ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области упаковок, образованных из полимерных пленок. В частности, оно относится к упаковке, края которой соединены встык.
Изобретение также относится к способу изготовления упаковки, образованной термопластичной пленкой, края которой соединены встык.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Из предшествующего уровня техники известны упаковки, изготовленные из пленок, содержащих, по меньшей мере, один слой пластика, и представляющие собой, например, пакеты, тубы или коробки. Такие упаковки обычно изготавливают посредством сваривания краев пленки.
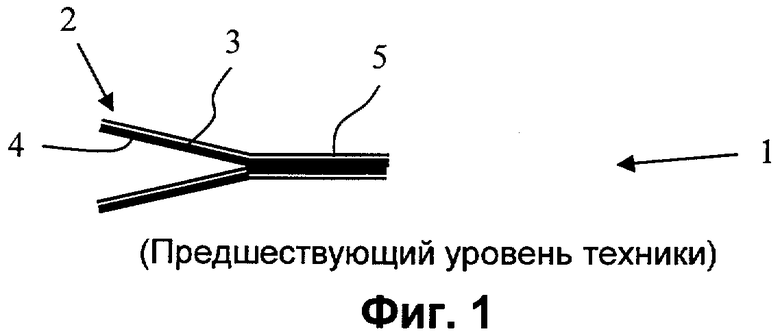
Первый способ сварки состоит в реализации соединения, называемого «изнанка-к-изнанке», при котором нижнюю поверхность пленки сваривают с ней самой. Такое соединение изображено на Фигуре 1.
Второй способ сварки состоит в реализации соединения, называемого «изнанка-к-лицу» (соединение внахлест), при котором образуется перекрытие краев пленки, и нижнюю поверхность пленки приваривают к верхней поверхности пленки. Такое соединение изображено на Фигуре 2.
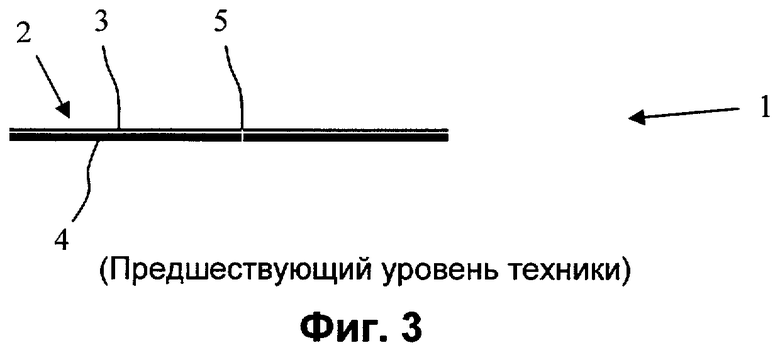
Третий способ соединения, называемый соединением «встык», состоит в сваривании краев пленки без их перекрытия. Этот способ изображен на Фигуре 3 и описан в патентных публикациях WO 2005/095105 А1, US 5569144 и US 4733800.
Например, в патенте US 4733800 описано получение гибкой тубы, изготовленной из многослойной пластиковой пленки и обладающей свойством отсутствия упругого восстановления - это свойство характерно для гибких туб из алюминия. В этом патенте предлагается использовать ленту, приваренную к внутренней или наружной поверхности тубы и удерживающую соединяемые края; указанная лента содержит металлическую фольгу, придающую свойство отсутствия упругого восстановления («несминаемой складки»). В этом патенте указано, что толщина металлической фольги в ленте больше толщины металлической фольги в многослойной пленке. Основным недостатком этого патента является трудность герметичного соединения краев изготавливаемого трубчатого корпуса. Для изготовления тубы для пастообразных продуктов (например - зубной пасты) обычно к одному из краев трубчатого корпуса припаивают головку тубы, отлитую посредством инжекции. Особенно трудно осуществить припаивание головки тубы к трубчатому корпусу, полученному согласно патенту US 4733800. Края приваренной ленты создают прерывность внутренней поверхности трубчатого корпуса, вследствие чего возникает риск утечки. В этом патенте также предлагается приваривать ленту к наружной стороне тубы. Однако эта лента значительной толщины, содержащая слой алюминия, очень сильно ухудшает внешний вид упаковки.
