Настоящее изобретение вообще относится к области панелей пола с механическими блокировочными системами, содержащими отдельный смещаемый шпунт, обеспечивающими удобный монтаж. Изобретение обеспечивает новые усовершенствованные блокировочные системы и способы установки и отсоединения строительных панелей, в частности панелей пола, и способы изготовления блокировочной системы.
В частности, но без ограничения, изобретение относится к механической блокировочной системе для прямоугольных панелей пола с длинными и короткими ребрами, которые могут быть установлены при вертикальном сгибании. Необходимо отметить, что длинные и короткие ребра используются только для упрощения описания. Панели могут быть также квадратными, они могут иметь больше четырех ребер, и смежные ребра могут иметь углы, отличающиеся от 90 градусов. При этом изобретение также применимо к строительным панелям вообще. Более конкретно, изобретение относится преимущественно к типу механических блокировочных систем, которые позволяют, чтобы поворачивание длинных ребер и вертикальное смещение коротких ребер обеспечивало блокировку всех четырех ребер одной панели с другими панелями при использовании метода одиночного действия, обычно называемого вертикальной укладкой.
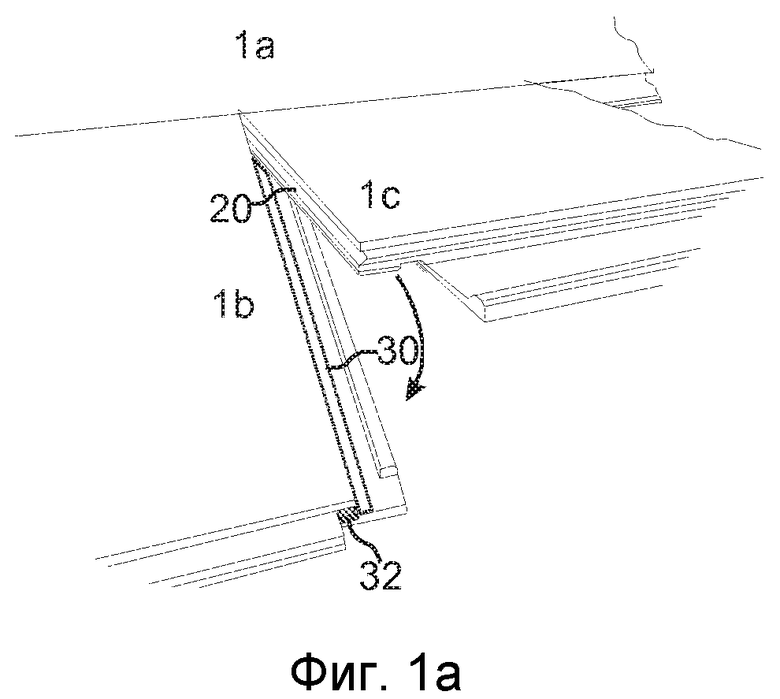
Панель пола данного типа представлена в WO 2008/004960 (заявитель Valinge Innovation AB) и WO 2008/017301 (Schulte). Основные принципы показаны на фиг.1а-1d.
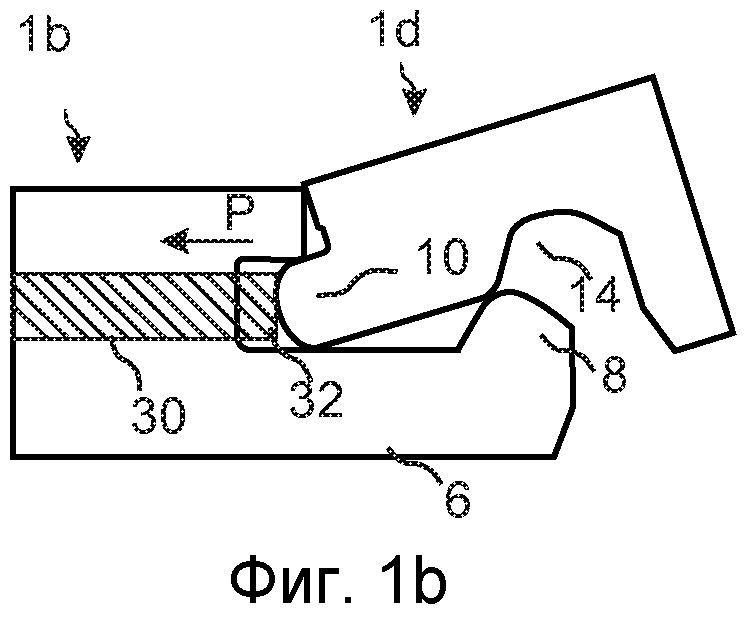
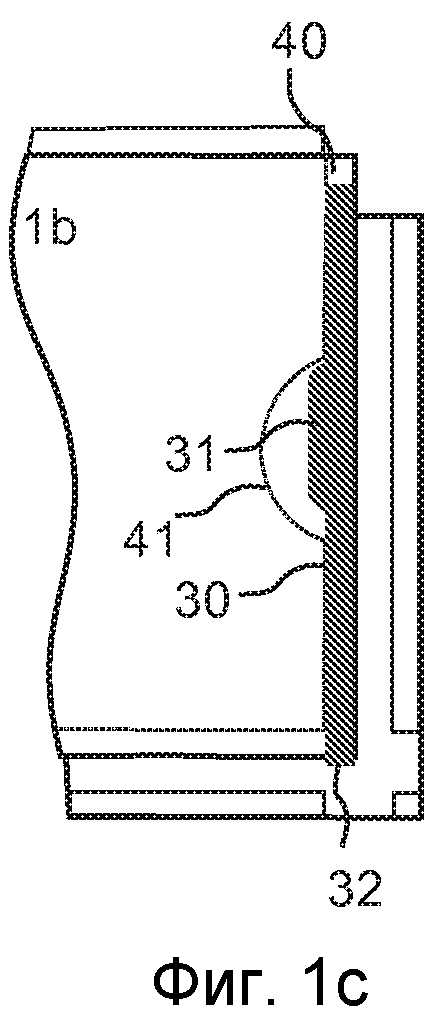
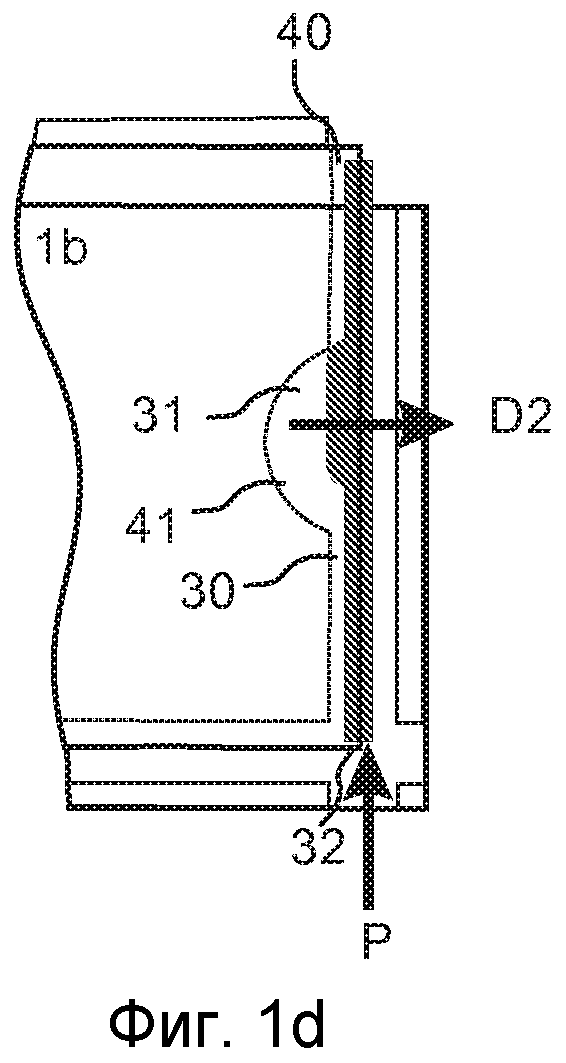
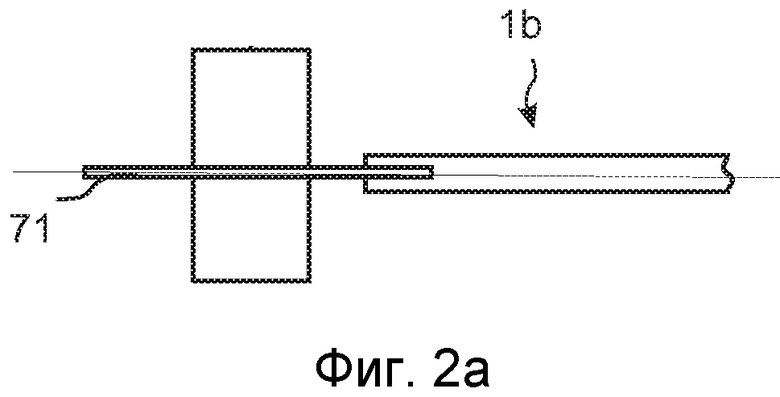
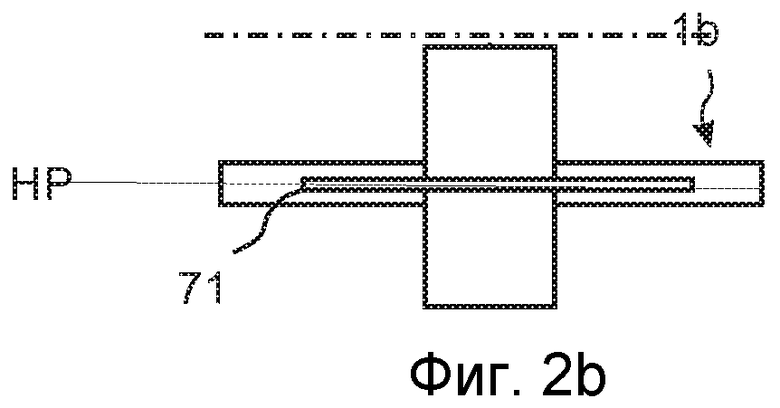
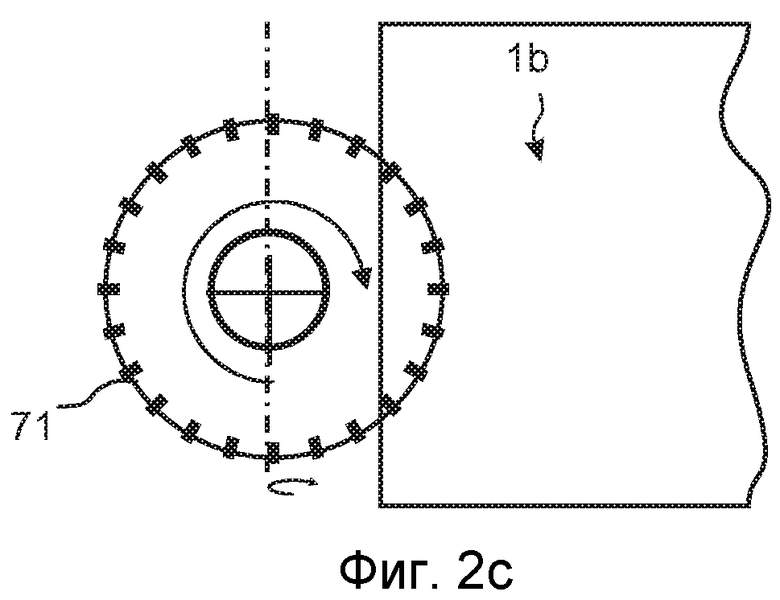
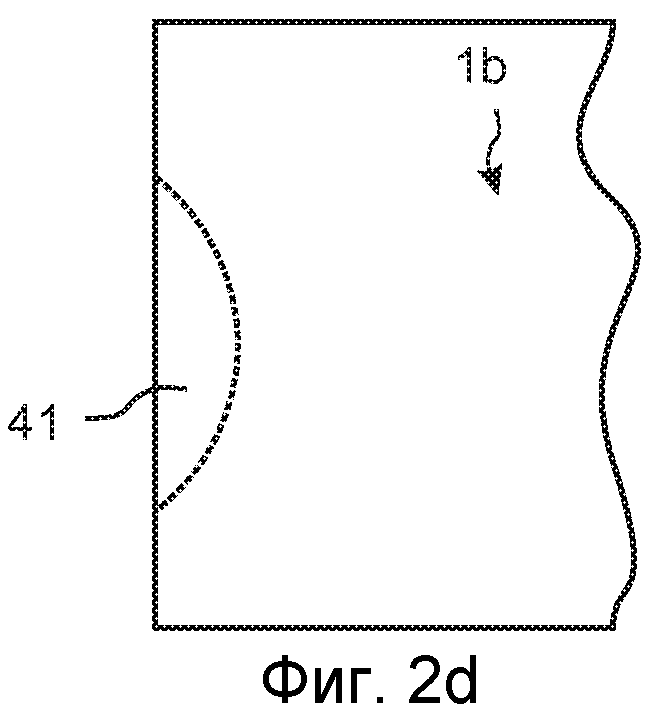
На фиг.1а показано, что два смежных коротких ребра в первом ряду могут быть заблокированы смещаемым шпунтом (30), который смещают, как показано на фиг.1b, посредством бокового проталкивания в одном участке (32) ребра, когда смежные короткие ребра 1b, 1с отогнуты вниз и расположены в одной плоскости. Данная вертикальная укладка посредством «бокового проталкивания», которое обычно обеспечивается давлением Р от длинной стороны третьей панели 1d во втором ряду, смещает отдельный и смещаемый шпунт 30 вдоль стыкового соединения 1b коротких ребер, а также перпендикулярно направлению D2 стыкового соединения так, что часть шпунта смещается в шпунтовой паз 20 смежного короткого ребра 1с. На фиг.1с показано, что смещаемый шпунт 30 расположен в пазу 40 смещения, который содержит полость 41. Данная полость взаимодействует с выступом 31 на смещаемом шпунте так, что смещаемый шпунт 30, когда его проталкивают вдоль ребра и паза смещения, также смещается перпендикулярно ребру в направлении D2 и в шпунтовой паз 20 смежной панели. На фиг.2а-2d показан известный способ образования полости 41. Вращающийся инструмент 71, такой как тонкая дисковая пила, вращается в горизонтальной плоскости НР, параллельной поверхности панели и образует полость 41. Основной недостаток заключается в том, что инструмент образует полость 41 со значительной глубиной, как показано на фиг.2d.
Блокировочная система с боковым проталкиванием в соответствии с известной технологией, которая требует образования паза смещения, который не является параллельным ребру, является очень сложной для осуществления, а глубокие пазы будут оказывать негативное влияние на стойкость и прочность ребра панели. Как вариант, могут быть использованы клиновые шпунты, состоящие обычно из двух деталей, которые не являются параллельными ребру. Такие шпунты являются дорогими и сложными для изготовления и вставки в ребро.
Основной недостаток таких систем с боковым проталкиванием по сравнению с другими механическими блокировочными системами заключается в том, что сложно образовать полости, которые взаимодействуют с выступом на смещаемом шпунте, точным и экономически эффективным способом и устранить негативные влияния на стойкость и прочность ребра панели.
ОПРЕДЕЛЕНИЕ НЕКОТОРЫХ ТЕРМИНОВ
В приведенном ниже описании, видимая поверхность установленной панели пола называется «лицевой поверхностью», а противоположная сторона панели пола, обращенная к бетонному основанию пола, называется «задней поверхностью». Ребро между передней и задней поверхностью называется «соединительным ребром». Если это не определено как-то иначе, то «верхний» и «нижний» означает около передней поверхности и около задней поверхности. «Внутренний» и «внешний» означает к или от центра панели. «Горизонтальная плоскость» означает плоскость, которая проходит параллельно внешней части поверхностного слоя. Непосредственно расположенные рядом верхние части двух смежных соединительных ребер двух соединенных панелей пола совместно образуют «вертикальную плоскость», перпендикулярную горизонтальной плоскости. «Горизонтально» означает параллельно горизонтальной плоскости, а «вертикально» - параллельно вертикальной плоскости.
«Стыковое соединение» или «блокировочная система» означают взаимодействующие соединительные средства, которые соединяют панели пола вертикально и/или горизонтально. «Панель с рейкой» означает ребро панели, которое содержит рейку и блокировочный элемент, а «панель с пазом» означает ребро панели, которое содержит блокировочный паз, который взаимодействует с блокировочным элементом во время горизонтальной блокировки.
«Укладка с вертикальным проталкиванием» означает способ установки, в котором короткие ребра двух панелей блокируются, когда они расположены плоско на бетонном основании пола после поворачивания. Вертикальная блокировка осуществляется посредством бокового проталкивания, которое смещает отдельный шпунт в направлении длины коротких ребер. Горизонтальная блокировка в обычных системах сгибания вниз осуществляется таким же образом, как и в случае систем поворота с блокировочным элементом в одном ребре панели с рейкой, который взаимодействует с блокировочным пазом на другом ребре панели с пазом. «Блокировочная система с боковым проталкиванием» означает блокировочную систему, которая может быть заблокирована методом укладки с вертикальным проталкиванием.
«Ширина шпунта» означает максимальное расстояние между двумя параллельными линиями вдоль длины шпунта, которые находятся в контакте с самой внешней и внутренней частью шпунта.
Основной задачей настоящего изобретения является улучшение функции и прочности блокировочной системы с боковым проталкиванием и в частности тех деталей, которые вызывают перемещение смещаемого шпунта перпендикулярно ребру из одного паза и в смежный паз, когда смещаемый шпунт перемещается вдоль ребра.
В соответствии с первым аспектом изобретения панель пола содержит блокировочную систему, содержащую смещаемый шпунт в пазу смещения в первом ребре и шпунтовой паз в смежных вторых ребрах для вертикальной блокировки. Блокировочная рейка с блокировочным элементом в первом ребре взаимодействует с блокировочным пазом во втором ребре для горизонтальной блокировки. Смещаемый шпунт содержит выступ, а паз смещения содержит полость, так что выступ скользит относительно стенки полости и в первом направлении, перпендикулярном ребру, когда смещаемый шпунт перемещают во втором направлении вдоль ребра. Перемещение в первом направлении вызывает вхождение смещаемого шпунта в шпунтовой паз, в результате чего ребра блокируются вертикально. Полость продолжается вертикально вниз к задней стороне панели.
Преимущество состоит в том, что для образования полостей может быть использована простая обработка резанием, причем такое образование не будет оказывать негативного влияния на прочность и стойкость ребра.
В соответствии с предпочтительным вариантом осуществления полость представляет собой глухое отверстие, окруженное по существу вертикальной стенкой.
Такая полость обеспечивает очень стойкое ребро, при этом должно быть удалено минимальное количество материала.
В соответствии с вторым аспектом изобретения панель пола содержит блокировочную систему, содержащую смещаемый шпунт в пазу смещения в первом ребре и шпунтовой паз в смежных вторых ребрах для вертикальной блокировки. Блокировочная рейка с блокировочным элементом в первом ребре взаимодействует с блокировочным пазом во втором ребре для горизонтальной блокировки. Смещаемый шпунт содержит выступ, а паз смещения содержит полость, так что выступ скользит относительно стенки полости и в первом направлении, перпендикулярном ребру, когда смещаемый шпунт перемещают во втором направлении вдоль ребра. Перемещение в первом направлении вызывает вхождение смещаемого шпунта в шпунтовой паз, в результате чего ребра блокируются вертикально. Выступ является гибким и выполнен с возможностью вызывания горизонтального предварительного натяга относительно шпунтового паза.
Данный второй аспект обеспечивает преимущества в том, что могут быть уменьшены негативные влияния технологических допусков и может быть обеспечено повышенное качество блокировки.
