ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к адсорбирующему одноразовому подгузнику открытого типа с главной частью, содержащей переднюю область, заднюю область и расположенную между ними в продольном направлении, предназначенную для наложения между ногами пользователя промежностную область, причем главная часть содержит адсорбирующее тело, и с соединенными с двух сторон с задней областью боковыми участками, и с соединенными с двух сторон с передней областью боковыми участками. Адсорбирующий одноразовый подгузник предусмотрен для взрослых и предназначен для одноразового использования.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Подобные адсорбирующие одноразовые подгузники известны, например, из патентного документа DE 102005048868 А1. В этом патентном документе DE 102005048868 А1 уже раскрыто различное выполнение боковых участков, а именно выполнение задних боковых участков с более высокой эластичностью, чем передние боковые участки.
В таких адсорбирующих одноразовых подгузниках упомянутые боковые участки часто образованы из материала, отличного от материала главной части. Так например, боковые участки, часто называемые «ушами» адсорбирующего одноразового подгузника, выполняются воздухопроницаемыми, в особенности проницаемыми для воздуха и водяного пара, в то время как главная часть, которую часто называют основой, может выполняться непроницаемой для жидкости. Для закрепления адсорбирующего одноразового подгузника предпочтительно неразъемно соединенные с задней областью боковые участки накладывают на брюшную сторону пользователя и там разъемно соединяют их либо с наружной стороной передней области главной части, либо с наружной стороной боковых участков передней области.
Как показано в DE 102005048868 А1, как главная часть, так и боковые участки такого адсорбирующего одноразового подгузника имеют прямоугольную форму. Адсорбирующий одноразовый подгузник такого типа раскрыт также в патентном документе DE 102004021353 А1. Кроме того, в нем предлагается предварительно складывать боковые участки и закреплять это сложение путем разъемного крепления до использования. На высокоскоростных машинах для изготовления подгузников это предварительное сложение боковых участков предпочтительно выполняется еще до присоединения боковых участков к главной части подгузника, то есть предпочтительно уже предварительно сложенные и предварительно закрепленные в этой конфигурации боковые участки присоединяют к главной части подгузника. Хотя такой подгузник может изготавливаться на высоких скоростях, а следовательно очень экономично, а предварительно сложенные боковые участки могут открываться предпочтительно приложением тяги, такой известный адсорбирующий одноразовый подгузник показал себя недостаточно удобным в носке.
Для решения данной проблемы в патентном документе DE 102007056126 (на дату подачи настоящей заявки еще не опубликован) предложено выполнять боковые участки для образования областей отверстий для ног, по меньшей мере, на их обращенных к промежностной области кромках проходящими косо к продольному направлению или криволинейными, а главную часть, по меньшей мере, в промежностной области выполнять в форме песочных часов, при этом скос или криволинейный ход боковых участков и контур главной части в форме песочных часов на обеих продольных сторонах одноразового подгузника образован единственной операцией отделения, захватывающей боковые участки и главную часть. Таким образом, согласно изобретательской идее захватывающая боковые участки и главную часть операция отделения проводится в момент времени, к которому передние и задние боковые участки уже присоединены к главной части. За счет этого обеспечивается образование контура отверстий для ног в боковых участках, которое продолжается с переходом в промежностную область главной части для образования в ней формы песочных часов главной части.
Однако технологические требования для изготовления таких подгузников на высокоскоростных машинах довольно значительны, поскольку подгузник с широко выступающими боковыми участками нелегко надежно провести через высокоскоростную машину, и требуемая точность процесса отделения для образования областей отверстий для ног трудно осуществима.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для решения данной проблемы предлагается способ изготовления адсорбирующих одноразовых подгузников открытого типа с главной частью, содержащей переднюю область с передними боковыми продольными кромками, заднюю область с задними боковыми продольными кромками и расположенную между ними в продольном направлении, предназначенную для наложения между ногами пользователя промежностную область, причем главная часть содержит адсорбирующее тело, и с соединенными с двух сторон с задней областью задними боковыми участками, и с соединенными с двух сторон с передней областью передними боковыми участками, которые проходят в поперечном направлении наружу за боковые передние и задние продольные кромки главной части и в наложенном состоянии адсорбирующего одноразового подгузника соединяют друг с другом переднюю область и заднюю область, при этом для образования областей вырезов для ног боковые участки, по меньшей мере, на обращенных к промежностной области кромках выполнены проходящими косо к продольному направлению или криволинейными, а главная часть, по меньшей мере, в промежностной области выполнена в форме песочных часов, при этом способ включает следующие этапы:
подача бесконечного плоского полотнища материала в продольном направлении для изготовления отрезков материала для образования боковых участков,
выполнение первых выемок материала вдоль первой линии резки на боковой кромке плоского полотнища материала для образования контурных вырезов в плоском полотнище материала, причем воображаемая параллель продольному направлению, которая в точке Р достигает максимальной протяженности выреза поперечно продольному направлению, определяет наружную частичную область, и внутреннюю частичную область плоского полотнища материала,
складывание плоского полотнища материала, по меньшей мере, по проходящей в продольном направлении первой линии сгиба, причем линия сгиба проходит внутри наружной частичной области,
отделение продольных отрезков сложенного плоского полотнища материала для соответствующего образования отрезков материала,
неразъемное закрепление отрезков материала на соответствующей продольной кромке полотнища главных частей подгузников для образования боковых участков,
выполнение вторых выемок материала вдоль второй линии резки, причем вторая линия резки захватывает боковые участки и соответствующую продольную кромку полотнища главных частей подгузников, при этом вторая линия резки пересекает первую линию резки таким образом, что вторая линия резки не проходит через первую линию сгиба передних и задних боковых участков.
Таким образом, в образующем будущие боковые участки плоском полотнище материала вначале выполняют первые выемки материала, которые задают контур наружных участков будущих областей отверстий для ног. Затем плоское полотнище материала складывают, по меньшей мере, один раз, так что после отделения продольных участков на полотнище главных частей подгузников закрепляют уже предварительно сложенные отрезки материала. Только после этого, то есть после закрепления отрезков материала на полотнище главных частей подгузников, производят вторую резку для выполнения вторых выемок материала. Когда эта вторая линия резки пересекает первую линию резки, но не проходит через первую линию сгиба, то есть начинается как бы под первой линией сгиба, надежно устраняется возможность прохода разреза через сложенные участки и линии сгиба боковых участков. За счет предварительно сложенной конфигурации отрезков материала еще не готовое полотнище подгузников может надежно и точно подаваться в высокоскоростной машине и механически обрабатываться с высокой точностью. Основанием для этого может служить, в частности то, что значительно снижается отношение максимальной ширины В1 направляемого полотнища подгузников в области боковых участков к минимальной ширине В2 полотнища подгузников в промежностной области перед образованием вторых выемок материала, так что полотнище подгузников может лучше направляться под действием тягового напряжения.
Предпочтительно полотнище главных частей подают в продольном направлении со скоростью v1 от 100 до 700 м/мин, более предпочтительно от 120 до 550 м/мин, и особенно предпочтительно от 130 до 450 м/мин.
Указанное отношение В1/В2 предпочтительно составляет больше 1,1 и не более 2, более предпочтительно не более 1,8, еще более предпочтительно не более 1,7 и еще более предпочтительно не более 1,6.
Предпочтительно вторая линия резки, начиная от точки А на первой линии резки заднего бокового участка, проходит по кривой внутрь в направлении промежностной области вначале до точки В соответствующей задней боковой кромки главной части и затем внутрь главной части, причем точка А отстоит в поперечном направлении внутрь от первой линии сгиба. Затем линия резки проходит непрерывно через промежностную область главной части и после этого по кривой наружу через точку С передней боковой кромки главной части и в заключение до точки D на первой линии резки переднего бокового участка, причем точка D отстоит в поперечном направлении внутрь от первой линии сгиба переднего бокового участка.
Особенно выгодным показало себя решение, в котором точки А и D отстоят в поперечном направлении внутрь от первой линии сгиба на расстояние от 2 до 60 мм, более предпочтительно от 3 до 60 мм, еще более предпочтительно от 4 до 40 мм, предпочтительно не более чем на 30 мм, более предпочтительно не более чем на 20 мм, особенно предпочтительно не более чем на 10 мм и далее особенно предпочтительно не более чем на 5 мм.
