Изобретение относится к трубопрокатному производству, а именно, к способу производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из полых слитков-заготовок электрошлакового переплава стали марки 10Х9МФБ-Ш и может быть использовано на трубопрокатной установке 8-16′′ с пилигримовыми станами при производстве передельных труб размером 426×21 и 426×23 мм для последующей перекатки их на стане ХПТ450 в товарные трубы размером 377×14-19 мм с повышенными требованиями по геометрическим размерам, механическим свойствам и качеству поверхности.
В практике трубопрокатного производства существует способ изготовления котельных труб большого и среднего диаметров из кованых заготовок сталей марок 20, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12Х11В2МФ, 08Х16Н9М2, 12Х18Н12Т и 10Х13Г12БС2Н2Д2 с заданными требованиями по механическим свойствам, включающий отливку слитков, ковку их в поковки (уплотнение структуры) с уковом ≥2,5, механическую обработку поковок в заготовки (обточку со съемом металла 10-15 мм на сторону), сверление в заготовках центрального отверстия диаметром 100±5 мм для удаления центральной ликвационной пористости и неметаллических включений, нагрев заготовок до температуры пластичности, прошивку заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз в трубы диаметром 245-550 мм на пилигримовой установке 8-16′′ с допуском по диаметру +1,25/-1,0 и толщине стенки +25/-5% (ТУ 14-1-2560-78 «Заготовка трубная кованая для котельных труб», ТУ 14-3-460-2003 и ТУ 14-3Р-55-2001 «Трубы стальные бесшовные для паровых котлов и трубопроводов» и ТУ 14-3-420-75 «Трубы для паровых котлов и трубопроводов из стали 15ГС и 15Х1М1Ф»).
Недостатком указанного способа является высокая энергоемкость процесса, связанная с нагревом и деформацией (ковкой) слитков в поковки с последующей обточкой и сверлением центрального отверстия, нагревом заготовок до температуры пластичности, прошивкой и прокаткой их в трубы на пилигримовых станах с допуском по стенке +20/-5%, повышенный расходный коэффициент металла при переделе слиток - поковка - заготовка - труба и, как следствие, высокая стоимость труб, а также то, что данная марка стали, хотя и включена в ТУ 14-3Р-55-2001, но трубы из нее до настоящего времени не производились.
В трубном производстве известен способ изготовления газлифтных труб большого диаметра из слитков стали 09Г2С выплавки ЭШП и ВДП (Патент RU №2119395, Кл. B21B 19/04), где деформацию слитков в прошивном стане ведут вдоль расположения кристаллов, задавая слитки в стан головной частью, и прошивают с посадом по диаметру на величину
D=2SГ(1-sinα)/SC,
где SГ - толщина стенки гильзы, мм;
SC - толщина стенки сверленого слитка ЭШП, мм;
α - угол наклона фронта кристаллизации к оси слитка, град.
Недостатком указанного способа изготовления труб большого диаметра из слитков ЭШП и ВДП стали марки 09Г2С является необходимость изготовления макротемплетов для определения угла наклона фронта кристаллизации к оси слитка, а прошивка слитков усадочной (головной) частью вперед приводит к образованию дефектов в виде внутренних плен на передних концах гильз.
В трубном производстве известен также способ производства котельных труб большого диаметра из слитков ЭШП (патент RU №2180874, Кл. B21B 19/04), обеспечивающий уменьшение энергозатрат, снижение расхода металла и, как следствие, снижение стоимости котельных труб за счет использования слитков большого диаметра и ведения процесса прошивки с посадом по диаметру, равным 8-16%.
Недостатками данного способа являются то, что из-за малой мощности привода прошивного стана ОАО «ЧТПЗ» слитки ЭШП стали марки 10Х9МФБ-Ш прошить с посадом по диаметру 8-16% не представляется возможным.
