Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных горячекатаных труб размером 550×31-45 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, и может быть использовано на трубопрокатной установке 8-16″ с пилигримовыми станами при производстве товарных труб размером 550×31-45 мм из полых слитков-заготовок ЭШП.
В практике трубопрокатного производства существует способ изготовления котельных труб большого и среднего диаметров из кованых заготовок сталей марок 20, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12Х11 В2МФ, 08Х16Н9М2, 12Х18Н12Т и 10Х13Г12БС2Н2Д2 с заданными требованиями по механическим свойствам, включающий отливку слитков, ковку их в поковки (уплотнение структуры) с уковом ≥2,5, механическую обработку поковок в заготовки (обточку со съемом металла 10-15 мм на сторону), сверление в заготовках центрального отверстия диаметром 100±5 мм для удаления центральной ликвационной пористости и неметаллических включений, нагрев заготовок до температуры пластичности, прошивку заготовок в станах поперечно-винтовой прокатки в гильзы, прокатку гильз в трубы диаметром 245-550 мм на пилигримовой установке 8-16″ с допуском по диаметру +1,25/-1,0 и толщине стенки +20/-5% (ТУ 14-1-2560-78 «Заготовка трубная кованая для котельных труб», ТУ 14-3-460-2003 и ТУ 14-3Р-55-2001 «Трубы стальные бесшовные для паровых котлов и трубопроводов» и ТУ 14-3-420-75 «Трубы для паровых котлов и трубопроводов из стали 15ГС и 15Х1М1Ф»).
Недостатком указанного способа является высокая энергоемкость процесса, связанная с нагревом и деформацией (ковкой) слитков в поковки с последующей обточкой и сверлением центрального отверстия, нагревом заготовок до температуры пластичности, прошивкой и прокаткой их в трубы на пилигримовых станах с допуском по стенке +20/-5%, повышенный расходный коэффициент металла при переделе слиток - поковка - заготовка - труба и, как следствие, высокая стоимость труб, а также то, что хотя данная марка стали и включена в ТУ 14-3Р-55-2001, но трубы из нее до настоящего времени не производились.
В трубном производстве известен способ производства котельных труб большого диаметра из слитков ЭШП (патент RU №2180874, кл. B21B 19/04), обеспечивающий снижение энергозатрат, расхода металла и, как следствие, снижение стоимости котельных труб за счет использования слитков большого диаметра и ведения процесса прошивки с посадом по диаметру, равным 8-16%.
Недостатком данного способа является то, что из-за малой мощности привода прошивного стана ОАО «ЧТПЗ» слитки ЭШП из стали марки 10Х9МФБ-Ш диаметром 630-650 мм прошить с посадом по диаметру 8-16% не представляется возможным.
Известен также способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава и непрерывно-литых заготовок (патент RU №2322314, кл. B21B 19/04), предусматривающий прошивку слитков ЭШП и НЛЗ в станах поперечно-винтовой прокатки с посадом по диаметру в зависимости от марки стали и суммарной вытяжки при переделе слиток электрошлакового переплава - труба или непрерывно-литая заготовка-труба, при этом значения величин посада по диаметру слитков электрошлакового переплава при прошивке в станах поперечно-винтовой прокатки определяют из выражения
Δi′эшп=ki′эшпµi∑,
где Δi′эшп - значения величин посада по диаметру при прошивке в станах поперечно-винтовой прокатки слитков ЭШП i-той марки стали, %;
µi∑=µпрµп - суммарный коэффициент вытяжки при прокатке труб i-го размера;
ki′эшп - коэффициент, учитывающий величину посада по диаметру при прошивке гильз из слитков ЭШП i-той марки стали, %;
µпр - коэффициент вытяжки при прошивке гильз под прокатку труб i-го размера;
µп - коэффициент вытяжки при прокатке труб i-го размера на пилигримовом стане, при этом коэффициенты ki′эшп для разных марок варьируются от 24 до 40.
Недостатком данного способа является то, что он очень сложен для производства, так как под каждый размер труб необходимы свои размеры слитков ЭШП, распространяется данный способ на производство бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из углеродистых марок сталей и не предусматривает производство котельных труб из слитков ЭШП стали марки 10Х9МФБ-Ш.
