Изобретение относится к способам контроля параметров печатной бумаги.
Аналогом заявляемому способу является способ измерения прозрачности, ГОСТ 8874-80, в соответствии с которым исследуемый образец бумаги освещают параллельным световым пучком нормально к его поверхности, последовательно измеряют световые потоки, рассеянные образцом в обратном направлении в случаях, когда с противоположной стороны от образца помещают либо плоскую непрозрачную белую, либо черную подложку, и по величине этих потоков рассчитывают прозрачность образца по формуле

Способ позволяет судить о прозрачности бумаги, не учитывая ее неоднородность. К тому же для его реализации необходимо иметь белую подложку, отражательная способность которого может варьироваться.
Наиболее близким к заявляемому способу является способ определения прозрачности <dc> плоских светопропускающих материалов, включая печатную бумагу (патент РФ №2427823, МПК8 G01N 21/85, зарегистрирован 27 августа 2011 года), заключающийся в освещении нормально к поверхности исследуемого материала на черной подложке с последующем освещением материала на другой подложке, регистрации относительных отраженных световых потоков и расчете прозрачности исследуемого материала, отличающийся тем, что в качестве другой подложки под исследуемый материал помещают плоское металлическое зеркало, а после регистрации относительных отраженных световых потоков определяют коэффициент отражения света материалом, размещенным на черной подложке R0, и коэффициент отражении света материалом, размещенным на плоском металлическом зеркале Rm, а о прозрачности dc исследуемого материала судят по величине 
Способ реализуется на фотометрических приборах типа лейкометра Цейса при освещении образцов площадью порядка 10 см. По сравнению с упомянутым выше стандартным способом по ГОСТ 8874-80 он обладает несомненным преимуществом, поскольку исключает неопределенность, связанную с использованием белой подложки. Однако оба способа не дают возможности осуществлять контроль неоднородности бумаги.
Усредненное измерение прозрачности в предложенных способах недостаточно эффективно для печатной бумаги, особенно при иллюстрационной и двусторонней печати. Качество печати на бумагах с одинаковой прозрачностью может значительно различаться из-за присутствия в ее структуре неоднородностей. Из-за различного впитывания краски в пределах листа изображение может выглядеть пятнистым из-за большого размера неоднородностей, а при двусторонней печати локально переходить на оборотную сторону, что негативно сказывается на качестве печати.
Техническим результатом заявляемого способа является устранение недостатков известного способа определения прозрачности печатной бумаги, а именно повышение качества контроля прозрачности, за счет выявления макронеоднородностей печатной бумаги за счет измерения стандартного отклонения прозрачности σ, представляющего собой количественную характеристику макронеоднородности бумаги.
Поставленная задача достигается тем, что в способе определения прозрачности плоских светопропускающих запечатываемых материалов, основанном на регистрации относительных световых потоков, отраженных образцом бумаги, который сначала размещают на черной подложке, затем на плоском металлическом зеркале с последующим расчетом показателей прозрачности бумаги 