В патенте US 5569144 описано устройство для соединения встык краев пленки. Полученная туба обладает улучшенными эстетическими свойствами, при этом зона сварки почти не видна. Тем не менее, низкая прочность тубы на уровне зоны соединения делает использование таких туб на рынке очень рискованным.
В международной заявке на патент WO 2005/095105 описан способ выполнения соединения встык многослойной пленки, в состав которой входит один несваренный слой. Этот способ включает в себя использование фольгированного пластика, включающего в себя пленки, сваренные на уровне нижней и верхней поверхностей; несваренный слой заключен между сваренными пленками и не доходит до краев пленки, так что при соединении встык свариваемые слои окружают несваренный слой на уровне его краев и обеспечивают сварку пленки по всей ее толщине. Этот способ обеспечивает усовершенствование соединения встык многослойных пленок, однако многослойные тубы, полученные с использованием способа, предложенного в заявке WO 2005/095105, обладают прочностью на уровне сварного шва, которая ниже прочности исходной пленки.
Основной трудностью при соединении встык является получение зоны сварки, прочность которой близка к прочности самой пленки. В частности, пытаются устранить хрупкое разрушение, которое наблюдается на уровне соединения встык, если соединение подвергается растяжению.
Настоящее изобретение обеспечивает получение упаковок, образованных соединенной встык многослойной пленкой, содержащей, по меньшей мере, один несваренный слой; упаковки, полученные согласно настоящему изобретению, обладают прочностью сварного шва, по меньшей мере, равной прочности самой пленки, а также улучшенными эстетическими свойствами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к соединению встык пленки, состоящей из нескольких слоев, а именно - по меньшей мере, из одного функционального слоя и одного свариваемого слоя, причем функциональный слой предпочтительно частично сварен. Кроме того, имеется лента, которая соединяет края пленки для компенсации снижения прочности в области сварного шва; это снижение прочности связано, главным образом, с тем, что края функционального слоя преимущественно частично сварены, или с тем, что сваренный слой обладает ослабленными свойствами в области сварного шва.
Согласно первому аспекту изобретения, предусмотрена упаковка, изготовленная из термопластичной пленки, края которой соединены встык, причем пленка состоит из нескольких слоев, включающих, по меньшей мере, первый свариваемый слой и второй слой, сваренный встык частично или вообще не сваренный, при этом края каждого слоя находятся в непосредственном контакте, и, по меньшей мере, одной тонкой ленты, толщина которой значительно меньше, чем толщина пленки, причем лента закрывает края и непосредственно соединена с одной из поверхностей второго слоя, а разность температур плавления первого слоя и другого слоя или других слоев превышает 20°С.
Второй слой и лента могут быть покрыты слоем синтетической смолы.
Согласно второму аспекту изобретения, предусмотрен способ получения упаковки согласно изобретению, включающий соединение встык краев пленки, состоящей из нескольких слоев, при котором обеспечивают непосредственный контакт краев каждого слоя, а пленка содержит, по меньшей мере, один первый свариваемый слой и второй слой, свариваемый встык частично или вообще не свариваемый; способ отличается тем, что края пленки соединяют встык, после чего их последовательно нагревают с целью сваривания краев первого слоя и охлаждают, и тем, что ко второму слою прикрепляют, по меньшей мере, одну ленту так, что она закрывает края.
Различные аспекты настоящего изобретения будут более понятны на основании приведенных ниже графических материалов и их подробного описания.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Фигуры 1-4 иллюстрируют основные способы соединения краев пленки, известные на предшествующем уровне техники.
Фигура 1 иллюстрирует соединение, называемое «изнанка к изнанке», состоящее в соединении краев 5 пленки 2 при помощи ее нижней поверхности 4, причем нижняя поверхность расположена внутри упаковки.
Фигура 2 иллюстрирует способ соединения под названием «лицо к изнанке» или «внахлест», который состоит в соединении краев 5 пленки 2 таким образом, что верхнюю поверхность 3 пленки 2 соединяют с нижней поверхностью 4 пленки 2, причем нижняя и верхняя поверхности расположены соответственно внутри и снаружи упаковки.
Фигура 3 иллюстрирует способ соединения «встык» краев 5 пленки 2.