В трубном производстве известен способ производства горячекатаных передельных и товарных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами (патент RU №2278750, кл. B21B 21/00), включающий обточку слитков ЭШП и кованых заготовок, сверловку центрального отверстия диаметром 100±5 мм, нагрев их до температуры пластичности, прошивку с последующей раскаткой в стане поперечно-винтовой прокатки в гильзы и прокатку гильз на пилигримовом стане в горячекатаные передельные или товарные трубы с относительно толстой стенкой, при этом первую прошивку слитков ЭШП и кованых заготовок в стане поперечно-винтовой прокатки производят донным концом вперед, а вторую прошивку-раскатку - усадочным концом вперед, прокатку труб на пилигримовом стане производят из гильз с отношением диаметра к толщине стенки D/S=6,5-8,0 с вытяжкой µ≤4,5.
Недостатком данного способа является то, что он включает нагрев слитков ЭШП и заготовок до температуры пластичности, прошивку их в стане поперечно-винтовой прокатки в гильзы-заготовки, повторный нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку-раскатку в стане поперечно-винтовой прокатки в гильзы с последующей прокаткой их на пилигримовом стане в товарные или передельные трубы. Двойной нагрев приводит к двойному угару металла, а прошивка слитков ЭШП и заготовок в гильзы-заготовки с последующей раскаткой их в гильзы приводит к потере производительности пилигримовой установки в 2 раза, повышенной кривизне гильза, а следовательно, к повышенной разностенности труб, повышению стоимости товарных и передельных труб. Распространяется данный способ на производство бесшовных горячедеформированных передельных и товарных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из труднодеформируемых марок стали и сплавов и не предусматривает производство котельных труб из сплошных и полых слитков ЭШП стали марки 10Х9МФБ-Ш.
Наиболее близким техническим решением является способ подготовки заготовок для прокатки товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами (патент RU №2340417, кл. B21B 21/00), включающий отливку полых слитков-гильз электрошлаковым переплавом, обточку и расточку их в полые слитки-заготовки со съемом металла, величину которого определяют из выражений
Δ=K·D/S,
Δ1=K1·D/S,
где Δ - величина снимаемого слоя металла при обточке полых слитков ЭШП в слитки-заготовки, мм;
Δ1 - величина снимаемого слоя металла при расточке полых слитков в слитки-заготовки, мм;
D - наружный диаметр полых слитков-заготовок, мм;
S - толщина стенки полых слитков ЭШП, мм;
K=0,3-0,4 - коэффициент для определения величины снимаемого слоя металла при обточке слитков в слитки-заготовки, большие значения которого относятся к сталям с большим содержанием легирующих элементов;
K1=0,4-0,5 - коэффициент для определения величины снимаемого слоя металла при расточке полых слитков в слитки-заготовки, большие значения которого относятся к сталям с большим содержанием легирующих элементов, а донную часть полых слитков ЭШП удаляют анодно-механической резкой, величину которой определяют из выражения
L=K2·D/S,
где K2=15-20 - коэффициент для определения величины удаляемой донной части полых слитков, большие значения которой относятся к сталям с большим содержанием легирующих элементов.
Недостатком данного способа является то, что он направлен на технологию передела полых слитков ЭШП в полые слитки-заготовки для производства труб из труднодеформируемых марок стали и сплавов и не решает технологические вопросы производства бесшовных труб для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами из стали марки 10Х9МФБ-Ш диаметром 550 мм с толщинами стенок от 31 до 45 мм.
Котельные горячекатаные трубы диаметром 550 мм с разными толщинами стенок в России можно производить только на ТПУ 8-16″ с пилигримовыми станами.
Для прокатки труб размером 550×31-45 мм необходимы слитки-заготовки ЭШП размером 630-650×100×1750±50 мм, из которых на стане поперечно-винтовой прокатки за прошивку и раскатку получаем гильзы размером 670хвн.505×3200-3380 мм или полые слитки-заготовки размером 660хвн.380×2100±50 мм, из которых после прошивки-раскатки получаем гильзы размером 670хвн.515×3190-3330 мм. На существующем стане поперечно-винтовой прокатки ОАО «ЧТПЗ» можно получить гильзу не длиннее 3600 мм, а задать в пилигримовый стан гильзу не длиннее 3500 мм.
