ОБЛАСТЬ ИЗОБРЕТЕНИЯ.
Областью изобретения является изготовление на поверхности земли мембранных зеркал больших размеров и средств, обеспечивающих их вывод на орбиту.
УРОВЕНЬ ТЕХНИКИ.
В известном уровне техники имеются описания ступенчатых оптических поверхностей, технологий формования и форм, предназначенных для формования этих оптических поверхностей, использование которых основано на пропускании или отражении света, а также - описания формованных линз или вогнутых или выпуклых формованных зеркал.
Можно процитировать патент Германии 1050223 от 5 февраля 1959, описывающий изготовление линзы Френеля, статью Peter С.Chen, Robert С.Romeo. (Proc. of SPIE vol. 5382 - Труды Международного Сообщества по оптической технике, Том. 5382), описывающую зеркала, сформованные из углеродного композита и состоящие из нескольких особым образом взаимно расположенных слоев, заявку Melville P. Ulmer, Michael Е. Graham (заявка США 2006/0181743 A1), описывающую формованные зеркала, состоящие из нескольких взаимосвязанных, наложенных друг на друга слоев, и патент Robert Mr. Phillips. (патент США 3,613,659), описывающий формовку зеркал Френеля, линейных или квазилинейных, также и наложением нескольких взаимосвязанных слоев.
Французский патент Roy Alfred Gasson, FR-A-2.494.171 описывает формование объекта с временным промежуточным расположением многоразовой переналаживаемой мембраны между пресс-формой и формуемым объектом, чтобы придать поверхности объекта формования более высокое качество, чем у пресс-формы, и позволить легко отделить формуемый объект от формы.
Французские патенты VERNOIS, FR 2.744.244 (9601132 от 31/01/96) с.1, л. 35-36 и FR 2.745.916 (9603027 от 11/03/96) с.1, л. 17-20, описывают «мембранный оптический модуль» особую материальную единицу (particular material entity), созданную путем временной комбинации мембранного зеркала, регулирующей мембраны (т.е. мембраны для контроля и регулировки) и вспомогательного приспособления для сгибания, задачей и функцией которой является обеспечить сворачивание мембранного зеркала и той же контрольной регулирующей мембраны с помощью вспомогательного приспособления для сгибания и таким образом обеспечить его транспорт и его вывод на орбиту.
В патентах VERNOIS, FR 2.744.244 (9601132) и US 6,676,262 от 31/01/2004 представлено простое описание вспомогательного устройства гибки.
РЕШЕНИЕ ИЗОБРЕТЕНИЕМ ПОСТАВЛЕННЫХ ПРОБЛЕМ.
Вывод на орбиту без повреждений мембранных зеркал большого размера, изготовленных на земле, стало возможным благодаря использованию вспомогательного устройства гибки (Vernois, FRA 2.744.244 (9601132), допускающему простое строение мембранного оптического модуля.
Вспомогательное устройство гибки практически устраняет проблемы, связанные с диаметром зеркала и с механическими напряжениями в ходе запуска, но имеются оставшиеся трудности, которые нужно преодолеть, они заключаются в размещении зеркальной мембраны и контрольной мембраны (Vernois, FR 2.736.165 (9507947 от 30/06/95) и FR 2.725.044 (9411458 от 26/09/94)) на этом вспомогательном устройстве, включенном в состав мембранного оптического модуля.
До сих пор эти три элемента мембранного оптического модуля изготавливались по отдельности, а затем две мембраны распределялись на вспомогательном устройстве гибки, сначала контрольная мембрана, а затем зеркальная мембрана на этой контрольной мембране.
Эти операции требовали особой точности, и поэтому использование, в соответствии с изобретением, квазиплоской пресс-формы с профилем вспомогательного устройства гибки позволяет обеспечить сначала размещение или создание зеркальной мембраны и контрольной мембраны, а затем формование вспомогательного устройства гибки, что приведет к большому удобству и высокой угловой точности позиционирования и оптимальному строению оптического модуля, при этом указанное вспомогательное устройство гибки необходимо будет наносить на мембраны путем формования.
Важно принять во внимание, что профиль вспомогательного устройства гибки квази-плоской пресс-формы является фундаментальным элементом процесса, позволяющего либо размещение вогнутых мембран, изготовленных в другом месте, либо на месте производить эти вогнутые мембраны путем отверждения материалов, наносимых на эту квазиплоскую пресс-форму, благодаря особому профилю вспомогательного устройства гибки.
Обеспечивая прямое производство зеркала (зеркальной мембраны) или одной или более контрольных мембран на многоцелевой пресс-форме, изобретение устраняет необходимость наличия особой вогнутой пресс-формы больших размеров для производства зеркальной мембраны и контрольных мембран, а также устраняет оборудование, необходимое для переноса мембран от этих вогнутых пресс-форм в направлении многоцелевой пресс-формы.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Целью изобретения является улучшение производства и качества оптического модуля по сравнению с известным уровнем техники, обеспечивающее сворачивание, транспортировку и вывод на орбиту зеркальной мембраны и ее контрольной мембраны.
РЕЗЮМЕ ИЗОБРЕТЕНИЯ
Пресс-форма - Для того, чтобы получить пресс-форму 1 по изобретению, используется тонкий обрабатываемый слой или поверхностная пленка 2, толщиной, по крайней мере, несколько миллиметров, осажденная в жидком виде или не в жидком виде, на горизонтальную плиту 3, например пленка олова, или свинца, или специального сплава, или, кроме того, из полимеризующихся или термоотверждаемых смол.
Для волнообразования порядка сантиметра может понадобиться предварительное выполнение поверхностного слоя и тонкого обрабатываемого слоя, осажденного на созданные таким образом волнообразные линии (рисунок 5).
Определяющее преимущество такой пленки 2 в легком и экономичном составе, и в том, что она не ограничена в размере, в отличие от особо точной и очень дорогостоящей сборки из листового металла.
Безупречная поверхность диаметром 100 метров становится выполнимой после того, как выполнена опорная-несущая плита 3, обеспечивающая ей рабочие условия.
Такая пленка 2, металлическая или просто из проводящего материала, обрабатывается методами снятия материала по известному уровню техники, к которому относится электрическая эрозия, до состояния поверхности порядка Ra=0,1 и может затем полироваться до получения оптического качества.
Не проводящая пленка 2 обрабатывается при помощи соответствующих способов, подходящих к ее свойствам.
Плита 3, поддерживающая эту пленку 2, состоит из механической структуры 3а, несущей несколько специальных слоев или зон, которые, в частности, показаны снизу вверх: слой с постоянной температурой 4, теплоизолирующий слой 5, нагревающий слой 6 или слой, способный нагреваться, слой 7, способный нагреваться и принимающий пленку 2, и съемный верхний независимый элемент 8, выполняющий нагрев или просто защиту (рисунки 1 и 5).
