Изобретение относится к строительным конструкциям и может быть использовано для изготовления несущих конструкций арочных покрытий производственных и гражданских зданий, а также балок с выпуклой продольной осью для создания строительного подъема. Предлагаемое техническое решение приемлемо для изготовления висячих конструкций - жестких нитей (пологих нитей с изгибной жесткостью).
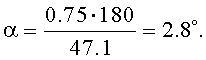
Конструктивную форму арки можно представить как модификацию рамной конструкции (стр.492, [1]). Известна конструкция сплошных арок из прямолинейных прокатных профилей (треугольная арка), с узлами на фланцевых соединениях и высокопрочными болтами. Однако в таких конструкциях значительно снижается преимущество арок - увеличивается отклонение очертания продольной оси арки от формы, соответствующей внешним нагрузкам, - параболического очертания (фиг.1).
На фиг.1 показана треугольная арка с прямолинейными стержневыми элементами. Перекрываемый пролет конструкции обозначен позицией 1. Стрела подъема арки позицией 2. Соотношение этих компоновочных параметров определяют значения усилий в стержнях арки (М; N; Q). Поперечное сечение стержней арки - прокатные двутавры.
Известны конструкции арок из сплошных составных двутавров. В сечениях таких арок полки соединяются полосой стенки. Причем стенка, имеющая криволинейную форму, вырезается из прямолинейной полосы с большей шириной. Такой способ изготовления заготовок-стенок имеет значительные объемы отходов материала.
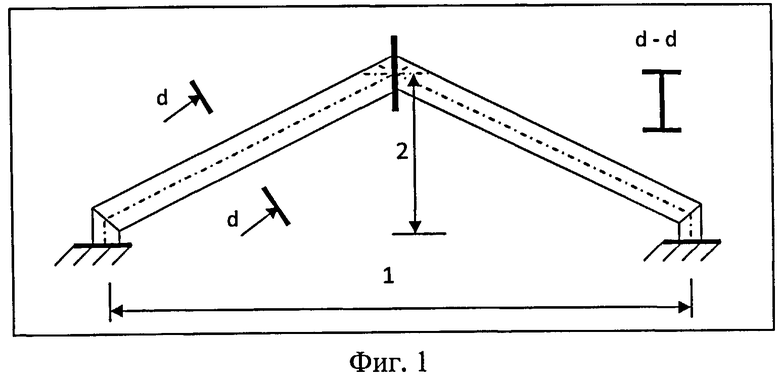
Известны конструкции сплошных арок с полигональным очертанием продольной оси, состоящие из трех и более стержней прямолинейной формы (фиг.2). При увеличении числа прямолинейных участков в арке очертание продольной оси приближается к параболической форме, но увеличивается число узлов - фланцевых соединений. Это влечет увеличение трудоемкости сборки.
На фиг.2 показана схема очертания полигональной арки. На схеме обозначен пролет арки позицией 1, стрела подъема - позицией 2. Показано схематическое положение прямолинейных стержней, образующих полигональную форму арки. Обозначены узлы монтажных стыков прямолинейных отправочных марок.
Известна металлическая арка с варьированной жесткостью стенки, патент на изобретение 2386759, Е04В 1/32 [2]. Сечение арки имеет двутавровое составное сечение. Стенка выполнена из стальной полосы с радиальными гофрами, расположенными поперек полосы. Изменение ширины гофр по высоте стенки превращает прямолинейную полосу-заготовку в пологую форму стенки арки. Однако радиальные гофры стенки снижают продольную жесткость стенки. В результате, стенка не воспринимает продольные усилия в арке, что снижает эффективность конструкции в целом.
