Настоящее изобретение относится к (перевязанной) упаковке с несколькими изделиями или емкостями и способу изготовления упаковки за счет нанесения обвязки.
Известны различные возможности объединения отдельных изделий в более крупные упаковки. Например, емкости для напитков в большинстве случаев объединяются и упаковываются посредством термоусадочных пленок в упаковки по четыре, шесть или более емкостей. Изготовление упаковок обычно неизбежно, поскольку они представляют собой самый частый вариант единиц реализации для емкостей для напитков и бутылок из ПЭТ-пластика. Упаковка, частично, еще раз объединяется для транспортировки и/или составляется в слои и укладывается на поддоны.
Для используемых для изготовления известных упаковок термоусадочных пленок необходимы определенные производственные операции, которые требуют относительно высокого потребления энергии. К тому же используемая пленка влечет за собой расходы на производство, обеспечение, обработку и на последующую утилизацию, поскольку после продажи она больше не требуется. Также и оснащение машины для обеспечения так называемых модулей оборачивания пленкой и других станций обработки влечет за собой высокие инвестиционные затраты. Наконец, также и обеспечение так называемого термоусаживающего туннеля, в котором за счет подачи горячего воздуха выполняется термоусадка пленки, оборачивающей упаковку вокруг бутылок, требует относительно высоких инвестиций.
Емкости также могут объединяться и соединяться друг с другом в упаковку посредством так называемых обвязочных лент. Такие обвязочные ленты стягивают емкости и обеспечивают стабилизацию упаковки. Для извлечения емкостей необходимо раскрыть упаковку за счет разъединения обвязочных лент, либо разорвав, либо разрезав их. В силу предварительного натяжения обвязочных лент, которое неизбежно для обеспечения стабильного соединения упаковки, обвязочные ленты при разрезании могут отскакивать по типу кнута, что может быть дискомфортным для пользователя. К тому же он также может счесть дискомфортным, что разъединение или разрезание обвязочных лент затруднено и возможно только с помощью вспомогательных средств.
Из DE 1457489 А известна упаковка с несколькими бутылками, которые удерживаются вместе в форме пакета посредством бесконечных лент. Ручка обеспечивает возможности переноски пакета.
Сетчатая структура из пластика для закрепления металлических банок для напитков и для образования упаковок известна из US 3813123 А. Соединительные перемычки в форме шланга, которые проходят между крепежными участками сеток, служат в качестве участка-ручки для легкой переноски упаковки.
Еще одно устройство упаковки раскрыто в US 5775486 А. Ряды из трех или шести бутылок или металлических банок соответственно закреплены накладками из картона с верхней стороны и объединены посредством обвязочных лент в более крупные упаковки.
Цель настоящего изобретения заключается в том, чтобы разработать экономичную, стабильную и простую в обращение упаковочную структуру, которая, по меньшей мере частично, предотвращает указанные недостатки из уровня техники. Прежде всего (перевязанная) упаковка должна быть удобной в обращении, в том числе также за счет возможности легкого обращения с разъединяемыми обвязочными лентами, которые стягивают упаковку.
Эти цели изобретения достигнуты за счет объектов независимых пунктов формулы изобретения, при этом признаки предпочтительных усовершенствований изобретения следуют из соответствующих зависимых пунктов формулы. Для достижения целей настоящее изобретение предлагает упаковку, которая образована по меньшей мере из двух связанных друг с другом изделий, например таких, как емкости для напитков, ПЭТ-емкости и т.п., которые удерживаются вместе с помощью по меньшей мере одной натянутой горизонтально вокруг внешней стороны изделий или ПЭТ-емкостей, выполненной в виде ленты или полосы, замкнутой обвязки. При этом обвязка образована одной, двумя или большим количеством подобных или различных лент из пластика или композитного материала, которые на их концах соответственно с перекрытием внахлестку или с образованием состоящего из одной части или нескольких частей места контакта склеены и/или сварены друг с другом.
Согласно изобретению обвязка имеет по меньшей мере одну петлю, которая выполняет функцию разгрузочной петли (петли для ослабления натяжения) или так называемого компенсатора. На выбор, обвязка на месте контакта и/или на удалении от него может образовывать по меньшей мере одну петлю.
В первом варианте выполнения упаковки по меньшей мере одна лента обвязки имеет на месте контакта обоих концов по меньшей мере два отделенных друг от друга места соединения и расположенную между ними разгрузочную петлю. В этом варианте расположенная между двумя местами соединения петля предпочтительным образом обращена к внутренней стороне упаковки, то есть по направлению к обвязанным емкостям или изделиям. Факультативно и в альтернативном варианте осуществления разгрузочная петля могла бы также быть обращена к внешней стороне упаковки в зависимости от выполнения места контакта и обоих мест соединения.
Предпочтительным образом может быть предусмотрено, что разъединяющее усилие для открытия первого места соединения, которое граничит с одной стороны со стяжной ручкой, меньше, чем разъединяющее усилие для открытия для второго места соединения, которое отделено от первого места соединения посредством разгрузочной накладки. Таким образом можно обеспечить, что при любых обстоятельствах при ручном оттягивания стяжной ручки сначала поддается и разрывается первое место соединения, в результате чего сначала снимается предварительное натяжение обвязочной ленты с растяжением разгрузочной накладки. Затем можно открыть и разорвать второе место соединения, которое оказывает большее сопротивление.
Во втором варианте осуществления упаковки по меньшей мере одна лента обвязки на месте контакта двух концов имеет по меньшей мере два разделенных друг от друга или непосредственно граничащих друг с другом места соединения, к которым примыкает обращенная к упаковке, прилегающая к изделиям или к ПЭТ-емкостям петля. При этом петля образована за счет просто положенного вокруг конечного участка конца ленты обвязки. Другой конец ленты уложен на этот завернутый вокруг конечный участок и соединен с образованием расположенной внутри петли и с образованием места контакта с внешней стороной первого конца ленты.
Предпочтительным образом также и в этом варианте может быть предусмотрено, что разъединяющее усилие для открытия того места соединения, которое с одной стороны граничит со стяжной ручкой, меньше, чем разъединяющее усилие для открытия другого места соединения, которое расположено непосредственно рядом с разгрузочной накладкой и находится по меньшей мере на незначительном расстоянии от места соединения, граничащего со стяжной ручкой. Таким образом можно обеспечить, что при любых обстоятельствах при ручном оттягивания стяжной ручки сначала поддается и разрывается первое место соединения, в результате чего сначала снимается предварительное натяжение обвязочной ленты с растяжением разгрузочной накладки. Затем можно открыть и разорвать второе место соединения, которое оказывает большее сопротивление.
