Изобретение относится к области строительства и касается способа изготовления арочного здания с панелями из коробчатых профилей.
Известен способ изготовления конструкций из коробчатых профилей, заключающийся в соединении между собой поясов с образованием полигональной рамы с помощью приваренных к концам ломаных поясов фланцев, соединенных на болтах (см. Н.Н.Мурашко, Ю.В.Соболев. Металлические конструкции производственных сельскохозяйственных зданий. Минск, 1987, рис.2.22, стр.81).
Такое соединение плохо работает на изгиб и непригодно для изготовления арок.
Известен способ изготовления полигональных конструкций с поясами из труб, в котором полигональные пояса конструкции соединяют с помощью цилиндрических или шаровых узловых деталей на сварке (см. этот же источник рис.2.34).
Такой способ соединения непригоден для изготовления арочных конструкций из оцинкованных профилей.
Известен способ соединения арочных конструкций из коробчатых профилей, где профили соединяются на листовых накладках на сварке (см. Справочник проектировщика. Металлические конструкции. 1998. В 3-х т., т.2, рис.12, 11).
Такой способ не может быть применен для изготовления арочных конструкций из оцинкованных профилей.
Прототипом способа изготовления конструкций из оцинкованных профилей является решение, в котором профили конструкции соединяют на саморезах через налагаемые на профили фасонки (см. Стандарт организации. Конструкции стальные из тонкостенных холодногнутых профилей для каркасных малоэтажных зданий различного назначения. СТО 0066-2011 (02494680, 56881834), рис.5, стр.8).
Такой способ может быть применен для изготовления полигональных арок из коробчатых профилей на листовых фасонках, прикрепляемых на саморезах, однако он ведет к большой трудоемкости изготовления арок, так как требует изготовления большого количества кондукторов в заводских условиях для сварки узлов арок и выполнения арок сборно-разборными для их транспортирования, т.е. введения в арки дополнительных узловых соединений, что увеличивает трудоемкость в изготовлении и в транспортировании.
Изобретение направлено на упрощение изготовления и транспортирования полигональных арок из коробчатых профилей.
Результат достигается тем, что в способе изготовления полигональной арки из коробчатых профилей, заключающемся в соединении на саморезах нахлестом листовых фасонок на полки и стенки коробчатых панелей, согласно изобретению сначала изготавливают приопорные панели с опорными узлами арок, затем на строительной площадке все панели выстраивают прямолинейно и на стыки панелей накладывают и крепят к панелям нижние узловые фасонки шириной, равной ширине панелей, после чего перегибают арку по этим фасонкам до проектного очертания панелей, а на раскрытые стыки панелей накладывают П-образные объемные сварные фасонки, верхняя полка которых выполнена по очертанию стыков верхних полок арки, и крепят их сначала к верхним полкам панелей, а потом - к стенкам панелей, после чего монтируют арку на опоры.