Предпочтительно ширина боковых участков в развернутой конфигурации, то есть протяженность боковых участков за пределы боковых кромок главной части, составляет от 10 до 40 см, более предпочтительно, от 12 до 30 см и еще более предпочтительно от 13 до 25 см. Предпочтительно передние боковые участки имеют такую же ширину, как задние боковые участки.
С учетом таких больших размеров показало себя особенно выгодным решение, в котором плоское полотнище материала сгибают с наложением самого на себя по второй проходящей в продольном направлении линии сгиба, в частности z-образно, причем вторая линия сгиба расположена ближе к боковой кромке, чем первая линия сгиба. В особенно предпочтительном примере осуществления плоское полотнище материала сгибают с наложением самого на себя по третьей проходящей в продольном направлении линии сгиба, в частности w-образно, причем третья линия сгиба расположена ближе к боковой кромке, чем вторая линия сгиба. Таким образом, первая линия сгиба - это линия, расстояние от которой до главной части в поперечном направлении является наименьшим. Согласно предпочтительному примеру выполнения наложенные друг на друга частичные участки плоского полотнища материала разъемно фиксируют, в частности посредством точечной ультразвуковой сварки.
Предпочтительно подаваемое в продольном направлении полотнище главных частей содержит нетканый материал и/или материал адсорбирующего тела и/или защитный материал. Защитным материалом может быть, в частности пленочный материал или непроницаемый для жидкостей нетканый материал или ламинат нетканого материала с пленкой.
В первом варианте способа по изобретению к полотнищу главных частей подают плоское полотнище материала, образующее отдельные боковые участки. В этом случае отделяемые от этого полотнища отрезки материала образуют левые и правые, а также передние и задние боковые участки адсорбирующего одноразового подгузника.
Согласно второму варианту к полотнищу главных частей подают плоские полотнища материала, образующие два боковых участка. Предпочтительно в этом случае одно плоское полотнище материала образует левые, а другое правые боковые участки. Возможно также, что одно плоское полотнище материала образует передние, а другое задние боковые участки подгузника. В таком случае возможно и выгодно, когда плоские полотнища материала отличаются друг от друга, по меньшей мере, одним свойством.
Предпочтительно плоское полотнище материала выполнено пригодным для двойного использования таким образом, что из одного продольного участка плоского полотнища материала получают два отрезка материала, при этом первые выемки материала и сложение плоского полотнища материала выполняют с двух сторон, то есть на первой продольной кромке и на второй продольной кромке, а плоское полотнище материала разделяют в продольном направлении. В данном случае плоское полотнище материала предпочтительно разделяют в продольном направлении после выполнения первых выемок материала и складывания. Далее предпочтительно перед разделением плоского полотнища материала на него наносят средства крепления.
Отделенные от плоского полотнища материала и образующие боковые участки отрезки материала могут образовывать каждый один передний и/или задний боковой участок подгузника. Однако предпочтительно отрезок материала образует два боковых участка подгузника. При этом в особенно предпочтительном примере осуществления образующий два боковых участка отрезок материала закрепляют на все еще бесконечном подаваемом в продольном направлении полотнище главных частей. Согласно предпочтительному примеру выполнения этого варианта способа для образования отдельных адсорбирующих одноразовых подгузников полотнище главных частей разделяют поперечно продольному направлению с проходом разреза через отрезки материала, то есть разделение отрезков материала на два боковых участка производится только при разделении адсорбирующих одноразовых подгузников.
При этом показало себя выгодным решение, в котором адсорбирующие одноразовые подгузники изготавливают таким образом, что в следующих один за другим в продольном направлении подгузниках задняя область одного подгузника примыкает к задней области другого подгузника, а передняя область одного подгузника примыкает к передней области другого подгузника. Возможен и выгоден также вариант, в котором задняя область одного подгузника примыкает к передней области другого подгузника. Согласно обоим вариантам способа каждый отрезок материала, отделенный от плоского полотнища материала поперечно продольному направлению, образует боковые участки двух подаваемых друг за другом адсорбирующих одноразовых подгузников.
Контуры выемок материала могут содержать участки, проходящие прямолинейно, в частности косо к продольному направлению адсорбирующего одноразового подгузника и/или криволинейные участки. В предпочтительном примере осуществления контур выемок материала содержит исключительно криволинейные участки. При этом минимальный радиус кривизны составляет предпочтительно, по меньшей мере, 5 мм, особенно предпочтительно, по меньшей мере, 10 мм. Предпочтительно контур областей отверстий для ног содержит криволинейные участки с различным радиусом кривизны.
Далее, оказалось предпочтительным образование передних и/или задних боковых участков из нетканого материала. Особенно пригодными являются, в частности, все нетканые материалы, содержащие, по меньшей мере, один рецептурный компонент на основе термопластичного полимера. Нетканые материалы могут содержать волокна из полиэтилена, полипропилена, полиэтилентерефталата, вискозы, целлюлозы, полиамида и смеси этих волокон. Возможно и выгодно также использование двухкомпонентных и многокомпонентных волокон. Выгодны, в частности, полученные чесаньем нетканые материалы, фильерные нетканые материалы, нетканые материалы, полученные обработкой водяной струей, нетканые материалы SM, нетканые материалы SMS, нетканые материалы SMMS или ламинаты (слоистые материалы) из одного или нескольких этих нетканых материалов. При этом литерой S обозначается способ формования волокна с эжекцией высокоскоростным потоком воздуха, а литерой М - слои нетканых материалов, полученные аэродинамическим способом из расплава. Особенно предпочтительны фильерные нетканые материалы, поскольку они имеют высокую прочность в продольном и поперечном направлениях и поэтому особенно хорошо могут выдерживать срезающие усилия, которым они могут подвергаться от зацепления с механическими вспомогательными устройствами крепления при их наличии. Для предотвращения выдергивания волокон из комбинированного нетканого материала при отсоединении механических вспомогательных устройств крепления предпочтительно снабдить компоненты нетканого материала тисненым рисунком, посредством которого предпочтительно связываются все волокна комбинированного нетканого материала. В этом случае особенно предпочтителен рисунок, полученный термическим тиснением, который особенно предпочтительно создается обработкой нетканого материала каландром с подводом тепловой энергии.
Далее, предпочтительно рядом с продольными кромками адсорбирующего тела к главной части присоединены первые эластичные элементы с компонентой в продольном направлении. Эти эластичные элементы могут проходить точно, то есть прямолинейно в продольном направлении или, что особенно предпочтительно, может быть предусмотрен их ход по контуру вдоль отверстий для ног. В этом случае эластичные элементы принимают изогнутый ход вдоль отверстий для ног. В частном решении по развитию изобретательской идеи предусмотрено, что эластичные элементы не заходят в боковые участки, а ограничены расположением в пределах главной части. Далее, к полотнищу главных частей могут быть присоединены проходящие в первом продольном направлении вторые эластичные элементы, в частности, так называемые манжетные элементы, известные, например, из патентного документа ЕР 0263720 А1. Эти предпочтительно выступающие вторые эластичные элементы в определенной степени обрамляют центр главной части или адсорбирующего тела. Они могут быть предусмотрены в области кромок адсорбирующего тела и могут проходить внутри или снаружи кромок адсорбирующего тела. Они образуют защиту адсорбирующего одноразового подгузника от бокового вытекания.
В следующем предпочтительном примере осуществления изобретения боковые участки имеют внутреннюю сторону и наружную сторону, причем задние боковые участки снабжены средствами крепления, в частности, с механическими вспомогательными устройствами крепления, при этом для закрепления адсорбирующего одноразового подгузника на теле человека согласно назначению средства крепления выполнены с возможностью разъемного крепления, по меньшей мере, частично своими областями как на наружной стороне задних боковых участков, так и на наружной стороне передних боковых участков. В решении по дальнейшему развитию изобретательской идеи предусмотрено, что для закрепления одноразового подгузника на теле человека согласно назначению средства крепления выполнены с возможностью разъемного крепления, по меньшей мере, частично своими областями как на наружной стороне главной части, так и на наружной стороне передних боковых участков, при этом удерживающие силы между средствами крепления и наружной стороной передних боковых участков предпочтительно больше, чем удерживающие силы между средствами крепления и наружной стороной главной части. Это также дает пользователю возможность во многих случаях закреплять средства крепления на передних боковых участках.