Третий вариант осуществления предлагаемой упаковки предусматривает, что по меньшей мере одна лента обвязки на расстоянии до места контакта обоих концов имеет по меньшей мере один выполненный в форме петли ход, при котором лента дважды завернута или же уложена друг на друга, и завернутая область, в которой три участка ленты расположены друг над другом, по меньшей мере на одном месте взаимно закреплена, прежде всего сварена или склеена, с соединением всех трех расположенных друг на друге участков ленты. Обращенный к упаковке и ограниченный местом соединения внутренний участок петли образует в этом варианте разгрузочную накладку.
Во всех вариантах может быть предусмотрено, что обращенный к внешней стороне упаковке, ограниченный местом соединения и свободно отстоящий внешний участок петли образует отрывной язычок для открытия обвязочной ленты. Факультативно, выступающий над местом контакта сваренных или склеенных друг с другом концов обвязочной ленты конец ленты может образовать стяжную ручку. Кроме того, для легкости манипуляций может быть преимуществом, если обращенное к выступающему концу место контакта и/или место соединения троекратно наложенных друг на друга петель ленты имеет структурированное место склеивания и/или место сваривания для оказания воздействия на процесс отделения и/или облегчения процесса отделения.
Как показало вышеприведенное описание, расположенная между двумя местами соединения петля может располагаться внутри или вне обвязки упаковки. Сама обвязка может быть образована одной, двумя или большим количеством подобных или различных лент из пластика или композитного материала, при этом ленты могут на своих концах соответственно склеиваться, спаиваться, сшиваться скобами, связываться или соединяться иным образом с перекрытием внахлестку или с образованием стыка.
В связи с изобретением к тому же следует упомянуть также наносящую головку, которая служит для нанесения и закрепления по меньшей мере одной обвязочной ленты вокруг по меньшей мере двух соединяемых друг с другом изделий, например таких, как ПЭТ-емкости, с созданием упаковки согласно одному из описанных ранее вариантов выполнения. При этом упаковка стягивается натягиваемой горизонтально вокруг внешней стороны изделий или ПЭТ-емкостей замкнутой обвязкой, которая образована по меньшей мере одной лентой из пластика или композитного материала, которая на своих концах соответственно склеена и/или сварена с перекрытием внахлестку и с образованием состоящего из одной части или нескольких частей места контакта. Обвязка на месте контакта или на удалении от нее образует по меньшей мере одну петлю, которая изготавливается головкой нанесения во время нанесения обвязки. За счет нескольких связанных в своих движениях плунжеров и тяговых устройств, в принципе, можно выполнить и ввести в обвязку любой желаемый вариант разгрузочных петель. Закрепление разгрузочной петли при этом, как правило, выполняется за счет кратковременного нагрева с одновременной подачей определенного давления прижима, за счет чего выполняется сваривание ленты на месте контакта и также в желаемых местах закрепления для выполнения разгрузочной петли или же компенсатора. Таким образом, наносящая головка может иметь, например, три или более расположенных рядом друг с другом крепежных и/или подъемных участка для закрепления, сваривания и/или склеивания концов ленты для образования петель и/или разгрузочных накладок или отрывных язычков. При этом разгрузочная петля образуется посредством управляемого перекидного рычага или т.п., при этом одновременно с одной стороны закрепляется по меньшей мере один соседний участок ленты, в то время как соответственно другой участок ленты может скользить по другой стороне за счет наносящей головки. После натягивания ленты затем может выполняться сваривание, предпочтительным образом с помощью еще одного компонента наносящей головки, типичным в данном случае является нагревательный патрон, который нагревает ленту при одновременном запрессовывании, за счет чего создается желаемое сварное соединение.
И наконец, данное изобретение также относится к способу изготовления упаковки согласно одному из ранее описанных вариантов осуществления. Процедура выполнения предусматривает прежде всего введение обвязочной ленты в направляющую рамку, расположенную вокруг фиксируемых и обвязываемых емкостей или изделий. Посредством наносящей головки либо сначала лента зажимается на одном месте, а затем формируется разгрузочная накладка, на выбор - в обратной последовательности (то есть сначала формирование накладки, а затем зажатие). Затем выполняется заданный ход назад с отведением и натягом ленты, после чего она зажимается на другой стороне ранее сформированной разгрузочной накладки. Затем лента сваривается в нужных местах и высвобождается головкой нанесения за счет отведения головки от ленты. Другие варианты способа можно найти в уже описанных ранее и описываемых ниже формах осуществления и вариантах обвязки упаковки. К тому же в этой связи следует указать на описание фигур, которое подробнее объясняет один пример осуществления наносящей головки и предлагаемого способа для нанесения обвязочной ленты с размещенной на ней разгрузочной накладкой.
Ниже следует объяснить некоторые дополнительные аспекты и признаки предлагаемой упаковки на основании возможных вариантов и форм осуществления. Так, упаковки может включать в себя, например, как по меньшей мере две, предпочтительным образом четыре, при необходимости также и пять, шесть, семь или более связанных друг с другом ПЭТ-емкостей, которые удерживаются вместе посредством уже описанной выше натянутой горизонтально вокруг внешней стороны ПЭТ-емкостей, выполненной в форме ленты или полосы обвязки. Эти обвязки предпочтительным образом укладываются во время непрерывного процесса подачи вокруг ПЭТ-емкостей и затем закрепляются. Во время нанесения обвязки ПЭТ-емкости обычно не останавливают или не притормаживают, поскольку обвязка может наноситься вокруг ПЭТ-емкостей непрерывным процессом во время их непрерывной транспортировки. Внутренняя сторона обвязки, прилегающая к внешним сторонам ПЭТ-емкостей, может быть, при необходимости, прочно закреплена на месте контакта на одной из ПЭТ-емкостей, что, однако, ни в коем случае не является обязательно необходимым. Так обвязка может быть закреплена на месте контакта прежде всего посредством сплошного соединения в форме по меньшей мере одного сварного соединения. За счет соединения подобного рода ПЭТ-емкости в упаковке больше невозможно сместить, в результате чего сохраняется определенное расположение в упаковке. Однако факультативно от этого закрепления также можно отказаться, что обеспечит возможность дальнейшего смещения емкостей вышеописанным образом, прежде всего после нанесения выполненной в виде петли ручки для переноски или т.п. Целесообразным также является то, что закрепление выполняется после определения окончательного расположения емкостей в упаковке и после нанесения и правильного размещения ручки для переноски, в результате чего выбранное расположение надежно сохраняется.