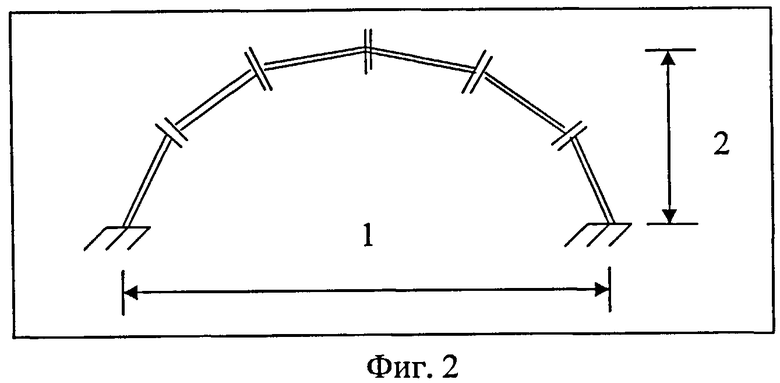
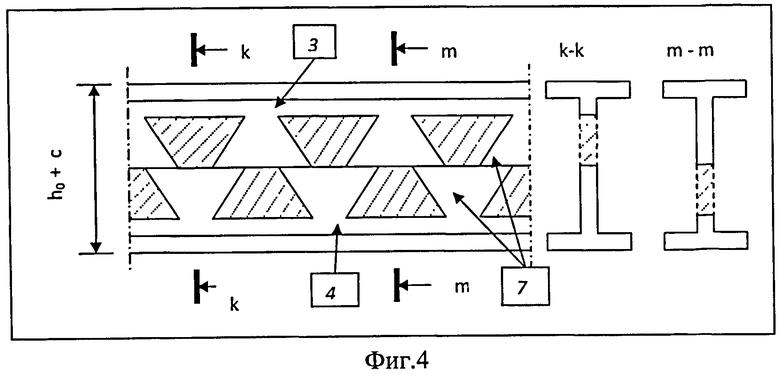
Наиболее близким является техническое решение, описанное в [3] - а.с. 1231170 «Способ изготовления облегченных металлических балок» (фиг.3; 4). Это способ изготовления перфорированных балок из прокатных профилей (заготовок, представляющих сплошное сечение со стенкой и двумя полками). В таких перфорированных балках высота поперечного сечения может быть увеличена по отношению к высоте исходного проката в 1,8 раза, а площадь любого поперечного сечения не изменяется - остается равной сечению исходного проката. При этом стенка не имеет гофр и полностью включается в работу по восприятию продольных усилий.
На фиг.3 обозначено: 3 - верхняя часть заготовки; 4 - нижняя часть заготовки; 5 - стенка заготовки; 6 - линия реза стенки заготовки.
Способ изготовления перфорированной балки включает резку стенки заготовки по сплошной ломаной линии на две части. Линия реза состоит из продольных и поперечных участков, продольные - параллельны полкам заготовки, поперечные - в виде отрезков прямых, расположены так, что в разрезанных частях образуются выступы стенки. Причем продольные кромки этих выступов имеют большую длину, чем ширина основания выступа. Далее выполняют поперечное смещение разрезанных частей на высоту выступа и производят соединение каждого выступа одной части с двумя выступами другой части (фиг.4).
На фиг.4 обозначено: 7 - выступы верхней и нижней частей заготовки.
Обладая преимуществами для изготовления облегченных балок, этот способ не приемлем для изготовления балок с гнутым очертанием продольной оси. Недостаток в том, что перфорированная балка повторяет только прямолинейную форму заготовки.
Целью настоящего изобретения является создание способа изготовления перфорированной балки с изогнутым очертанием продольной оси.
Техническим результатом от использования заявляемого способа является создание конструкции облегченной арочной балки из перфорированных прокатных профилей с изогнутым очертанием продольной оси. Высота сечения таких балок значительно меньше, чем высота сечения изогнутых стержневых ферм, что обеспечивает уменьшение трудоемкости изготовления и монтажа облегченных арочных балок (уменьшается количество фланцевых соединений отправочных марок).
Технический результат достигается за счет того, что заготовку из прокатного профиля, имеющего сплошную стенку и две параллельные полки, разрезают вдоль стенки (по сплошной ломаной линии). Заготовку разделяют на разрезанные части. Одну из частей формируют с выгнутой полкой относительно стенки, а другую - с вогнутой полкой относительно стенки. Затем формируют арочную балку - эти части соединяют между собой, при этом каждый выступ вогнутой части соединяют с двумя выступами выгнутой части.