Известен также способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава и непрерывно-литых заготовок (патент RU №2322314, Кл. B21B 19/04), предусматривающий прошивку слитков ЭШП и НЛЗ в станах поперечно-винтовой прокатки с посадом по диаметру в зависимости от марки стали и суммарной вытяжки при переделе слиток электрошлакового переплава-труба или непрерывно-литая заготовка-труба, при этом значения величин посада по диаметру слитков электрошлакового переплава при прошивке в станах поперечно-винтовой прокатки определяют из выражения
Δi′эшп=ki′эшпµiΣ,
где Δi′эшп - значения величин посада по диаметру при прошивке в станах поперечно-винтовой прокатки слитков ЭШП i-той марки стали, %;
µiΣ=µпр.µп. - суммарный коэффициент вытяжки при прокатке труб i-го размера;
ki′эшп - коэффициент, учитывающий величину посада по диаметру при прошивке гильз из слитков ЭШП i-той марки стали, %;
µпр. - коэффициент вытяжки при прошивке гильз под прокатку труб i-го размера;
µп. - коэффициент вытяжки при прокатке труб j-го размера на пилигримовом стане, при этом коэффициенты ki′эшп для разных марок стали варьируются от 24 до 40.
Недостатком данного способа является то, что он очень сложен для производства, так как под каждый размер труб необходимы свои размеры слитков ЭШП, распространяется данный способ на производство бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из углеродистых марок стали и не предусматривает производство котельных труб из слитков ЭШП стали марки 10Х9МФБ-Ш.
В трубном производстве известен также способ производства горячекатаных передельных и товарных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами (Патент RU №2278750, Кл. B21B 21/00), включающий обточку слитков ЭШП и кованых заготовок, сверление центрального отверстия диаметром 100±5 мм, нагрев их до температуры пластичности, прошивку с последующей раскаткой в стане поперечно-винтовой прокатки в гильзы и прокатку гильз на пилигримовом стане в горячекатаные передельные или товарные трубы с относительно толстой стенкой, при этом первую прошивку слитков ЭШП и кованых заготовок в стане поперечно-винтовой прокатки производят донным концом вперед, а вторую прошивку-раскатку усадочным концом вперед, прокатку труб на пилигримовом стане производят из гильз с отношением диаметра к толщине стенки D/S=6,5-8,0 с вытяжкой µ≤4,5.
Недостатком данного способа является то, что он включает нагрев слитков ЭШП и заготовок до температуры пластичности, прошивку их в стане поперечно-винтовой прокатки в гильзы-заготовки, повторный нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку-раскатку в стане поперечно-винтовой прокатки в гильзы с последующей прокаткой их на пилигримовом стане в товарные или передельные трубы. Двойной нагрев приводит к двойному угару металла, а прошивка слитков ЭШП и заготовок в гильзы-заготовки с последующей раскаткой их в гильзы приводит к потере производительности пилигримовой установке в 2 раза, а, следовательно, к повышению стоимости товарных и передельных труб. Распространяется данный способ на производство бесшовных горячедеформированных передельных и товарных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из труднодеформируемых марок стали и сплавов и не предусматривает производство котельных труб из сплошных и полых слитков ЭШП стали марки 10Х9МФБ-Ш.
Наиболее близким техническим решением является способ подготовки заготовок для прокатки товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами (Патент RU №2340417, Кл. B21B 21/00), включающий отливку полых слитков-гильз электрошлаковым переплавом, обточку и расточку их в полые заготовки со съемом металла, величину которого определяют из выражений
Δ=K*D/S,
Δ1=K1*D/S,
где Δ - величина снимаемого слоя металла при обточке полых слитков-гильз ЭШП, мм; Δ1 - величина снимаемого слоя металла при расточке полых слитков-гильз ЭШП, мм; D - наружный диаметр полых слитков-гильз, мм; S - толщина стенки полых слитков-гильз, мм; K=0,3-0,4 - коэффициент для определения величины снимаемого слоя металла при обточке слитков-гильз, большие значения которого относятся к сталям с большим содержанием легирующих элементов; K1=0,4-0,5 - коэффициент для определения величины снимаемого слоя металла при расточке слитков-гильз, большие значения которого относятся к сталям с большим содержанием легирующих элементов, а донную часть полых слитков-гильз ЭШП удаляют анодно-механической резкой, величину которой определяют из выражения
L=K2*D/S,
где K2=15-20 - коэффициент для определения величины удаляемой донной части слитков-гильз, большие значения которого относятся к сталям с большим содержанием легирующих элементов.