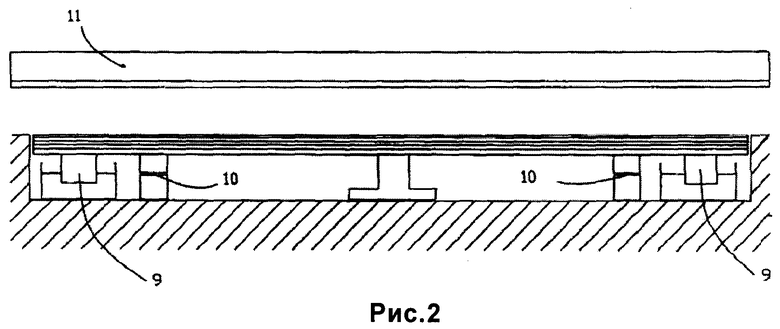
В том случае, когда эта плита 3 является поворотной, она может поддерживаться поплавками 9 или пластинчатыми пневматическими или гидравлическими подушками 10, в зависимости от потребностей, накладываемых ее размерами (рисунок 2).
Не менее чем один подвижный элемент 11, несущий не менее одной подвижной тележки 12, снабженной вертикальным механизмом 13, скользящим по направляющей 14, монолитной с этим подвижным элементом 11 и способным принимать специальные взаимозаменяемые рабочие головки 15, обеспечивает работу на всей поверхности плиты 3 (рисунок 5).
Профиль пресс-формы - Согласно известному уровню техники профиль вспомогательного устройства гибки описывается совокупностью дуг окружностей с радиусом кривизны Rn, при этом центры этих дуг находятся на цилиндрических проекциях пересечений зеркала и секущих плоскостей, а концы дуг соединены тангенциально (по касательной).
В известном уровне техники центральная часть этого вспомогательного устройства гибки является вогнутой.
По причинам, которые будут видны позднее, согласно первому выполнению изобретения, центральная часть вспомогательного устройства гибки будет выпуклой.
Профиль 1а пресс-формы является негативным изображением профиля вспомогательного устройства гибки, которое хотим получить.
Следовательно, центральная часть пресс-формы будет вогнутой, согласно рисункам 3 и 4.
Совокупность уравнений 16 по изобретению позволяет определить радиусы кривизны Rn и центры кривизны zn, где R является радиусом кривизны зеркальной мембраны 17 и контрольной мембраны 18 в том случае, когда они сферические.
Эти волнообразные линии 1b, составляющие профиль 1а, имеют, согласно изобретению, максимальные и минимальные переменные значения или, предпочтительно, постоянные максимальные значения z=1.
Формование вспомогательного устройства гибки - По изобретению, материалы вспомогательного устройства гибки, полимеризующаяся смола и анизотропная ткань, осаждаются на пресс-форму 1 при помощи специальных рабочих головок 15 и после полимеризации становятся вспомогательным устройством гибки, которое можно использовать, как в известном уровне техники.
Так как вспомогательное устройство гибки должно накручиваться само на себя при выводе на орбиту, то, чтобы избежать повреждения зеркальной мембраны при соприкосновении, обратная сторона этого вспомогательного устройства покрыта защитным слоем соответствующего состава.
Размещение и формование - По изобретению, отдельная зеркальная мембрана 17, или зеркальная мембрана 17, и, по крайней мере, одна контрольная мембрана 18, изготовленные отдельно, размещаются на пресс-форме 1 таким же образом, как это было на вспомогательном устройстве гибки в известном уровне техники, и, в некоторых случаях, с учетом перевертывания этих мембран 17 и 18 из положения «вогнутый» в положение «выпуклый».
Материалы устройства гибки 19 наносятся затем, частично при помощи специальной рабочей головки 15, на обратную сторону зеркальной мембраны 17, если она одна, или на обратную сторону контрольной мембраны 18 в противном случае, что приводит к отличной подгонке вспомогательного устройства гибки 19 с зеркальной мембраной 17, если она устанавливается одна, или вместе с контрольной мембраной 18, если она была установлена.
Осаждение и формовка - По изобретению, материалы, составляющие зеркальную мембрану 17, осаждаются на пресс-форму 1 частично, при помощи специальной рабочей головки 15, и затем, когда эти первые материалы стабилизируются, осаждаются, при необходимости, материалы контрольной мембраны или контрольных мембран 18, частично, с помощью той же самой специальной рабочей головки 15 и, частично, при помощи другой специальной рабочей головки 15, предназначенной для проводниковых элементов и электронных компонентов.
Затем наносятся материалы вспомогательного устройства гибки 19.
В ходе осаждения материалов, составляющих мембраны, прилагаются все усилия, в соответствии с выполнением изобретения, чтобы воспроизвести механические напряжения, существующие в предшествующих мембранах, устанавливаемых на пресс-форму, таким образом, чтобы во время разделения в космическом пространстве этих осажденных мембран у них была бы способность приобретать первоначальную форму этих предшествующих мембран.
Это сделано, согласно изобретению, путем распределения соответствующим образом компонентов смолы и наполнителей, которые должны составлять мембраны, в частности в направлении толщины этих мембран так, чтобы получить после полимеризации или усадку, или расширение, воспроизводящие напряжения усадки и расширения предшествующей мембраны 17 или 18, устанавливаемой на пресс-форме 1.
В другом выполнении изобретения, чтобы содействовать предыдущему результату, изменяют форму волнообразных линий пресс-формы 1 таким образом, чтобы эти модификации учитывали и компенсировали, по мере возможности, остаточные деформации после отделения мембран в космическом пространстве и принятия их вогнутых форм.
Промежуточная мембрана - По изобретению, инертная дополнительная мембрана 20, или просто специализированный слой 20а контрольной мембраны 18, вставляется между зеркальной мембраной 17 и контрольной мембраной 18.
Эта мембрана 20, или специализированный слой 20а контрольной мембраны, обладает структурой, обеспечивающей ее расширение в толщину в вакууме так, чтобы макроскопически отделить зеркальную мембрану 17 и контрольную мембрану 18, непосредственный случайный контакт которых в космическом пространстве мог бы оказаться вредным для их функциональных отношений.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1 - Пресс-форма.
1а - Профиль пресс-формы.
1b - Волнообразные линии пресс-формы 1.
2 - Слой или поверхностная обрабатываемая пленка.
3 - Опорная плита для пленки 2.
3а - Механическая несущая опора плиты 3.
4 - Слой плиты 3 с постоянной температурой.
5 - Слой тепловой изоляции плиты 3.
6 - Нагреваемый слой или слой, способный нагреваться, плиты 3.
7 - Слой, принимающий пленку 2.
8 - Подвижный защищающий и/или нагревающий элемент.
9 - Поплавок.
10 - Слоистая пневматическая или гидравлическая подушка.
11 - Находящийся сверху подвижный элемент, несущий подвижные тележки.
12 - Подвижная тележка.
13 - Вертикальный механизм подвижной тележки.
14 - Горизонтальная направляющая подвижного элемента 11.
15 - Комплект специальных взаимозаменяемых рабочих головок.
16 - Уравнение, дающее угол е в зависимости от Ân и drn.
16а - Уравнение, дающее радиус кривизны Rn в зависимости от ên.
17 - Зеркальная мембрана.
17а - Материалы, составляющие зеркальную мембрану.
17b - Отражающее покрытие.
17с - Вспомогательная мембрана, принимающая отражающее покрытие.
18 - Контрольная мембрана.
19 - Вспомогательное устройство гибки.
19а - Материалы формовки.
19b - Ткань.
19с - Защитный слой.
20 - Промежуточная мембрана, способная к расширению.
20а - Способный к расширению слой контрольной мембраны.
21 - Рабочая зона.
21а - Кольцо осажденного материала, сформированного в процессе осаждения.