Описание изобретения
Способ изготовления облегченной арочной балки, включающий резку заготовки из прокатного профиля, имеющего сплошную стенку и две параллельные полки, разрезают вдоль стенки по сплошной ломаной линии. Кромки реза образуют последовательность выступов с заданным шагом, у которых продольная кромка имеет больший размер, чем основание. Продольная кромка состоит из трех отрезков, при этом средние отрезки параллельны полкам, а крайние выполнены под углом к ним. При этом сумма острых углов между средним и смежными с ним крайними отрезками кромки равна углу поворота продольной оси арочной балки.
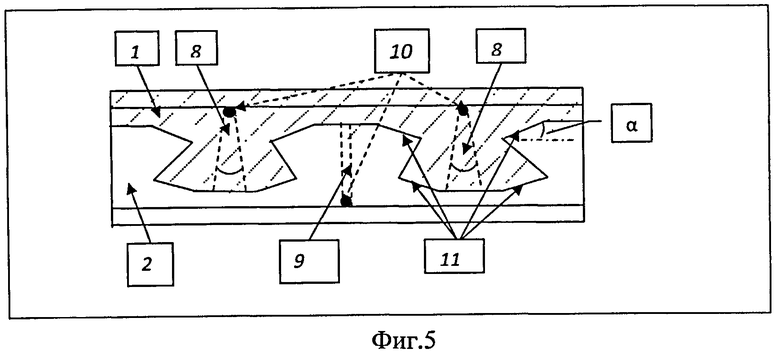
Заготовку разделяют на разрезанные части, одну из которых делают с выгнутой полкой относительно стенки, а другую - с вогнутой полкой относительно стенки. При этом в выгнутой части, посредине выступов, на всю высоту стенки выполняют V-образные вырезы. Далее, в части с выгнутой полкой изгибают полки на угол поворота продольной оси арочной балки в сечении, где вырез выступа граничит с полкой. Затем кромки V-образных вырезов соединяют между собой, образуя выгнутую часть арочной балки. В другой части заготовки выступы стенки разрезают посредине, изгибают полки. Разведенные кромки разреза соединяют между собой вставкой, образуя вогнутую часть арочной балки. Причем углы изгиба полок могут укреплять ребрами жесткости, а в стенке для уменьшения концентрации напряжений, создаваемых при изгибе полок, у этих углов могут делать овальные отверстия (фиг.5).
Далее, каждый выступ части с вогнутой полкой соединяют с двумя выступами части с выгнутой полкой, образуя арочную балку. При этом сформированные части смещены относительно друг друга в поперечном направлении.
Для разных типов конструкций относительное положение выгнутой и вогнутой частей относительно друг друга могут изменяться. Так, при изготовлении арок выгнутая сторона заготовки находится в верхней части заготовки, а вогнутая - в нижней части. При изготовлении жестких нитей (тип висячих конструкций), наоборот, выгнутая сторона заготовки внизу, а вогнутая - в верхней части заготовки.
На фиг.5 обозначено: 8 - V-образный надрез выступов для части заготовки с выгнутой полкой; 9 - надрез в виде по одной линии, от кромки стенки до плоскости полки для части заготовки с вогнутой полкой; 10 - овальные отверстия в стенке; 11 - крайние отрезки продольных участков кромки.
Такая линия реза исходного проката и овальные отверстия в стенке, в местах изгиба полок, обеспечивают возможность уменьшения относительных деформаций полки от изгиба и ограничивают их упругопластичной стадией материала. Полки, в месте их изгиба, укрепляют поперечными ребрами жесткости (фиг.6). Температурное действие сварных швов, соединяющих ребра с полками, производят также релаксацию напряжений, возникающих вследствие изгиба полок.
