ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления адсорбирующего одноразового подгузника открытого типа со снабженной адсорбирующим телом главной частью, содержащей переднюю область с передними боковыми продольными кромками, заднюю область с задними боковыми продольными кромками и расположенную между ними предназначенную для наложения между ногами пользователя промежностную область, а также с соединенными с двух сторон с задней областью задними боковыми участками, и с соединенными с двух сторон с передней областью передними боковыми участками, которые проходят в поперечном направлении адсорбирующего одноразового подгузника наружу за боковые передние или задние продольные кромки главной части и в продольном направлении адсорбирующего одноразового подгузника отстоят друг от друга, при этом для наложения адсорбирующего одноразового подгузника задние и передние боковые участки выполнены с возможностью разъемного соединения друг с другом, при этом для образования контура двухсторонних областей отверстий для ног адсорбирующего одноразового подгузника с двух сторон проводят выполняемую непрерывно или квазинепрерывно операцию отделения, захватывающую задний боковой участок, главную часть и передний боковой участок, так что от заднего бокового участка, главной части и переднего бокового участка образуют единый общий (т.е. непрерывный) подлежащий отводу обрезок.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Подобный адсорбирующий одноразовый подгузник открытого типа и способ его изготовления является предметом защиты в еще не опубликованном патентном документе ЕР 07015141.0 заявителя по данной заявке.
В таких адсорбирующих одноразовых подгузниках упомянутые боковые участки часто образованы из материала, отличного от материала главной части. Так например, боковые участки, часто называемые «ушами» адсорбирующего одноразового подгузника, выполняются воздухопроницаемыми, в особенности проницаемыми для воздуха и водяного пара, в то время как главная часть, которую часто называют основой, может выполняться непроницаемой для жидкости. Для закрепления адсорбирующего одноразового подгузника предпочтительно неразъемно соединенные с задней областью боковые участки накладывают на брюшную сторону пользователя и там разъемно соединяют их либо с наружной стороной передней области главной части, либо с наружной стороной боковых участков передней области.
Для повышения удобства носки таких адсорбирующих одноразовых подгузников в патентном документе ЕР 07015141.0 уже было предложено выполнять области отверстий для ног адсорбирующего одноразового подгузника контурными таким образом, что это осуществляют, как было упомянуто вначале, в ходе непрерывной или квазинепрерывной операции отделения с образованием непрерывно проходящей кромки. При этом образованная операцией отделения линия отделения захватывает задний боковой участок, главную часть и передний боковой участок. Таким образом, области отверстий для ног образуются исключительно кромками резки или отделения в ходе единственной непрерывной или квазинепрерывной операции отделения. Естественно, это обеспечивает возможность экономичного изготовления адсорбирующего одноразового подгузника и улучшения удобства его носки.
Контуры областей отверстий для ног могут содержать прямые участки, проходящие косо к продольному направлению адсорбирующего одноразового подгузника, или криволинейные участки. В предпочтительном примере осуществления контур областей отверстий для ног содержит исключительно криволинейные участки. Минимальный радиус кривизны областей отверстий для ног составляет предпочтительно, по меньшей мере, 5 мм, особенно предпочтительно, по меньшей мере, 10 мм. Предпочтительно контур областей отверстий для ног содержит криволинейные участки с различным радиусом кривизны.
В любом случае единый общий обрезок от заднего бокового участка, главной части и переднего бокового участка должен быть отведен (убран) из процесса. Задачей настоящего изобретения является реализация отвода этого отрезка надежным технологичным и экономичным образом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно изобретению решение поставленной задачи в способе указанного вида достигается за счет того, что обрезок захватывают и отводят посредством передаточного ролика с предусмотренными на его наружной поверхности выступающими механическими элементами в виде штырей, игл, выступов, крючков или шипов в форме зазубрин с задним углом зацепления или по типу рыболовных крючков.
Было установлено, что, например, отведение (удаление) обрезка при помощи вакуума, по меньшей мере, неэффективно, когда он имеет ограниченную площадь. Предпочтительно размер боковых участков в продольном направлении адсорбирующего одноразового подгузника выбирают таким образом, чтобы обрезок, то есть протяженность площади подлежащих отделению областей полотнищ боковых участков, но также и полотнища главных частей, могла быть как можно меньшей. Однако в этом случае технологически трудно отвести обрезок из процесса только с помощью элементов машины с воздействующим на обрезки разрежением. Было также установлено, что состоящий из различных компонентов материала обрезок имеет слабые места в области перехода от одного компонента материала к другому, которые затрудняют надежное удаление обрезка в высокоскоростной машине для изготовления подгузников. Поэтому решение по изобретению показало себя особенно предпочтительным, так как благодаря использованию на передаточном ролике выступающих механических элементов в виде штырей, игл, выступов, крючков или шипов (зазубрин) с задним углом зацепления обеспечивается надежный захват обрезка передаточным роликом и, соответственно, высокая стабильность процесса.
Длина боковых частей (обрезков), то есть их протяженность в продольном направлении подгузника, предпочтительно составляет, по меньшей мере, 15 см, особенно предпочтительно, по меньшей мере, 20 см и еще более предпочтительно, по меньшей мере, 25 см. Далее, показало себя предпочтительным решение, в котором длина боковых участков составляет, по меньшей мере, 10%, предпочтительно, по меньшей мере, 15%, еще более предпочтительно, по меньшей мере, 20% и еще более предпочтительно, по меньшей мере, 22% общей длины адсорбирующего одноразового подгузника, однако не более 40% и более предпочтительно не более 35% общей длины. Предпочтительно общая длина адсорбирующего одноразового подгузника составляет от 50 до 120 см, более предпочтительно от 60 до 110 см и еще более предпочтительно от 70 до 110 см. Далее, предпочтительно передние боковые участки имеют продольную протяженность меньше, чем задние боковые участки, по меньшей мере, на 5%, более предпочтительно, по меньшей мере, на 10%, еще более предпочтительно, по меньшей мере, на 15% и еще более предпочтительно не более чем на 50%. В решении по развитию изобретения оказалось предпочтительным, когда ширина боковых участков, то есть выступ боковых участков за пределы боковых кромок главной части подгузника, составляет от 10 до 45 см, предпочтительно - от 13 до 35 см и еще более предпочтительно - от 15 до 27 см. Предпочтительно передние боковые участки имеют такую же ширину, как задние боковые участки. В решении по развитию изобретения показало себя предпочтительным, когда задние боковые участки имеют площадь (измеренную в см2) больше, чем передние боковые участки, предпочтительно, по меньшей мере, на 10%, и особенно предпочтительно, по меньшей мере, на 15%.
Далее, оказалось предпочтительным, когда передние и/или задние боковые участки образованы из нетканого материала или содержат нетканый материал, так как такие достаточно пышные объемные трехмерные нетканые материалы лучше пригодны для отвода обрезков из процесса способом согласно изобретению, например, по сравнению с пленками.
Нетканые материалы могут содержать волокна из полиэтилена, полипропилена, полиэтилентерефталата, вискозы, целлюлозы, полиамида и смеси этих волокон. Возможно и предпочтительно также использование двухкомпонентных и многокомпонентных волокон. Особенно предпочтительны полученные чесаньем нетканые материалы, фильерные нетканые материалы, нетканые материалы, полученные обработкой водяной струей, нетканые материалы SM, нетканые материалы SMS, нетканые материалы SMMS или ламинаты (слоистые материалы) из одного или нескольких этих нетканых материалов. При этом литерой S обозначается способ формования волокна с эжекцией высокоскоростным потоком воздуха, а литерой М - слои нетканых материалов, полученные аэродинамическим способом из расплава.