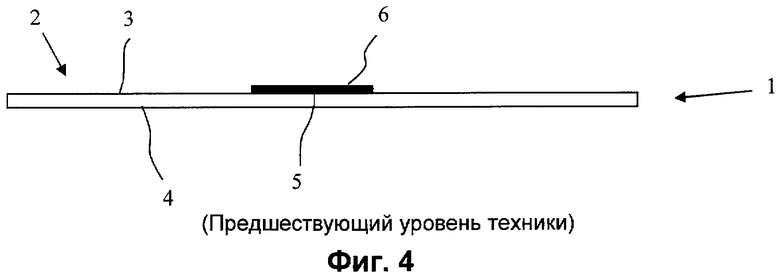
Фигура 4 изображает тип соединения согласно предшествующему уровню техники.
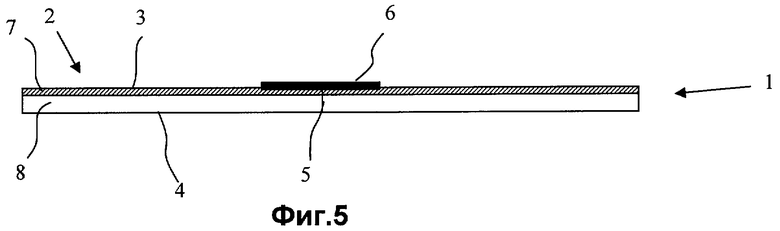
Фигура 5 иллюстрирует предпочтительный способ согласно настоящему изобретению, заключающийся в соединении 1 краев 5 пленки 2, причем пленка 2 состоит, по меньшей мере, из одного свариваемого слоя 8 и одного функционального слоя 7, края 5 соединены встык только на уровне свариваемого слоя 8, а лента 6 значительной толщины наклеена на верхнюю поверхность 3 пленки 2 и соединяет несваренные края слоя 7.
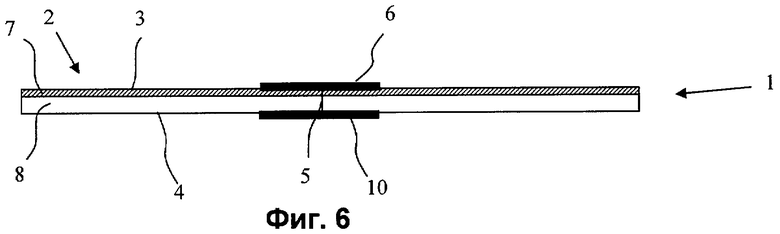
Фигура 6 иллюстрирует соединение пленки 2, частично сваренной встык на уровне ее краев 5, при этом лента 6, наклеенная на верхнюю поверхность 3 области соединения, образует наружную поверхность упаковки, а вторая лента 10, наклеенная на нижнюю поверхность 4 упаковки, образует внутреннюю поверхность упаковки; ленты 6 и 10 соединяют частично сваренные края 5.
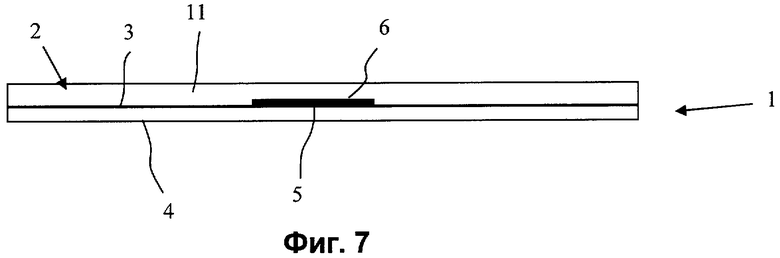
Фигура 7 иллюстрирует случай, когда на наружную поверхность 3 нанесен слой покрытия 11, который целиком закрывает поверхность пленки 2 и ленту 6. Слой покрытия 11 образует наружную поверхность упаковки, лента 6 находится внутри многослойной структуры.