Факультативное сварное соединение может выполняться, например, за счет ультразвукового сварного соединения или лазерного сварного соединения или иной подходящей техники соединения. В случае термопластов или же термопластичных пластиков в желаемом месте сварки необходимо расплавить материал за счет подачи тепла или по меньшей мере размягчить его для того, чтобы обеспечить возможность сплошного соединения со спаиваемым местом контакта. Так, при ультразвуковой сварке пластики соединяются посредством механических колебаний. Основной признак этого способа заключается в том, что необходимое для сваривания тепло возникает между конструктивными элементами за счет молекулярного и поверхностного натяжения на границе раздела фаз в конструктивных элементах.
Обвязка образуется за счет по меньшей мере одной натянутой вокруг внешних сторон ПЭТ-емкостей и затем с предварительным натяжением соединенной на своих концах плоской ленты. С помощью этой натянутой, выполненной в форме полос или лент обвязки ПЭТ-емкости соединяются в упаковку и удерживаются, в результате чего ее можно надежно транспортировать. Само собой разумеется, обвязку могут образовывать также две или большее количество проходящих параллельно лент. Тем самым, обвязка может быть выполнена за счет одной, двух или большего количества подобных или различных лент из пластика или композитного материала, при этом ленты могут на своих концах соответственно склеиваться, спаиваться, сшиваться скобами, связываться или соединяться иным образом с перекрытием внахлестку или с образованием стыка. Предпочтительная форма осуществления может быть образована за счет сваривания накладываемых концов обвязки. К тому же можно представить, что концы припаиваются посредством одной точки сварки по меньшей мере к одной ПЭТ-емкости упаковки, в результате чего ПЭТ-емкости закреплены в своей формации во время транспортировки. Тем самым, емкости упаковки невозможно сместить в различные формации, например из продольной группы - в диагональную группу.
Удерживаемые в одной упаковке ПЭТ-емкости имеют, при необходимости, соответственно проходящие в форме кольца и/или в горизонтальном направлении выемки для приема и/или закрепления обвязки. За счет подобной выемки может быть выполнена дополнительное закрепление обвязки, поскольку нанесенные обвязки тем самым закрепляются в своем горизонтальном положении. Кроме того, удерживаемые в одной упаковке ПЭТ-емкости имеют соответственно шейку емкости ниже размещенного с верхней стороны отверстия, на которую может быть нанесена дополнительная обвязка для закрепления ПЭТ-емкостей. Каждый из названных вариантов обвязки может, при необходимости, дополнительно быть снабжен по меньшей мере одной точкой сварки по меньшей мере на одной ПЭТ-емкости или же снабжаться ею во время изготовления упаковки, в результате чего можно предотвратить взаимное смещение емкостей относительно друг друга.
Особо предпочтительным образом в качестве обвязки и/или ручки для переноски можно использовать подходящий для вторичной переработки материал, который может состоять, например, из чистосортного термопластичного пластика. При необходимости, можно использовать также биологически разлагаемый материал, на выбор - также такой, как композитный материал с термопластичным пластиком и/или волокнистым усилением. В качестве дополнительных преимуществ изобретения по сравнению с известными из уровня техники вариантами также среди прочего следует назвать, что изготовление, а также обработка обвязочных лент и ручек для переноски является более экономичным, чем изготовление и обработка пленки. Не требуется термоусаживающий туннель, за счет чего возможна большая экономия энергии и снижение инвестиционных затрат.
В качестве подходящего материала для обвязки зарекомендовал себя, например, ПП- или ПЭТ-пластик, при этом при использовании ПП-пластика дополнительное волокнистое усиление, при необходимости, может обеспечить желаемую прочность и стабильность, прежде всего при использовании очень тонкой полосы обычно толщиной ок. 0,65 мм и шириной ок. 8 мм. Использование ПЭТ-пластика может быть, при определенных обстоятельствах, экономичней, поскольку этот материал является более благоприятным, то есть имеет меньшие усадочные характеристики, и лишь незначительно теряет предварительное натяжение, поскольку пластические деформации очень малы. При использовании ПЭТ полоса может иметь, например, толщину ок. 0,3…0,5 мм при типичной ширине ок. 8…10 мм. Прочность этой ленты может быть достаточной уже при использовании только одной обвязочной ленты.
Подчеркиваемый как предпочтительный аспект изобретения заключается в улучшенной обвязке, которая имеет так называемый компенсатор или же так называемую разгрузочную петлю для ослабления предварительного натяжении при удалении обвязки с емкостей. Этот компенсатор или же эта разгрузочная петля может быть образована, например, за счет того, что места соединения обоих перекрывающихся внахлестку концов обвязки выполнены таким образом, что обвязочная лента не прилегает заподлицо между двумя расположенными на расстоянии друг от друга местами соединения, которые могут быть образованы прежде всего за счет сваривания, а что одна сторона имеет незначительное превышение длины. Таким образом, образуется своего рода петля, при которой оба расположенных друг на друге участка обвязки незначительно отходят друг от друга. Если теперь обвязка разъединяется за счет снятия выступающего конца, то сначала разрушается место сварки на этом выступающем конце. За счет этого сначала обвязочная лента, находящаяся под слишком высоким предварительным натяжением, ослабляется на незначительное значение, которое обеспечивается компенсатором. Только после этого теперь ослабшая обвязка полностью открывается и удаляется за счет разрушения второго места сварки. Поскольку обвязочные ленты обычно наносятся при относительно высоком предварительном натяжении, их удаление зачастую связано с рывковым ослаблением, которое многие пользователи воспринимают как дискомфортное, к тому же обвязочная лента при слишком резком ослаблении, при определенных обстоятельствах, также может «выстрелить» с упаковки по типу кнута. Упомянутые выше альтернативные варианты осуществления (второй и третий варианты) хотя и осуществлены иначе, но в конце концов обеспечивают тот же самый желаемый эффект простого и удобного обращения и снятия обвязки, причем пользователю не требуются какие-либо вспомогательные средства или инструменты.