Задачей предложенного способа (изобретения) является освоение производства бесшовных товарных труб размером 550×31-45 мм из стали марки 10Х9МФБ-Ш для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара на ТПУ 8-16″ с пилигримовыми станами из полых слитков-заготовок электрошлакового переплава размером 660хвн.380×2100±50 мм.
Технический результат достигается тем, что в известном способе производства бесшовных горячекатаных труб размером 550×31-45 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, включающем выплавку полых слитков электрошлаковым переплавом, механическую обработку - расточку и обточку слитков в слитки-заготовки, нагрев полых слитков-заготовок до температуры пластичности, прошивку-раскатку их в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовых станах в товарные трубы размером 550×31-45 мм, термическую обработку, травление, правку, ультразвуковой контроль и приемку труб с допуском по диаметру +1,25/-1,0% и толщине стенки +20/-5,0%, трубы производят путем выплавки электрошлаковым переплавом полых слитков, расточки и обточки их в полые слитки-заготовки размером 660хвн.380×2100±50 мм, нагрева слитков-заготовок до температуры 1190-1200°C, прошивки-раскатки в стане поперечно-винтовой прокатки на оправке диаметром 500 мм в гильзы размером 670хвн.515×3190-3330 мм с вытяжкой µ=1,55, прокатки гильз на ТПУ 8-16″ с пилигримовыми станами в товарные трубы размером 550×31×7100-7500-550×45×5400-5700 мм с вытяжками от µ=2,85 до µ=2,02 и посадом по диаметру Δ=17,9%, с подачами гильз в очаг деформации m=15-18 мм, отрезки пилой горячей резки технологических отходов - затравочных концов и пилигримовых головок, термической обработки труб, травления, ремонта, ультразвукового контроля, приемки труб с допуском по диаметру +1,25/-1,0% и по стенке +20,0/-5,0%, полые слитки-заготовки нагревают в методической печи по режиму: посад слитков-заготовок на колосники печи партиями по 6-8 штук в один ряд с интервалом через 1,0-1,25 часа при температуре в третьей зоне печи 950-1000°C; выдержка слитков-заготовок на колосниках без кантовки в течение 1,25-1,5 часа; нагрев слитков-заготовок со скоростью 1,9-2,1°C в течение 5,5-6,0 часа до температуры 1190-1200°C с равномерной кантовкой слитков-заготовок по подине печи с 22-го по 6-е окно через 18-22 минуты на угол ≈210-230°; выдержка при температуре 1190-1200°C в течение 0,75-1,0 часа с равномерной кантовкой с 6-го на 4-е окно через 15-20 минут на угол ≈210-230°; кантовка с 4-го окна на яму печи и выдача слитков-заготовок из печи с температурой центра 1190-1200°C.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства бесшовных горячекатаных труб размером 550×31-45 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш отличается тем, что трубы производят путем выплавки электрошлаковым переплавом полых слитков, расточки и обточки их в полые слитки-заготовки размером 660хвн.380×2100±50 мм, нагрева слитков-заготовок до температуры 1190-1200°C, прошивки-раскатки в стане поперечно-винтовой прокатки на оправке диаметром 500 мм в гильзы размером 670хвн.515×3190-3330 мм с вытяжкой µ=1,55, прокатки гильз на ТПУ 8-16″ с пилигримовыми станами в товарные трубы размером 550×31×7100-7500-550×45×5400-5700 мм с вытяжками от µ=2,85 до µ=2,02 и посадом по диаметру Δ=17,9%, с подачами гильз в очаг деформации m=15-18 