Предпочтительно наружная сторона главной части адсорбирующего одноразового подгузника, по меньшей мере, в своих областях, но в частности полностью, образована нетканым материалом. Это придает адсорбирующему одноразовому подгузнику «текстильный» вид. В таком случае предпочтительно защитный слой главной части образован из ламината нетканого материала с пленкой, причем нетканый материал предназначен для расположения обращенным наружу, а пленка - обращенной внутрь к адсорбирующему телу, так что нетканый материал образует наружную сторону главной части. За счет этого обеспечивается, с одной стороны, непроницаемость главной части для жидкостей и, с другой стороны, комфортный характер подгузника в отношении кожи пользователя. Предпочтительно в этом случае пленка образована из однослойной или многослойной непроницаемой для жидкости, но в то же время предпочтительно воздухопроницаемой пленки. При этом воздухопроницаемость передних и/или задних боковых участков предпочтительно больше, чем воздухопроницаемость защитного слоя ламината с пленкой, образующего защитный слой одноразового подгузника.
Предпочтительно задние боковые участки отличаются от передних боковых участков в отношении, по меньшей мере, одной, в частности, по меньшей мере, двух, далее в частности, по меньшей мере, трех и далее в частности, по меньшей мере, четырех основных характеристик, выбранных из группы, содержащей вид материала, вес единицы площади, воздухопроницаемость, плотность, эластичность, сила крепления, протяженность площади, толщина, цвет.
Вид материала: В особенности в том случае, когда оба компонента боковых участков образованы из нетканого материала, оказалось предпочтительным, когда, например, передние боковые участки образованы из более мягкого, более комфортного для кожи нетканого материала, чем задние боковые участки, поскольку передние боковые участки при наложении подгузника на тело в соответствии с назначением оказываются лежащими внутри. Далее, может быть предпочтительно образование задних боковых участков из более прочного на растяжение материала, так как средства крепления предпочтительно укреплены на задних боковых участках и при наложении подгузника они передают на эти боковые участки высокие тяговые усилия. Предпочтительная дифференциация в отношении вида материала может быть реализована за счет вида используемого волокна, способа изготовления нетканого материала или за счет образования ламината (слоистого материала).
Вес единицы площади: Указанные выше требования могут достигаться предпочтительно, по меньшей мере, частично посредством дифференциации веса единицы площади, измеренного в г/м2. Предпочтительно вес единицы площади передних боковых участков отличается от веса единицы площади задних боковых участков, по меньшей мере, на 10%, предпочтительно, по меньшей мере, на 20% и еще более предпочтительно, по меньшей мере, на 30%. Вес единицы площади передних и/или задних боковых участков предпочтительно составляет от 15 до 60 г/м2, более предпочтительно от 20 до 45 г/м2, более предпочтительно от 25 до 40 г/м2 и еще более предпочтительно от 28 до 35 г/м2.
Воздухопроницаемость: Предпочтительно передние и/или задние боковые участки образованы проницаемым для воздуха и/или для водяного пара нетканым материалом. Поскольку субъективное восприятие в отношении комфорта носки различно для различных целевых групп (например, лежачие пациенты и ходячие пациенты), может быть предпочтительно обеспечить более высокую воздухопроницаемость либо передних, либо задних боковых участков. Предпочтительно, измеренная как проницаемость для водяного пара согласно стандарту DIN 53 122-1 (издание 2001-08) воздухопроницаемость передних боковых участков отличается от воздухопроницаемости задних боковых участков, по меньшей мере, на 5%, предпочтительно, по меньшей мере, на 10% и еще более предпочтительно, по меньшей мере, на 20%. При этом предпочтительно воздухопроницаемость передних и/или задних боковых участков составляет, по меньшей мере, 1000 г/м2/24 ч, более предпочтительно, по меньшей мере 1500 г/м2/24 ч, и еще более предпочтительно, по меньшей мере, 2000 г/м2/24 ч.
Плотность и толщина: Субъективно воспринимаемая мягкость материала боковых участков и вместе с ней существенная составляющая комфорта носки может выгодным образом регулироваться посредством дифференциации плотности и/или толщины материала. Предпочтительно измеренная в миллиметрах толщина, определяемая при испытательном давлении 0,5 кПа, и/или измеренная в г/см2 плотность, определяемая из величин веса единицы площади и толщины материала, на передних боковых участках отличается от задних боковых участков, по меньшей мере, на 15%, предпочтительно, по меньшей мере, на 20% и еще более предпочтительно, по меньшей мере, на 25%.
Эластичность: Под растяжением в данном случае имеется в виду отношение между увеличением длины бокового участка адсорбирующего одноразового подгузника под действием силы и первоначальной длиной. При эксплуатации таких одноразовых подгузников на боковые участки особенно воздействуют силы в окружном направлении, то есть в поперечном направлении подгузника. Таким образом, под характеристикой эластичности имеется в виду степень растяжения бокового участка под действием силы в поперечном направлении подгузника. Это означает, что чем больше степень растяжения, тем выше эластичность. Предпочтительно при обычном воздействии сил при эксплуатации задний боковой участок имеет более высокую эластичность, чем передний боковой участок. Согласно описанному в патентном документе DE 102005048868 А1 методу испытаний при воздействии силы величиной 45 Н задний боковой участок имеет более высокое растяжение, чем передний боковой участок. Предпочтительно при воздействии силы величиной 45 Н задний боковой участок подвергается растяжению, по меньшей мере, на 20%, предпочтительно, по меньшей мере, на 25% и еще более предпочтительно, по меньшей мере, на 30%. В отличие от него передний боковой участок при воздействии силы величиной 45 Н подвергается максимальному растяжению на 15%, предпочтительно максимум на 10% и еще более предпочтительно максимум на 8%. Предпочтительно, по меньшей мере, задний боковой участок может эластично растягиваться, по меньшей мере, в поперечном направлении. Боковой участок считается эластичным, если при кратковременном воздействии силы возможно его растяжение, по меньшей мере, на 40%, а при снятии этой силы остается растяжение (остаточное растяжение) не более 20%. В предпочтительном решении по развитию изобретения эластичность заднего бокового участка в поперечном направлении составляет, по меньшей мере, 40%, предпочтительно, по меньшей мере, 50%. Согласно дальнейшей изобретательской идее абсолютный размер эластичного растяжения заднего бокового участка составляет, по меньшей мере, 3 см, предпочтительно, по меньшей мере, 5 см и еще более предпочтительно, по меньшей мере, 7 см.
Сила крепления: Под силой крепления боковых участков имеется в виду удерживающая сила между средствами крепления задних боковых участков и наружной стороной боковых участков. При этом предпочтительно удерживающая сила между средствами крепления и наружной стороной задних боковых участков меньше, чем удерживающая сила между средствами крепления и наружной стороной передних боковых участков. Это выгодным образом приводит к тому, что пользователь предпочтительно закрепляет средства крепления на передних боковых участках, что значительно улучшает покрой подгузника и комфорт носки. Упомянутые выше или упоминаемые впоследствии удерживающие силы предпочтительно определяются в качестве окружных по животу удерживающих сил. Окружные по животу удерживающие силы подлежат определению согласно методу испытаний, описанному в патентном документе ЕР 1915977 А1. Удерживающие силы в качестве окружных по животу удерживающих сил, создаваемых между средствами крепления, снабженными, в частности, механическими вспомогательными устройствами крепления, и наружной стороной передних боковых участков составляют от 58 до 90 Н/25 мм, предпочтительно от 60 до 80 Н/25 мм. Удерживающие силы в качестве окружных по животу удерживающих сил, создаваемых между средствами крепления, снабженными, в частности, механическими вспомогательными устройствами крепления и наружной стороной задних боковых участков предпочтительно меньше окружных по животу удерживающих сил между средствами крепления и передними боковыми участками, тем не менее, они составляют предпочтительно, по меньшей мере, 15 Н/25 мм, еще более предпочтительно, по меньшей мере, 30 Н/25 мм.