Согласно решению по развитию способа по изобретению механические элементы передаточного ролика, предусмотренные для захвата обрезка в области заднего бокового участка, и механические элементы передаточного ролика, предусмотренные для захвата обрезка в области переднего бокового участка, выполнены различными и/или различно расположенными или ориентированными относительно наружной поверхности передаточного ролика. Это различное выполнение и/или различное расположение или ориентация и в особенности различная плотность механических элементов, то есть различное их число на единицу площади, или различный наклон соответствующих механических элементов к наружной поверхности передаточного ролика могут быть предпочтительными для отвода обрезка, особенно когда задние боковые участки и передние боковые участки выполнены различными. Последнее означает, что они выполнены различными в отношении, по меньшей мере, одной основной характеристики, выбранной из группы, содержащей вид материала, вес единицы площади, воздухопроницаемость, плотность, эластичность, силу крепления, протяженность площади, толщину, цвет боковых участков, или их материалы. В отношении этих основных характеристик к данной заявке привлекаются примеры выполнения, приведенные в патентном документе ЕР 07015141.0, содержание которой включено в данную работу посредством ссылки. В этом случае выполнение или расположение выступающих механических элементов может быть оптимальным образом подобрано в соответствии с используемыми материалами передних или задних боковых участков.
В решении по развитию указанной изобретательской идеи может быть предпочтительным, когда механические элементы передаточного ролика, предусмотренные для захвата обрезка в области заднего бокового участка, и механические элементы передаточного ролика, предусмотренные для захвата обрезка в области переднего бокового участка, выполнены наклонными в окружном направлении, но в противоположных направлениях по отношению друг к другу. Согласно этой изобретательской идее учитывается то обстоятельство, что передний боковой участок, расположенный внутри машины по направлению скорости полотнища может отсоединяться при относительном движении в направлении, противоположном движению полотнища, а задний участок может отсоединяться при относительном движении в направлении полотнища. Это может быть реализовано, например, путем того, что передаточный ролик замедляется или ускоряется относительно скорости движения полотнища. Для такого осуществления процесса отсоединения предпочтителен упомянутый противоположный наклон механических элементов. При этом наклон механических элементов предпочтительно таков, что предназначенные для переднего или заднего бокового участка механические элементы выполнены наклонными в окружном направлении навстречу друг к другу.
Согласно следующей изобретательской идее оказалось предпочтительным, когда для отделения обрезка от заднего бокового участка соответствующую область обрезка захватывают и подвергают тяге в продольном направлении адсорбирующего одноразового подгузника к переднему боковому участку и/или для отделения обрезка от переднего бокового участка соответствующую область обрезка захватывают и подвергают тяге в продольном направлении адсорбирующего одноразового подгузника к заднему боковому участку. Согласно этой следующей изобретательской идее может обеспечиваться еще более надежное отделение обрезка даже в том случае, если операция отделения на привела к полному отделению по всему ходу линии отделения. При пробивке штампом или резке зачастую тонких, непрочных материалов полотнищ, особенно нетканых материалов или ламинатов нетканого материала с пленкой, часто возникают ситуации, когда даже после выполнения безукоризненного разреза отделения остаются отдельные области соединения, и как бы малы они ни были, они создают проблемы отвода обрезка. Указанные выше меры могут приводить к дальнейшей стабилизации процесса.
Далее, может быть предпочтительно, когда для захвата обрезка используют вспомогательное разрежение на передаточном ролике.
Оказалось также предпочтительным, когда передаточный ролик расположен непосредственно за режущим устройством (т.е. после него по ходу процесса) для выполнения упомянутой непрерывной или квазинепрерывной единой операции отделения.
Далее, оказалось предпочтительным, когда путем выполнения операции отделения главной части придают контур в форме песочных часов, при этом сужение приходится, по меньшей мере, на промежностную область главной части.
Для изготовления адсорбирующего одноразового подгузника указанного вида предпочтительно предусмотрено непрерывное машинное изготовление в продольном направлении адсорбирующего одноразового подгузника.
При этом вначале в продольном направлении подают полотнище главных частей, причем предпочтительно оно может содержать нетканый материал и/или материал адсорбирующих тел и/или материал защитного слоя. Под материалом защитного слоя может подразумеваться, в частности, пленочный материал или непроницаемый для жидкости нетканый материал и/или ламинат нетканого материала с пленкой.
Далее, оказалось предпочтительным, когда образующее задние боковые участки первое полотнище боковых участков подают в продольном направлении и/или образующее передние боковые участки второе полотнище боковых участков подают также в продольном направлении. При этом материал первого полотнища боковых участков и материал второго полотнища боковых участков предпочтительно различаются в отношении, по меньшей мере, одной из упомянутых выше основных характеристик. Предпочтительно на первом или на втором полотнище боковых участков укреплены или укрепляют средства крепления, с помощью которых адсорбирующий одноразовый подгузник может быть закреплен для наложения на пользователя.
Предпочтительно в продольном направлении подают два первых и/или два вторых полотнища боковых участков, предпочтительно образованных на предшествующем этапе способа посредством того, что первое полотнище материала и/или второе полотнище материала разделены или разделяют в продольном направлении.
Далее от первого и от второго полотнищ боковых участков поперечно продольному направлению отделяют первые и вторые отрезки. Для образования задних боковых участков первые отрезки периодически прикрепляют к областям полотнища главных частей, образующим соответствующие задние области подлежащего изготовлению адсорбирующего одноразового подгузника, а для образования передних боковых участков вторые отрезки периодически прикрепляют к областям полотнища главных частей, образующим соответствующие передние области подлежащего изготовлению адсорбирующего одноразового подгузника. Предпочтительно расстояние между передним и задним отрезками, прикрепленными к полотнищу главных частей, составляет в продольном направлении от 110 до 400 мм, более предпочтительно от 200 до 350 мм.
Предпочтительно отрезки периодически прикрепляют к бесконечному полотнищу нетканого материала, причем полотнище нетканого материала образует обращенную к телу сторону подлежащего изготовлению адсорбирующего одноразового подгузника.
Только теперь проводят выполняемую непрерывно или квазинепрерывно операцию отделения для формирования контура областей отверстий для ног, предпочтительно эту операцию выполняют в виде операции резки или вырубки штампом. При этом операцию отделения проводят вдоль линии отделения, которая содержит прямые и/или криволинейные участки (применительно к подгузнику в состоянии развертки на плоскости). Как уже указывалось, операция отделения захватывает задний боковой участок, главную часть и передний боковой участок, так что образуется единый общий обрезок.