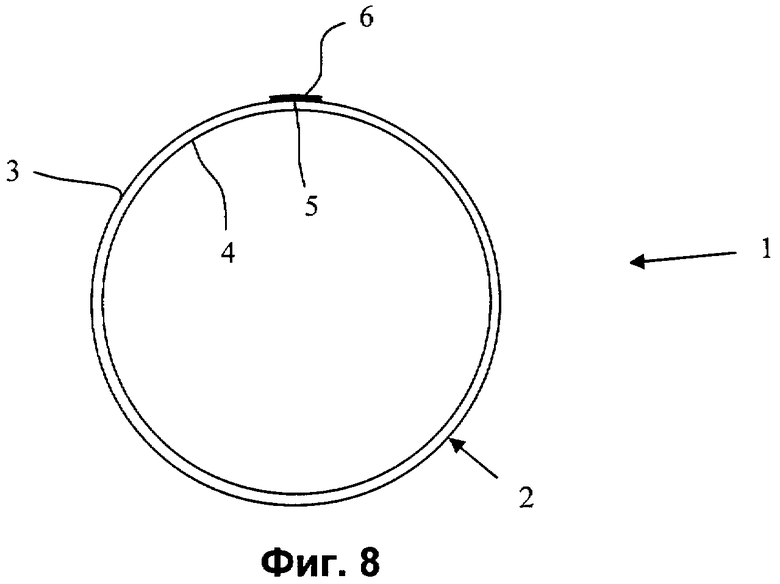
Фигура 8 иллюстрирует получение трубчатой детали согласно предпочтительной форме осуществления изобретения.
СВЕДЕНИЯ. ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Определение терминов, использованных в описании изобретения.
- Сваривание: операция, состоящая в соединении посредством плавления двух материалов одной природы или способных смешиваться в расплавленном состоянии, причем указанная способность смешиваться обеспечивается посредством диффузии и взаимопроникновения молекулярных цепей, и в последующем охлаждении указанных материалов с целью их отверждения в состоянии взаимопроникновения молекул.
- Склеивание: операция соединения двух материалов различной природы или не способных смешиваться в расплавленном состоянии. Склеивание может осуществляться с использованием химических механизмов (реакция концов цепей, поперечное сшивание), физических механизмов (силы Ван-дер-Ваальса, испарение). Склеивание является операцией соединения, которая может быть осуществлена при комнатной температуре или при нагревании материалов.
- Свариваемый слой: слой, основной характеристикой которого является способность обеспечивать и облегчать изготовление упаковки посредством сваривания.
- Функциональный слой: слой, основной характеристикой которого является обеспечение других свойств, отличающихся от способности к свариванию. Функциональные слои, обычно имеющие малую толщину, используют, например, для улучшения внешнего вида упаковки (слои с надпечатками, прозрачные слои), для повышения прочности упаковки (биориентированные слои, технические слои), для придания барьерных свойств (для кислорода, запахов) или для придания функциональности (легкость разрыва при вскрытии упаковки).
Свариваемые слои обычно основаны на полиолефинах (полиэтилен, полипропилен). Сварка встык осуществляется посредством контакта очень малого количества материала, что очень сильно затрудняет получение прочной конструкции. Было обнаружено, что свариваемый слой, состоящий из смеси 80% линейного полиэтилена низкой плотности и 20% полиэтилена низкой плотности с боковыми радикалами, позволяет получить прочный сварной шов.
Функциональные слои изготавливают на основе широкого спектра смол, выбор которых зависит от требуемых свойств (например: ПЭТ (полиэтилентерефталат), ПА (полиамид), ПС (полистирол), ЭВС (этиленвиниловый спирт), ПВДХ (поливинилдихлорид)). Основными функциональными слоями, используемыми в настоящее время, являются моно- или биориентированные слои (ПП (полипропилен), ПЭТ, ПА, ПС) и пленки с барьерными свойствами (ПЭТ с нанесением покрытия из SiOx, ПВДХ, ЭВС, ПА). Функциональный слой может также состоять из алюминия или из бумаги.
Изобретение позволяет получить сварные упаковки с пренебрежимо малым изменением толщины в области сварного шва и с сопротивлением сварного шва, эквивалентным сопротивлению самой пленки. На полученных упаковках можно производить печать по всей их поверхности без разрыва печатного изображения в зоне сварного шва.
