Изобретение относится к устройству с жаропрочным покрытием, снабженным, по меньшей мере, двухцветным рисунком с плавным переходом тонов и к способу изготовления такого устройства. Изобретение также относится к способу изготовления подобных устройств, в соответствии с которым рисунок наносят методом струйной печати.
Известны несколько способов декорирования устройств для приготовления пищи.
Так, в частности, специалистам в данной области известно использование технологии трафаретной печати или тампографии для нанесения рисунков на плоские поверхности с целью их декорирования. Эти технологии обеспечивают возможность проведения операции формования устройства после нанесения рисунков методом трафаретной печати или тампографии.
В случае применения трафаретной печати или тампографии для нанесения многоцветных рисунков приходится последовательно выполнять несколько таких операций в зависимости от количества цветовых оттенков. Для каждого цвета требуется по одному прогону с выполнением трафаретной печати (тампографии) с учетом того, что за каждой печатью, перед нанесением следующего слоя краски, должна следовать операция сушки. Такая технология рентабельна только в том случае, если осуществляется нанесение одного и того же изображения или узора на множество подложек. В случае же печати на небольшом количестве деталей многоцветная трафаретная печать (тампография) оказывается чрезвычайно дорогостоящим делом и совершенно нерентабельна, так как для каждого базового цветового оттенка требуется отдельный трафарет (или гравированная матрица). Кроме того, изготовление и очистка трафарета трафаретной печати требуют больших денежных и временных затрат, а потому необходимо самое тщательное планирование производственных процессов. Следует также иметь в виду, что для изменения оттенка, даже если он выполняется с такой же графикой, нужна тщательная очистка, из-за чего сокращается полезное производственное время (это же относится к гравированной матрице). Кроме этого, использование методов трафаретной печати и тампографии требует значительных запасов продукции и комплектующих (в частности, краски, трафаретов, полуфабрикатов корпусов и т.д.).
Известно также использование технологии сублимационной печати для получения декорированных устройств для приготовления пищи. Сублимация представляет собой в целом процесс превращения твердого тела в газ или пар без перехода через жидкое состояние. При сублимационной печати рисунок, нанесенный изначально на какую-либо подложку (бумагу или пластиковую пленку), прижимают под давлением к поверхности декорируемого устройства, а затем полученную сборку нагревают до температуры от 150 до 210°C. Традиционную сублимационную печать применяют только для устройств плоской формы, так как при прижатии подложки к устройству другой конфигурации происходит его сморщивание и, соответственно, возникают дефекты печати. Однако из документов EP 0451067 и EP 544603 известен ряд усовершенствований способа сублимационной печати, с помощью которых можно производить декорирование всех сторон устройства любой формы. При этом, правда, производственная технология значительно усложняется и становится малопродуктивной.
Кроме того, известно применение технологии так называемой «струйной печати» (иллюстрируется на фиг.8), которая состоит в набрызгивании капель чернил из небольшого сопла в строго определенные места на подложке с целью формирования изображения. Это единственная существующая технология бесконтактной печати. Различают два следующих вида струйной печати: непрерывная струйная печать (CIJ) и импульсно-капельная печать (DOD).
Технология струйной печати имеет свои преимущества, которым она обязана (наряду с развитием компьютерных средств и повышением качества и скорости печати) своим успехом. Во-первых, благодаря отсутствию печатной формы (трафарета, гравированной матрицы) становятся ненужными предварительные операции, необходимые для применения других печатных технологий, в частности подготовка трафаретов, гравирование матриц или, в ряде случаев, подложек из бумаги или пластиковой пленки. Во-вторых, благодаря динамическому контролю параметров печати, которые изменяются, если говорить конкретнее, с каждой новой подлежащей печатанию страницей, удается индивидуализировать отдельные документы и выпускать тираж очень малыми партиями без чрезмерного повышения затрат.
Существует множество областей применения струйной печати, помимо офисных работ и индивидуализации документов, - это афиши большого и очень большого формата, печать на текстильных изделиях, декорирование керамики, маркировка, печатание адресов, печать на пищевых продуктах, нанесение активных начал лекарственных средств, печать токопроводящей краской и пр.
Одно из применений технологии струйной печати относится к декорированию изделий, для изготовления которых требуется высокотемпературный обжиг. Речь идет, в частности, о керамических плитках. Применяемые при изготовлении керамических изделий технологии, например спекание или плавление порошков, предполагают нагрев изделий до температур не менее 300°C, вплоть до 1300°C, а иногда и выше. Поэтому при нанесении орнаментов с использованием технологии струйной печати нельзя использовать традиционные чернила типа тех, что применяются для печатания на бумаге или на текстиле. По этой причине пришлось разрабатывать специальные чернила, а также инжекционные насадки и соответствующие программные средства. В качестве примера можно назвать, в частности, краски марки QuickPaint® и печатающее устройство с торговым наименованием KERAJET.
Если говорить об изготовлении устройств для приготовления пищи с рисунками, наносимыми с использованием метода струйной печати, то можно упомянуть описанный в документе JP 05049541 слоистый материал, содержащий подложку, первый слой, обеспечивающий адгезию к подложке, печатный слой, нанесенный на указанный первый слой, и верхний слой, представляющий собой фторкаучук, нанесенный на печатный слой. Этот материал позволяет решить проблему локализованной гравировки, например объемной, более ранние технологии выполнения которой основывались на машинном (рельефном) гравировании, при котором снижалась прочность покрытия (из-за быстрого износа). Кроме того, рисунок, рассматриваемый в цитированном выше документе, является одноцветным и представляет собой комбинацию точек с площадью поверхности порядка 2 мм2. О рисунках с несколькими цветовыми оттенками в указанном источнике ничего не сказано.
Из корейской патентной заявки KR 2007/0117247 известен также способ струйной печати рисунков на поверхности устройства для приготовления пищи, предварительно покрытого белым непрозрачным подслоем, на который нанесен прозрачный органический краскоприемный слой с задействованием растворителя и отвердителя органической природы для достижения надежной адгезии набрызгиваемой краски. После печатания рисунков на краскоприемном слое на них наносят слой защитного покрытия, который затем подвергают обжигу при температуре ниже 300°C.
Следует, однако, иметь в виду, что для получения покрытий нагревательных устройств с удовлетворительными функциональными характеристиками (в частности, по антиадгезивным свойствам в случае с покрытиями на основе ПТФЭ или по яркости и твердости для эмалированных покрытий) температура обжига, необходимая для отверждения состава указанного слоя защитного покрытия, должна превышать 300°C. Такое значение температуры необходимо для получения спеченного покрытия на основе фторопласта (например, ПТФЭ) или остеклованного покрытия (при работе с эмалированными покрытиями).
Однако в подобных эксплуатационных условиях невозможно получить покрытие, которое включало бы в себя краскоприемный слой, декорирующий слой, получаемый с использованием метода струйной печати, и слой спеченного защитного покрытия на основе фторопласта или остеклованного покрытия (в случае с эмалью). Дело в том, что в процессе обжига (при температуре выше 300°C) происходит ухудшение свойств органических компонентов краскоприемного слоя, которые поглощаются отделочным слоем, что приводит к потемнению покрытия и делает рисунки плохо видимыми.