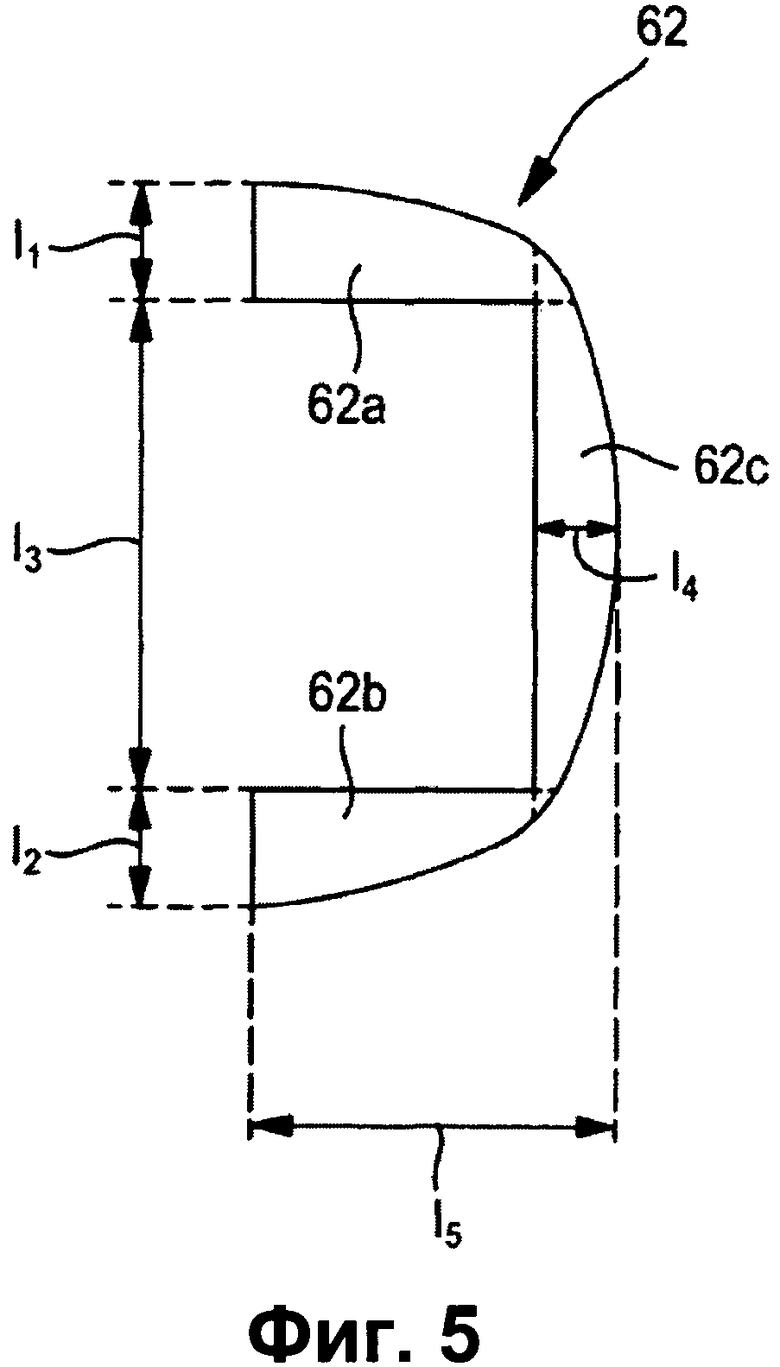
Таким образом, этот обрезок 62 (см. фиг.5) образован из отделенной от заднего бокового участка области 62а, примыкающей к ней отделенной от главной части области 62с и примыкающей к ней области 62b, отделенной от переднего бокового участка. Как уже было упомянуто, эти области имеют ограниченную площадь. Отделенная от заднего бокового участка область 62а имеет наибольшую продольную протяженность l1 от 20 до 180 мм, предпочтительно от 30 до 100 мм. Вследствие криволинейного хода протяженность этой области 62а на переходе к отделенной от главной части области 62с может быть значительно меньше, в частности составлять несколько миллиметров, предпочтительно от 5 до 30 мм, более предпочтительно от 5 до 20 мм и еще более предпочтительно от 5 до 10 мм. Такие же размеры l2 имеет область 62b, отделенная от переднего бокового участка.
Протяженность l3 отделенной от главной части области 62с обрезка в продольном направлении адсорбирующего одноразового подгузника предпочтительно составляет от 110 до 400 мм, более предпочтительно от 200 до 350 мм; в отличие от этого наибольшая поперечная протяженность l4 этой отделенной от главной части области 62с довольно мала, предпочтительно она составляет от 5 до 100 мм, более предпочтительно от 8 до 70 мм и еще более предпочтительно от 10 до 60 мм.
Протяженность l4 обрезка 62 в указанном поперечном направлении адсорбирующего одноразового подгузника составляет от 150 до 350 мм, более предпочтительно от 190 до 300 мм.
В предпочтительном примере осуществления операцию отделения выполняют таким образом, что для отделения обрезка от заднего бокового участка соответствующую область обрезка захватывают и подвергают тяге в продольном направлении адсорбирующего одноразового подгузника к переднему боковому участку и/или для отделения обрезка от переднего бокового участка соответствующую область обрезка захватывают и подвергают тяге в продольном направлении адсорбирующего одноразового подгузника к заднему боковому участку.
Предпочтительно линия отделения следует по кривой, которая может быть дифференцирована непрерывно, то есть не содержит резких перегибов или надломов.
Далее, оказалось предпочтительным, когда адсорбирующие одноразовые подгузники изготавливают таким образом, что при подаче следующих друг за другом адсорбирующих одноразовых подгузников задняя область одного адсорбирующего одноразового подгузника примыкает к задней области следующего адсорбирующего одноразового подгузника, а передняя область одного адсорбирующего одноразового подгузника примыкает к передней области следующего адсорбирующего одноразового подгузника.
В решении по развитию изобретения каждый первый или второй отрезок образует боковые участки двух подаваемых друг за другом адсорбирующих одноразовых подгузников.
Другие признаки, особенности и преимущества изобретения будут ясны из пунктов формулы изобретения и последующего описания.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Далее со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления изобретения. На чертежах:
фиг.1 изображает на виде сверху адсорбирующий одноразовый подгузник по изобретению,
фиг.2 изображает адсорбирующий одноразовый подгузник по фиг.1 на другом виде сверху,
фиг.3а, 3b схематично иллюстрируют способ изготовления по изобретению,
фиг.4 схематично изображает этапы способа изготовления по изобретению,
фиг.5 изображает отделенный обрезок,
фиг.6 изображает в перспективе направление полотнища по передаточному ролику с выступающими механическими элементами для отвода обрезка,
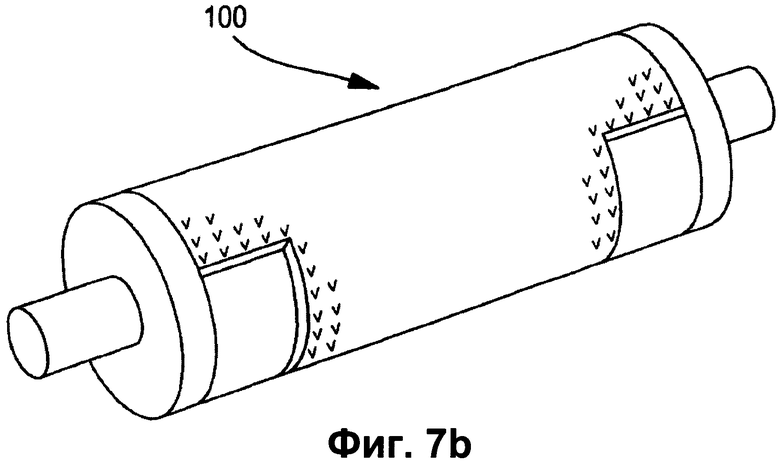
фиг.7а и 7b изображают в перспективе передаточный ролик в первом примере выполнения и развертку цилиндрической обечайки (обшивки) передаточного ролика,
фиг.8 изображает развертку цилиндрической обечайки передаточного ролика во втором примере выполнения, и
фиг.9 изображает развертку цилиндрической обечайки передаточного ролика в третьем примере выполнения.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 адсорбирующий одноразовый подгузник 2 схематично показан на виде сверху в расправленном состоянии с внутренней стороны, то есть с обращенной к телу стороны. Адсорбирующий одноразовый подгузник 2 содержит главную часть 4 с передней областью 6, задней областью 8 и расположенной между ними в продольном направлении промежностной областью 10. Кроме того, показано адсорбирующее тело 12, которое обычно расположено между образующими основу материалами главной части 4, то есть между проницаемым для жидкости, образованным из нетканого материала верхним слоем 11 и по существу непроницаемым для жидкости, образованным из пленочного материала защитным слоем 13 главной части 4. Защитный слой 13 может быть образован также из непроницаемого для жидкости нетканого материала или из ламината нетканого материала с пленкой, при этом в данном случае нетканый слой расположен снаружи, а пленочный слой расположен внутри и обращен к адсорбирующему телу. Это придает одноразовому подгузнику 2 «текстильный» вид. Сбоку рядом с продольными кромками адсорбирующего тела 12 между верхним слоем 11 и защитным слоем 13 к главной части 4 прикреплены первые эластичные элементы 60. Эластичные элементы 60 проходят по существу в продольном направлении 28 адсорбирующего одноразового подгузника, при этом они принимают изогнутый ход вдоль участков отверстий для ног, относящихся к промежностной области 10.