Предпочтительно механические вспомогательные устройства крепления содержат известные сами по себе элементы велкро. В другом примере осуществления предусмотрено, что, по меньшей мере, одно средство крепления, а предпочтительно все средства крепления содержат, кроме того, клейкое вспомогательное устройство крепления, в частности, самоклеящуюся зону, например, такую, как описана в патентном документе ЕР 1915977 А1.
Протяженность площади: В решении по развитию изобретения показало себя выгодным, когда задние боковые участки имеют большую протяженность площади, предпочтительно, по меньшей мере, на 10%, предпочтительно, по меньшей мере, на 15% больше, чем передние боковые участки. В частности, длина задних боковых участков, то есть их протяженность в продольном направлении подгузника, может составлять, по меньшей мере, 10 см, предпочтительно, по меньшей мере, 15 см, далее предпочтительно, по меньшей мере, 18 см и еще более предпочтительно, по меньшей мере, 22 см. Далее, показало себя выгодным решение, в котором, длина задних боковых участков составляет, по меньшей мере, 10%, предпочтительно, по меньшей мере, 15%, еще более предпочтительно, по меньшей мере, 20% и еще более предпочтительно, по меньшей мере, 22% общей длины адсорбирующего одноразового подгузника. Предпочтительно общая длина адсорбирующего одноразового подгузника составляет от 50 до 120 см, более предпочтительно от 60 до 110 см и еще более предпочтительно от 70 до 110 см. Далее, предпочтительно передние боковые участки имеют продольную протяженность меньше, чем задние боковые участки, по меньшей мере, на 5%, более предпочтительно, по меньшей мере, на 10%, еще более предпочтительно, по меньшей мере, на 15% и еще более предпочтительно не более чем на 50%. В решении по развитию изобретения показало себя выгодным, когда ширина боковых участков, то есть протяженность боковых участков за пределы боковых кромок главной части, составляет от 10 до 40 см, предпочтительно, от 12 до 30 см и еще более предпочтительно от 13 до 25 см. Предпочтительно передние боковые участки имеют такую же ширину, как задние боковые участки.
Цвет: Наконец, может быть выгодно, когда передние боковые участки отличаются от задних боковых участков по цвету. Это также может подсказать пользователю функцию передних боковых участков в качестве предпочтительной посадочной площадки для средств крепления.
Другие признаки, особенности и преимущества изобретения будут ясны из пунктов формулы изобретения и последующего описания.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Далее со ссылками на прилагаемые чертежи будут подробно описаны предпочтительные примеры осуществления изобретения. На чертежах:
фиг.1 изображает на виде сверху изготовленный способом по изобретению адсорбирующий одноразовый подгузник со стороны, обращенной наружу от тела,
фиг.2 изображает на виде сверху часть обращенной наружу от тела стороны изготовленного способом по изобретению адсорбирующего одноразового подгузника по фиг.1 с уже сложенными боковыми участками,
фиг.3 схематично иллюстрирует способ изготовления по изобретению,
фиг.4 изображает в увеличенном виде показанное на фиг.3 плоское полотнище материала после выполнения первой выемки материала и перед сложением плоского полотнища материала,
фиг.5 иллюстрирует другой вариант способа изготовления по изобретению.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 показана наружная сторона, то есть обращенная наружу от тела сторона изготовленного способом по изобретению адсорбирующего одноразового подгузника 2 открытого типа в развернутом виде. Адсорбирующий одноразовый подгузник 2 содержит главную часть 4 с передней областью 6, задней областью 8 и расположенной между ними в продольном направлении промежностной областью 10. Кроме того, показано адсорбирующее тело 12, которое обычно расположено между образующими основу материалами главной части 4, то есть между проницаемым для жидкости, образованным из нетканого материала верхним слоем 11 и по существу непроницаемым для жидкости, образованным из пленочного материала защитным слоем 13 главной части 4. Защитный слой 13 может быть образован также из непроницаемого для жидкости нетканого материала или из ламината нетканого материала с пленкой, при этом в данном случае нетканый слой расположен снаружи, а пленочный слой расположен внутри и обращен к адсорбирующему телу. Это придает одноразовому подгузнику 2 «текстильный» вид. Сбоку рядом с продольными кромками адсорбирующего тела 12 между верхним слоем 11 и защитным слоем 13 к главной части 4 прикреплены первые эластичные элементы 60. Эластичные элементы 60 проходят по существу в продольном направлении, то есть со значительной компонентой в продольном направлении, при этом они принимают изогнутый ход вдоль участков областей отверстий для ног главной части 4, относящихся к промежностной области 10.
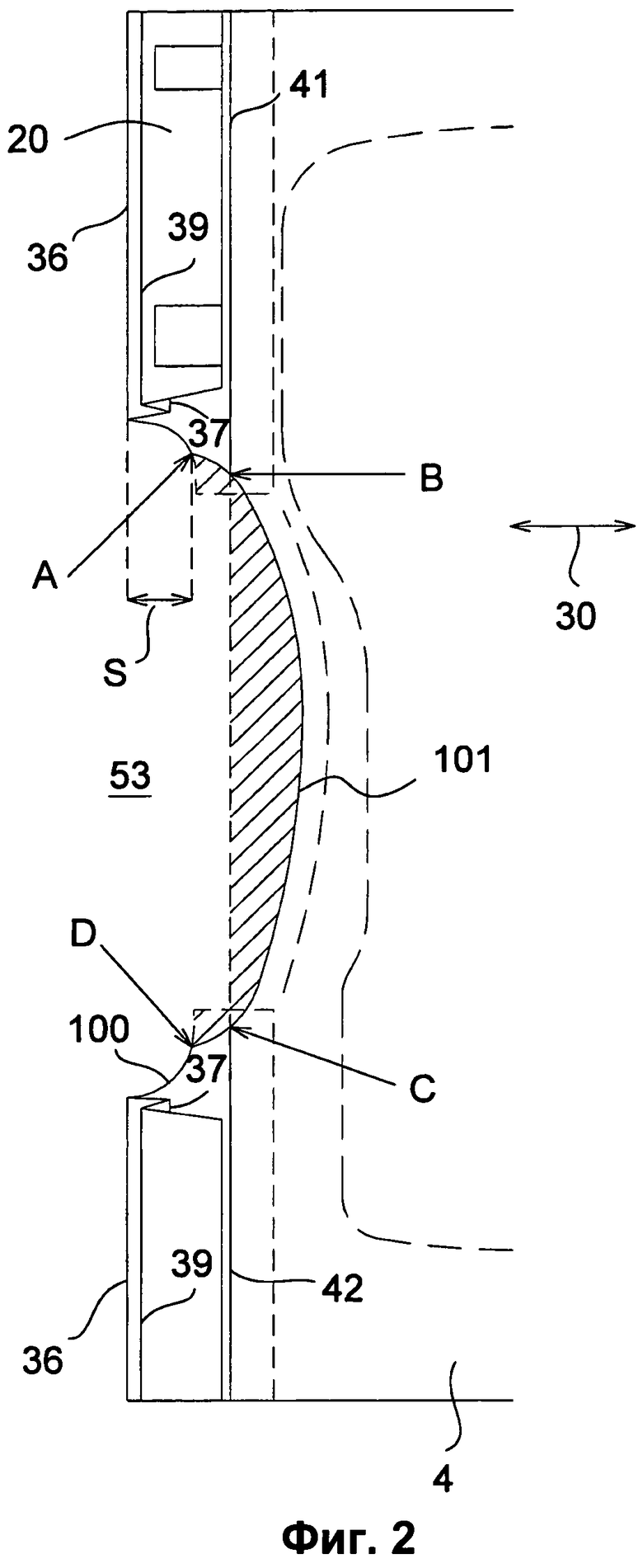
Далее, адсорбирующий одноразовый подгузник 2 содержит передние боковые участки 22 и задние боковые участки 20, которые присоединены к главной части 4 с двух сторон в качестве отдельных компонентов предпочтительно на основе нетканого материала. В области 18 перекрытия боковые участки 20, 22 неразъемно соединены с образующими основу материалами главной части 4, то есть, например, с защитным слоем 13 и/или с верхним слоем 11. Боковые участки 20, 22 проходят наружу за передние и задние продольные кромки 42, 41 главной части в поперечном направлении 30. В контексте изобретения под передними и задними продольными кромками 42, 41 главной части имеются в виду те продольные кромочные области главной части, к которым присоединены боковые участки и за которые они выступают наружу. При этом продольная протяженность передних и задних боковых кромок 42, 41 главной части определяет также продольную протяженность передней области 6 и задней области 8 адсорбирующего одноразового подгузника 2, как это видно на фиг.1. Для того, чтобы не перегружать фиг.1, положение первых, вторых и третьих линий 36, 37, 39 сгиба показано только на левом заднем боковом участке 20. На фиг.2, которая будет более подробно рассмотрена ниже, показана левая половина подгузника с w-образно сложенными боковыми участками 20, 22. Далее эту сложенную конфигурацию складывают в готовую для использования конфигурацию по следующей линии сгиба, которая проходит примерно вдоль продольной кромки главной части 4, с наложением внутрь на обращенную к телу сторону главной части (не показано).