В соответствии с третьим аспектом изобретения панель пола содержит блокировочную систему, содержащую смещаемый шпунт в пазу смещения в первом ребре и шпунтовой паз в смежных вторых ребрах для вертикальной блокировки. Блокировочная рейка с блокировочным элементом в первом ребре взаимодействует с блокировочным пазом во втором ребре для горизонтальной блокировки. Смещаемый шпунт содержит выступ, а паз смещения содержит полость, так что выступ скользит относительно стенки полости и в первом направлении, перпендикулярном ребру, когда смещаемый шпунт перемещают во втором направлении вдоль ребра. Перемещение в первом направлении вызывает вхождение смещаемого шпунта в шпунтовой паз, в результате чего ребра блокируются вертикально. Выступ расположен на нижней и/или верхней части смещаемого шпунта.
Третий аспект обеспечивает преимущество в том, что можно образовать паз смещения с малой глубиной и может быть обеспечена повышенная стойкость и прочность.
В соответствии с четвертым аспектом изобретения ряд панелей пола содержит блокировочную систему, содержащую смещаемый шпунт, содержащий основной корпус шпунта и, по меньшей мере, две клиновые детали, расположенные в пазу смещения в первом ребре первой панели пола, взаимодействующих для вертикальной блокировки ребер со шпунтовым пазом в смежном втором ребре второй панели пола. Блокировочная система дополнительно содержит блокировочную рейку с блокировочным элементом в одном ребре, который взаимодействует, для горизонтальной блокировки ребер, с блокировочным пазом в смежном ребре. Основной корпус шпунта содержит, по меньшей мере, два гибких выступа и две выемки. Клиновые детали расположены, по меньшей мере, частично в выемках. Гибкие выступы выполнены с возможностью скольжения относительно клиновых деталей для обеспечения перемещения основного корпуса шпунта перпендикулярно ребрам, и тем самым вызывая вертикальную блокировку ребер. Гибкие выступы находятся в разблокированном положении, по существу смещенном вдоль смещаемого шпунта относительно клиньев, и выполнены с возможностью вызывания предварительного натяга относительно клиновых деталей и шпунтового паза. Основной корпус шпунта содержит фрикционное соединение, которое обеспечивает перемещение вдоль паза смещения и предотвращает выпадение основного корпуса шпунта из паза смещения. Клиновые детали содержат фрикционное соединение, которое предотвращает перемещение клиновых деталей в пазу смещения, когда основной корпус шпунта перемещают вдоль ребра. Клиновые детали и основной корпус шпунта содержат разъемные соединения клиновых деталей, выполненные с возможностью разъединения во время вставки смещаемого шпунта в паз смещения.
Четвертый аспект обеспечивает преимущества в том, что ребро может быть выполнено с использованием только простой обработки резанием, параллельной ребрам, так же как в обычных механических блокировочных системах. Смещаемый шпунт может быть выполнен экономически эффективно в виде цельного элемента и преобразован в элемент, состоящий из двух частей, во время контролируемой вставки шпунта в паз.
В соответствии с пятым аспектом изобретения создана заготовка шпунтов, содержащая, по меньшей мере, два шпунта, имеющих длину шпунта и соединенных друг с другом. Шпунты выполнены с возможностью отделения друг от друга и вставки в шпунтовой паз панели пола. Каждый шпунт содержит основной корпус шпунта, содержащий, по меньшей мере, два выступа, продолжающихся по существу в направлении длины шпунта, и две выемки. Шпунт содержит две клиновые детали, расположенные, по меньшей мере, частично в или рядом с выемками. Основной корпус шпунта и клиновые детали содержат разъемные соединения клиновых деталей, выполненные с возможностью отсоединения от основного корпуса шпунта во время вставки шпунта в паз.
Пятый аспект обеспечивает преимущества в том, что шпунты могут быть изготовлены, обработаны и вставлены в паз простым и экономически эффективным способом.
Все варианты осуществления первого, второго, третьего, четвертого и пятого аспектов могут быть объединены, и гибкий выступ, например, может быть использован вместе с полостью, продолжающейся к задней стороне и расположенной на верхней и/или нижней стороне смещающегося шпунта.
Изобретение обеспечивает новые варианты осуществления блокировочных систем, предпочтительно, в коротких ребрах, а также в длинных ребрах или в квадратных панелях. Полезными областями для изобретения являются стеновые панели, потолки, наружные применения и панели пола любой формы и из любого материала, например ламината; в частности панели с материалами поверхности, которые содержат термоотверждающиеся смолы, древесину, древесно-волокнистую плиту высокой плотности (high density fiberboard - HDF), фанеру или камень.
Почти все варианты осуществления блокировочной системы описаны с пазом смещения и смещаемым шпунтом на панели с рейкой, в основном для упрощения описания. Очевидно, что основной принцип изобретения может быть также использован на стороне блокировочного паза. Шпунт вставляют в паз смещения в одном ребре, которое расположено рядом, и, предпочтительно, над блокировочным пазом, а шпунтовой паз образован в другом ребре, примыкающем к блокировочной рейке и, предпочтительно, по существу над рейкой.
Сущность изобретения поясняется на чертежах, где:
Фиг.1a-d изображают блокировочную систему известного уровня техники.
Фиг.2a-c показывают технологию образования полости в ребре панели в соответствии с известным уровнем техники.
Фиг.3a-f показывают технологию образования полости в ребре панели.
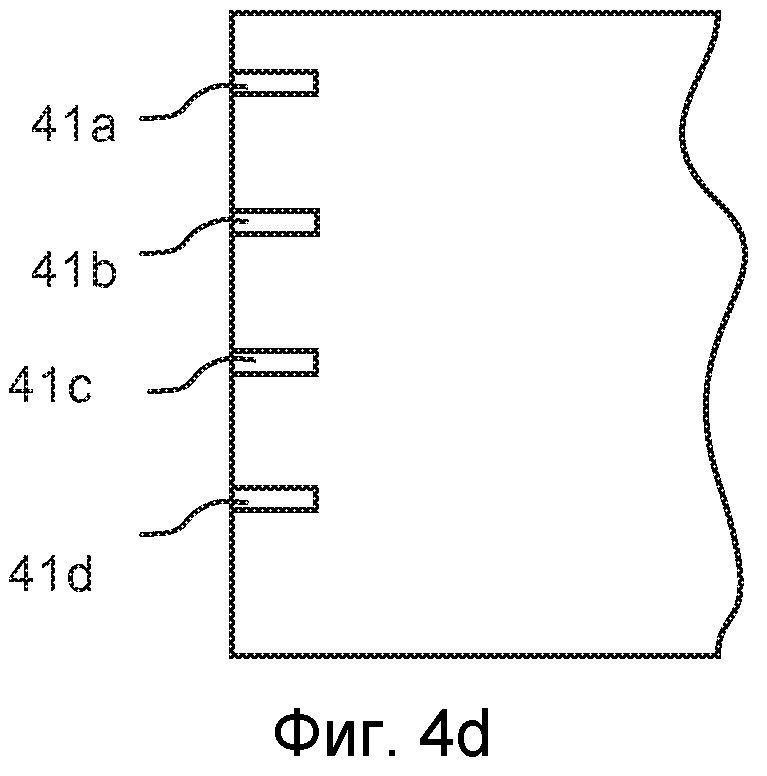
Фиг.4a-d показывают альтернативную технологию образования полостей в ребре панели.
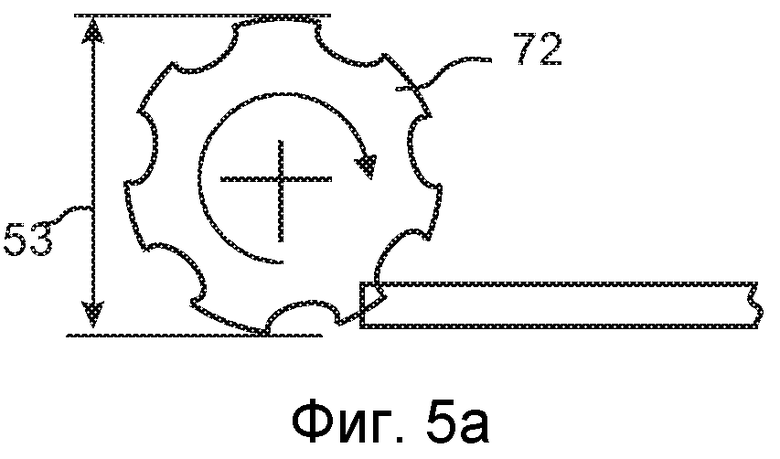
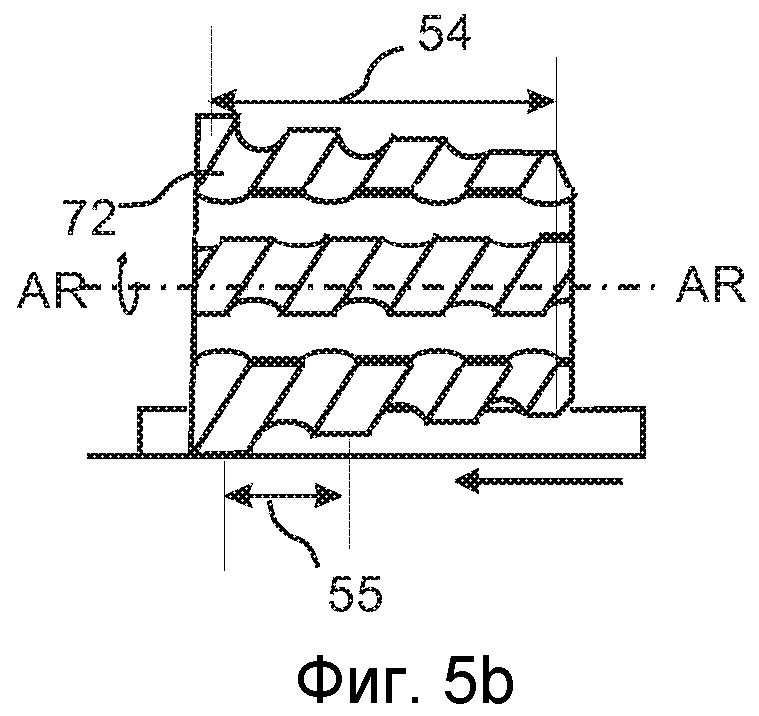
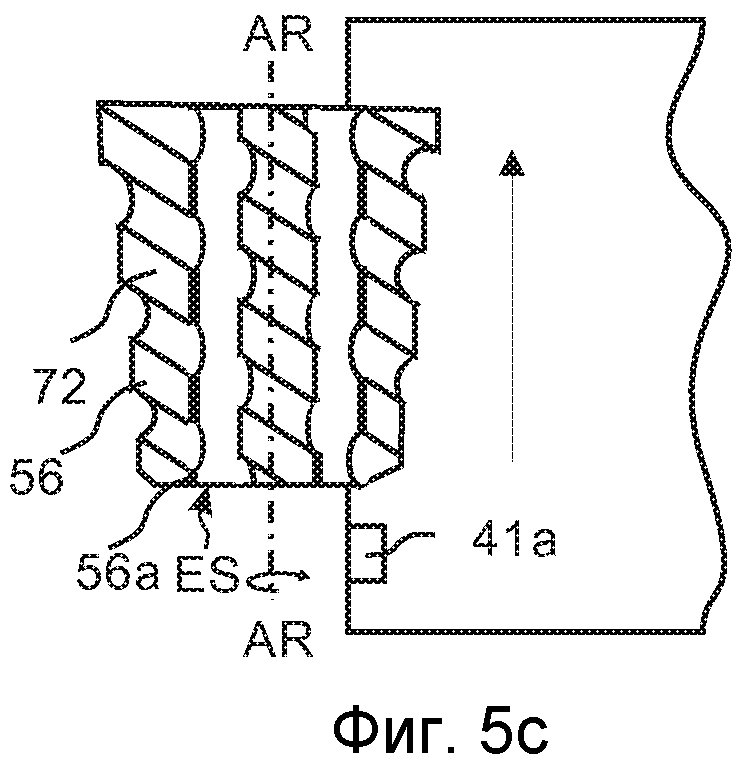
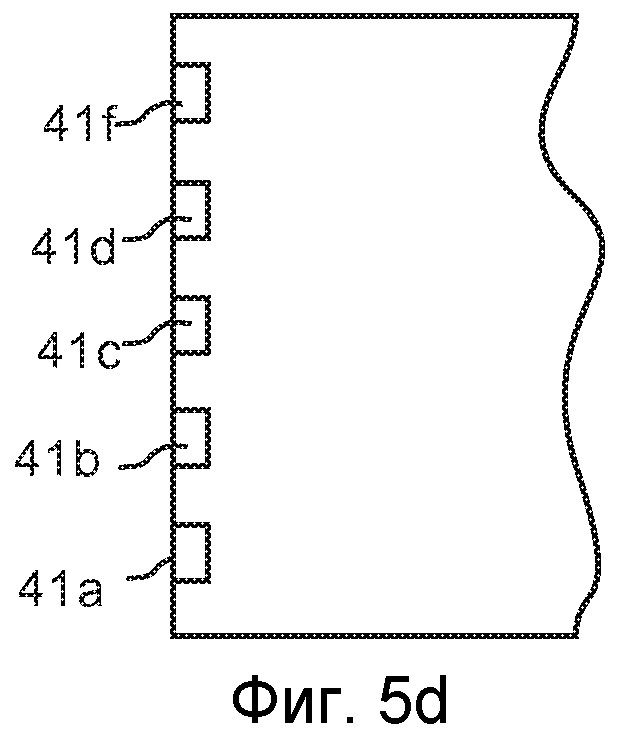
Фиг.5a-d показывают технологию образования полостей в ребре панели с использованием винтового режущего инструмента.
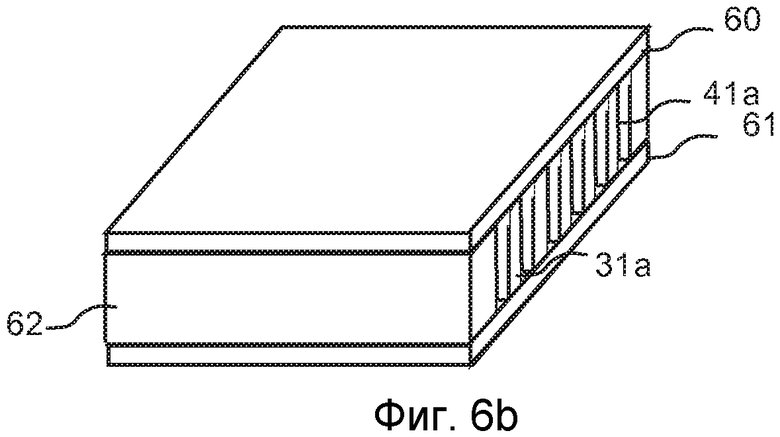
Фиг.6a-b показывают, каким образом могут быть образованы полости во внутреннем слое панели перед наложением поверхностного слоя на внутренний слой.
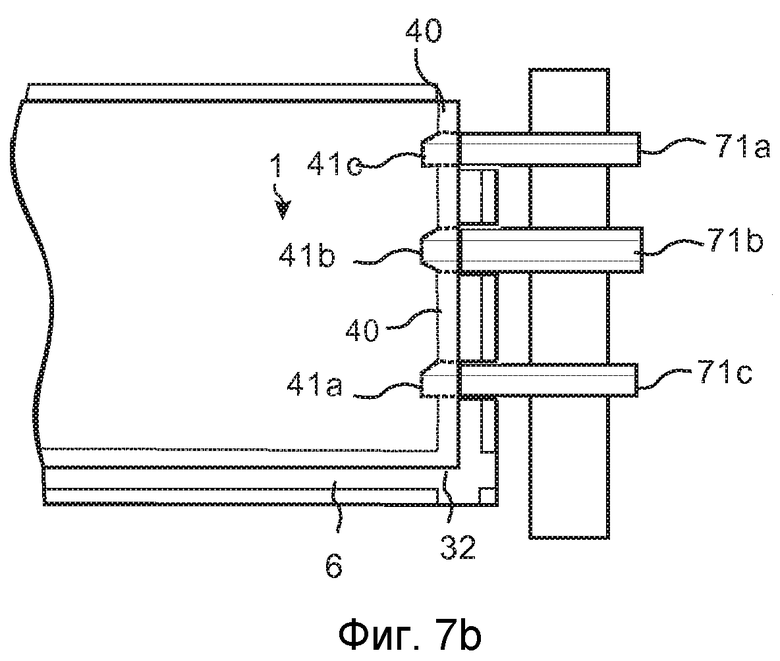
Фиг.7a-d изображают блокировочную систему с полостями, образованными при помощи дисковых пил.
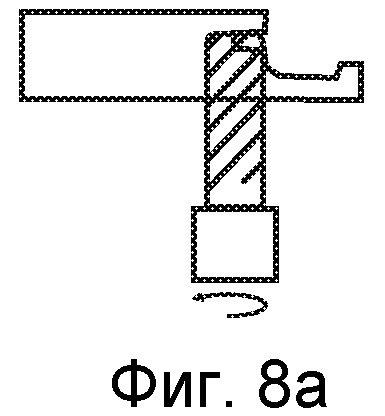
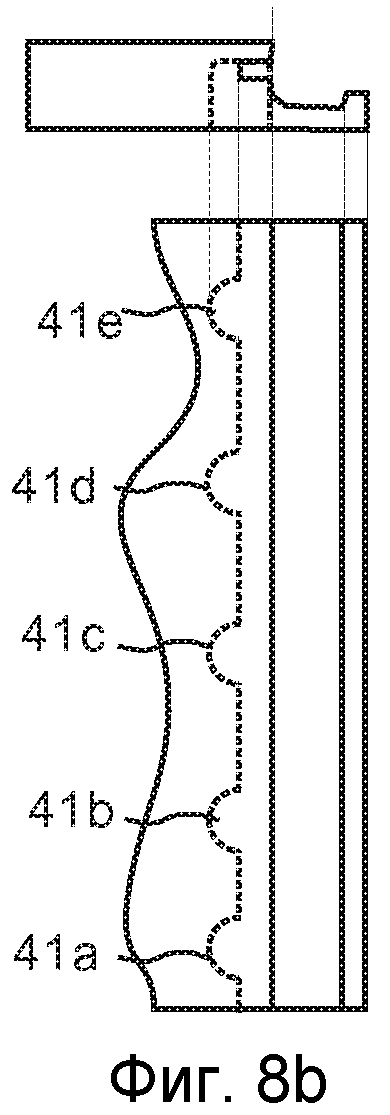
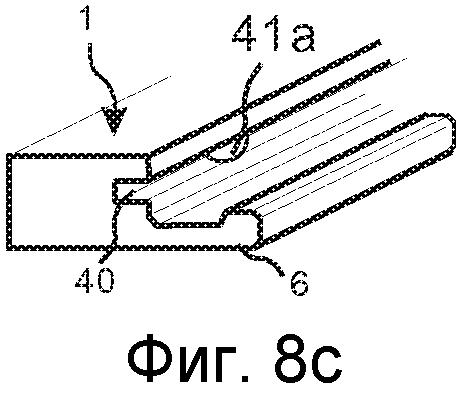
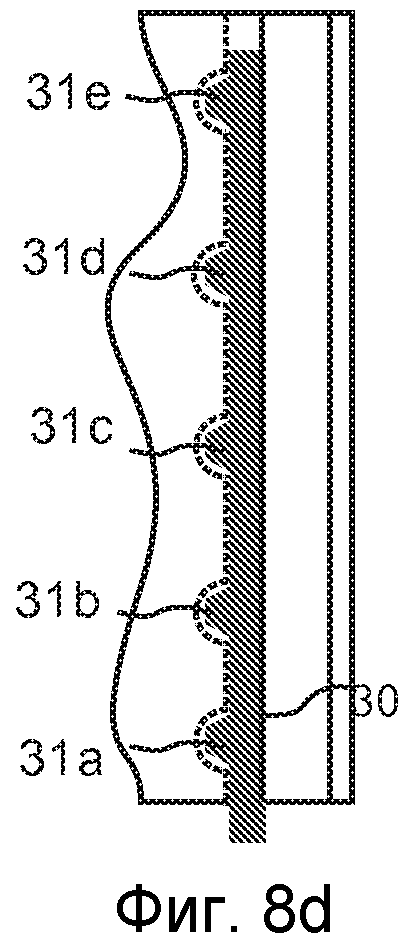
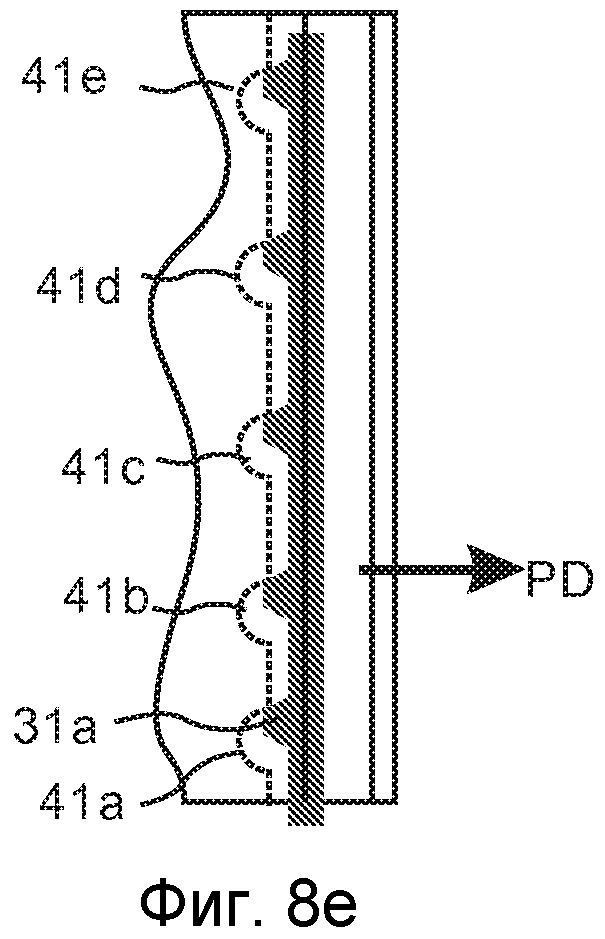
Фиг.8a-е изображают блокировочную систему с полостью, образованной при помощи резцов в виде высверленного глухого отверстия.