Существенным признаком заявляемого способа является вычисление макронеоднородности за счет совместного использования плоского металлического зеркала и сканирующего устройства, создающего электронный образ исследуемого материала. Известно использование плоского металлического зеркала без создания электронного образа для расчета прозрачности плоских светопропускающих материалов. Таким образом, заявляемая совокупность признаков, включая вычисление макронеднородности σ исследуемого материала по формуле
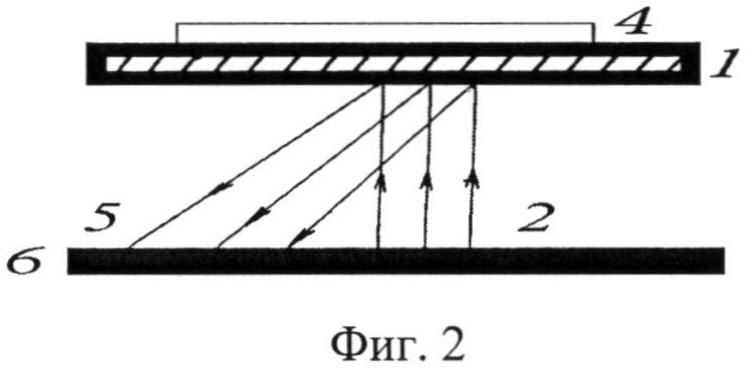
На фиг.1 и фиг.2 представлена схема контроля прозрачности с использованием планшетного сканера и разных подложек - черной (фиг.1, позиция 3) и зеркальной (фиг.2, позиция 4). На фиг.3 представлен электронный образ исследуемого материала. Исследуемый материал 1 освещается нормально к поверхности световым пучком 2 (фиг.1 и фиг.2). Под световым пучком 2 с противоположной стороны от материала помещают сначала черную подложку 3 (фиг.1, позиция 3), а затем плоское металлическое зеркало 4 (фиг.2, позиция 4). Свет, рассеянный материалом в обратном направлении 5 (фиг.1 и фиг.2, позиция 5), регистрируют сканирующим устройством 6 (фиг.1 и фиг.2, позиция 6). После чего с помощью сканирующего устройства (фиг.1 и фиг.2, позиция 6) происходит формирование электронных образов исследуемого материала (фиг.3), которые представляют собой таблицы значений коэффициентов отражения исследуемого материала в точках, равномерно распределенных вдоль строки (фиг.3, позиция 7).
Заявляемый способ реализован на планшетном сканере, работающем на отражение. Свет расщепляется на два пучка лучей и одна часть пучка лучей попадает на материал, который отражает падающий свет по всем направлениям (фиг.1 и фиг.2, позиция 2), другая часть пучка лучей проходит далее, после чего регистрируют относительные отраженные световые потоки (фиг.1 и фиг.2, позиция 5). В способе размещают исследуемый образец в сканирующем устройстве (фиг.1 и фиг.2, позиция 6), сверху образца располагают сначала черную подложку (фиг.1 и фиг.2, позиция 3), а затем плоское металлическое зеркало (фиг.1 и фиг.2, позиция 4). После регистрации отраженных бумагой относительных световых потоков (фиг.1 и фиг.2, позиция 5) с помощью планшетного сканера (фиг.1 и фиг.2, позиция 6) преобразуют относительные отраженные световые потоки с последующим формированием электронного образа изображения, представляющего собой таблицу значений коэффициентов отражения света исследуемого материала в N равномерно распределенных вдоль строки точках (фиг 3, позиция 7) и получают величины коэффициентов отражения света этим материалом в точках вдоль линии сканирования (фиг 3. позиция 7) длиной, расстояние между точками составляет порядка 1 мм. О макронеоднородности судят по значению стандартного среднеквадратичного отклонения
Расчет макронеоднородности по предлагаемому способу
Длина линий сканирования 19 см, расстояние между точками контроля прозрачности 0,19 см.