Боковые участки 20, 22 предусмотрены и предназначены для того, чтобы в наложенном состоянии адсорбирующего одноразового подгузника 2 соединяться друг с другом и образовывать сплошную набедренную область гигиенического изделия в окружном направлении. При этом друг с другом соединяются боковые участки 20, 22, предусмотренные на одной стороне главной части 4. Для этого на задних боковых участках 20 предусмотрены предпочтительно механические средства 32 крепления, в частности с механическими застежками велкро, которые накладываются и разъемно соединяются с наружной стороной переднего и заднего боковых участков 20, 22. Предпочтительно кроме того средства крепления могут разъемно накладываться на наружную сторону главной части. Для этого, по меньшей мере, на наружной стороне передних боковых участков имеется схематично показанный на фиг.1 тисненый рисунок 14. Полученные тиснением горячим каландром соединительные области образованы множеством линий, а именно двумя группами параллельных линий в пределах одной группы, причем линии одной группы пересекаются с линиями другой группы под углом 33° для образования регулярного рисунка из ромбов, так что расположенные островками и соединенные друг с другом ромбовидные петлевые области 15 окружены линейными соединительными областями 16. В представленном случае образующие соединительные области 16 линии имеют толщину 1,0 мм и глубину тиснения 0,6 мм. Расстояние между двумя смежными параллельными линиями в двух группах линий составляет 4,7 мм. Площадь тиснения, то есть сумма площадей всех соединительных областей 16, отнесенная к общей площади тисненого рисунка (соединительные области + петлевые области), составляет 32%. Средства 32 крепления задних боковых участков 20 надежно входят в зацепление с петлевыми областями 15. Окружные по животу удерживающие силы между средствами 32 крепления и наружной стороной передних боковых участков 22 предпочтительно составляют, по меньшей мере, 58 Н/25 мм. Как передние боковые участки 22, так и задние боковые участки 20 образованы из нетканого материала, в представленном случае из полипропиленового фильерного нетканого материала. Вес единицы площади нетканого материала передних боковых участков составляет 30 г/м2. Прочность образующих нетканый материал волокон составляет 2 дтекс.
Как видно на фиг.1, кроме того, задние боковые участки 20 имеют большую протяженность площади по сравнению с передними боковыми участками 22.
Передние и задние боковые участки 20, 22 имеют на своих обращенных к промежности кромках 17 контурные области вырезов для ног. В свою очередь эти контурные области вырезов для ног боковых участков 20, 22 содержат наружный частичный участок 27 и внутренний частичный участок 28. Наружный частичный участок 27 проходит от соответствующей продольной кромки бокового участка до точки А (для заднего бокового участка 20) или до точки D (для переднего бокового участка 22). Доходящая до этой точки А и D примыкающая к главной части 4 область образует соответствующий внутренний частичный участок 28. Далее он непрерывно переходит в соответствующую область выреза для ног главной части 4. В определенной степени точки А и D представляют точку небольшой прерывистости в остальном непрерывного, в частности, криволинейного контура областей вырезов для ног. Этот контур областей вырезов для ног в боковых участках образован вследствие способа изготовления по изобретению, который будет подробно описан дальше, и для образования первой и второй выемки материала включает операции резки вдоль первой линии 100 резки и второй линии 101 резки.
Для изготовления данного подгузника 2 целесообразно, чтобы образующее боковые участки 20, 22 полотнище материала подавалось бесконечно в продольном направлении. Применимый для этого способ изготовления по изобретению будет описан со ссылкой на фиг.3.
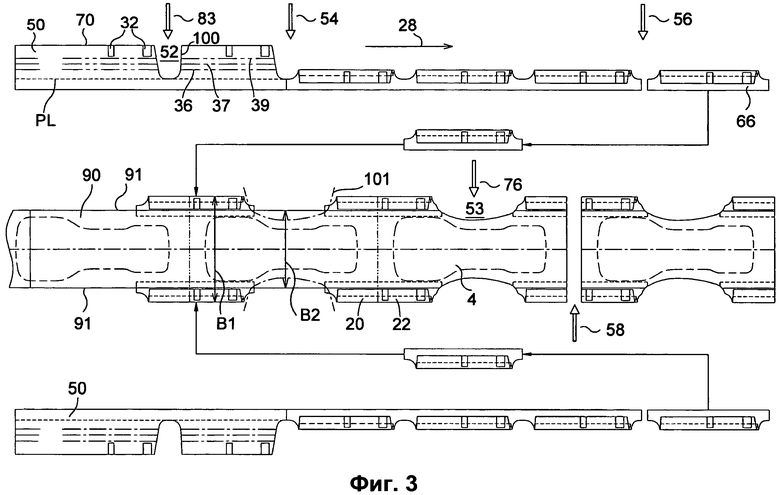
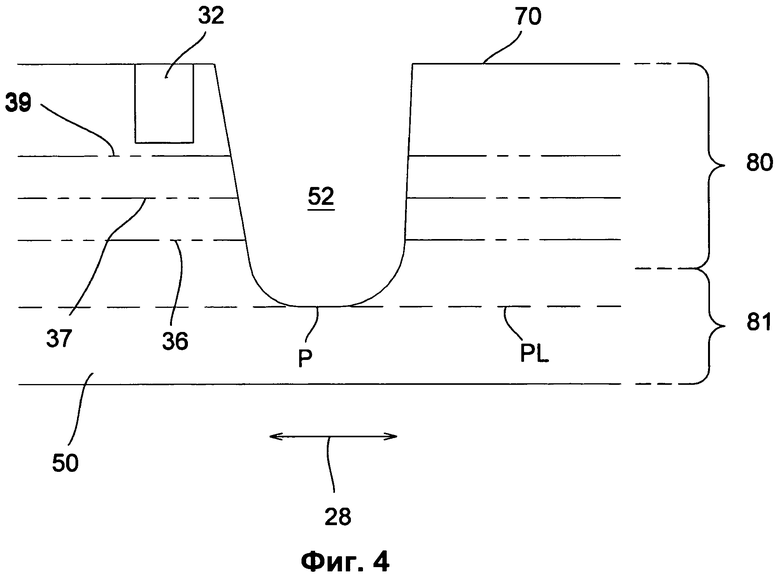
На фиг.3 схематично показаны подача и формообразование двух плоских полотнищ 50 материала, из которых образуют правые и левые, передние и задние боковые участки 20, 22 подгузника 2. Плоские полотнища 50 материала подают в продольном направлении 28 (продольное изготовление). Для образования частичных участков будущего контура боковых участков 20, 22 на обращенной к промежностной области 10 стороне на соответствующей боковой кромке 70 плоских полотнищ 50 материала выполняют первые выемки 52 материала с помощью инструмента для отделения, предпочтительно с помощью вращающегося ножевого вала. Эту операцию производят в первом пункте 83 резки вдоль первой линии 100 резки. Увеличенный частичный вид плоского полотнища 50 материала с выемкой 52 материала показан на фиг.4. На чертеже видно, что воображаемая параллель PL продольному направлению 28, которая в точке Р достигает максимальной протяженности выреза поперечно продольному направлению 28, определяет наружную частичную область 80, в которой расположены выемки 52 материала и внутреннюю частичную область 81 полотнища.