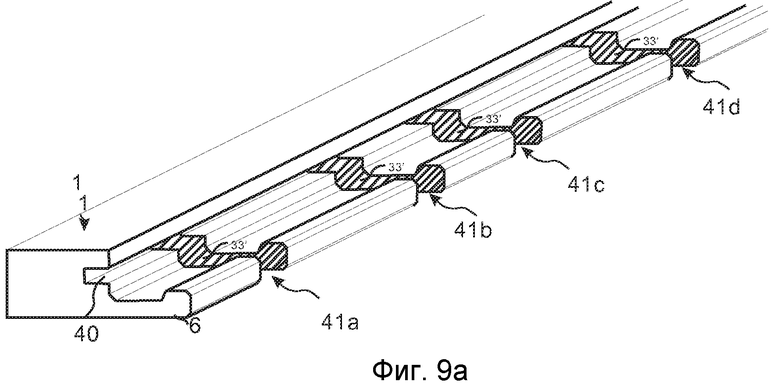
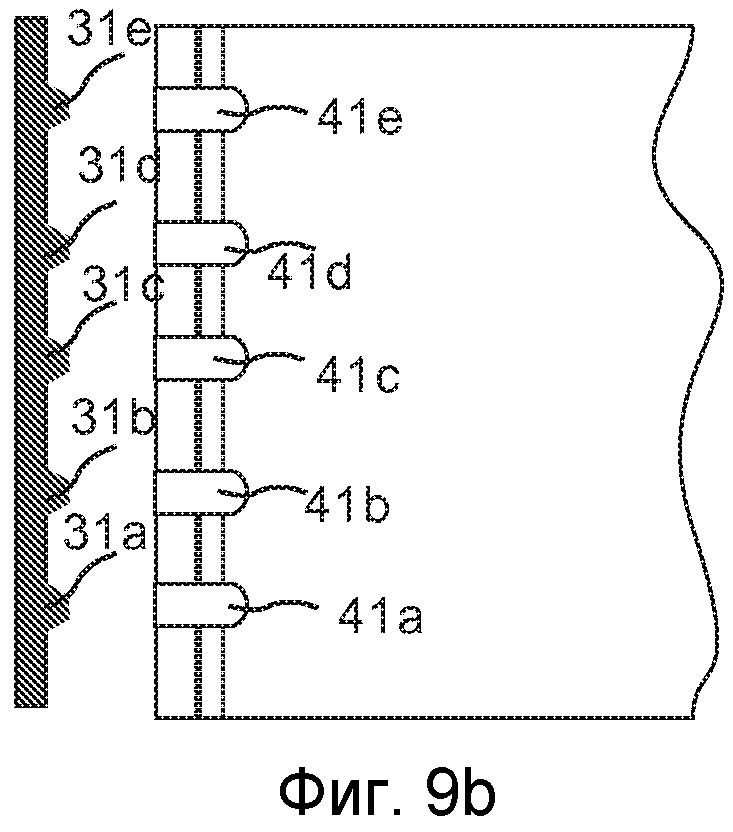
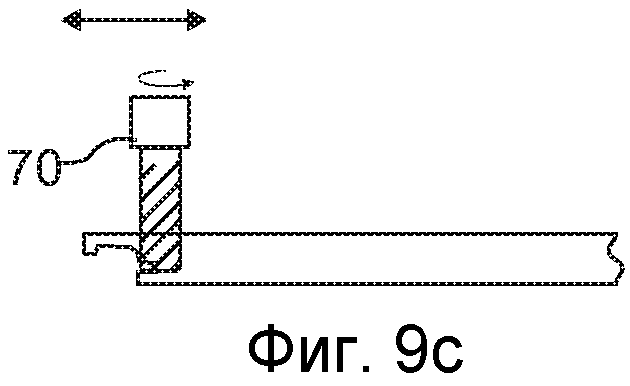
Фиг.9a-с изображают блокировочную систему с горизонтально открытыми полостями, образованными при помощи резцов.
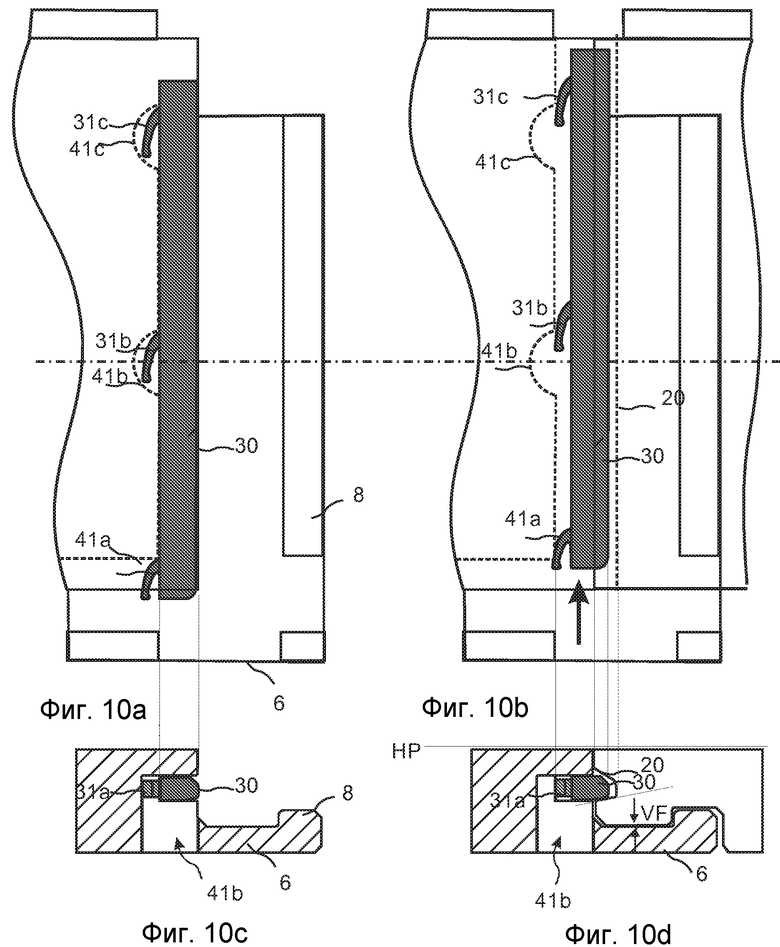
Фиг.10a-е изображают блокировочную систему со смещаемым шпунтом, содержащим гибкие выступы.
Фиг.11a-d изображают блокировочную систему со смещаемым шпунтом, содержащим выступы в нижней части шпунта.
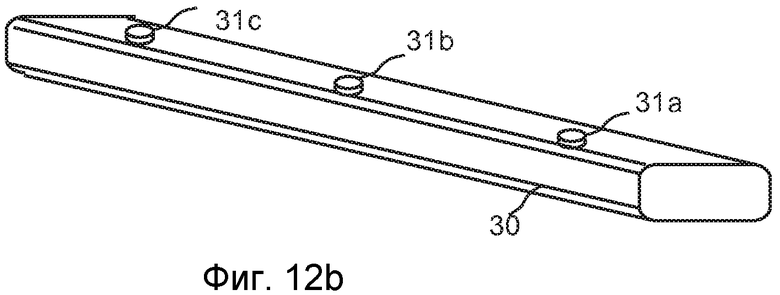
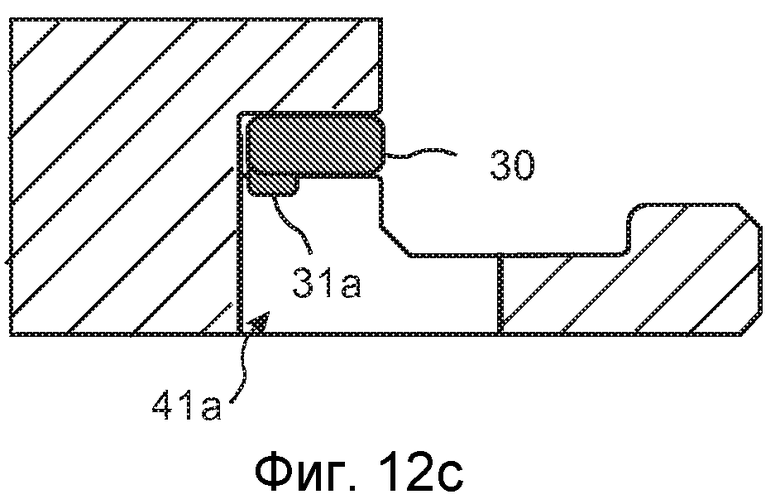
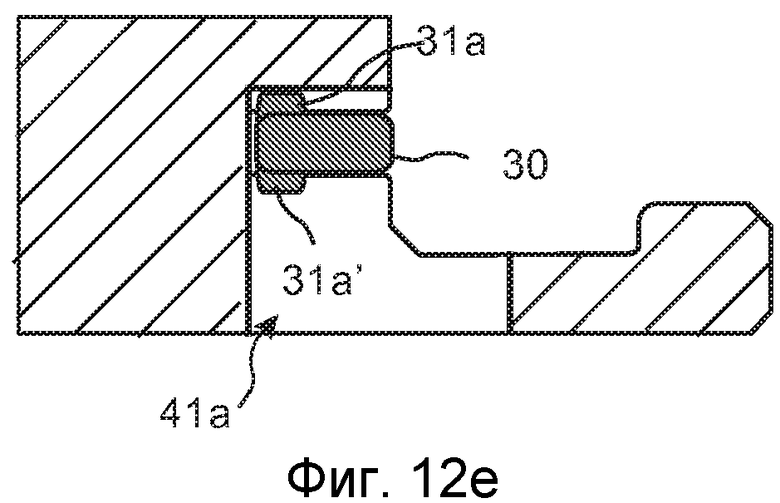
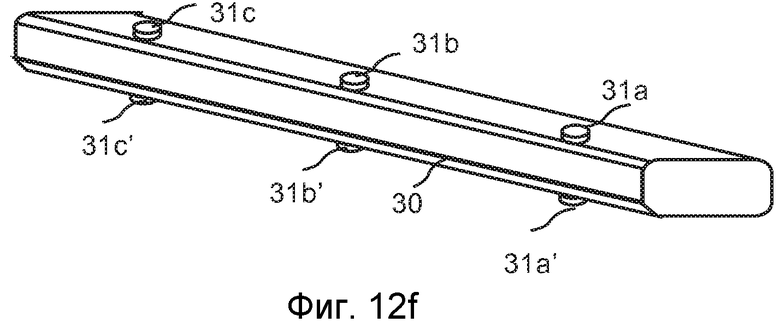
Фиг.12а-f изображают блокировочную систему со смещаемым шпунтом, содержащим выступы на верхней и/или нижней частях шпунта.
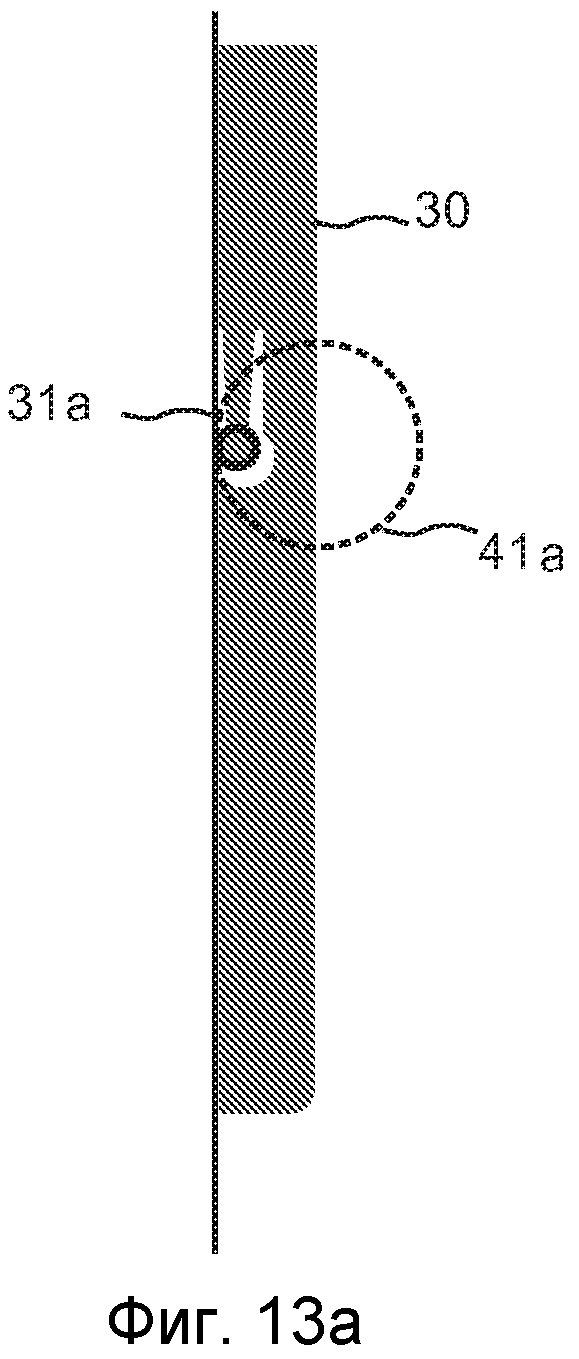
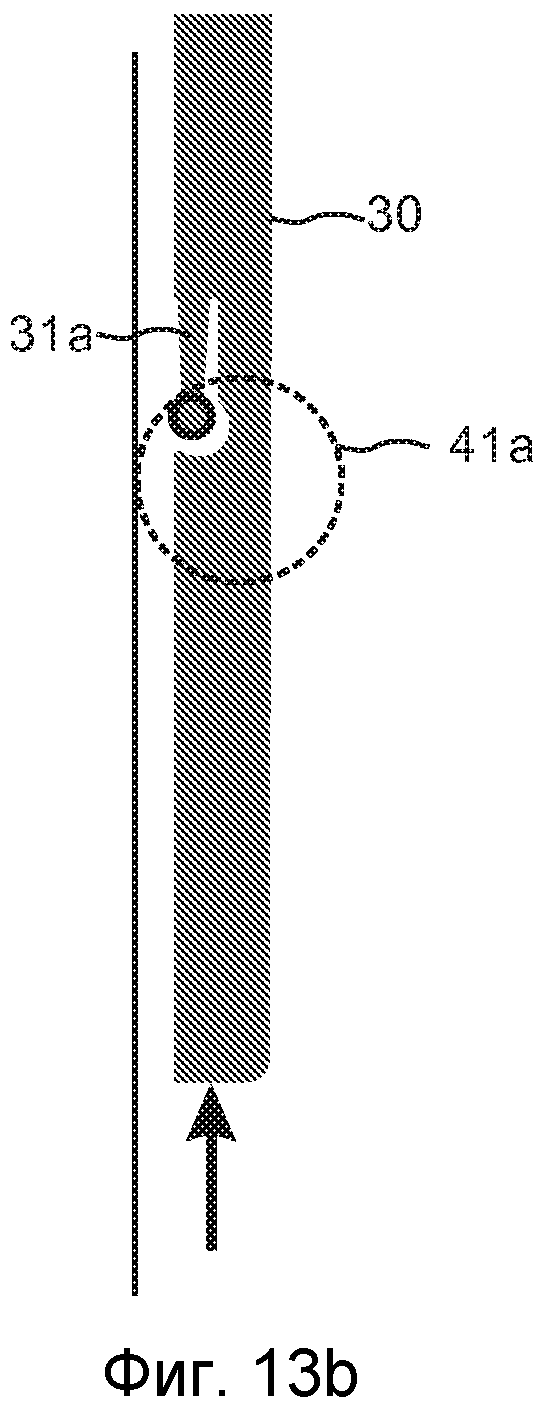
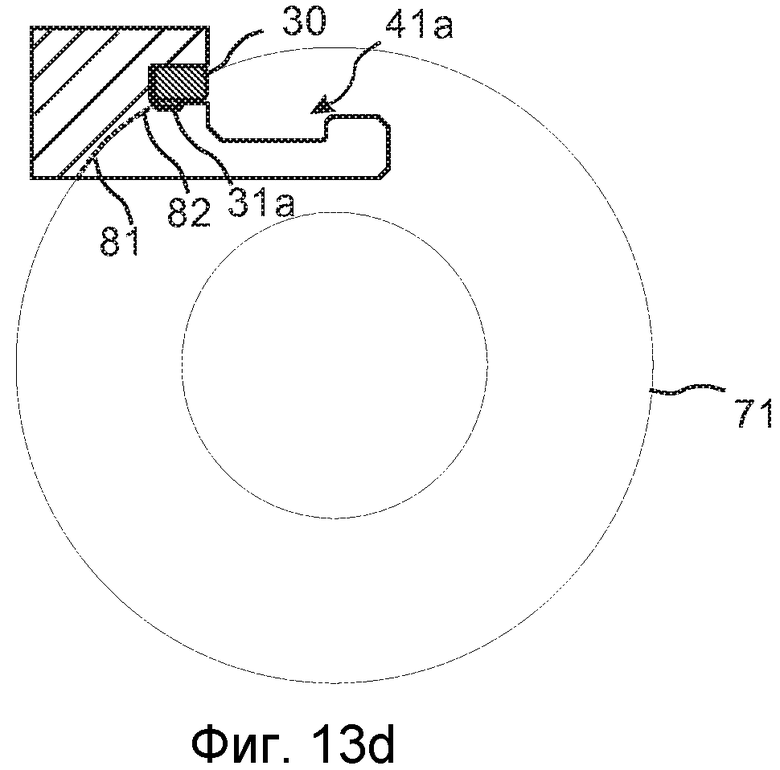
Фиг.13a-d изображают гибкие выступы в нижней части смещаемого шпунта и технологии образования стойкого и прочного ребра.
