Настоящее изобретение относится к области техники продевания гибких волокон в трубы. В частности, но не исключительно, оно относится к области техники продевания арматурных элементов с последующим натяжением (ПН) в каналы ПН в монолитных бетонных конструкциях.
Последующее натяжение представляет собой установившуюся технологию для усиления монолитных бетонных конструкций. Каналы расположены в объеме, подлежащем заливке, и арматурные элементы ПН подаются через каналы, где они остаются в их ненатянутом состоянии до тех пор, пока бетон не затвердеет в достаточной мере для осуществления натяжения. Операция натяжения обычно выполняется посредством использования гидравлических подъемников на одном или обоих концах арматурного элемента. Арматурные элементы нагружаются до определенного натяжения, вследствие чего натянутые концы закрепляются, используя специальные анкера, в бетоне.
Арматурный элемент с последующим натяжением может типично состоять из пучка стальных прядей. Арматурные элементы обычно вставляются прядь за прядью, однако некоторые геометрии требуют, чтобы весь пучок продевался через канал за одну операцию. Один такой случай представляет собой конструкцию защитных оболочек или какую-либо большую конструкцию, в которой требуется, чтобы непрерывные арматурные элементы ПН прокладывались с нижней части одной стороны оболочки, вверх по верхней части оболочки и вниз к нижней части другой стороны. Пример может представлять собой оболочку ядерного реактора атомной электростанции. В таких случаях арматурные элементы продеваются с нижней части одной стороны, проходя по верхней части оболочки, пока они не достигнут нижней части другой стороны. Как правило, не является возможным проталкивать пряди индивидуально, так как продевание последних прядей препятствовалось бы уже продетыми прядями. С этой целью пучок прядей проталкивается и/или протягивается за одну операцию. Это может быть достигнуто посредством тянущего кабеля, предварительно продетого через канал, который прикреплен к вставленному концу арматурного элемента на ближнем конце канала и к лебедке на дальнем конце канала. Лебедка затем тянет арматурный элемент через канал. Трение со стенками канала может быть дополнительно уменьшено с помощью других средств, включая смазочные или механические средства, такие как ролики. Однако канал, как правило, будет затем заполняться наполнителем, таким как цементный раствор или смазочный материал, для способствования защите арматурных элементов от коррозии; такие смазочные материалы и механические средства могут влиять на эффективность определенных наполнителей.
Некоторые проекты требуют наличия покрытия прядей, например, полимерным материалом. Однако такой материал является относительно легким для повреждения и не является способным выдерживать процесс протягивания через канал, описанный выше.
Европейская заявка на патент EP0558988 описывает проблемы, связанные с продеванием покрытых арматурных элементов через каналы ПН, и предлагает машины для проталкивания арматурных элементов, которая поддерживает постоянную силу на арматурном элементе, при этом обеспечивая тормозное действие, которое предохраняет упругость арматурного элемента от неожиданного протягивания арматурного элемента в канал.
Немецкая заявка на патент DE3708358 описывает способ уменьшения трения, при продевании арматурных элементов ПН, например, в защитных оболочках. Предложенное решение в DE3708358 представляет собой обеспечение промежуточных отверстий вдоль длины канала, каждый с промежуточным узлом толкателя для обеспечения дополнительной толкающей силы для компенсации потерь вследствие трения между арматурными элементами и стенками каналов.
В предшествующем уровне техники не был предложен удовлетворительный способ продевания арматурных элементов, который обеспечивал бы возможность продевания пучка покрытых прядей вместе через длинный канал, особенно если канал включает один или более изгибов, без повреждения арматурного элемента в процессе.
Задачей настоящего изобретения является преодоление этих и других недостатков способов по предшествующему уровню техники.