Результат также достигается тем, что для арок стрельчатого очертания длины панелей принимают уменьшающимися к коньку арки, а углы перелома панелей принимают равными.
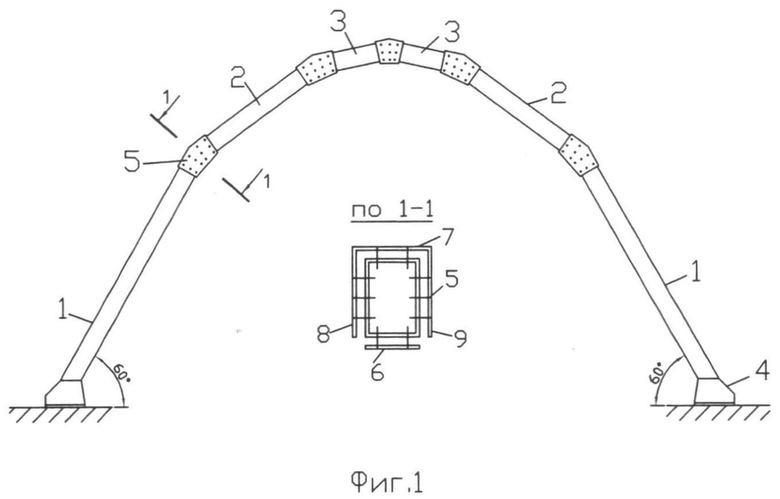
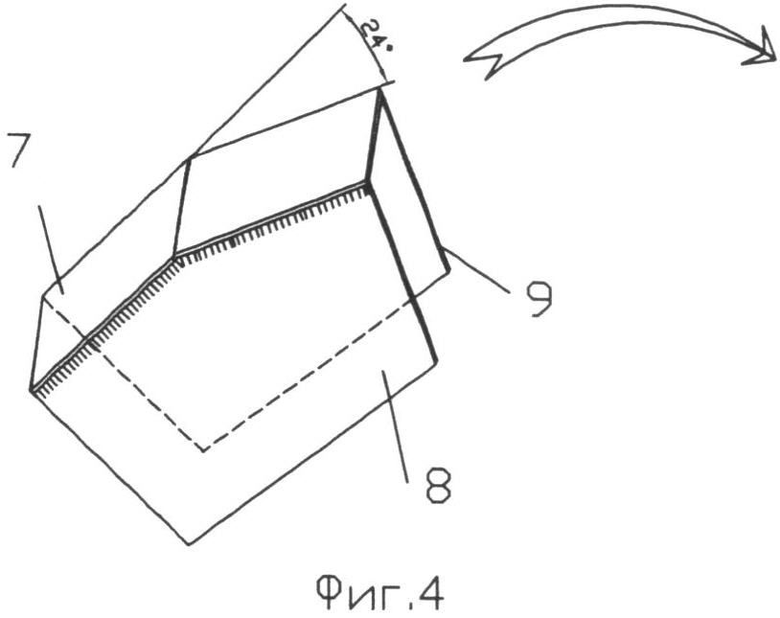
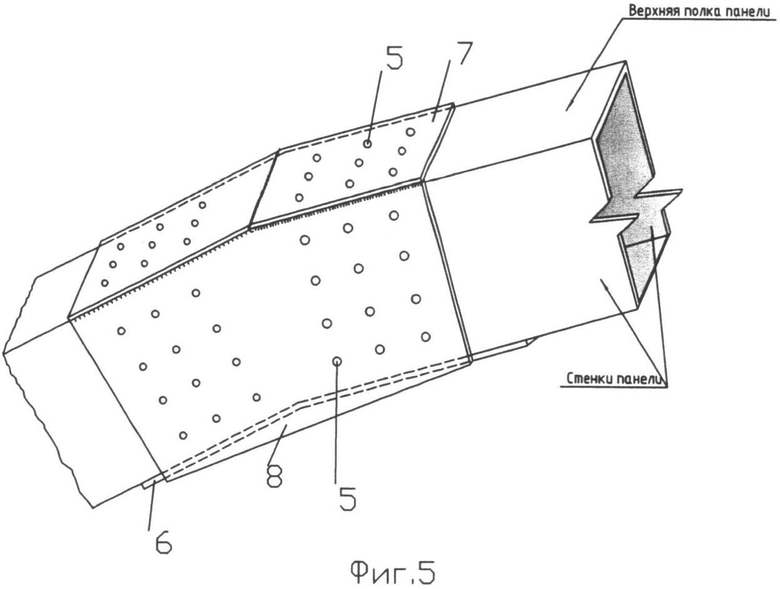
Изобретение поясняется чертежами, где на фиг.1 представлен общий вид полигональной арки, собираемой из коробчатых профилей по изобретению; на фиг.2 - этап изготовления приопорных и других панелей арки с их прямолинейным выстраиванием и наложением на стыки панелей нижних поясных фасонок; на фиг.3 - последующий изгиб панелей арки по указанным фасонкам до проектного очертания панелей; на фиг.4 представлена П-образная объемная сварная фасонка, верхняя полка которой выполнена перегнутой по очертанию стыка верхних полок панелей арки; на фиг.5 изображен завершающий этап изготовления арки, включающий наложение П-образной объемной фасонки на раскрытые стыки панелей.
Арка состоит из прямых полигональных панелей 1, 2, 3 коробчатого сечения (Фиг.1). Приопорные панели 1 выполняют с опорными узлами 4. В нижней части стыков панелей 1, 2, 3 прикрепляют на саморезах 5 нижние листовые фасонки 6. Панели 1, 2, 3 соединяют между собой П-образной объемной сварной фасонкой, верхняя полка 7 которой выполнена перегнутой по очертанию стыков верхних полок панелей 1, 2, 3. Верхние грани боковых стенок 8, 9 П-образной фасонки выполнены с углом, равным углу стыка панелей.
Арку (Фиг.1) собирают в условиях строительной площадки, на торце арочного здания. В заводских условиях к приопорным панелям 1 арки прикрепляют опорные узлы 4 арок и изготавливают остальные панели. Панели 1, 2, 3 арок транспортируют прямолинейными автотранспортом. Затем на строительной площадке все панели арки выстраивают прямолинейно. На узлы стыков панелей 1, 2 и 3 накладывают и крепят нижние листовые фасонки 6, выполненные шириной, равной ширине указанных панелей (Фиг.2). После этого арку перегибают по фасонкам 6 до проектного очертания (Фиг.3). Контролем проектного очертания арки могут быть шаблоны или выступающие упоры на сборочной площадке. Затем на раскрытые стыки панелей 1, 2, 3 (Фиг.3) накладывают П-образные объемные сварные фасонки (Фиг.4). Верхние полки 7 фасонки, перегнутые по очертанию стыков верхних полок арки, прикрепляют внахлест на верхние полки панелей 1, 2, 3; боковые полки 8 и 9 фасонки - нахлестывают на стенки панелей 1, 2, 3. П-образные фасонки крепят саморезами 5 сначала к верхним полкам панелей 1, 2, 3, а потом - к стенкам (Фиг.5), после чего арку монтируют на опоры.