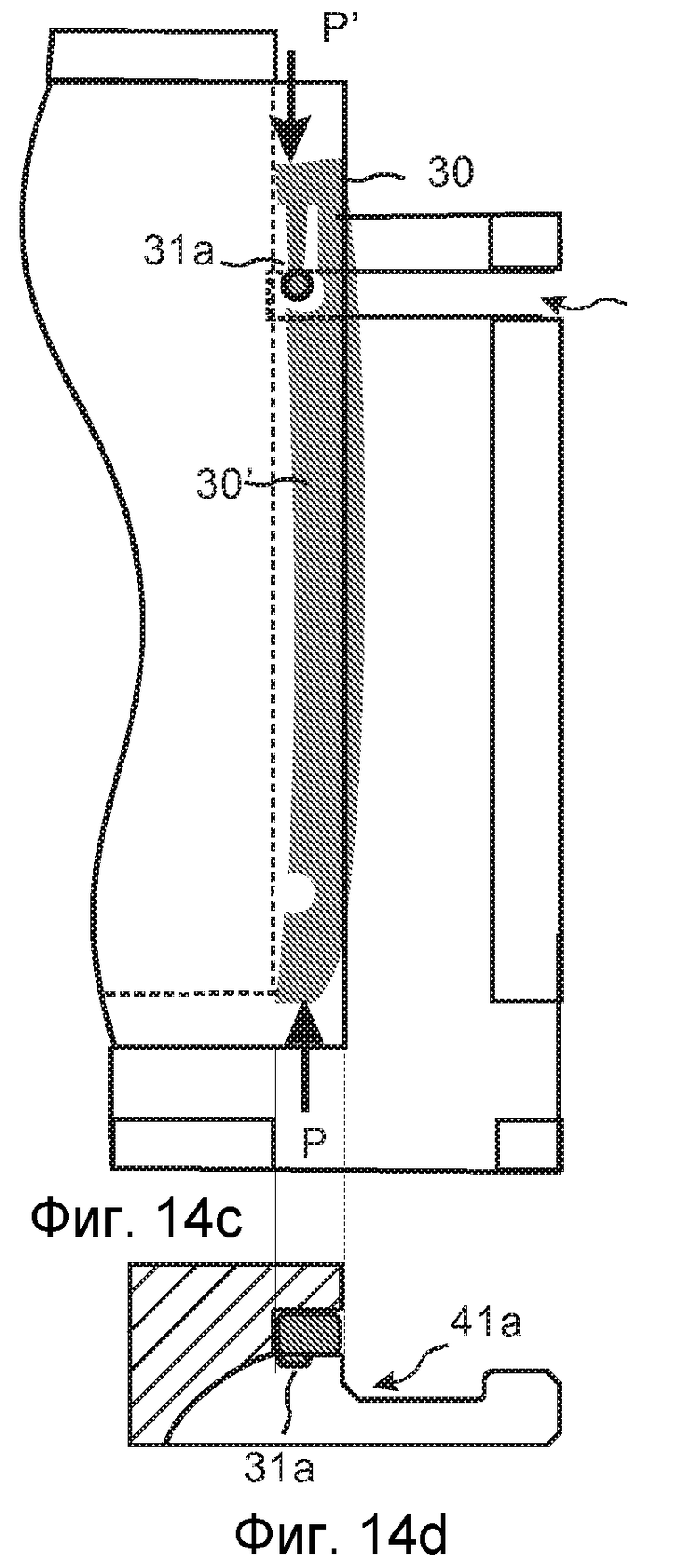
Фиг.14a-d изображают блокировочную систему с полостями, образованными при помощи вертикально вращающейся дисковой пилы.
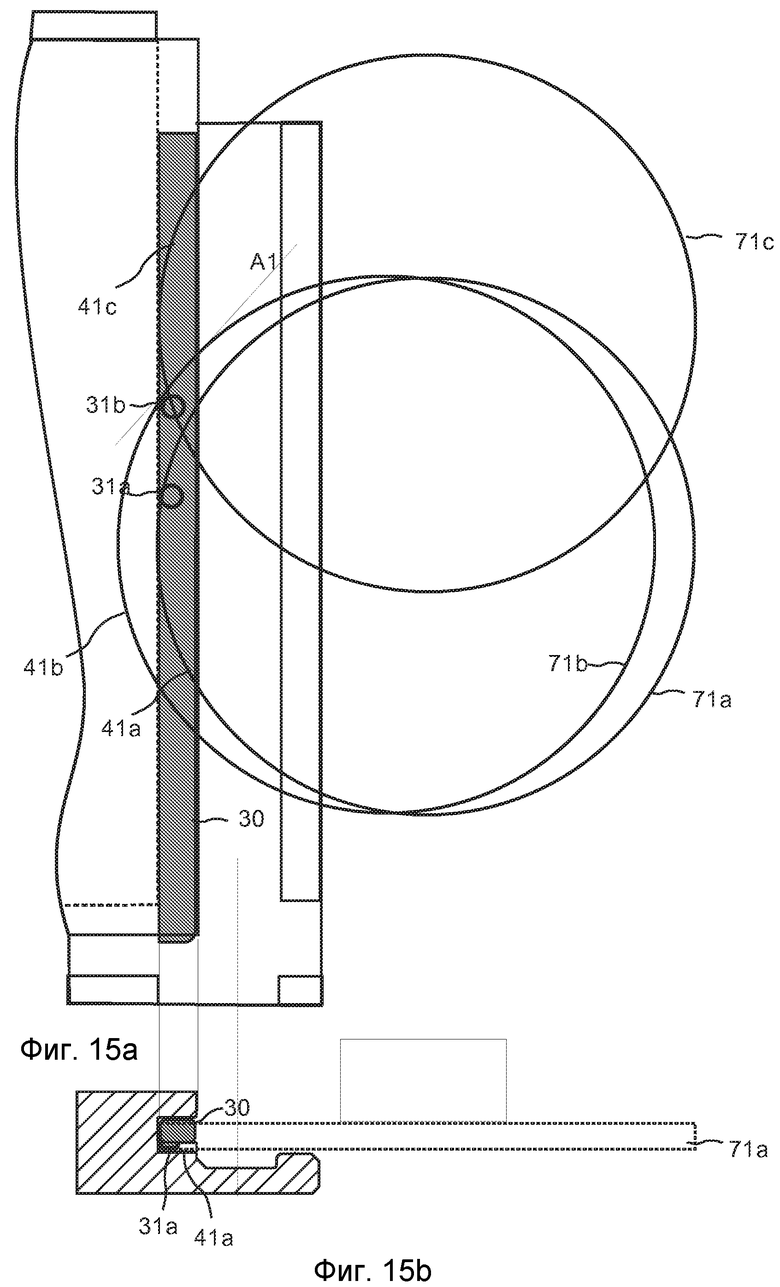
Фиг.15a-b изображают блокировочную систему с полостями, образованными при помощи горизонтально вращающейся дисковой пилы.
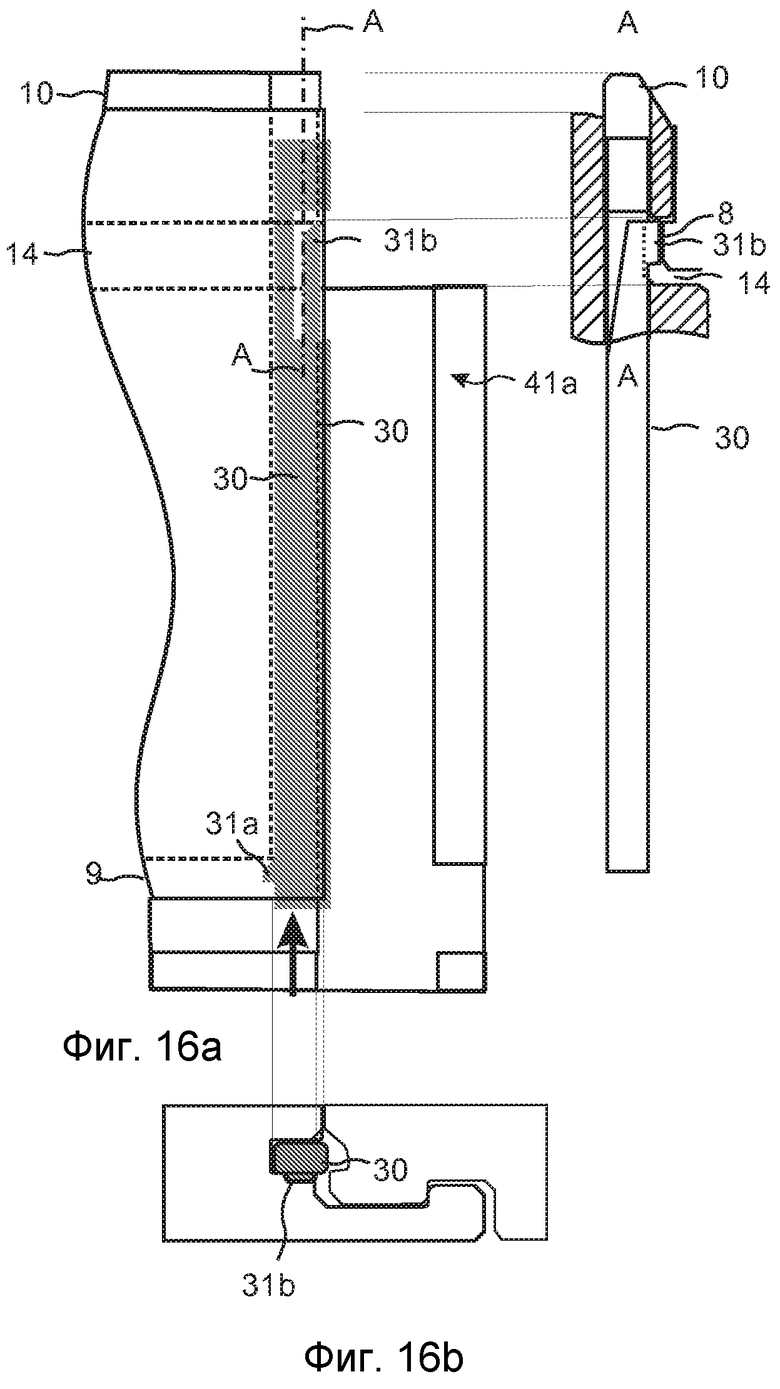
Фиг.16a-b изображают блокировочную систему, использующую полости, которые образованы одновременно с образованием блокировочной системы длинного ребра.
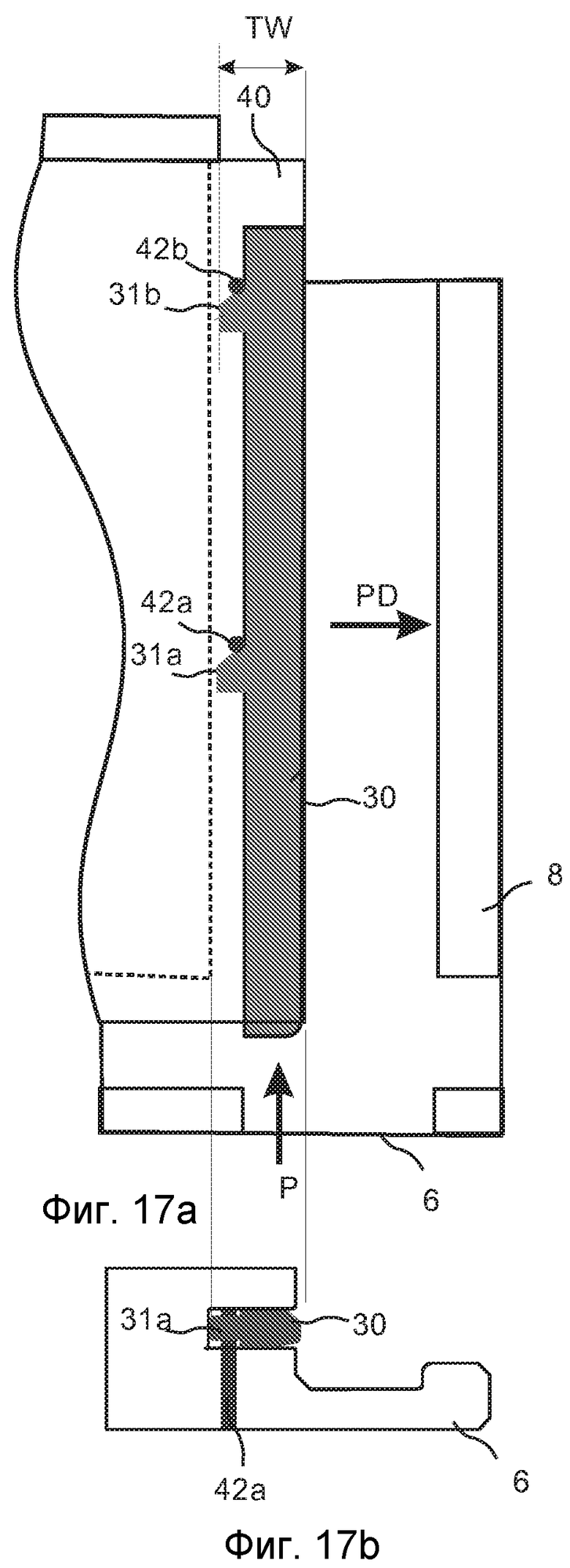
Фиг.17a-b изображают блокировочную систему с шипами, которые взаимодействуют с выступами.
Фиг.18a-e изображают блокировочную систему с шипами, взаимодействующими с выемкой, и вариант осуществления, содержащий смещаемый шпунт на панели с пазом.
Фиг.19a-e изображают блокировочную систему с цельным смещаемым шпунтом, который после вставки разделяется на несколько несоединенных частей.
Фиг.20a-d изображают вставку шпунта в паз и блокировку блокировочной системы в соответствии с изобретением.
Фиг.21a-c изображают способ размещения шпунта в пазу.
Фиг.22a-d изображают заготовку шпунтов и ребро панели пола во время блокировки.
Фиг.23a-f изображают заготовки шпунтов и блокировочную систему на ребре панели пола во время блокировки.
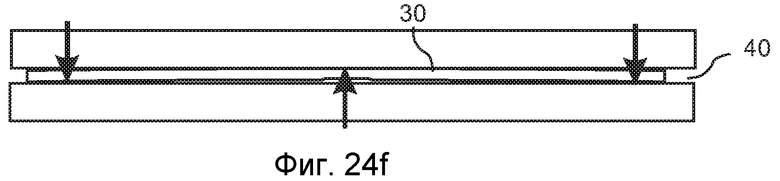
Фиг.24a-f изображают варианты осуществления в соответствии с основными принципами изобретения.
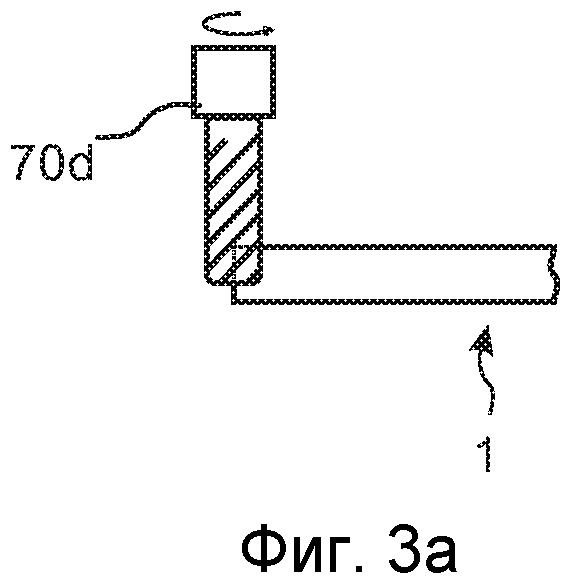
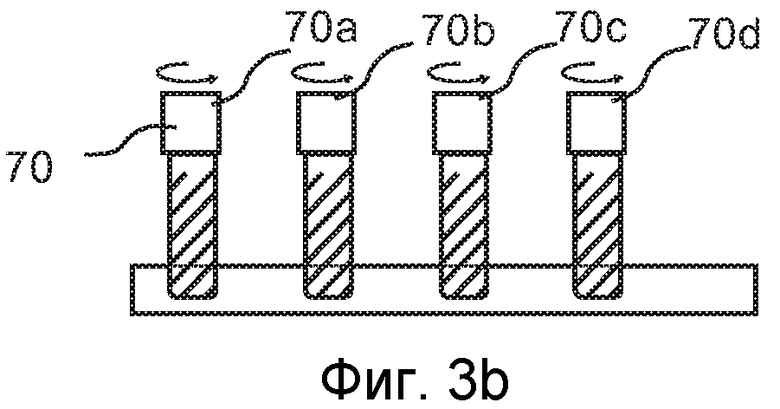
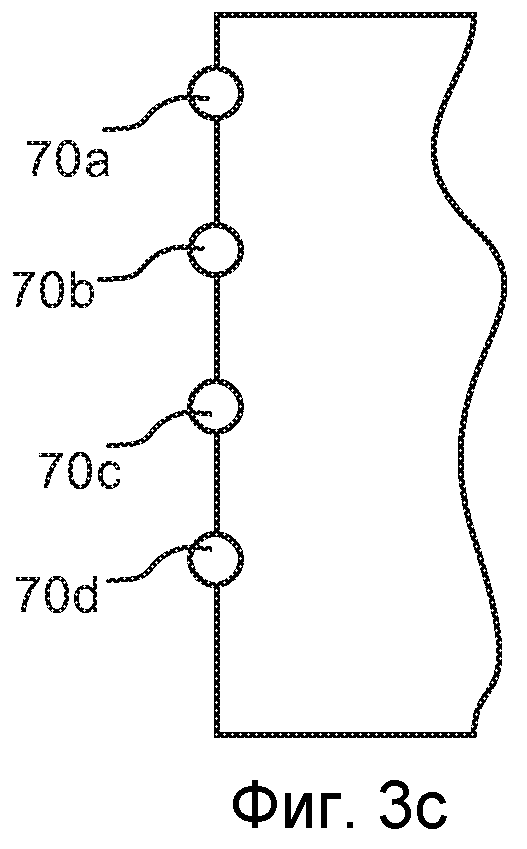
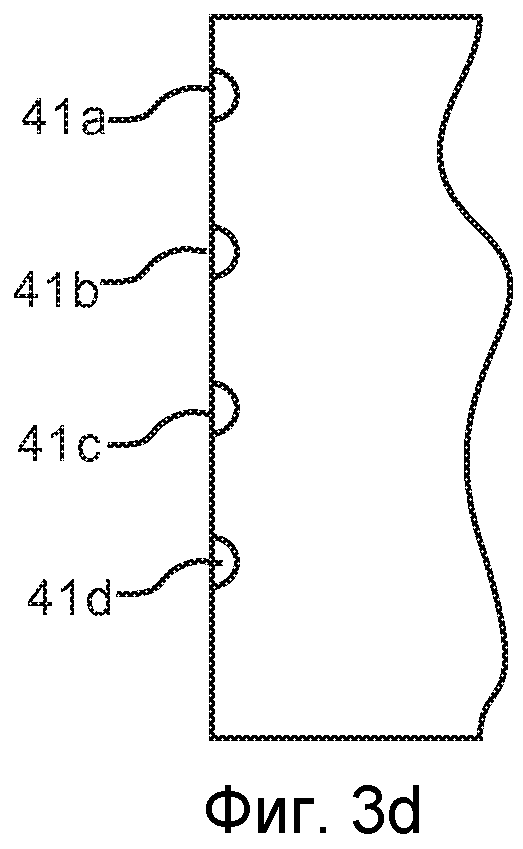
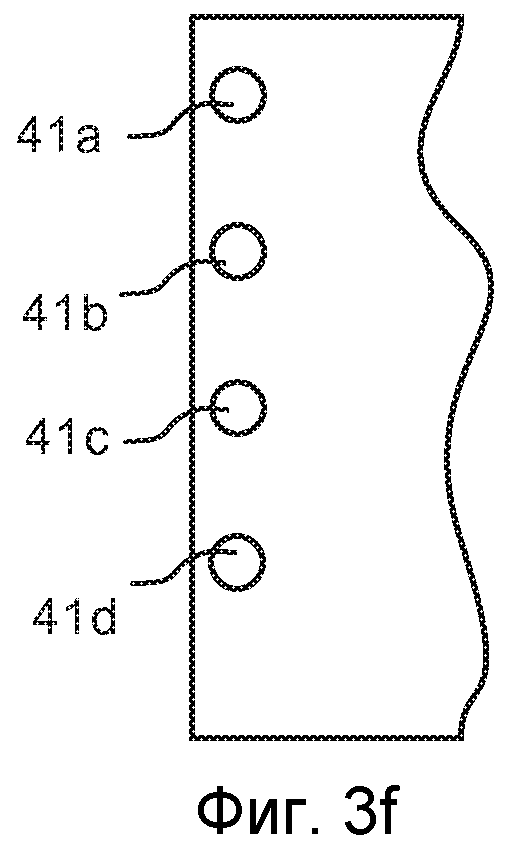
На фиг.3а-3е показана технология образования полостей 41а-d в соответствии с принципом резца. Можно использовать несколько резцов 70а-d, по одному на каждую полость. Образование может осуществляться до или после формирования профиля. На фиг.3а показано, что принцип резца может обеспечить образование полости, размер которой меньше диаметра резца. На фиг.3е показана полость, размер которой больше диаметра резца, если панель и инструмент смещают друг относительно друга. На фиг.3f показана полость, которая выполнена в виде глухого отверстия, содержащего сплошную верхнюю часть и отверстие.