Для этого настоящее изобретение предусматривает способ продевания арматурного элемента в канал, при этом арматурный элемент имеет промежуточный участок длины арматурного элемента в предварительно определенном промежуточном месте вдоль длины арматурного элемента между первым и вторым концами арматурного элемента, тем самым арматурный элемент содержит первый участок длины арматурного элемента, являющийся участком арматурного элемента между промежуточным участком длины арматурного элемента и первым концом арматурного элемента, и второй участок длины арматурного элемента, являющийся участком арматурного элемента между промежуточным участком длины арматурного элемента и вторым концом арматурного элемента, при этом канал имеет промежуточный участок длины канала в предварительно определенном промежуточном месте вдоль длины канала между первым и вторым концами канала, тем самым канал содержит первый участок длины канала, являющийся участком канала между промежуточным участком длины канала и первым концом канала, и второй участок длины, являющийся участком канала между промежуточным участком длины канала и вторым концом канала, при этом способ включает первый этап обеспечения канала с отверстием на промежуточном участке длины канала, второй этап подачи первого участка длины арматурного элемента через отверстие в первый участок длины канала, и третий этап подачи второго участка длины арматурного элемента через отверстие во второй участок длины канала. Посредством подачи арматурного элемента из промежуточной точки вдоль длины канала, эффективное расстояние, через которое каждый участок арматурного элемента должен проталкиваться, значительно уменьшено, следовательно, с еще большим уменьшением трения между арматурным элементом и стенками канала. Это является особенно предпочтительным, когда арматурный элемент подлежит продеванию через канал, который проходит вверх на одной стороне конструкции и вниз на другой: когда такой арматурный элемент протягивается вверх на первой стороне, по верхней области и вниз по второй стороне такого канала, имеет место очень большое трение на части арматурного элемента, протягивающейся по верхней части конструкции, вследствие веса арматурного элемента, протягивающегося вверх по первой стороне. Направленная вниз сила, требующаяся для протягивания арматурного элемента через канал, существенно увеличивается вследствие этой большой силы трения на арматурном элементе. Посредством вставки арматурного элемента в средней точке вдоль канала, трение между арматурным элементом и каналом может быть значительно уменьшено, и взаимное увеличение сил, описанных выше, может быть уменьшено или исключено. Большие силы трения в способах по предшествующему уровню техники создают большой риск повреждения какого-либо защитного покрытия или оболочки на прядях и/или пучке. Посредством уменьшения этих сил трения, способ изобретения, следовательно, существенно уменьшает этот риск.
Как описано выше, арматурный элемент, продеваемый через канал, может представлять собой арматурный элемент ПН, содержащий множество прядей.
В соответствии с одним вариантом осуществления способа изобретения, второй и третий этапы выполняются, по меньшей мере, частично одновременно. Два участка длины арматурного элемента тем самым могут раскручиваться с бобины и в отверстие в канале одновременно, таким образом уменьшая время, требуемое для процесса продевания, при этом также сохраняя силы на двух участках длины арматурного элемента, приблизительно, сбалансированными, таким образом уменьшая требуемую суммарную силу проталкивания или протягивания.
Способ изобретения (второй и/или третий этапы) может включать проталкивание арматурного элемента в канал. Способ может использоваться для продевания арматурных элементов через канал, расположенный в, по существу, вертикальной литой конструкции таким образом, что канал имеет первый нижний конец, второй нижний конец и верхнюю область между первым и вторым нижними концами, и в котором отверстие размещено в верхней области канала. Посредством продевания арматурного элемента через отверстие в верхней части канала (например, наверху), арматурный элемент может, для, по меньшей мере, части процесса вставки, протягиваться в канал посредством гравитационной силы на той части арматурного элемента, которая уже подана в канал. В этом случае способ имеет дополнительные преимущества а) уменьшенного трения вследствие протягивания арматурного элемента посредством силы тяжести, нежели чем проталкивания в канал, и b) потенциального избегания потребности для предварительного продевания тянущего кабеля.
В соответствии с другим вариантом осуществления изобретения, способ содержит четвертый этап, выполняемый до второго и третьего этапов, содержащий наматывание арматурного элемента на бобину, при этом наматывание начинается на промежуточном участке длины арматурного элемента таким образом, что первый и второй участки длины арматурного элемента наматываются на бобину одновременно. Два участка арматурного элемента в таком случае затем могут разматываться с бобины в их соответствующие участки длины канала через отверстие в канале.