мм, отрезки пилой горячей резки технологических отходов - затравочных концов и пилигримовых головок, термической обработки труб, травления, ремонта, ультразвукового контроля, приемки труб с допуском по диаметру +1,25/-1,0% и по стенке +20,0/-5,0%, полые слитки-заготовки нагревают в методической печи по режиму: посад слитков-заготовок на колосники печи партиями по 6-8 штук в один ряд с интервалом через 1,0-1,25 часа при температуре в третьей зоне печи 950-1000°C; выдержка слитков-заготовок на колосниках без кантовки в течение 1,25-1,5 часа; нагрев слитков-заготовок со скоростью 1,9-2,1°C в течение 5,5-6,0 часа до температуры 1190-1200°C с равномерной кантовкой слитков-заготовок по подине печи с 22-го по 6-е окно через 18-22 минуты на угол ≈210-230°; выдержка при температуре 1190-1200°C в течение 0,75-1,0 часа с равномерной кантовкой с 6-го на 4-е окно через 15-20 минут на угол ≈210-230°; кантовка с 4-го окна на яму печи и выдача слитков-заготовок из печи с температурой центра 1190-1200°C. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
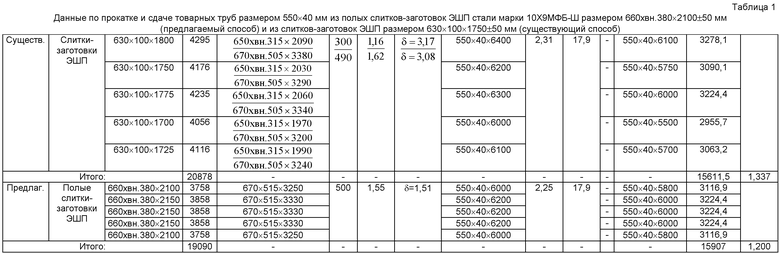
Способ производства бесшовных горячекатаных товарных труб размером 550×31-45 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара стали марки 10Х9МФБ-Ш осуществлен на ТПУ 8-16″ с пилигримовыми станами ОАО «ЧТПЗ» при прокатке товарных труб размером 550×40 мм. Данные по прокатке и сдаче товарных труб размером 550×40 мм из полых слитков-заготовок ЭШП стали марки 10Х9МФБ-Ш размером 660хвн.380×2100±50 мм (предлагаемый способ) и из слитков-заготовок ЭШП размером 630×100×1750±50 мм (существующий способ) приведены в таблице 1. Из таблицы 1 видно, что товарные трубы размером 550×40 мм производили из полых слитков-заготовок ЭШП размером 660хвн.380×2100±50 мм. В производство было задано 5 полых слитков-заготовок ЭШП общей массой 19,090 т, которые были нагреты в методической печи до температуры 1190-1200°C, прошиты-раскатаны в стане поперечно-винтовой прокатки в гильзы размером 670хвн.515×3250-3330 мм на оправке диаметром 500 мм с вытяжкой µ=1,55 и подъемом по диаметру δ=1,51%. Гильзы были прокатаны на пилигримовом стане в товарные трубы размером 550×40×6000-6200 мм с вытяжкой µ=2,25 и обжатием по диаметру Δ=17,9%. На пиле горячей резки от труб были отрезаны технологические отходы, затем трубы были термообработаны, протравлены, отремонтированы (при необходимости), прошли ультразвуковой контроль и приняты в соответствии с ТУ 14-3Р-55-2001 с допуском по диаметру +1,25/-1,0%, а по стенке +20,0/-5,0%. Было принято 5 труб размером 550×40×5800-6000 мм общей массой 15,907 т. Расходный коэффициент металла по трубам данной партии составил 1,200. Для сравнения в производство было задано 5 слитков-заготовок ЭШП размером 630×100×1750±50 мм общей массой 20,878 т, которые были дважды нагреты, прошиты в гильзы-заготовки, прошиты-раскатаны в гильзы и прокатаны на пилигримовом стане в товарные трубы размером 550×40 мм. В соответствии с ТУ 14-3Р-55-2001 принято 5 труб общей массой 15,612 т. Расходный коэффициент металла по трубам данной партии составил 1,337. При прокатке товарных труб размером 550×40 мм по предлагаемой технологии получено снижение расходного коэффициента металла на 137 кг на каждой тонне труб при одновременном повышении производительности пилигримового стана более чем в 2,0 раза.