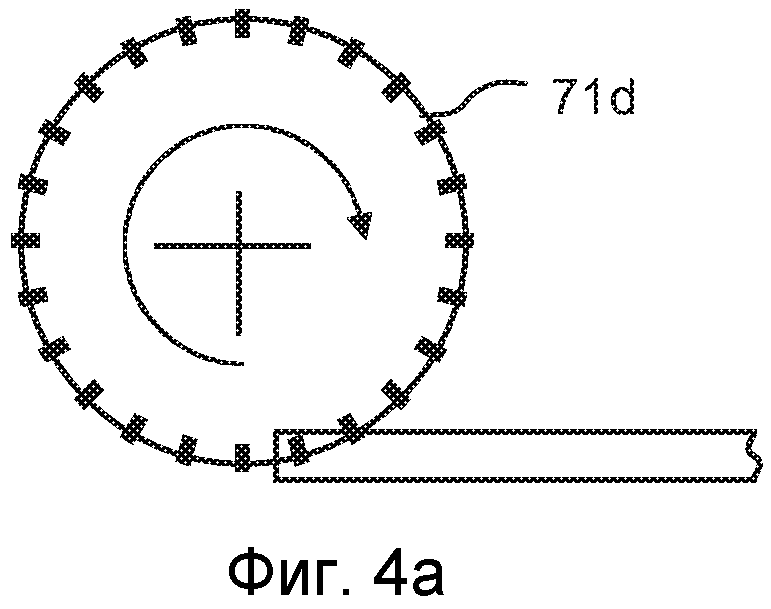
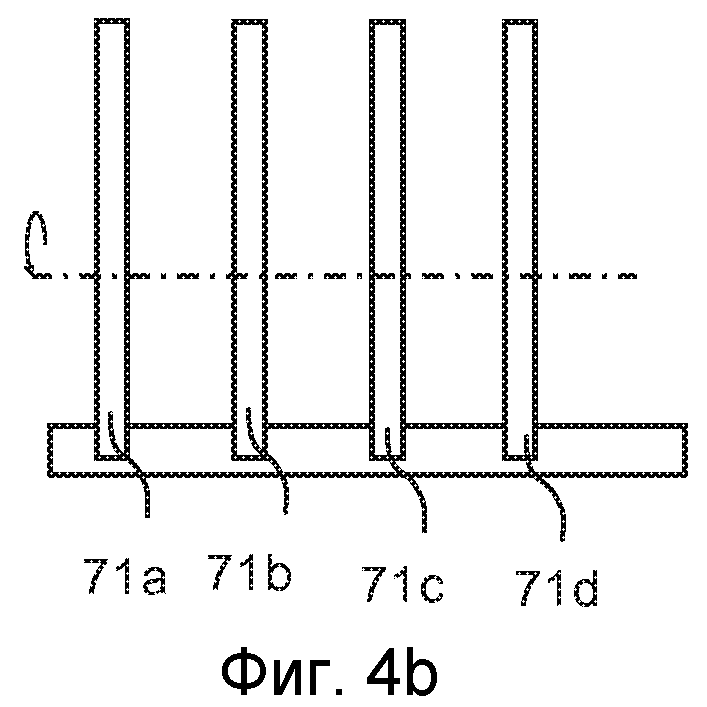
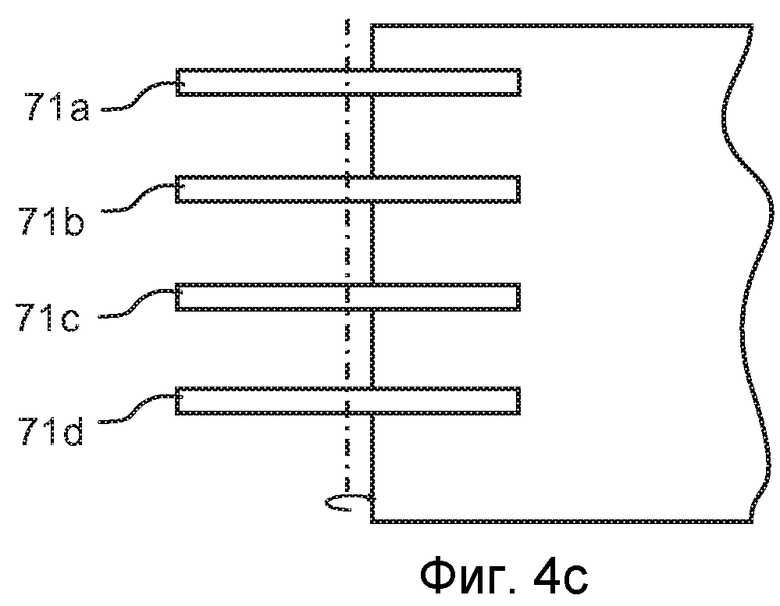
На фиг.4а-d показано, что вышеупомянутое образование может быть также осуществлено с использованием принципа дисковой пилы, когда, предпочтительно, несколько дисковых пил 71а-d, расположенных, предпочтительно, на данных осях, образуют полости 41а-d. В данном варианте осуществления полости меньше диаметра дисковых пил. Конечно, они могут быть равными или большими.
На фиг.5а-d показан способ образования вышеупомянутых полостей 41а-f с использованием принципа винтового режущего инструмента. Такое образование может быть осуществлено с очень высокой экономической эффективностью в непрерывной производственной линии и с высокой точностью, в особенности, если положение и скорость панели точно синхронизированы с положением и скоростью вращения инструмента. Винтовой режущий инструмент 72 может быть использован как отдельное оборудование или, более предпочтительно, как интегрированный участок инструмента в двухстороннем шипорезном станке. Ребро панели перемещают по существу параллельно оси AR вращения винтового режущего инструмента 72. Можно получить любую форму, с круглыми или остроконечными полостями. Резание может осуществляться до, после или одновременно с профильной резкой.
Положение в направлении длины полости, образованной на ребре панели, зависит от положения первого входного зубца 56а инструмента, который входит в контакт с ребром панели, как показано на фиг.5с. Это означает, что вращение инструмента должно быть отрегулировано по отношению к ребру панели, которое перемещают по направлению к инструменту. Положение между полостями может быть очень точным, если вращение инструмента отрегулировано и синхронизировано со скоростью, с которой перемещается панель относительно винтового режущего инструмента. Такая регулировка положения первого входящего зуба и вращения инструмента может быть осуществлена посредством измерения положения ребра панели и скорости перемещающей цепи или ремня или приводного устройства, которое смещает цепь или ремень. Можно обеспечить очень точную обработку резанием полостей и размещать первую полость в заданном положении от ребра с допуском примерно ±0,2 мм или даже меньше. Диаметр 53 показанного винтового режущего инструмента 72 на стороне ES входа, предпочтительно, меньше, чем на противоположной стороне выхода. Однако винтовой режущий инструмент может иметь одинаковый диаметр 53 по всей длине 54. В такой конфигурации инструмента увеличенная глубина резания может быть достигнута при оси вращения, которая расположена под небольшим углом относительно направления подачи ребра панели.
Шаг 55 конфигурации инструмента определяет промежуточное расстояние между полостями. Таким образом, очень удобно образовать множество полостей и выступов с очень точными промежуточными расстояниями на значительной длине стыкового соединения. Зубья 56 винтового режущего инструмента, предпочтительно, выполнены из технического алмаза.
Полости могут быть также образованы при помощи большого вращающегося инструмента, такого как дисковая пила, который содержит режущие зубья только на части корпуса инструмента. Это простой вариант принципа винтового режущего инструмента, при этом каждое вращение образует одну полость. Преимущество этого состоит в том, что промежуточное расстояние между полостями может быть изменено посредством регулирования скорости вращения инструмента или скорости подачи панели.
Плановое или неплановое производство останавливается, когда прекращается перемещение панели, что является проблемой, если винтовой режущий инструмент объединен с профилирующим оборудованием, поскольку винтовой режущий инструмент будет разрушать все полости панели, которые находятся в контакте с зубьями инструмента. Данная проблема может быть решена при использовании технологий, включающих перечисленные ниже этапы, причем некоторые или все этапы могут быть использованы независимо или в сочетаниях.
а) Панель всегда останавливают, когда она прошла винтовой режущий инструмент и после полного изготовления всех полостей, расположенных на ребре панели. Данный способ используется для всех плановых остановок. Винтовой режущий инструмент удаляют от ребра панели, когда панель остановлена в положении, которое не обеспечивает полного изготовления всех полостей на ребре. Такие панели с частично образованными полостями обнаруживают и выбраковывают из нормального производства.
b) Винтовой режущий инструмент удаляют от ребра панели, когда панель останавливается. Затем устройство перемещения приводят в действие в обратном направлении. Винтовой режущий инструмент возвращают в его первоначальное положение, и панель изготавливают обычным способом.
с) Винтовой режущий инструмент содержит движущее устройство, которое обеспечивает его перемещение параллельно ребру панели и против направления подачи панелей, когда панель останавливается. Винтовой режущий инструмент перемещают так, что его зубья проходят мимо ребра остановившейся панели. Все полости будут всегда полностью подвергнуты обработке резанием, даже в случае аварийного перебоя. Винтовой режущий инструмент возвращается в его первоначальное положение, когда устройство перемещения приводится в действие, и новую панель изготавливают обычным способом.
Способ перемещаемого винтового режущего инструмента, который описан в пункте с), обеспечивает преимущества в том, что может быть использовано обычное профилирующее оборудование без какого бы то ни было изменения устройства перемещения или систем управления.
Вышеописанные технологии образования полостей при помощи винтового режущего инструмента могут быть использованы при всех типах обработки резанием панелей и в частности при такой обработке резанием, когда образуются полости, которые содержат детали механической блокировочной системы для панелей пола.
На фиг.6а-b показано, что образование полостей может быть осуществлено до вырезания профиля. Отдельный материал 62 или внутренний слой панели, содержащий полости 41а для выступов, может быть соединен с ребром доски пола и, предпочтительно, приклеен между поверхностным слоем 60 и выравнивающим слоем 61 в деревянном полу или полу из ламината.
На фиг.7а-d показано, что описанные способы образования полостей в ребре могут быть использованы для перемещения смещаемого шпунта 30 из одного паза 40 смещения в смежный шпунтовой паз 20, как описано со ссылкой на фиг.1а-1d. Одна или несколько полостей 41а-с с горизонтально продолжающимися наклонными или параллельными стенками могут быть образованы посредством прорезания рейки 6, причем такой вариант осуществления и технология являются экономически более эффективными по сравнению с известными способами, в которых для изготовления полостей используются тонкие, горизонтально режущие дисковые пилы. Полости могут быть, предпочтительно, образованы при помощи скачкообразно перемещающихся головок 71а-71с инструмента, установленных на одном валу инструмента, и которые перемещаются по направлению к задней стороне, когда панель перемещается относительно скачкообразно перемещающихся головок инструмента. Панель, конечно, может также перемещаться по отношению к дисковым пилам вертикально или горизонтально. Скачкообразно перемещающиеся головки могут быть установлены в одном станке, который образует длинные ребра, и образование полостей может быть осуществлено экономически эффективно параллельно с образованием блокировочной системы. Скачкообразно перемещающиеся головки могут также перемещаться вдоль направления подачи, причем относительная скорость между перемещением скачкообразно перемещающихся головок и перемещением ребра панели может быть также использована для получения полостей с отверстием, размер которого больше ширины вращающихся инструментов. Для образования полостей или выступов могут быть также использованы скачкообразно перемещающиеся, невращающиеся выскабливающие инструменты. На фиг.7с показан смещаемый шпунт в разблокированном положении с его выступами 31а-с, расположенными в полостях 41а-с. На фиг.7d показано положение блокирования, когда шпунт 30 перемещен вдоль ребра боковым давлением Р, приложенным к участку 32 ребра смещаемого шпунта 30. Во время данного смещения выступ будет скользить вдоль стенок полостей и вызывать смещение шпунта в направлении PD, перпендикулярном ребру, и фиксацию в смежном шпунтовом пазу 20.
На фиг.8а-8е показан вариант осуществления с полостью 41а, выполненной в виде глухого отверстия. Может быть использован режущий инструмент с диаметром, например, в пределах 5-15 мм, при этом одна или несколько полостей 41а-41с, выполненных в виде глухих отверстий, могут быть образованы с задней стороны, как показано на фиг.8а-8с. Во время обработки резанием панель и/или режущий инструмент перемещают вертикально по направлению друг к другу. Полости могут быть расположены так, что во время блокировки они взаимодействуют с выступами 31а-31d, расположенными на внутренней части шпунта 30, как показано на фиг.8d-8е. Такой вариант осуществления позволяет образовать очень прочное и стойкое ребро, поскольку режущие инструменты будут удалять очень малые количества материала.
На фиг.9а-9с показан вариант осуществления с полостями 41а-d, образованными при помощи режущего инструмента, причем во время обработки резанием режущий инструмент и/или панель перемещают горизонтально. Использование такой технологии может иметь преимущество в некоторых применениях. Режущие инструменты, например, могут быть неподвижными или прикрепленными к скачкообразно перемещающейся головке инструмента, которая может быть также выполнена с возможностью перемещения вдоль направления подачи панели.
На фиг.10а-10е показано, что выступы 31а-с могут быть выполнены гибкими, и это может быть использовано для компенсации технологических допусков и создания горизонтального предварительного натяга между шпунтом 30 и шпунтовым пазом 20, так что может быть создана вертикальная сила VF давления между верхней частью рейки 6 и смежной панелью, как показано на фиг.10d. Вертикальная сила VF давления, предпочтительно, вызвана поверхностью контакта между шпунтом 30 и шпунтовым пазом 20, которые расположены под небольшим углом относительно горизонтальной плоскости НР.
На фиг.11а-d показано, что выступы 31а-с, которые по время блокировки взаимодействуют с полостями 41а-с, могут быть образованы, например, на нижней части смещаемого шпунта 30. Глубина смещаемого шпунта 40 может быть значительно уменьшена, а это увеличит влагостойкость и прочность стыкового соединения.
На фиг.12а-12f показано, что выступы 31а-с, 31а'-с' могут быть образованы на верхней и/или нижней части смещаемого шпунта 30. Такие выступы во время блокировки могут взаимодействовать с полостями 41а, расположенными над и/или под основным корпусом смещаемого шпунта 30.
На фиг.13а, 13b показано, что могут быть образованы гибкие выступы 31а, которые выступают вниз и/или вверх из основного корпуса смещаемого шпунта 30. Такой выступ может создавать предварительный натяг подобно тому, как описано выше со ссылкой на фиг.10а-d. На фиг.13с и 13d показано, что выступ 31а на нижней части смещаемого шпунта 30 обеспечивает преимущества в том, что полость 41а может быть выполнена значительно меньшей, как показано на фиг.13d, а это может быть использовано для повышения прочности ребра. Полости, образованные посредством вертикально вращающегося инструмента 71, содержат, предпочтительно, нижнюю часть 81, которая расположена вертикально внутри по отношению к верхней части 82 полости. Это придает ребру достаточную прочность и стойкость и обеспечивает экономически эффективное изготовление.
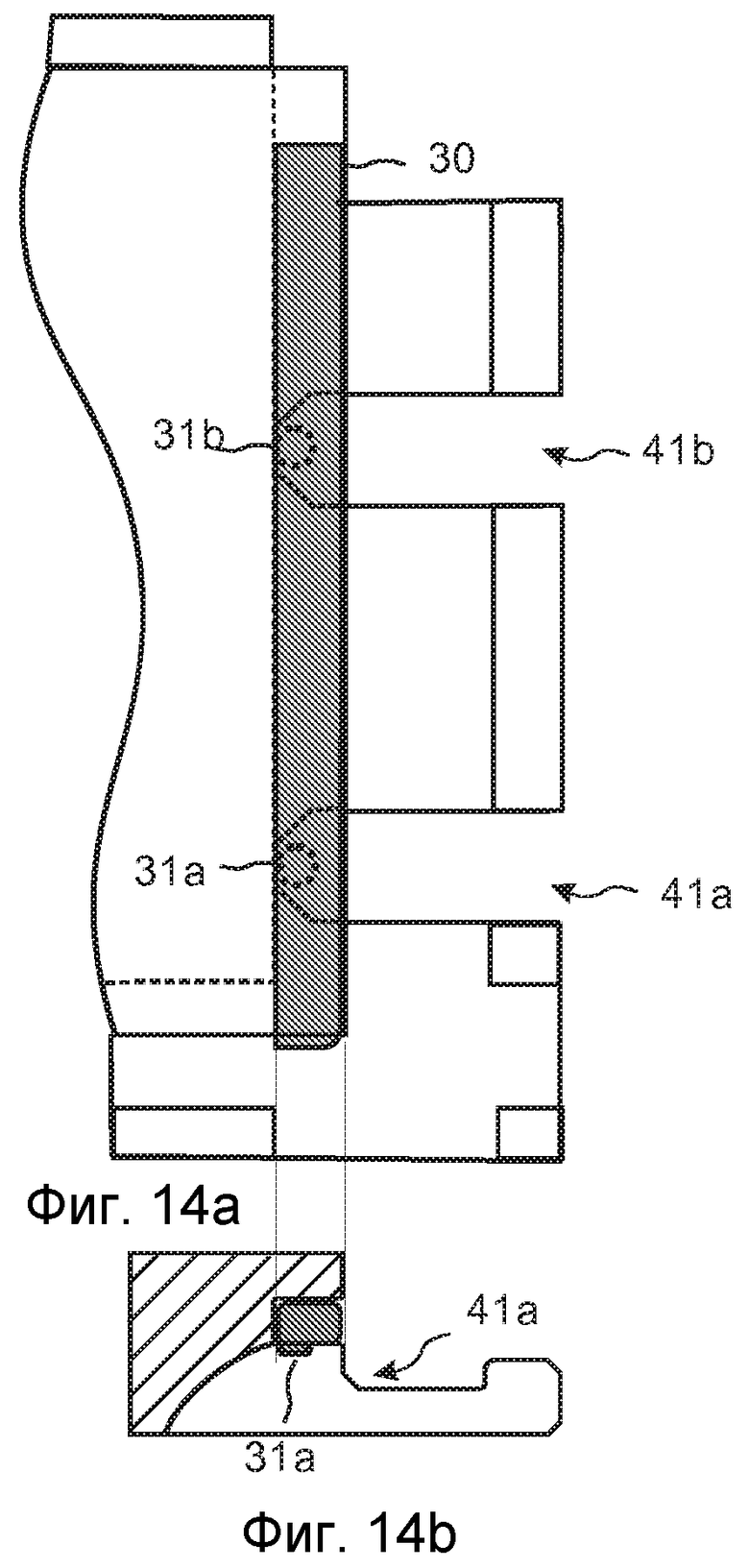
На фиг.14а и 14b показан смещаемый шпунт 30 с выступами 31а,b на нижней части и с полостями 41а,b, образованными при помощи вращающихся дисковых пил. На фиг.14с,d показано, что все варианты осуществления полостей и выступов могут быть использованы для создания противодавления Р' и для сгибания гибкого шпунта 30'. Выступ 31а взаимодействует с полостью 41а и предотвращает перемещение шпунта при приложении бокового давления Р. Шпунт 30 сгибается и фиксируется в шпунтовом пазу. Это может быть использовано для блокировки панелей в первом ряду, где невозможно обеспечить противодавление от длинной стороны в смежном ряду, для того, чтобы согнуть шпунт.