Изобретение также предусматривает бобину для предварительного сматывания арматурного элемента до продевания арматурного элемента в канал, при этом арматурный элемент имеет начальный участок для наматывания в предварительно определенном промежуточном месте вдоль длины арматурного элемента между первым и вторым концами арматурного элемента, тем самым арматурный элемент содержит первый участок длины, являющийся участком арматурного элемента между начальным участком для наматывания и первым концом арматурного элемента, и второй участок длины, являющийся участком арматурного элемента между начальным участком для наматывания и вторым концом арматурного элемента, при этом арматурный элемент имеет предварительно определенный минимальный радиус загиба, в дальнейшем называемый пределом загиба, при этом бобина имеет удерживающее средство для арматурного элемента для удерживания начального участка для наматывания арматурного элемента таким образом, что, когда арматурный элемент наматывается на бобину, наматывание начинается на начальном участке для наматывания арматурного элемента, первую катушку для наматывания первого участка длины арматурного элемента, и вторую катушку для наматывания второго участка длины арматурного элемента. Посредством предварительного сматывания арматурного элемента на бобину (которое может выполняться в месте, удаленном от места, где арматурный элемент подлежит установке), может быть сэкономлено значительное время строительства.
Первая и вторая катушки для наматывания могут быть отдельными, или они могут представлять собой одну и ту же катушку.
Удерживающее средство для арматурного элемента может содержать петлеобразующий элемент для сдваивания арматурного элемента назад на самого себя по криволинейной траектории, при этом криволинейная траектория имеет радиус кривизны, по меньшей мере, составляющий минимальный радиус загиба арматурного элемента.
Изобретение также предусматривает способ наматывания арматурного элемента на бобину, такую, как бобина, описанная выше, при этом способ содержит первый этап расположения арматурного элемента в такое положение, что начальный участок для наматывания арматурного элемента сцепляется с удерживающим средством для арматурного элемента бобины, второй этап наматывания первого участка длины арматурного элемента на первую катушку, и третий этап наматывания второго участка длины арматурного элемента на вторую катушку. Первый и второй этапы могут выполняться одновременно.
Таким образом, оба конца арматурного элемента могут затем разматываться с катушки(ек) и в отверстие канала одновременно.
