Область техники
Изобретение относится к электротехнике, в частности к устройствам для генерирования электрической энергии путем преобразования светового излучения в электрическую энергию, и может быть использовано при создании и производстве малоразмерных космических аппаратов с солнечными батареями (СБ).
Уровень техники
К СБ предъявляются следующие требования: максимальная энергетическая эффективность при минимальной массе, сохранение электрических и механических характеристик при хранении, транспортировке на Земле и выводе на расчетную орбиту, длительный срок активного существования (САС) на орбите при минимальной деградации, которая выражается в потере мощности. У современных СБ САС достигает 15 лет и выдвигаются требования по его увеличению до 20 лет.
Основными причинами деградации на орбите являются нарушения структуры активных элементов, а именно фотопреобразователей (ФП) и диодов под действием радиации, а также нарушения, возникающие в результате воздействия изменения температуры, термоциклов. На разных орбитах различен диапазон изменения температуры и частота термоциклов. Для условий эксплуатации на геостационарной орбите верхнее значение температуры +100°C, нижнее - 170°C, количество термоциклов - 2000. На низких орбитах диапазон изменения температуры меньше, верхнее значение +100°C, нижнее - 100°C, но количество термоциклов в течение срока активного существования на орбите составляет несколько десятков тысяч.
Из уровня техники известно (см. Н. S. Rauschenbach. The principles and technology of photovoltaic energy conversion. New York, 1980), что СБ состоит из отдельных генераторов, включающих цепочки солнечных элементов (СЭ), внутри генераторов встречно-параллельно с солнечными элементами устанавливают шунтирующие диоды. Помимо шунтирующих диодов для обеспечения надежной работы СБ применяется диодная защита, которая обеспечивается блокирующими диодами.
В последние годы на смену кремниевым пришли более эффективные солнечные элементы, включающие несколько каскадов гетеропереходов, на основе соединений АзВ5, которые выращены на германиевой подложке (см. P. R. Sharps, М. A. Stan, D. J. Aiken, В. Clevenger, J. S. Hill and N. S. Fatemi. High efficiebcy, multi-junction cells with monolithic bypass diodes, NASA/CP.2005-213431. Page 108-115). Каждый такой СЭ защищается диодом, расположенным с СЭ в одной плоскости, причем диод имеет такую же толщину, как и СЭ. Обычно в СЭ выполнены по углам срезы, в которых размещается диод треугольной формы (см. патенты США на изобретения US 6353176, US 6034322 и заявку США на изобретение US 2008/0000523).
Из уровня техники известна солнечная батарея космических аппаратов, расположенная на углепластиковой сотовой панели. Несущая часть сотовой панели состоит из двух слоев углепластика, между которыми расположен сотовый наполнитель из алюминиевой фольги. На углепластиковую поверхность, предназначенную для монтажа СЭ, наклеивается электроизоляционная пленка. Электрогенерирующая часть солнечной батареи (модули) состоит из солнечных элементов, последовательно или последовательно-параллельно соединенных друг с другом с помощью коммутирующих элементов с термомеханическими компенсаторами. На лицевую поверхность каждого СЭ наклеивается стеклянная пластина (см. GLOBASTAR. Solar Generator Desigh And Layout For Low Earth Orbit Application in Consideration Of Commercial Aspects And Quanlity Production. D-81663 Munich Germany).
К недостаткам известной солнечной батареи космических аппаратов относятся низкая технологичность конструкции, малый температурный диапазон функционирования из-за низкой прочности паяных и сварных соединений шунтирующих диодов и СЭ. Высокая вероятность повреждения межэлементной коммутации, выступающей над лицевой поверхностью СБ, в процессе ее изготовления и проведения регламентных работ, а также технологическая сложность изготовления межэлементной коммутации, обусловленная необходимостью размещения термомеханических компенсаторов в узких межэлементных зазорах, приводит к малой стойкости СБ к воздействию термических и механических нагрузок.