Пытаясь устранить эту проблему, заявители обнаружили, что можно обойтись без краскоприемного слоя, если наносить методом струйной печати состав для выполнения рисунка непосредственно на непрозрачную сторону основания (например, металлической чаши устройства для приготовления пищи).
Под непрозрачной стороной здесь понимается та сторона, которая является изначально непрозрачной в силу самой природы материала основания или выполнена непрозрачной путем нанесения на нее непрозрачного сплошного подслоя.
В качестве примеров изначально непрозрачных материалов можно назвать (применительно к настоящему изобретению) алюминий или алюминиевые сплавы, магний или магниевые сплавы, нержавеющие стали, чугуны, медь, титан, а в более общем смысле - металлы и сплавы металлов, керамические материалы (фарфор, фаянс, а в более общем случае - керамическую кухонную посуду) или композитные материалы, состоящие из ряда слоев одного или нескольких перечисленных выше материалов (в данном случае металлические коламинаты).
Под непрозрачным подслоем здесь понимается слой материала, содержащий оптически непрозрачное химическое вещество, выбранное, например, из группы, включающей в себя термостойкие или термохромные пигменты, цветные или металлизированные чешуйки, замутняющие наполнители и их смеси.
Непрозрачный подслой выполняют предпочтительно пигментированным, лучше черного или белого цвета, а лучше всего - белого.
Прилипание такого рисунка, получаемого методом струйной печати, к основанию обеспечивается:
- либо поверхностным поглощением благодаря пористости самого основания или, в ряде случаев, подслоя;
- либо благодаря составу краски для рисунка, получаемого методом струйной печати, в который входит какое-либо связующее.
Если говорить конкретнее, предметом изобретения является нагревательное устройство, содержащее основание, имеющее две противоположные стороны, по меньшей мере одна из которых является непрозрачной, и жаропрочное покрытие, располагающееся на указанной непрозрачной стороне.
В соответствии с изобретением, жаропрочное покрытие включает в себя по меньшей мере двухцветный рисунок с плавными переходами тонов и выполненный в виде сплошного или прерывистого слоя, при этом нагревательное устройство подвергнуто обжигу при температуре выше 300°C.
Под рисунком с плавными переходами тонов здесь понимается рисунок, который может включать в себя все оттенки от самых светлых тонов до самых темных, когда не видны точки. Это отличается от ситуации с рисунком, выполненным одним тоном или с использованием плашечной печати, когда достигается высокий контраст, как, например, в случае с рисунком, описанным в международной заявке WO 2008/142327, поданной от имени того же заявителя, что и по настоящей заявке.
Под нагревательным устройством здесь понимается устройство, снабженное собственной системой нагрева или нагреваемое какой-либо внешней системой и обеспечивающее возможность передачи тепловой энергии, которую эта система сообщает постороннему материалу или предмету при контакте с указанным устройством.
Если основание не является изначально непрозрачным, то необходимо предварительно покрыть декорируемую сторону непрозрачным подслоем, на котором будет напечатан рисунок. В качестве подслоя следует использовать такой подслой, который был описан выше и обладает указанными выше свойствами.
В соответствии с первым вариантом выполнения предлагаемого нагревательного устройства, рисунок не содержит связующего. В этом случае адгезия рисунка к основанию обеспечивается благодаря пористости основания или подслоя, а в ряде случаев - благодаря поверхностной абсорбции рисунка. Целесообразно, чтобы основание или подслой, которые покрыты рисунком без связующего, не были гладкими и имели шероховатость поверхности Ra меньше или равную 10 мкм.
В соответствии со вторым вариантом выполнения предлагаемого нагревательного устройства, рисунок содержит по меньшей мере одно термостойкое связующее, совместимое с основанием и/или, в ряде случаев, с подслоем. При этом адгезия рисунка к основанию обеспечивается связующим, входящим в состав рисунка. В этом случае нет необходимости в том, чтобы основание было пористым.
Под термостойким связующим здесь понимается связующее, выдерживающее температуру, равную по меньшей мере 300°C.
В качестве примеров термостойких связующих, которые могут быть применены в слое предлагаемого рисунка, можно привести, в частности, эмали, отдельные фторполимеры или комбинацию фторполимеров, неорганические полимеры или органико-неорганические гибриды, синтезируемые с использованием золь-гелевой технологии, силиконы, силикон-полиэфиры, полиимиды, полифенилсульфиды (ПФС), полиэтиленсульфиды (ПЭС), полиэфирэфиркетоны (ПЭЭК), полиэфиркетоны (ПЭК), полиамид-имиды (ПАИ), силиконы, фторосиликоны, полибензимидазолы (ПБМ), при этом следует иметь в виду, что эти материалы должны быть тонкодиспергируемыми или растворимыми в используемом в рисунке составе.
Жаропрочное покрытие согласно изобретению может дополнительно включать в себя сплошной отделочный слой, который может быть нанесен на рисунок, причем он обязательно должен быть прозрачным, чтобы не закрывать собой этот рисунок.
Под прозрачным покрытием (будь то, в частности, золь-гелевое покрытие или отделочный слой) здесь понимается покрытие, после нанесения которого можно видеть весь рисунок или его часть.
Указанный отделочный слой может также располагаться между основанием или, в ряде случаев, подслоем и рисунком. В этом последнем случае не требуется, чтобы отделочный слой был прозрачным, поскольку, как можно видеть на фиг.7, рисунок покрывает этот слой.
Если в состав рисунка входит термостойкое связующее, то оно должно быть не только совместимым с основанием и/или, в ряде случаев, с подслоем, но и с отделочным слоем.
Рисунок жаропрочного покрытия согласно изобретению является двухцветным, то есть содержит, по меньшей мере, два разных красящих состава, которые могут быть выбраны из группы, включающей в себя термостойкие пигменты, соли металлов, термохромные полупроводящие пигменты, проводящие пигменты, магнитные пигменты и их комбинации.
Целесообразно, чтобы предлагаемый рисунок представлял собой реалистичный рисунок, который предельно точно воспроизводил бы предварительно выбранный узор, подлежащий печатанию. В соответствии с особо предпочтительным вариантом осуществления изобретения, предлагаемый рисунок является, по меньшей мере, четырехцветным, а предпочтительнее шестицветным.
Можно предусмотреть самые разнообразные виды устройств, соответствующих настоящему изобретению, с разными формами и из разных материалов.
Так, например, основание может быть выполнено из материала, выбранного из группы, включающей в себя металлы, стекло, керамику и пластики.
В качестве металлических оснований, которые могут быть применены в рамках изобретения, можно назвать алюминиевые основания, либо основания из алюминия или из анодированного или неанодированного алюминиевого сплава, или из полированного, шлифованного, прошедшего микрошарикоструйную, пескоструйную или химическую обработку алюминия, или из полированной, шлифованной или прошедшей микрошарикоструйную обработку нержавеющей стали, или из чугуна, или из литого алюминия, или из титана, либо из кованой или полированной меди.
Предлагаемое нагревательное устройство может быть, в частности, устройством для приготовления пищи, а конкретнее устройством для приготовления пищи, одна из противоположных сторон которого является вогнутой внутренней стороной, располагающейся на стороне пищевых продуктов, которые могут вводиться в указанное устройство, и вторая из указанных противоположных сторон которого является выпуклой наружной стороной, обращенной к источнику тепла.