В соответствии с вариатором этого способа изобретения, в котором арматурный элемент содержит множество прядей, первый этап включает расположение каждой из прядей таким образом, что начальный участок для наматывания каждой пряди сцепляется с удерживающим средством для арматурного элемента бобины. Пряди, таким образом, могут собираться в пучок арматурного элемента как часть той же самой операции, что и наматывание арматурного элемента на бобину.
В соответствии с другим вариантом изобретения, катушка(и) может(ут) монтироваться таким образом, что во время операции наматывания, такая или каждая катушка может перемещаться вдоль ее оси вращения таким образом, чтобы управлять распределением витков арматурного элемента вдоль указанной оси вращения.
Изобретение теперь будет описано более подробно и со ссылкой на прилагаемые чертежи, на которых
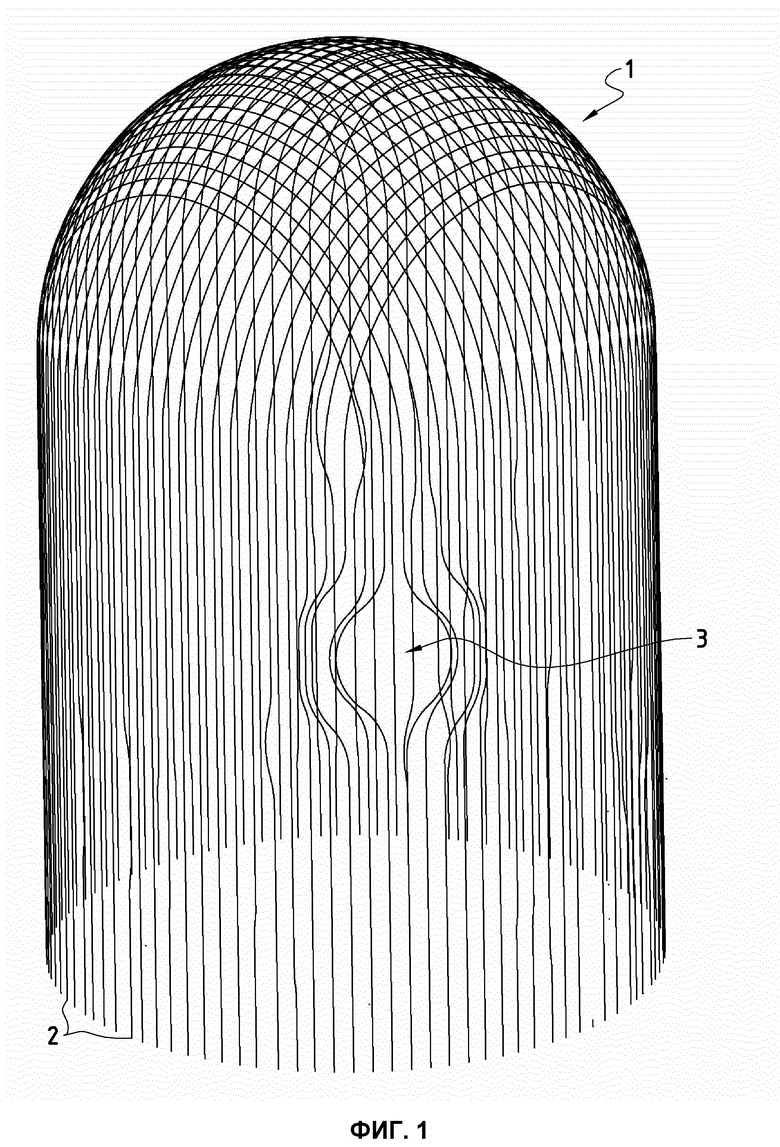
На фигуре 1 показана иллюстративная геометрия арматурных элементов, для которых способы и бобина изобретения могут использоваться.
На фигурах 2 и 3 показаны иллюстративные воплощения способа изобретения.
На фигуре 4 показана иллюстративная бобина в соответствии с изобретением.
На фигурах 5а-9b показаны этапы наматывания арматурного элемента на бобину.
На фигурах 10а-10d показаны этапы разматывания арматурного элемента с бобины.
Следует отметить, что фигуры обеспечены для иллюстративных целей и для способствования пониманию изобретения. Они не предполагают какого-либо ограничения объема охраны изобретения, который установлен в прилагаемой формуле изобретения.
На фигуре 1 показан в схематичной форме пример геометрии арматурных элементов для отливки наземной защитной оболочки, например для резервуара для текучей среды или ядерного реактора. В последнем случае конструкция может иметь высоту 80 м и диаметр 40 м или 50 м. Как можно увидеть из фигуры 1, конструкция 1 усилена посредством множества арматурных элементов 2, при этом каждый проходит от нижней части конструкции, по верхней части конструкции и вниз к другой стороне. Показаны две группы арматурных элементов 2, расположенные ортогонально относительно друг друга. В случае ядерной защитной оболочки, каждый арматурный элемент может составлять в длину 150 м или больше. В примере, показанном на фигуре 1, некоторые из арматурных элементов проложены вокруг отверстия 3 в конструкции. Отметим, что система каналов не показана на фигуре 1. В пучке, составляющем каждый арматурный элемент, может быть любое количество прядей; 55 является обычным количеством. Однако арматурный элемент может состоять из любого количества прядей или только из одной пряди. Прядь может, в свою очередь, содержать множество (например, 7) высокопрочных тросов, скрученных вместе, или она может содержать только один трос. Пряди могут быть непокрытыми и/или отдельно гальванизированными и/или покрытыми смазочным материалом, инкапсулированным в полимерный материал, такой как полиэтилен (ПЭ), для защиты стали от коррозии.