Наиболее близким по технической сущности и достигаемому эффекту техническим решением (прототипом) является солнечная батарея космических аппаратов, содержащая панели с приклеенными на них модулями, состоящая из последовательно или последовательно-параллельно соединенных с помощью коммутирующих шин СЭ, где коммутирующие шины снабжены термомеханическими компенсаторами, а к лицевой поверхности каждого СЭ приклеена защитная стеклянная пластина, которая снабжена дополнительно приклеенными к плоской или криволинейной поверхности каркаса имеющими заданную форму и размер эластичными элементами, где внутренний объем эластичных элементов заполнен герметиком с образованием выпуклого мениска, а СЭ прижаты к эластичным элементам и зафиксированы неподвижно, а коммутирующие шины с термомеханическими компенсаторами и шунтирующие диоды приварены или припаяны к тыльным контактам СЭ в зонах, свободных от герметика, причем термомеханические компенсаторы расположены между тыльной стороной СЭ и несущей поверхностью каркаса в зонах, свободных от герметика (см. патент Российской Федерации на изобретение RU 2250536).
К недостаткам известной солнечной батареи космических аппаратов относятся низкая технологичность конструкции, малый температурный диапазон функционирования из-за низкой прочности паяных и сварных соединений шунтирующих диодов и СЭ, плохая стойкость СБ к воздействию механических и термомеханических нагрузок. Молибденовая шина, толщиной 50 мкм и имеющая многослойное специальное покрытие, является очень жесткой. При присоединении коммутирующих шин сваркой ухудшаются электрические характеристики шунтирующих диодов, а в некоторых случаях из-за жесткой шины точка сварки вырывается вместе с кремнием, что приводит к низкому выходу годных кристаллов после испытаний на термоциклирование. При повышенных температурах происходит деградация СЭ после пайки и сварки, что приводит к отслоению контактов от СЭ и, как следствие, выходу из рабочего состояния ячеек СБ.
Из уровня техники известен способ изготовления СБ космических аппаратов с шунтирующим диодом, включающий изготовление СЭ на основе фотоэлектрической полупроводниковой подложки, формирование шунтирующих диодов на лицевой стороне СЭ, соединение шунтирующих диодов и СЭ СБ космических аппаратов, соединение с помощью коммутирующих шин СЭ (см. патент США на изобретение US6635507).
К недостаткам известного способа относится низкая воспроизводимость процесса изготовления из-за высокой вероятности отслаивания (потери адгезии) металлизации на рабочей и нерабочей сторонах. Кроме того, при присоединении коммутирующих шин сваркой возможно замыкание коммутирующей шиной слоев структуры, а точка сварки вырывается вместе со структурой подложки, что приводит, как следствие, к низкому выходу годных кристаллов после испытаний на термоциклирование.
Наиболее близким по технической сущности и достигаемому эффекту техническим решением (прототипом) является способ изготовления СБ космических аппаратов с интегрированным шунтирующим диодом, включающий изготовление СЭ на основе фотоэлектрической полупроводниковой подложки с углублениями для размещения дискретных шунтирующих диодов, изготовление дискретных шунтирующих диодов на основе полупроводниковой подложки, монтажа дискретных шунтирующих диодов в углубления, контактирование солнечных элементов с шунтирующими диодами с помощью коммутационных шин (см. патент США на изобретение US 5616185).
К недостаткам известного способа изготовления относится низкая воспроизводимость процесса изготовления из-за высокой вероятности отслаивания (потери адгезии) металлизации при формировании металлизации нерабочей стороны. Кроме того, при резке на кристаллы на кремниевых монокристаллических подложках образуются трещины, а при присоединении коммутационных шин сваркой точка сварки вырывается вместе с кремнием, что приводит, как следствие, к низкому выходу годных кристаллов после испытаний на термоциклирование (термоудары).
Раскрытие изобретения
Техническим результатом заявленного изобретения является:
- повышение стойкости СБ к термоударам, к воздействию механических и термомеханических нагрузок, повышение технологичности конструкции, увеличение срока активного существования СБ космических аппаратов, повышение функциональных возможностей за счет расширения температурного диапазона функционирования и оптимизации конструкции СБ,
- упрощение коммутационной системы, что достигается путем повышения прочности соединения шунтирующих диодов и СЭ,
- повышение воспроизводимости процесса изготовления СБ космических аппаратов за счет оптимизации технологии изготовления шунтирующих диодов и СЭ СБ, а также коммутирующих шин, соединяющих СЭ и шунтирующие диоды, которые выполнены многослойными.