КРАТКОЕ ОБЪЯСНЕНИЕ РИСУНКОВ
Рисунок 1 - Плита со своими дифференцированными слоями;
Рисунок 2 - Плавающая плита большого размера;
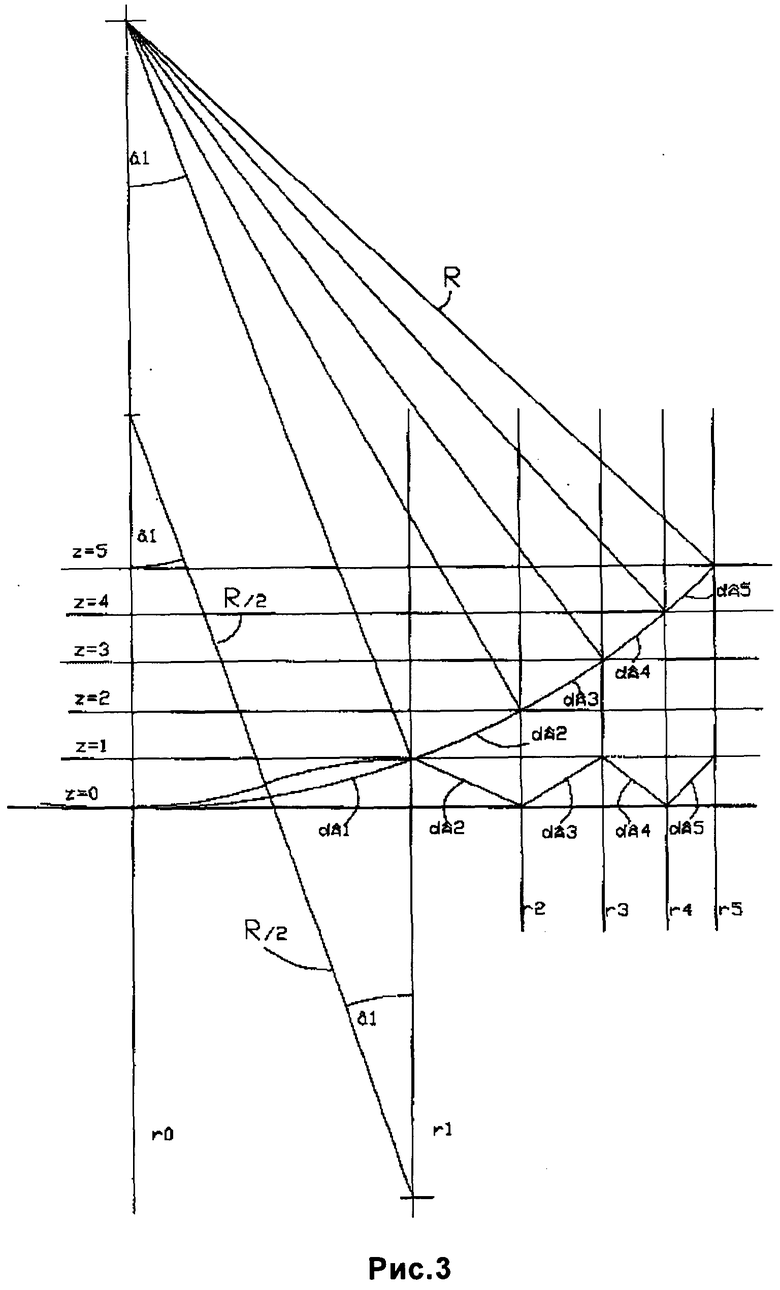
Рисунок 3 - Принципиальная схема секущих плоскостей;
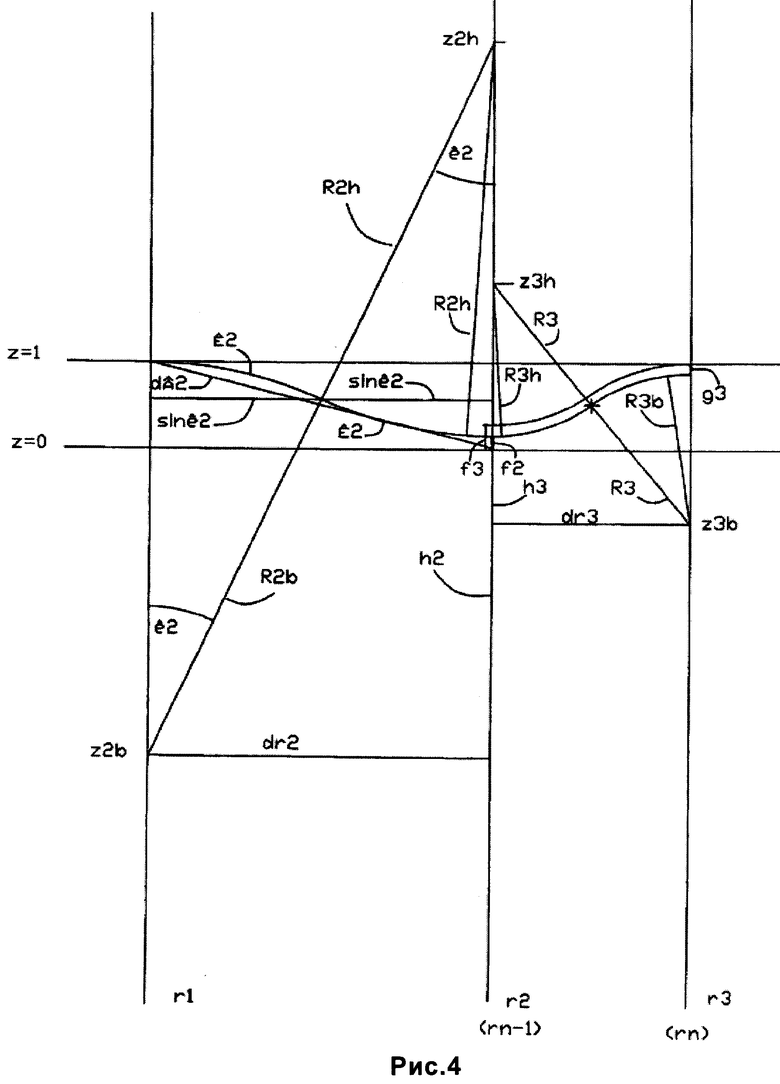
Рисунок 4 - Радиусы кривизны между r1 и r2; повторяющиеся величины максимальных и минимальных значений;
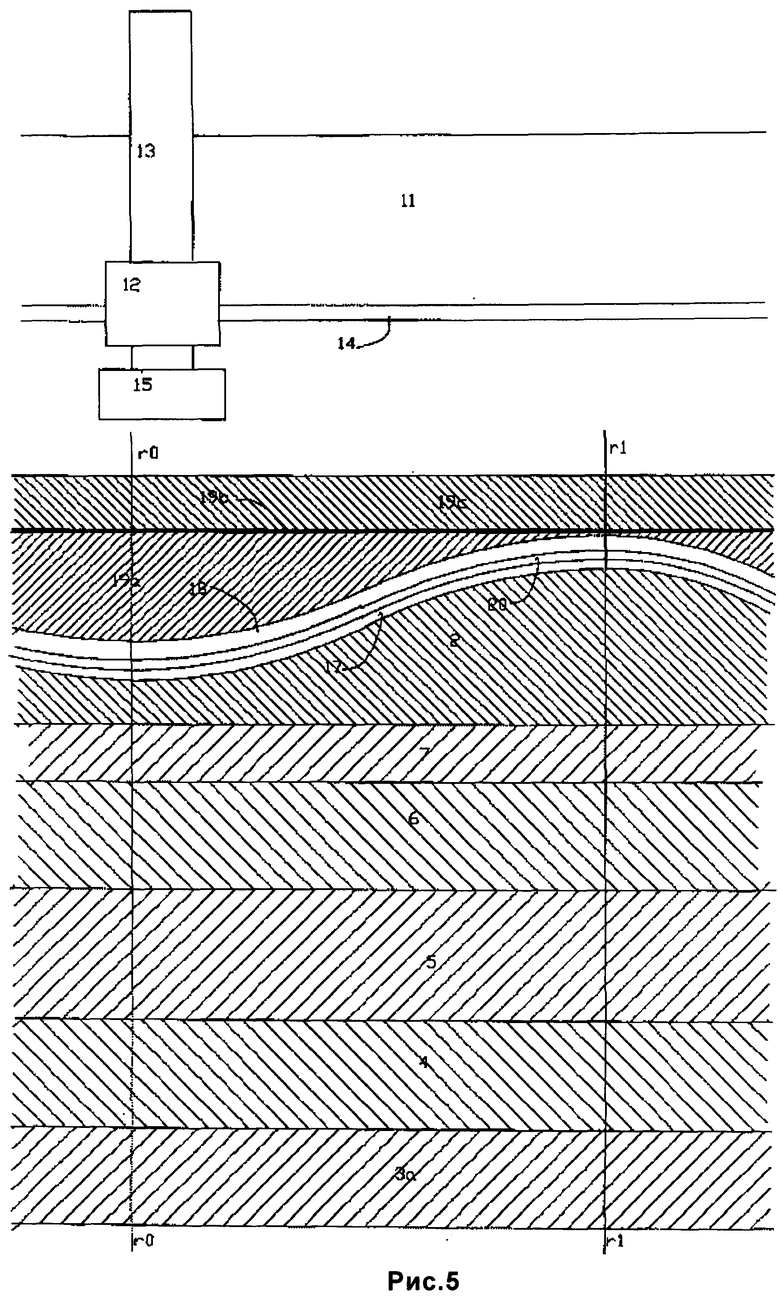
Рисунок 5 - Краткое схематичное представление изобретения, показывающее совокупность элементов оборудования.
ПОДРОБНОЕ ОПИСАНИЕ
А - ОПОРНАЯ ПЛИТА И РАБОЧИЕ ГОЛОВКИ
а) Опорная плита 3
Плита 3 содержит плоскую механическую структуру 3а, по известному уровню техники, и сделана термостатической, чтобы избежать вариации размеров.
Эта плоская структура 3а покрывается, по изобретению, рабочими слоями, основная функция которых - изолировать эту структуру от теплового потока, выделяющегося при плавке материалов, составляющих обрабатываемый слой 2, или от экзотермических реакций полимеризации компонентов этого обрабатываемого слоя 2.
Для того чтобы получить эту стабильность размеров при временном нагреве до 300 или 400 градусов Цельсия, вертикальные слои или зоны 4 и 5 состоят из вещества с очень низким коэффициентом расширения.
Это требование стабильности размеров запрещает вертикальным слоям или зонам скользить одним над другими, что дает зазор (люфт) расширения, который рискует выразиться в виде возвратных отклонений, вызывающих напряжения и деформации, которые, в свою очередь, могут появляться только после механической обработки пресс-формы и поэтому практически не обнаруживаемые.
По этой причине слои или зоны 4 и 5 имеют достаточные толщины, чтобы позволить неразрушающее расширение, не имеющее остаточного размерного воздействия, с учетом элементарной нагреваемой поверхности, полученного температурного перепада и модуля эластичности материала (рисунок 5).
b) Обрабатываемый слой
Согласно изобретению имеем слой 6, нагревающий или способный нагреваться, и слой 7, принимающий обрабатываемый слой 2, при этом, поскольку слой 7 в необработанном или обработанном виде предназначен для создания волнообразных линий, то он будет нагреваться от поверхностных локальных элементов, которые после плавки или полимеризации локального обрабатываемого слоя 2 и охлаждения будут постепенно охватывать всю поверхность этого принимающего слоя 7.
В процессе реализации изобретения элементарная нагреваемая активная поверхность будет, в виде кругового или винтового центрированного кольца 21а, постепенно расширяться от центра рабочей зоны 21 до ее периферии, под действием затвердевания своей внутренней части, в соответствии с притоком от расплавления своей внешней части, или наоборот.