П-образные объемные сварные фасонки могут применяться для различного по очертанию типа арок. Для изготовления арок округлого очертания длины панелей арок принимают равными (Фиг.3), а для изготовления арок стрельчатого очертания размеры панелей принимают убывающими к коньку арки (Фиг.3). При этом узловые элементы (П-образные объемные сварные фасонки) могут быть выполнены однотипными (Фиг.4, 5).
По разработанному способу упрощение изготовления арок достигается за счет сборки арок с изгибом панелей по проектному очертанию в условиях строительной площадки и применения П-образных объемных фасонок, которые позволяют собирать арку без использования кондукторов. Коробчатые тонкостенные профили для полигональных панелей 1, 2 и 3 могут быть приняты как замкнутыми так и составными на саморезах из двух профилей С-образного и ]-образного поперечного сечения, которые входят друг в друга.
Транспортирование полигональной арочной конструкции возможно всеми видами транспорта за счет разделения на сборочные единицы - панели 1, 2, 3. Транспортировочной тары и других видов приспособлений для укладки панелей арки не требуется, что упрощает транспортирование.
Наиболее эффективно изобретение может быть использовано при изготовлении арочных зданий пролетами от 18 до 36 метров как в черном, так и в оцинкованном металлах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИГОНАЛЬНАЯ РАМНО-АРОЧНАЯ КОНСТРУКЦИЯ | 2012 |
|
RU2515142C1 |
| СПОСОБ ВОЗВЕДЕНИЯ АРОЧНОГО ЗДАНИЯ | 2014 |
|
RU2554630C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| ФЕРМА ИЗ ШВЕЛЛЕРОВ | 2009 |
|
RU2415233C1 |
| СБОРНО-РАЗБОРНОЕ АРОЧНОЕ СООРУЖЕНИЕ И УЗЕЛ КРЕПЛЕНИЯ ПРОФИЛИРОВАННОГО ЭЛЕМЕНТА К ФУНДАМЕНТУ, ИСПОЛЬЗОВАННЫЙ В ЭТОМ СООРУЖЕНИИ | 2014 |
|
RU2566881C1 |
| ФЕРМА ИЗ ШВЕЛЛЕРОВ | 2014 |
|
RU2623378C2 |
| АРОЧНОЕ ЗДАНИЕ | 2021 |
|
RU2767814C1 |
| СПОСОБ ВОЗВЕДЕНИЯ АРОЧНОГО ЗДАНИЯ | 2009 |
|
RU2423581C1 |
| СПОСОБ СБОРКИ КУСОЧНО-ЛОМАНОЙ АРКИ | 2011 |
|
RU2486319C1 |
| СПОСОБ ВОЗВЕДЕНИЯ АРОЧНОГО ЗДАНИЯ | 2011 |
|
RU2487978C1 |


Изобретение относится к области строительства и касается способа изготовления арки из коробчатых профилей. Технический результат изобретения заключается в снижении трудоемкости изготовления и транспортирования арок. Способ изготовления арки включает изготовление приопорных панелей с опорными узлами арки, затем на строительной площадке все панели выстраивают прямолинейно и на стыки панелей накладывают и крепят к панелям нижние листовые фасонки шириной, равной ширине панелей. После чего перегибают арку по этим фасонкам до проектного очертания панелей, а на раскрытые стыки панелей накладывают П-образные объемные сварные фасонки и крепят их сначала к верхним полкам панелей, а потом - к стенкам панелей. После чего монтируют арку на опоры. 1 з.п. ф-лы, 5 ил.
1. Способ изготовления полигональной арки из коробчатых профилей, заключающийся в соединении коробчатых профилей на саморезах нахлестом фасонок на полки и стенки, отличающийся тем, что сначала изготавливают приопорные панели с опорными узлами арки, затем на строительной площадке все панели выстраивают прямолинейно и на стыки панелей накладывают и крепят нижние листовые фасонки шириной, равной ширине панелей, после чего перегибают арку по этим фасонкам до проектного очертания панелей, а на раскрытые стыки панелей накладывают П-образные объемные сварные фасонки, верхняя полка которых выполнена по очертанию стыков верхних полок панелей арки, и крепят их сначала к верхним полкам панелей, а потом к стенкам панелей, после чего монтируют арку на опоры.
2. Способ по п.1, отличающийся тем, что для арок стрельчатого очертания длины панелей принимают уменьшающимися к коньку арки, а углы перелома панелей принимают равными.
| Стандарт организации | |||
| Конструкции стальные из тонкостенных | |||
| холодногнутых профилей для каркасных малоэтажных зданий различного назначения | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Секториальный рупорный излучатель | 1956 |
|
SU114470A1 |
| АРОЧНОЕ ПОКРЫТИЕ | 2000 |
|
RU2209275C2 |
| СБОРНАЯ ПАНЕЛЬ СКЛАДЧАТОЙ ФОРМЫ | 1992 |
|
RU2032037C1 |
| WO 2010095968 A2, 26.08 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