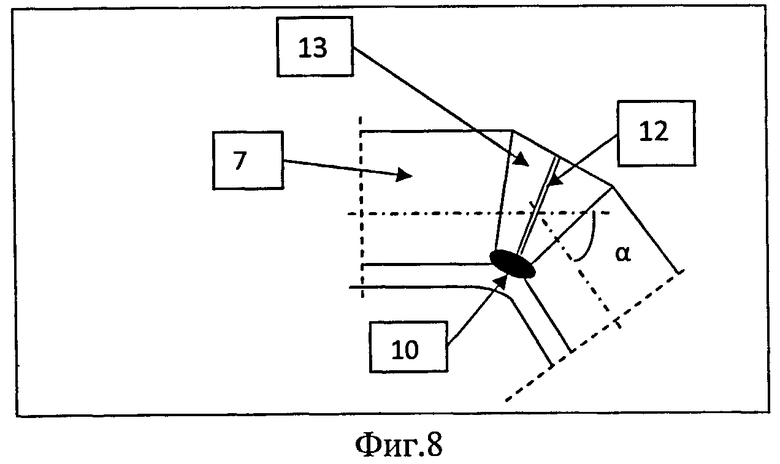
На фиг.6 обозначено: 12 - поперечные ребра жесткости; 13 - листовые вставки.
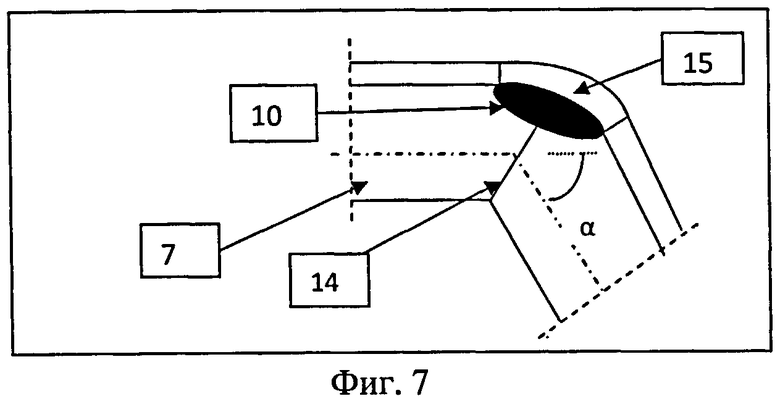
Рассмотрим пример расчета. Требуется изготовить арку пролетом 30 м, стрела подъема 15 м, сечение перфорированное, из двутавра №30Б1 с расположением отверстий в стенке в шахматном порядке. Толщина полки 0.85 см. Увеличение высоты сечения в 1.7 раза. Следовательно, высота выступа стенки в разрезанной заготовке 25.5 см, его расчетная длина принята 75 см. Очертание оси, описывающей узлы поворота оси арочной балки, - круговое. На фиг.6 схематично показан изгиб полки выступа стенки заготовки. Радиус закругления внешней плоскости полки, в узле ее изгиба, составляет 25.6 см. Радиус закругления нижней плоскости этой полки составляет 24.65 см, так как уменьшается на толщину полки. Размеры овального отверстия по осям, в концах линий поперечных надрезов, приняты 40×20 мм. Это отверстие на фиг.7 условно показано заливкой овала.
На фиг.7 показан узел изгиба полки 15 выпуклой части заготовки. Овальное отверстие, большая ось которого определяет длину развития пластических деформаций полки при ее изгибе. Линия 14 сварного шва соединяет кромки V-образного выреза стенки после изгиба полки и совмещения кромок выреза стенки.
Длина оси круговой арки 47.1 м. Круговой сектор арки 180°. Угол сектора одного выступа заготовки α:
Из схемы (фиг.7) следует, что деформация наружной грани полки определяется как разница длин дуг наружной и внутренней плоскостей (радиусы которых 25.6 см и 24.65 см). Условно считаем, что деформации полки от изгиба распределяются на длину овального отверстия 40 мм. Далее, включается в работу стенка жесткого тавра и сдерживает развитие деформаций полки. Определим длины дуг наружной и внутренней граней полки при изгибе (l1=1.25 см; l2=1.2 см). Относительная деформация 
что соответствует зоне площадки текучести углеродистой стали, и много меньше деформаций разрыва. Углы изгиба полок укрепляют ребрами жесткости, которые крепятся к полкам и стенкам электросваркой. Это повышает жесткость полок, а температурное воздействие сварки обеспечивает релаксацию упругих напряжений в этих узлах.