Технический результат заявленного изобретения достигается тем, что солнечная батарея малоразмерных космических аппаратов содержит:
- панели с приклеенными на них модулями с солнечными элементами (СЭ),
- шунтирующий диод;
- коммутирующие шины, приваренные к лицевой и обратной сторонам шунтирующих диодов и соединяющие лицевую и обратную стороны шунтирующего диода с СЭ, при этом шунтирующий диод установлен в вырезе в углу СЭ,
при этом коммутирующие шины выполнены многослойными, состоящими из молибденовой фольги, с двух сторон которой последовательно нанесены слой ванадия или титана, слой никеля и слой серебра соответственно.
В предпочтительном варианте толщина молибденовой фольги составляет 8-12 мкм, суммарная толщина слоев ванадия или титана и никеля составляет 0,1-0,3 мкм, толщина слоя серебра составляет 2,7-6 мкм.
Способ изготовления солнечной батареи для малоразмерных космических аппаратов включает:
- изготовление солнечных элементов (СЭ) на основе фотоэлектрической полупроводниковой подложки с вырезом в углу под шунтирующие диоды,
- изготовление шунтирующих диодов на основе фотоэлектрической полупроводниковой подложки,
- изготовление коммутирующих шин,
- приварку коммутирующих шин к лицевой и обратной сторонам шунтирующих диодов,
- установку шунтирующих диодов в вырезе в углу СЭ,
- соединение СЭ с шунтирующими диодами с помощью коммутирующих
шин,
при этом коммутирующие шины изготавливают многослойными из молибденовой фольги, с двух сторон которой последовательно наносят слой ванадия или титана, слой никеля и слой серебра соответственно.
В предпочтительном варианте слой ванадия или титана, слой никеля и слой серебра наносят последовательно с двух сторон на подготовленную молибденовую фольгу методом вакуумного магнетронного напыления при температуре молибденовой фольги 110-130°С с предварительной ионной бомбардировкой, а молибденовую фольгу с сформированными слоями ванадия или титана, никеля и серебра отжигают в вакууме при температуре 300-350°С.
Краткое описание чертежей
Признаки и сущность заявленного изобретения поясняются в последующем детальном описании, иллюстрируемом чертежами, где показано следующее.
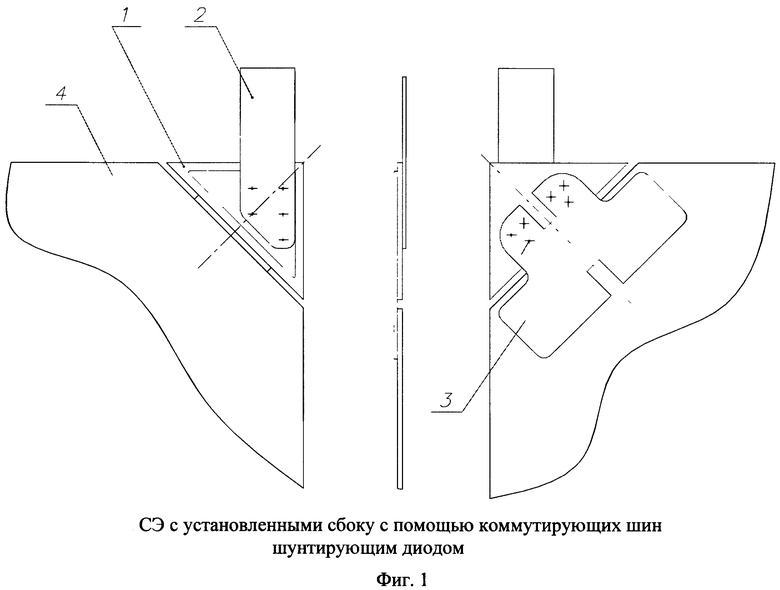
На фиг.1 представлен СЭ с установленными сбоку с помощью коммутирующих шин шунтирующим диодом.