Поскольку в случае компенсатора выступающий конец ленты образует стяжную ручку, то также может быть преимуществом, если по меньшей мере обращенное к выступающему концу место контакта имеет структурированное место склейки и/или место сварки для оказания воздействия на процесс отделения и/или облегчения процесса снятия. Так сваривание или склеивание в этом месте контакта может иметь, например, подходящую структуру, прерывания и/или подходящее формообразование, которое способствует тому, чтобы создавать для пользователя относительно малую и в значительной мере равномерную силу разъединения. Так место контакта может иметь, например, склеивание и/или сваривание в форме полосы, параболы, которая при снятии со своего скругленного конца разрывается и отделяется вдоль обеих боковых граней параболы.
Далее примеры осуществления изобретения и их преимущества будут объяснены подробнее на основании прилагаемых фигур. Соотношения размеров отдельных элементов на фигурах не всегда соответствуют реальным соотношениям размеров, поскольку некоторые формы представлены упрощено, а другие формы увеличено в отношении к другим элементам для лучшей наглядности.
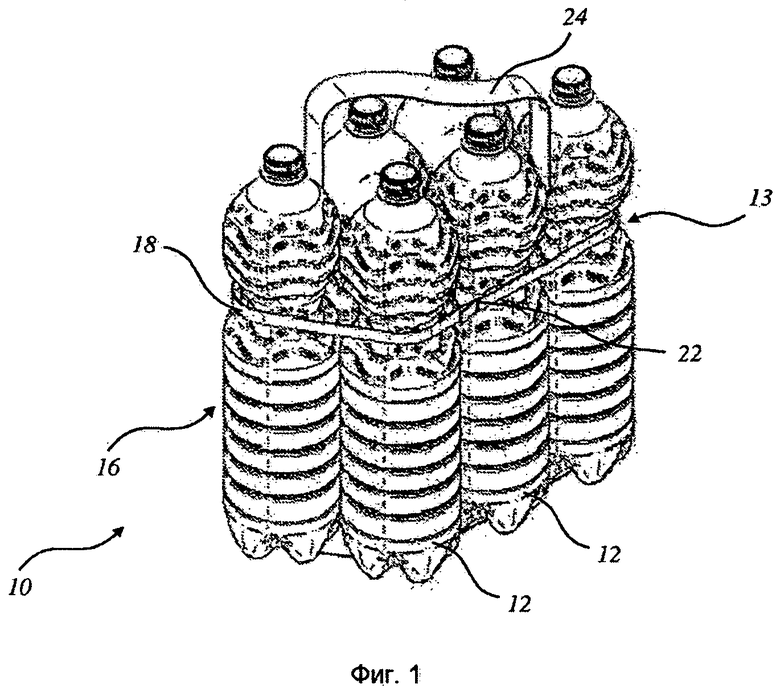
На фиг.1 показан перспективный вид упаковки в диагональном расположении с горизонтальной обвязкой и ручкой для переноски.
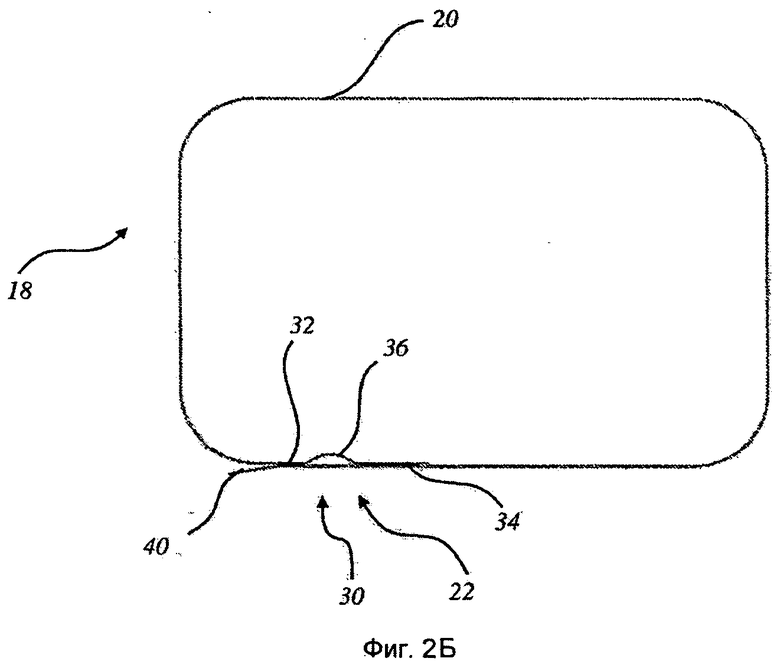
На фиг.2 показаны два вида первого варианта обвязки.
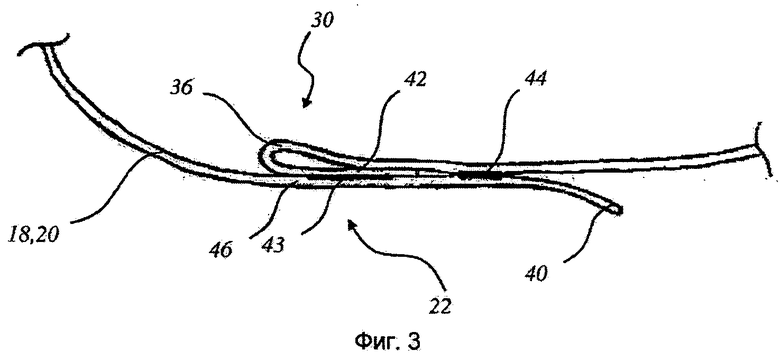
На фиг.3 показан второй вариант обвязки.