Аналогичную схему имеет узел изгиба нижней полки (фиг.8). Отличие состоит в том, что кромки линейного надреза выступа стенки расходятся. Разведенные кромки надреза соединяются между собой вставкой. Вставка может быть листовой с ребрами жесткости или другой формы, например, в виде деформированного трубчатого элемента, соединяющего эти разведенные кромки.
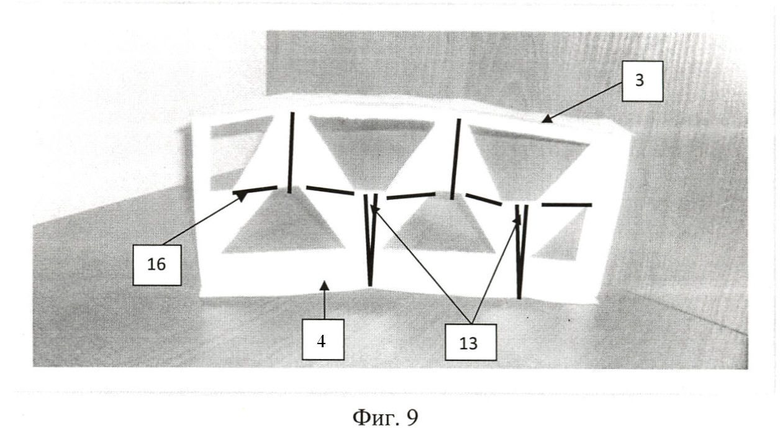
В рассмотренном примере радиус кривизны выпуклой полки 15.25 м, а продольной оси 15.00 м. Расчетная длина каждого выступа выпуклой части заготовки 0.74 м, а по оси арочной балки 0.73 м. Следовательно, уменьшение длины нижней кромки выступа выпуклой части арки, в пределах одного сегмента, относительно верхней полки 0.74-0.73=0.01 м. Но на такую же величину увеличивается кромка выступа нижней части заготовки по отношению к своей полке. Неточность зависит от соотношения радиусов верхнего и нижнего поясов арки. В данном примере это расхождение составит менее 1 мм, что не влияет на технологию сварки. Общий вид фрагмента арочной балки с изогнутой формой продольной оси показан на макете (фиг.9).
На фиг.9 обозначено: 16 - сварные швы, соединяющие разрезанные части заготовки и надрезанные выступы частей заготовок между собой.
Литература
1. Кудишин Ю.И. «Металлические конструкции». Москва. AKADEMA. 2006.
2. Рыбкин И.С. Патент на изобретение №2386759, опубл. 20.04.10.