Одновременно может существовать множество этих круговых или винтовых колец 21а, поскольку принцип действия заключается в том, чтобы эти кольца были бы достаточно отделены для того, чтобы, учитывая ширину этих колец, толщину изолирующих слоев или зон и модули эластичности, временные деформации, связанные с расширением нагреваемой части каждого кольца, оставались бы строго в рамках, предписанных модулем эластичности.
Сопряжения между этим большинством колец будут выполняться, по изобретению, под действием развития каждого кольца, которое будет обязательно достигать остывшего края следующего кольца.
c) Движущийся по диаметру элемент 11
Сверху над рабочей зоной 21 могут быть установлены не менее одного подвижного механического элемента, например, металлическая горизонтальная структура 11, в соответствии с диаметром этой зоны. Этот металлический элемент 11 имеет одну или несколько горизонтальных направляющих 14, то есть параллельных к поверхности плиты 3, каждая из которых может поддерживать множество подвижных тележек 12 и рабочих головок 15, способных участвовать, каждая по своей специфике, в формовании пресс-формы 1, в подаче и плавке материалов, составляющих поверхностный обрабатываемый слой 2, в установке или осаждении зеркальной мембраны 17, контрольной мембраны 18, промежуточной мембраны 20 и осаждении материалов вспомогательного устройства гибки 19 (рисунок 5).
d) Рабочие головки 15
Эти взаимозаменяемые рабочие головки являются специфическими и отличающимися с учетом различных работ, которые они должны выполнять.
В - ИЗГОТОВЛЕНИЕ ПРЕСС-ФОРМЫ
Слой 7, принимающий обрабатываемую пленку 2, который может быть просто подготовленной чистой и горизонтальной поверхностью 6, нагревающей или способной быть нагретой, обрабатывается механической головкой 15, которая способна сделать его горизонтальным или создать на нем предварительные волнообразные линии.
Поверхностный обрабатываемый слой 2, согласно выполнению изобретения, состоит из наплавки металла, расплавленного нагревающим элементом, на горизонтальную поверхность или на предварительные волнообразные линии.
При выполнении металл поступает в виде проволоки или ленты на катушке, переносимой специальной рабочей головкой 15, имеющей средство плавки провода или ленты, средство нагрева зоны, где будет расплавлена проволока или лента таким образом, чтобы избежать слишком сильного или слишком локализованного нагрева этого слоя 7, а также имеющей средство вертикального передвижения.
В другом исполнении провод или лента поступают с конца подвижного элемента 11.
Работа по выемке материала при обработке пресс-формы выполняется специальными головками 15, поддерживающими механические средства или средства удаления вещества путем теплового испарения или электрической эрозии.