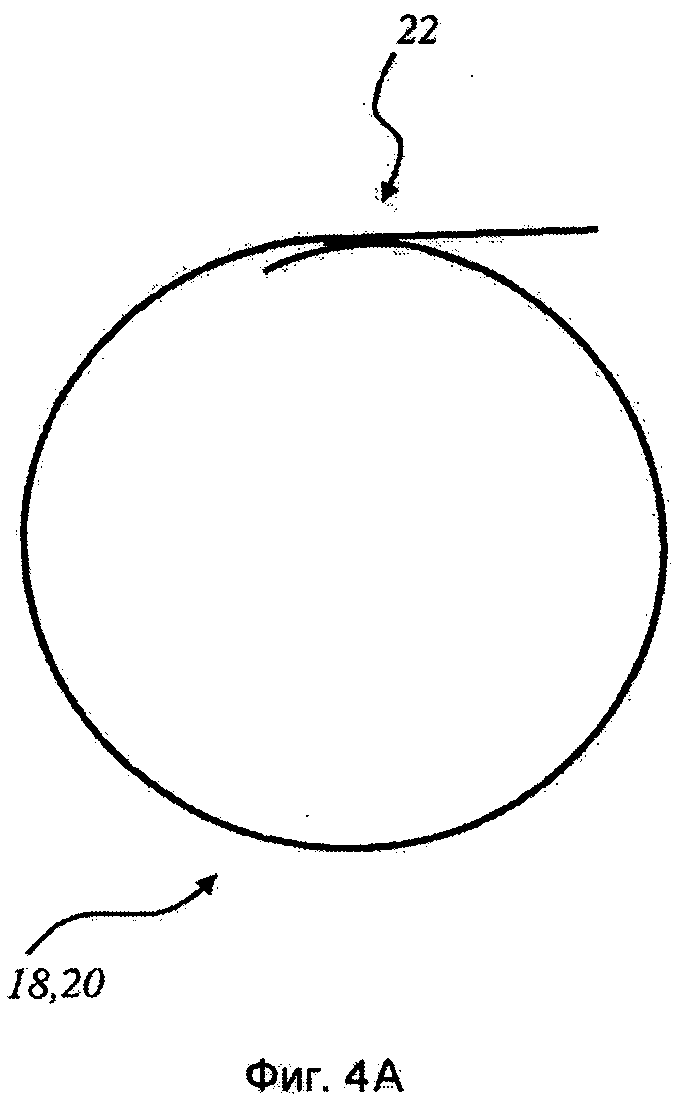
На фиг.4 показаны два вида третьего варианта обвязки.
Приведенные ниже подробные описания возможных форм осуществления изобретения служат как неограничивающие примеры и ссылаются на прилагаемые чертежи. При этом одинаковые конструктивные элементы обязательно имеют одинаковые ссылочные знаки и отчасти их объяснения не повторяются.
В случае описанной ниже упаковки или же описанной ниже единицы реализации несколько изделий объединены на примере емкостей для напитков. Упаковки образуются за счет обвязки емкостей с помощью гибких лент из пластика или других материалов, прежде всего из ПП или ПЭТ. В принципе, при показанном виде соединения «обвязка емкостей» возможны все мыслимые геометрические расположения емкостей. Линейное матричное расположение расположения n x m рядов и столбцов для круглых или прямоугольных, квадратных или иных емкостей, а также, например, упаковок в форме шара под углом в 30° или же 60° для круглых емкостей в любом количестве. Расположение упаковки или емкостей зависит от подачи емкостей и их распределения посредством так называемого распределителя емкостей.
На фиг.1 показан перспективный вид такой упаковки 10. При расположении внутри упаковки емкости 12 расположены рядом друг с другом в так называемой продольной группе. В данном примере упаковка 10 образуется из шести связанных друг с другом ПЭТ-емкостей 12, которые удерживаются натянутой горизонтально вокруг внешней стороны 16 ПЭТ-емкостей 12, выполненной в форме ленты или полосы обвязки 18. Обвязка 18 натянута вокруг емкостей 12 и закреплена своими перекрывающимися внахлестку свободными концами с образованием предварительного натяжения. В данном контексте это соединение, в общем, называют местом 22 контакта. Обвязка 18 закреплена на месте 22 контакта посредством сплошного соединения, например, в форме по меньшей мере одного сварного соединения или клеевого соединения. К тому же, факультативно может быть предусмотрена ручка 24 для переноски, которая натянута на верхних сторонах упаковки 10 в наклонном или же диагональном направлении. В показанном примере осуществления обвязка 18 натянута в верхней области вокруг емкостей 12 и лежит в так называемом углублении 13 для захвата, за счет которого емкости 12 имеют «талию».
Первый вариант предлагаемой обвязки 18 показан на фигурах 2А и 2Б. Его также можно частично распознать на фиг.1. Показанный на фиг.2 вариант предусматривает обвязку 18, которая имеет в обвязочной ленте 20 разгрузочную петлю 30 или же так называемый компенсатор для снятия предварительного натяжения при удалении обвязки 18 или же обвязочной ленты 20 с емкостей 12. Эта разгрузочная петля 30 или же разгрузочная накладка 36 или компенсатор образуется за счет того, что место 22 контакта имеет в целом два места 32 и 34 соединения, которые соответственно соединяют, прежде всего сваривают (спаивают), примыкающие друг к другу и перекрывающиеся внахлестку концы ленты. Эти оба места 32 и 34 соединения обоих перекрывающихся внахлестку концов обвязочной ленты 20 выполняются таким образом, что обвязочная лента 20 между двумя расположенными на расстоянии друг от друга местами 32 и 34 соединения, которые могут быть выполнены прежде всего за счет сваривания (сваривания), прилегает не заподлицо, а что одна сторона имеет незначительное превышение длины. Таким образом образуется своего рода накладка 36, при котором оба находящиеся друг на друге участка обвязки 18 незначительно удалены (приподняты) друг от друга. Если теперь обвязка 18 или же обвязочная лента 20 разъединяется за счет снятия выступающего конца 40, то сначала разрушается первое место 32 сварки на этом выступающем конце 40. За счет этого сначала обвязочная лента 20, находящаяся под слишком высоким предварительным натяжением, ослабляется на незначительное значение, которое обеспечивается компенсатором. Только после этого теперь ослабшая обвязка 18 полностью открывается и удаляется за счет разрушения второго места сварки 34. Поскольку обвязочные ленты 20 обычно наносятся при относительно высоком предварительном натяжении, их удаление часто связано со схожим с рывком ослаблением, которое многие пользователи воспринимают как дискомфортное, к тому же обвязочная лента 20 при слишком резком ослаблении при определенных обстоятельствах также может «выстрелить» с упаковки 10 по типу кнута. Это надежно предотвращается за счет первого варианта разгрузочной петли 30 (компенсатора) согласно фиг.2.
Предпочтительным образом оба упомянутых места 32 и 34 соединения являются местами сварки (спайки), при этом первое место 32 соединения или же место сварки предпочтительным образом может быть ослаблено и разъединено с меньшим тяговым усилием, чем второе место 34 соединения. Таким образом, сварка места 22 контакта может разъединяться постепенно, при этом сначала разъединяется контактная зона в области первого места 32 соединения (слева на изображении фиг.2А и 2Б), благодаря чему накладка 36 в виде запаса ленты доступна для снятия предварительного натяжения. Только после этого за счет второго тягового движения за тяговый язычок 40 разъединяется второе место 34 соединения, за счет чего полностью разделяется место 22 контакта.
