Изобретение относится к деревообрабатывающей промышленности и может быть использовано в строительстве, при производстве паркета, в качестве облицовочных щитовых элементов, элементов изделий из древесины. А также для производства изделий, к которым предъявляются повышенные требования по твердости. На современном этапе развития лесного комплекса остро встает вопрос о необходимости широкого использования малоценной древесины, к которой относится тонкомерная древесина.
Известен способ изготовления щитов торцевого паркета, включающий изготовление паркетных шашек, заполнение их стыков клеевым материалом и поверхностную обработку лицевого слоя. В этом способе паркетные шашки произвольного поперечного сечения наклеивают на подстилающий слой, а в боковом клеевом слое между шашками выполняют отверстия, которые заполняют цилиндрическими древесными вставками для получения сплошного лицевого слоя. Преимущество этого способа - возможность дополнительного использования мелких частей деревьев или хвороста. Однако этот способ требует повышенного расхода клеевых материалов, трудоемок, и плохо поддается автоматизации процесс на стадии заполнения зазоров между шашками мелкими деталями [1].
Известен другой способ изготовления паркетных торцевых шашек шестигранной или прямоугольной формы из уплотненной древесины [2].
Недостатком данного способа является большое количество отходов при формировании шестигранного или прямоугольного сечения, низкая производительность при укладке штучного паркета, а также необходимость дополнительной операции уплотнения.
Известен способ изготовления клееной торцевой плиты методом блочной мозаики [3]. Блок изготавливают путем склеивания по продольным кромкам брусков или пластинок из древесины, торцевые поверхности которых и создают узор наборной плиты, причем склеиваются сразу все элементы. Затем производится поперечный раскрой блока на щитовые элементы. Этот способ принят за прототип.
Недостатком прототипа является то, что технологический процесс содержит много операций и при изготовлении брусков образуется большое количество отходов.
Техническим результатом изобретения является раскрой с получением пилопродукции высокого качества при минимальном количестве отходов древесины и минимальных трудовых затратах, а также возможность использования тонкомерной древесины для изготовления торцевых щитовых элементов.
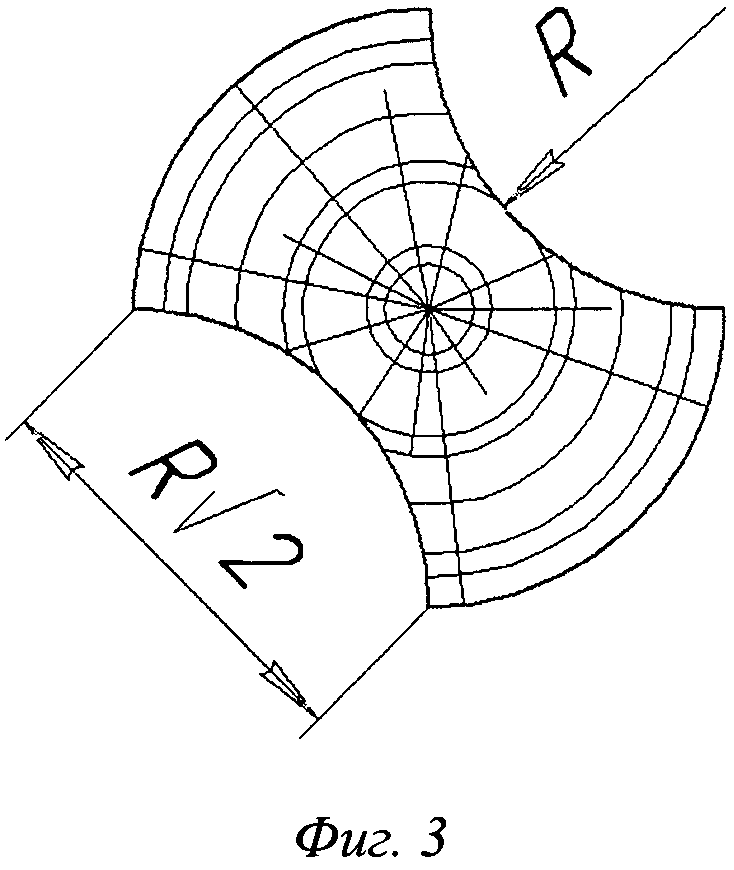