Далее, адсорбирующий одноразовый подгузник 2 содержит передние боковые участки 22 и задние боковые участки 20, которые присоединены к главной части 4 с двух сторон в качестве отдельных компонентов из нетканого материала. В заштрихованной области 18 боковые участки 20, 22 неразъемно соединены с образующими основу материалами главной части 4, то есть, например, с защитным слоем 13 и/или с верхним слоем 11. Боковые участки 20, 22 проходят наружу за передние и задние продольные кромки 42, 41 главной части в поперечном направлении 30. Передние и задние продольные кромки 42, 41 главной части 4 ограничивают области продольных кромок главной части, к которым присоединены боковые участки 20, 22 и за которые они выступают наружу. При этом продольная протяженность передних и задних боковых кромок 42, 41 главной части определяет также продольную протяженность передней области 6 и задней области 8 одноразового подгузника 2, как это видно на фиг.1. Боковые участки 20, 22 предусмотрены и предназначены для того, чтобы в наложенном состоянии адсорбирующего одноразового подгузника 2 соединяться друг с другом и образовывать сплошную набедренную область гигиенического изделия в окружном направлении. При этом соединяются боковые участки 20, 22, предусмотренные на одной стороне главной части 4. Для этого на задних боковых участках 20 предусмотрены механические средства 32 крепления, в частности с механическими застежками велкро, которые накладываются и разъемно соединяются с наружной стороной переднего и заднего боковых участков 20, 22. Предпочтительно, кроме того, средства крепления могут разъемно накладываться на наружную сторону главной части.
Как передние боковые участки 22, так и задние боковые участки 20 образованы из нетканого материала, в представленном случае из полипропиленового фильерного нетканого материала. Вес единицы площади нетканого материала передних боковых участков составляет 30 г/м2. Прочность образующих нетканый материал волокон составляет 2 дтекс. Наружная и внутренняя стороны фильерного нетканого материала имеют схематично показанный на фиг.1 тисненый рисунок 14. Полученные тиснением горячим каландром соединительные области образованы множеством линий, а именно двумя группами параллельных линий в пределах одной группы, причем линии одной группы пересекаются с линиями другой группы под углом 33° для образования регулярного рисунка из ромбов, так что расположенные островками и соединенные друг с другом ромбовидные петлевые области 15 окружены линейными соединительными областями 16. В представленном случае образующие соединительные области 16 линии имеют толщину 1,0 мм и глубину тиснения 0,6 мм. Расстояние между двумя смежными параллельными линиями в двух группах линий составляет 4,7 мм. Площадь тиснения, то есть сумма площадей всех соединительных областей 16, отнесенная к общей площади тисненого рисунка (соединительные области + петлевые области), составляет 32%. Средства 32 крепления задних боковых участков 20 надежно входят в зацепление с петлевыми областями 15. Окружные по животу удерживающие силы между средствами 32 крепления и наружной стороной передних боковых участков 22 составляют, например, по меньшей мере, 58 Н/25 мм.
Вес единицы площади нетканого материала задних боковых участков 20 составляет в данном случае 25 г/м2. Тисненого рисунка, образующего петлевые области и соединительные области, не предусмотрено. Поэтому окружные по животу удерживающие силы между средствами 32 крепления и наружной стороной задних боковых участков 20 меньше, чем окружные по животу удерживающие силы между средствами 32 крепления и наружной стороной передних боковых участков 22, и составляют, например, по меньшей мере, 15 Н/25 мм. Как видно на фиг.1, кроме того, задние боковые участки 20 имеют большую протяженность площади по сравнению с передними боковыми участками 22.
Таким образом, передние и задние боковые участки отличаются, по меньшей мере, по трем основным характеристикам, а именно по весу единицы площади, силе крепления и протяженности площади.
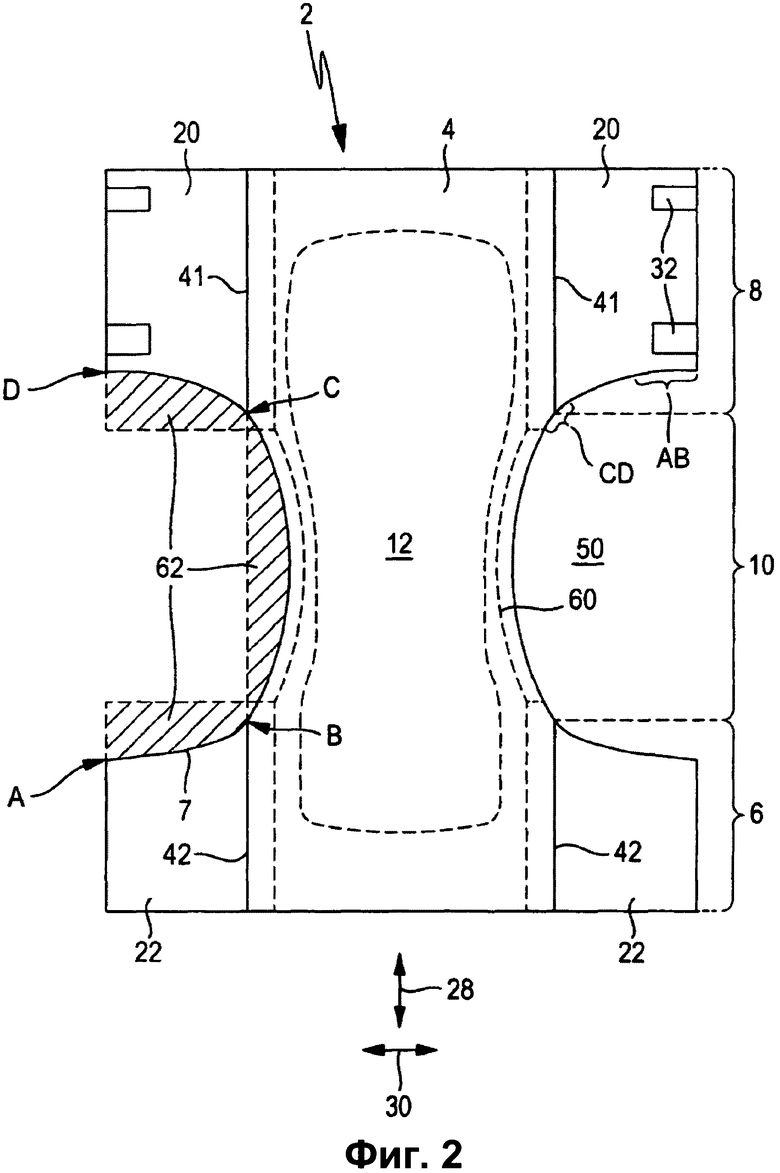
Различие в силе крепления между передними и задними боковыми участками побуждает пользователя накладывать средства 32 крепления предпочтительно на передние боковые участки 22, что требуется для покроя подгузника. Далее, как это видно на фиг.1, области 50 отверстий для ног образованы криволинейно проходящими к промежностной области боковыми участками 20, 22 и выполнением контура главной части 4 в форме песочных часов. Под выполнением контура в форме песочных часов здесь имеется в виду любое сужение главной части 4 в промежностной области 10, то есть любая форма, при этом не исключительно криволинейная, при которой промежностная область 10 главной части 4 имеет меньшую протяженность в поперечном направлении 30, чем передняя область 6 и/или задняя область 8 главной части.