Недостатком данного способа является то, что он направлен на технологию передела полых слитков ЭШП в полые слитки-заготовки для производства труб из труднодеформируемых марок стали и сплавов и не решает технологические вопросы производства бесшовных труб для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш диаметром 377 мм с толщинами стенок от 14 до 19 мм.
Котельные трубы диаметром 377 мм с разными толщинами стенок в России можно производить только на ТПУ 8-16′′ с пилигримовыми станами и на стане ХПТ450.
Прокатка труб размером 377×14-19 мм на ТПУ 8-16′′ с пилигримовыми станами из стали 10Х9МФБ-Ш из-за низкой температуры под деформацию 1180-1200°C проблематична. Для прокатки труб размером 377×14-19 мм необходимы слитки-заготовки ЭШП размером 540×100×1750±50 мм, из которых на стане поперечно-винтовой прокатки за прошивку и раскатку получаем гильзы размером 560×вн.390×3250-3440 и 560×вн.375×2850-3000 мм или полые гильзы-заготовки размером 600×вн.400×3200±50 мм. Время прокатки трубы размером 377×14 мм из гильзы длиной 2850 мм с толщиной стенки 72,5 мм на пилигримовом стане составляет более 4,5 минут. За данный промежуток времени гильза-труба остывает ниже 800°C (при рекомендуемой не ниже 850°C в конце прокатки). Прокатка труб размером 377×14-19 мм и докатка пилигримовых головок из стали марки 10Х9МФБ-Ш при температуре ниже 850°C приводит к повышенным нагрузкам на привод пилигримового стана и затяжкам дорнов, что в свою очередь приводит к поломкам предохранительных болтов и шпинделей пилигримового стана, снижению производительности за счет извлечения дорнов из-за затяжек, замены предохранительных болтов и шпинделей. Для исключения затяжек дорнов необходимо производить прокатку труб на дорнах с конусностью 5-6 мм вместо существующей конусности 1,0 мм, а это приведет к продольной разностенности, т.е. к повышенной отбраковке труб по толщине стенки. Прокатка труб из стали марки 10Х9МФБ-Ш с отношением D/S>20 приводит к повышенным нагрузкам на привод пилигримового стана и образованию бугров на наружной поверхности труб, т.е. к повышенной отбраковке по наружному диаметру и толщине стенки.
Задачей предложенного способа (изобретения) является освоение производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара с повышенными требованиями по геометрическим размерам, механическим свойствам и качеству поверхности из передельных горячекатаных труб размером 426×21 и 426×23 мм.
Технический результат достигается тем, что в известном способе производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, включающем выплавку слитков электрошлаковым переплавом, механическую обработку-обточку слитков в слитки-заготовки, сверление в слитках-заготовках центрального отверстия диаметром 100±5 мм, нагрев слитков-заготовок до температуры пластичности, прошивку их в стане поперечно-винтовой прокатки в гильзы-заготовки, охлаждение гильз-заготовок, ремонт гильз-заготовок, при необходимости, повторный нагрев гильз-заготовок с холодного посада до температуры пластичности, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовых станах в товарные трубы размером 377×20-60 мм, термическую обработку, травление, правку, ультразвуковой контроль и приемку труб с допуском по диаметру +1,25/-1,0% и толщине стенки +20/-5,0%, трубы размером 377×14-19 мм производят способом