На фиг.2 схематично представлена послойная структура коммутирующей
шины.
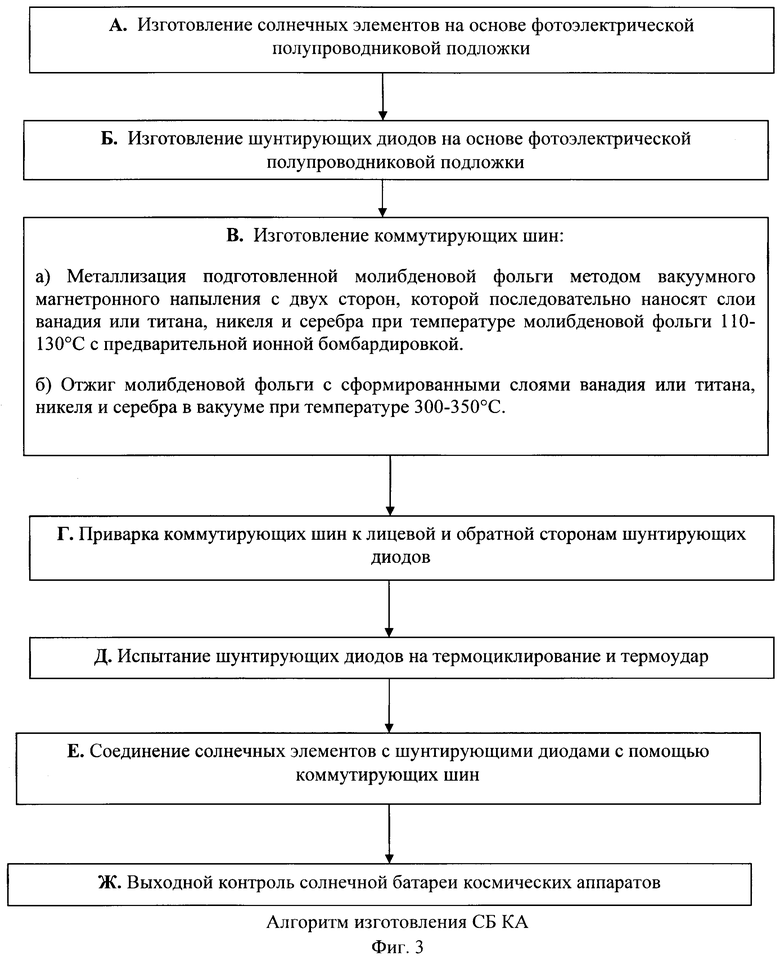
На фиг.3 представлен алгоритм способа изготовления СБ КА.
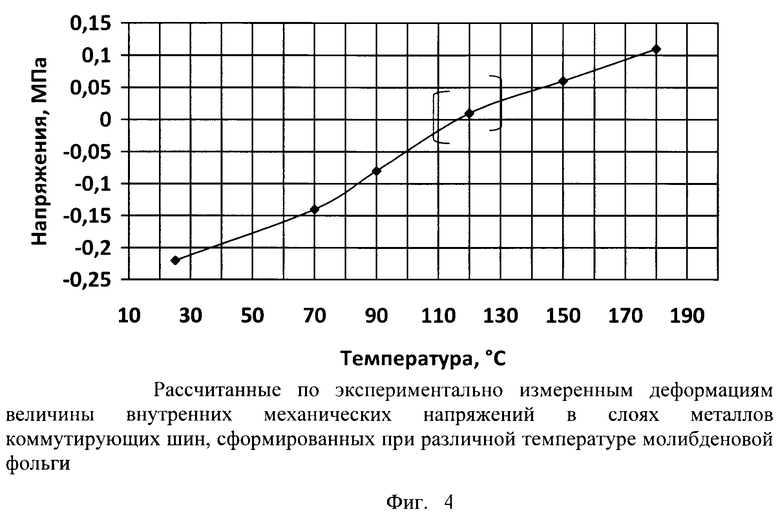
На фиг.4 представлены рассчитанные по экспериментально измеренным деформациям величины внутренних механических напряжений в слоях металлов коммутирующих шин, сформированных при различной температуре молибденовой фольги.