Перед образованием выемок 52 материала или после него по направлению изготовления между двумя следующими друг за другом выемками 52 материала накладывают средства 32 крепления. При этом может идти речь об известных средствах 32 крепления типа клейких средств и/или средств механического сцепления, например, в виде закрепляющих лент в форме полос.
В пункте 54 сложения плоские полотнища 50 материала складывают, начиная снаружи, по трем проходящим в продольном направлении 28 линиям 36, 37, 39 сгиба с наложением на самих себя с образованием w-образного сложения. При этом согласно изобретению предусмотрено, что первая линия 36 сгиба, то есть самая внутренняя линия сгиба, проходит внутри соответствующей наружной частичной области 80. Вторая линия 37 сгиба расположена ближе к боковой кромке 70, чем первая линия 36 сгиба, а третья линия 39 сгиба расположена ближе к боковой кромке 70, чем вторая линия 37 сгиба. Таким образом, последующие линии 37, 39 сгиба также проходят внутри частичной области 80. При необходимости наложенные друг на друга частичные участки плоского полотнища материала разъемно фиксируют друг на друге.
В соответствующем пункте 56 разделения все еще непрерывные в продольном направлении плоские полотнища 50 материала разделяют поперечно продольному направлению 28 на отрезки 66 материала. Предпочтительно разделение поперечно продольному направлению производят в области максимальной протяженности участка, образующего первую выемку. Далее эти отрезки 66 материала накладывают на полотнище 90 главной части, которое также подается в продольном направлении, и в описанном выше сложенном состоянии неразъемно закрепляют на участках продольных кромок будущей главной части 4 для образования боковых участков 20, 22. Теперь все еще непрерывное полотнище подгузников имеет в области сложенных боковых участков максимальную ширину В1 (протяженность поперечно продольному направлению), равную 510 мм; в области промежности минимальная ширина В2 составляет 330 мм. Таким образом, в представленном случае соотношение ширин составляет 1,55, то есть оно достаточно мало, чтобы еще не готовое полотнище подгузников надежно и точно подавать дальше с высокой скоростью и подвергать машинной обработке.
Отделение отрезков 66 материала, их подача к полотнищу 90 главной части и последующее присоединение отрезков 66 материала к двум боковым кромкам полотнища 90 главной части предпочтительно осуществляют с помощью известных специалисту в данной области и не показанных на фиг.3 устройств, называемых Slip-Cut Unit или Cut-and-place Unit (автоматических устройств резки, подачи и позиционирования).
Схематично показанные на фиг.3 отрезки 66 материала, полученные после отделения от бесконечных плоских полотнищ 50 материала, могут образовывать боковые участки для одного подгузника. Однако более выгодно, как это показано на фиг.3, чтобы этот отрезок материала образовывал боковые участки для двух подгузников, подаваемых друг за другом в продольном направлении 28 или в направлении производства. В последнем случае предпочтительно и целесообразно разделять боковые участки вместе с заключительным отделением подгузников от бесконечного полотнища также поперечно продольному направлению в пункте разделения, как это будет описано ниже. На схеме видно, что отрезки 66 материала для образования боковых участков 20, 22 прикрепляют к бесконечному полотнищу 90, образующему главные части 4 подгузников. Каждый отрезок 66 материала содержит соответствующие боковые участки 20, 22 двух подгузников, подаваемых в продольном направлении 28 или в направлении производства. В процессе изготовления по фиг.3 подгузники изготавливают таким образом, что в следующих друг за другом в продольном направлении 28 подгузниках задняя область 8 одного подгузника примыкает к передней области 6 другого подгузника.
Возможен и предпочтителен вариант, в котором в процессе изготовления используются до четырех плоских полотнищ материала, показанных на фиг.3. При этом одно плоское полотнище материала может образовывать соответственно задние или передние левые или задние или передние правые боковые участки. В этом случае для образования боковых участков в передней и задней области могут использоваться различные материалы полотнищ.
На следующем этапе способа, также показанном на фиг.3, в следующем пункте 76 резки выполняют вторые выемки 53 материала вдоль второй линии 101 резки При этом вторая линия 101 резки захватывает боковые участки 20, 22 и соответствующую продольную кромку 91 полотнища 90 главной части подгузника, причем вторая линия 101 резки пересекает первую линию 100 резки таким образом, что вторая линия 101 резки не проходит через первую линию сгиба передних и задних боковых участков 20, 22.
При этой второй выемке 53 материала контур отверстия для ноги принимает свою окончательную форму. На фиг.3 ход второй выемки материала, выполненной на данном этапе способа, схематично показан штрихпунктирной линией 101 второй линии резки в подгузнике, находящемся непосредственно перед пунктом 76 разделения. Кроме того, ход этой линии 101 резки подробно показан на фиг.2. Вторые выемки 53 материала выполняют вдоль второй линии 101 резки, которая проходит, начиная от точки А на первой линии 100 резки заднего бокового участка 20, то есть от точки, в которой линии 100, 101 пересекаются в первый раз, и затем по кривой внутрь в направлении к промежностной области 10 вначале до точки В задней боковой кромки 41 главной части 4, а затем внутрь главной части 4. Далее вторая линия 101 резки проходит через промежностную область 10 вдоль продольной кромки главной части 4, предпочтительно не захватывая эластичные элементы 60 и адсорбирующее тело 12, и затем по кривой наружу через точку С передней боковой кромки 42 главной части 4 и наконец до точки D на первой линии 100 резки переднего бокового участка 22, то есть до точки, в которой линии 100, 101 пересекаются вновь. Описанный ход линии 101 резки не должен означать, что этап способа по выполнению выреза должен действительно начинаться в точке А. Само собой разумеется, что операция резки может начинаться в точке D и затем продолжаться через точки С и В до точки А. Разрез может начинаться также в любой другой точке на описанной линии 101 резки и затем выполняться в обоих направлениях. В каждом случае результатом должен быть ход линии 101 резки, описанный со ссылкой на фиг.2.
Точки А и D отстоят в поперечном направлении 30 внутрь, то есть в направлении к главной части 4 подгузника 2, от соответствующей первой линии 36 сгиба на расстояние S от 4 до 10 мм, так что вторая линия 101 резки не захватывает соответствующую первую линию 36 сгиба боковых участков 20, 22. Также и другие линии 37, 39 сгиба не захватываются второй линией 101 резки. Вырезанные части материала боковых участков 20, 22 и главной части 4 показаны на фиг.2 заштрихованными площадями. В результате получают описанный со ссылкой на фиг.1 контур вырезов для ног с внутренними и наружными частичными участками 27, 28 в области боковых участков 20, 22 и лежащей между ними областью выреза для ноги в главной части 4.
В заключение в пункте 58 разделения подгузников (фиг.3) выполняют разделение до тех пор бесконечного полотнища подгузников поперечно его продольному направлению, при этом боковые участки впервые одновременно с разделяющим разрезом разделяются на передние и задние боковые участки 20, 22.