Технический результат достигается тем, что способ изготовления торцевых щитовых элементов из древесины, включающий оцилиндровку круглого лесоматериала, выборку продольных пазов, сушку, склеивание заготовок в блок, поперечный раскрой, согласно изобретению выборка продольных пазов осуществляется в двух противоположных плоскостях таким же радиусом R, что и производилась оцилиндровка круглых лесоматериалов, при этом ширина пазов составляет 
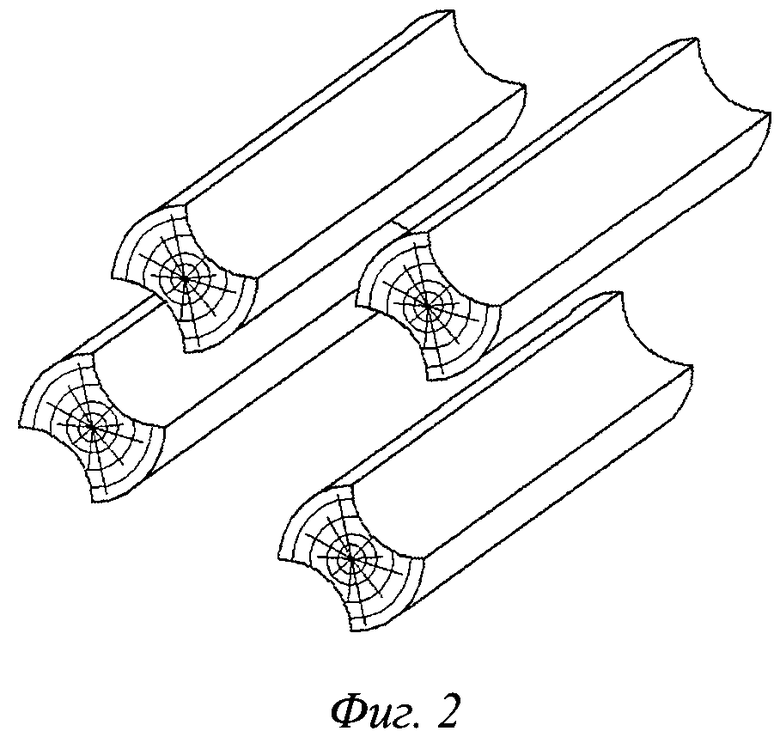
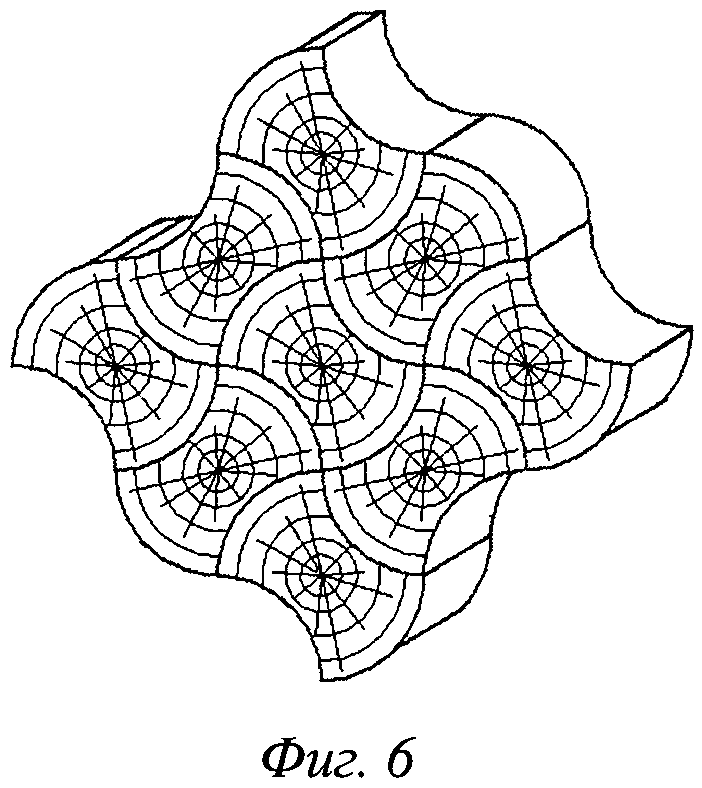
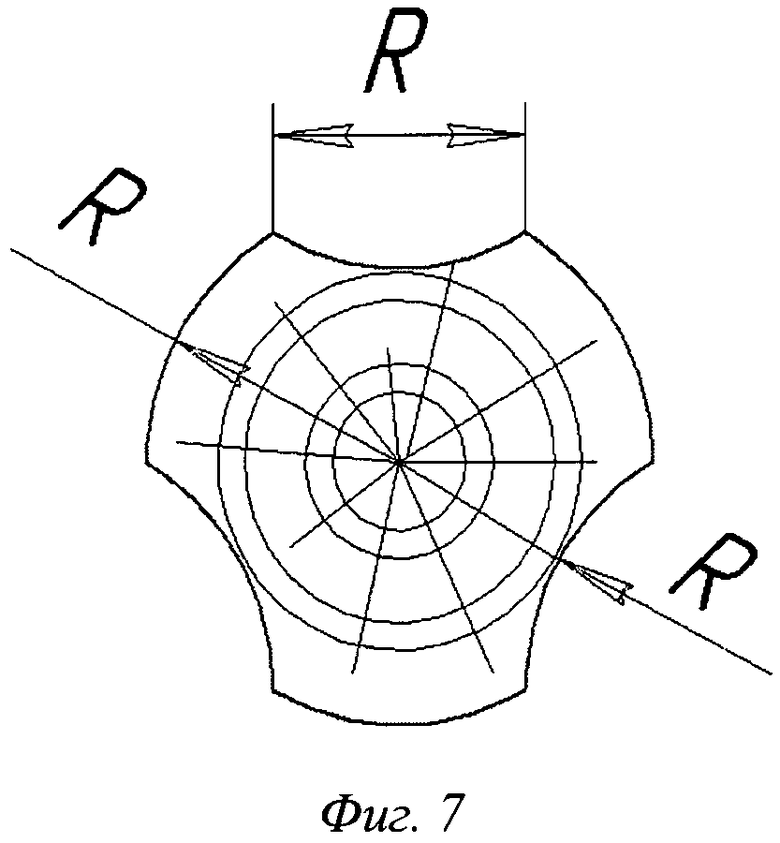
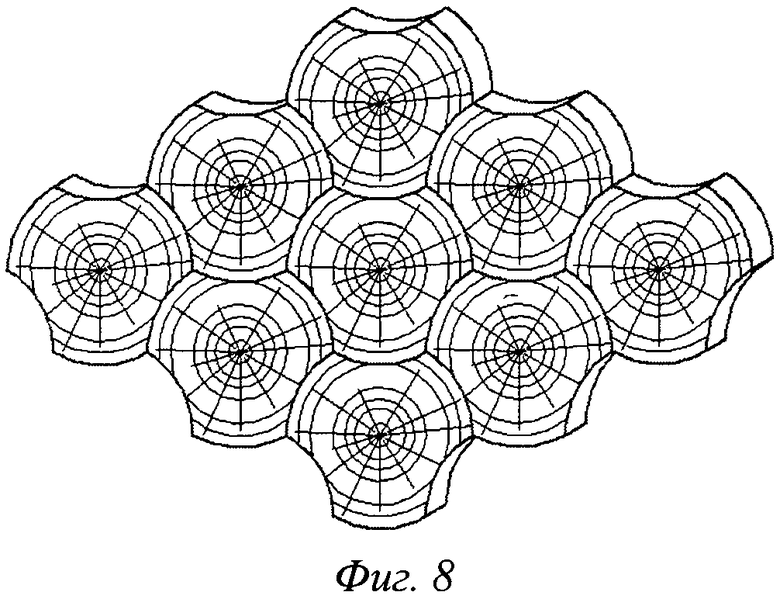
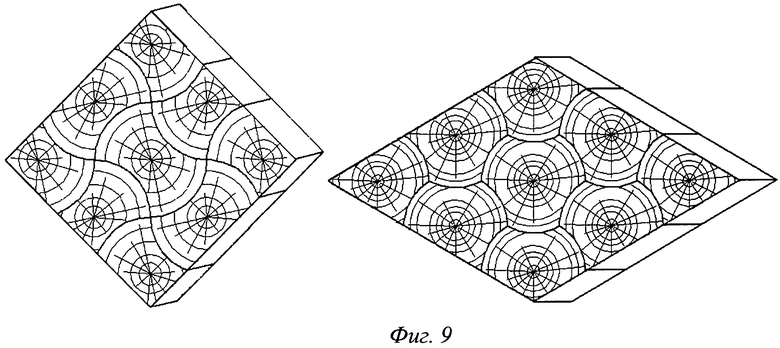
На фиг.1 изображены круглые лесоматериалы; на фиг.2 - заготовки, полученные после оцилиндровки и выборки двух продольных пазов; на фиг.3 - поперечное сечение заготовок; на фиг.4 - блок заготовок после склеивания; на фиг.5 - поперечная раскрой блока на торцевые щитовые элементы; на фиг.6 - торцевой щитовой элемент из заготовок с двумя пазами; на фиг.7 - поперечное сечение заготовок при выборке трех пазов; на фиг.8 - торцевой щитовой элемент из заготовок с тремя пазами; на фиг.9 - торцевые щитовые элементы после обрезки по периметру.