На фиг.4 на графиках в скобках указан оптимальный рабочий диапазон температур молибденовой фольги при напылении. На фиг.1 обозначено следующее:
1 - шунтирующий диод;
2 - коммутирующая шина, соединяющая лицевую сторону шунтирующего диода(1) с СЭ (4);
3 - коммутирующая шина, соединяющая обратную сторону шунтирующего диода(1) с СЭ (4);
4 - солнечный элемент (СЭ);
На фиг.2 обозначено следующее:
5 - подготовленная молибденовая фольга;
6 - слой ванадия или титана;
7 - слой никеля;
8 - слой серебра.
Осуществление и пример реализации изобретения
Заявленный способ был использован при реализации групповой технологии изготовления солнечных батарей космических аппаратов и состоит из следующей последовательности технологических операций (см. фиг.3): производят изготовление солнечных элементов на основе фотоэлектрической полупроводниковой подложки, изготовление шунтирующих диодов на основе фотоэлектрической полупроводниковой подложки, изготовление коммутирующих шин, включающее в себя подготовку молибденовой фольги и металлизацию подготовленной молибденовой фольги методом вакуумного магнетронного напыления с двух сторон слоями ванадия, никеля и серебра при температуре молибденовой фольги 110-130°C с предварительной ионной бомбардировкой, затем производят отжиг молибденовой фольги с сформированными слоями ванадия или титана, никеля и серебра в вакууме при температуре 300-350°C, осуществляют приварку коммутирующих шин к шунтирующим диодам, испытывают шунтирующие диоды на термоциклирование и термоудар, соединяют солнечные элементы с шунтирующими диодами с помощью коммутирующих шин и осуществляют выходной контроль солнечной батареи космических аппаратов.
Толщину молибденовой фольги выбирали исходя из наибольшего усилия отрыва приваренной коммутирующей шины к лицевой и обратной сторонам шунтирующего диода после проведения испытаний на термоудар.
Усилие отрыва приваренной коммутирующей шины от шунтирующего диода определяли следующим образом: подготавливали молибденовую фольгу в несколько этапов, после чего производилось утонение молибденовой фольги до следующих толщин: 6±0,1 мкм, 7,5±0,1 мкм, 10±0,1 мкм, 13±0,1 мкм. Затем на подготовленную молибденовую фольгу методом вакуумного магнетронного напыления нанесли с двух сторон слои ванадия, никеля и серебра при температуре молибденовой фольги 110-130°C с предварительной ионной бомбардировкой.
После чего молибденовую фольгу с сформированными слоями ванадия или титана, никеля и серебра отжигали в вакууме при температуре 300-350°C и производили вырубку из молибденовой фольги коммутирующих шин. После чего производили контрольную сварку коммутирующих шин к лицевой и обратной сторонам шунтирующих диодов и контроль усилия отрыва коммутирующих шин от шунтирующих диодов (см. табл.1).
Затем производили испытания на термоудар приваренных коммутирующих шин к шунтирующим диодам, заключающийся в проведении 450 циклов термоударов от температуры -180°C (пары жидкого азота) до 120°C на специализированном оборудовании. После чего производилось измерение электрических параметров шунтирующих диодов, которое показало незначительное повышение прямого напряжения на фоне неизменных значений токов утечки и обратного напряжения. Затем производили контроль усилия отрыва коммутирующих шин от шунтирующих диодов (см. табл.2).
В результате испытаний выявлено увеличение усилия отрыва у всех вариантов толщин коммутирующих шин от шунтирующих диодов при незначительном изменении электрических характеристик шунтирующих диодов. Исходя из таблицы 2 получено, что оптимальной толщиной молибденовой фольги является 10±0,1 мкм, так как обеспечивается максимальное усилие отрыва шины от шунтирующего диода.