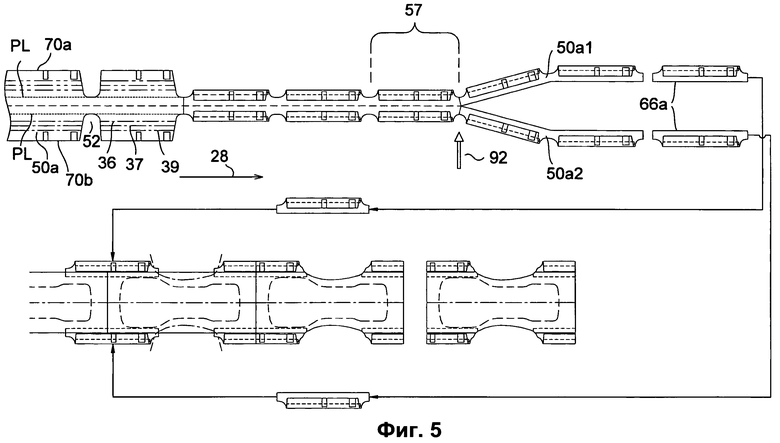
Как показано на фиг.5, возможен и предпочтителен вариант осуществления, в котором плоское полотнище 50а материала выполнено пригодным для двойного использования таким образом, что из одного продольного участка 57 плоского полотнища 50а материала получают два отрезка 66а материала. При этом первые выемки 52 материала и сложение плоского полотнища 50а материала выполняют с двух сторон, то есть на первой продольной кромке 70а и на второй продольной кромке 70b, а в пункте 92 разделения плоское полотнище 50а материала разделяют в продольном направлении еще до того, как отрезки 66а материала отделяют от полученных частичных полотнищ 50а1, 50а2. В этом случае, как показано на фиг.5, одно частичное полотнище служит для образования правых боковых участков, а другое частичное полотнище - для образования левых боковых участков. При этом плоское полотнище материала может быть разделено в продольном направлении после образования первых выемок материала и сложения плоского полотнища материала, как это показано на схеме, или это разделение может производиться на предварительном этапе способа. На фиг.5 использованы цифровые обозначения, которые обозначают компоненты, аналогичные компонентам на фиг.3 и 4.
За счет способа по изобретению достигается возможность устойчивого направления и обработки еще не готового полотнища подгузников с уже прикрепленными боковыми участками в высокоскоростных машинах для изготовления подгузников. В этом заключается существенное улучшение способа изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АДСОРБИРУЮЩЕГО ОДНОРАЗОВОГО ПОДГУЗНИКА | 2009 |
|
RU2518212C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВОГО ИСПОЛЬЗУЕМОГО ПРИ НЕДЕРЖАНИИ ПОДГУЗНИКА, ИМЕЮЩЕГО ОКОНТУРЕННЫЕ БОКОВЫЕ ЧАСТИ ПОДГУЗНИКА | 2011 |
|
RU2569597C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СКЛАДКИ | 2010 |
|
RU2530862C2 |
| АБСОРБИРУЮЩИЙ ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2008 |
|
RU2481811C2 |
| АБСОРБИРУЮЩИЙ ОДНОРАЗОВЫЙ ИСПОЛЬЗУЕМЫЙ ПРИ НЕДЕРЖАНИИ ПОДГУЗНИК, ИМЕЮЩИЙ БОКОВЫЕ ЧАСТИ | 2011 |
|
RU2558515C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СКЛАДКИ | 2010 |
|
RU2534973C2 |
| ОДНОРАЗОВЫЙ АДСОРБИРУЮЩИЙ ИСПОЛЬЗУЕМЫЙ ПРИ НЕДЕРЖАНИИ ПОДГУЗНИК, ИМЕЮЩИЙ БОКОВЫЕ ЧАСТИ | 2010 |
|
RU2536551C2 |
| ОДНОРАЗОВЫЙ АДСОРБИРУЮЩИЙ ИСПОЛЬЗУЕМЫЙ ПРИ НЕДЕРЖАНИИ ПОДГУЗНИК, ИМЕЮЩИЙ БОКОВЫЕ ЧАСТИ | 2010 |
|
RU2531885C2 |
| ИСПОЛЬЗУЕМОЕ ПРИ НЕДЕРЖАНИИ ИЗДЕЛИЕ В ФОРМЕ ТРУСОВ | 2009 |
|
RU2477990C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ СЛОЖЕННЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ И УПАКОВКА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2012 |
|
RU2609724C2 |
За счет способа по изобретению достигается возможность устойчивого направления и обработки еще неготового полотнища подгузников с уже прикрепленными боковыми участками в высокоскоростных машинах для изготовления подгузников. В этом заключается существенное улучшение способа изготовления. Изобретение относится к способу изготовления адсорбирующих одноразовых подгузников (2) открытого типа с главной частью (4), содержащей переднюю область (6) с передними боковыми продольными кромками (42), заднюю область (8) с задними боковыми продольными кромками (41) и расположенную между ними в продольном направлении (28), предназначенную для наложения между ногами пользователя промежностную область (10). Главная часть (4) содержит адсорбирующее тело (12), и с соединенными с двух сторон с задней областью (8) задними боковыми участками (20) и с соединенными с двух сторон с передней областью (6) передними боковыми участками (22), которые проходят в поперечном направлении (30) наружу за боковые передние и задние продольные кромки (42, 41) главной части (4) и в наложенном состоянии адсорбирующего одноразового подгузника (2) соединяют друг с другом переднюю область (6) и заднюю область (8). Для образования областей вырезов для ног боковые участки (20, 22), по меньшей мере, на обращенных к промежностной области (10) кромках выполнены проходящими косо к продольному направлению (28) или криволинейными, а главная часть (4), по меньшей мере, в промежностной области выполнена в форме песочных часов, при этом способ включает следующие этапы: подача бесконечного плоского полотнища (50, 50а) материала в продольном направлении (28) для изготовления отрезков (66, 66а) материала для образования боковых участков (20, 22), выполнение первых выемок (52) материала вдоль первой линии (100) резки на боковой кромке (70, 70а, 70b) плоского полотнища (50, 50а) материала для образования контурных вырезов в плоском полотнище (50, 50а) материала, причем воображаемая параллель PL продольному направлению, которая в точке Р достигает максимальной протяженности выреза поперечно продольному направлению (28), определяет наружную частичную область (80), и внутреннюю частичную область (81) плоского полотнища (50) материала. Складывание плоского полотнища (50, 50а) материала, по меньшей мере, по проходящей в продольном направлении (28) первой линии (36) сгиба, причем линия (36) сгиба проходит внутри наружной частичной области (80), отделение продольных отрезков сложенного плоского полотнища (50, 50а) материала для соответствующего образования отрезков (66, 66а) материала, неразъемное закрепление отрезков (66, 66а) материала на соответствующей продольной кромке (91) полотнища (90) главных частей подгузников для образования боковых участков (20, 22), выполнение вторых выемок (53) материала вдоль второй линии (101) резки, причем вторая линия (101) резки захватывает боковые участки (20, 22) и соответствующую продольную кромку (91) полотнища (90) главных частей подгузников, при этом вторая линия (101) резки пересекает первую линию (100) резки таким образом, что вторая линия (101) резки не проходит через первую линию (36) сгиба передних и задних боковых участков (20, 22). 14 з.п. ф-лы, 5 ил.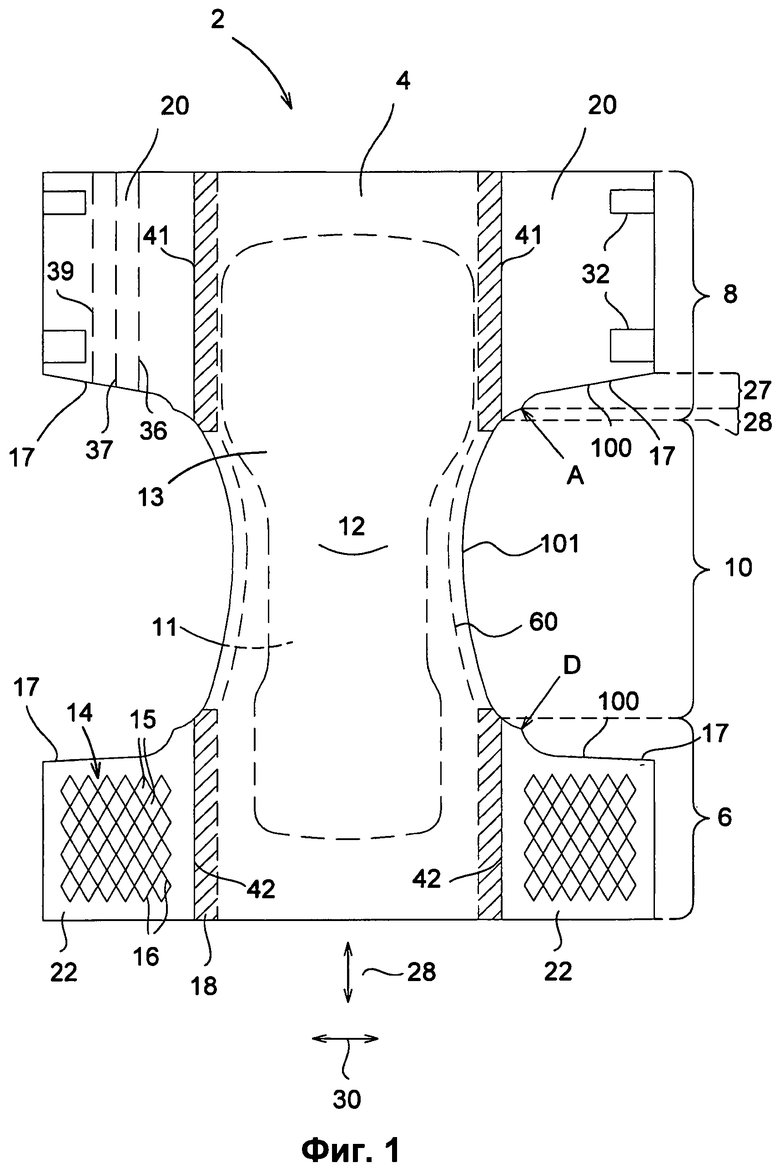
1. Способ изготовления адсорбирующих одноразовых подгузников (2) открытого типа с главной частью (4), содержащей переднюю область (6) с передними боковыми продольными кромками (42), заднюю область (8) с задними боковыми продольными кромками (41) и расположенную между ними в продольном направлении (28), предназначенную для наложения между ногами пользователя промежностную область (10), причем главная часть (4) содержит адсорбирующее тело (12), и с соединенными с двух сторон с задней областью (8) задними боковыми участками (20) и с соединенными с двух сторон с передней областью (6) передними боковыми участками (22), которые проходят в поперечном направлении (30) наружу за боковые передние и задние продольные кромки (42, 41) главной части (4) и в наложенном состоянии адсорбирующего одноразового подгузника (2) соединяют друг с другом переднюю область (6) и заднюю область (8),
