 |