3. Жандаров М.А. А.с.1231170. «Способ изготовления облегченных металлических балок». БИ №18 от 15.05.86.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ АРОЧНОГО ЗДАНИЯ | 2014 |
|
RU2554630C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИГОНАЛЬНОЙ АРКИ ИЗ КОРОБЧАТЫХ ПРОФИЛЕЙ | 2012 |
|
RU2515638C1 |
| УГЛОВАЯ ДВУХЛУЧЕВАЯ ОБОЙМА ДЛЯ СТЫКОВОГО СОЕДИНЕНИЯ СЕКЦИЙ ДЛИННОМЕРНОЙ ПРОДОЛЬНОЙ СЕКЦИОННОЙ КОНСТРУКЦИИ (ДПСК), ПРОФИЛЬНАЯ ДПСК СО СТЫКОВЫМ СОЕДИНЕНИЕМ СЕКЦИЙ И ВРЕМЕННЫЕ ПУТИ ПЕРЕМЕЩЕНИЯ КРУПНОГАБАРИТНЫХ И ТЯЖЕЛОВЕСНЫХ ГРУЗОВ | 2016 |
|
RU2647556C1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ОТГИБАМИ И ВЫКРУЖКАМИ ПОЛОК | 2020 |
|
RU2755179C1 |
| КОРОБЧАТАЯ НАПРАВЛЯЮЩАЯ КОНСТРУКЦИЯ С ЗАКРУГЛЕННЫМИ УГЛАМИ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕЕ ЭЛЕМЕНТОВ | 1993 |
|
RU2076983C1 |
| Несущая конструкция для навеса | 1976 |
|
SU688142A3 |
| Облицовочная панель для арочных кровель, фасадов и ограждений | 2021 |
|
RU2751308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1993 |
|
RU2113957C1 |
| Устройство для монтажа покрытий криволинейной формы | 1981 |
|
SU1101534A1 |
| Сварной стык двутавровых балок | 1982 |
|
SU1150317A1 |

Изобретение относится к области строительства, в частности к способу изготовления облегченной арочной балки. Технический результат заключается в уменьшении трудоемкости изготовления и монтажа. Заготовку из прокатного профиля, имеющего сплошную стенку и две параллельные полки, режут вдоль стенки. Образуются две части с выступами, у которых наружная кромка имеет больший размер, чем основание. Разделяют разрезанную заготовку на две части, смещают полученные части в поперечном направлении. Соединяют каждый выступ одной части с двумя выступами другой части. Продольные участки кромок выступов состоят из трех смежных прямых отрезков. Средний из отрезков параллелен полкам, а крайние выполнены под углом к нему. Одну часть разрезанной заготовки готовят таким образом, что полка выгнута относительно стенки. Для этого в выступах стенки выполняют V-образные вырезы до плоскости полки. Далее изгибают полку до совмещения кромок V-образных вырезов и скрепляют эти кромки. Другую часть разрезанной заготовки готовят таким образом, что полка вогнута относительно стенки. При этом выступы стенки разрезают посредине на всю высоту стенки до полки и разводят кромки разреза путем изгиба полки. Далее между этих кромок выполняют вставку и соединяют посредством сварки. 2 з.п. ф-лы, 9 ил.
1. Способ изготовления облегченной арочной балки, заключающийся в том, что заготовку из прокатного профиля, имеющего сплошную стенку и две параллельные полки, режут вдоль этой стенки на две части с образованием выступов, у которых наружная кромка имеет больший размер, чем основание, далее разделяют разрезанную заготовку на две части, смещают полученные части в поперечном направлении и соединяют каждый выступ одной части с двумя выступами другой части, отличающийся тем, что продольные участки кромок выступов состоят из трех смежных прямых отрезков, средний из которых параллелен полкам, а крайние выполнены под углом к нему; одну часть разрезанной заготовки готовят таким образом, что полка выгнута относительно стенки, для этого в выступах стенки выполняют V-образные вырезы до плоскости полки, далее изгибают полку до совмещения кромок V-образных вырезов и скрепляют эти кромки; другую часть разрезанной заготовки готовят таким образом, что полка вогнута относительно стенки, при этом выступы стенки разрезают посредине на всю высоту стенки до полки и разводят кромки разреза путем изгиба полки, далее между этих кромок выполняют вставку и соединяют посредством сварки.
2. Способ по п.1, отличающийся тем, что на стенках под/над полками в местах изгиба полок выполняют овальные отверстия.
3. Способ по п.1, отличающийся тем, что в местах изгиба полки укрепляют ребрами жесткости.
| Способ изготовления облегченных металлических балок | 1982 |
|
SU1231170A1 |
| Способ изготовления металлической перфорированной балки | 1988 |
|
SU1609529A1 |
| Ковочный бесшаботный воздушный молот | 1951 |
|
SU99040A1 |
| Способ выращивания огородных культур | 1989 |
|
SU1687106A1 |