Учитывая малую вертикальную амплитуду смещения, порядка сантиметра, необходимую для этой обработки, эти головки устанавливаются на очень легкие системы 13 вертикального перемещения с двумя гибкими тонкими пластинами, наложенными друг на друга без зазора и без трения по известному уровню техники.
Эта легкость позволяет обеспечить установку и одновременную работу большинства этих головок 15.
Чтобы свести до минимума очень слабое боковое паразитное движение этих головок, это боковое паразитное движение выполняется перпендикулярно к радиусу рабочей зоны 21.
Грубый осадок, составляющий обрабатываемый слой 2, обрабатывается специальной головкой 15, которая придаст ему сначала горизонтальную поверхность, настолько идеальную, насколько это возможно, при этом эта горизонтальная поверхность становится рабочей опорной поверхностью, чтобы придать пресс-форме нужный профиль.
В случае предварительно выполненных волнообразных линий выполнение этой опорной поверхности будет осуществляться путем ее размещения в плоскости вершин предварительных волнообразных линий, покрытых обрабатываемым слоем 2.
По практическим соображениям начало вертикальных ординат установим на вершине вогнутого зеркала, у которого ордината касательной плоскости будет, следовательно, равна z=0.
При выборе единичного отклонения между секущими плоскостями сферического купола (рисунок 3) первая секущая плоскость будет, следовательно, иметь вертикальную ординату z=1.
Эта секущая плоскость будет физически представлена ранее обработанной горизонтальной опорной поверхностью z=1.
Поверхность обработанного слоя 2 должна быть плоской в геометрическом смысле, а не горизонтальной в смысле жидкой поверхности, которая принимает локальную форму земного геоида, при этом результирующее отклонение влечет для осажденного зеркала отклонения с теоретической искомой формой, превышающие на четверть длину волны в видимом участке спектра, как только диаметр зеркала превысит 10 м.
С - ПРОФИЛЬ ПРЕСС-ФОРМЫ
а) Общие значения нескольких элементов профиля, для случая равноудаленных секущих плоскостей.
Профиль пресс-формы определяется длиной дуг dÂn, отсеченных равноудаленными секущими плоскостями, согласно известному уровню техники, рисунок 3.
Длины этих дуг dÂn изменяются в зависимости от формы зеркала, сферической или другой.
В случае сферической поверхности существует простое тригонометрическое классическое приближение.
В случае параболического или гиперболического зеркала, приближение аналитическое.
Рисунок 4, представляющий два интервала дуг (промежутка), заключенные между двумя нечетными значениями r1 и r3, иллюстрирует метод расчета радиусов кривизны Rn, по изобретению.
На этом рисунке 4 видно, что тангенциальное нижнее горизонтальное сопряжение в fn для обоих последовательных промежутков dr не может выполняться при z=0, если тангенциальное верхнее сопряжение было сделано в М на плоскости z=1, в случае пресс-формы с вогнутой центральной частью.
Оно выполняется при положительной величине fn, не равной нулю.
Если сейчас рассмотрим бесконечный промежуток drn, то видно, что будет перекрытие между двумя дугами В, описанными бесконечными радиусами Rb и Rh и бесконечной дугой Ân, и что в этом предельном положении, fn равна нулю. Следовательно, из этого выводим, что fn возрастает, когда dr уменьшается, и что последовательные максимальные значения профиля будут уменьшающимися на величину gn=dfn, здесь g3=df3=f3-f2, учитывая тангенциальное горизонтальное сопряжение в fn, и, поскольку значение этой величины gn очень мало, то ее невозможно представить в масштабе.
Промежуток r1; r2 принимается в расчет, и величины в нем находятся в масштабе, в частности f2.
Промежуток r2; r3 является чисто демонстрационным и обучающим, и ни один из элементов, появляющийся в нем, не находится в масштабе, при этом отклонение df3 между f3 и f2 составляет порядка 1/1000 от f2, таким образом, значит, что g3 абсолютно не представляемая величина, как это будет видно позднее в цифровом примере для зеркала с диаметром приблизительно 1000 мм и цифровой апертурой близкой к F: 2.
Можно также просто считать, что промежуток r2; r3 является периферическим промежутком зеркала, (rn-1); rn.
Этот обучающий вид позволяет показать, что наличие переходных промежутков не изменило бы периферическую величину gn, при этом gn представляет максимальное отклонение вершин волнообразных линий в плоскости z=1.
b) Уравнения 16: расчет радиусов кривизны и центров кривизны
На рисунке 4 видно, что существует нижний радиус Rn, Rnb, и верхний радиус Rn, Rnh.
Уравнения 16 по изобретению дают угол ê между прямой, соединяющей центры нижней кривизны zb и верхней кривизны zh в промежутке dr, и вертикальной прямой линией.
Последовательные дуговые элементы dÂn, перемещенные непосредственно или после поворота на плоскость z=0 на рисунке 3, перенесены на рисунок 4.
Принимая верхние радиусы кривизны Rnh и нижние радиусы кривизны Rnb как равные, можно, следовательно, записать определением dÂn=2Ên, где Ên является дугой, описанной концом радиуса Rn, вращающегося из угла ên с вертикальной линией.
Имеем Ên=2pi/360 Rn.ên, и 2Ên= Ân=2pi/l80 Rn.ên.
Откуда 2Rn=180/pi × dÂn/ ên.
С другой стороны, имеем: 2Rn sinên=drn.
Таким образом следует, что: 2Rn=drn/sinên=180/pi dÂn/ên
В итоге, получаем уравнение 16: ên/sinên=180/pi dÂn/drn.
Кроме того, поскольку dÂn и drn являются известными, это уравнение позволяет вычислить угол ên и, следовательно, Rn,
что дает уравнение 16а: Rn=180/2pix dÂn/ên.
Назовем hn высоту прямоугольного треугольника гипотенузы 2Rn и основания drn=rn-rn-1.
hn является вертикальным расстоянием между нижним центром кривизны znb и верхним центром кривизны z(n+l)h, всегда в каком-либо промежутке drn.
При этих условиях видно, что величины ординат z центров кривизны и радиусов кривизны являются итеративными (повторяющимися), поскольку они зависят от величин fn и gn в предыдущем промежутке.
На рисунке 3 видно, что тангенциальное соединение между первым прямым сечением r0; r1 и вторым обратным сечением r1; r2 выполняется по плоскости z=1.
Первое сечение r0; r1, естественно, состоит из двух дуг окружности с радиусом R1=R/2 и углом ê1=â1, центрированных на вертикальных прямых r0 и r1, при этом R является радиусом кривизны зеркала.
Величина R/2 является оптимальной, поскольку не имеющее значения, возможное увеличение одного из радиусов может привести только к уменьшению другого радиуса, также не имеющему значения.
Радиус кривизны Rn ограничен нижним значением ввиду искажения, которое появляется в результате механических свойств мембраны или невозможности разместить на ней проводники, электроды или электронные компоненты.
Минимальный радиус кривизны зависит от цифровой апертуры и шага секущих плоскостей, а не от диаметра зеркала.
с) Профиль с уменьшающимися, почти постоянными итеративными (повторяющимися) максимальными величинами, при Rnb=Rnh.
Порядок величин
Пример зеркала с радиусом кривизны R=4000 мм и цифровой апертурой, близкой к 2.