Способ получения торцевых щитов из круглых, преимущественно тонкомерных, лесоматериалов осуществляется следующим образом.
Круглые лесоматериалы оцилиндровываются, в каждом из них выбираются по 2 продольных паза в двух противоположных плоскостях таким же радиусом R, что и производилась оцилиндровка, по этим пазам в дальнейшем осуществляется сборка. При этом ширина пазов равна 
Далее полученные заготовки после нанесения клея собираются в пакет, который помещается в пресс и склеивается в блок. После полного высыхания клеевого состава блок извлекается из пресса. Полученный блок распиливается поперек волокон на торцевые щитовые элементы. При необходимости фрезеруются дополнительные пазы для сборки.
С целью повышения объемного выхода продукции предлагается после оцилиндровки круглых лесоматериалов выборка продольных пазов в трех плоскостях, расположенных под углом 120° друг к другу таким же радиусом R, что и производилась оцилиндровка круглых лесоматериалов, при этом ширина пазов равна радиусу R.
Возможно получение торцевых щитовых элементов из склеенных в блок заготовок путем раскроя его под углом к волокнам, отличным от 90°.
С целью снижения расхода сырья возможен раскрой блока на более тонкие щитовые элементы, с дальнейшим наклеиванием на основу из ДСтП, фанеры или другого материала.
Возможна дальнейшая обрезка торцевых щитовых элементов по периметру с получением щитового элемента прямоугольной формы или в виде параллелограмма.
Для стабилизации размеров продукции полученные щитовые элементы пропитываются специальными мелкодисперсными составами и термически обрабатываются.
Предлагаемый способ получения торцевых щитовых элементов из круглых лесоматериалов малого диаметра позволяет рационально использовать низкосортную древесину, а также благодаря повышенным прочностным характеристикам торцевых элементов значительно увеличить срок службы такого щитового элемента. Использование предлагаемой технологии уменьшает трудоемкость технологического процесса.
Источники информации
1. А.с. 1642957 СССР, МПК В27М 3/06, E04F 15/04. Способ изготовления щитов торцового паркета / Тепер В.Б., Ротань А.И.; заявитель и патентообладатель Донецкий филиал Совместного советско-американского предприятия «АмСовИнвест». - №4744189/15; заявл. 10.10.89; опубл. 15.04.91, бюл.№14.
2. Капустин В.Я. Исследование и разработка оборудования и некоторых вопросов технологии для производства торцовой шашки из уплотненной древесины: автореф. дис. на соискание учен. степени канд. техн. наук: 05.421 "Машины, оборудование и технология лесопил. и деревообраб. пр-в" / Ленингр. лесотехн. акад. им. С.М.Кирова; [науч. руководитель Мовнин М. С]. - Л.: [б. и.], 1971. - 16 с.