Температуру молибденовой фольги при технологической операции напыления металлов выбирали исходя из минимальных напряжений в получаемой структуре (см. фиг.4). Внутренние напряжения определяли следующим образом: формировали одноконсольные микробалки методом магнетронного напыления металлических пленок V-Ni-Ag на подготовленной молибденовой фольге с фотолитографией и плазмохимическим травлением металлов. Полученные образцы одноконсольных микробалок исследовали с помощью оптического микроскопа Axio Imager фирмы Carl Zeiss при увеличении в 6000х. Проводили измерения размеров балочной конструкции и направление деформации. Форма деформации определялась по отклонению микробалок в различных точках ее длины от поверхности. После чего с помощью математической обработки по формуле Стоуни вычисляли величины напряжения балок. Кривизну балки находили, измеряя отклонение хвостовика одноконсолыюй микробалки. Указанные режимы выбирали исходя из соображений воспроизводимости технологического процесса, которая обеспечивается, если при присоединении коммутирующих шин сваркой точка сварки не вырывается (см. табл.3).
По предложенным конструкции и способу изготовления изготавливали СБ для малоразмерных КА, включающие в себя бескорпусные шунтирующие диоды треугольной формы с обратным напряжением 100 В и прямым током 2 А и каскадные фотопреобразователи на основе соединений А3В5.
До использования заявленного технического решения использовались серебряные коммутационные шины, которые приваривались к шунтирующим диодам и СЭ. Испытание диодов показало низкую стойкость к термоударам (происходило разрушение структуры после 10-15 термоударов от -180°C до +100°C), причем процент выхода годных диодов по электрическим характеристикам на этапе термоциклирования составлял не более 70% из годных диодов после сборки, а в оставшихся 30% происходило разрушение структуры в зоне приварки (межслойное разрушение по основным материалам при воздействии повышенных и пониженных температур) при контроле прочности сварного соединения. Усилие отрыва металлизации от кристалла составляло 50-100 г/мм2, а после использования настоящего технического решения составило более 150 г/мм2, в результате чего процент выхода годных диодов на этапе термоциклирования повысился до 85%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЛНЕЧНАЯ БАТАРЕЯ | 2004 |
|
RU2250536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШУНТИРУЮЩЕГО ДИОДА ДЛЯ СОЛНЕЧНЫХ БАТАРЕЙ КОСМИЧЕСКИХ АППАРАТОВ | 2009 |
|
RU2411607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШУНТИРУЮЩЕГО ДИОДА ДЛЯ СОЛНЕЧНЫХ БАТАРЕЙ КОСМИЧЕСКИХ АППАРАТОВ | 2011 |
|
RU2479888C1 |
| СИСТЕМА ЭЛЕКТРОПИТАНИЯ МАЛОРАЗМЕРНЫХ КОСМИЧЕСКИХ АППАРАТОВ-НАНОСПУТНИКОВ | 2009 |
|
RU2420435C2 |
| Генератор электрической энергии для космического аппарата | 2016 |
|
RU2710118C1 |
| СОЛНЕЧНАЯ БАТАРЕЯ | 1999 |
|
RU2156522C1 |
| Способ изготовления бескорпусного диода для солнечных батарей космических аппаратов | 2017 |
|
RU2656126C1 |
| СОЛНЕЧНАЯ БАТАРЕЯ | 2001 |
|
RU2187863C1 |
| СОЛНЕЧНАЯ БАТАРЕЯ | 2002 |
|
RU2230396C1 |
| СОЛНЕЧНАЯ БАТАРЕЯ | 2003 |
|
RU2243616C1 |

Изобретение относится к электротехнике, в частности к устройствам для генерирования электрической энергии путем преобразования светового излучения в электрическую энергию, и может быть использовано при создании и производстве малоразмерных космических аппаратов с солнечными батареями (СБ). Техническим результатом изобретения является: повышение стойкости СБ к термоударам, к воздействию механических и термомеханических нагрузок, повышение технологичности конструкции, увеличение срока активного существования СБ космических аппаратов, повышение функциональных возможностей за счет расширения температурного диапазона функционирования и оптимизации конструкции СБ, упрощение коммутационной системы, что достигается путем повышения прочности соединения шунтирующих диодов и СЭ, повышение воспроизводимости процесса изготовления СБ космических аппаратов за счет оптимизации технологии изготовления шунтирующих диодов и СЭ СБ, а также коммутирующих шин, соединяющих СЭ и шунтирующие диоды, которые выполнены многослойными. Солнечная батарея для малоразмерных космических аппаратов содержит: панели с приклеенными на них модулями с солнечными элементами (СЭ), шунтирующий диод; коммутирующие шины, соединяющие лицевую и обратную стороны шунтирующего диода с СЭ, при этом шунтирующий диод установлен в вырезе в углу СЭ, при этом коммутирующие шины выполнены многослойными, состоящими из молибденовой фольги, с двух сторон которой последовательно нанесены слой ванадия или титана, слой никеля и слой серебра соответственно. 2 н. и 5 з.п. ф-лы, 4 ил., 3 табл.