В качестве не исчерпывающих примеров предлагаемых устройств для приготовления пиши можно привести, в частности, такие, как кастрюли и сковороды, воки (круглые глубокие сковороды с выпуклым дном) и сотейники, низкие кастрюли с крышкой и котелки, блинницы, грили, формы и листы для выпечки мучных кондитерских изделий, противни и решетки для приготовления барбекю, варочные чаши.
Можно также предусмотреть другие типы оснований, которые применимы не только в области кулинарии. Так, в число устройств, предлагаемых в рамках изобретения, можно включить такие электробытовые приборы и принадлежности, как утюги, щипцы для завивки волос, выпрямители для волос и т.п., а также изотермические контейнеры (например, для кофейников) или чаши для перемешивания.
В случае, когда предлагаемое нагревательное устройство представляет собой устройство для приготовления пищи описанного выше типа, целесообразно, чтобы рисунок имел форму сплошного или прерывистого слоя, который может располагаться либо на внутренней стороне устройства, либо на его наружной стороне. Как уже говорилось выше, рисунок может либо не содержать связующего, либо содержать термостойкое связующее.
Если рисунок располагается на внутренней стороне устройства для приготовления пищи, то термостойкое связующее должно быть предпочтительно выбрано из группы, включающей в себя фторопласты, неорганические полимеры или органико-неорганические гибриды, синтезируемые с использованием золь-гелевой технологии, полифенилсульфиды (ПФС), полиэтиленсульфиды (ПЭС), полиэфирэфиркетоны (ПЭЭК), полиэфиркетоны (ПЭК), полиамид-имиды (ПАИ), полибензимидазолы (ПБМ).
Если рисунок располагается на наружной стороне устройства для приготовления пищи, то термостойкое связующее должно быть предпочтительно выбрано из группы, включающей в себя: эмали, отдельные фторполимеры или комбинацию вторполимеров, неорганические полимеры или органико-неорганические гибриды, синтезируемые с использованием золь-гелевой технологии, силиконы, силикон-полиэфиры, полиимиды, полифенилсульфиды (ПФС), полиэтиленсульфиды (ПЭС), полиэфирэфиркетоны (ПЭЭК), полиэфиркетоны (ПЭК), полиамид-имиды (ПАИ), силиконы, фторосиликоны, полибензимидазолы (ПБМ).
В качестве не исчерпывающих примеров предлагаемых устройств для приготовления пищи можно привести, в частности, такие, как кастрюли и сковороды, воки и сотейники, блинницы, грили, формы и листы для выпечки мучных кондитерских изделий, противни и решетки для приготовления барбекю.
Предметом изобретения является также способ изготовления нагревательного устройства, включающий в себя следующие этапы:
a) обеспечивают наличие основания, имеющего две противоположные стороны, причем по меньшей мере одна сторона из указанных сторон является непрозрачной; после чего
b) выполняют на указанной непрозрачной стороне жаропрочное покрытие в ходе следующих этапов:
b1) наносят на указанную непрозрачную сторону (21) состав для выполнения рисунка (31) для формирования влажного слоя рисунка (31), по меньшей мере частично покрывающего указанную непрозрачную сторону (21); после чего
b2) производят отверждающую тепловую обработку указанного влажного декорирующего слоя для формирования рисунка (31) в виде сплошного или прерывистого слоя, по меньшей мере частично покрывающего указанную непрозрачную сторону (21),
В соответствии с изобретением, состав слоя рисунка включает в себя по меньшей мере два разных красящих состава, причем указанный состав наносят методом струйной печати, при этом отверждающую тепловую обработку влажного декорирующего слоя производят при температуре, равной или выше 300°C.
В качестве основания, декорирующего слоя и входящих в него красящих составов используют те, что были рассмотрены выше.
Если основание не является изначально непрозрачным, то необходимо предварительно покрыть декорируемую сторону непрозрачным подслоем, на котором будет напечатан рисунок. В качестве подслоя следует использовать такой подслой, который был описан выше и обладает указанными выше свойствами.
Для непрозрачной стороны основания (изначально непрозрачного или сделанного таковым) может быть предусмотрен этап подготовки, например, обезжиривания, пескоструйной обработки, дробеструйной обработки, шлифовки, обработки наждаком, лощения, химического травления, анодирования.
Предлагаемый способ может дополнительно включать в себя этап выполнения отделочного слоя. Этот этап может предусматривать нанесение сплошного и прозрачного отделочного состава (исходя из тех же соображений, который были высказаны ранее) на влажный слой рисунка, полученный после этапа b1), перед отверждающей тепловой обработкой b2). Указанный этап выполнения отделочного слоя может также предусматривать нанесение сплошного отделочного состава (не обязательно прозрачного) перед этапом b1) выполнения декорирующего слоя.
Как сказано выше, декорирующий состав может содержать или не содержать термостойкое связующее - в зависимости от пористости основания или нижележащего подслоя, наличие такого связующего будет либо обязательным, либо нет (оно обязательно при работе с гладким основанием). Указанное термостойкое связующее должно иметь такую природу, как упомянуто выше.
Остальные преимущества и особенности изобретения понятны из нижеследующего описания, которое приводится в качестве примера, не имеющего ограничительного характера, со ссылками на приложенные чертежи, на которых:
- фиг.1 представляет собой схематический вид в разрезе, иллюстрирующий устройство для приготовления пищи согласно изобретению в соответствии с первым вариантом осуществления;
- фиг.2 - схематический вид в разрезе, иллюстрирующий основание устройства для приготовления пищи согласно изобретению в соответствии со вторым вариантом осуществления;
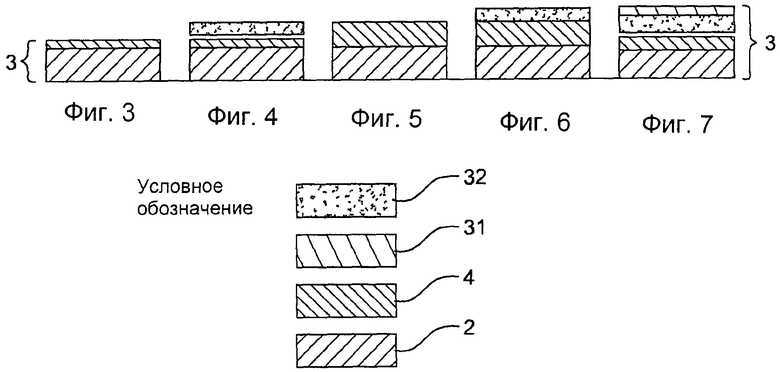
- фиг.3-7 - схематические виды в разрезе, иллюстрирующие часть днища устройства для приготовления пищи с жаропрочным покрытием согласно изобретению в соответствии с различными вариантами осуществления;
- фиг.8 - схематический вид в разрезе, иллюстрирующий промышленное устройство для декорирования методом струйной печати.