Заявляемый способ иллюстрируется полученными экспериментальными данными о прозрачности и макронеоднородности различных запечатываемых материалов - бумаги разных видов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЗРАЧНОСТИ ПЛОСКИХ СВЕТОПРОПУСКАЮЩИХ ЗАПЕЧАТЫВАЕМЫХ МАТЕРИАЛОВ | 2010 |
|
RU2427823C1 |
| СПОСОБ КОНТРОЛЯ ПРОЗРАЧНОСТИ ПЛОСКИХ СВЕТОПРОПУСКАЮЩИХ МАТЕРИАЛОВ | 1992 |
|
RU2035721C1 |
| Устройство для определения прозрачности материалов | 2022 |
|
RU2791849C1 |
| СПОСОБ КОНТРОЛЯ АНИЗОТРОПИИ УГЛОВОГО РАСПРЕДЕЛЕНИЯ ВОЛОКОН В СТРУКТУРЕ ПЛОСКОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 2011 |
|
RU2463578C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ОБРАЗЦОВ ДЛЯ КОНТРОЛЯ СТРУКТУРНЫХ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ НЕПРОЗРАЧНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2213343C2 |
| Способ определения коэффициентов поглощения прозрачных пленкообразующих материалов | 2021 |
|
RU2772310C1 |
| Магнитооптическое индикаторное устройство | 1975 |
|
SU572224A3 |
| Способ контроля влажности плоских волокносодержащих светопропускающих материалов | 1988 |
|
SU1658047A1 |
| ВИДЕОСПЕКТРОМЕТР ДЛЯ ЭКСПРЕСС-КОНТРОЛЯ ЖИДКИХ СВЕТОПРОПУСКАЮЩИХ СРЕД | 2020 |
|
RU2750294C1 |
| СПОСОБ КОНТРОЛЯ ПОВЕРХНОСТНОЙ ПЛОТНОСТИ СЛАБОПОГЛОЩАЮЩИХ ВОЛОКНОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 1991 |
|
RU2024011C1 |
Изобретение относится к способам контроля параметров печатной бумаги. Способ определения прозрачности плоских светопропускающих запечатываемых материалов основан на регистрации относительных световых потоков, отраженных образцом бумаги, который сначала размещают на черной подложке, затем на плоском металлическом зеркале, и последующем расчете показателей прозрачности бумаги. После регистрации относительные световые потоки последовательно преобразуют в последовательность электрических сигналов с формированием электронных образов исследуемого материала, представляющих собой таблицы значений коэффициентов отражения света в N равномерно распределенных вдоль строки точках, размещенного сначала на черной подложке, затем на плоском металлическом зеркале, а после преобразований относительных световых потоков определяют коэффициент отражения света материалом, размещенным на черной подложке, и коэффициент отражения материалом на зеркале в N равномерно распределенных вдоль строки точках, а о макронеоднородности исследуемого материала судят по величине стандартного отклонения прозрачности. Технический результат - повышение качества контроля прозрачности за счет выявления макронеоднородностей печатной бумаги. 3 ил.
Способ определения прозрачности плоских светопропускающих запечатываемых материалов, включающий регистрацию относительных световых потоков, отраженных образцом бумаги, размещенным сначала на черной подложке, затем на плоском металлическом зеркале, и последующий расчет показателей прозрачности бумаги
где R0 - коэффициент отражения света материалом, размещенным на черной подложке, a Rm - коэффициент отражения света материалом на зеркале, отличающийся тем, что после регистрации относительные световые потоки последовательно преобразуют в последовательность электрических сигналов с формированием электронных образов исследуемого материала, представляющих собой таблицы значений коэффициентов отражения света в N равномерно распределенных вдоль строки точках, размещенного сначала на черной подложке, затем на плоском металлическом зеркале, а после преобразований относительных световых потоков определяют коэффициент отражения света материалом, размещенным на черной подложке R0, и коэффициент отражения материалом на зеркале Rm в N равномерно распределенных вдоль строки точках, а о макронеоднородности исследуемого материала судят по величине стандартного отклонения прозрачности
от ее среднего значения
где <dc> - средняя прозрачность, dcn - прозрачность в n-й точке, а N - число измеренных точек в строках исследуемого материала на образце, равномерно распределенных вдоль линии сканирования, в которых регистрируют относительные отраженные световые потоки.
| СПОСОБ КОНТРОЛЯ ПРОЗРАЧНОСТИ ПЛОСКИХ СВЕТОПРОПУСКАЮЩИХ МАТЕРИАЛОВ | 1992 |
|
RU2035721C1 |
| ОПТИКО-ЭЛЕКТРОННАЯ СИСТЕМА ДЛЯ НАСТРОЙКИ И ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН (ВАРИАНТЫ) | 2005 |
|
RU2294997C1 |
| ПРИСПОСОБЛЕНИЕ К ПЕЧНОЙ ТОПОЧНОЙ ДВЕРЦЕ | 1927 |
|
SU9067A1 |
| WO 2012048186 A2, 12.04.2012 | |||