1. Солнечная батарея для малоразмерных космических аппаратов содержит:
- панели с приклеенными на них модулями с солнечными элементами (СЭ),
- шунтирующий диод;
- коммутирующие шины, приваренные к лицевой и обратной сторонам шунтирующих диодов и соединяющие лицевую и обратную стороны шунтирующего диода с СЭ, при этом шунтирующий диод установлен в вырезе в углу СЭ,
отличающаяся тем, что
коммутирующие шины выполнены многослойными, состоящими из молибденовой фольги, с двух сторон которой последовательно нанесены слой ванадия или титана, слой никеля и слой серебра соответственно.
2. Солнечная батарея по п.1, отличающаяся тем, что толщина молибденовой фольги составляет 8-12 мкм.
3. Солнечная батарея по п.2, отличающаяся тем, что суммарная толщина слоев ванадия или титана и никеля составляет 0,1-0,3 мкм.
4. Солнечная батарея по п.3, отличающаяся тем, что толщина слоя серебра составляет 2,7-6 мкм.
5. Способ изготовления солнечной батареи для малоразмерных космических аппаратов, включающий:
- изготовление солнечных элементов (СЭ) на основе фотоэлектрической полупроводниковой подложки с вырезом в углу под шунтирующие диоды,
- изготовление шунтирующих диодов на основе фотоэлектрической полупроводниковой подложки,
- изготовление коммутирующих шин,
- приварку коммутирующих шин к лицевой и обратной сторонам шунтирующих диодов,
- установку шунтирующих диодов в вырезе в углу СЭ,
- соединение СЭ с шунтирующими диодами с помощью коммутирующих шин,
отличающийся тем, что
коммутирующие шины изготавливают многослойными из молибденовой фольги, с двух сторон которой последовательно наносят слой ванадия или титана, слой никеля и слой серебра соответственно.
6. Способ по п.5, отличающийся тем, что слой ванадия или титана, слой никеля и слой серебра наносят последовательно с двух сторон на подготовленную молибденовую фольгу методом вакуумного магнетронного напыления при температуре молибденовой фольги 110-130°C с предварительной ионной бомбардировкой.
7. Способ по п.6, отличающийся тем, что молибденовую фольгу с сформированными слоями ванадия или титана, никеля и серебра отжигают в вакууме при температуре 300-350°С.
| СОЛНЕЧНАЯ БАТАРЕЯ | 2004 |
|
RU2250536C1 |
| US2013037078A1, 14.02.2012 | |||
| WO2010021477A2, 25.02.2010 | |||
| US2010275969A1, 04.11.2010 | |||
| US5616185A, 01.04.1997 | |||
| DE3537262A1, 23.04.1987 | |||
| СИСТЕМА ЭЛЕКТРОПИТАНИЯ МАЛОРАЗМЕРНЫХ КОСМИЧЕСКИХ АППАРАТОВ-НАНОСПУТНИКОВ | 2009 |
|
RU2420435C2 |
| СОЛНЕЧНАЯ БАТАРЕЯ | 1999 |
|
RU2156522C1 |