На фиг.15а,b показано, что горизонтально вращающиеся дисковые пилы 71а-с могут быть использованы для образования полостей 41а-с, которые проходят над и/или под основным корпусом смещаемого шпунта 30 и которые взаимодействуют с выступами 31а,b, расположенными над и/или под основным корпусом шпунта. Одна дисковая пила 71а может быть вертикально смещена относительно другой дисковой пилы 71с. Такие технологии и варианты осуществления могут быть использованы для образования пазов 40 смещения с ограниченной глубиной или для увеличения угла А1 перпендикулярного смещения.
На фиг.16а,b показано, что можно перемещать смещаемый шпунт 30 перпендикулярно стыковому соединению без какой-либо дополнительной механической обработки, помимо той, которая требуется для образования блокировочной системы на длинных и коротких ребрах. Могут быть образованы выступы 31а, 31b в каждом крайнем участке шпунта 30, которые взаимодействуют со шпунтовым пазом 9 длинного ребра и блокировочным пазом 14. В данном варианте осуществления выступ 31b, который взаимодействует с блокировочным пазом 14, является гибким и расположен на нижней стороне основного корпуса шпунта. Этот принцип может быть также использован для сгибания гибкого шпунта, показанного на фиг.14с. Выступ может быть жестким и может быть выполнен, например, в виде простой клиновой детали, выступающей вниз. Вертикальное удлинение выступа 31b должно быть таким, чтобы позволить блокировочному элементу 8 смежного длинного ребра быть расположенным в блокировочном пазу 14 и под выступом 31b, как показано на фиг.16а.
На фиг.17а,b показано, что шипы 42а, 42b могут быть использованы для образования вертикальной стенки в пазу 40 смещения и для перемещения смещаемого шпунта 30 в направлении PD, перпендикулярном стыковому соединению. В показанном варианте осуществления перемещение вызвано одной или несколькими взаимодействующими парами шипов 42а,b и выступов 31а,b. Шипы 42а,b могут быть выполнены из металла, например из мягкой стали или алюминия, или пластмассы или даже твердой древесины. Такие варианты осуществления могут быть также использованы для сгибания гибкого шпунта. Шипы, конечно, могут быть также соединены горизонтально или под углом к пазу 40 смещения.
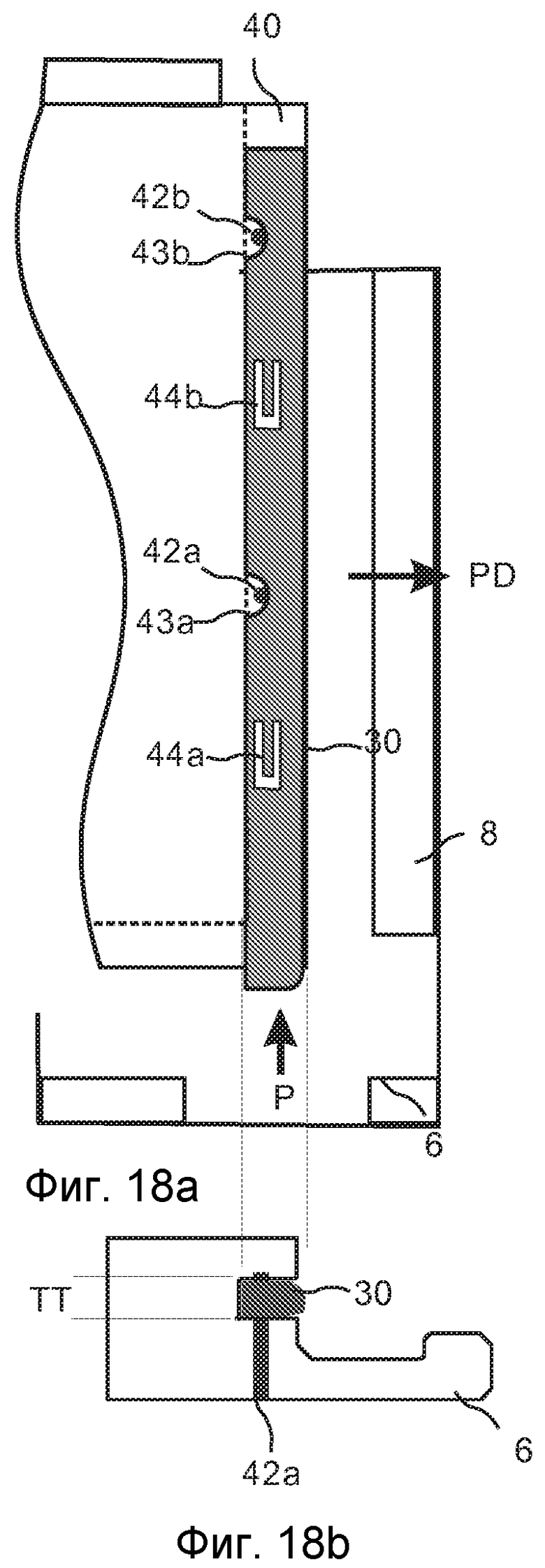
На фиг.18а,b показано, что перемещение может быть также осуществлено посредством использования одного или нескольких шипов 42а,b, которые взаимодействуют с одной или несколькими выемками 42а,b, образованными, предпочтительно, на внутренней части смещаемого шпунта 30. В данном варианте осуществления смещаемый шпунт содержит одно или несколько фрикционных соединений 44а,b, которые, предпочтительно, выполнены с возможностью сгибания в вертикальном направлении и которые предотвращают выпадение шпунта из паза 40 смещения. Может быть использован другой тип фрикционных соединений.
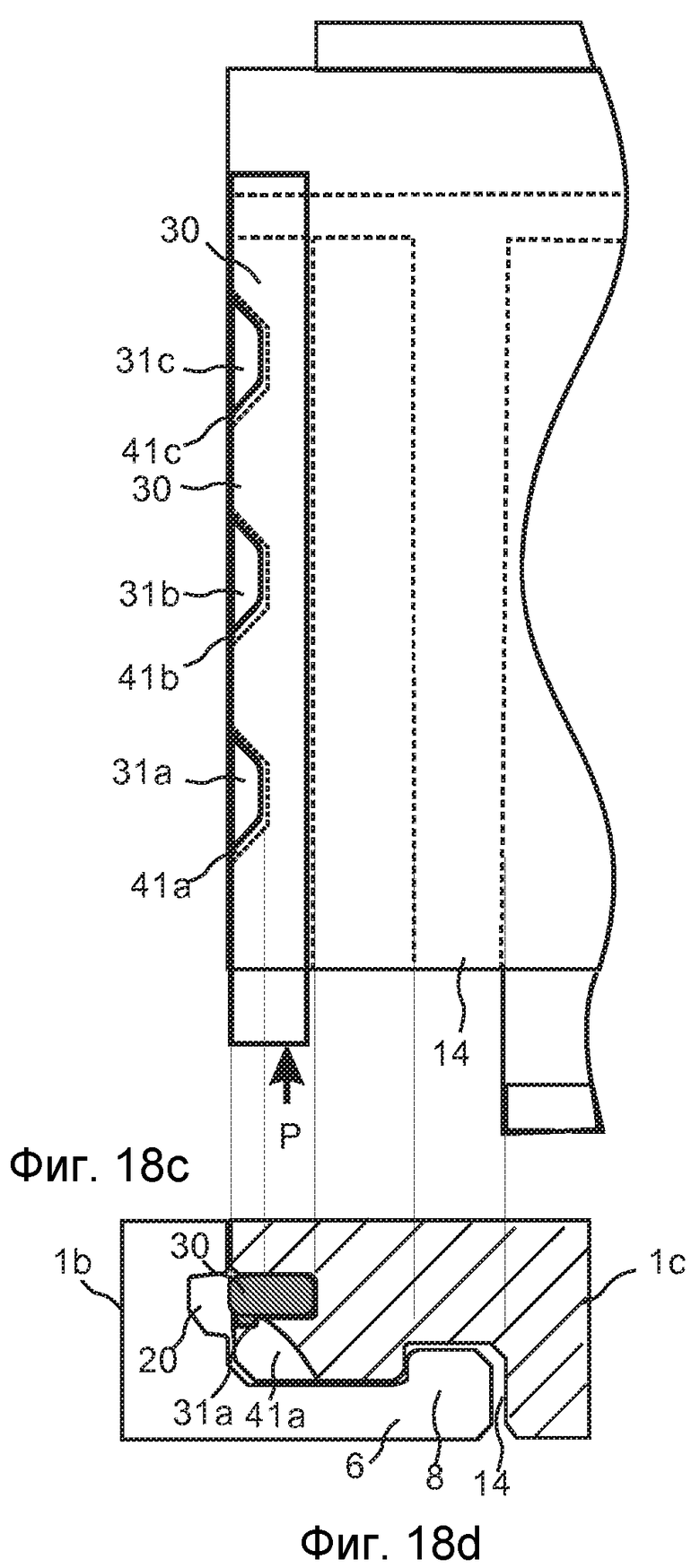
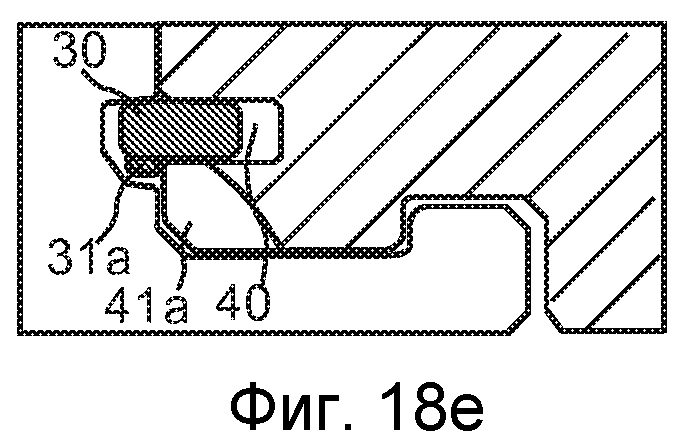
На фиг.18с-е показан вариант осуществления, содержащий смещаемый шпунт 30, расположенный на панели 1с с пазом, который выполнен с возможностью сгибания на панели 1b с рейкой. На фиг.18с и 18d показан смещаемый шпунт 30 в разблокированном положении, а на фиг.18е показано положение блокировки, когда смещаемый шпунт 30 зашел в шпунтовой паз 40. В данном варианте осуществления перпендикулярное перемещение вызвано взаимодействием между одним или несколькими выступами 31а-с, расположенными на нижней стороне смещаемого шпунта, и одной или несколькими полостями 41а-с, которые в данном варианте осуществления расположены под основным корпусом шпунта. Полости 41а-с, предпочтительно, могут быть образованы посредством винтового режущего инструмента. Такой вариант осуществления обеспечивает некоторые преимущества. Для того чтобы образовать полость, из ребра панели должно быть удалено ограниченное количество материала. Кроме того, полости легко образовать, поскольку отсутствует рейка, выступающая из ребра. Смещаемый шпунт 30 также легко вставить в паз смещения, который может быть образован с ограниченной глубиной благодаря тому, что выступ 31а и полость 41а продолжаются вниз из нижней части основного корпуса шпунта.
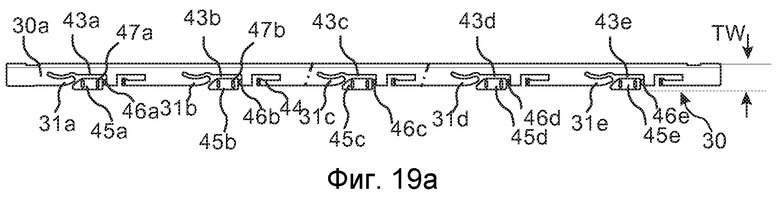
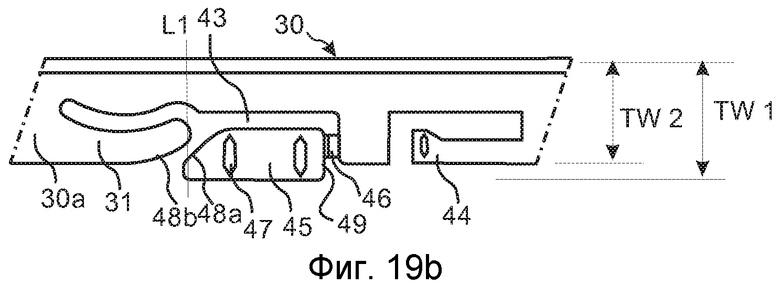
На фиг.19а-е показан смещаемый шпунт 30 в соответствии с одним вариантом осуществления изобретения. Смещаемый шпунт 30 выполнен цельным, предпочтительно, посредством литьевого формования, предпочтительно, термопластичного материала. На фиг.19а показан смещаемый шпунт 30, содержащий основной корпус 30а шпунта и одну или несколько клиновых деталей 45а-е, которые прикреплены к основному корпусу шпунта при помощи соединений 46а-е клиновых деталей, расположенных, предпочтительно, частично в или рядом с шпунтовыми выемками 43а-е, образованными в основном корпусе 30а шпунта. Клиновые детали содержат клиновые фрикционные соединения 47а,b. Основной корпус 30а шпунта содержит, предпочтительно, одно или несколько фрикционных соединений 44 шпунта и, предпочтительно, один или несколько гибких выступов 31а-е, предпочтительно, продолжающихся по существу в направлении длины корпуса 30а смещаемого шпунта.
Фиг.19b-19е представляют собой увеличенные сечения шпунта в соответствии с фиг.19а.
Шпунтовое фрикционное соединение 44, предпочтительно, выполнено с возможностью сгибания. Такие шпунтовые фрикционные соединения, которые могут быть использованы для создания контролируемого предварительного натяга относительно верхней и/или нижней стенки паза 40 смещения, удерживают шпунт в пазу смещения контролируемым способом и предотвращают выпадение шпунта из паза смещения. Гибкое шпунтовое фрикционное соединение 44 обеспечивает плавное и легкое перемещение вдоль стыкового соединения и устраняет необходимость в жестких технологических допусках при образовании паза смещения. Клиновые детали 45 содержат одно или несколько клиновых фрикционных соединений 47, которые могут быть выполнены в виде вертикально продолжающихся небольших выступов. Такие выступы могут быть также выполнены с возможностью сгибания.
Клиновые фрикционные соединения 47, предпочтительно, выполнены с возможностью создания силы трения, которая больше силы трения, создаваемой шпунтовыми фрикционными соединениями 44. Клиновые фрикционные соединения 47 должны создавать жесткое соединение между клиновыми деталями 45 и пазом 40 смещения и предотвращать перемещение клиновой детали 45, когда во время блокировки основной корпус 30а шпунта перемещают вдоль и перпендикулярно стыковому соединению. Такое жесткое фрикционное соединение может быть выполнено, например, при помощи паза смещения, который выполнен с меньшим, вертикально продолжающимся отверстием во внутренней части, чем в наружной части паза. Внутренняя часть клинового фрикционного соединения может быть прижата к верхней и нижней частям паза смещения во время блокировки, когда основной корпус 30а шпунта создает направленное внутрь давление на клиновую деталь 45.
На фиг.19b показано, что клиновая деталь 45 образует внешнюю часть смещаемого шпунта, когда смещаемый шпунт создан и не соединен с ребром панели. Внешняя часть клиновой детали 45 частично выступает за пределы основного корпуса 30а шпунта. Ширина TW 1 смещаемого шпунта больше ширины TW 2 основного корпуса шпунта. Клиновая деталь содержит расположенную под углом или закругленную клиновую направляющую поверхность 48а и соединительную поверхность 49, которая в данном варианте осуществления, предпочтительно, по существу вертикальная. Гибкий выступ 31 шпунта содержит расположенную под углом или закругленную направляющую поверхность 48b шпунта, которая выполнена с возможностью взаимодействия с клиновой направляющей поверхностью 48а и перемещения смещаемого шпунта перпендикулярно ребру панели, когда боковое давление Р прикладывают к крайнему участку смещаемого шпунта. Предпочтительно, гибкий выступ 31 шпунта и клиновая деталь 45 выполнены с перекрывающимися частями в направлении ширины, которая показана линией L1. В показанном варианте осуществления клиновая направляющая поверхность расположена под углом 45° относительно направления длины смещаемого шпунта 30. Могут быть использованы другие углы. Предпочтительные углы находятся в пределах примерно 25-60 градусов.
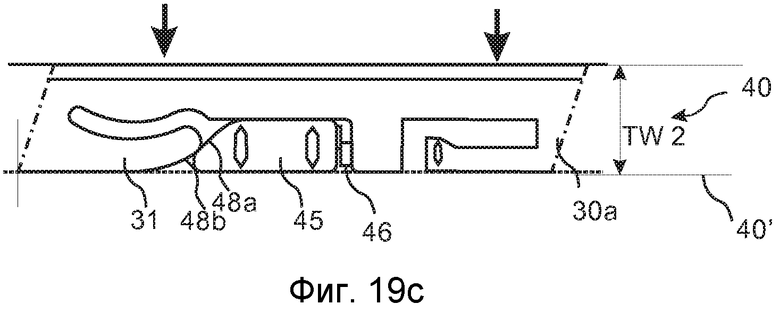
На фиг.19с показано, что клиновая деталь 45, предпочтительно, отделена от основного корпуса 30а шпунта, когда смещаемый шпунт 30 вставлен в паз смещения и прижат к внутренней части 40′ паза 40 смещения. Соединение 46 клиновой детали, предпочтительно, выполнено таким образом, что оно разрывается, когда клиновую деталь 45 вдавливают в выемку 43, образованную в основном корпусе шпунта. В качестве альтернативы, клиновая деталь 45 может быть отделена частично или полностью перед вставкой смещаемого шпунта 31 или когда боковое давление Р прикладывают во время блокировки. Предпочтительно, направляющие поверхности 48а, 48b находятся в контакте или, по меньшей мере, перекрываются в направлении ширины смещаемого шпунта, когда смещаемый шпунт находится в своем внутреннем, разблокированном положении. Такой вариант осуществления будет ограничивать расстояние DD перемещения, которое требуется для осуществления заданного расстояния LD блокировки.