На фиг.1 и 2 в качестве примера предлагаемого устройства для приготовления пищи показана сковорода 1, имеющая основание 2 в виде полой чаши с днищем 24, боковой стенкой 25, отходящей вверх от указанного днища и ручкой 5. Указанное основание 2 имеет вогнутую внутреннюю сторону 21, на которую можно класть пищевые продукты, и выпуклую наружную сторону 22, располагающуюся на стороне источника тепла, например, жарочной плиты или горелки.
Как видно на фиг.1, на внутреннюю сторону 21 основания 2 нанесено жаропрочное покрытие 3 согласно изобретению, тогда как на фиг.2 показано, что такое покрытие нанесено на наружную сторону 22 этого основания.
На фиг.3-7 детально представлены различные варианты выполнения предлагаемого жаропрочного покрытия 3, показанного на фиг.1 и 2. Они соответствуют видам сверху днища 24 нагревательного устройства 1 по фиг.1 (где жаропрочное покрытие 3 с рисунком 31 располагается на внутренней стороне 21) или видам снизу днища изделия по фиг.2 (где это покрытие находится на наружной стороне 22):
- как показано на фиг.3, жаропрочное покрытие 3 состоит только из рисунка 31 (сплошной участок на этом чертеже), который располагается непосредственно на основании 2, то есть:
либо непосредственно на внутренней стороне 21 в случае использования варианта по фиг.1, и тогда фиг.3 представляет собой вид сверху днища устройства 1,
либо непосредственно на наружной стороне 22 при использовании варианта по фиг.2, и тогда фиг.3 представляет собой вид сверху (снизу) днища устройства 1;
- изображение на фиг.4 отличается от показанного на фиг.3 наличием сплошного и прозрачного отделочного слоя 32, располагающегося на рисунке 31,
- изображение на фиг.5 отличается от показанного на фиг.3 наличием непрозрачного подслоя 4 между рисунком 31 и основанием 2, то есть внутренней стороной 21 при использовании варианта по фиг.1 (вид сверху) или наружной стороной 22 для варианта по фиг.2 (вид снизу),
- изображение на фиг.6 отличается от показанного на фиг.5 наличием сплошного и прозрачного отделочного слоя 32, располагающегося на этом чертеже на рисунке 31,
- изображение на фиг.7 отличается от показанного на фиг.5 наличием сплошного отделочного слоя 32, располагающегося между подслоем 4 и рисунком 31.
Составы декорирующего и отделочного слоев, а также термостойкое связующее этих слоев (если таковое имеется) должны быть такими, как описанные выше.
На фиг.8 дается схематический вид в разрезе, иллюстрирующий промышленное устройство для декорирования методом струйной печати, которое функционирует в соответствии с технологией, известной под названием импульсно-капельной печати. Работа такого устройства описана в международной заявке WO 2006/126189. Речь идет о пьезоэлектрической технологии импульсно-капельной печати, согласно которой необходимые для печати капли формируются посредством деформирования стенки емкости с краской в результате электрического возбуждения пьезоэлектрического кристалла.
Более детально сущность изобретения раскрывается с помощью приводимых ниже конкретных примеров.
Если не оговорено иное, все процентные величины и части выражены в этих примерах в весовых единицах.
ПРИМЕРЫ
Устройство для нанесения рисунка методом струйной печати, работающее по технологии импульсно-капельной печати
В качестве печатающего устройства используется имеющийся на рынке принтер KERAJET, например принтер марки 700х, предназначенный, как правило, для печати на керамических плитках.
Используемые материалы
Основания
Алюминиевые диски диаметром 31 см и толщиной 2,4 мм
Краски
Краски для струйной печати на жаропрочных покрытиях типа керамики (эмаль или золь-гель)
краски синего цвета, выпускаемые компанией FERRO CORPORATION под торговыми наименованиями QuickPaint inks или Keramlnks;
краски оранжевого цвета, выпускаемые компанией FERRO под торговыми наименованиями QuickPaint inks или Keramlnks;
краски коричневого цвета, выпускаемые компанией FERRO под торговыми наименованиями QuickPaint inks или Keramlnks;
краски желтого цвета, выпускаемые компанией FERRO под торговыми наименованиями QuickPaint inks или Keramlnks;
краски розового цвета, выпускаемые компанией FERRO под торговыми наименованиями QuickPaint inks или Keramlnks;
краски черного цвета, выпускаемые компанией FERRO под торговыми наименованиями QuickPaint inks или Keramlnks.
Пигментированные краски на водной основе для струйной печати на неэмалированных жаропрочных покрытиях
Используются составы на водной основе, пригодные для традиционной струйной печати. Эти составы включают в себя неорганические пигменты, обеспечивающие высокую температурную стойкость красок, воду, выполняющую функцию основного связующего, по меньшей мере, с одним сорастворителем и, по меньшей мере, один диспергатор для обеспечения высокой стабильности пигментов во взвешенном состоянии.
Пигменты можно выбирать следующим образом:
для синей краски берут, например, кобальтовую синь (с цветовым индексом РВ28),
для красной - красный оксид железа (с цветовым индексом PR101),
для желтой - желтый оксид железа (с цветовым индексом PY42), и
для черной - сажу (с цветовым индексом PBk7).
Перечисленные выше краски приготавливают следующим образом.
1. Приготовление пигментной пасты
На первом этапе готовят пигментную пасту, соответствующую каждому цветовому оттенку. Здесь имеют дело с дисперсией, содержащей 10-70% пигмента, 30-90% воды и 0,1-10% диспергатора (например, марки Disperbyk 192). Эту дисперсию готовят в дробилке (например, в шаровой мельнице типа LMZ, выпускаемой компанией Netzsch GmbH), обеспечивающей такое уменьшение размера частиц пигмента, чтобы все они имели величину менее 500 нанометров или чтобы этот максимальный размер мог быть без труда получен на этапе фильтрации во избежание опасности закупоривания сопел печатающей головки.
2. Приготовление краски на водной основе
Стандартный состав, который может разбрызгиваться при использовании технологии струйной печати, может выглядеть следующим образом:
- 2-50% пигментной пасты,
- 20-70% воды,
- 10-80% растворителей, обеспечивающих регулирование вязкости и поверхностного натяжения состава: например, смесь глицерина и этиленгликоля в соотношении от 1 до 5. Вязкость готовой краски должна составлять от 5 до 20 сП при температуре ее эксплуатации (температуре в печатающей головке, имеющей, например, значения от температуры окружающей среды до 40°C), а ее поверхностное натяжение - от 22 до 40 мН/м.
Эмалевое жаропрочное покрытие
Готовят первый барботин В1 из белой эмалевой фритты F1, состав которой приведен в помещенной ниже Таблице.
Состав барботина В1:
Фторуглеродное жаропрочное покрытие на основе ПТФЭ
Готовят первую белую сериграфическую пасту PS1 на основе политетрафторэтилена (ПТФЭ) со следующим составом:
дисперсия ПТФЭ с 60% сухого экстракта и средним размером частиц 220 нм: 50%,
вода: 10%,
пигментная паста из TiO2: 20% [с соотношением пигмента TiO2 и воды - 50:50],
пропиленгликоль: 15%,
акриловый сгуститель типа выпускаемых компанией PolymerLatex GmbH: 3%,
гидроксид аммония: 2%.