Области 50 отверстий для ног образованы на каждой стороне одной операцией резки, которая захватывает как боковые участки 20, 22, так и главную часть 4 и при этом выполняется непрерывно, без мест надлома, через подлежащие отделению боковую кромку и материал главной части. Для более наглядного пояснения это показано на левой стороне на фиг.2, которая представляет правую область отверстия для ноги в наложенном состоянии. Из имевших ранее прямоугольную форму боковых участков 20, 22 и первоначально прямолинейных проходящих параллельно друг другу в продольном направлении 28 боковых кромок главной части 4 посредством одной единственной криволинейной резки по линии отделения или линии 7 резки вырезают показанный заштрихованным обрезок 62 для получения криволинейного хода боковых участков 20, 22 и контура главной части 4 в форме песочных часов.
Подробно показано, что линия 7 резки, начиная от точки А на боковой кромке переднего бокового участка 22, проходит по кривой внутрь в направлении промежностной области 10 вначале до точки В передней боковой кромки 42 главной части 4, затем внутрь главной части 4, затем дальше через промежностную область 10 главной части 4 и после этого по кривой наружу через точку С задней боковой кромки 41 главной части 4 и в заключение до точки D на боковой кромке заднего бокового участка 20. На чертеже видно, что линия 7 резки не проходит через адсорбирующее тело 12, так что кромки адсорбирующего тела остаются отстоящими от контура отверстия для ноги. В представленном случае контур области отверстия для ноги состоит исключительно из криволинейных участков, при этом видно, что радиус кривизны не является постоянным, так что контур отверстия для ноги в целом не имеет круглой формы, а состоит из участков с различными радиусами кривизны. Так, радиус кривизны снаружи, на участке АВ, который доходит до боковой кромки бокового участка 22, заметно превышает радиус кривизны на участке CD, который включает в себя точку С. Однако предпочтительно радиус кривизны в каждой точке контура отверстия для ноги составляет, по меньшей мере, 5 мм, предпочтительно, по меньшей мере, 10 мм. Предпочтительно ход линии 7 резки является непрерывно дифференцируемым, то есть не имеет мест перегиба надлома.
Для того, чтобы не перегружать фиг.2, левая область отверстия для ноги (на чертеже она расположена справа) представлена такой же, как на фиг.1, то есть без пояснения хода линии резки.
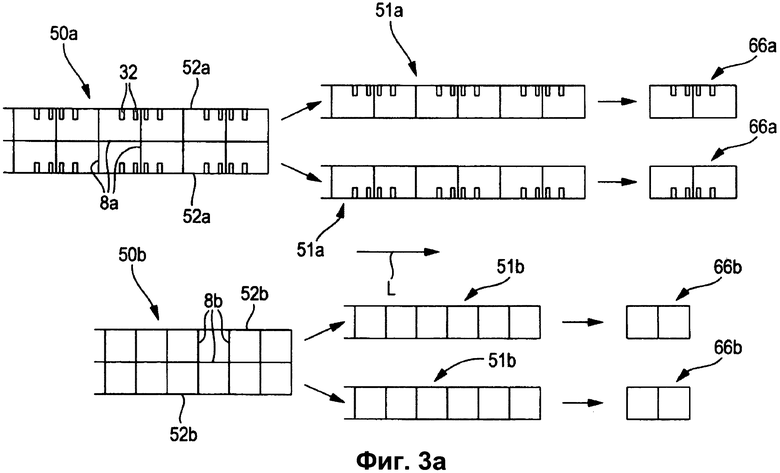
На фиг.3а, 3b схематично показан способ изготовления адсорбирующего одноразового подгузника по фиг.1 и 2 в соответствии с изобретением. На фиг.3а показаны подача и транспортирование первого бесконечного полотнища 50а материала в продольном направлении L, при этом полотнище 50а материала имеет прямолинейные параллельные боковые кромки 52а. К этому еще бесконечному полотнищу 50а материала предварительно присоединены с двух сторон средства 32 крепления. Положение воображаемых линий последующих разделительных разрезов для образования отдельных задних боковых участков 20 подлежащего изготовлению адсорбирующего одноразового подгузника обозначено позициями 8а. Вначале первое полотнище 50а материала разделяют в продольном направлении L на два первых полотнища 51а боковых участков. Затем от двух полотнищ 51а боковых участков отделяют поперечно продольному направлению L первые прямоугольные отрезки 66а, причем, как это будет подробнее описано дальше, в дальнейшем ходе процесса изготовления адсорбирующего одноразового подгузника от каждого из полотнищ 51а боковых участков отделяют отрезки для присоединения только к левой или только к правой боковой кромке бесконечного полотнища 70 главных частей.
Кроме того, на фиг.3а показаны подача и транспортирование второго бесконечного полотнища 50b материала в продольном направлении L, при этом полотнище 50b материала имеет прямолинейные параллельные боковые кромки 52b. Положение воображаемых линий последующих разделительных разрезов для образования отдельных передних боковых участков 22 подлежащего изготовлению адсорбирующего одноразового подгузника обозначено позициями 8b. Второе полотнище 50b материала также вначале разделяют в продольном направлении L на два вторых полотнища 51b боковых участков. Затем от двух полотнищ 51b боковых участков отделяют поперечно продольному направлению L вторые прямоугольные отрезки 66b, которые, как это будет подробнее описано дальше, в дальнейшем ходе процесса изготовления адсорбирующих одноразовых подгузников присоединяют к левой или соответственно к правой боковой кромке бесконечного полотнища главных частей. В представленном случае отрезки 66а имеют в продольном направлении L больший размер, чем отрезки 66b.