холодной прокатки на стане ХПТ450 из передельных горячекатаных труб размером 426×21 и 426×23 мм, передельные горячекатаные трубы размером 426×21 и 426×23 мм производят из полых слитков электрошлакового переплава, которые обтачивают и растачивают в полые слитки-заготовки размером 600×вн.240×2100±50 мм, полые слитки-заготовки нагревают до температуры 1180-1200°C, прошивают-раскатывают в стане поперечно-винтовой прокатки на оправке диаметром 400 мм в гильзы размером 620×вн.415×2860-3000 мм с вытяжкой µ=1,4, подъемом по диаметру δ=3,3% и прокатывают на ТПУ 8-16′′ с пилигримовыми станами в трубы размером 426×21×15300-16200 и 426×23×13800-14700 мм с вытяжками, соответственно, µ=6,24 и µ=5,72, обжатием по диаметру Δ=30,6% и с подачами гильз в очаг деформации m=16-19 мм, производят отрезку технологических отходов - затравочных концов и пилигримовых головок пилой горячей резки, правку на шестивалковой правильной машине, термическую обработку, ремонт при необходимости, разрезают на две трубы-крата равной длины и принимают с допуском по диаметру +1,25/-1,0 и толщине стенки ±12,5%, передельные трубы размером 426×21×7650-8100 мм перекатывают на стане ХПТ450 в товарные холоднокатаные трубы размером 377×14×12550-13100, 377×15×11600-12300 и 377×16×10800-11500 мм с вытяжками, соответственно, µ=1,67, µ=1,57 и µ=1,47, а передельные трубы размером 426×23×6900-7350 мм перекатывают на стане ХПТ450 в товарные трубы размером 377×17×10100-10750, 377×18×9500-10100 и 377×19×9000-9600 мм с вытяжками, соответственно µ=1,52, µ=1,43 и µ=1,36, производят термическую обработку, правку, ультразвуковой контроль и приемку труб с допусками по диаметру ±1,0% и толщине стенке +15/-5%, передельные горячекатаные трубы на пилигримовом стане производят с суммарными вытяжками от µΣ=8,73 до µΣ=8,01, а товарные холоднокатаные трубы размером 377×14-19 мм производят с суммарными вытяжками 
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, отличается тем, что трубы размером 377×14-19 мм производят способом холодной прокатки на стане ХПТ450 из передельных горячекатаных труб размером 426×21 и 426×23 мм, передельные горячекатаные трубы размером 426×21 и 426×23 мм производят из полых слитков электрошлакового переплава, которые обтачивают и растачивают в полые слитки-заготовки размером 600×вн.240×2100±50 мм, полые слитки-заготовки нагревают до температуры 1180-1200°C, прошивают-раскатывают в стане поперечно-винтовой прокатки на оправке диаметром 400 мм в гильзы размером 620×вн.415×2860-3000 мм с вытяжкой µ=1,4, подъемом по диаметру δ=3,3% и прокатывают на ТПУ 8-16′′ с пилигримовыми станами в трубы размером 426×21×15300-16200 и 426×23×13800-14700 мм с вытяжками, соответственно, µ=6,24 и µ=5,72, обжатием по диаметру Δ=30,6% и с подачами гильз в очаг деформации m=16-19 мм, производят отрезку технологических отходов - затравочных концов и пилигримовых головок пилой горячей резки, правку на шестивалковой правильной машине, термическую обработку, ремонт при необходимости, разрезают на две трубы-крата равной длины и принимают с допуском по диаметру +1,25/-1,0 и толщине стенки ±12,5%, передельные трубы размером 426×21×7650-8100 мм перекатывают на стане ХПТ450 в товарные холоднокатаные трубы размером 377×14×12550-13100, 377×15×11600-12300 и 377×16×10800-11500 мм с вытяжками, соответственно, µ=1,67, µ=1,57 