Готовят бесцветную вторую сериграфическую пасту PS2 на основе политетрафторэтилена со следующим составом:
дисперсия ПТФЭ с 60% сухого экстракта и размером частиц 220 нм: 80%,
вода: 2%,
пигментная паста из TiO2: 20% [с соотношением пигмента TiO2 и воды - 50:50],
пропиленгликоль: 15%,
акриловый сгуститель типа выпускаемых компанией PolymerLatex GmbH: 3%,
гидроксид аммония: 1%.
Золь-гелевое жаропрочное покрытие
Готовят золь-гелевую композицию SG1 из смеси ТЭОС (тетраэтоксилана) и МТМС (метилтриметоксисилана) в щелочной среде, содержащей диоксид титана в качестве белого пигмента. Она имеет следующий состав:
20-40 вес.% тетраэтоксилана (ТЭОС);
40-50 вес.% метилтриметоксисилана (МТМС);
2-4 л золя кремниевой кислоты с содержанием SiO2 от 10 до 40%;
0-40 вес.% тонкоизмельченных частиц SiO2;
0-5 вес.% триметоксида бора (ТМБ);
0-5 вес.% натрий этилата;
0-5 вес.% калий этилата;
0-5 вес.% формиата натрия;
0-5 вес.% формиата калия;
0-5 вес.% ацетилацетоната алюминия;
20-50 вес.% этанола, пропанола, бутилгликоля или гексиленгликоля;
0-10 вес.% гидроксида натрия;
0-5 вес.% стабилизаторов, модификаторов поверхности, реологических присадок;
6-12 вес.% TiO2 в качестве пигмента.
Указанные выше величины являются массовыми процентами от суммарного веса золь-гелевой композиции.
ПРИМЕР 1
Алюминиевое устройство для приготовления пищи с эмалевым наружным покрытием, на котором в зоне днища печатают реалистичный рисунок с плавным переходом тонов
С помощью пресса можно получить из алюминиевого диска чашу 2 в форме сковороды (имеющей плоское днище с боковой каймой, как видно на фиг.1 и 2).
Предварительно производят щелочное обезжиривание указанной чаши.
Разбрызгивают водный барботин В1 на всю наружную поверхность для получения слоя 3 необожженной белой эмали. После сушки получают эмалевый бисквит 3.
С помощью устройства по фиг.8 выполняют струйную печать реалистичного рисунка 31 на днище 24 чаши 2, покрытой бисквитом 3. Пользуясь принтером марки KERAJET®, удается реалистично воспроизвести шестицветный рисунок с использованием шести разных оттенков для керамических жаропрочных покрытий типа описанных выше, предпочтительно сходной марки.
Далее подвергают чашу 2 с таким эмалевым бисквитом 3 и с реалистичным рисунком 31 обжиговой термообработке при температуре 560°C в течение 15 минут, по завершении которой получают эмалевое покрытие с исключительно точным воспроизведением выбранного рисунка на всей плоской части устройства (днище), при этом на кайме этот рисунок бледнее.
Все сформированное таким образом покрытие 3 сохраняет все характеристики эмалированного покрытия без рисунка, а именно яркость, твердость, ударную прочность, огнестойкость и коррозионную стойкость при воздействии средств, используемых в посудомоечных машинах.
Конфигурация такого покрытия представлена на фиг.5.
ПРИМЕР 2
Алюминиевое устройство для приготовления пищи с эмалевым наружным покрытием, на котором в зоне днища печатают реалистичный рисунок с плавным переходом тонов
С помощью пресса можно получить из алюминиевого диска чашу 2 в форме сковороды (имеющей плоское днище с боковой каймой, как показано на фиг.1 и 2).
Предварительно производят щелочное обезжиривание указанной чаши. Набрызгивают водный барботин В1 на всю наружную сторону для получения слоя 3 необожженной белой эмали. Затем разбрызгивают отделочный барботин В2. После сушки получают эмалевый бисквит 3.
С помощью устройства по фиг.8 выполняют струйную печать реалистичного рисунка 31 на днище 24 чаши 2, покрытой бисквитом 3. Пользуясь принтером марки KERAJET®, удается реалистично воспроизвести шестицветный рисунок с использованием шести разных оттенков для керамических жаропрочных покрытий типа описанных выше, предпочтительно сходной марки.
Далее подвергают чашу 2 с таким эмалевым бисквитом 3 и с реалистичным рисунком 31 обжиговой термообработке при температуре 560°C в течение 15 минут, по завершении которой получают эмалевое покрытие с исключительно точным воспроизведением выбранного рисунка на всей плоской части устройства (днище), при этом указанный рисунок на боковой кайме бледнее.
Все сформированное таким образом покрытие 3 сохраняет все характеристики эмалированного покрытия без рисунка, а именно яркость, твердость, ударную прочность, огнестойкость и коррозионную стойкость при воздействии средств, используемых в посудомоечных машинах.
Конфигурация такого покрытия представлена на фиг.7.
ПРИМЕР 3
Алюминиевое устройство для приготовления пищи с эмалевым наружным покрытием, на котором в зоне днища печатают реалистичный рисунок с плавным переходом тонов
С помощью пресса можно получить из алюминиевого диска чашу 2 в форме сковороды (имеющей плоское днище с боковой стенкой, как показано на фиг.1 и 2).
Предварительно производят щелочное обезжиривание указанной чаши, а затем сатинирование для получения поверхности с однородной белой окраской.
Далее разбрызгивают водный барботин В2 на всю наружную сторону для получения слоя 3 необожженной эмали. После сушки получают эмалевый бисквит 3.
С помощью устройства по фиг.8 выполняют струйную печать реалистичного рисунка 31 на днище 24 чаши 2, покрытой бисквитом 3. Пользуясь принтером марки KERAJET®, удается реалистично воспроизвести шестицветный рисунок с использованием шести разных оттенков для керамических жаропрочных покрытий типа описанных выше, предпочтительно сходной марки.
Далее подвергают чашу 2 с таким эмалевым бисквитом 3 и с реалистичным рисунком. 31 обжиговой термообработке при температуре 560°C в течение 15 минут, по завершении которой получают эмалевое покрытие с исключительно точным воспроизведением выбранного рисунка на всей плоской части устройства (днище), при этом указанный рисунок расходится и на боковую стенку.
Все сформированное таким образом покрытие 3 сохраняет все характеристики эмалированного покрытия без декора, а именно яркость, твердость, ударную прочность, огнестойкость и коррозионную стойкость при воздействии средств, используемых в посудомоечных машинах.
Конфигурация такого покрытия представлена на фиг.5, с той разницей, что подслой заменяется отделочным слоем.
ПРИМЕР 4
Алюминиевое устройство для приготовления пищи с наружным покрытием из ПТФЭ, на котором печатают реалистичный рисунок с плавным переходом тонов
Алюминиевый диск предварительно подвергают химической или механической обработке для придания поверхностной шероховатости, которая обеспечивала бы надежную адгезию.
Методом трафаретной печати на одну из сторон целиком наносят белую сериграфическую пасту PS1 для получения необожженного белого слоя 3 покрытия из ПТФЭ. При необходимости этот слой покрытия может быть высушен в течение нескольких минут или использован сразу, без сушки. В случае с проведением этапа сушки предусматривают охлаждающее устройство, которое позволяет подавать диск под печатающую головку при температуре ниже 40°C во избежание высыхания краски на соплах.