Фигура 5 иллюстрирует предпочтительную форму осуществления настоящего изобретения. Эта предпочтительная форма осуществления состоит в соединении 1 краев 5 пленки 2, состоящей, по меньшей мере, из одного свариваемого слоя 8 на нижней поверхности 4 и одного функционального слоя 7 на верхней поверхности 3, причем верхняя поверхность 3 образует наружную поверхность упаковки, а нижняя поверхность 4 образует внутреннюю поверхность упаковки. Соединение встык краев 5 заключается в частичном соединении краев пленки 2, причем функциональный слой 7 не соединяется встык. Лента 6 наклеивается или наваривается на верхнюю поверхность 3 пленки с целью соединения несваренных краев указанного слоя и повышения прочности соединения. Ленту 6 обычно наклеивают на функциональный слой 3, приваривание ленты к поверхности 3 функционального слоя обычно невозможно. Лента 6 может содержать надпечатки или быть прозрачной, она может содержать барьерный слой с целью компенсации вероятной прерывности барьерного слоя в области сварного шва. Толщина ленты 6 мала по сравнению с толщиной пленки 2. Толщина ленты предпочтительно лежит в диапазоне от 10 до 60 микрометров. Лента может быть наложена до или после соединения пленки встык. Свариваемый слой 8, образующий внутреннюю поверхность 4 упаковки, обеспечивает гигиенические свойства внутренней поверхности упаковки, в том числе - в области соединения.
Упаковка, изготовленная согласно предпочтительной форме осуществления изобретения и изображенная на Фигуре 5, является особенно полезной и новаторской. Эта предпочтительная форма осуществления изобретения предусматривает изготовление упаковок посредством сваривания встык пленок, состоящих всего из двух слоев - первого слоя, который сваривают, и второго слоя, который является функциональным. На упаковке, полученной согласно этой форме осуществления изобретения, можно производить печать по всей поверхности упаковки без разрыва в области сварного шва. Лента 6 предпочтительно является прозрачной и имеет небольшую толщину, чтобы внешний вид упаковки не изменялся. Лента 6 также может иметь надпечатки.
Предпочтительная форма осуществления изобретения, изображенная на Фигуре 5, пригодна для соединения встык пленок, содержащих слои, температура плавления которых различается более чем на 20°С. Соединение таких пленок согласно настоящему изобретению заключается в нагревании пленки до температуры, близкой к температуре плавления свариваемого слоя, и скрепления краев пленки с помощью приклеенной или приваренной ленты.
Фигура 6 иллюстрирует случай, когда первая лента 6 присоединена к наружной поверхности упаковки, а вторая лента 10 присоединена к внутренней поверхности упаковки. Упаковка, изображенная на Фигуре 8, полезна в том случае, когда толщина свариваемого слоя 8 мала. Ленту 6 обычно наклеивают на верхнюю поверхность 3 функционального соя 7, тогда как ленту 10 предпочтительно приваривают к нижней поверхности 4 слоя 8, образующей внутреннюю поверхность упаковки.
Вариант осуществления настоящего изобретения, изображенный на Фигуре 7, состоит в нанесении слоя синтетической смолы 11, который покрывает наружную поверхность пленки 2; слой синтетической смолы 11 покрывает всю поверхность 3 пленки 2, включая поверхность ленты 6, так что лента 6 оказывается заключенной внутри структуры 1. Структура, изображенная на Фигуре 7, особенно полезна для изготовления трубчатых деталей, где сварной шов абсолютно незаметен, и область сварки обладает большой прочностью. Слой покрытия 16 предпочтительно наносят на поверхность пленки 2 посредством экструзии, и указанный слой выбирают таким, чтобы он имел хорошее сцепление с поверхностью пленки 2 и ленты 6. Покрытие 11 может содержать несколько слоев для повышения сцепления с пленкой 2, для улучшения барьерных свойств или свойств поверхности упаковки.
Фигура 8 иллюстрирует изготовление трубчатой детали посредством соединения встык пленки согласно предпочтительной форме осуществления настоящего изобретения. Эта трубчатая деталь имеет особенные преимущества, так как ее можно изготовить из пленки, состоящей всего из двух слоев - первого слоя, который сваривают, и второго слоя, являющегося функциональным. Такую пленку невозможно использовать для изготовления трубчатых деталей согласно предшествующему уровню техники, поскольку невозможно сваривание верхней поверхности пленки с ее нижней поверхностью. Изобретение позволяет получить упаковки, которые являются более прочными, более эстетичными, и обеспечивает возможность использования более широкого ассортимента многослойных пленок.