и µ=1,47, а передельные трубы размером 426×23×6900-7350 мм перекатывают на стане ХПТ450 в товарные трубы размером 377×17×10100-10750, 377×18×9500-10100 и 377×19×9000-9600 мм с вытяжками, соответственно µ=1,52, µ=1,43 и µ=1,36, производят термическую обработку, правку, ультразвуковой контроль и приемку труб с допусками по диаметру ±1,0% и толщине стенке +15/-5%, передельные горячекатаные трубы на пилигримовом стане производят с суммарными вытяжками от µΣ=8,73 до µΣ=8,01, а товарные холоднокатаные трубы размером 377×14-19 мм производят с суммарными вытяжками
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
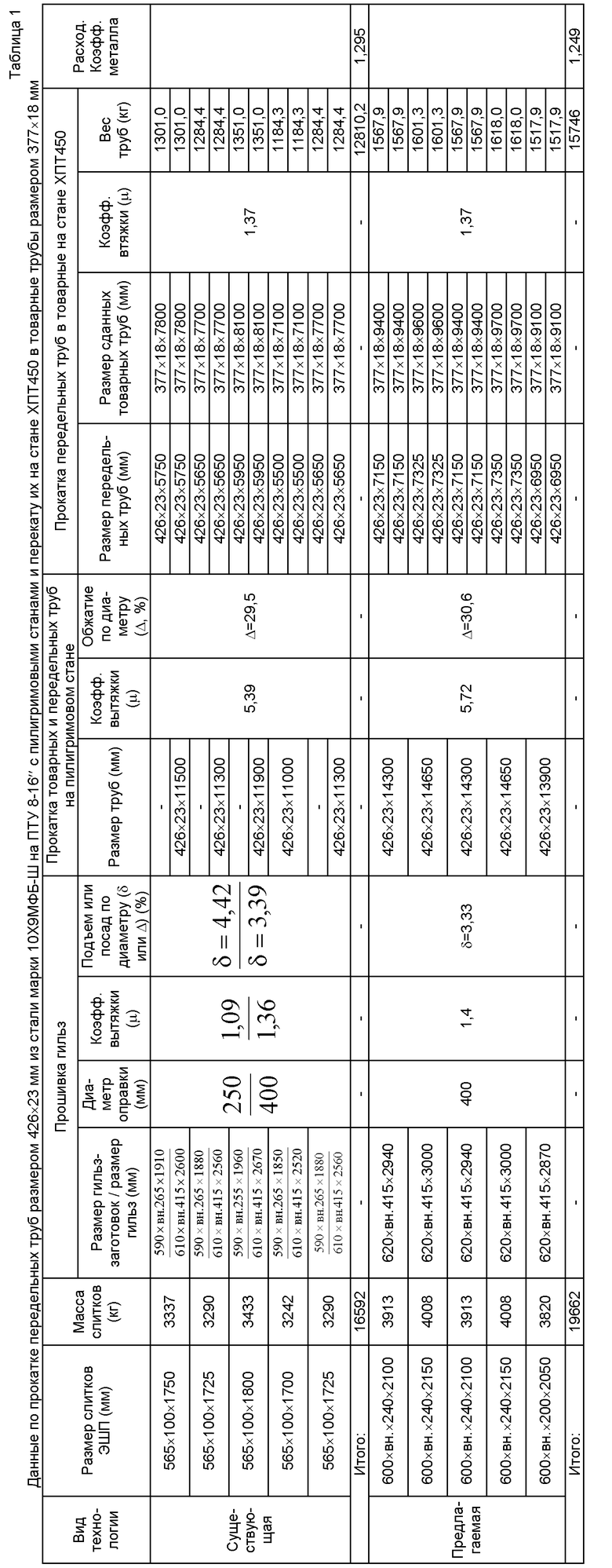
Прокатку передельных размером 426×23 мм из стали 10Х9МФБ-Ш производили на ТПУ 8-16′′ с пилигримовыми станами из полых слитков-заготовок ЭШП размером 600×вн.240×2100±50 мм. Для сравнения данные размеры труб были прокатаны по классической схеме, т.е. из слитков-заготовок размером 565×100×1750±50 мм. Передельные трубы размером 426×23 мм были перекатаны на стане ХПТ450 в товарные размером 377×18 мм. Данные по прокатке передельных труб размером 426×23 мм из стали марки 10Х9МФБ-Ш на ТПУ 8-16′′ с пилигримовыми станами и переката их на стане ХПТ450 в товарные трубы размером 377×18 мм и результатам сдачи приведены в таблице 1. Для сравнения в таблице 1 приведены данные по прокатке передельных труб размером 426×23 мм из слитков-заготовок ЭШП. Из таблицы 1 видно, что для производства передельных труб размером 426×23 мм по предлагаемой технологии было использовано 5 полых слитков-заготовок ЭШП размером 600×вн.240×2100±50 мм поставки ОАО «ЗМЗ». Полые слитки-заготовки ЭШП размером 600×вн.240×2100±50 мм были нагреты и прокатаны на ТПУ 8-16′′ в передельные трубы размером 426×23 мм, в соответствии с пп.1-4 формулы изобретения. Полые слитки-заготовки для прокатки передельных труб общей массой 19,662 т были посажены в методическую печь и нагреты в соответствии с пп.2 и 6 формулы изобретения до температуры 1180-1200°C, прошиты-раскатаны в стане поперечно-винтовой прокатки в гильзы размером 6200×вн.415×2870-3000 мм на оправке диаметром 400 мм с вытяжкой µ=1,4 м подъемом по диаметру δ=3,33%. Гильзы были прокатаны на пилигримовом стане в передельные трубы размером 426×23×13900-14650 мм с вытяжкой µ=5,72, обжатием по диаметру Δ=30,6% и подачами в очаг деформации 16-18 мм. От труб на пиле горячей резки были отрезаны технологические отходы - пилигримовые головки и затравочные концы. Трубы были выправлены на шестивалковой правильной машине, термообработаны, порезаны на две части равной длины и отправлены на перекат на стан ХПТ450 в товарные размером 377×18 мм (в соответствии с пп.1, 3 и 4 формулы изобретения). В результате переката передельных труб в товарные было получено 10 труб размером 377×18×9100-9700 мм, которые были приняты с допуском по диаметру ±1,0% и по стенке +15/-5,0 общей массой 15,746 т (в соответствии с п.3 формулы изобретения). Расходный коэффициент металла по трубам данной партии составил 1,249. Для сравнения данный размер труб был прокатан по классической схеме из сверленых слитков-заготовок ЭШП размером 565×100×1750±50 мм с двойным нагревом, прошивкой, прошивкой-раскаткой, прокаткой на пилигримовом стане и последующей перекаткой на стане ХПТ450. Расходный коэффициент металла составил 1,295.