Схематическое представление на фиг.3 показывает второй вариант разгрузочной петли 30 в обвязочной ленте 20, при котором правый конец ленты 20 на месте 22 контакта сначала загибается наружу, и при этом образуется разгрузочная петля 30 или же более или менее большая накладка 36. Этот загнутый участок сначала удерживается только в этом расположении, но еще не соединяется, не склеивается или не сваривается. Загнутый участок 42 в любом случае можно было бы закрепить с помощью вспомогательной склейки или вспомогательной сварки, которая должна воспринимать только небольшие силы и легко бы разъединялась. На загнутый конец 42 ленты укладывается другой, незагнутый конец 46 ленты, при этом его возвышающийся, выступающий над местом 22 контакта конец 40 должен быть такой длины, чтобы было возможным выполнение двух мест 43 и 44 соединения или сварки. Третье место 43 соединения в показанном примере осуществления согласно фиг.3 выполняется между обратной стороной загнутого участка или же загнутого конца 42 ленты и незагнутым концом 46 ленты, а именно на достаточном расстоянии от петли 30, в результате чего образуется достаточно большая разгрузочная накладка 36. Четвертое место 44 соединения выполняется на расстоянии от третьего места 43 соединения и по меньшей мере на меньшем расстоянии от загнутого конца 42 ленты между другим, незагнутым концом 46 ленты и правым концом обвязочной ленты 20, как этого наглядно представлено на детальном изображении фиг.3. Выступающий за четвертое место 44 соединения участок ленты 20 образует тяговый язычок или стяжную ручку 40, которая необходима для ручного снятия обвязочной ленты 20.
Предпочтительным образом оба упомянутых места 43 и 44 соединения являются местами сварки, при этом четвертое место 44 соединения или же место сварки можно ослабить и разъединить с меньшим тяговым усилием, чем третье место 43 соединения. Таким образом сварка места 22 контакта может постепенно разъединяться, при этом сначала разъединяется контактная зона в области четвертого места 44 соединения (справа на изображении), благодаря чему доступна накладка 36 в виде запаса ленты для снижения предварительного натяжения. Только после этого за счет дополнительного тягового движения за тяговый язычок 40 разъединяется третье место 43 соединения в области загнутого конца 42 ленты, за счет чего место 22 контакта полностью разделяется.
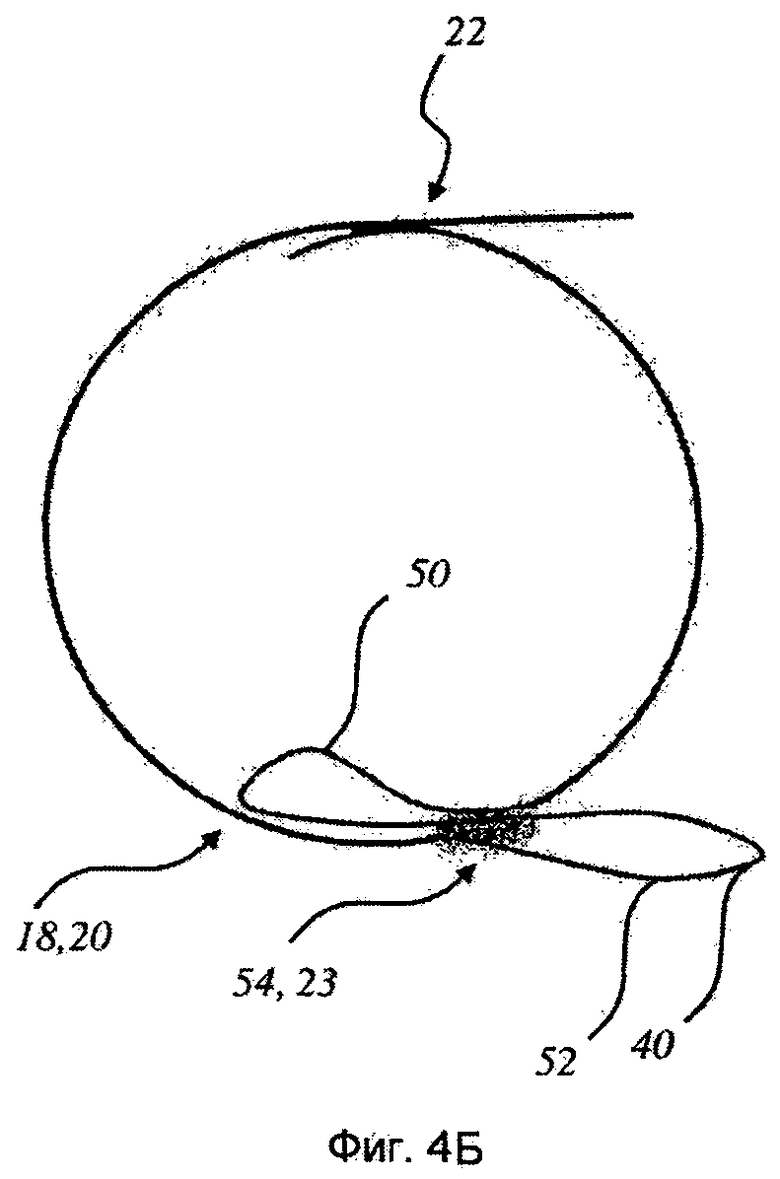
Оба вида на фиг.4А и 4Б показывают третий вариант обвязки 18. При этом для образования в первом месте 22 контакта (на фиг.4А и 4Б вверху) разгрузочной петли 30 используются не перекрывающиеся внахлестку концы ленты, а оно образуется за счет двойного загибания и укладки друг на друга возникающих таким образом петель 50 и 52, что показано на фиг.4а и 4б на нижней стороне обвязочной ленты 20. Находящаяся в этом втором месте 23 контакта общая сварка 54, которая включает в себя три расположенные друг над другом участка ленты и соединяет их друг с другом, закрепляет образованные за счет этого петли 50 и 52. Внешняя петля 52 одновременно образует тяговый язычок 40 для снятия обвязочной ленты 20, при этом при возникающей тяговой нагрузке сварка 54 во втором месте контакта частично ослабляется за счет того, что высвобождается внутренняя петля 50, за счет чего снимается предварительное натяжение обвязочной ленты 20. В этом случае ленту 20 затем можно без проблем снять, на выбор - за счет разъединения первого места 22 контакта или за счет снятия ее целиком с упаковки 10.