Выбираем расстояние 1 мм между секущими плоскостями.
Из практических соображений нужно иметь целое число секущих плоскостей.
Простой расчет показывает, что для радиуса шарового сегмента, близкого к 500 мм, имеем 31 секущую плоскость, что приводит радиус вогнутого шарового сегмента к r31=497,0301801 мм.
При этих условиях угол â31 радиуса кривизны R с вертикальной линией равен:
sinâ31=r31/R=497,0301801/4000=0,1242575
откуда â31=7,1378909 градусов.
Идентичный расчет дает r30=488,9785271 мм, и, следовательно, dr31=r31-r30=8,051653. Угол с вертикальной линией â30, полученный из sin â30=r30/R=488,9785271/4000=0,1222446, равен â30=7,0216644.
Получаем da31=â31-â30=0,1162265.
Длина дуги dÂ31 становится тогда dÂ31=dâ31 pi R/180=8,1141416. Следовательно, можно вычислить угол ê31, такой как ê31/sin ê31=180/pi dÂ31/dr31=57,7404505.
Получаем ê31=1 2,330494 градусов.
Из этого выводим значения: R31=18,8518834 мм, h31=36,8340186 мм, и f31=0,130251 мм.
Если сделать те же самые вычисления для r1 и r2, получаем f2=0,1297506 мм, величину, меньшую предыдущего значения на 0,130251-0,1297506=0,000501 мм, или 5/10 микрона.
Так как эти величины итеративные, то делаем вывод, что максимальные значения генерирующего профиля волнообразных линий останутся на плоскости z=1 меньшими на эту величину dfn=gn порядка 1/10 микрон.
Минимальные значения выше плоскости z=0 останутся в диапазоне, заключенном между f2=0,1297506 мм и f31=0,130251 мм.
Нужно отметить, что независимо от того, каким является диаметр вогнутых мембран, максимальная величина fn будет оставаться чрезвычайно близкой к f31=0,130 мм, для одного шага секущих плоскостей, равного 1 мм, и цифровой апертуры близкой к F:2.
Незначительность этих величин показывает, что уравнения 16 по изобретению дают, и вполне удовлетворительным способом, генерирующий профиль волнообразных линий, пригодный к использованию для диаметров всех размеров.
В частности, отклонение на плоскости z=1 не способно изменить характеристики вспомогательного устройства гибки во время запуска на орбиту.
d) Профиль с постоянными максимальными значениями, gn=0 и z=1
В первом варианте изобретения, во избежание итеративного влияния отклонения значений ординаты z от максимальных переменных значений, меньших при z=1, увеличиваем расстояния парных секущих плоскостей, чтобы подогнать значения fn так, чтобы получить максимальные значения с gn=0, всегда находящиеся в теоретической плоскости ординаты z=1.
Во втором варианте изобретения, для той же самой цели, заменяем дуги окружностей, описанных концами радиусов Rb и Rh, на дуги эллипса или дуги специальных кривых.
е) Профиль с центральной выпуклой частью
В этом варианте изобретения, как можно видеть на рисунке 4, что если профиль является касательным в плоскости z=0 вместо того, чтобы быть таким в плоскости z=1, то параметры различных элементов ê2, R2, R3, f2, f3, g3 сохраняются такими же, как и ранее.
При этом значения минимумов волнообразных линий профиля будут очень близкими к z=0, а значения максимумов будут близкими к z=1.
D - ФОРМОВАНИЕ УСТРОЙСТВА ГИБКИ
Во всем описании, которое следует далее, имеется в виду использование методов антиадгезии по известному уровню техники каждый раз, когда это необходимо.
Вспомогательное устройство гибки состоит по изобретению из первой части, содержащей в своем составе рельеф профиля пресс-формы 1, толщина которого равна глубине волнообразных линий пресс-формы, и из второй части, на задней (тыльной) стороне этого рельефа, состоящей из двунаправленной ткани небольшой толщины по сравнению с глубиной волнообразных линий.
Для получения этого результата, по изобретению, подходящая полимеризуемая смола осаждается на пресс-форму до уровня, равного или очень незначительно превышающего вершины волнообразных линий этой пресс-формы, и затем, в соответствии с особым выполнением, ткань в виде рулона предварительно наматывается на пресс-форму и пропитывается полимеризующейся смолой, выступающей за края пресс-формы.
После полимеризации смолы ткань становится монолитной с отлитым отпечатком и придает ему свои механические свойства.
В другом выполнении изобретения нити, составляющие ткань, осаждаются отдельно при помощи специализированных рабочих головок 15.
Для хорошего выполнения и чтобы предупредить проникновение ткани в полые части пресс-формы и потерю плоскостности, необходимую для хорошей намотки и хороших характеристик во время запуска, вещество, составляющее эту ткань, согласно изобретению имеет плотность меньшую или равную плотности смолы формования так, чтобы эта ткань плавала на этой смоле.
Специальная рабочая головка 15 наливает полимеризующуюся смолу на пресс-форму до соответствующей высоты, и после того, как ткань нанесена, специальная рабочая головка 15 вдавливает плавающую ткань легким вибрирующим движением, чтобы дать ей правильно пропитаться.
После того как полимеризация закончена, полученное вспомогательное устройство гибки затем сворачивается и может быть перенесено до места своего использования, где оно разворачивается, чтобы принять зеркальную мембрану 17 и, в случае необходимости, контрольную мембрану 18, как в известном уровне техники.
Вспомогательное устройство гибки, несущее зеркало и контрольную мембрану или контрольные мембраны, будет затем накручено само на себя и подвержено напряжениям при запуске, то есть сильному ускорению и сильным вибрациям.
При этом накручивании само на себя устойчивая ткань вспомогательного устройства гибки будет в контакте с зеркальной мембраной и может повредить ее.
Чтобы избежать этого, по изобретению, защитный слой 19с соответствующего состава осаждается на обратную сторону ткани этого вспомогательного устройства гибки.
В соответствии с изобретением общая масса этого защитного слоя 19с и его распределение являются такими, что ткань вспомогательного устройства гибки всегда находится в центре тяжести всего вспомогательного устройства и мембран так, чтобы эта ткань, и, следовательно, вспомогательное устройство гибки и мембраны не были бы деформированы ускорением и вибрациями запуска (рис.5).
В соответствии с изобретением электрические схемы, электроды и полупроводники, и микропроцессоры встроены в этот защитный слой 19с.
Е - РАЗМЕЩЕНИЕ И ФОРМОВКА
Изобретение добавляет возможность размещать ранее существующую зеркальную мембрану 17 не непосредственно на вспомогательное устройство гибки 19, а на саму пресс-форму 1 и формовать вспомогательное устройство гибки 19 на обратной стороне этой зеркальной мембраны 17.
Изобретение позволяет также размещать не менее одной ранее существующей контрольной мембраны 18 на обратной стороне зеркальной мембраны 17 и формовать затем вспомогательное устройство гибки 19 на обратной стороне этой контрольной мембраны 18.
Это предполагает изготовление зеркальной мембраны 17 на специальной вогнутой пресс-форме 17а, немного удаленной от пресс-формы 1, и также полную выемку поверхности этой пресс-формы 1 и наличие средств обработки.
Тот же процесс предполагается для одной или нескольких контрольных мембран 18.