С помощью устройства по фиг.8 выполняют струйную печать реалистичного рисунка 31 на стороне 24 алюминиевого диска, покрытого белым слоем 3. Пользуясь принтером марки KERAJET®, удается реалистично воспроизвести четырехцветный рисунок с использованием четырех пигментированных красок на водной основе типа описанных выше.
Далее подвергают этот диск, покрытый составом 3 на основе ПТФЭ и имеющий реалистичный рисунок 31, обжиговой термообработке при температуре 420°C в течение 10 минут, по завершении которой получают покрытие из ПТФЭ с исключительно точным воспроизведением выбранного рисунка. После этого диск штампуют под прессом с получением при этом чаши 2 в форме сковороды (имеющей плоское днище с боковой стенкой, как показано на фиг.1 и 2).
Получаемый таким образом рисунок 31 демонстрирует чрезвычайно сильную адгезию к белому подслою 3.
Все сформированное таким образом покрытие 3 сохраняет все характеристики покрытия из ПТФЭ без декора, а именно антиадгезивные свойства, химическую стойкость, огнестойкость и коррозионную стойкость при воздействии средств, используемых в посудомоечных машинах.
Конфигурация такого покрытия представлена на фиг.5.
ПРИМЕР 5
Алюминиевое устройство для приготовления пищи с наружным покрытием из ПТФЭ, на котором печатают реалистичный рисунок с плавным переходом тонов
Алюминиевый диск предварительно подвергают химической или механической обработке для придания поверхностной шероховатости, которая обеспечивала бы надежную адгезию.
Методом трафаретной печати на одну из сторон целиком наносят белую сериграфическую пасту PS1 для получения необожженного белого слоя 3 покрытия из ПТФЭ. Благодаря этапу сушки при температуре от 70 до 120°C удается получить подслой 3. Предусматривают охлаждающее устройство, которое позволяет подавать диск под печатающую головку при температуре ниже 40°C во избежание высыхания краски на соплах.
С помощью устройства по фиг.8 выполняют струйную печать реалистичного рисунка 31 на стороне 24 алюминиевого диска, покрытого белым слоем 3. Пользуясь принтером марки KERAJET®, удается реалистично воспроизвести четырехцветный рисунок с использованием четырех пигментированных красок на водной основе типа описанных выше.
Затем методом трафаретной печати наносят бесцветную сериграфическую пасту PS2, покрывая ею весь декорированный подслой 3.
Далее подвергают этот диск, покрытый составом 3 на основе ПТФЭ и имеющий реалистичный рисунок 31, обжиговой термообработке при температуре 420°C в течение 10 минут, по завершении которой получают покрытие из ПТФЭ с исключительно точным воспроизведением выбранного рисунка. После этого диск штампуют под прессом с получением при этом чаши 2 в форме сковороды (имеющей плоское днище с боковой стенкой, как показано на фиг.1 и 2).
Все сформированное таким образом покрытие 3 сохраняет все характеристики покрытия из ПТФЭ без декора, а именно антиадгезивные свойства, химическую стойкость, огнестойкость и коррозионную стойкость при воздействии средств, используемых в посудомоечных машинах.
Конфигурация такого покрытия представлена на фиг.6.
ПРИМЕР 6
Стеклянное устройство для приготовления пищи с золь-гелевым наружным покрытием, на котором в зоне днища печатают реалистичный рисунок
Берут стеклянную круглую чашу 2 в виде формы для выпечки, которую подвергают щелочному обезжириванию.
Наносят на наружную сторону основания золь-гелевый состав SG1. Затем производят сушку при температуре 100°C, следя за тем, чтобы сохранялась не полностью структурированная пленка.
После этого с помощью устройства по фиг.8 выполняют струйную печать реалистичного рисунка 31 на днище 24 чаши 2 с высохшим золь-гелевым покрытием 3. Пользуясь принтером марки KERAJET®, удается реалистично воспроизвести шестицветный рисунок с использованием шести разных оттенков для керамических жаропрочных покрытий типа описанных выше, предпочтительно сходной марки.
Далее подвергают чашу 2 с таким золь-гелевым покрытием 3 и с реалистичным рисунком 31 обжиговой термообработке при температуре 450°C в течение 120 минут, по завершении которой получают покрытие с исключительно точным воспроизведением выбранного рисунка на всей плоской части устройства (днище), при этом указанный рисунок расходится и на боковую стенку.
Все сформированное таким образом покрытие 3 сохраняет все характеристики золь-гелевого покрытия без декора, а именно яркость, твердость, ударную прочность, огнестойкость и коррозионную стойкость при воздействии средств, используемых в посудомоечных машинах.
Конфигурация такого покрытия представлена на фиг.5.
ПРИМЕР 7
Стеклянное устройство для приготовления пищи с золь-гелевым наружным покрытием, на котором в зоне днища печатают реалистичный рисунок
Берут стеклянную круглую чашу 2 в виде формы для выпечки, которую подвергают щелочному обезжириванию.
Наносят на наружную сторону состав SG1.
После нанесения этого состава производят сушку при температуре 100°C, следя за тем, чтобы сохранялась не полностью структурированная пленка. Предусматривают охлаждающее устройство, которое позволяет подавать стеклянную чашу под печатающую головку при температуре ниже 40°C во избежание высыхания краски на соплах.
После этого с помощью устройства по фиг.8 выполняют струйную печать реалистичного рисунка 31 на днище 24 чаши 2 с высохшим золь-гелевым покрытием 3. Пользуясь принтером марки KERAJET®, удается реалистично воспроизвести шестицветный рисунок с использованием четырех пигментированных красок на водной основе, выбранных из описанных выше. Далее подвергают чашу 2 с таким золь-гелевым покрытием 3 и с реалистичным рисунком 31 обжиговой термообработке при температуре 300°C в течение 15 минут, по завершении которой получают покрытие с исключительно точным воспроизведением выбранного рисунка на всей плоской части устройства (днище), при этом указанный рисунок на боковой кайме становится бледнее.
Все сформированное таким образом покрытие 3 сохраняет все характеристики золь-гелевого покрытия без декора, а именно яркость, твердость, ударную прочность, огнестойкость и коррозионную стойкость при воздействии средств, используемых в посудомоечных машинах.
Конфигурация такого покрытия представлена на фиг.5.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 8
Алюминиевое устройство для приготовления пищи с эмалевым наружным покрытием, на котором в зоне днища печатают реалистичный рисунок
С помощью пресса можно получить из алюминиевого диска чашу 2 в форме сковороды (имеющей плоское днище с боковой стенкой, как видно на фиг.1 и 2).
Предварительно производят щелочное обезжиривание указанной чаши.
Разбрызгивают на наружную сторону водный барботин В1. Для получения эмалевого покрытия это эмалевое покрытие высушивают в печи в течение 15 минут при температуре 560°C.
После охлаждения наносят акриловый органический слой с составом, аналогичным тому, что описан в корейской патентной заявке KR 2007/0117247, и выполняют рисунок с использованием реактивной краски, которую защищают отделочным слоем.