После этого первые и вторые прямоугольные отрезки 66а, 66b подают к транспортируемому в продольном направлении L бесконечному полотнищу 70 главных частей, как это видно на фиг.3b. В представленном случае полотнище 70 главных частей содержит нетканый материал и материал адсорбирующего тела, а именно бесконечное полотнище 71 нетканого материала, образующее верхний слой, то есть обращенную к телу сторону подлежащего изготовлению адсорбирующего одноразового подгузника с прямолинейными параллельными друг другу боковыми кромками 72, а также уже наложенное на нее бесконечное число следующих друг за другом и отстоящих друг от друга адсорбирующих тел 12. Адсорбирующие тела 12 содержат смесь из суперадсорбирующих материалов и распушенных целлюлозных волокон. Отрезки 66а, 66b закрепляют сдвоенными, поочередно с двух сторон на нетканом материале, то есть на боковых кромках 72 полотнища 70 главных частей. При этом от каждого полотнища 51а, 51b боковых участков отделяют отрезки, подлежащие присоединению либо только к левой боковой кромке полотнища главных частей, либо к его правой боковой кромке. Отделение отрезков 66а, 66b от полотнищ 51а, 51b боковых участков, их подача к полотнищу 70 главной части и последующее присоединение отрезков 66а, 66b к двум боковым кромкам 72 полотнища главных частей предпочтительно выполняется с помощью известных специалистам в данной области и не представленных на фиг.3а и 3b устройств, называемых Slip-Cut или Cut-and-place-Unit (автоматических устройств резки, подачи и позиционирования). Расстояние АВ в продольном направлении машины между присоединенным к полотнищу главных частей передним и задним отрезком предпочтительно составляет от 110 до 400 мм, более предпочтительно от 200 до 350 мм.
По воображаемым линиям 80 последующих разрезов разделения можно понять, что один отделенный отрезок 66а, 66b образует боковые участки 20, 22 двух следующих друг за другом транспортируемых адсорбирующих одноразовых подгузников 2. Для этого адсорбирующие одноразовые подгузники 2 изготавливают таким образом, что при их транспортировании один за другим в продольном направлении L задняя область 8 одного адсорбирующего одноразового подгузника примыкает к задней области 8 другого, а передняя область 6 примыкает к передней области 6 другого подгузника.
Непосредственно после присоединения отрезков 66а, 66b к полотнищу 70 главных частей подают образующее защитный слой 13 подлежащего изготовлению подгузника полотнище 73 защитного слоя, в частности пленочное полотнище. Полотнище 73 защитного слоя имеет ширину соответственно ширине полотнища нетканого материала и боковые кромки, проходящие также прямолинейно параллельно друг другу. В пункте наложения и соединения, который схематично обозначен стрелкой 9, полотнище 73 защитного слоя подают сверху на полотнище 70 главных частей в центрированном положении, так что адсорбирующие тела размещаются между полотнищами защитного слоя и нетканого материала, а полотнища защитного слоя и нетканого материала соединяют непосредственно друг с другом за пределами контуров адсорбирующих тел 12 посредством известных способов соединения, таких как склеивание, термосварка или ультразвуковая сварка.
В качестве полотнища 73 защитного слоя к полотнищу 70 главных частей может подаваться также ламинат, в частности полотнище ламината нетканого материала с пленкой. В этом случае предпочтительно ламинат обращен слоем нетканого материала наружу, а пленкой внутрь, к адсорбирующему телу 12.
Из фиг.3b понятно, что в дальнейшем ходе процесса изготовления одноразового подгузника после присоединения отрезков 66а, 66b и полотнища 73 защитного слоя к полотнищу 70 главных частей образуют области 50 отверстий для ног для достижения криволинейного хода боковых участков 20, 22 и контура в форме песочных часов главной части 4 на обеих сторонах полотнища главных частей, снабженного отрезками 66а, 66b. Это осуществляют в пункте 74 с помощью не показанного ножевого вала на каждой стороне в ходе единственной операции сквозной резки, как это объяснялось выше со ссылкой на фиг.2. Эту резку выполняют непрерывно через подлежащий отделению материал боковых участков или главной части, так что достигается непрерывный ход линии резки без надломов для образования контура области 50 отверстия для ноги.
Образованный при этом обрезок 62 (см. фиг.2 и 5) дальше удаляют из процесса изготовления способом, который будет описан ниже со ссылкой на фиг.6.
На следующем шаге представленного на фиг.3b способа снабженное областями 50 отверстий для ног все еще бесконечное полотнище транспортируют дальше в направлении к не показанному подробно пункту 75 разделения, где по существу поперечно продольному направлению L машины, которое соответствует продольному направлению 28 подлежащего изготовлению адсорбирующего одноразового подгузника 2, выполняют разделительную резку, например, также с помощью вращающегося ножевого вала или пробивного штампа. Положение разделительной линии резки обозначено на чертежах позицией 80. Резку выполняют таким образом, что линия разреза проходит через наложенные отрезки 66а, 66b, то есть полотнище разделяют поперечно насквозь через отрезки 66а, 66b.
В описанном и представленном на фиг.3b примере осуществления к моменту времени присоединения отрезков 66а, 66b полотнище 70 главных частей уже содержит полотнище 71 нетканого материала и наложенные на него адсорбирующие тела 12.
Возможно и особенно предпочтительно следующее решение по развитию изобретательской идеи, схематично представленное на фиг.4 на виде сбоку. Вначале сдвоенные отрезки 66а, 66b, в частности, с помощью так называемых устройств 94 "Slip-Cut-Units" периодически отделяют от полотнищ 51а, 51b боковых участков и присоединяют к двум боковым кромкам полотнища 70а главных частей, которое в этот момент времени состоит исключительно из полотнища 71 нетканого материала, образующего верхний слой подлежащего изготовлению подгузника. После этого в данном случае этот все еще бесконечный первый комбинированный компонент 90 из полотнища 71 нетканого материала и отрезков 66а, 66b соединяют с другими компонентами подгузника. Особенно предпочтительно в данном случае этот первый все еще бесконечный комбинированный компонент 90 из полотнища 71 нетканого материала и отрезков 66а, 66b соединяют со вторым комбинированным компонентом 91, который состоит из полотнища 73 защитного слоя, образующего защитный слой подлежащего изготовлению подгузника, в частности, в виде бесконечного полотнища ламината нетканого материала с пленкой и наложенных на это полотнище следующих друг за другом и отстоящих друг от друга дискретных адсорбирующих тел 12. Далее первый комбинированный компонент 90 соединяют со вторым комбинированным компонентом 91. Соединение первого комбинированного компонента 90 со вторым комбинированным компонентом 91 может предпочтительно осуществляться, например, путем того, что эти компоненты подают в прессовальный и соединительный зазор между парой вращающихся валков 92а, 92b, как это показано на фиг.4. При этом адсорбирующие тела 12 расположены между полотнищем 73 защитного слоя и полотнищем 71 нетканого материала, и полотнище 71 нетканого материала за пределами контуров адсорбирующих тел 12 непосредственно соединяют с полотнищем 73 защитного слоя и закрепляют их друг с другом. Далее предпочтительно следует образование областей отверстий для ног и после этого разделение адсорбирующих одноразовых подгузников, как это описано со ссылкой на фиг.3b (на фиг.4 не показано).