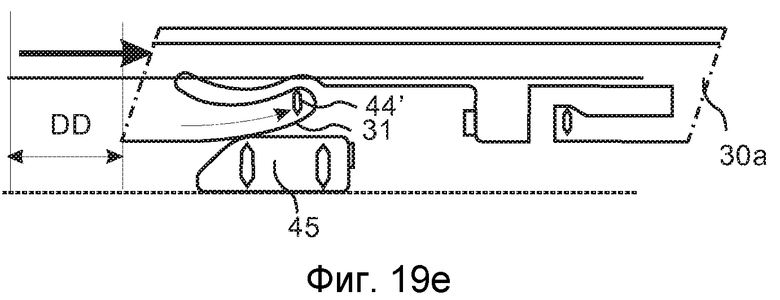
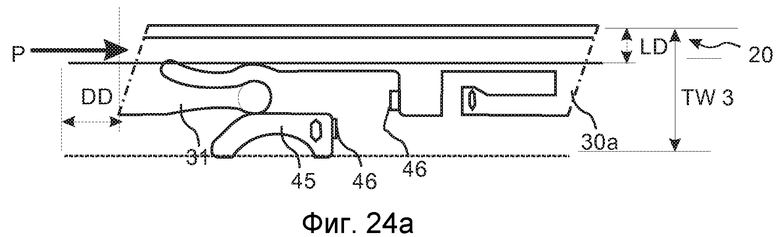
На фиг.19d показано положение основного корпуса 30а шпунта и клиновой детали 45, когда боковое давление Р приложено к краю основного корпуса 30а шпунта и когда основной корпус шпунта смещен вдоль паза 40 смещения и до его конечного расстояния LD блокировки, когда он достигает своей максимальной ширины TW 3 шпунта и когда он заблокирован во внутренней части шпунтового паза 20 ребра смежной панели. Предпочтительно, смещаемый шпунт выполнен таким образом, что основной корпус шпунта может быть дополнительно перемещен для того, чтобы обеспечить конечный поворот и блокировку другой панели 1d в другом ряду, как показано на фиг.1b. На фиг.19е показано, что такое дополнительное перемещение вдоль ребра вызывает сгибание гибкого выступа 31 наружу по направлению к внешним частям основного корпуса шпунта, при этом смещаемый шпунт может быть заблокирован с предварительным натягом. Гибкий выступ является существенной частью данного варианта осуществления и может быть использован для устранения негативных влияний технологических допусков, связанных с образованием пазов и вставкой шпунта в паз. Такой вариант осуществления, который допускает возможность увеличения расстояния DD перемещения, когда расстояние LD блокировки остается по существу неизменным, повышает качество блокировки и уменьшает стоимость изготовления.
Выступ 31 может быть выполнен таким образом, что предварительный натяг увеличивается, когда основной корпус шпунта перемещают во время окончательной блокировки, как показано на фиг.24а. Предварительный натяг может быть также постоянным, как показано на фиг.24а.
В соответствии с одним вариантом осуществления, показанным на фиг.19е, выступ 31 может быть выполнен так, что во время блокировки он может сгибаться горизонтально внутрь и наружу, а также вертикально к верхней или нижней части паза смещения. Такая вертикальная гибкость может быть использована для образования фрикционного соединения 44', которое предотвращает выпадение основного корпуса шпунта из паза 40 смещения. Преимущество состоит в том, что более жесткий корпус шпунта может быть образован без каких-либо дополнительных гибких фрикционных соединений на основном корпусе шпунта, кроме выступов 31.
В данном варианте осуществления смещаемый шпунт имеет три ширины шпунта. Максимальную ширину TW 3, когда он находится в заблокированном положении, минимальную ширину TW 2, когда он находится в разблокированном положении, и промежуточную ширину TW 1 между максимальной и минимальной шириной, когда он изготовлен и не соединен с ребром панели.
Минимальная ширина TW 2 шпунта, предпочтительно, находится в пределах примерно 4-6 мм, максимальная ширина TW 3 шпунта, предпочтительно, находится в пределах 5-8 мм и промежуточная ширина TW 1 шпунта, предпочтительно, находится в пределах 5-7 мм. Расстояние блокировки, предпочтительно, находится в пределах 1-3 мм, и расстояние DD перемещения, предпочтительно, находится в пределах примерно 2-5 мм.
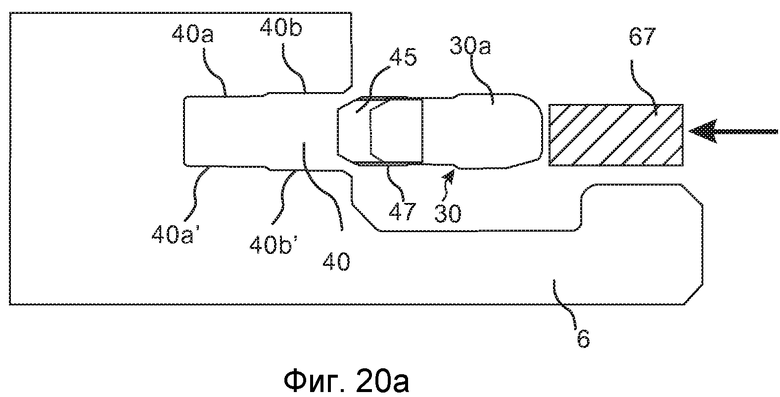
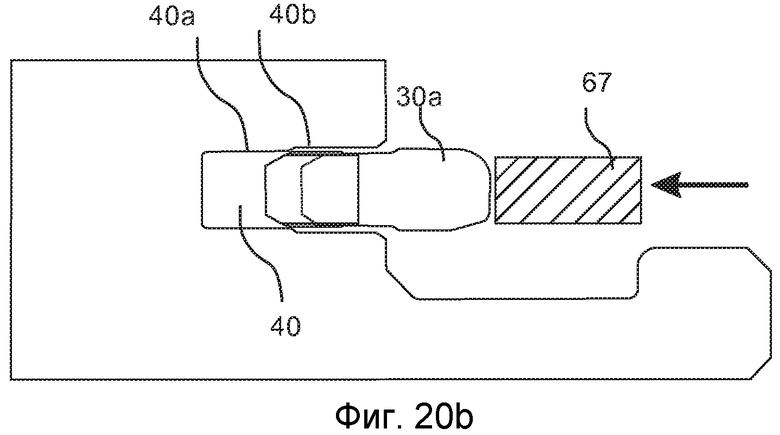
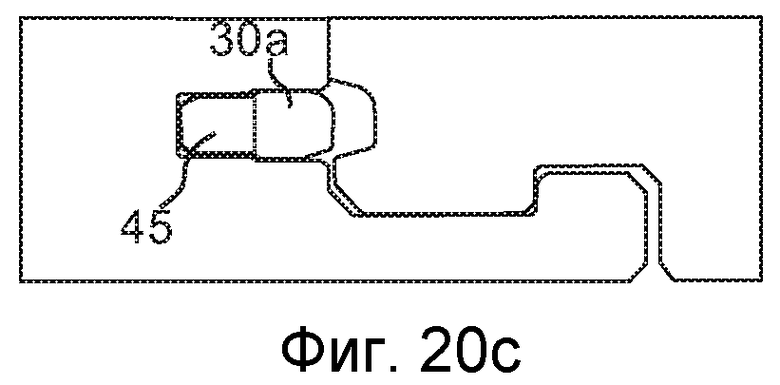
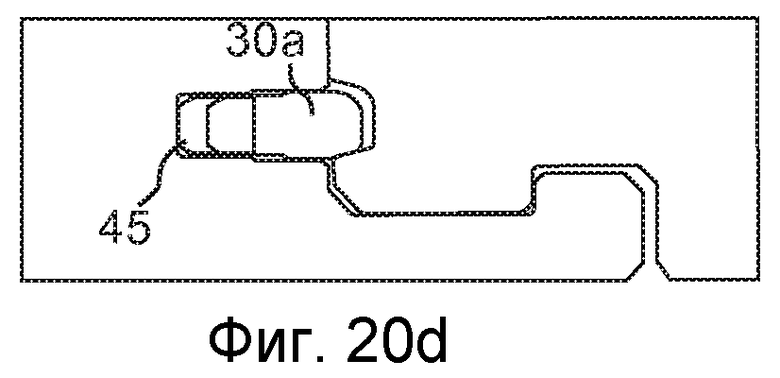
На фиг.20а-b показано, как смещаемый шпунт 30 может быть вставлен в паз 40 смещения при помощи толкателя 67. Паз 40 смещения содержит внутреннюю 40а, 40а' и внешнюю 40b, 40b' пару противоположных и по существу параллельных поверхностей паза. Вертикальное расстояние между внутренними поверхностями 40а, 40а′ паза меньше вертикального расстояния между внешними поверхностями 40b, 40b' паза. Такой паз может быть использован для контролируемого отделения клиновой детали 45 во время вставки, поскольку клиновая деталь будет высвобождена, когда основной корпус 30а шпунта вошел в паз, и он будет предотвращать поворот или скручивание клиновой детали во время вставки. На фиг.20с показано поперечное сечение блокировочной системы в разблокированном положении, а на фиг.20d - в заблокированном положении.
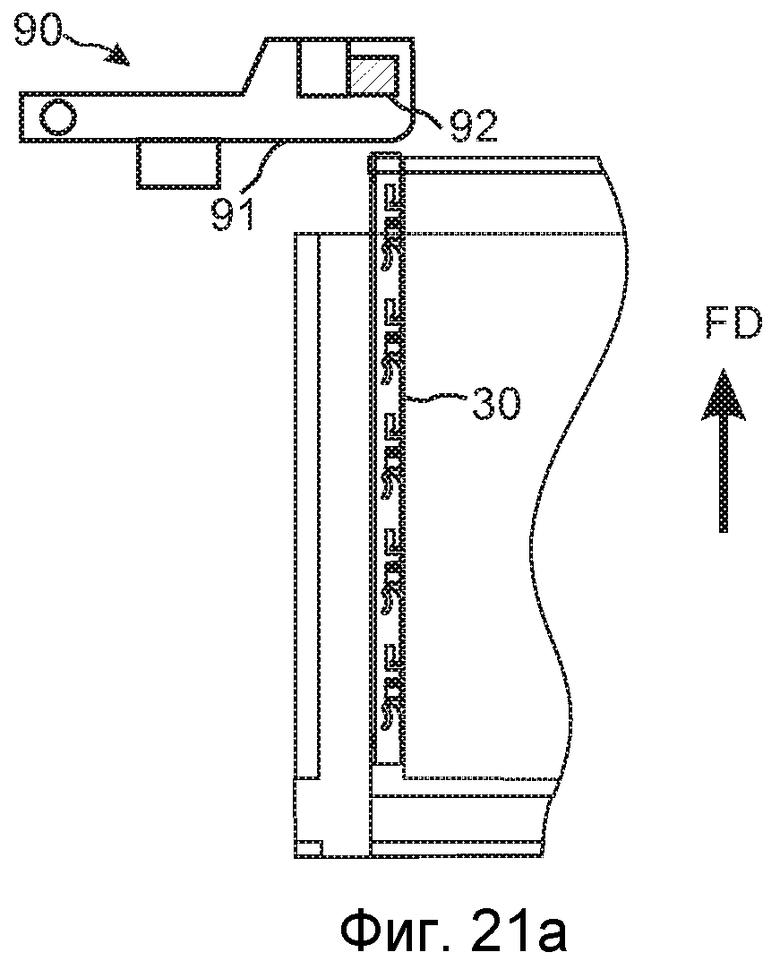
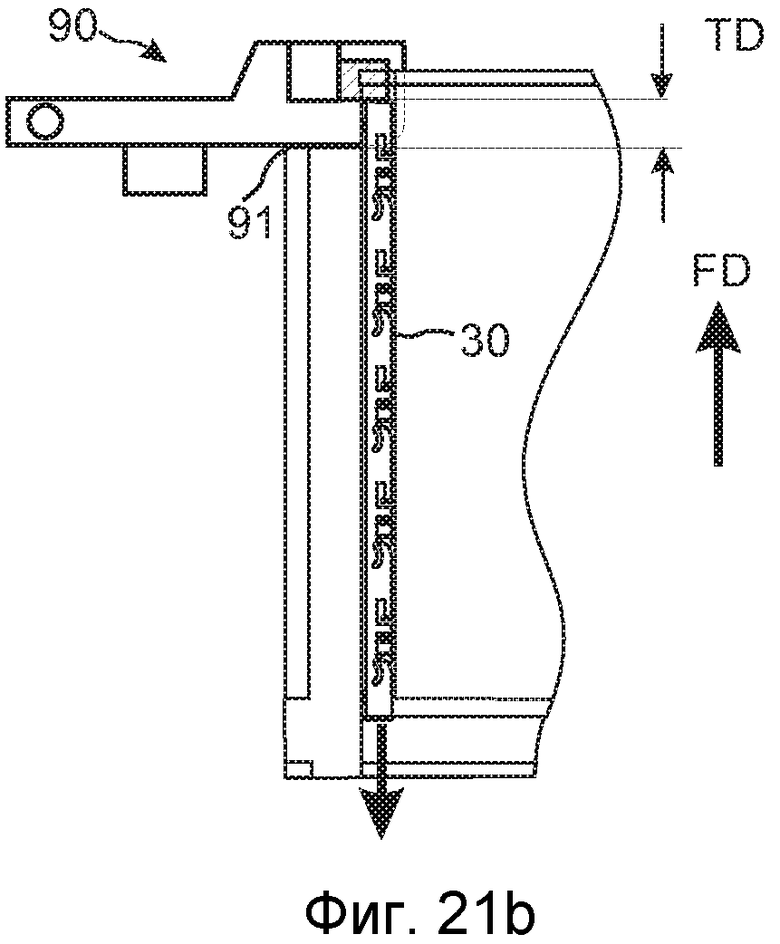
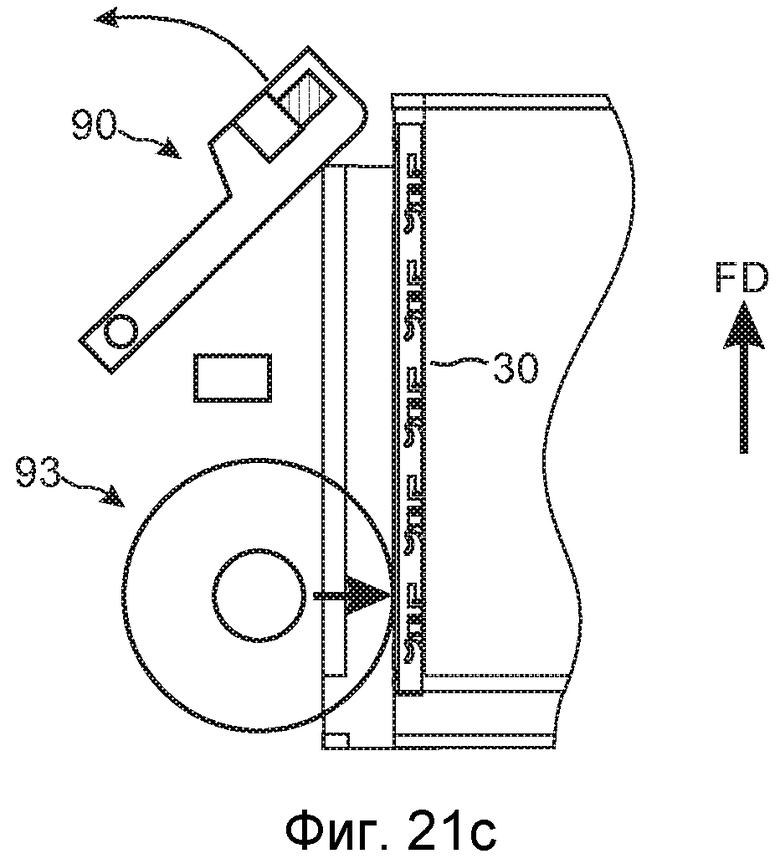
Важно, что шпунт достаточно точно зафиксирован относительно паза смещения. Это может быть осуществлено при помощи установочного оборудования, которое вставляет шпунт в паз, и размещающего устройства 90, которое размещает шпунт на заданном и точном расстоянии от угла панели после вставки, как показано на фиг.21а-21с. Размещающее устройство 90 содержит поверхность 81 контакта с панелью и поверхность 92 контакта с краем шпунта. Эти поверхности могут быть совмещены или смещены в направлении подачи при заданном расстоянии TD шпунта. Смещаемый шпунт, предпочтительно, всегда соединен в положении, которое требует перемещения в одном направлении, предпочтительно, против направления FD подачи, как показано на фиг.21а. Смещаемый шпунт 30 автоматически достигает своего заданного расстояния TD шпунта (которое может быть равным нулю), когда поверхность 91 контакта с панелью находится в контакте с ребром панели, предпочтительно, расположенным перпендикулярно направлению FD подачи, как показано на фиг.21b. На фиг.21с показано, что для окончательной фиксации шпунта в надлежащем положении может быть использовано прижимное колесо 93. По существу вертикальные поверхности 49 клинового соединения, которые показаны на фиг.19с, облегчают контролируемое проталкивание обратно смещаемого шпунта.
Перемещение и установка в обоих направлениях могут быть обеспечены посредством, например, цепи или ремня, содержащего несколько толкателей с поверхностями 91 контакта с панелью и поверхностями 92 контакта с краем шпунта. Скорость цепи/ремня может быть увеличена или уменьшена контролируемым способом относительно скорости подачи панели так, что осуществляется контакт между толкателями и двумя противоположными крайними частями, проходящими перпендикулярно направлению подачи, и шпунт проталкивают вдоль по или против направления подачи в его заданное положение.
Вышеописанные технологии могут быть использованы для размещения шпунтов любого типа в любой блокировочной системе.
Однако описанные выше технологии, включающие вставку и размещение, требуют, чтобы корпус шпунта и клиновые детали были расположены в пазу, а это может создавать проблемы для блокировки, обусловленные, например, неплотно прилегающими клиновыми деталями, которые могут скользить во время блокировки. Поэтому шпунт, наиболее предпочтительно, соединяют и размещают в заданном положении во время соединения, при этом какие-либо дополнительные регулировки не требуются. Такая точная вставка шпунта в паз может быть осуществлена, если скорость толкателя или молотка 67, который вставляет шпунт, синхронизирована со скоростью цепи или ремня, который перемещает ребро панели относительно вставляющего оборудования. Такая точная и контролируемая вставка может быть использована для вставки шпунта любого типа или разделения деталей в пазу.
Для осуществления блокировки может быть достаточно одной шпунтовой полости и одной клиновой детали, в особенности, если гибкий выступ используется в одном крайнем участке, который взаимодействует с угловым участком панели. Однако предпочтительно использовать, по меньшей мере, две шпунтовые полости и клиновые детали. Такой вариант осуществления обеспечивает более легкое и более контролируемое перемещение и более прочную вертикальную блокировку.
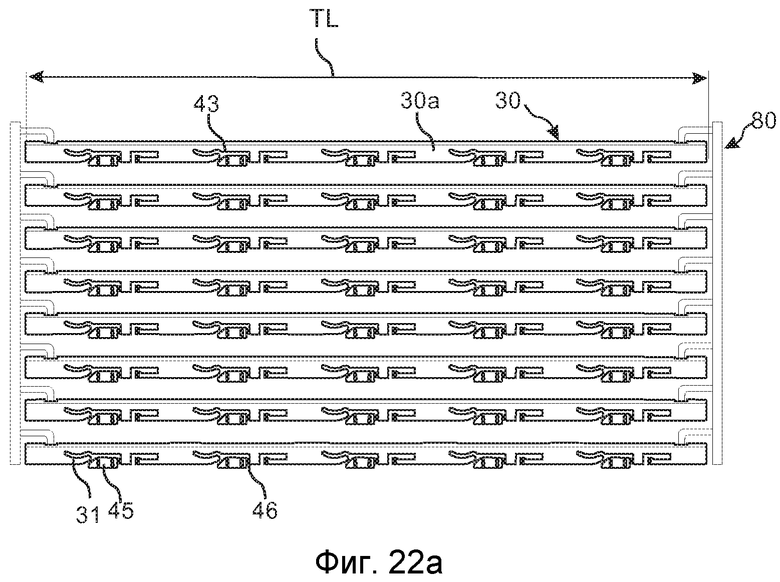
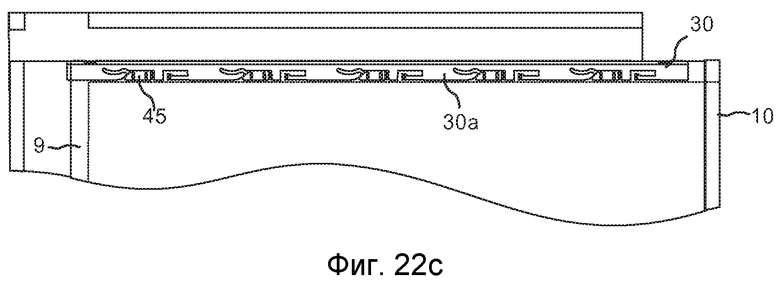
На фиг.22а показана заготовка 80 шпунтов, содержащая несколько смещаемых шпунтов 30 в соответствии с вариантами осуществления изобретения.