F - ОСАЖДЕНИЕ И ФОРМОВКА
Вместо размещения на пресс-форме 1 предварительно существующей зеркальной мембраны 17, согласно изобретению, на эту пресс-форму 1 при помощи специальных рабочих головок 15 наносятся осаждением материалы 17а соответствующей толщины и состава, которые после отвердевания образуют вогнутую мембрану при удалении из этой пресс-формы или со вспомогательного устройства гибки только благодаря тому, что они осаждены на пресс-форму 1 с подходящим профилем.
По изобретению эти материалы являются полимеризующимися смолами или плавкими материалами, осаждаемыми в горячем виде, в жидкой фазе или паровой фазе; и соответствующими наполнителями.
После отделения вспомогательного устройства гибки, для получения искомой формы - сферической, параболической, гиперболической или другой - в осаждаемой мембране воспроизводятся напряжения, существующие в мембране нужной формы, когда она устанавливается на пресс-форму 1.
Эти напряжения существуют с обеих сторон средней нейтральной поверхности, а именно: напряжения сжатия с вогнутой стороны и расширения с выпуклой стороны.
Это достигается, по изобретению, соответствующей дозировкой полимеризующейся смеси, или просто отверждаемой смеси, и распределением наполнителей в направлении толщины мембраны, поскольку средняя или нейтральная часть этой мембраны имеет подходящую развитую длину, и относительно этой части будет происходить расширение или сжатие.
На этой средней или нейтральной части, согласно изобретению, параллельно поверхности будут осаждаться тонкие волокна таким образом, чтобы обеспечить особую прочность этого нейтрального слоя мембраны.
Смесь смол и катализаторов будет такой, чтобы, после полного осаждения мембраны, этот нейтральный слой полимеризовался первым и приобрел достаточную прочность, и затем полимеризовались внешние слои, создавая напряжения растяжения или расширения по отношению к этому уже отвердевшему среднему слою, воссоздавая напряжения растяжения и расширения ранее существовавшей мембраны, располагавшейся на пресс-форме.
Для того чтобы эта полученная вогнутая мембрана была бы вогнутым зеркалом 17, выполняется отражающее осаждение 17b до или после осаждения полимеризующихся смол или плавких материалов 17а, поскольку отражающее осаждение 17b предназначено исключительно для адгезии с созданной вогнутой мембраной.
Это предварительное отражающее осаждение 17b сделано, согласно изобретению, на первом очень тонком прозрачном осаждении 17с, а материалы 17а зеркальной мембраны 17 будут сцепляться с этой первой отражающей мембраной 17с.
Материалы 18а, составляющие контрольную мембрану 18 при необходимости осаждаются таким же образом на обратную сторону предыдущей мембраны, и затем осаждаются материалы вспомогательного устройства гибки 19 (рисунок 5).
G -ПРОМЕЖУТОЧНАЯ МЕМБРАНА 20
В известном уровне техники зеркальная мембрана и контрольная мембрана взаимодействуют электромагнитно.
Эти электромагнитные взаимодействия, в частности электростатические взаимодействия, являются малоконтролируемыми на слишком коротких расстояниях, что может происходить в случае неожиданного контакта, учитывая очень небольшую толщину этих мембран.
Чтобы устранить, согласно изобретению, этот недостаток, между зеркальной мембраной 17 и контрольной мембраной 18 устанавливается разделительная мембрана 20.
Назначение этой мембраны не только запретить прямой контакт между зеркальной мембраной и контрольной мембраной, но, кроме того, поддерживать как можно больший зазор между этими двумя мембранами при случайном приближении.
Чтобы поддерживать этот самый большой зазор, эта мембрана 20, по изобретению, имеет структуру, захватывающую воздух во время своего изготовления, таким образом, чтобы в вакууме этот воздух раздул по толщине указанную мембрану 20.
После раздувания мембрана закончит свою естественную полимеризацию через некоторое время или ускоренную полимеризацию под действием ультрафиолетового солнечного излучения.
Раздувание с коэффициентом 10 привело бы мембрану в 10 микрон к толщине 100 микрон, то есть соотношение 1/10 мм. Эта толщина является достаточной, чтобы позволить хороший контроль электростатических воздействий.
Чтобы позволить устранить возможные паразитные электрические заряды, эта мембрана будет очень слабо проводящей и будет подсоединяться к корпусу (на «массу») телескопа, поскольку эта очень слабая проводимость не нарушает электростатические воздействия между проводящим слоем 17с зеркала 17 и контрольной мембраной 18.
Н - ЕДИНСТВО ИЗОБРЕТЕНИЯ - РИСУНОК 5
На этом рисунке видны основные элементы изобретения, и необходимые и достаточные внутренние связи между ними.
Слои или зоны 4, 5, 6 и 7 необходимы для того, чтобы позволить подогрев слоя 7 без образования повреждений.
Рабочая головка 15 может обрабатывать поверхность слоя 7, чтобы подготовить осаждение слоя 2, нанести этот слой 2 и придать ему соответствующий профиль 1а.
Эта рабочая головка 15 может осаждать также материалы, составляющие зеркальную мембрану 17 и контрольную мембрану 18, материалы 19а для заполнения волнообразных поверхностей обрабатываемого слоя 2, ткань 19b, задний слой 19с вспомогательного устройства гибки 19 и материалы промежуточной мембраны 20.