при этом для образования областей вырезов для ног боковые участки (20, 22), по меньшей мере, на обращенных к промежностной области (10) кромках выполнены проходящими косо к продольному направлению (28) или криволинейными, а главная часть (4), по меньшей мере, в промежностной области выполнена в форме песочных часов,
при этом способ включает следующие этапы:
- подача бесконечного плоского полотнища (50, 50а) материала в продольном направлении (28) для изготовления отрезков (66, 66а) материала для образования боковых участков (20, 22),
- выполнение первых выемок (52) материала вдоль первой линии (100) резки на боковой кромке (70, 70а, 70b) плоского полотнища (50, 50а) материала для образования контурных вырезов в плоском полотнище (50, 50а) материала, причем воображаемая параллель PL продольному направлению, которая в точке Р достигает максимальной протяженности выреза поперечно продольному направлению (28), определяет наружную частичную область (80), и внутреннюю частичную область (81) плоского полотнища (50) материала,
- складывание плоского полотнища (50, 50а) материала, по меньшей мере, по проходящей в продольном направлении (28) первой линии (36) сгиба, причем линия (36) сгиба проходит внутри наружной частичной области (80),
- отделение продольных отрезков сложенного плоского полотнища (50, 50а) материала для соответствующего образования отрезков (66, 66а) материала,
- неразъемное закрепление отрезков (66, 66а) материала на соответствующей продольной кромке (91) полотнища (90) главной части подгузника для образования боковых участков (20, 22),
- выполнение вторых выемок (53) материала вдоль второй линии (101) резки, причем вторая линия (101) резки захватывает боковые участки (20, 22) и соответствующую продольную кромку (91) полотнища (90) главных частей подгузников, при этом вторая линия (101) резки пересекает первую линию (100) резки таким образом, что вторая линия (101) резки не проходит через первую линию (36) сгиба передних и задних боковых участков (20, 22).
2. Способ по п.1, отличающийся тем, что вторая линия (101) резки, начиная от точки А на первой линии (100) резки заднего бокового участка (20), проходит по кривой внутрь в направлении промежностной области (10) вначале до точки В соответствующей задней боковой кромки (41) главной части (4) и затем внутрь главной части (4), причем точка А отстоит в поперечном направлении внутрь от первой линии (36) сгиба, а затем линия (101) резки проходит через промежностную область (10) главной части (4) и после этого по кривой наружу через точку С передней боковой кромки (42) главной части (4) и в заключение до точки D на первой линии (100) резки переднего бокового участка (22), причем точка D отстоит в поперечном направлении внутрь от первой линии (36) сгиба переднего бокового участка (22).
3. Способ по п.2, отличающийся тем, что точка А отстоит в поперечном направлении (30) внутрь от первой линии (36) сгиба на расстояние от 2 до 60 мм.
4. Способ по 3, отличающийся тем, что точка D отстоит в поперечном направлении (30) внутрь от первой линии (36) сгиба на расстояние от 2 до 60 мм.
5. Способ по п.1, отличающийся тем, что плоское полотнище (50) материала сгибают с наложением самого на себя по второй проходящей в продольном направлении (28) линии (37) сгиба, причем вторая линии (37) сгиба расположена ближе к боковой кромке (70, 70а, 70b), чем первая линия (36) сгиба.
6. Способ по п.5, отличающийся тем, что плоское полотнище (50, 50а) материала сгибают с наложением самого на себя по третьей проходящей в продольном направлении (28) линии (39) сгиба, причем третья линия (39) сгиба расположена ближе к боковой кромке (70, 70а, 70b), чем вторая линия (37) сгиба.
7. Способ по п.1, отличающийся тем, что наложенные друг на друга частичные участки плоского полотнища (50, 50а) материала разъемно фиксируют.
8. Способ по п.1, отличающийся тем, что плоское полотнище (50а) материала выполнено пригодным для двойного использования таким образом, что из одного продольного участка (57) плоского полотнища (50а) материала получают два отрезка (66а) материала, при этом первые выемки (52) материала и сложение плоского полотнища (50а) материала выполняют с двух сторон, то есть на первой продольной кромке (70а) и на второй продольной кромке (70b), а плоское полотнище (50а) материала разделяют в продольном направлении.
9. Способ по п.8, отличающийся тем, что плоское полотнище (50а) материала разделяют в продольном направлении (28) после выполнения первых выемок (52) материала и после сложения плоского полотнища (50а) материала.
10. Способ по п.1, отличающийся тем, что на плоское полотнище (50, 50а) материала наносят средства (32) крепления.
11. Способ по п.1, отличающийся тем, что одноразовые подгузники (2) изготавливают таким образом, что в следующих один за другим в продольном направлении (28) подгузниках задняя область (8) одного подгузника примыкает к задней области (8) другого подгузника, а передняя область (6) одного подгузника примыкает к передней области (6) другого подгузника.
12. Способ по п.1, отличающийся тем, что одноразовые подгузники (2) изготавливают таким образом, что в следующих один за другим в продольном направлении (28) подгузниках задняя область (8) одного подгузника примыкает к передней области (6) другого подгузника, а передняя область (6) одного подгузника примыкает к задней области (8) другого подгузника.
13. Способ по п.1, отличающийся тем, что разделенный поперечно продольному направлению (28) отрезок (66, 66а) материала образует боковые участки (20, 22) двух подаваемых друг за другом подгузников.
14. Способ по п.1, отличающийся тем, что боковые участки (20, 22) передней области (20) и задней области (8) выполняют различными.
15. Способ по п.1, отличающийся тем, что после этапа способа по неразъемному креплению отрезков (66, 66а) материала к соответствующей продольной кромке (91) полотнища (90) главных частей подгузников отношение максимальной ширины В1 подаваемого в продольном направлении полотнища подгузников к минимальной ширине В2 полотнища подгузников в промежностной области перед образованием вторых выемок материала составляет, по меньшей мере, 1,1 и не более 2.
| WO 03082168 A1, 09.10.2003 | |||
| WO 03094815 A1, 20.11.2003 | |||
| Пневматическое устройство для удаления волокнистой пыли со шпулярников текстильных машин | 1990 |
|
SU1719484A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1985 |
|
SU1269949A1 |
| US 2002174931 A1, 28.11.2002 | |||
| RU 2006101732 A, 27.07.2007. | |||