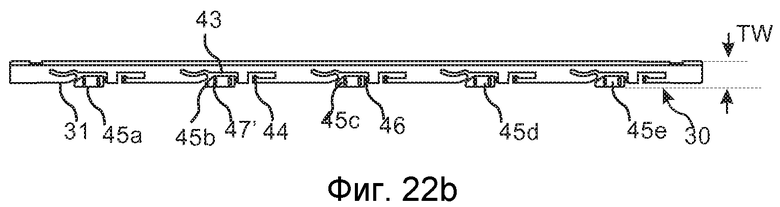
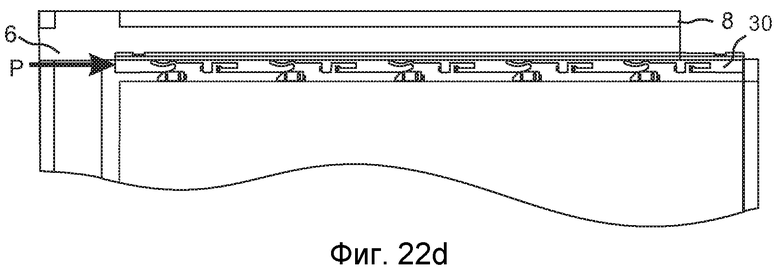
На фиг.22b показан смещаемый шпунт 30, который отделен от заготовки 80 шпунтов. На фиг.22с показан смещаемый шпунт в соединенном положении, когда клиновые детали 45 отделены от основного корпуса 30а шпунта. На фиг.22d показан смещаемый шпунт 30 в наружном и заблокированном положении, когда боковое давление Р приложено к краю шпунта.
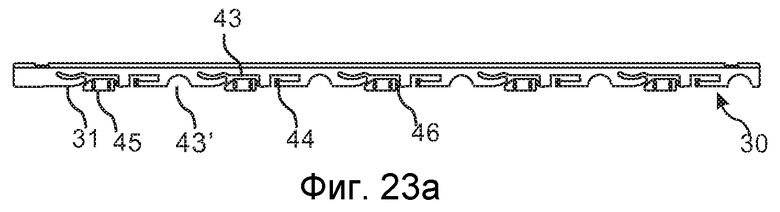
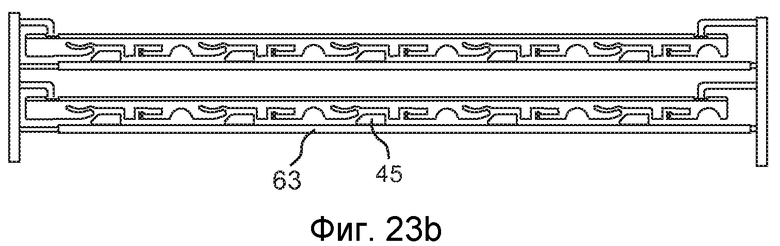
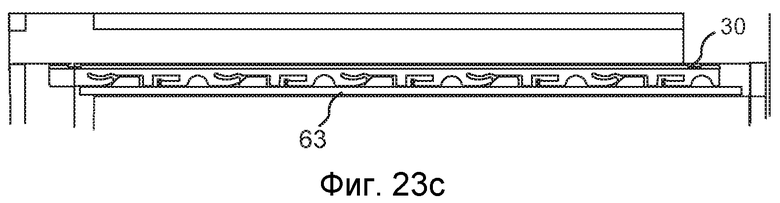
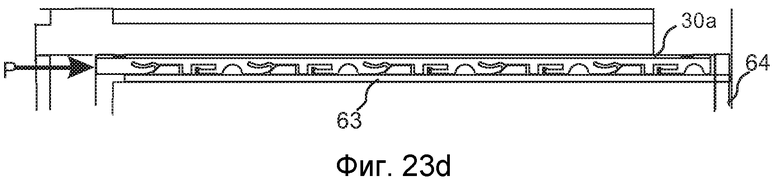
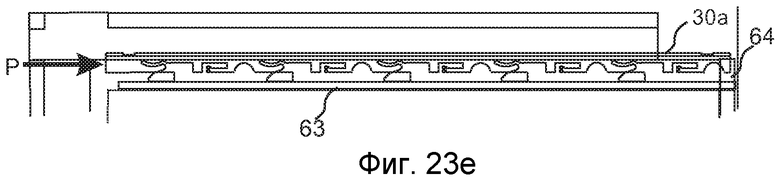
На фиг.23а показано, что для экономии материала в основном корпусе шпунта могут быть образованы выемки 43'. На фиг.23b показано, что клиновые детали 45 могут быть соединены с неподвижным клиновым соединением 63. На фиг.23с-f показано, что клинья могут быть размещены автоматически и что никаких фрикционных соединений не требуется. Неподвижное клиновое соединение 63 перемещается посредством основного корпуса 30а шпунта до тех пор, пока край неподвижного клинового соединения 63 не приходит в контакт с перпендикулярным ребром 64, преимущественно длинным ребром, смежной панели в смежном ряду, как показано на фиг.23d. Клинья предохранены от дополнительного перемещения, а основной корпус 30а шпунта будет перемещаться перпендикулярно ребру, как показано на фиг.23е.
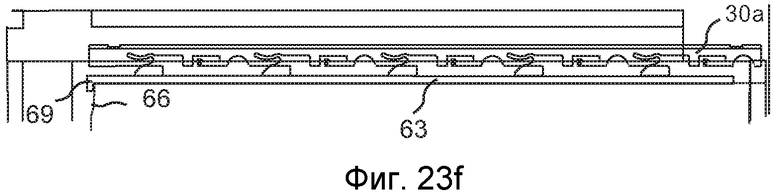
На фиг.23f показано, что неподвижное клиновое соединение может содержать клиновый крючок 69, который соединен с пазом, образованным на ребре, проходящем перпендикулярно основному корпусу 30а шпунта. В данном варианте паз, который преимущественно используется для приема шпунта длинного ребра, имеет увеличенную глубину 66, которая, предпочтительно, образована при помощи инструмента со скачкообразно перемещающейся головкой. Преимущество состоит в том, что клиновое соединение не нужно приспосабливать к ширине панели.
На фиг.24а показано, что выступ 31 и/или клиновая деталь 45 может быть гибкой и создавать предварительный натяг относительно шпунтового паза.
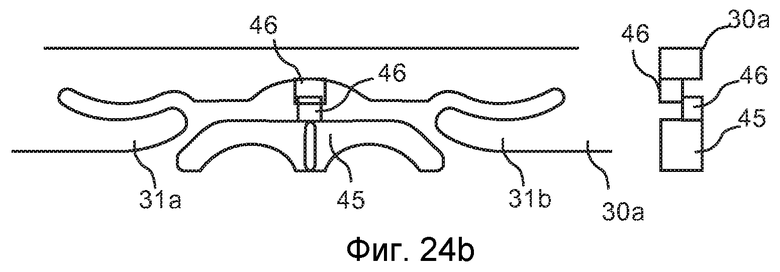
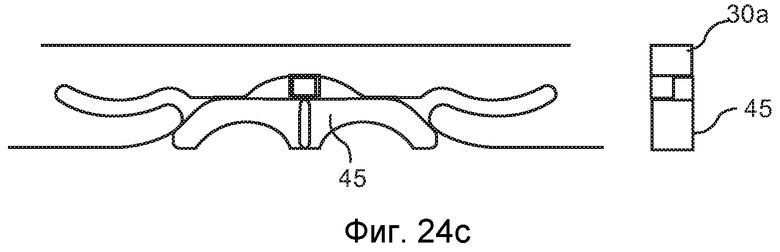
На фиг.24b-24d показано, что выступы 31а, 31b могут быть выполнены на каждой стороне клина и что перемещение основного корпуса 30а шпунта может быть осуществлено в обоих направлениях вдоль ребра. В данном варианте осуществления соединение 46 клиновой детали выполнено на внешней части клиновой детали 45.
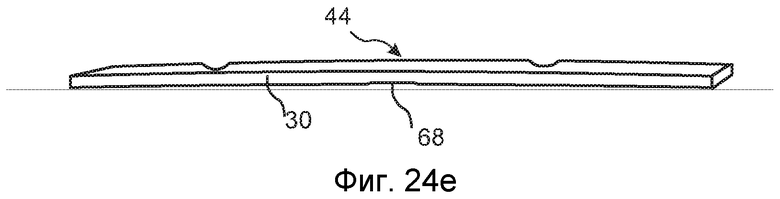
На фиг.24е и 24f показан простой способ получения фрикционного соединения, которое предотвращает выпадение смещаемого шпунта любого типа из паза 40 смещения. Смещаемый шпунт 30 выполнен таким образом, что он немного изогнут вертикально вдоль его длины. Такой изгиб может продолжаться по всему шпунту или по ограниченным участкам и может быть использован для создания предварительного натяга относительно верхней и нижней части паза 40 смещения. Шпунт, предпочтительно, после отделения от заготовки шпунтов, сжимают посредством вставляющего оборудования таким образом, что изгиб устраняется, и вставляют в паз. Изгиб может быть получен множеством способов. Простой изгиб шпунта, выполненного из HDF, например, может быть осуществлен посредством локального сжатия 68 с верхней и/или нижней стороны основного корпуса. Могут быть также использованы разные плотности, и это может быть осуществлено, например, посредством обработки резанием HDF по существу только с одной стороны. Кроме того, HDF может быть упрочнена и изогнута контролируемым способом, если, например, один слой, предпочтительно, бумаги, пропитанной термоотверждающейся смолой, прикладывают только с одной стороны. Такой слой может быть ламинирован и снабжен поверхностной структурой, которая облегчает скольжение и создает заданную силу трения относительно паза. Вышеописанное фрикционное соединение может быть использовано независимо для соединения шпунта любого типа, предпочтительно смещаемого шпунта, с пазом или в сочетаниях с другими фрикционными соединениями или шпунтами в соответствии с описанными вариантами осуществления.
Все варианты осуществления шпунтов могут быть выполнены в материале, содержащем древесные волокна. Такие материалы могут представлять собой древесные волокна, смешанные с термопластичным материалом, или древесину, содержащую термоотверждающуюся смолу. Могут быть использованы экструдированные, литьевые или листовые материалы. Предпочтительным материалом является HDF и, предпочтительно, HDF с плотностью выше 700 кг/см2. Сочетания обработки резанием, и/или штамповки, и/или сжатия материала могут быть использованы для образования шпунтов или заготовок шпунтов с довольно сложными трехмерными формами, которые могут быть использованы в любом применении, где отдельный и/или смещаемый шпунт используется для блокировки смежных ребер панелей, предпочтительно, панелей пола. Данная технология является экономически очень эффективной и экологически безопасной.












Изобретение относится к области строительства, в частности к механическим блокировкам панелей пола и заготовки шпунтов для них. Технический результат изобретения заключается в повышении прочности блокировочной системы. Описаны панели пола, которые содержат механическую блокировочную систему, содержащую шпунт и пазы, содержащие выступы и полости, которые выполнены с возможностью перемещения друг относительно друга. 5 н. и 18 з.п. ф-лы, 24 ил.
1. Группа панелей (1) пола с блокировочной системой, содержащей смещаемый шпунт (30) в пазу (40) смещения в первом ребре первой панели пола, взаимодействующий для вертикальной блокировки ребер со шпунтовым пазом (20) в смежных вторых ребрах второй панели пола, причем блокировочная система дополнительно содержит блокировочную рейку (6) с блокировочным элементом (8) в одном ребре, которая взаимодействует, для горизонтальной блокировки ребер, с блокировочным пазом (14) в смежном ребре, причем смещаемый шпунт содержит выступ (31а), а паз смещения содержит полость (41а), причем выступ выполнен с возможностью скольжения относительно стенки полости для обеспечения перемещения шпунта в первом направлении (PD), перпендикулярном ребрам, и тем самым вертикальной блокировки ребер,
отличающаяся тем, что полость продолжается вертикально вниз к задней стороне панели пола.
2. Группа панелей пола по п.1, в которой полость выполнена в виде глухого отверстия.
3. Группа панелей пола по п.1, в которой полость образована на ребре, содержащем блокировочный паз (14).
4. Группа панелей пола по любому из пп.1-3, в которой выступ (31а) является гибким и выполнен с возможностью обеспечения горизонтального предварительного натяга относительно шпунтового паза 20.
5. Группа панелей пола по п.1, в которой полость содержит нижнюю часть, расположенную вертикально внутри по отношению к верхней части полости.
6. Группа панелей (1) пола с блокировочной системой, содержащей смещаемый шпунт (30) в пазу (40) смещения в первом ребре первой панели пола, взаимодействующий для вертикальной блокировки ребер со шпунтовым пазом (20) в смежных вторых ребрах второй панели пола, причем блокировочная система дополнительно содержит блокировочную рейку (6) с блокировочным элементом (8) в одном ребре, который взаимодействует, для горизонтальной блокировки ребер, с блокировочным пазом (14) в смежном ребре, причем смещаемый шпунт содержит выступ (31а), а паз смещения содержит полость (41а), причем выступ выполнен с возможностью скольжения относительно стенки полости для обеспечения перемещения смещаемого шпунта в первом направлении (PD), перпендикулярном ребрам, и тем самым вертикальной блокировки ребер,
отличающаяся тем, что выступ является гибким и выполнен с возможностью обеспечения горизонтального предварительного натяга относительно шпунтового паза (20).
7. Группа панелей пола по п.6, в которой гибкий выступ (31а) продолжается в направлении длины смещаемого шпунта (30).
8. Группа панелей (1) пола с блокировочной системой, содержащей смещаемый шпунт (30) в пазу (40) смещения в первом ребре первой панели пола, взаимодействующий для вертикальной блокировки ребер со шпунтовым пазом (20) в смежных вторых ребрах второй панели пола, причем блокировочная система дополнительно содержит блокировочную рейку (6) с блокировочным элементом (8) в одном ребре, который взаимодействует с блокировочным пазом (14) в смежном ребре, причем смещаемый шпунт содержит выступ (31а), а паз смещения содержит полость (41а), причем выступ выполнен с возможностью скольжения относительно стенки полости для обеспечения перемещения шпунта в первом направлении (PD), перпендикулярном ребрам, и тем самым вертикальной блокировки ребер,
отличающаяся тем, что выступ расположен в нижней и/или верхней части смещаемого шпунта.
9. Группа панелей пола по п.8, в которой полость продолжается к задней стороне панели пола.
10. Группа панелей пола по п.9, в которой полость содержит нижнюю часть, расположенную вертикально внутри по отношению к верхней части полости.
11. Группа панелей пола по любому из пп.8-10, в которой выступ (31а) является гибким.
12. Группа панелей (1) пола с блокировочной системой, содержащей смещаемый шпунт (30), содержащий основной корпус (30а) шпунта и, по меньшей мере, две клиновые детали (45а, b), расположенные в пазу (40) смещения в первом ребре первой панели пола, взаимодействующие для вертикальной блокировки ребер со шпунтовым пазом (20) в смежном втором ребре второй панели пола, причем блокировочная система дополнительно содержит блокировочную рейку (6) с блокировочным элементом (8) в одном ребре, который взаимодействует, для горизонтальной блокировки ребер, с блокировочным пазом (14) в смежном ребре, причем основной корпус (30а) шпунта содержит, по меньшей мере, два гибких выступа (31а, b) и две выемки (43а, b), причем клиновые детали (45а, b) расположены, по меньшей мере, частично в выемках (43a, b), причем выступы выполнены с возможностью скольжения относительно клиновых деталей для обеспечения перемещения основного корпуса (30а) шпунта в первом направлении (PD), перпендикулярном ребрам, и тем самым вызывая вертикальную блокировку ребер,
отличающаяся тем, что гибкие выступы (31а, b) в разблокированном положении по существу смещены вдоль смещаемого шпунта (30) относительно клиновых деталей (45а, b) и выполнены с возможностью обеспечения предварительного натяга относительно клиновых деталей (45а, b) и шпунтового паза (20), причем основной корпус (30а) шпунта содержит фрикционное соединение (44), обеспечивающее перемещение вдоль паза смещения и предотвращающее выпадение основного корпуса (30а) шпунта из паза (44) смещения, при этом клиновые детали (45а, b) содержат фрикционное соединение (47), которое предотвращает перемещение клиновых деталей в пазу (40) смещения, когда основной корпус шпунта перемещают вдоль ребра, причем клиновые детали (45а, b) и основной корпус (30а) шпунта содержат разъемные соединения (46а, b) клиновых деталей, выполненные с возможностью высвобождения во время вставки смещаемого шпунта (30) в паз (40) смещения.
13. Группа панелей пола по п.12, в которой основной корпус (30а) шпунта содержит гибкое фрикционное соединение (44), обеспечивающее предварительный натяг относительно верхней и нижней части паза смещения.
14. Группа панелей пола по п.12, в которой смещаемый шпунт (30) содержит несколько клиновых деталей и выемок.
15. Группа панелей пола по любому из пп.12-14, в которой основной корпус шпунта содержит соединение (46) клиновой детали, расположенное в выемке (43).
16. Группа панелей пола по п.15, в которой клиновая деталь (45) расположена в выемке (43) между гибким выступом (31) и соединением (46) клиновой детали.
17. Группа панелей пола по п.12, в которой смещаемый шпунт (40) содержит внутреннюю (40а, 40а') и внешнюю (40b, 40b') пару противоположных и по существу параллельных поверхностей паза, при этом вертикальное расстояние между внутренними поверхностями (40а, 40а') паза меньше расстояния между внешними поверхностями (40b, 40b') паза.
18. Группа панелей пола по п.16, в которой перемещение смещаемого шпунта (30) во втором направлении вдоль ребер вызывает перемещение шпунта в первом направлении таким образом, что он входит в шпунтовой паз (20).
19. Группа панелей пола по п.18, в которой конечное перемещение смещаемого шпунта (30) во втором направлении вдоль ребра вызывает перемещение смещаемого шпунта, по существу параллельно ребру панели.
20. Группа панелей пола по п.12, в которой панели пола содержат поверхностный слой.
21. Заготовка (80) шпунтов, содержащая, по меньшей мере, два шпунта (30), имеющие длину (TL) шпунта и соединенные друг с другом и выполненные с возможностью отделения друг от друга и вставки в паз (40) ребра панели пола, отличающаяся тем, что каждый шпунт (30) содержит основной корпус (30а) шпунта, содержащий, по меньшей мере, два выступа (31а, b), продолжающиеся по существу в направлении (TL) длины шпунта, и две выемки (43а, b), при этом шпунт содержит, по меньшей мере, две клиновые детали (45а, b), расположенные, по меньшей мере, частично в или рядом с выемками (43а, b), причем основной корпус (30а) шпунта и клиновые детали (45а, b) содержат разъемные соединения (46а, b) клиновых деталей, выполненные с возможностью отсоединения от основного корпуса (30а) шпунта во время вставки шпунта (30) в паз (40).
22. Заготовка (80) шпунтов по п.21, в которой клиновая деталь расположена между выступом и соединением клиновой детали.
23. Заготовка (80) шпунтов по п.21 или 22, в которой выступы являются гибкими.
| DE 102007018309 A1, 28.08.2008 | |||
| DE 102006037614 B3, 20.12.2007 | |||
| WO 2008004960 A2, 10.01 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| RU 2007118939 A, 27.11 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