Здесь не показана наносящая головка для изготовления разгрузочной накладки при соединении концов ленты обвязки. Такая наносящая головка может иметь, например, одну или несколько зажимных скоб для закрепления ленты во время образования петли за счет подъема перекидного рычага. Сваривание ленты для изготовления выдерживающих механическую нагрузку мест контакта может выполняться, например, за счет подведения нагревательного дорна или т.п. Кроме того, могут быть предусмотрены кулачковые колеса для приведения в действие подвижных плунжеров и поворотного рычага. Наносящая головка может служить, с одной стороны, для изготовления места 22 контакта и, тем самым, для подачи предварительного натяжения обвязки 18, а также для изготовления разгрузочной петли. За счет нескольких соединенных в своих движениях плунжеров и тяговых устройств или же перекидного рычага, в принципе, можно выполнить любой желаемый вариант разгрузочных петель и ввести в обвязку. Закрепление разгрузочной петли может выполняться с помощью упомянутого нагревательного дорна за счет кратковременного нагрева с одновременной подачей определенного давления прижима. Тем самым, лента сваривается на месте контакта, при этом одновременно происходят желаемые закрепления для выполнения разгрузочной петли или же компенсатора. Таким образом наносящая головка может иметь, например, три или более расположенных рядом друг с другом крепежных и/или подъемных участков для закрепления, сваривания и/или склеивания концов ленты для образования петель и/или разгрузочных накладок или отрывных язычков.
Поскольку в случае компенсатора выступающий конец 40 обвязочной ленты 20 образует стяжную ручку, то также может быть преимуществом, если по меньшей мере обращенное к выступающему концу 40 место контакта имеет непоказанное здесь подробнее структурированное место склейки и/или место сварки для оказания воздействия на процесс отделения и/или облегчения процесса снятия. Так сваривание или склеивание в этом месте контакта может иметь, например, подходящее структурирование, прерывания и/или подходящее формообразование, которое способствует тому, чтобы создавать для пользователя относительно малую и по существу равномерную силу разъединения. Так место контакта может иметь, например, выполненное в форме полосы, параболы склеивание и/или сваривание, которое при снятии со своего скругленного конца разрывается и отделяется вдоль обеих боковых граней параболы. Также возможны и целесообразны и другие контуры, например очертание в форме меандра или множество локально ограниченных и соответственно находящихся на расстоянии друг от друга клеевых точек и/или точек сварки (спайки).
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 упаковка
12 изделие, ПЭТ-емкость
13 углубление для захвата
16 внешняя сторона
18 обвязка
20 обвязочная лента
22 место контакта, первое место контакта
23 второе место контакта
24 ручка для переноски
30 петля, разгрузочная петля
32 первое место соединения
34 второе место соединения
36 разгрузочная накладка
40 конец, тяговый язычок, стяжная ручка
42 загнутый конец ленты
43 третье место соединения
44 четвертое место соединения
46 незагнутый конец ленты
50 внутренняя петля
52 внешняя петля
54 сварка
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА ДЛЯ ВОСПРИИМЧИВОГО К ВНЕШНИМ ВОЗДЕЙСТВИЯМ НА КРОМКАХ ТРАНСПОРТИРУЕМОГО ГРУЗА | 2013 |
|
RU2650477C2 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО С ЭЛЕКТРОПРИВОДОМ | 2009 |
|
RU2531628C2 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО С ПЕРЕДАТОЧНЫМ МЕХАНИЗМОМ | 2009 |
|
RU2462403C2 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО С НАКОПИТЕЛЕМ ЭНЕРГИИ | 2009 |
|
RU2471688C2 |
| СПОСОБ КРЕПЛЕНИЯ ЭТИКЕТКИ К ИЗДЕЛИЮ НЕНЕНКОВА В.Ф. | 2006 |
|
RU2333874C2 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО С НАТЯЖНЫМ ПРИСПОСОБЛЕНИЕМ | 2009 |
|
RU2471687C2 |
| ОБВЯЗЫВАЮЩИЙ АВТОМАТ ДЛЯ ОБВЯЗКИ УПАКОВОЧНЫХ ЕДИНИЦ, В ЧАСТНОСТИ, СМОТАННЫХ В РУЛОНЫ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2010 |
|
RU2539502C2 |
| МОБИЛЬНОЕ ОБВЯЗОЧНОЕ УСТРОЙСТВО | 2009 |
|
RU2471689C2 |
| УПАКОВКА, ОБРАЗОВАННАЯ ПЛЕНКОЙ, СОЕДИНЕННОЙ ВСТЫК | 2007 |
|
RU2437765C2 |
| Способ упаковывания сыпучего материала | 1984 |
|
SU1209325A1 |
Изобретение относится к упаковке, включающей в себя по меньшей мере два соединенных друг с другом изделия, таких как ПЭТ-емкости, которые удерживаются вместе с помощью по меньшей мере одной натянутой горизонтально вокруг внешней стороны изделий или ПЭТ-емкостей, выполненной в виде ленты или полосы, замкнутой обвязки (18). Обвязка образована одной, двумя или большим количеством подобных или различных лент (20) из пластика или композитного материала, которые на их концах соответственно с перекрытием внахлестку или с образованием состоящего из одной части или нескольких частей места (22) контакта склеены и/или сварены друг с другом. Обвязка (18) на месте (22) контакта или на удалении от него образует разгрузочную петлю (30). Помимо этого, изобретение относится к способу изготовления упаковки, которую снабжают обвязкой (18), которую наносят за счет следующих операций: введение ленты (20) в рамку, которую укладывают вокруг упаковки, закрепление ленты (20) по меньшей мере на одном месте, формирование разгрузочной петли (30) в непосредственной близости с местом затягивания, отвод назад незатянутого участка ленты и натяжение ленты (20), зажимание участков ленты в области разгрузочной петли (30), сваривание расположенных друг на друге участков ленты и высвобождение обвязочной ленты (18). 2 н. и 11 з.п. ф-лы, 6 ил.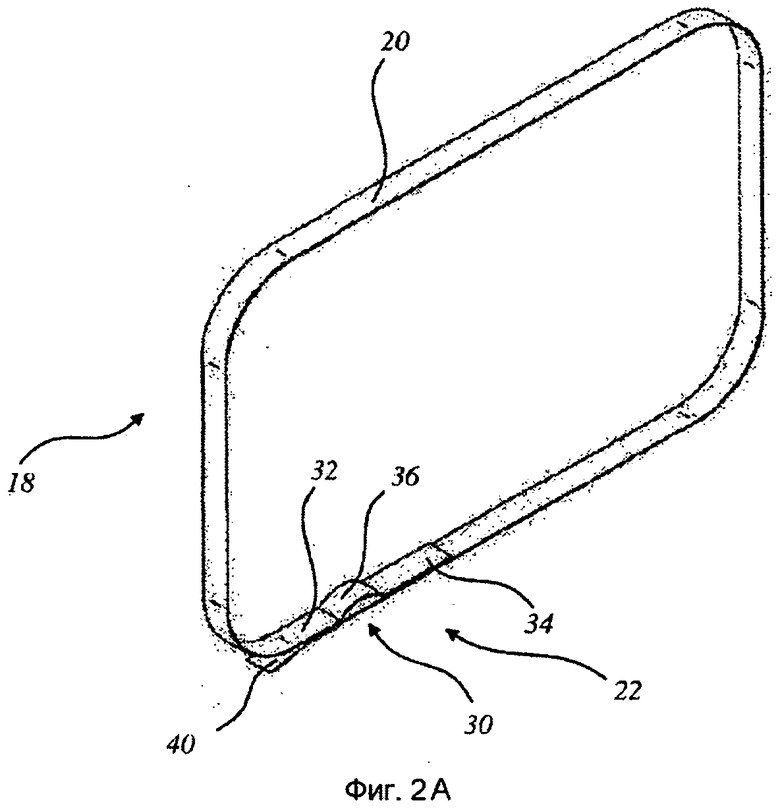