Таким образом, использование предложенного способа позволит впервые в России осуществить производство бесшовных холоднокатаных труб размером 377×14-19 мм из передельных горячекатаных труб размером 426×21 и 426×23 мм, прокатанных на ТПУ 8-16′′ с пилигримовыми станами из полых слитков ЭШП стали марки 10Х9МФБ-Ш для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара с механическими свойствами металла и геометрическими размерами труб, превышающими значения данных показателей, приведенных в ТУ 14-3Р-55-2001, что позволит значительно снизить энергозатраты за счет исключения нагрева слитков-заготовок ЭШП под прошивку и прошивку-раскатку, исключения из технологического процесса прошивки слитков-заготовок в гильзы-заготовки при производстве передельных труб, производить качественные передельные трубы на ТПУ 8-16′′ с пилигримовыми станами ОАО «ЧТПЗ» для последующего передела передельных труб в товарные перекаткой их на стане ХПТ450, исключить из технологического процесса механическую обработку - обточку и расточку передельных труб в товарные размером 377×14-19 мм, повысить механические свойства металла труб за счет увеличения деформации при прошивке-раскатке полых слитков-заготовок и последующей перекатки на стане ХПТ450, а, следовательно, снизить расход металла при переделе полых слитков-заготовок ЭШП в передельные размером 420×21 и 426×23 мм для последующего переката их на стане ХПТ450 в товарные трубы размером 377×14-19 мм, повысить производительность ТПУ 8-16′′ с пилигримовыми станами и снизить стоимость котельных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2537682C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2532873C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 426×90 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2537639C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 273×9-15 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10X9МФБ-Ш | 2012 |
|
RU2530099C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 325×13-15 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2523376C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426×15-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2567427C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545924C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2522513C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-13 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545963C2 |
Способ включает выплавку слитков электрошлаковым переплавом, обточку и расточку слитков в слитки-заготовки размером 600×вн.240×2100±50 мм, нагрев слитков-заготовок до температуры пластичности, прошивку-раскатку их в стане поперечно-винтовой прокатки в гильзы-заготовки. После охлаждения гильзы-заготовки повторно нагревают до температуры пластичности, прошивают и раскатывают в стане поперечно-винтовой прокатки в гильзы размером 620×вн.415×2860-3000 мм и прокатывают в передельные трубы размером 426×21×15300-16200 и 426×23×13800-14700 мм с вытяжками µ=6,24 и µ=5,72, обжатием по диаметру 30,6% и с подачами гильз в очаг деформации m=16-19 мм. Разрезают передельные трубы на две трубы-краты и осуществляют прокатку труб-кратов в товарные трубы размером 377×14-19 мм. Обеспечивается производство труб с геометрическими размерами, механическими свойствами и качеством поверхности, превышающими требования существующих технических условий. 4 з.п. ф-лы, 1 табл.
1. Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-III, включающий выплавку слитков электрошлаковым переплавом, обточку и расточку слитков в полые слитки-заготовки размером 600×вн.240×2100±50 мм, нагрев слитков-заготовок до температуры 1180-1200°C, прошивку-раскатку слитков-заготовок в стане поперечно-винтовой прокатки на оправке диаметром 400 мм в гильзы размером 620×вн.415×2860-3000 мм с вытяжкой µ=1,4 и подъемом по диаметру δ=3,3% и прокатку на ТПУ 8-16′′ с пилигримовыми станами в передельные горячекатаные трубы размером 426×21×15300-16200 и 426×23×13800-14700 мм с вытяжками соответственно µ=6,24 и µ=5,72, обжатием по диаметру 30,6% и с подачами гильз в очаг деформации m=16-19 мм, отрезку технологических отходов - затравочных концов и пилигримовых головок пилой горячей резки, правку на шестивалковой правильной машине, термическую обработку, ремонт при необходимости, разрезание на две трубы-краты равной длины и приемку с допуском по диаметру +1,25/-1,0 и толщине стенки ±12,5%, холодную прокатку передельных труб-кратов в товарные трубы размером 377×14-19 мм.
2. Способ по п.1, отличающийся тем, что передельные трубы-краты размером 426×21×7650-8100 мм перекатывают на стане ХПТ450 в товарные холоднокатаные трубы размером 377×14×12550-13100, 377×15×11600-12300 и 377×16×10800-11500 мм с вытяжками соответственно µ=1,67, µ=1,57 и µ=1,47, а передельные трубы-краты размером 426×23×6900-7350 мм перекатывают на стане ХПТ450 в товарные трубы размером 377×17×10100-10750, 377×18×9500-10100 и 377×19×9000-9600 мм с вытяжками соответственно µ=1,52, µ=1,43 и µ=1,36, производят термическую обработку, правку, ультразвуковой контроль и приемку труб с допусками по диаметру ±1,0% и толщине стенки +15/-5%.
3. Способ по п.1 или 2, отличающийся тем, что передельные горячекатаные трубы на пилигримовом стане производят с суммарными вытяжками от µΣ=8,73 до µΣ=8,01, а товарные горячекатаные - с суммарными вытяжками от µΣ=4,2 до µΣ=3,08, товарные холоднокатаные трубы размером 377×14-19 мм производят с суммарными вытяжками от 
µ∑=µпр.µп,
где µпр. - вытяжка при прошивке-раскатке полых слитков-заготовок в гильзы в стане поперечно-винтовой прокатки;
µп - вытяжка при прокатке передельных и товарных труб на пилигримовом стане;
µx - вытяжка при перекатке передельных труб в товарные на стане ХПТ450.
4. Способ по п.1, отличающийся тем, что полые слитки электрошлакового переплава для прокатки передельных труб отливают с отношением диаметра к толщине стенки D/S=5,2-5,3, а для прокатки товарных труб - с отношением диаметра к толщине стенки D/S=3,7-5,1, которые обтачивают и растачивают в полые слитки-заготовки с отношением диаметра к толщине стенки соответственно D/S=5,9-6,0 и D/S=3,7-5,1, большие значения которых относятся к полым слиткам и слиткам-заготовкам для прокатки передельных и товарных горячекатаных труб с меньшими толщинами стенок.
5. Способ по п.1, отличающийся тем, что полые слитки-заготовки нагревают в методической печи по технологии:
- посад слитков-заготовок на колосники печи производят партиями по 8-10 штук в один ряд с интервалом через 1,25-1,5 часа при температуре в третьей зоне печи 1000-1050°C;
- выдержка слитков-заготовок на колосниках без кантовки в течение 1,0-1,25 часа;
- нагрев слитков-заготовок диаметром 600 мм с отношением D/S=5,9-6,0 со скоростью 2,5-2,9°C в минуту в течение 4,5-5,0 часа до температуры 1180-1200°C с равномерной кантовкой слитков-заготовок по подине печи с 22-го по 6-е окно через 18-20 минуту на угол 220-230°,
- кантовка с 4-го окна на яму печи и выдача заготовок из печи с температурой центра слитков-заготовок 1160-1200°C, большие значения которой относятся к передельным с меньшей толщиной стенки.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭШП И НЛЗ | 2006 |
|
RU2322314C2 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2340417C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2278750C2 |
| СПОСОБ ПРОИЗВОДСТВА КОТЕЛЬНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ СЛИТКОВ ЭШП | 1998 |
|
RU2180874C2 |