После обжига при температуре 250°C получают реалистичный рисунок, не демонстрирующий ни малейшей адгезии к эмали.
После трехкратного пропускания через посудомоечную машину рисунок полностью исчез.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 9
Алюминиевое устройство для приготовления пищи с эмалевым наружным покрытием, на котором в зоне днища печатают реалистичный рисунок
С помощью пресса можно получить из алюминиевого диска чашу 2 в форме сковороды (имеющей плоское днище с боковой стенкой, как видно на фиг.1 и 2).
Предварительно производят щелочное обезжиривание указанной чаши, а затем сатинирование для получения поверхности с однородной белой окраской.
Разбрызгивают на наружную сторону акриловый органический подслой типа описанного в корейской патентной заявке KR 2007/0117247 и выполняют рисунок с использованием реактивной краски, которую защищают барботином В2. Для получения эмалевого покрытия высушивают это эмалевое покрытие в печи в течение 15 минут при температуре 560°C до получения эмалевого покрытия. После охлаждения выясняется, что рисунок полностью исчез в результате сгорания, а эмаль имеет неэстетичный бурый оттенок.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 10
Алюминиевое устройство для приготовления пищи с наружным покрытием из ПТФЭ, на котором в зоне днища печатают реалистичный рисунок
Алюминиевый диск предварительно подвергают химической или механической обработке для придания поверхностной шероховатости, которая обеспечивала бы надежную адгезию.
Методом трафаретной печати на одну из сторон целиком наносят белую сериграфическую пасту PS1 для получения необожженного белого слоя 3 покрытия из ПТФЭ. Благодаря этапу сушки при температуре 200°C удается получить подслой 3.
На этот подслой наносят прозрачный органический краскоприемный слой типа описанного в корейском патенте KR 2007/0117247 с задействованием растворителя и отвердителя органической природы для достижения надежной адгезии набрызгиваемой краски.
После выполнения струйной печати рисунков на краскоприемном слое на напечатанные таким образом рисунки наносят слой защитного покрытия PS2.
Затем диск подвергают обжигу при температуре ниже 300°C и далее штампуют с получением, при этом чаши 2 в форме сковороды (имеющей плоское днище с боковой стенкой, как показано на фиг.1 и 2).
В результате получают устройство для приготовления пищи, у которого покрытие из ПТФЭ не обладает характеристиками покрытия без декора, то есть демонстрирует слабую когезию пленки, не обладает антиадгезивными свойствами и химической стойкостью. Температура обжига менее 300°C оказывается недостаточной для обеспечения качественного спекания частиц ПТФЭ.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 11
Алюминиевое устройство для приготовления пищи с наружным покрытием из ПТФЭ, на котором в зоне днища печатают реалистичный рисунок
Алюминиевый диск предварительно подвергают химической или механической обработке для придания поверхностной шероховатости, которая обеспечивала бы надежную адгезию.
Методом трафаретной печати на одну из сторон целиком наносят белую сериграфическую пасту PS1 для получения необожженного белого слоя 3 покрытия из ПТФЭ. Благодаря этапу сушки при температуре 200°C удается получить подслой 3.
На этот подслой наносят прозрачный органический краскоприемный слой типа описанного в корейской патентной заявке KR 2007/0117247 с задействованием растворителя и отвердителя органической природы для достижения надежной адгезии разбрызгиваемой краски.
После выполнения струйной печати рисунков на краскоприемном слое на напечатанные таким образом рисунки наносят слой защитного покрытия PS2.
Затем диск подвергают обжигу при температуре 420°C в течение 10 минут и далее штампуют с получением при этом чаши 2 в форме сковороды (имеющей плоское днище с боковой стенкой, как показано на фиг.1 и 2).
После охлаждения выясняется, что покрытие из ПТФЭ имеет неэстетичный бурый оттенок - краскоприемный слой оказался полностью поврежденным в результате сгорания, при этом поврежденные элементы скрывают рисунок.


Изобретение относится к нагревательному устройству (1), содержащему основание (2), имеющее две противоположные стороны (21, 22), причем по меньшей мере одна сторона (21) из указанных сторон является непрозрачной, и жаропрочное покрытие (3), расположенное на указанной непрозрачной стороне (21). В соответствии с изобретением указанное жаропрочное покрытие (3) имеет по меньшей мере двухцветный рисунок (31) с плавными переходами тонов, выполненный в виде сплошного или прерывистого слоя, причем указанное устройство (1) подвергнуто обжигу при температуре выше 300°C. Изобретение относится также к способу изготовления такого нагревательного устройства (1). 2 н. и 26 з.п. ф-лы, 8 ил., 1 табл.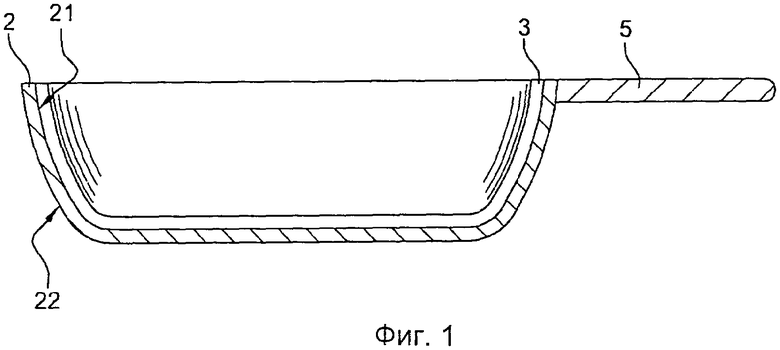
1. Нагревательное устройство (1), содержащее основание (2), имеющее две противоположные стороны (21, 22), причем по меньшей мере одна сторона (21) из указанных сторон является непрозрачной, и жаропрочное покрытие (3), расположенное на указанной непрозрачной стороне (21), отличающееся тем, что указанное жаропрочное покрытие (3) имеет по меньшей мере двухцветный рисунок (31) с плавными переходами тонов, выполненный в виде сплошного или прерывистого слоя, причем указанное устройство (1) подвергнуто обжигу при температуре выше 300°C.
2. Нагревательное устройство (1) по п. 1, отличающееся тем, что рисунок (31) расположен на непрозрачном подслое (4), покрывающем одну из сторон (21) указанного основания (2).
3. Нагревательное устройство (1) по п. 2, отличающееся тем, что рисунок (31) не содержит связующих.
4. Нагревательное устройство (1) по любому из пп. 1-3, отличающееся тем, что жаропрочное покрытие (3) дополнительно содержит сплошной и прозрачный отделочный слой (32), расположенный на рисунке (31).
5. Нагревательное устройство (1) по п. 2 или 3, отличающееся тем, что жаропрочное покрытие (3) дополнительно содержит сплошной отделочный слой (32), расположенный между основанием (2) или, при наличии подслоя (4), подслоем (4) и рисунком (31).
6. Нагревательное устройство (1) по любому из пп. 1 или 2, отличающееся тем, что рисунок (31) содержит по меньшей мере одно термостойкое связующее, совместимое с основанием и/или, при наличии подслоя (4), с подслоем (4) и/или с отделочным слоем (32).