Соединение встык пленок так, как описано выше, особенно полезно, поскольку оно позволяет получить упаковки с улучшенными эстетическими свойствами; улучшение внешнего вида упаковки обусловлено тем, что сварной шов почти незаметен и что поверхность упаковки является ровной (изменение толщины в области сварного шва пренебрежимо мало).
Изобретение не ограничено примерами, проиллюстрированными Фигурами 5-8. Трубчатые детали можно изготовить с использованием способов, изображенных на Фигурах 5-7. Другие способы, являющиеся следствием сочетания способов, проиллюстрированных на Фигурах 5-7, тоже будут входить в объем изобретения, так же как и использование эквивалентов.
Изобретение дает возможность получения экономичных упаковок с малой толщиной и большой прочностью. Изобретение может быть использовано для соединения многослойных пластиковых пленок, а также пленок, содержащих слои алюминия, слои бумаги или картона.
Толщина ленты невелика по сравнению с толщиной пленок. Обычно толщина ленты в 5-10 раз меньше толщины пленки. Предпочтительно толщина ленты лежит в диапазоне от 10 до 60 микрометров. Лента может иметь надпечатки или быть прозрачной; ее можно наклеить или приварить к поверхности пленки; она может содержать барьерный слой для улучшения барьерных свойств соединения. Ленту можно наложить до или после сваривания пленки встык. Лента может быть клейкой лентой, которая накладывается при температуре окружающей среды, ленту можно наклеить с помощью клея на границу раздела между пленкой и лентой, ленту можно наклеить, нагрев ленту, ленту также можно приварить. Сила сцепления ленты с поверхностью пленки является фактором, определяющим прочность соединения. Слишком малая сила сцепления создает риск разрыва соединения, если упаковка окажется в условиях давления, растяжения, сгибания, удара или износа. Также желательно получить прочную адгезию между лентой и пленкой, чтобы лента не могла отделиться от пленки.
Ленту можно приварить или наклеить на поверхность пленки. Верхняя поверхность соединения образует наружную поверхность упаковки, она обычно хорошо подходит для наклеивания ленты на пленку. Можно использовать многочисленные виды клея и способы наклеивания. Например, первый способ состоит в наложении ленты, на которую предварительно нанесен клей. Первым вариантом данного способа является клейкая лента, которую можно использовать при температуре окружающей среды, вторым вариантом является клейкая лента, которую наклеивают в нагретом состоянии. Использование клейкой ленты обеспечивает подход, который легко можно освоить и который легко можно сделать промышленным. Другой способ состоит в нанесении клея на ленту или на пленку во время соединения. Использование реактивных двухкомпонентных клеев позволяет получить высокий уровень сцепления. Обычно операция склеивания не требует специальной обработки поверхности зоны соединения, однако можно произвести обработку поверхности перед склеиванием (например - обработку коронным разрядом).
Если ленту наклеивают на поверхность пленки, то иногда бывает полезно оборвать ленту перед краем трубчатой детали. При этом лента располагается только на определенном участке длины трубчатой детали. При соединении края трубчатого корпуса и головки тубы иногда бывает предпочтительно, чтобы в зоне соединения лента отсутствовала.
Различные типы лент различаются по способу наложения и сообщаемым свойствам.
1. Лента приваривается: она содержит, например, слой ПЭТ, пригодный для сваривания (совместно экструдированный (соэкструдированный), аморфный, в виде покрытия), соэкструдированный слой ориентированного полипропилена (ОРР), слой полиэтилена, полипропилена или термочувствительного лака.
2. Лента приклеивается и покрыта клеем. Единственным ее отличием является наличие на поверхности слоя клея, представляющего собой клей, который можно использовать в нагретом или в холодном состоянии. Клей может быть нанесен по краю или покрывать всю поверхность ленты. Ленту в таком случае хранят без намотки на бобины, а слой клея защищают бумагой или силиконовой пленкой. В зависимости от условий силикон может быть нанесен непосредственно на наружную поверхность ленты, что дает возможность удаления силиконовой защиты в момент наложения ленты.
Для изготовления такой ленты пригодны любые материалы, но особенно - материалы, описанные в абзацах 1 и 2, в которые можно включить бумагу или алюминий. Выбор ленты будет зависеть от нужных свойств, то есть барьерных свойств, механической прочности, внешнего вида.
3. Лента приклеивается, но изначально она не покрыта клеем. Клей можно нанести на всю поверхность пленки 2 или на ее края. Можно использовать те же материалы, как и в пункте 3 выше.
Для придания ленте барьерных свойств можно включить в нее слой алюминия, слой ПЭТ или барьерный слой из ориентированного полипропилена (ОРР) (совместно с нанесением покрытия из поливинилового спирта (PVOH), поливинилиденхлорида (PVDC), SiOx, AlOx, металлизацией или с использованием любой другой пленки, имеющейся на рынке), слой, соэкструдированный совместно со слоем этиленвинилового спирта (EVOH).
Обычно для обеспечения свойств непрерывности изделия укрепляющая лента может включать в себя те же функциональные слои, что и пленки 2, используемые для изготовления упаковки, а именно: ПЭТ (полиэтилентерефталат), ОПП (ориентированный полипропилен), ОПА (ориентированный полиамид), барьерный ПЭТ, металлизированный ПЭТ, барьерный ОПП, металлизированный ОПП алюминий, бумага, ПЭ (полиэтилен), ПП (полипропилен) и т.п.
Лента также может состоять из нескольких слоев. Например, она может состоять из ОПП, ПЭТ, бумаги, ПЭ, ПП, ОПА, ПА, ПЭТ/ПЭ, ОПП/ПЭ, ОПА/ПЭ, бумаги/ПЭ, ПЭТ/алюминия, ОПП/алюминия, ОПА/алюминия, ПЭТ/алюминия/ПЭ, ПЭТ/алюминия/ПП, ОПП/алюминия/ПЭ, ОПП/алюминия/ПП, ОПА/алюминия/ПЭ, ОПА/алюминия/ПП, бумаги/алюминия/ПЭ, бумаги/ПЭТ, бумаги/алюминия и т.п. Здесь приведены только родовые названия продуктов. Такое название охватывает все семейство продуктов. ПЭТ также может быть биориентированным классическим ПЭТ, аморфным ПЭТ, соэкструдированным ПЭТ, ПЭТ SiOx, ПЭТ AlOx, металлизированным ПЭТ и т.п. ПЭ включает в себя все пленки, соэкструдированные на основе ПЭ; они могут также содержать слой этиленвинилового спирта (EVOH) или полиамида (ПА). То же относится к остальным ссылкам.
Обычно все пленки, имеющиеся на рынке, с толщиной в диапазоне от 10 до 60 микрометров могут образовывать один или несколько слоев в этих лентах.
Изобретение особенно полезно для изготовления гибких туб для косметических, фармацевтических или пищевых продуктов.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В примерах осуществления изобретения, приведенных ниже, многослойные структуры описаны по направлению от внешней к внутренней стороне упаковки, то есть от верхней поверхности к нижней поверхности структуры. Для упрощения понимания сути изобретения не показаны клеевые слои, которые связывают свариваемые и функциональные слои пленки 2. Указан лишь слой клея, обеспечивающий сцепление между лентой 6 или 10 и пленкой 2.
Другие примеры
Не ограничивая объем изобретения, можно перечислить ряд пленок, которые можно использовать для сваривания встык: ПЭ/этиленвиниловый спирт/ПЭ, ПЭ/алюминий/ПЭ, ПЭТ/алюминий/ПЭ, ПЭТ/ПЭ, ОПП/алюминий/ПЭ, ОПП/ПЭ, крафт-бумага/ПЭ, крафт-бумага/алюминий/ПЭ.
Можно назвать также аналогичные структуры, где для сваривания используется ПП вместо ПЭ.
Здесь приведены только родовые названия продуктов. Такое название охватывает все семейство продуктов. ПЭТ также может быть биориентированным классическим ПЭТ, аморфным ПЭТ, соэкструдированным ПЭТ, ПЭТ SiOx, ПЭТ АlOх, металлизированным ПЭТ и т.п. ПЭ включает в себя все пленки, соэкструдированные на основе ПЭ; они могут также содержать слой этиленвинилового спирта (EVOH) или полиамида (ПА).
В характерном случае все пленки, имеющиеся на рынке, могут присутствовать в слое, свариваемом встык, при условии, что структура содержит, по меньшей мере, одну пленку, пригодную для сварки.

Группа изобретений относится к упаковке, изготовленной из термопластичной пленки, края которой соединены встык, и способу ее получения. Пленка, из которой изготавливают упаковку, состоит из нескольких слоев, включающих по меньшей мере первый свариваемый слой и второй слой, сваренный встык частично или вообще не сваренный. При этом края каждого слоя находятся в непосредственном контакте, и по меньшей мере одной тонкой ленты, толщина которой значительно меньше, чем толщина пленки. Указанная лента закрывает края и непосредственно соединена с одной из поверхностей второго слоя. Причем разность температур плавления первого слоя и другого слоя или других слоев превышает 20°С. Достигаемый при этом технический результат заключается в повышении прочности сварного шва до уровня, по меньшей мере равного прочности пленки, из которой изготовлена упаковка, а также в улучшении эстетических свойств. 2 н. и 8 з.п. ф-лы, 8 ил.
1. Упаковка, изготовленная из термопластичной пленки, края которой соединены встык, причем пленка состоит из нескольких слоев, включающих, по меньшей мере, первый свариваемый слой и второй слой, сваренный встык частично или вообще не сваренный, при этом края каждого слоя находятся в непосредственном контакте, и, по меньшей мере, одной тонкой ленты, толщина которой значительно меньше, чем толщина пленки, причем лента закрывает края и непосредственно соединена с одной из поверхностей второго слоя, а разность температур плавления первого слоя и другого слоя или других слоев превышает 20°С.
2. Упаковка по п.1, включающая две ленты, соединенные с краями пленки и расположенные на каждой стороне пленки.
3. Упаковка по п.1 или 2, в которой лента (или ленты) приклеена (приклеены).
4. Упаковка по п.1 или 2, в которой второй слой и лента покрыты слоем синтетической смолы.
5. Упаковка по п.3, в которой второй слой и лента покрыты слоем синтетической смолы.
6. Способ получения упаковки, определенной в любом из предшествующих пунктов, включающий соединение встык краев пленки, состоящей из нескольких слоев, при котором обеспечивают непосредственный контакт краев каждого слоя, а пленка содержит, по меньшей мере, один первый свариваемый слой и второй слой, свариваемый встык частично или вообще не свариваемый, отличающийся тем, что края пленки соединяют встык, после чего их последовательно нагревают с целью сваривания краев первого слоя и охлаждают, и тем, что ко второму слою прикрепляют, по меньшей мере, одну ленту так, что она закрывает края.
7. Способ по п.6, отличающийся тем, что ленту присоединяют ко второму слою до выполнения операций нагревания и охлаждения.
8. Способ по п.6, отличающийся тем, что ленту присоединяют ко второму слою после выполнения операций нагревания и охлаждения.
9. Способ по п.6, отличающийся тем, что ленту присоединяют ко второму слою одновременно с выполнением операций нагревания и охлаждения.
10. Способ по любому из пп.6-8, в котором наносят, по меньшей мере, один слой синтетической смолы, который покрывает поверхность структуры, состоящей из пленки и ленты (или лент).
| СТАБИЛИЗАТОР ВЫПРЯМЛЕННОГО НАПРЯЖЕНИЯ | 0 |
|
SU177470A1 |
| WO 2005095105 A1, 13.10.2005 | |||
| Способ снижения динамической нагрузки зубчатой передачи | 1980 |
|
SU1013656A1 |
| ПОКРЫТИЕ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА, СПОСОБ ЕГО НАНЕСЕНИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА, ДВУХСЛОЙНАЯ ЗАГОТОВКА УКАЗАННОГО ПОКРЫТИЯ И СПОСОБ ПОЛУЧЕНИЯ ЭТОЙ ЗАГОТОВКИ | 1996 |
|
RU2184304C2 |