В не показанном альтернативном варианте сначала первый комбинированный компонент может подводиться к ряду следующих друг за другом и отстоящих друг от друга дискретных адсорбирующих тел, или же эти адсорбирующие тела могут циклично накладываться на первый комбинированный компонент и при необходимости закрепляться на нем. Вслед за этим или почти одновременно к полотнищу главных частей, которое к этому моменту времени содержит первый комбинированный компонент из полотнища нетканого материала, участков 66а, 66b и адсорбирующих тел, подают образующее защитный слой подлежащего изготовлению подгузника, в частности, бесконечное полотнище пленки или ламината нетканого материала с пленкой, и соединяют его с полотнищем главных частей. За этим также следует образование областей отверстий для ног, и после этого разделение одноразовых подгузников, как это описано со ссылкой на фиг.3b.
На фиг.6 схематично показано направление полотнища по передаточному ролику 100 для отвода обрезка. Он расположен в пункте 74 позади непоказанного ножевого вала для образования контура двухсторонних областей 50 отверстий для ног, и с его помощью из процесса может отводиться общий единый обрезок 62 от заднего бокового участка 20, главной части 4 и переднего бокового участка 22. В частности, после захвата передаточным роликом 100 обрезок может всасываться не показанным всасывающим устройством 101.
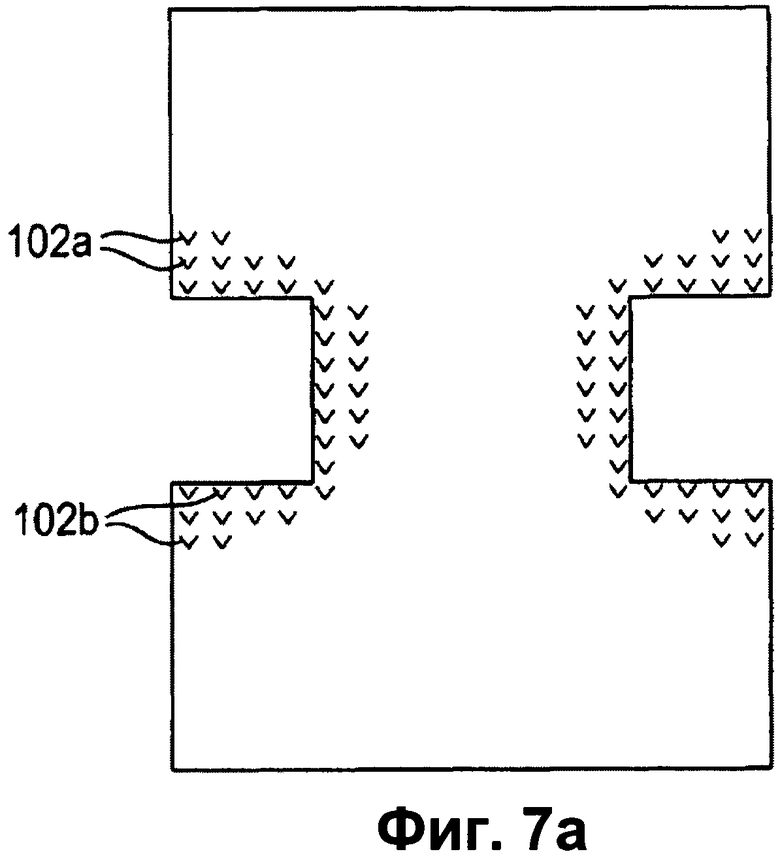
На фиг.7а и 7b показаны в перспективе передаточный ролик 100 в первом примере выполнения и развертка обечайки передаточного ролика 100. Для захвата обрезка 62 передаточный ролик 100 содержит расположенные в зонах механические элементы 102 в форме штырей, которые выступают от наружной поверхности 104 передаточного ролика 100. При этом предусмотрены механические элементы 102а, предназначенные для обрезка 62 в области 62а заднего бокового участка 20, механические элементы 102b, предназначенные для обрезка 62 в области 62b переднего бокового участка 22, и механические элементы 102с, предназначенные для обрезка 62 в области 62с главной части 4 (см. фиг.5).
Фиг.8 изображает передаточный ролик 100 во втором примере выполнения. Здесь механические элементы 102 расположены в зонах таким образом, что их плотность (число на единицу площади) в области 62с обрезка меньше, чем в областях 62а и 62b; в этой зоне может быть вообще не предусмотрено механических элементов. Кроме того, механические элементы 102 в окружном направлении различным образом наклонены к наружной поверхности 104 передаточного ролика 100. В показанном предпочтительном случае они наклонены в окружном направлении в противоположных направлениях с наклоном навстречу друг другу.
Фиг.9 изображает передаточный ролик 100 в третьем примере выполнения. Здесь в области механических элементов 102 дополнительно предусмотрено вспомогательное устройство разрежения, представленное всасывающими отверстиями 106, которые выходят на наружную поверхность 104 передаточного ролика 100.
Механические элементы 102а, 102b врезаются в материал обрезка 62 в области 62 заднего бокового участка 20 или в области 62b переднего бокового участка 22 и тем самым способствуют захвату обрезка 62 передаточным роликом 100. Для содействия этому захвату передаточный ролик может управляться таким образом, что для отделения обрезка 62 от заднего бокового участка 20 соответствующая область 62а обрезка 62 подвергается тяге в продольном направлении 28 адсорбирующего одноразового подгузника к переднему боковому участку 22. Соответствующим образом для отделения обрезка 62 от переднего бокового участка 22 соответствующая область 62b обрезка 62 подвергается тяге в продольном направлении 28 адсорбирующего одноразового подгузника к заднему боковому участку 20. За счет этого обеспечивается надежный и стабильный в ходе процесса отвод обрезка 62.
Таким образом, благодаря настоящему изобретению впервые удалось создать адсорбирующий одноразовый подгузник с присоединенными к главной части передними и задними боковыми участками, причем адсорбирующие одноразовые подгузники имеют стабильные области отверстий для ног, то есть области отверстий для ног, которые образованы исключительно кромками одной единственной непрерывной или квазинепрерывной операции отделения, так что одноразовый подгузник имеет первоклассный покрой и чрезвычайный комфорт при носке и, кроме того, стабилен и экономичен в изготовлении с минимальными обрезками или отходами кройки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АДСОРБИРУЮЩИЙ ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2009 |
|
RU2494714C2 |
| ОДНОРАЗОВЫЙ АДСОРБИРУЮЩИЙ ИСПОЛЬЗУЕМЫЙ ПРИ НЕДЕРЖАНИИ ПОДГУЗНИК, ИМЕЮЩИЙ БОКОВЫЕ ЧАСТИ | 2010 |
|
RU2531885C2 |
| ОДНОРАЗОВЫЙ АДСОРБИРУЮЩИЙ ИСПОЛЬЗУЕМЫЙ ПРИ НЕДЕРЖАНИИ ПОДГУЗНИК, ИМЕЮЩИЙ БОКОВЫЕ ЧАСТИ | 2010 |
|
RU2536551C2 |
| АБСОРБИРУЮЩИЙ ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2008 |
|
RU2481811C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ИСПОЛЬЗУЕМОГО ПРИ НЕДЕРЖАНИИ ПОДГУЗНИКА, ИМЕЮЩЕГО ОКОНТУРЕННЫЕ БОКОВЫЕ ЧАСТИ ПОДГУЗНИКА | 2011 |
|
RU2569597C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2009 |
|
RU2477990C2 |
| АБСОРБИРУЮЩИЙ ОДНОРАЗОВЫЙ ИСПОЛЬЗУЕМЫЙ ПРИ НЕДЕРЖАНИИ ПОДГУЗНИК, ИМЕЮЩИЙ БОКОВЫЕ ЧАСТИ | 2011 |
|
RU2558515C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СКЛАДКИ | 2010 |
|
RU2530862C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СКЛАДКИ | 2010 |
|
RU2534973C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2011 |
|
RU2560313C2 |





Способ изготовления адсорбирующего одноразового подгузника открытого типа. Подгузник включает соединенные с двух сторон с задней областью задние боковые участки и соединенные с двух сторон с передней областью передние боковые участки, которые проходят в поперечном направлении адсорбирующего одноразового подгузника наружу за боковые передние или задние продольные кромки главной части и в продольном направлении адсорбирующего одноразового подгузника отстоят друг от друга. Для образования контура двухсторонних областей отверстий для ног адсорбирующего одноразового подгузника с двух сторон проводят выполняемую непрерывно или квазинепрерывно операцию отделения, захватывающую задний боковой участок, главную часть и передний боковой участок, так что от заднего бокового участка, главной части и переднего бокового участка образуется единый общий подлежащий отводу обрезок. Обрезок захватывают и отводят посредством передаточного ролика с предусмотренными на его наружной поверхности выступающими механическими элементами в виде штырей, игл, выступов, крючков или зазубрин (шипов) с задним углом зацепления или по типу рыболовных крючков. Обеспечивается технологичный и экономичный отвод общего обрезка от заднего бокового участка. 14 з.п. ф-лы, 11 ил.
1. Способ изготовления адсорбирующего одноразового подгузника (2) со снабженной адсорбирующим телом (12) главной частью (4), содержащей переднюю область (6) с передними боковыми продольными кромками (42), заднюю область (8) с задними боковыми продольными кромками (41) и расположенную между ними предназначенную для наложения между ногами пользователя промежностную область (10), а также с соединенными с двух сторон с задней областью (8) задними боковыми участками (20) и с соединенными с двух сторон с передней областью (6) передними боковыми участками (22), которые проходят в поперечном направлении (30) адсорбирующего одноразового подгузника (2) наружу за боковые передние или задние продольные кромки (42, 41) главной части (4), а в продольном направлении (28) адсорбирующего одноразового подгузника (2) отстоят друг от друга, при этом для наложения адсорбирующего одноразового подгузника (2) задние и передние боковые участки (20, 22) выполнены с возможностью разъемного соединения друг с другом,
при этом для образования контура двухсторонних областей (50) отверстий для ног адсорбирующего одноразового подгузника (2) с двух сторон проводят выполняемую непрерывно или квазинепрерывно операцию отделения, захватывающую задний боковой участок (20), главную часть (4) и передний боковой участок (22), так что от заднего бокового участка (20), главной части (4) и переднего бокового участка (22) образуется единый общий подлежащий отводу обрезок (62),
отличающийся тем, что обрезок (62) захватывают и отводят посредством передаточного ролика (100) с предусмотренными на его наружной поверхности (104) выступающими механическими элементами (102) в виде штырей, игл, выступов, крючков или шипов в форме зазубрин.
2. Способ по п.1, отличающийся тем, что механические элементы (102а) передаточного ролика (100), предусмотренные для захвата обрезка (62) в области заднего бокового участка (20), и механические элементы (102b) передаточного ролика (100), предусмотренные для захвата обрезка (62) в области переднего бокового участка (22), выполнены различными и/или различно расположенными или ориентированными относительно наружной поверхности (104) передаточного ролика (100).
3. Способ по п.2, отличающийся тем, что механические элементы (102а) передаточного ролика (100), предусмотренные для захвата обрезка (62) в области заднего бокового участка (20), и механические элементы (102b) передаточного ролика (100), предусмотренные для захвата обрезка (62) в области переднего бокового участка (22), выполнены наклонными в окружном направлении, но в противоположных направлениях по отношению друг к другу.
4. Способ по п.1, отличающийся тем, что для отделения обрезка (62) от заднего бокового участка (20) соответствующую область (62а) обрезка (62) захватывают и подвергают тяге в продольном направлении (28) адсорбирующего одноразового подгузника к переднему боковому участку (22) и/или для отделения обрезка (62) от переднего бокового участка (22) соответствующую область (62b) обрезка (62) захватывают и подвергают тяге в продольном направлении (28) адсорбирующего одноразового подгузника к заднему боковому участку (20).
5. Способ по п.1, отличающийся тем, что для захвата обрезка (62) используют вспомогательное разрежение на передаточном ролике (100).
6. Способ по п.1, отличающийся тем, что передаточный ролик (100) расположен непосредственно после режущего устройства.
7. Способ по п.1, отличающийся тем, что путем выполнения операции отделения главной части (4) придают контур в форме песочных часов.
8. Способ по п.1, отличающийся тем, что адсорбирующий одноразовый подгузник (2) изготавливают в его продольном направлении (28), при этом полотнище (70) главных частей подают в продольном направлении (L, 28).
9. Способ по п.1, отличающийся тем, что образующее задние боковые участки (20) первое полотнище (50а) боковых участков подают в продольном направлении (L, 28) и/или образующее передние боковые участки (22) второе полотнище (50b) боковых участков подают в продольном направлении (L, 28).
10. Способ по п.9, отличающийся тем, что первое и второе полотнища (50а, 50b) боковых участков выполнены различными в отношении, по меньшей мере, одной основной характеристики, выбранной из группы, содержащей вид материала, вес единицы площади, воздухопроницаемость, плотность, эластичность, силу крепления, протяженность площади, толщину, цвет.
11. Способ по п.9, отличающийся тем, что от первого и второго полотнищ (50а, 50b) боковых участков поперечно продольному направлению (L, 28) отделяют первые и вторые отрезки (66а, 66b), при этом для образования задних боковых участков (20) первые отрезки (66а) прикрепляют к областям полотнища (70) главных частей, образующим соответствующие задние области (8) подлежащего изготовлению адсорбирующего одноразового подгузника, а для образования передних боковых участков (22) вторые отрезки (66b) прикрепляют к областям полотнища (70) главных частей, образующим соответствующие передние области (6) подлежащего изготовлению адсорбирующего одноразового подгузника.
12. Способ по п.1, отличающийся тем, что операция отделения является операцией резки или вырубки штампом.
13. Способ по п.1, отличающийся тем, что операцию отделения проводят вдоль линии (7) отделения, которая содержит прямые и/или криволинейные участки.
14. Способ по п.1, отличающийся тем, что адсорбирующие одноразовые подгузники изготавливают таким образом, что при подаче следующих друг за другом адсорбирующих одноразовых подгузников задняя область (8) одного адсорбирующего одноразового подгузника примыкает к задней области (8) следующего адсорбирующего одноразового подгузника, а передняя область (6) одного адсорбирующего одноразового подгузника примыкает к передней области (6) следующего адсорбирующего одноразового подгузника.
15. Способ по п.14, отличающийся тем, что каждый первый или второй отрезок (66а, 66b) образует боковые участки (20, 22) двух подаваемых друг за другом адсорбирующих одноразовых подгузников.
| US 5705013 A, 06.01.1998 | |||
| US 2007267149 A1, 22.11.2007 | |||
| US 2003066609 A1, 10.04.2003 | |||
| US 2004216830 A1, 04.11.2004 |