1. Упаковка (10), включающая в себя по меньшей мере два соединенных друг с другом изделия, таких как ПЭТ-емкости (12), которые удерживаются вместе с помощью по меньшей мере одной натянутой горизонтально вокруг внешней стороны (16) изделий или ПЭТ-емкостей (12), выполненной в виде ленты или полосы, замкнутой обвязки (18), которая образована одной, двумя или большим количеством подобных или различных лент (20) из пластика или композитного материала, которые на их концах соответственно с перекрытием внахлестку или с образованием состоящего из одной части или нескольких частей места (22) контакта склеены и/или сварены друг с другом, при этом обвязка (18) на месте (22) контакта или на удалении от него образует разгрузочную петлю (30).
2. Упаковка по п.1, в которой по меньшей мере одна лента обвязки (18) имеет на месте (22) контакта обоих концов по меньшей мере два отделенных друг от друга места (32, 34) соединения и расположенную между ними разгрузочную петлю (30).
3. Упаковка по п.2, в которой расположенная между двумя местами (32, 34) соединения разгрузочная петля (30) обращена к внешней или внутренней стороне упаковки (10).
4. Упаковка по п.3, в которой разъединяющее усилие для открытия первого места (32) соединения, которое с одной стороны граничит со стяжной ручкой (40), меньше чем разъединяющее усилие для открытия для второго места (34) соединения, которое отделено от первого места (32) соединения посредством разгрузочной накладки (36).
5. Упаковка по п.1, в которой по меньшей мере одна лента (20) обвязки (18) имеет на месте (22) контакта обоих концов по меньшей мере два отделенных друг от друга или непосредственно граничащих друг с другом места (43, 44) соединения, с которыми граничит обращенная к упаковке (10) разгрузочная петля (30).
6. Упаковка по п.5, в которой разгрузочная петля (30) образована за счет однократно завернутого конечного участка (42) конца обвязочной ленты (20), при этом другой, незагнутый конец (46) ленты (20) находится над этим завернутым конечным участком (42) и с образованием расположенной внутри, обращенной к упаковке (10) разгрузочной петли (30) приклеен и/или сварен на третьем месте (43) соединения, и при этом концы ленты склеены и/или сварены друг с другом на четвертом месте (44) соединения, которое расположено на расстоянии от третьего места (43) соединения и по меньшей мере на незначительном расстоянии от загнутого участка (42).
7. Упаковка по п.5 или 6, в которой разъединяющее усилие для открытия четвертого места (44) соединения, которое с одной стороны граничит со стяжной ручкой (40), меньше чем разъединяющее усилие для открытия для третьего места (43) соединения, которое расположено непосредственно рядом с разгрузочной петлей (30) и находится по меньшей мере на незначительном расстоянии от четвертого места (44) соединения.
8. Упаковка по п.1, в которой по меньшей мере одна лента (20) обвязки (18) на расстоянии от первого места (22) контакта обоих концов имеет по меньшей мере один выполненный в форме петли ход, при котором лента дважды завернута, и выполненная таким образом область, в которой три участка ленты расположены друг над другом, по меньшей мере на одном втором месте (23) контакта взаимно закреплена, прежде всего сварена или склеена, с соединением всех трех расположенных друг над другом участков ленты.
9. Упаковка по п.8, в которой обращенный к упаковке (10) и ограниченный вторым местом (23) контакта внутренний участок петли образует разгрузочную накладку (50).
10. Упаковка по п.8 или 9, в которой обращенный к внешней стороне упаковки (10), ограниченный вторым местом (23) контакта и свободно отстоящий внешний участок (52) петли образует стяжную ручку (40) для ослабления и/или открытия обвязочной ленты (20).
11. Упаковка по п.1, в которой выступающий над местом (22) контакта сваренных или склеенных друг с другом концов обвязочной ленты конец ленты (20) образует стяжную ручку (40).
12. Упаковка по п.1 или 8, в которой обращенное к выступающему концу место (22) контакта и/или место соединения троекратно наложенных друг на друга петель (50, 52) ленты имеет структурированное место склеивания и/или место (54) сваривания для оказания воздействия на процесс отделения и/или облегчения процесса отделения.
13. Способ изготовления упаковки согласно одному из пп.1-12, которую снабжают обвязкой (18), наносимой за счет следующих операций:
- введение ленты (20) в рамку, которую укладывают вокруг упаковки (10),
- закрепление ленты (20) по меньшей мере на одном месте,
- формирование разгрузочной петли (30) в непосредственной близости с местом затягивания,
- отвод назад незатянутого участка ленты и натяжение ленты (20),
- зажимание участков ленты в области разгрузочной петли (30),
- сваривание расположенных друг на друге участков ленты, и
- высвобождение обвязочной ленты (18).
| EP1886921 A1, 13.02.2008 | |||
| 0 |
|
SU392996A1 | |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |

