УРОВЕНЬ ТЕХНИКИ
Впитывающие изделия часто создают из различных материалов и компонентов, которые обычно отличаются в по внешнему виду и ощущениям. Реальное нижнее белье, однако, обычно изготавливают из одного материала основного элемента и поясной и ножной лент. В результате, реальное нижнее белье имеет единообразный внешний вид и ощущения. Относительно одноразовых впитывающих изделий, изготовленных из множества нетканых компонентов, потребители, обычно, предпочитают изделия, которые более близко имитируют внешние признаки реального нижнего белья. Это желание ведет к необходимости сокращения фактической разницы во внешних признаках одноразового впитывающего изделия среди его различных материалов и компонентов и для создания ощущений сходного внешнего вида и ощущений среди различных материалов.
Предыдущие попытки в этой области были обращены на соответствие нетканого материала с печатью сплошного цвета с пигментированным нетканым материалом или производство того, что обычно называется основным элементом, выполненным в виде одной детали.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Эти проблемы могут быть отнесены к использованию способа для производства одноразового впитывающего изделия, имеющего множество компонентов, включая выбор первого материала, подходящего для использования в качестве наружного покрытия;
производство основного элемента, включающего наружное покрытие, причем наружное покрытие включает центральную область наружного покрытия, имеющую внешний вид центральной области наружного покрытия; и выбор второго материала, подходящего для использования в качестве эластичной панели, при этом второй материал отличается от первого материала; и производство первой эластичной панели, имеющей центральную область первой эластичной панели. Способ также включает нанесение печати на центральную область первой эластичной панели с печатным изображением первой эластичной панели и прикрепление первой эластичной панели к основному элементу, при этом выбор и печать осуществляются так, что центральная область первой эластичной панели имеет внешний вид, являющийся по существу идентичным внешнему виду центральной области наружного покрытия.
Кроме того, способ производства одноразового впитывающего изделия, имеющего сходный с одеждой внешний вид, включает производство узла по меньшей мере основного элемента, имеющего наружное покрытие и эластичной панели, прикрепленной к основному элементу, причем узел имеет физическую структуру и маскирует физическую структуру узла печатью такого же графического изображения, непрерывно на наружном покрытии и эластичной панели.
Кроме того, одноразовое впитывающее изделие, имеющее сходный с одеждой внешний вид, включает основной элемент, включающий наружное покрытие, подкладку, обычно, параллельную наружному покрытию, впитывающую сердцевину, расположенную между ними, и центральную область наружного покрытия, включающую печатное изображение наружного покрытия; и первую эластичную панель, прикрепленную по шву к основному элементу, причем первая эластичная панель включает центральную область первой эластичной панели, имеющую внешний вид центральной области первой эластичной панели; при этом наружное покрытие включает первый материал, при этом первая эластичная панель включает второй материал, при этом ни центральная область наружного покрытия, ни центральная область первой эластичной панели не включают поясную ленту с нанесенной печатью, и при этом центральная область наружного покрытия имеет внешний вид, по существу сходный внешнему виду центральной области первой эластичной панели.
Кроме того, одноразовое впитывающее изделие, имеющее сходный с одеждой внешний вид, включает основной элемент, включающий наружное покрытие, подкладку, обычно, параллельную наружному покрытию, впитывающую сердцевину, расположенную между ними; первую эластичную панель, прикрепленную по шву к основному элементу; и вторую эластичную панель, прикрепленную по шву к основному элементу, при этом первая эластичная панель является прикрепленной по шву ко второй эластичной панели. Изделие также включает поясное отверстие и два ножных отверстия; и поперечный периметр, взятый между поясным отверстием и ножными отверстиями, при этом наружное покрытие включает первый материал, при этом каждая эластичная панель включает второй материал, при этом первый материал отличается от второго материала, и при этом изделие включает печатное изображение вдоль всего периметра и на наружном покрытии.
Другие признаки и объекты настоящего описания описаны более подробно далее.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Полное и достаточное описание настоящего изобретения, включая наилучшие его варианты, предназначенное для специалистов в данной области техники, изложено более подробно в оставшейся части описания, которая ссылается на прилагаемые чертежи, на которых:
Фиг.1 - вид сбоку детских трусов с застегивающей системой трусов, показанной соединенной на одной стороне трусов и рассоединенной на другой стороне трусов;
Фиг.2 - вид снизу трусов по Фиг.1 в расстегнутом, растянутом и плоско разложенном состоянии для отображения поверхности трусов, которая обращена от пользователя;
Фиг.3 - вид сверху трусов в их расстегнутом, растянутом и плоско разложенном состоянии, для отображения поверхности трусов, которая обращена к пользователю во время ношения трусов, с участками трусов, вырезанными для выявления нижерасположенных элементов;
Фиг.4 - примерный вид сверху одного предмета впитывающей одежды в продольно-растянутом и плоско разложенном состоянии, перед соединением передней и задней поясных областей, показывающий поверхность изделия, которая обращена к пользователю во время ношения изделия, с участками трусов, вырезанными для выявления нижерасположенных элементов;
Фиг.5 - схематичный вид предмета одежды по Фиг.4 в закрытом состоянии.
Повторное использование ссылочных позиций в настоящем описании и на чертежах предназначено для представления таких же или аналогичных признаков или элементов изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Использующийся здесь термин "машинное направление " или «MD», обычно, ссылается на направление, в котором материал производится. Термин "поперечное машинное направление" или «CD» ссылается на направление, перпендикулярное машинному направлению.
Использующиеся здесь термины "растяжимый" или "растяжимость" обычно ссылаются на материал, который растягивается или продолжается в направлении прикладываемого усилия по меньшей мере около 25%, в некоторых объектах около 50% и в некоторых объектах по меньшей мере около 75% их длины в ненапряженном состоянии или ширины. Растяжимый материал не обязательно имеет свойства восстановления. Например, эластомерный материал является растяжимым материалом, имеющим свойства восстановления. Выдуваемое из расплава полотно может быть растяжимым, но не иметь свойства восстановления и тем самым быть растяжимым, неэластичным материалом.
Использующиеся здесь термины "эластомерный" и "эластичный" ссылаются на материал, который находясь под воздействием растягивающей силы, растягивается по меньшей мере в одном направлении (таком как поперечное машинное направление) и который, после окончания воздействия растягивающей силы, сокращается/ возвращается к приблизительно к его исходному размеру. Например, растягиваемый материал может иметь растягиваемую длину, которая составляет по меньшей мере на 50% больше, чем его нерастянутая длина в расслабленном состоянии, и который восстановится в пределах по меньшей мере 50% его растянутой длины после окончания воздействия растягивающей силы. Гипотетическим примером будет один (1) дюйм образца материала, который растягивается по меньшей мере до 1.5 дюймов и который, после окончания воздействия растягивающей силы, восстановится до длины не более чем 1.25 дюймов. Предпочтительно, материал сокращается или восстанавливается на по меньшей мере 50%, и еще более предпочтительно, на по меньшей мере 80% растянутой длины.
Использующийся здесь термин «термическое точечное соединение», обычно, ссылается на процесс, выполняемый, например, прохождением материала между узорным валком (например, каландровый ролик) и другим валком (например, опорный ролик), который может быть или может не быть узорным. Один или оба валка являются обычно нагреваемыми.
Использующийся здесь термин «дышащая способность», обычно, ссылается на скорость передачи водяного пара (WVTR) на площади материала. Дышащая способность измеряется в граммах на квадратный метр в день (г/м2/24 часа). Дышащая способность материала может быть измерена в соответствии с ASTM стандартом Е96-80. Альтернативно, для материалов, имеющих дышащую способность больше чем около 3000 г/м2/24 часа, могут быть использованы тестирующие системы, такие как, например, PERMATRAN-W 100К система анализа проницаемости водного пара, коммерчески доступная у Modem Controls, Inc. (MOCON) of Minneapolis, Minnesota.
Ссылки будут сделаны подробно для различных объектов изобретения, один или более примеров которых изложены здесь ниже. Каждый пример представлен путем пояснения, не ограничивающего описание. Фактически, будет очевидно для специалистов в данной области техники, что множество модификаций и вариантов может быть сделано в настоящем изобретении, не выходя из объема и сущности изобретения. Например, элементы, показанные или описанные как часть одного объекта, могут быть использованы в другом объекте для получения результата в дополнительных объектах. Тем самым имеется в виду что настоящее описание охватывает такие модификации и варианты.
Способы и устройства по настоящему изобретению могут быть использованы для изготовления множества одноразовых впитывающих изделий, таких как одноразовая впитывающая одежда, включающая подгузники, обучающие трусы (трусы для приучения к туалету), продукты женской гигиены, продукты для страдающих недержанием, медицинская одежда, другие предметы личной или медицинской гигиены, плавательные трусы и т.п. Для облегчения объяснения, способы и устройства по настоящему описанию первоначально описаны со ссылкой на изготовление «предварительно застегнутых» детских трусов, в общем, обозначенных позицией 20 на Фиг.1. Более подробно, способы и устройства будут описаны в терминологии как для изготовления предварительно застегнутых одноразовых трусов, которые описаны в патентной заявке США №09/444083, озаглавленной «Впитывающие Изделия С Повторно Застегиваемыми Боковыми Швами» (Absorbent articles with refastenable side seams) и поданной 22 ноября 1999 (соответствует РСТ заявке WO 00/37009, опубликованной 29 июня, 2000), A.L.Fletcher и др., описание которой включено сюда посредством ссылки. Трусы 20 могут быть выполнены с использованием способов и устройств, описанных в патенте США 4940464 выданном 10 июля 1990, VanGompel и др., и патенте США 5766389 выданном 16 июня, 1998 Brandon и др., описания которых также включены сюда посредством ссылки.
Способы и устройства по настоящему изобретению здесь далее описаны в связи с изготовлением трусов для взрослых, в общем, обозначенных позицией 220 на Фиг.4 и 5.
Должно быть понятно, что используемый здесь термин «компонент» включает не только отдельные объекты, но также объекты, еще требующие формирования в отдельные объекты (например, объекты, требующие разрезания на отдельные объекты из продолжающегося листа или полотна материала), частицы (например, супервпитывающие частицы или полимеры), адгезивы, лосьоны, мази и другие вещества, также как участки или характеристики любых таких компонентов, включающих, например, линии сгиба, линии соединения (например, линии ультразвукового соединения), соединенные или адгезивно соединенные области и метки совмещения, используемые на или около компонентов для дальнейшего определения во время процессов производства или контроля.
Ссылаясь теперь на чертежи, и более подробно на Фиг.1, показана пара трусов 20 в частично застегнутом состоянии, включающая впитывающий основной элемент 32, имеющий переднюю поясную область 22, заднюю поясную область 24, область ластовицы 26, соединенную с передней и задней поясной областями, внутреннюю поверхность 28, которая предназначена для контакта с пользователем, и наружную поверхность 30, противоположную внутренней поверхности и предназначенную для контакта с одеждой пользователя. Дополнительно ссылаясь на Фиг.2 и 3, впитывающий основной элемент 32 также имеет пару латерально противоположных боковых краев 36 и пару продольно противоположных поясных краев, соответственно обозначенных передний поясной край 38 и задний поясной край 39. Передняя поясная область 22 является смежной переднему поясному краю 38, и задняя поясная область 24 является смежной заднему поясному краю 39.
Показанный впитывающий основной элемент 32 включает композитную структуру 33 (Фиг.2 и 3), которая, когда плоско разложена, может быть прямоугольной или любой другой желаемой формы и имеет пару латерально противоположных передних боковых панелей 34 и пару латерально противоположных задних боковых панелей 134, продолжающихся наружу. Каждая боковая панель 34, 134 включает центральную область боковой панели 76, расположенную, в общем, на каждой боковой панели 34, 134 и не включает поясную или ножную ленты (Фиг.2). Центральная область боковой панели 76 имеет внешний вид центральной области боковой панели, который является физическим внешним видом центральной области боковой панели 76.
Композитная структура 33 и боковые панели 34, 134 могут включать два или более отдельных элемента, как показано на Фиг.1, или быть сформированы интегрально. Интегрально сформированные боковые панели 34, 134 и композитная структура 33 включают по меньшей мере несколько общих материалов, таких как обращенная к телу подкладка, композитный клапан, наружное покрытие, другие материалы и/или их комбинации, и могут образовывать выполненные в виде одной детали эластичные, растягиваемые или не растягиваемые трусы. Показанная композитная структура 33 включает наружное покрытие 40, обращенную к телу подкладку 42 (Фиг.1 и 3), соединенную с наружным покрытием в наложенном соотношении, впитывающий узел 44 (Фиг.3), расположенный между наружным покрытием и подкладкой, обращенной к телу, и парой удерживающих клапанов 46 (Фиг.3). Показанная композитная структура 33 имеет противоположные концы 45 (Фиг.2 и 3), которые формируют участки переднего и заднего поясных краев 38 и 39, и противоположные боковые края 47, которые формируют участки боковых краев 36 впитывающего основного элемента 32 (Фиг.2 и 3). Наружное покрытие 42 включает центральную область наружного покрытия 75, расположенную, в общем, в передних и/или задних поясных областях 22, 24 и не включает поясную или ножные ленты (Фиг.2). Центральная область наружного покрытия 75 имеет внешний вид центральной области наружного покрытия, который является физическим внешним видом центральной области наружного покрытия 75.
Для ссылки, стрелки 48 и 49 (Фиг.2 и 3) показывают ориентацию продольной оси и поперечной или латеральной оси, соответственно, трусов 20.
С трусами 20 в застегнутом положении, как частично показано на Фиг.1, передняя и задняя боковые панели 34, 134 соединяются вместе застегивающей системой 80 с образованием трехмерной конфигурации трусов, имеющей внутренний объем 51, поясное отверстие 50 для приема пользователя во внутренний объем трусов, пару ножных отверстий 52 и объединяющие швы 88, вдоль которых соединены боковые панели 34, 134. Внутренний объем 51 трусов 20 тем самым является ограниченным впитывающим основным элементом 32, объединяющими швами 88 и участками боковых панелей 34, 134, удлиненных по противоположным сторонам объединяющих швов 88 (например, между объединяющими швами 88 и впитывающим основным элементом 32). Использующийся здесь термин «внутренний объем» 51 предназначен для ссылки к объему между любыми двумя участками трехмерного изделия, которые, обычно, противоположны друг другу. Должно быть понятно, что поперечное сечение изделия не должно быть закрытым, например продолжаться с образованием внутреннего объема 51. Например, двухмерное изделие может быть, обычно, сложено на себя так, что два участка изделия, противоположные друг другу, образуют внутренний объем изделия между ними. Таким образом, внутренний объем 51 трусов 20, изображенных на Фиг.1, может быть образован боковыми панелями 34, 134 самими, или, если боковые панели являются полностью выпрямленными между ними, внутренний объем образован комбинацией боковых панелей и передней и задней поясными областями 22, 24 впитывающего основного элемента 32.
Передняя поясная область 22 включает участок трусов 20, который при ношении расположен спереди пользователя, в то время как задняя поясная область 24 включает участок трусов, который при ношении расположен сзади пользователя. Область ластовицы 26 трусов 20 включает участок трусов 20, который при ношении расположен между ногами пользователя и покрывает нижнюю часть тела пользователя. Передняя и задняя боковые панели 34 и 134 включают участки трусов 20, которые, при ношении расположены на бедрах пользователя. Поясные края 38 и 39 впитывающего основного элемента 32 выполнены так, чтобы охватывать талию пользователя при ношении и вместе образуют поясное отверстие 50 (Фиг.1). Участки боковых краев 36 в области ластовицы 26, обычно, образуют отверстия для ног 52.
Впитывающий основной элемент 32 выполнен так, чтобы удерживать и/или впитывать любые экссудаты, выделяемые телом пользователя. Например, впитывающий основной элемент 32 предпочтительно, хотя и не обязательно, включает пару удерживающих клапанов 46, выполненных так, чтобы обеспечить барьер поперечному течению выделений тела. Эластичный элемент клапана 53 (Фиг.3) может быть оперативно соединен с удерживающим клапаном 46 любым подходящим способом, хорошо известным в данной области техники. Эластифицированные удерживающие клапаны 46 образуют незакрепленный край, который принимает вертикальную форму в по меньшей мере области ластовицы 26 трусов 20 для формирования уплотнения у тела пользователя. Удерживающие клапаны 46 могут быть расположены вдоль боковых краев 36 впитывающего основного элемента 32 и могут продолжаться продольно вдоль всей длины впитывающего основного элемента 32 или могут только продолжаться частично вдоль длины впитывающего основного элемента 32. Подходящие конструкции и расположения для удерживающих клапанов 46 хорошо известны специалистам в данной области техники и описаны в патенте США 4704116, выданном 3 Ноября, Enloe., описание которого включено сюда посредством ссылки.
Для дальнейшего повышения удержания и/или впитывания выделений тела, трусы 20 предпочтительно, хотя и не обязательно, включают передний поясной эластичный элемент 54, задний поясной эластичный элемент 56 и ножные эластичные элементы 58, хорошо известные специалистам в данной области техники (Фиг.3). Поясные эластичные элементы 54 и 56 могут быть оперативно соединены с наружным покрытием 40 и/или обращенной к телу подкладкой 42 вдоль противоположных поясных краев 38 и 39 и могут продолжаться по части или по всем поясным краям. Ножные эластичные элементы 58 могут быть оперативно соединены с наружным покрытием 40 и/или обращенной к телу подкладкой 42 вдоль противоположных боковых краев 36 и расположены в области ластовицы 26 трусов 20. Ножные эластичные элементы 58 могут быть продольно выровнены вдоль каждого бокового края 47 композитной структуры 33. Каждый ножной эластичный элемент 58 имеет переднюю граничную точку 63 и заднюю граничную точку 65, которые представляют собой продольные концы эластичной сборки, образованной ножными эластичными элементами. Передние граничные точки 63 могут быть расположены смежно продольным самым внутренним частям передних боковых панелей 34, и задние граничные точки 65 могут быть расположены смежно продольным самым внутренним частям задних боковых панелей 134.
Как показано на Фиг.1 и 2, трусы 20 и, более конкретно, наружное покрытие 40 предпочтительно включает один или более компонентов, связанных с внешним видом. Примеры компонентов, связанных с внешним видом, включают графические изображения; выделяющие и подчеркивающие ножные и поясные отверстия, чтобы сделать форму продукта более очевидной или видимой для пользователя; выделяющие и подчеркивающие области продукта для имитации функциональных компонентов, таких как эластичные ножные ленты, эластичные поясные ленты, имитации «ширинок» для мальчиков, оборок для девочек; выделяющие и подчеркивающие области продукта для смены внешнего вида размеров продукта; совмещение индикаторов влажности, температурных индикаторов и т.п. в продукте; совмещение задней метки или передней метки в продукте и совмещение написанных инструкций в предпочтительном месте в продукте, но не ограничиваются ими.
Показанная пара трусов 20 разработана для использования маленькими девочками и включает совмещенное графическое изображение 60 наружного покрытия (Фиг.1 и 2). В этой конструкции, совмещенное графическое изображение 60 включает первичное пиктографическое изображение 61, имитированные поясные оборки 62, и имитированные ножные оборки 64. Первичное пиктографическое изображение 61 включает графический объект, такой как радуга, солнце, облака, животные персонажи, машина и воздушные шары. Любая подходящая конструкция может быть использована для трусов, предназначенных для использования маленькими девочками, так чтобы быть эстетически и/или функционально приятными им и лицу, осуществляющему уход. Компоненты, связанные с внешним видом, предпочтительно расположены на трусах 20 в выбранных местах, что может быть выполнено с использованием методов, описанных в патенте США №5766389, выданном 16 июня 1998, Brandon et al., описание которого включено сюда посредством ссылки. Первичное пиктографическое изображение 61 предпочтительно расположено в передней поясной области 22 вдоль продольной центральной линии трусов 20.
Печатные графические изображения на трусах 20 могут совместно использовать цветовую палитру, могут быть одного цвета, могут быть дополняющих цветов или могут следовать любой подходящей цветовой схеме. Различные области трусов 20 могут также быть напечатанными со схожими или идентичными графическими элементами, такими как звезды, круги, бабочки и т.д. Различные области трусов 20 могут также быть напечатанными со схожими или идентичными изображениями, совместно использующими графическую тему. Например, на трусы 20 могут быть нанесены печатные изображения с цветами, которые могут или не могут быть идентичными в размере, типе, цвете и т.д., но все они используют совместно цветочную тему. В другом объекте изобретения, изделие может быть с выворотной печатью, так что графические элементы, например, проявляются как отсутствие печатного изображения.
Как ранее пояснялось, показанные трусы 20 имеют переднюю и заднюю боковые панели 34 и 134, расположенные на каждой стороне впитывающего основного элемента 32. Передние боковые панели 34 могут быть постоянно прикреплены вдоль швов 66 к композитной структуре 33 впитывающего основного элемента 32 в соответствующие переднюю или заднюю поясные области 22 и 24. Более подробно, как наилучшим образом видно на Фиг.2 и 3, передние боковые панели 34 могут быть постоянно прикреплены к и продолжаться поперечно наружу за пределы бокового края 47 композитной структуры 33 в передней поясной области 22, и задние боковые панели 134 могут быть постоянно прикреплены к боковым краям и продолжаться поперечно наружу за боковые края композитной структуры в задней поясной области 24. Боковые панели 34 и 134 могут быть прикреплены к композитной структуре 33, используя крепление, означающее для специалистов в данной области техники адгезивное, тепловое или ультразвуковое прикрепление. Альтернативно, боковые панели 34 и 134 могут быть сформированы как интегральный участок компонента композитной структуры 33. Например, боковые панели могут включать, обычно, широкий участок наружного покрытия 40, обращенную к телу подкладку 42 и/или другой компонент впитывающего основного элемента 32. Передняя и задняя боковые панели 34 и 134 могут быть постоянно соединены вместе или быть разъемно соединены друг с другом, например, застегивающей системой 80 показанного объекта.
Как наилучшим образом показано на Фиг.2 и 3, передняя и задняя боковые панели 34, 134, каждая, имеют наружный край 68, разнесенный латерально от шва 66, ножной концевой край 70 расположен по направлению к продольному центру трусов 20, и поясной концевой край 72 расположен по направлению к продольному концу трусов. Ножной концевой край 70 и поясной концевой край 72 продолжаются от боковых краев 47 композитной структуры 33 к наружным краям 68. Ножные концевые края 70 боковых панелей 34 и 134 формируют часть боковых краев 36 впитывающего основного элемента 32. В задней поясной области 24, ножные концевые края 70 предпочтительно, хотя и не обязательно, являются изогнутыми и/или расположенными под углом относительно поперечной оси 49 для осуществления большего покрытия в направлении задней части трусов 20 по сравнению с передней частью трусов. Поясные концевые края 72 являются предпочтительно параллельными поперечной оси 49. Поясные концевые края 72 передних боковых панелей 34 формируют часть переднего поясного края 38 впитывающего основного элемента 32, и поясные концевые края 72 задних боковых панелей 134 формируют часть заднего поясного края 39 впитывающего основного элемента.
В конкретных объектах для улучшенного прилегания и внешнего вида, боковые панели 34, 134 предпочтительно имеют среднюю длину, измеренную параллельно продольной оси 48, которая составляет около 15 процентов или более, и более конкретно около 25 процентов или более, общей длины трусов, также измеренной параллельно продольной оси 48. Например, в трусах 20, имеющих общую длину около 54 сантиметров, боковые панели 34, 134 предпочтительно имеют среднюю длину около 10 сантиметров или более, такую как около 15 сантиметров. В то время как каждая из боковых панелей 34, 134 продолжается от поясного отверстия 50 к одному из ножных отверстий 52, показанные задние боковые панели 134 имеют непрерывно уменьшающийся размер по длине, продолжающийся от шва 66 к наружному краю 68, как наилучшим образом показано на Фиг.2 и 3.
Каждая из боковых панелей 34, 134 может включать один или более индивидуальных, отдельных кусков материала. В конкретных объектах, например, каждая боковая панель 34, 134 может включать участки первой и второй боковых панелей, которые соединены швом, или может включать одиночный кусок материала, который сложен сам на себя (не показано).
Боковые панели 34, 134 предпочтительно, хотя и не обязательно, включают эластичный материал, способный растягиваться в направлении, обычно, параллельно поперечной оси 49 трусов 20. Подходящие эластичные материалы, также как и один из процессов включения эластичных боковых панелей в трусы, описаны в следующих патентах США: 4940464, выданном 10 июля 1990, Van Gompel и др.; 5224405, выданном 6 июля 1993, Pohjola; 5104116, выданном 14 апреля 1992, Pohjola; и 5046272, выданном 10 сентября 1991, Vogt и др.; описания которых включены сюда посредством ссылки. Альтернативный эластичный материал описан ниже. В конкретных объектах, эластичный материал включает термически растягиваемый многослойный материал (STL), многослойный материал, соединенный с сужением (NBL), реверсивно суженый многослойный материал или многослойный материал, соединенный с растягиванием (SBL). Методы изготовления таких материалов хорошо известны специалистам в данной области техники и описаны в патенте США 4663220, выданном 5 мая 1987, Wisneski и др..; в патенте США 5226992 выданном 13 июля 1993, Morman и др.; и Европейской Патентной Заявке №ЕР 0217032, опубликованной 8 апреля 1987, Taylor и др.; описания которых включены сюда посредством ссылки. Альтернативно, материал боковой панели может включать другие тканые или нетканые материалы, такие как те, что описаны ранее, как подходящие для наружного покрытия 40 или обращенной к телу подкладки 42; механически предварительно натянутые композиты; растягиваемые, но не эластичные материалы.
Способы и устройства по настоящему изобретению описаны здесь далее в связи с изготовлением трусов для взрослых, в общем, обозначенных позицией 220 на Фиг.4 и 5. Ссылаясь на Фиг.4, которая показывает примерные объекты настоящего изобретения, одноразовое впитывающее белье, имеющее вид трусов, включает переднюю панель 222, причем передняя панель 222 образует передний поясной край 223, первый и второй передние ножные края 221, противоположные первый и второй передние боковые края 224 и 225, которые продолжаются от переднего поясного края 223 к первому и второму передним ножным краям 221, и ширину передней панели 234, которая продолжается от первого переднего бокового края 224 ко второму переднему боковому краю 225 (как измерено по переднему поясному краю, когда изделие находится в плоско разложенной, открытой и полностью растянутой конфигурации).
Изделие, кроме того, включает заднюю панель 226, причем задняя панель 226 образует задний поясной край 227, первый и второй задние ножные края 245, противоположные первый и второй задние боковые края 228 и 229, которые продолжаются от заднего поясного края 227 к первому и второму задним ножным краям 245, и ширину задней панели 244, которая продолжается от первого заднего бокового края 228 к второму заднему боковому краю 229 (как измерено по заднему поясному краю, когда изделие находится в плоско разложенной, открытой и полностью растянутой конфигурации). Передняя панель 222 и задняя панель 226 каждая включают центральную область эластичной панели 276, расположенную, в общем, на каждой передней и задней панелях 222, 226, и не включают поясную или ножную полосы (Фиг.4). Центральная область эластичной панели 276 имеет внешний вид центральной области эластичной панели, который является физическим внешним видом центральной области эластичной панели 276.
В одном объекте, нижнее белье, кроме того, включает панель ластовицы 230, расположенную продольно между передней панелью 222 и задней панелью 226, при этом передняя панель 222, задняя панель 226 и панель ластовицы 230 являются непрерывными и едиными друг с другом, как примерно показано на Фиг.4 и 5. Один вариант такого объекта включает панель в форме песочных часов, имеющую эластомерный пленочный многослойный материал. В конкретных объектах, многослойный материал включает два нетканых слоя, наложенных на противоположные верхнюю и нижнюю поверхности эластомерной полимерной пленки так, что полимерная пленка размещена между двумя неткаными покрытиями, при этом обе полимерные пленки и оба нетканых слоя продолжаются по существу по всей площади каждого многослойного материала. Другой вариант такого объекта обеспечивает панель в форме песочных часов, включающую нетканый субстрат, который наделяется эластичными свойствами с помощью адгезивно прикрепленных к нему эластичных прядей. Пряди и адгезив являются, в конкретных объектах, расположенными между панелью в форме песочных часов со вторым нетканым слоем или слоями.
Изделие, кроме того, включает впитывающую вставку 325. Вставка включает впитывающий элемент 236. Один пример подходящей вставки 235 включает проницаемую для жидкости обращенную к телу подкладку, непроницаемый для жидкости, обращенный к одежде нижний лист 237 и впитывающий элемент 236, включающий древесную распушенную пульпу и супервпитывающий полимер. Каждая впитывающая вставка 235 прикреплена к панели в форме песочных часов. Впитывающая вставка прикреплена к и продолжается между передней панелью 222 и задней панелью 226 (Фиг.4). Нижний лист 237 включает центральную область наружного покрытия 275 расположенную, обычно, на нижнем листе 237, и не включает поясную или ножные ленты (Фиг.4). Центральная область наружного покрытия 275 имеет внешние признаки центральной области наружного покрытия, которые являются физическими внешними признаками центральной области наружного покрытия 275.
Как показано на Фиг.4, изделие образует продольное направление 232, которое продолжается между передним поясным краем 223 и задним поясным краем 227, и поперечное направление 233, которое является перпендикулярным продольному направлению 232 и которое продолжается между первым передним боковым краем 224 и вторым передним боковым краем (и между первым задним боковым краем 228 и вторым задним боковым краем 229).
В конкретных объектах, показанных на Фиг.5, боковые швы 268 изделия 220 являются постоянно соединенными, не застегиваемыми повторно боковыми швами. Например, соединение первого и второго передних боковых краев с первым и вторым задним боковыми краями создает пару постоянно прикрепленных, не застегиваемых повторно боковых швов. В других объектах, боковые швы 268 являются разъемными и повторно застегиваемыми. Например, соединение первого и второго передних боковых краев с первым и вторым задними боковыми краями создает пару разъемных и повторно застегиваемых швов. Закрытое изделие, как показано на Фиг.6, включает поясное отверстие 250 и пару ножных отверстий 252.
В конкретных объектах настоящего описания, передняя панель образует передний ластовичный край продольно противоположно переднему поясному краю, и задняя панель образует задний ластовичный край, продольно противоположно заднему поясному краю, и передний ластовичный край является продольно разнесенным от заднего ластовичного края так, что передняя панель и задняя панель являются разделенными и не интегральными друг другу.
Очевидно что одноразовые впитывающие изделия, описанные здесь, обладают схожими признаками, даже если такие признаки являются традиционно обозначенными по-разному для разных типов изделий. Настоящее описание предназначено для применения с любым продуктом, описанным здесь. Например, объект изобретения, использующий термин «боковая панель», предназначен для одинакового применения для панели, обращенной к телу, предметов гигиены взрослых и к более характерным терминам эластичная панель и растягиваемая панель. Объект изобретения, использующий термин «основной элемент», предназначен для одинакового применения к впитывающей вставке предмета гигиены взрослых. Объект изобретения, использующий термин «наружное покрытие», предназначен для одинакового применения к заднему листу предмета гигиены взрослых. Ножные отверстия, поясные отверстия, поясные ленты и ножные ленты являются схожими для всех изделий. Другие аналоги и эквиваленты будут очевидны для специалистов в данной области техники.
В одном объекте настоящего описания, эластичные панели могут быть выполнены из эластичного многослойного материала так, что композиция, которая включает эластичную пленку, ламинирована к покрытию, выдуваемому из расплава. Путем замены боковых панелей VFL новым эластичным многослойным материалом, описанным здесь, для трусов для младенцев, детей и молодых людей и замены основного элемента с прядями новым материалом, описанным здесь для трусов для взрослых, может быть достигнут внешний вид единого похожего на одежду изделия, при поддержании свойств высокого растяжения, требуемых для посадки на пользователя.
Гладкость или качество текстуры стягиваемого эластичного многослойного материала может быть измерена путем относительно простых физических измерений. Для многослойного материала, имеющего поперечное сечение, образованное плоскостью y-z, где материал является эластично функциональным вдоль оси y и плоскость х-y образует печатную поверхность многослойного материала, складки, образованные стягиваемой поверхностью в плоскости y-z, имеют описательные величины, аналогичные величинам волны. Тогда как волна имеет частоту, длину волны и амплитуду, складки поверхности имеют плотность складок, расстояние между складками и высоту складок. Это является как величиной, так и переменной этих значений, которые определяют получающуюся в результате гладкость или текстуру материала.
Регулярность высоты складок определяет равномерность и, таким образом, гладкость стягиваемой поверхности. Для многослойного материала, имеющего поперечное сечение в плоскости y-z и печатную поверхность в плоскости х-y, регулярность высоты складок, измеряемая по оси z, определяет целостность внешнего вида и ощущение многослойного материала. Правильно подобранная высота складок «волна к волне» обеспечивает такую же контактную длину на гребне каждой волны. Для эластичного многослойного материала, описанного здесь, стандартное отклонение высоты складок варьируется от 120 до 190 микрометров по сравнению с стандартным отклонением в диапазоне 240-410 микрометров для VFL с даже более чем 200% преимуществом. Величина плотности складок определяет площадь поверхности, доступную на эластичном многослойном материале. Чем больше доступная площадь, тем более гладким будет выглядеть и ощущаться материал. Со стягиваемыми многослойными материалами внешний вид и тактильное ощущение, главным образом, обеспечивается на гребне волны складки. Чем выше плотность складок, тем большая плотность поверхности на многослойном материале является доступной. Эластичные многослойные материалы, описанные здесь, имеют 1,4-2,0 складок на линейный миллиметр по сравнению с 0,7-1,10 складок на линейный мм для VFL материала и 0,7 складок на линейный мм для синтетического волокнистого многослойного материала LYCRA, что обеспечивает преимущество в 200% в гладкой площади поверхности. Плотность складок выше 1,2 складки на линейный мм является предпочтительной для удовлетворительного соответствия внешнему виду неэластичной печатной поверхности, такой как SFL. Следует отметить, что плотность складок и расстояние между складками представляют собой просто различные примеры аналогичных физических данных.
Кроме того, для эластичного многослойного материала по настоящему изобретению смежные поперечные сечения имеют стандартные отклонения расстояния между складками 165 микрометров и 187 микрометров для среднего значения расстояния между складками 670 микрометров и 714 микрометров, соответственно, тогда как VFL материал имеет стандартное отклонение расстояния между складками 230 микрометров и 410 микрометров для среднего значения расстояний между складками 1215 микрометров и 1560 микрометров, соответственно. N многослойный материал по настоящему изобретению имеет изменение в изменчивости от плоскости к плоскости менее чем 15%, тогда как VFL материал имеет изменения в изменчивости от плоскости к плоскости более чем 75%.
Эластичные многослойные материалы по настоящему изобретению также имеют диапазон высоты складок 385-521 микрометр по сравнению с 826-1552 микрометров для VFL материала и 1680 микрометров для синтетического волокнистого многослойного материала LYCRA, что приводит к преимуществу в 300%. Высота складок менее чем 700 микрометров является предпочтительной для удовлетворительного поддержания качества в функциональной области эластичного многослойного материала, подходящего для использования в эластичной панели.
Следует отметить, что величина значений волны для эластичного многослойного материала по настоящему изобретению, в среднем, составляет приблизительного половину от величины VFL материала или синтетического волокнистого материала LYCRA. Это не случайное стечение обстоятельств. Фундаментальная структура эластичного многослойного материала по настоящему изобретению является абсолютно уникальной. VFL материал и синтетический волокнистый многослойный материал LYCRA производят с использованием распыляемого или наносимого на подложку клея, что приводит к значительной величине соединения SB-SB в промежутках между прядями. Напротив, эластичный многослойный материал по настоящему изобретению имеет нулевое соединение SB-SB любого типа. В результате, когда VFL материал или синтетический волокнистый многослойный материал LYCRA стягиваются, соединенные поверхности между прядями действуют как единая подложка материала, образуя одну большую непрерывную складку между прядями и произвольные маленькие складки на поверхности прядей. Это приводит к высокому абсолютному значению волны в поперечном сечении между прядями и большим изменениям значений волны в плоскостях между прядями по сравнению с прядями. Напротив, поверхности эластичного многослойного материала по настоящему изобретению образуют складки, которые зеркально отражаются вокруг оси y и, следовательно, составляют по меньшей мере половину от сравнительного диапазона VFL материала посредством образования значений волны (и последующих стандартных отклонений). Кроме того, поскольку механическое соединение эластичного многослойного материала по настоящему изобретению является точным по сравнению с произвольным расположением точек соединения, получающихся в результате клеевого ламинирования, изменение значений волны будет даже меньше, чем могло бы ожидаться в результате одного снижения абсолютных величин.
Ламинирование эластичных многослойных материалов достигается посредством технологии узорного соединения (например, термическое точечное соединение, ультразвуковое соединение и т.д.), в которой материалы подают к зажиму, образованному по меньшей мере одним узорным валком. Посредством селективного управления конкретными параметрами процесса ламинирования, такими как содержание пленки, соединительный узор, степень натяжения пленки, условия соединения и т.д., может быть улучшена долговечность выдуваемого из расплава покрытия. В процессе ламинирования, например, отверстия и отдельные места соединений могут быть одновременно образованы в эластичной пленке. Отдельные места соединений могут быть расположены близко к (смежно или около) периметру, образованному соответствующими отверстиями, образованными путем смещения пленки. Расположение мест соединения смежно отверстиям или около них может улучшить долговечность выдуваемого из расплава покрытия путем упрочнения области, окружающей отверстия. Кроме того, содержание полимера в эластичной пленке и температура/давление ламинирования могут быть выбраны так, что пленка имеет достаточную липкость для адгезивного прикрепления к поверхности в областях, отличных от сплавленных вместе областей, посредством соединительных элементов узорного валка. Такое вторичное соединение дополнительно стабилизирует выдуваемое из расплава покрытие и делает его подходящим для печати.
Другие объекты технологии ламинирования по настоящему изобретению также могут способствовать обеспечению поверхности выдуваемого из расплава покрытия, которая подходит для печати. Например, пленка находится под натяжением в машинном направлении в процессе ламинирования. После ламинирования, однако, пленка стягивается так, что поверхность возвращается к ее исходной длине в машинном направлении, при этом собираясь и образуя складки. При формировании в соответствии с настоящим изобретением было обнаружено, что эти складки имеют относительно малую амплитуду (высоту), а также по существу одинаковую частоту по поверхности покрытия. Такая малая высота и повышенная регулярность улучшает способность к переносу чернил к «пикам» складок, таким образом, улучшая качество печати и равномерность.
Эластичная пленка по настоящему изобретению образована из одного или более эластомерных полимеров, таких как обрабатываемые плавлением, то есть термопластичные. Любой из множества термопластичных эластомерных полимеров можно, в общем, использовать в настоящем изобретении, такие как эластомерные полиэфиры, эластомерные полиуретаны, эластомерные полиамиды, эластомерные сополимеры, эластомерные полиолефины и т.д. В другом конкретном объекте используют эластомерные полукристаллические полиолефины, вследствие уникальной комбинации их механических и эластомерных свойств. То есть механические свойства таких полукристаллических полиолефинов позволяют образование пленок, которые легко апертурируют в процессе термического соединения, при этом еще поддерживая их эластичность.
Помимо полимеров, эластичная пленка по настоящему изобретению также может содержать другие компоненты, как хорошо известно в данной области. В одном объекте, например, эластичная пленка содержит наполнитель. Наполнители представляют собой частицы или другие формы материала, которые могут быть добавлены к экструзионной смеси пленочного полимера и которые не оказывают химического воздействия на экструдируемую пленку, но которые могут быть равномерно диспергированы по всей пленке. Наполнители могут служить для множества целей, включая повышение непрозрачности пленки и/или дышащей способности (например, паропроницаемости и по существу непроницаемости для жидкости). Например, пленки с наполнителями могут быть выполнены дышащими путем растягивания, которое приводит к отделению полимера от наполнителя и образованию микропористых проходов. Дышащие микропористые эластичные пленки описаны, например, в патенте США US 5997981, US 6015764 и US 6111163, McCormack и др.; US 5932497, Momian и др.; US 6461457, Taylor и др., которые включены сюда полностью посредством ссылки для всех целей.
Другие добавки также могут быть включены в пленку, такие как стабилизаторы плавления, стабилизаторы обработки, термические стабилизаторы, световые стабилизаторы, антиоксиданты, стабилизаторы теплового старения, отбеливающие агенты, антиблокирующие агенты, соединительные агенты, вещества для повышения клейкости, модификаторы вязкости и т.д.
Эластичная пленка по настоящему изобретению может быть однослойной или многослойной. Многослойные пленки могут быть изготовлены путем совместной экструзии слоев, экструзионного покрытия или любым традиционным процессом образования слоев. Такие многослойные пленки обычно содержат по меньшей мере один основной слой и по меньшей мере один слой покрытия, но могут содержать любое количество слоев по желанию. Толщину слоя (слоев) покрытия, в общем, выбирают так, чтобы по существу не ухудшать эластомерных свойств пленки. Свойства полученной в результате пленки могут, в общем, меняться по желанию.
Вообще говоря, покрытие, используемое в композите, содержит выдуваемое из расплава полотно для повышения восприимчивости покрытия к чернилам. А именно, выдуваемые из расплава полотна, в общем, имеют небольшие поры, которые позволяют чернилам проявлять лучшее поверхностное удержание при печати. Небольшой размер пор также может обеспечивать другие преимущества, такие как сдерживание прохождения жидкостей и частиц, при этом позволяя газам (например, воздуху и водяному пару) проходить через них.
Выдуваемое из расплава полотно обычно образовано из полимера, имеющего температуру размягчения, которая выше, чем температура, придаваемая в процессе соединения. Таким образом, полимер обычно не размягчается до такой степени, что волокна выдуваемого из расплава полотна становятся полностью текучими при плавлении и не способными к образованию соединений. При желании можно использовать биодеградируемые полимеры, такие, как описано выше. Синтетические или натуральные целлюлозные полимеры также можно использовать. Следует отметить, что полимер(ы) также могут содержать другие добавки, такие как технологические добавки или композиции для обработки, чтобы придать желаемые свойства волокнам, остаточные количества растворителей, пигментов или красителей и т.д.
Однокомпонентные или многокомпонентные волокна также можно использовать для формирования выдуваемого из расплава полотна. Многокомпонентные волокна, в общем, образованы из полимера или смеси полимеров, экструдируемой из одного экструдера. Многокомпонентные волокна, в общем, образованы из двух или более полимеров (например, бикомпонентных волокон), экструдируемых из отдельных экструдеров. Полимеры могут быть размещены по существу в постоянно расположенных отдельных областях по поперечному сечению волокон. Компоненты могут быть расположены в любой желаемой конфигурации, такой как оболочка-ядро, сторона к стороне, слоями, «островок в море», трехостровное расположение, «бычий глаз» или различные другие расположения, известные в данной области.
Предпочтительная плотность волокон может меняться в зависимости от желаемого применения.
Хотя это и не требуется, выдуваемое из расплава полотно, возможно, может быть соединено с использованием любой традиционной технологии, такой как посредством адгезива или автогенно (например, сплавлением и/или самоадгезией волокон без нанесения внешнего адгезива). Подходящие технологии автогенного соединения могут включать ультразвуковое соединение, термическое соединение, соединение в сквозном воздушном потоке, каландровое соединение и т.д. Как хорошо известно специалистам в данной области, требуемая температура и давление могут меняться в зависимости от многих факторов, включая узорную область соединения, свойства полимера, свойства волокон и свойства нетканого материала, но не ограничиваясь ими. Выдуваемое из расплава полотно также может быть сужено в одном или более направлениях перед ламинированием с пленкой по настоящему изобретению.
При желании выдуваемое из расплава покрытие может иметь многослойную структуру. Подходящие многослойные покрытия могут включать, например, многослойные материалы фильерного производства/выдуваемый из расплава/фильерного производства (SMS) и многослойнее материалы фильерного производства/выдуваемый из расплава (SM).
Выдуваемое из расплава покрытие также может содержать дополнительный волокнистый компонент, так что его рассматривают как композит. Например, выдуваемое из расплава полотно может быть перепутано с другим волокнистым компонентом с использованием любой из множества технологий перепутывания, известных в данной области (например, гидравлическое перепутывание, воздушное, механическое перепутывания и т.д.). В одном конкретном объекте поверхность может быть «полотном совместного формования», выполненным с помощью процесса, в котором по меньшей мере одна головка фильеры для выдувания из расплава расположена около канала, через который другие материалы добавляют к полотну в процессе его формования.
Независимо от конкретной конструкции одно особое преимущество настоящего изобретения состоит в том, что выдуваемое из расплава покрытие может иметь относительно низкий вес основы и при этом оставаться долговечным, и обеспечивать подходящую поверхность для печати. Такой низкий вес основы может обеспечивать различные преимущества, включая сниженные стоимости и улучшенную гибкость.
В дополнение к эластичной пленке и выдуваемому из расплава покрытию композит по настоящему изобретению может также включать другие покрытия, которые хорошо известны в данной области. Например, композит может включать дополнительное нетканое покрытие, такое как выдуваемое из расплава полотно, полотно фильерного производства, соединенное кардованное полотно, полотно влажной укладки, полотно воздушного формования, полотно совместного формования, гидравлически перепутанное полотно и т.д. Дополнительное покрытие (покрытия) могут быть многослойным и/или композитным материалом, таким, как описано выше.
Ламинирование осуществляют посредством технологии узорного соединения (например, термическое точечное соединение, ультразвуковое соединение и т.д.), в которой материалы подают к зажиму, образованному по меньшей мере одним узорным валком. Термическое точечное соединение, например, обычно использует зажим, образованный между двумя валками, по меньшей мере один из которых является узорным. Ультразвуковое соединение, с другой стороны, обычно использует зажим, образованный между звуковым волноводом и узорным валком. Независимо от выбранной технологии узорный валок содержит множество выступающих соединительных элементов для соединения пленки с выдуваемым из расплава покрытием.
Как указано выше, долговечность и стабильность выдуваемого из расплава покрытия улучшается путем одновременного образования отверстий и отдельных мест соединения в процессе ламинирования. Такие отверстия также могут обеспечивать желаемый уровень текстуры, мягкости, ощущений на ощупь и/или эстетической привлекательности композиту, без неблагоприятного воздействия на его эластичные свойства. Образование отверстий и соединений осуществляют в настоящем изобретении путем селективного управления конкретными параметрами процесса ламинирования, такими как состав пленки, узор соединения, степень натяжения пленки, условия соединения и т.д. Размер соединительных элементов, например, может быть специально подогнан для облегчения образования отверстий в пленке и улучшения соединения между пленкой и выдуваемым из расплава покрытием.
Кроме размера соединительных элементов всем соединительным узором также можно селективно управлять для достижения желаемого образования отверстий. Таким образом, соединительные элементы будут обеспечивать относительно большую поверхность для пленки в направлении, по существу перпендикулярном направлению, в котором перемещается пленка. Это увеличивает область, по которой прикладывают напряжение сдвига к пленке, и, в свою очередь, облегчает образование отверстий.
Узор соединительных элементов, в общем, выбирают так, что нетканый композитный материал имеет общую площадь поверхности менее чем около 50% (как определено традиционными способами с использованием оптических микроскопов) и, в некоторых объектах, менее чем около 30%.
Выбор соответствующей температуры соединения (например, температуры нагретого валка) будет способствовать плавлению и/или размягчению эластомерного полимера (полимеров) с низкой температурой плавления пленки в областях, смежных соединительным элементам. Размягчаемый эластомерный полимер(ы) затем может протекать и смещаться в процессе соединения, например, посредством давления, воздействующего на соединительные элементы. Смещенные участки пленки, окружающие отверстия, также могут сплавляться с выдуваемым из расплава покрытием, образуя при этом интегральный нетканый композитный материал. Кроме того, поскольку эластомерный полимер(ы) может физически захватывать или адгезивно прикрепляться к волокнам в местах соединений, правильное образование соединений может быть достигнуто, не требуя существенного размягчения полимера (полимеров), используемого для формирования выдуваемого из расплава покрытия. Таким образом, выдуваемое из расплава покрытие остается по существу несоединенным с пленкой или другими материалами в тех областях, которые расположены непосредственно смежно (например над или под) отверстиям. Кроме того, выдуваемое из расплава покрытие также, в общем, является неапертурированным, хотя можно, конечно, выполнить некоторые небольшие разрезы или разрывы в процессе обработки.
Для получения такого одновременного образования отверстий и соединений без по существу размягчения полимера (полимеров) выдуваемого из расплава покрытия, температурой и давлением соединения можно селективно управлять. Аналогично, давление, осуществляемое валками («давление зажима»), в процессе термического соединения может меняться. Конечно, на время пребывания материала могут влиять конкретные используемые параметры соединения.
Другой фактор, который оказывает влияние на одновременное образование отверстий и соединений, представляет собой степень натяжения в пленке в процессе ламинирования. Повышение натяжения пленки, например, обычно соответствует увеличению размера отверстия. Конечно, натяжение ленки, которое является слишком высоким, может негативно влиять на целостность пленки.
Пленка может быть «предварительно растянутой» (до ламинирования) с помощью валков, вращающихся с разными скоростями вращения, так что лист растягивается до желаемой степени растяжения в машинном направлении. Эта неаксиально растянутая пленка может быть ориентирована в поперечном машинном направлении с образованием «биаксиально растянутой» пленки. Профиль ориентации температуры в процессе «предварительного растягивания», в общем, ниже точки плавления одного или более полимеров в пленке, но является достаточно высоким, чтобы позволить вытягивание или растяжение композиции. При «предварительном растягивании» описанным выше способом степень растяжения в процессе ламинирования может быть увеличена, сохранена или слегка снижена (стянута) до желаемой степени натяжения.
При ламинировании эластичную пленку соединяют с выдуваемым из расплава покрытием и апертурируют. Размер и/или узор полученных в результате отверстий, в общем, соответствует размеру и/или узору соединительных элементов. То есть отверстия могут иметь длину, ширину, соотношение размеров и ориентацию, как описано выше. Аналогично, продольная ось одного или более отверстий (самый длинный размер вдоль центральной линии отверстия) может быть скошена относительно машинного направления эластичной пленки.
При формировании эластичная пленка может стягиваться в направлении ее исходной длины в машинном направлении и становиться более короткой в машинном направлении, при этом образуя «складки» в выдуваемом из расплава покрытии. Полученный в результате эластичный композитный материал, таким образом, становится растяжимым в машинном направлении до той степени, что складки в покрытии могут становиться плоскими, при этом позволяя эластичной пленке удлиняться.
Вообще говоря, полученные в результате «складки» в выдуваемом из расплава покрытии имеют относительно небольшую амплитуду (высоту) и длину волны (расстояние от пика до пика), при этом обеспечивая поверхность, более подходящую для печати. Полагают, что складки, имеющие небольшую высоту и длину волны (высокую плотность), могут улучшать качество печати посредством обеспечения большей эффективной площади поверхности для переноса чернил.
Дополнительные детали, касающиеся эластичных многослойных материалов по настоящему изобретению, могут быть найдены в находящейся на рассмотрении патентной заявке США №2008/0095978, озаглавленной «Nonwoven composite containing an aperture elastic film» (Нетканый композитный материал, содержащий эластичную пленку с отверстиями), и в находящейся на рассмотрении патентной заявке США №12/580847, озаглавленной «Matching absorbent article components for a uniform appearance» (Соответствующие компоненты впитывающего изделия для единообразного внешнего вида), которые включены сюда посредством ссылки в той степени, которая не противоречит изложенному здесь.
Материалы и процессы, подходящие для формирования таких впитывающих изделий, хорошо известны специалистам в данной области. Впитывающие изделия могут включать, например, по существу непроницаемый для жидкости слой (например, наружное покрытие), проницаемый для жидкости слой (например, обращенную к телу подкладку, слой распределения жидкости и т.д.) и впитывающую сердцевину. В одном конкретном объекте настоящего изобретения печатный нетканый композитный материал может быть использован для формирования по существу непроницаемого для жидкости слоя (например, наружного покрытия) впитывающего изделия. В другом объекте печатный нетканый композитный материал по настоящему описанию может быть использован для формирования проницаемого для жидкости слоя (например, обращенной к телу подкладки, слоя распределения жидкости) впитывающего изделия.
Возвращаясь к Фиг.1-3, трусы 20 могут иметь боковые панели 34, 134, прикрепленные друг к другу для закрепления трусов 20 вокруг талии пользователя. Боковые панели 34, 134 могут быть закреплены посредством соединения, механических застежек или любым другим подходящим способом и могут быть закреплены постоянно, отрываемым способом или повторно застегиваемым способом. Показанные трусы 20 включают застегивающую систему 80 для повторно застегиваемого закрепления трусов вокруг талии пользователя. Показанная застегивающая система 80 включает первые застегивающие компоненты 82, приспособленные для повторно застегиваемого зацепления с соответствующими вторыми застегивающими компонентами 84. В одном объекте одна поверхность каждого из первых застегивающих компонентов 82, 84 включает множество зацепляющих элементов, которые выступают от этой поверхности. Зацепляющие элементы первых застегивающих компонентов 82 приспособлены для повторного зацепления и разъединения зацепляющих элементов вторых застегивающих компонентов 84.
Застегивающие компоненты 82, 84 могут включать отдельные элементы, соединенные с боковыми панелями 134, 34, или они могут быть интегрально образованы с боковыми панелями. Таким образом, если не указано иное, выражение «застегивающий компонент» включает отдельные компоненты, которые функционируют в качестве застежек, и области материалов, такие как боковые панели 34, 134, которые функционируют как застежки. Кроме того, один материал может образовывать множество застегивающих компонентов в такой степени, что различные области материала функционируют как отдельные застежки. Застегивающие компоненты 82, 84 могут быть расположены на боковых панелях 134, 34 между боковыми панелями, например, на впитывающем основном элементе или комбинации этих двух.
Компоненты, выравнивание и изделия могут быть проверены используя инфракрасную систему проверки, такую как описана в U.S. 6885451, Vogt, et al., и в находящейся на рассмотрении патентной заявке США №12/580765 под названием "Disposable Absorbent Articles Incorporating Black-Free Colorants" (Одноразовые Впитывающие Изделия, Включающие Красители, Не Содержащие Черного), каждый из которых включен сюда посредством ссылки в той степени, чтобы не противоречить описанному здесь.
Примеры подходящих материалов и процессов, с помощью которых компоненты могут быть выполнены и снабжены печатью, могут быть найдены в находящейся на рассмотрении заявке США №12/023447, озаглавленной «Printable elastic composite» (Печатный эластичный композитный материал), которая включена сюда посредством ссылки в той степени, в которой не противоречит указанному здесь.
Впитывающие продукты часто выполняют из множества материалов и компонентов, которые обычно отличаются по внешнему виду и ощущениям. Реальное нижнее белье из ткани, однако, в общем, выполняют из одного материала основного элемента и поясных и ножных полос. В результате реальное нижнее белье из ткани имеет единообразный внешний вид и ощущения. Что касается одноразовых впитывающих продуктов, выполненных из множества нетканых компонентов, потребители, в общем, предпочитают продукты, которые более точно имитируют внешний вид реального тканевого нижнего белья. Это предпочтение приводит к необходимости снижения действительных различий во внешнем виде одноразового впитывающего изделия из-за его различных материалов и компонентов и создания впечатлений аналогичного внешнего вида и ощущений у различных материалов.
Попытки произвести одноразовые впитывающие продукты с внешним видом и ощущением реального предмета одежды терпели неудачу в обеспечении желаемого цельного внешнего вида. Для управления расходами эластичные панели с одним набором свойств материала часто комбинируют с центральным основным элементом, имеющим другие свойства материала. Например, в закрытых трусах эластичные панели имеют сосборенную текстуру, в которой основной элемент, поскольку не должен растягиваться, традиционно имеет более гладкую текстуру. Нанесение печати на эти два различных материала с одинаковой желаемой структурой приводит к значительной разнице, как во внешнем виде печатного графического изображения, из-за разницы в том, как чернила взаимодействуют с разными материалами, так и в растяжении эластичной панели.
Одним решением этой проблемы является производство текстуры в одном или более компонентов, соответствующей другим компонентам в одноразовом впитывающем изделии.
Любая печатная технология может использоваться для нанесения чернил на поверхность выдуваемого из расплава покрытия, такая как гравюрная печать, флексографическая печать, трафаретная печать, струйная печать, лазерная печать, термотрансферная печать, пистонная печать и т.д. В одном конкретном объекте технологии струйной печати применяют для нанесения чернил на выдуваемое из расплава покрытие. Струйная печать является неконтактной печатной технологией, которая включает подачу чернил через маленькое сопло (или ряд сопел) с образованием капель, которые направляют к подложке. Используют, в общем, две технологии, то есть "DOD «капля по требованию» или «непрерывную» струйную печать. В непрерывных системах чернила выпускают непрерывным потоком под давлением через по меньшей мере одно отверстие или сопло. Поток возмущают посредством исполнительного механизма под давлением для разрушения потока на капли на фиксированном расстоянии от отверстия. DOD системы, с другой стороны, используют исполнительный механизм под давлением на каждом отверстии для разрушения чернил на капли. Исполнительный механизм под давлением в каждой системе может быть пьезоэлектрическим кристаллом, акустическим устройством, термическим устройством и т.д. Выбор типа струйной системы меняется в зависимости от типа материала, на который наносят печать от печатной головки. Например, проводящие материалы иногда требуются для непрерывных систем, поскольку капли отклоняются электростатически.
Конкретный тип или стиль узора чернил не является ограничительным фактором в описании и может включать, например, размещение полос, лент, точек или других геометрических форм. Узор может включать средство индикации (например, товарные знаки, текст и логотипы), цветочные узоры, абстрактные узоры, любые конфигурации иллюстраций и т.д. Узор может быть предназначен для конкретного класса потребителей.
Например, в случае подгузников или обучающих трусов, узор может быть в форме персонажей мультфильмов и т.д. Следует отметить, что «узор» может принимать в сущности любой желаемый вид. Схема печати может оставлять немного или не оставлять белого пространства, или схема печати может оставлять некоторое количество или много белого пространства.
Чернила, в общем, включают один или более красителей (например, пигменты, краски и т.д.), которые придают конкретный цвет покрытию, такой как черный, белый, желтый, голубой, пурпурный, красный, зеленый, синий и т.д. Например, краситель может быть неорганическим или органическим пигментом. Некоторые примеры промышленно доступных органических пигментов, которые можно использовать в настоящем изобретении, включают пигменты, которые доступны от фирмы Clariant Corp., Charlotte, North Carolina, под торговыми наименованиями GRAPHTOL® или CARTAREN®. Другие пигменты, такие как лаковые смеси (голубой лак, красный лак, желтый лак и т.д.), также можно использовать. Неорганические и органические красители также можно использовать в качестве красящего вещества. Примерные классы органических красителей включают триарилметил красители, моноазокрасители, тиазиновые красители, оксазиновые красители, нафталимидовые красители, азиновые красители, цианиновые красители, красители индиго, кумариновые красители,бензимидазольные красители, пара-хиноидные красители, флуоресцентные красители, красители диазониевой соли, азоиновые-диазоиновые красители, фенилендиаминовые красители, диазокрасители, антрахиноидные красители, тризазокрасители, ксантановые красители, профлавиновые красители, сульфонафталеиновые красители, фталацианиновые красители, каротеноидные красители, красители карминовой кислоты, азуровые красители, акридиновые красители и т.д. Один особенно подходящий класс красителей включает антрахиноидные смеси, которые могут быть классифицированы для идентификации показателя их колор-индекса (CI). Например, некоторые подходящие антрахиноиды, которые можно использовать в настоящем изобретении, как классифицируется их показателем CI, включают Acid Black 48, Acid Blue 25 (D&C Green №5), Acid Blue 40, Acid Blue 41, Acid Blue 45, Acid Blue 129, Acid Green 25, Acid Green 27, Acid Green 41, Mordant Red 11 (Ализарин), Mordant Black 13 (Alizarin Blue Black B), Mordant Red 3 (Alizarin Red S), Mordant Violet 5 (Alizarin Violet 3R), Natural Red 4 (карминовая кислота). Disperse Blue 1, Disperse Blue 3, Disperse Blue 14, Natural Red 16 (Пурпурин), Natural Red 8, Reactive Blue 2 и т.д.
Перед нанесением краситель обычно растворяют или диспергируют в растворителе с образованием чернил. Любой растворитель, способный растворять или диспергировать компоненты, является подходящим. Концентрация растворителя в чернильной композиции, в общем, достаточно высока, чтобы позволить легкое нанесение, обработку и т.д.
Чернила могут также включать различные другие компоненты, которые хорошо известны в данной области, такие как стабилизаторы красителя, фотосенсибилизаторы, связующие, растворители, поверхностно активные вещества, увлажнители, биоциды или биостаты, электролитические соли, регуляторы рН и т.д. Другие добавки также могут быть включены для улучшения свойств чернил, такие как хелатообразующий агент для отделения ионов металла, которые могут вступать в химические реакции через некоторое время, ингибитор коррозии, который помогает защищать металлические компоненты принтера или системы подачи чернил, биоцид или биостат для контроля нежелательного роста бактерий, грибка или дрожжевых грибков в чернилах и поверхностно активное вещество для регулирования поверхностного натяжения чернил.
В одном из объектов настоящего изобретения, два или более компонента являются напечатанными с одним графическим изображением или узором для маскировки собственного внешнего вида материалов, из которых эти компоненты выполнены и/или для маскировки физической структуры этих компонентов или самого изделия.
Получаемый в результате внешний вид может быть создан нанесением печатью объектов графического изображения, случайного графического изображения, фонового узора, имитации текстуры или некоторой их комбинации. Нанесение печати охватывает множество компонентов и может уменьшать площадь белого и/или с не нанесенной печатью пространства на наружной поверхности изделия. Нанесение печати может быть использовано для прерывания областей белого пространства или для оптимизации использования белого пространства на изделии иным образом.
Многочисленные объекты настоящего описания могут быть использованы для достижения единообразного вида. Например, маскирующий узор может выступать как основное или фоновое графическое изображение, и полное графическое изображение может включать такие элементы, как поясная лента, ножные ленты, объекты графического изображения и случайные графические изображения. Несмотря на то что нетканые материалы и компоненты, изготовленные из них, обычно имеют белый фон, нанесение печати, описанное здесь, может быть выполнено на пигментированных субстратах, таких как розовое наружное покрытие и розовые эластичные панели, или на комбинации пигментированных и не пигментированных субстратов, таких как белое наружное покрытие с розовыми эластичными панелями. Ключевым аспектом является то, что нанесение печати выполняют на по меньшей мере одном материале для достижения единообразного вида по периметру множества материалов.
В другом объекте настоящего изобретения, когда происходит нанесение печати на материал компонентов, которые не растягиваются, различаются в растяжимости или которые могут или не могут быть полностью растянутыми при использовании, предпочтительно наносить печатью графическое изображение, которое не сильно искажается во время использования различных материалов, растягиваемых в различной степени. В дополнение, на материалы с переменными или не единообразными характеристиками растягиваемости в различных областях может быть нанесена печать таким образом, что различные области имеют схожий внешний вид. На практике, материалы должны обеспечивать схожий вид, когда извлекаются из упаковки и когда носятся пользователем. Одним способом достижения этого является оптимизация нанесенного печатью графического изображения для включения идентичных или по существу схожих элементов в различных размерах. Например, нанесенное печатью графическое изображение может включать звезды по меньшей мере двух размеров так, что меньшие звезды, когда растянуты, похожи на большие звезды. Это обеспечивает то, что некоторые из элементов выглядят одинаково как на наружном покрытии, так и на эластичной панели, когда извлекаются из упаковки и когда носятся пользователем. В другом примере, не единообразная синусоидальная волна, так что одна с высокой и низкой высотами и/или с широкой или узкой шириной, могут быть использованы для лучшего воспроизведения вида как растягиваемого материала в различных состояниях, так и не растягиваемого материала.
В другом объекте настоящего описания, и как очевидно специалистам в данной области техники, характеристики материала субстрата для нанесения печати должны быть рассмотрены, когда выбирается субстрат, способ нанесения печати, чернила и планируемый результат.
В типовом одноразовом впитывающем изделии, области белого или пространства с не нанесенной печатью на основном элементе и эластичные панели имеют тенденцию к подчеркиванию физической структуры изделия с помощью, например, выделения швов, присущей структуры и других признаков материала. С использованием нанесения печати для маскирования таких текстуры и физических структур, области белого или пространства с не нанесенной печатью на основном элементе и эластичных панелях могут быть использованы для отображения единообразного вида всего изделия.
В одном из примеров этого объекта, как на наружное покрытие, так и на эластичные панели трусов, наносится печатное изображение так, что материалы, из которых эти компоненты изготовлены, выглядят разными в их исходном состоянии, но теперь подходят друг другу. Единожды эти компоненты будучи собранными в трусы, трусы начинают выглядеть как единое белье потому, что растягиваемые и не растягиваемые материалы выглядят, по существу, одинаково. В одном примере, на компоненты может быть нанесен печатью узор термического трикотажа или трикотажа с рубчиком.
В другом объекте настоящего описания, на один компонент может быть нанесена печать для совпадения с собственным присущим внешним видом материала, из которого изготовлен другой компонент.
Хотя описание здесь в большей степени направлено на нанесение печати на эластичные панели для маскировки или имитации внешнего вида наружного покрытия, такое же описание может быть использовано для нанесения печати на наружное покрытие для маскирования или имитации внешнего вида эластичной панели или для нанесения печати на любой компонент изделия для маскирования или имитации внешнего вида других компонентов изделия.
Единообразный вид всего множества компонентов может быть достигнут имитацией собственного внешнего вида материала одного компонента с не наносимой печатью, посредством нанесения печати, копирующей собственный внешний вид, на другой компонент. Это является не просто копированием цвета между различными неткаными материалами. Компонент, нанесенный печатью, печатают таким образом, чтобы он имел внешний вид, присущий компоненту без нанесенной печати.
Когда наносится печать на материал компонентов, которые не растягиваются, которые отличаются в растяжении или могут или могут не полностью растягиваться при использовании, предпочтительно наносить печатное изображение, которое не сильно искажается во время использования различных материалов растягиваемых в различной степени. В различных способах, печать наносится для копирования как присущего внешнего вида изделия в его нерастянутом состоянии, так и в состоянии только что вынутого из упаковки или средне растянутом состоянии изделия, когда оно носится пользователем.
Дополнительно, нанесенное печатью графическое изображение текстуры может выступать как основное или фоновое графическое изображение, и все графические изображения могут включать такие элементы, как поясная лента, ножные ленты, объекты графического изображения и случайные графические изображения. Материалы, которые должны совпадать, могут быть пигментированными или не пигментированными.
В альтернативном объекте настоящего изобретения нанесенное печатью графическое изображение текстуры может имитировать текстуру или внешний вид одного участка другого компонента больше, чем конкретный материал, из которого этот компонент изготовлен. Например, нанесенное печатью графическое изображение текстуры может быть напечатано на эластичной панели для имитации складок в эластичной поясной ленте основного элемента так, чтобы обеспечивать внешний вид единообразной эластичной поясной ленты.
Дополнительные детали, касающиеся способов для измерения визуальных и тактильных свойств, и продукты, демонстрирующие такие свойства, могут быть найдены в патентной заявке США №US 2006/0161129 и US 2006/0161130 и патенте США №6174303, описания которых сюда включены посредством ссылки в той степени, чтобы не противоречить описанному здесь.
Как показано, поверхность, на которую наносится печатное изображение различных материалов, таких как растягиваемая эластичная панель и не растягиваемое наружное покрытие может успешно выглядеть одинаково, если позаботиться о создании текстуры поверхности на не растягиваемом материале, которая выглядит сходно с текстурой растягиваемого материала в свободном состоянии. Предпочтительная текстура достигается с помощью экспериментов с весом основы покрытия и соединительным узором, как описано более подробно далее.
Альтернативно, графическое изображение текстуры, нанесенное печатью на растягиваемый материал, может быть выполнено так, что растягиваемый материал имеет внешний вид, более гладкий, чем при ощущении реальной гладкости. В одном примере светло серый-узор напечатан на эластичную панель, чтобы позволить эластичной панели выглядеть более гладко в текстуре.
В другом объекте настоящего описания, не желательно иметь узор текстуры, нанесенной печатью, имитирующий присущий внешний вид другого компонента, если такой присущий внешний вид имеет эстетический раздражитель (например, непривлекательный или грубый), чем нарушает предпочтительный единообразный вид изделия. В этом объекте, часто лучше использовать нанесение печати для маскирования присущего внешнего вида различных компонентов. В одном примере изображение светло-серого узора наносится печатью на растягиваемый материал эластичной панели, и открытый светло-серый узор наносится печатью на не растягиваемый материал наружного покрытия для маскирования внешнего вида каждого компонента.
Следует отметить, что настоящее изобретение охватывает комбинацию различных типов печати, а также комбинацию внутренней и наружной печати. Один или более типов печати можно использовать в одном изделии, при этом тип печати включает цифровую печать, флексографическую печать, гравюрную, контактную, неконтактную, онлайн и офлайновую печать, но не ограничивается ими. Кроме того, печать может быть поверхностной печатью на самом наружном слое заданного компонента, или печать может быть на внутренней поверхности или на внутреннем слое заданного компонента, так что печать видна на поверхности этого компонента. Например, изделие может быть произведено с наружной печатью на одном компоненте, и печать расположена между материалами, такими как пленка и поверхность, обращенная к различным компонентам.
В дополнительных примерах растягиваемый материал, такой как может использоваться в эластичной панели, может иметь наружно нанесенное печатное изображение, при этом нерастягиваемый участок наружного покрытия может иметь внутреннее печатное изображение, или наоборот. Изделие может иметь как наружное, так и внутреннее печатное изображение на поверхности изделия, обращенной к одежде, или, альтернативно или дополнительно, на поверхности изделия, обращенной к телу. Барьерный материал и/или небарьерный материал может иметь печатное изображение. Дышащий и/или недышащий материал может иметь печатное изображение. Материалы с различными типами печати могут быть прикреплены непосредственно друг к другу и могут быть либо одним и тем же материалом (например, соединение эластичной панели с эластичной панелью), либо различными материалами (например, основная панель со вставкой). Материалы могут меняться по толщине, текстуре, топографии и любым другим подходящим характеристикам.
В еще одном дополнительном примере нанесенные случайным образом печатные графические изображения могут быть объединены с совмещенными изображениями. Графические изображения могут быть скомбинированы на материалах с внутренней печатью и наружной печатью. Печать может быть выполнена на пигментированном или иначе окрашенном материале и/или на непигментированном или «белом» материале.
В одном конкретном объекте настоящего изобретения на эластичные панели одноразового впитывающего изделия нанесена печать на обращенной наружу поверхности их материала эластичной панели, тогда как на наружном покрытии одноразового впитывающего изделия нанесена печать на пленку наружного покрытия и покрыта нетканым покрывающим слоем. Фактически изделие по этому варианту выполнения имеет печатное изображение как снаружи (эластичные панели), так и внутри (наружное покрытие). Более конкретно, в этом варианте выполнения эластичные панели имеют флексографическое офлайновое печатное изображение. Пленка наружного покрытия также имеет флексографическое офлайновое печатное изображение и покрыта нетканым покрытием. Оба материала затем вводят в процесс производства изделия, так что печать на эластичных панелях совмещается с печатью на наружном покрытии.
В другом конкретном объекте настоящего изобретения одноразовые впитывающие изделия имеют наружное покрытие с флексографической печатью (внутренняя печать) и поясную ленту с цифровой печатью (внешняя печать) на эластичных панелях.
Различные объекты настоящего изобретения могут либо растягиваться в машинном направлении, либо в поперечном машинном направлении процесса. В одном примере изделие с трехкомпонентным основным элементом может включать нанесение печати на основные панели и вставку. На такое изделие может быть нанесена цифровая печать на наружной поверхности основной панели, такая как этикетка на задней части, и нанесено внутреннее печатное изображение на вставку. Варианты этого примера могут включать любые комбинации внутреннего, наружного, цифрового, флексографического или любого другого подходящего способа печати.
Хотя настоящее описание, в общем, раскрывает растягиваемые материалы с нанесенной печатью с наружной печатью и нерастягиваемые материалы с внутренней печатью, обратное также можно использовать с растягиваемыми материалами, имеющими внутреннюю печать и нерастягиваемыми материалами, имеющими наружную печать. Кроме того, оба материала могут быть растягиваемыми, оба могут быть нерастягиваемыми, оба могут иметь внутреннюю печать или оба могут иметь наружную печать. Дополнительные детали, касающиеся различных материалов и компонентов, могут быть найдены в публикации патентной заявки США US №2005/0217791 и в патентах США №US 5562037, 5566616, 5501149, 5597642, 5612118 и 6231715, каждый из которых включен сюда посредством ссылки в той степени, в которой не противоречит изложенному здесь.
На практике, одноразовые впитывающие изделия по настоящему изобретению могут иметь различные компоненты, нанесенные с помощь печати. Материалы, подходящие для использования в производстве наружного покрытия и эластичных панелей, могут быть выбраны, как описано ранее. Материалы, используемые в производстве наружного покрытия, типично отличаются от материалов, используемых в производстве эластичных панелей, хотя это и не является требованием в производстве изделия. Наружное покрытие в произведенном изделии имеет центральную область наружного покрытия, расположенную, обычно, в передней и/или задней поясных областях. Центральная область наружного покрытия не включает поясную ленту или ножные ленты. Центральная область наружного покрытия имеет внешний вид центральной области наружного покрытия, который является физическим внешним видом центральной области наружного покрытия. Должно быть отмечено, что центральные области, описанные здесь, являются произвольными площадями, взятыми для включения экземпляра или образца нанесения печати, текстуры или общего внешнего вида области. Такие области являются, в общем, расположенными центрально в продольном направлении между ножными отверстиями и поясным отверстием и не включают нанесенные печатью поясные ленты или нанесенные печатью ножные ленты. Центральные области предназначены позволить сравнить внешний вид площадей изделия. Хотя показанные на Фиг.2, 4 и 5 являются, в общем, овальными, центральные области могут быть любой подходящей формы.
На эластичную панель наносят печать как до, так и после прикрепления к основному элементу, как описано выше. На эластичную панель может наноситься печать для соответствия внешнему виду центральной области наружного покрытия, независимо от того, наносится ли печать на центральную область наружного покрытия. На эластичную панель может наноситься печать для соответствия печати на центральной области наружного покрытия, или на эластичную панель может наноситься печать для соответствия текстуре наружного покрытия материала, из которого выполнено наружное покрытие. В обоих случаях, на центральную область эластичной панели наносится печать для достижения внешнего вида, идентичного или по существу сходного внешнему виду центральной области наружного покрытия. Вторая, третья и четвертая эластичные панели могут быть произведены во многом таким же образом.
Кроме того, изделие может быть произведено так, что центральная область наружного покрытия и центральная область первой эластичной панели не имеют латерального промежутка между ними или могут быть расположены так, что латеральный промежуток в нанесении печати присутствует между областями. Другими словами, центральная область наружного покрытия и центральная область эластичной панели могут быть продолжающейся областью нанесения печати или другого внешнего вида, или может быть латеральный промежуток между центральной областью наружного покрытия и центральной областью эластичной панели. В конкретных примерах, латеральный промежуток между центральной областью наружного покрытия и центральной областью первой эластичной панели должен быть меньше чем 15 мм, предпочтительно менее чем 10 мм, более предпочтительно менее чем 5 мм и наиболее предпочтительно 0 мм. Должно быть отмечено, что некоторые нанесенные печатью изображения, такие как изображения с вертикальными полосками, могут включать собственный латеральный промежуток как часть их узора. Такой собственный латеральный промежуток не включен сюда в определение латерального промежутка.
В другом объекте настоящего описания, латеральный периметр, взятый между поясным отверстием и верхом ножных отверстий, может быть виден в пересечении по меньшей мере двух эластичных панелей. На каждый компонент вдоль периметра может быть нанесена печать так, что по меньшей мере участок каждого компонента является идентичным или по существу сходным во внешнем виде другим компонентам. В дополнение, на наружное покрытие, если не по периметру, также может быть нанесена печать для идентичности или по существу сходности во внешнем виде с другими компонентами.
В еще одном объекте настоящего изобретения, трусы 20 могут также включать поясную ленту с нанесенной печатью и/или ножные ленты с нанесенной печатью, как описано в находящейся на рассмотрении патентной заявке США №12/580529, озаглавленной «Выравнивание ножных и поясных лент в одноразовых впитывающих изделиях» (Alignment Of Leg And Waist Bands On Disposable Absorbent Articles), которая включена сюда посредством ссылки в той степени, в которой не противоречит изложенному здесь.
Хотя изобретение было описано более подробно относительно конкретных его вариантов выполнения, специалисту в данной области будет очевидно, что при понимании указанного выше легко можно получить альтернативы или варианты и эквиваленты этих вариантов выполнения. Соответственно, объем настоящего изобретения должен определяться прилагаемой формулой изобретения и ее эквивалентами.
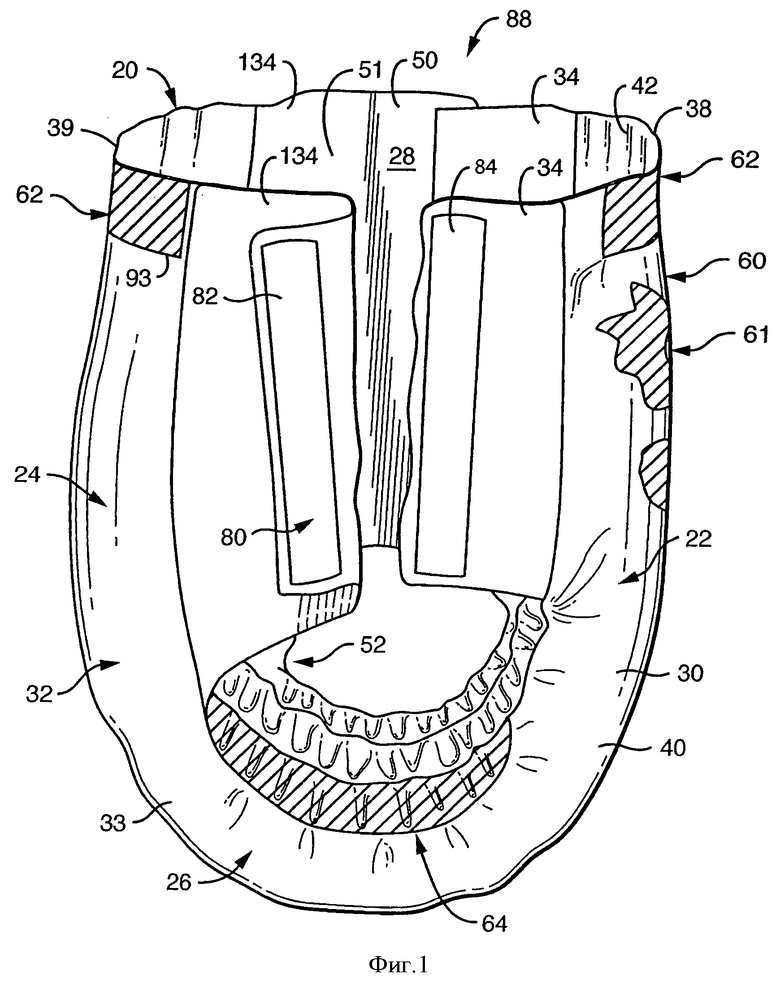
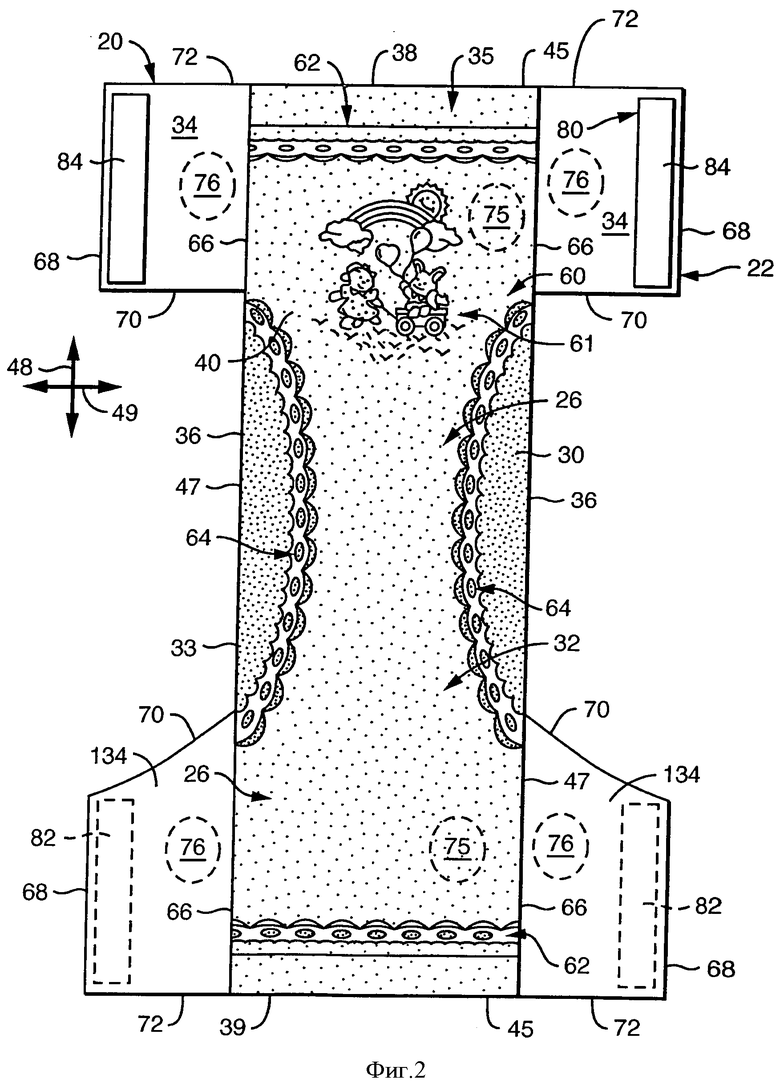
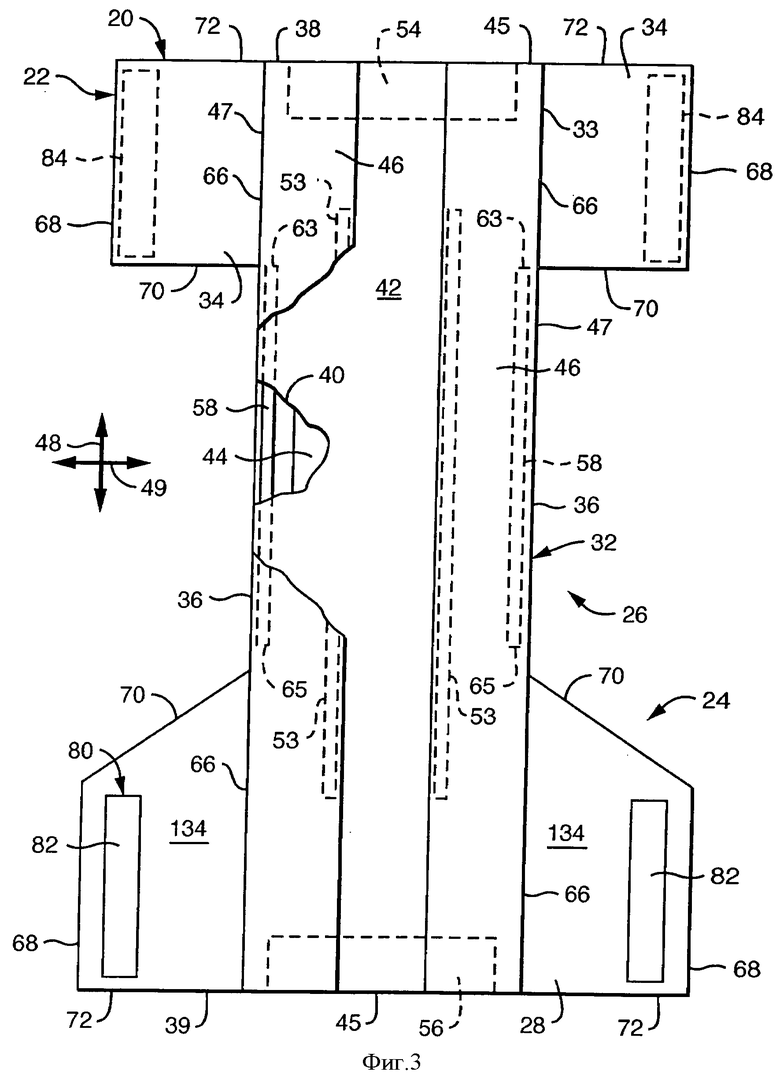
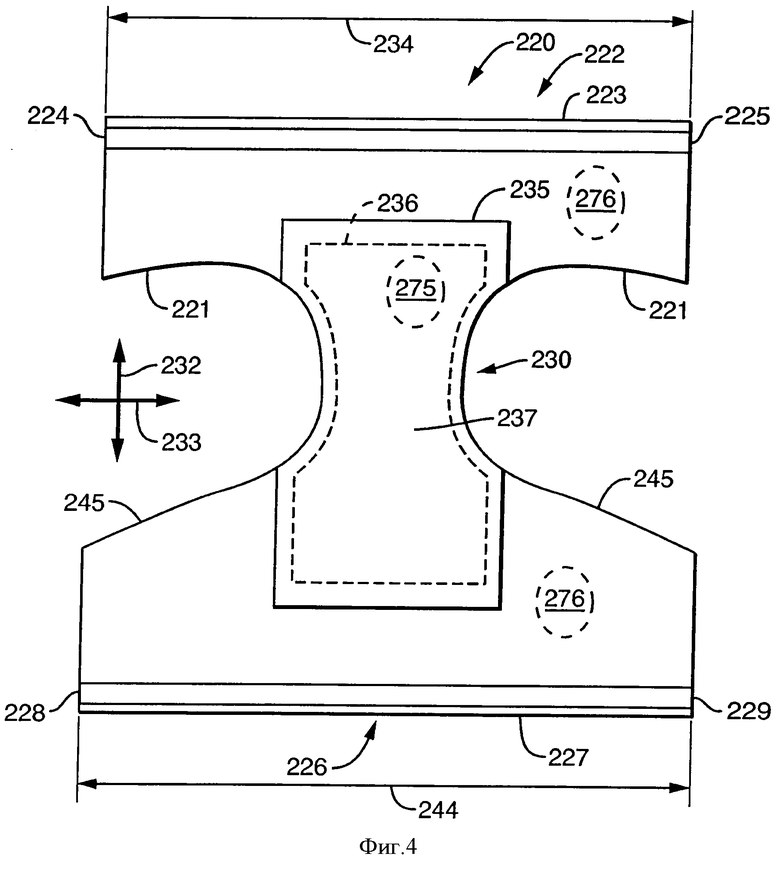
Представлен способ производства одноразового впитывающего изделия, имеющего множество компонентов, включающий выбор первого материала, подходящего для использования в качестве наружного покрытия; производство основного элемента, включающего наружное покрытие, причем наружное покрытие включает центральную область наружного покрытия, имеющую внешний вид центральной области наружного покрытия; выбор второго материала, подходящего для использования в качестве эластичной панели, при этом второй материал отличается от первого материала и производство первой эластичной панели, имеющей центральную область первой эластичной панели. Способ также включает нанесение печатного графического изображения на первую эластичную панель на центральную область первой эластичной панели; и прикрепление первой эластичной панели к основному элементу, при этом выбор и нанесение печати выполняют так, что центральная область первой эластичной панели обеспечивает внешний вид, по существу схожий с внешним видом центральной области наружного покрытия. 4 н. и 16 з.п. ф-лы, 5 ил. 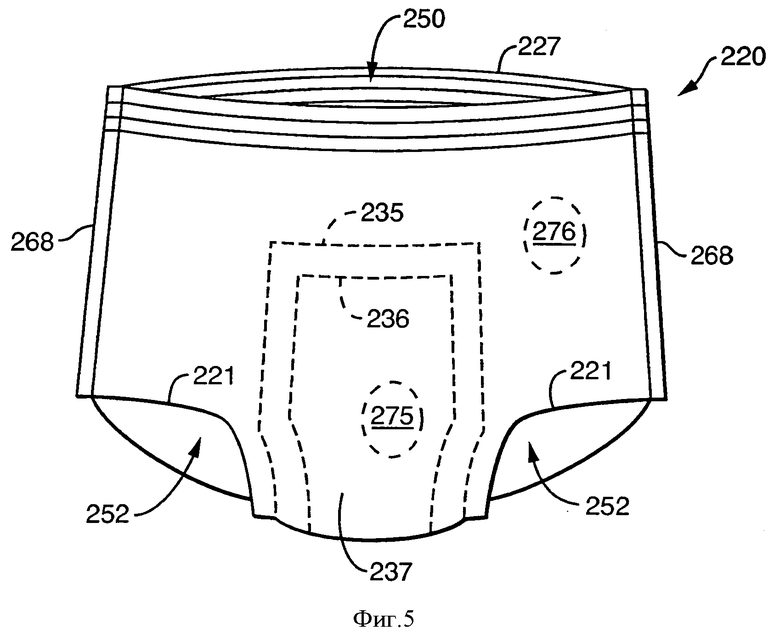
1. Способ производства одноразового впитывающего изделия, имеющего множество компонентов, предусматривающий: выбор первого материала, подходящего для использования в качестве наружного покрытия; производство основного элемента, включающего наружное покрытие, причем наружное покрытие включает центральную область наружного покрытия, имеющую внешний вид центральной области наружного покрытия; выбор второго материала, подходящего для использования в качестве эластичной панели, при этом второй материал отличается от первого материала; производство первой эластичной панели, имеющей центральную область первой эластичной панели; нанесение печатью графического изображения первой эластичной панели на центральную область первой эластичной панели; и прикрепление первой эластичной панели к основному элементу, при этом выбор и нанесение печати выполняют так, что центральная область первой эластичной панели обладает внешним видом, по существу сходным внешнему виду центральной области наружного покрытия.
2. Способ по п. 1, в котором внешний вид центральной области наружного покрытия включает внешний вид текстуры наружного покрытия, и при этом нанесенное печатью графическое изображение первой эластичной панели наносят печатью для получения внешнего вида, по существу сходного внешнему виду текстуры наружного покрытия.
3. Способ по п. 1, в котором внешний вид центральной области наружного покрытия включает нанесенное печатью графическое изображение наружного покрытия, при этом нанесенное печатью графическое изображение наружного покрытия является по существу сходным нанесенному печатью графическому изображению первой эластичной панели.
4. Способ по п. 3, в котором нанесенное печатью графическое изображение наружного покрытия и нанесенное печатью графическое изображение первой эластичной панели совместно используют цветовую палитру.
5. Способ по п. 3, в котором нанесенное печатью графическое изображение наружного покрытия и нанесенное печатью графическое изображение первой эластичной панели совместно используют графические элементы.
6. Способ по п. 3, в котором нанесенное печатью графическое изображение наружного покрытия и нанесенное печатью графическое изображение первой эластичной панели совместно используют графическую тему.
7. Способ по п. 3, в котором нанесенное печатью графическое изображение наружного покрытия и графическое изображение первой эластичной панели, каждое, включают графические элементы, которые являются по существу сходными за исключением, по меньшей мере, двух размеров, когда изделие является не растянутым, и по существу сходными в размере, когда изделие является растянутым.
8. Способ по п. 1, в котором нанесенное печатью графическое изображение первой эластичной панели включает повторяющийся узор.
9. Способ по п. 1, в котором нанесенное печатью графическое изображение первой эластичной панели включает графический объект.
10. Способ по п. 1, в котором центральная область наружного покрытия и центральная область эластичной панели не включают поясную ленту или ножную ленту.
11. Способ по п. 1, в котором эластичная панель является боковой панелью.
12. Способ по п. 1, в котором эластичная панель является основной панелью.
13. Способ по п. 1, в котором наружное покрытие или эластичная панель является пигментированной.
14. Способ производства одноразового впитывающего изделия, имеющего единообразный внешний вид, похожий на одежду, предусматривающий: производство узла по из меньшей мере основного элемента, имеющего наружное покрытие, и эластичной панели, прикрепленной к основному элементу, причем узел имеет физическую структуру; и маскирование физической структуры узла с помощью нанесения печатью одинаковых графических изображений непрерывно на наружное покрытие и эластичную панель.
15. Одноразовое впитывающее изделие, имеющее единообразный внешний вид, похожий на одежду, причем изделие содержит: основной элемент, включающий наружное покрытие, подкладку, в общем, параллельную наружному покрытию, впитывающую сердцевину, расположенную между ними, и центральную область наружного покрытия, включающую печатное графическое изображение наружного покрытия, первую эластичную панель, прикрепленную по шву к основному элементу, причем первая эластичная панель включает центральную область первой эластичной панели, имеющую внешний вид центральной области первой эластичной панели, при этом наружное покрытие включает первый материал, при этом первая эластичная панель включает второй материал, при этом ни центральная область наружного покрытия, ни центральная область первой эластичной панели не включают поясную ленту с печатным изображением, и при этом центральная область наружного покрытия имеет внешний вид, по существу сходный внешнему виду центральной области первой эластичной панели.
16. Изделие по п. 15, в котором внешний вид центральной области первой эластичной панели включает внешний вид текстуры первой эластичной панели, и при этом нанесенною с помощью печати графическое изображение наружного покрытия нанесено с помощью печати, чтобы выглядеть по существу сходным внешнему виду текстуры первой эластичной панели.
17. Изделие по п. 15, в котором внешний вид центральной области первой эластичной панели включает нанесенное печатью графическое изображение первой эластичной панели, при этом нанесенное печатью графическое изображение первой эластичной панели является по существу сходным нанесенному печатью графическому изображению наружного покрытия.
18. Изделие по п. 15, в котором центральная область первой эластичной панели и центральная область наружного покрытия не включают поясную ленту или ножную ленту.
19. Одноразовое впитывающее изделие, имеющее единообразный внешний вид, похожий на одежду, причем изделие содержит: основной элемент, включающий наружное покрытие, подкладку, в общем, параллельную наружному покрытию, и впитывающую сердцевину, расположенную между ними; первую эластичную панель, прикрепленную по шву к основному элементу; вторую эластичную панель, прикрепленную по шву к основному элементу, при этом первая эластичная панель прикреплена по шву ко второй эластичной панели; поясное отверстие и два ножных отверстия; и латеральный периметр, взятый между поясным отверстием и ножными отверстиями, при этом наружное покрытие включает первый материал, при этом каждая эластичная панель включает второй материал, при этом первый материал отличается от второго материала, и при этом изделие включает графическое изображение, нанесенное печатью вдоль всего периметра и на наружном покрытии.
20. Изделие по п. 19, в котором второй материал имеет большую эластичность, чем первый материал.
| US 6596918 B1, 22.07.2003 | |||
| US 6352528 B1, 05.03.2002 | |||
| US 20070142800 A1, 21.06.2007 | |||
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2002 |
|
RU2291679C2 |