3. Способ изготовления декоративных пластин из древесного материала: патент 2062230 Рос.Федерация: МПК В27М 3/04/ Рябов В.А., Диваев С.Ф., Ташнова Ж.В.; заявители и патентообладатели Рябов В.А., Диваев С.Ф., Ташнова Ж.В.. - №94025544/15; заявл. 12.07.94; опубл. 20.06.96.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2512359C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩИТОВОГО ХУДОЖЕСТВЕННОГО ПАРКЕТА | 2014 |
|
RU2597338C2 |
| СПОСОБ "НАДЕЖДА" ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННОГО ПАРКЕТА | 2008 |
|
RU2370604C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОГО ЩИТА | 1994 |
|
RU2081978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ПЛАШКИ ДЛЯ ПАРКЕТНЫХ ЩИТОВ ИЛИ НАСТЕННЫХ ПАНЕЛЕЙ | 1994 |
|
RU2104150C1 |
| СПОСОБ РАСКРОЯ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 2013 |
|
RU2536129C1 |
| СПОСОБ РАСКРОЯ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ, ИМЕЮЩИХ НЕСКОЛЬКО КАЧЕСТВЕННЫХ ЗОН, РАЗДЕЛЕННЫХ КОНЦЕНТРИЧЕСКИМИ ОКРУЖНОСТЯМИ | 2013 |
|
RU2555827C1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВЫХ ШАШЕК ДЛЯ ПАРКЕТА | 2014 |
|
RU2572312C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПАРКЕТНОГО БЛОКА | 2005 |
|
RU2300458C2 |



Изобретение относится к деревообрабатывающей промышленности и может быть использовано при производстве торцевой паркетной доски, облицовочных щитовых элементов, а также элементов столярных, мебельных изделий. Способ изготовления торцевых щитовых элементов из древесины включает оцилиндровку круглого лесоматериала, выборку продольных пазов, сушку, склеивание заготовок в блок, поперечный раскрой. Выборка продольных пазов осуществляется в двух противоположных плоскостях таким же радиусом R, что и производилась оцилиндровка круглых лесоматериалов. Ширина пазов составляет
. Получение торцевых щитовых элементов из склеенных блоков производится путем поперечного их раскроя. Выборка продольных пазов осуществляется в трех плоскостях, расположенных под углом 120° друг к другу таким же радиусом R, что и производилась оцилиндровка круглых лесоматериалов, при этом ширина пазов равна радиусу R. Получение торцевых щитовых элементов из склеенных блоков производится путем их раскроя под углом к волокнам, отличным от 90°. Раскрой склеенных заготовок осуществляется на более тонкие щитовые элементы с дальнейшим наклеиванием их на основу из ДСтП, фанеры или других плитных материалов. Полученные торцевые щитовые элементы обрезаются по периметру с получением щитов прямоугольной формы или в виде параллелограмма. Полученные щитовые элементы пропитываются специальными мелкодисперсными составами и термически обрабатываются. Повышается качество получаемой пилопродукции, снижается количество отходов древесины, снижаются трудовые затраты. 5 з. п. ф-лы, 9 ил.
1. Способ изготовления торцевых щитовых элементов из древесины, включающий оцилиндровку круглого лесоматериала, выборку продольных пазов, сушку, склеивание заготовок в блок, поперечный раскрой, отличающийся тем, что выборка продольных пазов осуществляется в двух противоположных плоскостях таким же радиусом R, что и производилась оцилиндровка круглых лесоматериалов, при этом ширина пазов составляет
, а получение торцевых щитовых элементов из склеенных блоков производится путем поперечного их раскроя.
2. Способ по п.1, отличающийся тем, что выборка продольных пазов осуществляется в трех плоскостях, расположенных под углом 120° друг к другу таким же радиусом R, что и производилась оцилиндровка круглых лесоматериалов, при этом ширина пазов равна радиусу R.
3. Способ по п.1 или п.2, отличающийся тем, что получение торцевых щитовых элементов из склеенных блоков производится путем их раскроя под углом к волокнам, отличным от 90°.
4. Способ по п.1 или п.2, отличающийся тем, что раскрой склеенных заготовок осуществляется на более тонкие щитовые элементы, с дальнейшим наклеиванием их на основу из ДСтП, фанеры или других плитных материалов.
5. Способ по п.1 или п.2, отличающийся тем, что полученные торцевые щитовые элементы обрезаются по периметру с получением щитов прямоугольной формы или в виде параллелограмма.
6. Способ по п.1 или п.2, отличающийся тем, что полученные щитовые элементы пропитываются специальными мелкодисперсными составами и/или термически обрабатываются.
| RU 2062230 C1, 20.06.1996; | |||
| Способ изготовления щитов торцового паркета | 1989 |
|
SU1642957A3 |
| US 6186200 B1, 13.02.2001 | |||
| WO 1999032267 A2, 01.07.1999; | |||
| КАПУСТИН В.Я., Исследование и разработка оборудования и некоторых вопросов технологии для производства торцовой шашки из уплотненной древесины, Л., 1971 | |||