Ни один из элементов, представленных на этом рисунке 5, не находится в каком-либо масштабе по отношению к другому элементу, потому что этот рисунок комбинирует микроны, миллиметры, сантиметры и метры, и каждый элемент должен отчетливо представляться, независимо от его размера.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННОЕ ВСПОМОГАТЕЛЬНОЕ УСТРОЙСТВО ГИБКИ | 2011 |
|
RU2598392C2 |
| МОДУЛЯТОР С РАЗДЕЛЯЕМЫМИ СВОЙСТВАМИ | 2004 |
|
RU2351969C2 |
| СТЕНКА МЕМБРАННОГО РЕЗЕРВУАРА ДЛЯ ХОЛОДНОЙ ЖИДКОТЕКУЧЕЙ СРЕДЫ | 2024 |
|
RU2838743C1 |
| ПРЕОБРАЗОВАТЕЛЬ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ ТЕЛЕСКОПИЧЕСКИЙ ПНЕВМАТИЧЕСКИЙ АДАПТИВНЫЙ | 2016 |
|
RU2658119C1 |
| УСТРОЙСТВО ДЛЯ ВЗАИМОДЕЙСТВИЯ С МЕМБРАНОЙ ДЛЯ УВЕЛИЧЕНИЯ ЦИКЛИЧЕСКОГО РЕСУРСА МЕМБРАНЫ | 2012 |
|
RU2627022C2 |
| ФОТОННЫЕ МИКРОЭЛЕКТРОМЕХАНИЧЕСКИЕ СИСТЕМЫ И СТРУКТУРЫ | 2005 |
|
RU2413963C2 |
| ТЕРМИЧЕСКИ И ОПТИЧЕСКИ УПРАВЛЯЕМОЕ ФОКУСИРУЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2390810C2 |
| ПРОЕКЦИОННАЯ ОПТИЧЕСКАЯ СИСТЕМА | 2012 |
|
RU2510067C2 |
| УСОВЕРШЕНСТВОВАННЫЙ МЕМБРАННЫЙ УЗЕЛ С ДЕФОРМИРУЕМОЙ МЕМБРАНОЙ | 2012 |
|
RU2689279C2 |
| УСОВЕРШЕНСТВОВАННЫЙ МЕМБРАННЫЙ УЗЕЛ С ДЕФОРМИРУЕМОЙ МЕМБРАНОЙ (ВАРИАНТЫ) | 2013 |
|
RU2619394C2 |
Широкий плоский твердый диск 1, называемый многоцелевой пресс-формой для формования, имеет поверхностный профиль 1а вспомогательного устройства гибки. Такая пресс-форма позволяет путем формования получить вспомогательное устройство гибки, которое с помощью вводимого материала 19а обычно образует форму поверхностного профиля 1а, которое, путем добавления ткани 19b, придаст ему хорошие механические свойства. Этот профиль 1а вспомогательного устройства гибки многоцелевой пресс-формы 1 позволяет располагать на этой пресс-форме 1 одну или несколько ранее существовавших вогнутых мембран 17 и 18, характеризуемых взаимно согласованным профилем, и затем формовать на этих мембранах вспомогательное устройство гибки. Профиль 1а вспомогательного устройства гибки многоцелевой пресс-формы 1 позволяет также осаждать на пресс-форме 1, путем соответствующего наслаивания, материалы, способные затвердевать, которые придают мембранам покрывающий их профиль пресс-формы 1, а затем формовать на мембранах вспомогательное устройство гибки. При этом мембраны после их удаления из вспомогательного устройства гибки имеют вогнутую форму ранее существовавших вогнутых мембран, расположенных на пресс-форме 1, благодаря ее профилю и подходящим свойствам осажденных (нанесенных) слоев. Технический результат, достигаемый при использовании пресс-формы по изобретению, заключается в изготовлении пресс-формы очень точной и прочной для обеспечения размещения или осаждения большого количества мембран и формование большого количества вспомогательных устройств гибки. 7 з.п. ф-лы, 5 ил.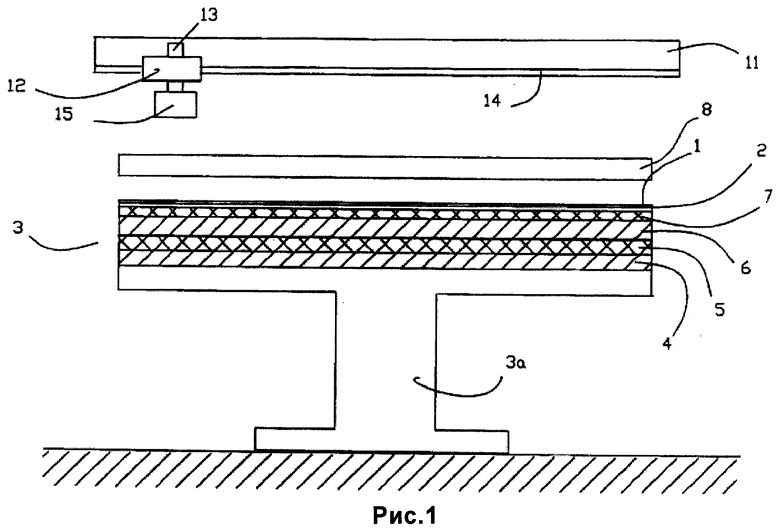
1. Способ изготовления мембранного оптического модуля, собранного из вогнутой зеркальной мембраны, вогнутой контрольной мембраны и вспомогательного устройства гибки,
характеризующийся тем, что материалы, входящие в состав вспомогательного устройства гибки, осаждают на вогнутую контрольную мембрану и вогнутую зеркальную мембрану, и эти мембраны заранее размещены на пресс-форме, имеющей профиль вспомогательного устройства гибки, от которой указанные вогнутые мембраны копируют точную форму именно этого требуемого профиля.
2. Способ изготовления мембранного оптического модуля, собранного из вогнутой зеркальной мембраны, вогнутой контрольной мембраны и вспомогательного устройства гибки по п.1,
характеризующийся тем, что эти вогнутая зеркальная мембрана и вогнутая контрольная мембрана сформированы путем отверждения нанесенного последовательными осаждениями материала, который осаждают на пресс-форму, имеющую профиль вспомогательного устройства гибки.
3. Способ изготовления мембранного оптического модуля, собранного из вогнутой зеркальной мембраны, вогнутой контрольной мембраны и вспомогательного устройства гибки по п.1,
характеризующийся тем, что эти вогнутая зеркальная мембрана и вогнутая контрольная мембрана были изготовлены вне пресс-формы, имеющей профиль вспомогательного устройства гибки, и размещены на этой пресс-форме, от которой они копируют точную форму именно этого профиля вспомогательного устройства гибки.
4. Способ изготовления мембранного оптического модуля, собранного из вогнутой зеркальной мембраны, вогнутой контрольной мембраны и вспомогательного устройства гибки по п.1,
характеризующийся тем, что различные мембраны и вспомогательное устройство гибки разделяют путем осаждений материалов, которые предоставляют возможность разделения этих мембран и вспомогательного устройства гибки в космическом пространстве.
5. Способ изготовления мембранного оптического модуля, собранного из вогнутой зеркальной мембраны, вогнутой контрольной мембраны и вспомогательного устройства гибки по п.1,
характеризующийся тем, что вспомогательное устройство гибки состоит, с одной стороны, из материала, заполняющего полые расположенные по окружности части пресс-формы, покрытой одной или несколькими независимыми раздельными мембранами, а с другой стороны, из ткани, покрывающей этот материал по касательной к вершинам циркулярных волнообразных линий указанной пресс-формы, которая покрыта указанными мембранами.
6. Способ изготовления мембранного оптического модуля, собранного из вогнутой зеркальной мембраны, вогнутой контрольной мембраны и вспомогательного устройства гибки по п.2,
характеризующийся тем, что, когда мембрана сформирована путем осаждения материала на пресс-форму, то осадок состоит из смеси термоотверждаемых веществ и наполнителей, пропорции которых варьируются в направлении толщины указанного осаждения, с обеих сторон его срединной нейтральной части, что позволяет воспроизвести, после затвердевания, напряжения, имеющиеся в ранее существовавшей размещенной мембране.
7. Способ изготовления мембранного оптического модуля, собранного из вогнутой зеркальной мембраны, вогнутой контрольной мембраны и вспомогательного устройства гибки по п.2,
характеризующийся тем, что, когда мембрана сформирована путем осаждения материала на пресс-форму, то срединную нейтральную поверхность указанного осаждения армируют волокнами, распределенными параллельно к указанной срединной нейтральной поверхности.
8. Способ изготовления мембранного оптического модуля, собранного из вогнутой зеркальной мембраны, вогнутой контрольной мембраны и вспомогательного устройства гибки по п.2,
характеризующийся тем, что, когда мембрана сформирована путем осаждения материала, который отверждается на пресс-форме, то срединная нейтральная поверхность отверждается раньше, чем остальной осаждаемый материал.
| Способ сборки вала трансмиссии | 2019 |
|
RU2744244C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2012 |
|
RU2494171C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| US 2006181743 A1, 17.08.2006 | |||
| DE 1050223 B, 05.02.1959 | |||
| US 3613659 A, 19.10.1971 | |||
| ОПТИЧЕСКИЙ ЭЛЕМЕНТ | 1993 |
|
RU2079860C1 |