7. Нагревательное устройство (1) по п. 6, отличающееся тем, что термостойкое связующее, входящее в состав рисунка (31), выбрано из группы, включающей в себя: эмали, отдельные фторполимеры или комбинацию фторполимеров, неорганические полимеры или органико-неорганические гибриды, синтезируемые с использованием золь-гелевой технологии, силиконы, силикон-полиэфиры, полиимиды, полифенилсульфиды (ПФС), полиэтиленсульфиды (ПЭС), полиэфирэфиркетоны (ПЭЭК), полиэфиркетоны (ПЭК), полиамид-имиды (ПАИ), силиконы, фторосиликоны, полибензимидазолы (ПБМ).
8. Нагревательное устройство (1) по любому из пп. 1-3, 7, отличающееся тем, что рисунок (31) содержит по меньшей мере два разных красящих состава, выбранных из группы, включающей в себя: термостойкие пигменты, соли металлов, термохромные полупроводящие пигменты и их комбинации.
9. Нагревательное устройство (1) по любому из пп. 1-3, 7, отличающееся тем, что рисунок (31) является по меньшей мере четырехцветным, предпочтительнее шестицветным.
10. Нагревательное устройство (1) по любому из пп. 1-3, 7, отличающееся тем, что основание (2) выполнено из материала, выбранного из группы, включающей в себя: металлы, стекло, керамику и пластики.
11. Нагревательное устройство (1) по п. 10, отличающееся тем, что основание представляет собой металлическое основание, выполненное из алюминия или из анодированного или неанодированного алюминиевого сплава, или из полированного, шлифованного, прошедшего микрошарикоструйную, пескоструйную или химическую обработку алюминия, или из полированной, шлифованной или прошедшей микрошарикоструйную обработку нержавеющей стали, или из литого алюминия, или из титана, либо из кованой или полированной меди.
12. Нагревательное устройство (1) по п. 10, отличающееся тем, что указанное основание выполнено из чугуна.
13. Нагревательное устройство (1) по любому из пп. 1-3, 7, 11, 12, отличающееся тем, что оно представляет собой устройство (1) для приготовления пищи, одна из противоположных сторон которого является вогнутой внутренней стороной (21), расположенной на стороне размещения пищевых продуктов, вводимых в указанное устройство (1), а вторая из указанных противоположных сторон является выпуклой наружной стороной (22), обращенной к источнику тепла.
14. Нагревательное устройство (1) по любому из пп. 1-3, 7, 11, 12, отличающееся тем, что рисунок (31) имеет форму сплошного или прерывистого слоя, расположенного на внутренней стороне (21) устройства (1).
15. Нагревательное устройство (1) по п. 14, отличающееся тем, что рисунок (31) не содержит связующих.
16. Нагревательное устройство (1) по п. 14, отличающееся тем, что рисунок (31) содержит термостойкое связующее, выбранное из группы, включающей в себя: фторопласты, неорганические полимеры или органико-неорганические гибриды, синтезируемые с использованием золь-гелевой технологии, полифенилсульфиды (ПФС), полиэтиленсульфиды (ПЭС), полиэфирэфиркетоны (ПЭЭК), полиэфиркетоны (ПЭК), полиамид-имиды (ПАИ), полибензимидазолы (ПБМ).
17. Нагревательное устройство (1) по любому из пп. 1-3, 7, 11, 12, отличающееся тем, что рисунок (31) имеет форму сплошного или прерывистого слоя, расположенного на наружной стороне (22) устройства (1).
18. Нагревательное устройство (1) по п. 17, отличающееся тем, что рисунок (31) не содержит связующих.
19. Нагревательное устройство (1) по п. 17, отличающееся тем, что термостойкое связующее рисунка выбрано из группы, включающей в себя: эмали, отдельные фторполимеры или комбинацию вторполимеров, неорганические полимеры или органико-неорганические гибриды, синтезируемые с использованием золь-гелевой технологии, силиконы, силикон-полиэфиры, полиимиды, полифенилсульфиды (ПФС), полиэтиленсульфиды (ПЭС), полиэфирэфиркетоны (ПЭЭК), полиэфиркетоны (ПЭК), полиамид-имиды (ПАИ), силиконы, фторосиликоны, полибензимидазолы (ПБМ).
20. Способ изготовления нагревательного устройства (1), включающий в себя следующие этапы:
a) обеспечивают наличие основания (2), имеющего две противоположные стороны (21, 22), причем по меньшей мере одна сторона (21) из указанных сторон является непрозрачной; после чего
b) выполняют на указанной непрозрачной стороне (21) жаропрочное покрытие (3), осуществляя этапы, на которых:
b1) наносят на указанную непрозрачную сторону (21) состав для выполнения рисунка (31) для формирования влажного слоя рисунка (31), по меньшей мере частично покрывающего указанную непрозрачную сторону (21); после чего
b2) производят отверждающую тепловую обработку указанного влажного слоя рисунка для формирования рисунка (31) в виде сплошного или прерывистого слоя, по меньшей мере частично покрывающего указанную непрозрачную сторону (21),
причем указанный способ отличается тем, что состав слоя рисунка (31) включает в себя по меньшей мере два разных красящих состава, и указанный состав наносят методом струйной печати, при этом отверждающую тепловую обработку влажного слоя рисунка производят при температуре, равной или выше 300°C.
21. Способ по п. 20, отличающийся тем, что одну сторону (21) из указанных сторон основания по меньшей мере частично покрывают непрозрачным сплошным подслоем (4).
22. Способ по п. 21, отличающийся тем, что состав рисунка не содержит связующих.
23. Способ по любому из пп. 20-22, отличающийся тем, что он дополнительно включает в себя этап выполнения отделочного слоя (32), на котором на влажный слой рисунка (31), полученный в ходе выполнения этапа b1), перед отверждающей тепловой обработкой, выполняемой на этапе b2), наносят сплошной и прозрачный отделочный состав.
24. Способ по п. 21 или 22, отличающийся тем, что он дополнительно включает в себя этап выполнения отделочного слоя (32), на котором перед этапом b1) выполнения слоя рисунка (31) наносят слой (4) сплошного отделочного состава (4).
25. Способ по любому из пп. 20-22, отличающийся тем, что состав для выполнения рисунка содержит термостойкое связующее.
26. Способ по п. 25, отличающийся тем, что термостойкое связующее, входящее в состав рисунка (31), выбрано из группы, включающей в себя: эмали, фторполимеры, неорганические полимеры или органико-неорганические гибриды, синтезируемые с использованием золь-гелевой технологии, силиконовые лаки с силикон-полиэфиром или полиимидом.
27. Способ по любому из пп. 20-22, 26, отличающийся тем, что рисунок (31) содержит по меньшей мере два разных красящих состава, выбранных из группы, включающей в себя: термостойкие пигменты, соли металлов, термохромные полупроводящие пигменты и их комбинации.
28. Способ по п. 27, отличающийся тем, что рисунок (31) является, по меньшей мере, четырехцветным, предпочтительнее шестицветным.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| KR 20070117247 A, 12.12.2007 | |||
| WO 2006126189 A1, 30.11.2006 | |||
| JP 2008069295 A, 27.03.2008. | |||