Таким образом, использование предложенного способа позволит впервые в России осуществить производство товарных бесшовных горячекатаных труб размером 550×31-45 мм из полых слитков-заготовок ЭШП стали марки 10Х9МФБ-Ш для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара с механическими свойствами металла и геометрическими размерами труб, превышающими значения данных показателей, приведенных в ТУ 14-3Р-55-2001, что позволит значительно снизить энергозатраты за счет исключения нагрева слитков-заготовок ЭШП под прошивку, исключения из технологического процесса прошивки слитков-заготовок в гильзы-заготовки, производить качественные товарные трубы на ТПУ 8-16″ с пилигримовыми станами ОАО «ЧТПЗ», снизить расход металла при переделе полых слитков-заготовок ЭШП в товарные трубы размером 550×31-45 мм, повысить производительность ТПУ 8-16″ с пилигримовыми станами, а следовательно, снизить стоимость котельных труб данного размера из стали марки 10Х9МФБ-Ш.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 550×25-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2527560C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 530Х25-60 ММ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2514240C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426×21-40 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2524459C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×5300-6000 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2527523C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2532873C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377Х14-60 ММ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2516161C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 426×90 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2537639C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОВ 550×25-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2523375C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 377×20-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2014 |
|
RU2570154C2 |
Изобретение относится к трубопрокатному производству и может быть использовано при производстве бесшовных горячекатаных труб из стали марки 10Х9МФБ-Ш для паровых котлов паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара. Полые слитки ЭШП растачивают и обтачивают в полые слитки-заготовки размером 660хвн.380х2100±50 мм, нагревают до температуры пластичности и прошивают-раскатывают в стане поперечно-винтовой прокатки в гильзы размером 670хвн.515х3170-3330 мм. На ТПУ 8-16” с пилигримовыми станами гильзы прокатывают в товарные трубы размером 550х31х7100-7500 - 550х45х5400-5700 мм. Обеспечивается повышение механических свойств и точность геометрических размеров труб. 1 з.п. ф-лы, 1 табл.
1. Способ производства бесшовных горячекатаных труб размером 550×31-45 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, включающий выплавку полых слитков электрошлаковым переплавом, обточку и расточку их в полые слитки-заготовки размером 660хвн.380×2100±50 мм, нагрев слитков-заготовок до температуры 1190-1200оС и прошивку-раскатку в стане поперечно-винтовой прокатки на оправке диаметром 500 мм в гильзы размером 670хвн.515×3190-3330 мм с вытяжкой µ=1,55, прокатку гильз на ТПУ 8-16" с пилигримовыми станами в товарные трубы размером 550×31×7100-7500 - 550×45×5400-5700 мм с вытяжками от µ=2,85 до µ=2,02 и посадом по диаметру 17,9%, с подачами гильз в очаг деформации m=15-18 мм, отрезку пилой горячей резки технологических отходов - затравочных концов и пилигримовых головок, термическую обработку труб, травление, ремонт, ультразвуковой контроль, приемку товарных труб с допуском по диаметру +1,25/-1,0% и по стенке +20/-5,0%.
2. Способ по п.1, отличающийся тем, что полые слитки-заготовки нагревают в методической печи по режиму, включающему посад слитков-заготовок на колосники печи партиями по 6-8 штук в один ряд с интервалом через 1,0-1,25 часа при температуре в третьей зоне печи 950-1000°С, выдержку слитков-заготовок на колосникам без кантовки в течение 1,25-1,5 часа, нагрев слитков-заготовок со скоростью 1,9-2,1°С в течение 5,5-6,0 часа до температуры 1170-1200°С с равномерной кантовкой слитков-заготовок по подине печи с 22-го по 6-е окно через 18-22 минуты на угол 210-230°, выдержку при температуре 1170-1200°С в течение 0,75-1,0 часа с равномерной кантовкой с 6-го на 4-е окно через 15-20 минут на угол 210-230°, кантовку с 4-го окна на яму печи и выдачу слитков-заготовок из печи с температурой центра 1170-1200°С.
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2340417C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ ТОЛСТОСТЕННЫХ ТРУБ РАЗМЕРОМ 465×75 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ТЕПЛОВЫХ УГОЛЬНЫХ БЛОКОВ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2386502C2 |
| US 4798071 , 17.01.1989 | |||
| US 4641513, 10.02.1987 | |||