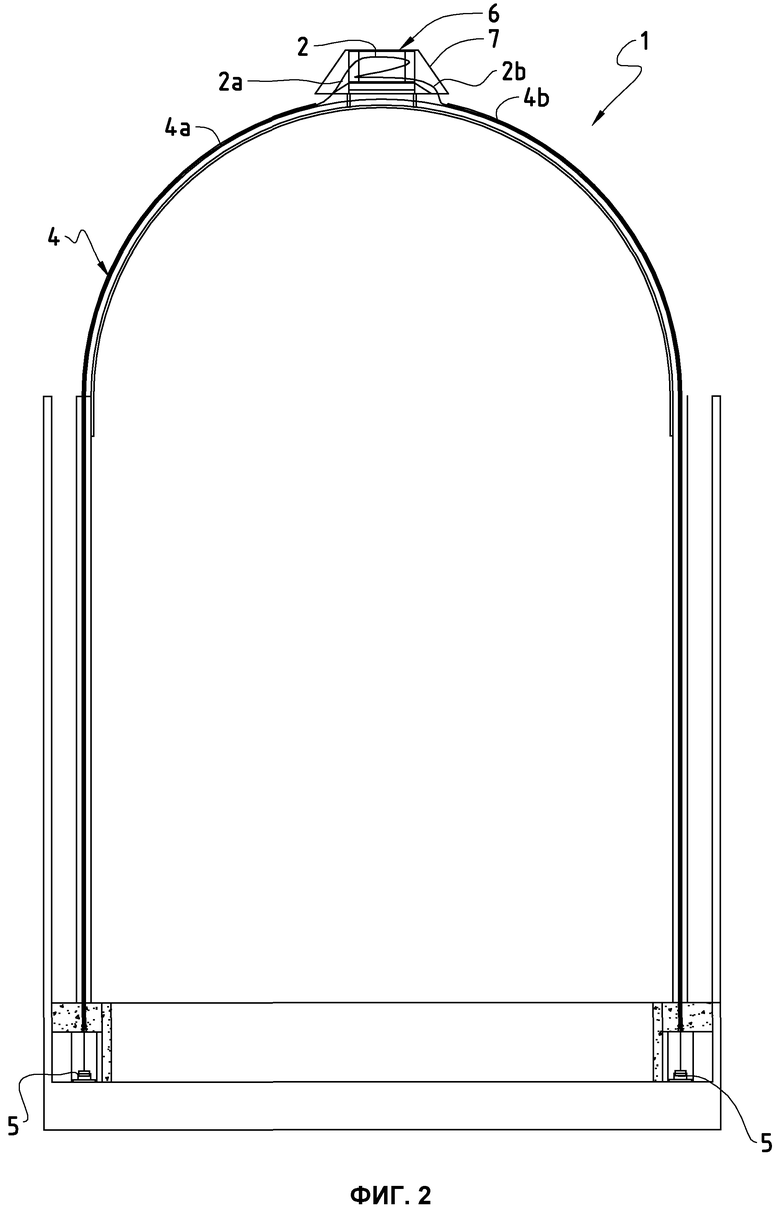
На фигурах 2 и 3 показано, как способ по изобретению может использоваться для продевания арматурного элемента в канал с геометрией, такой как геометрия, показанная на фигуре 1. Конструкция 1 показана в схематичном продольном сечении с каналом 4, имеющим участки 4а и 4b длины с каждой стороны отверстия в верхней части, через которые участки 2а и 2b длины арматурного элемента продеваются соответствующим образом. Арматурный элемент 2 показан разматывающимся с бобины 6, с обоими участками 2а и 2b разматывающимися одновременно. Бобина 6, на которой хранится арматурный элемент 2, может подниматься на свое место посредством крана, например, (не показан), и пустая бобина 6 затем может сниматься и использоваться снова, как только арматурный элемент 2 был размотан с бобины 6 и в канал 4. На фигуре 2 бобина 6 показана с ее вертикальной осью вращения, закрытой посредством защитного кожуха 7, тогда как на фигуре 3 бобина 6 показана с ее горизонтальной осью вращения, смонтированной в раме 8. В обоих случаях арматурный элемент может быть собран и намотан на бобину в месте, удаленном от места, где сооружается конструкция 1. Предварительная сборка и предварительное наматывание арматурного элемента 2 на бобину 6 значительно уменьшает количество времени, требующегося для продевания арматурного элемента 2 в канал 4. Продевание обеих половин 2а и 2b арматурного элемента 2 одновременно еще больше уменьшает время продевания. Участки 2а и 2b арматурного элемента могут проталкиваться в участки 4а и 4b канала, соответственно. Если необходимо, лебедки 5 могут использоваться, чтобы тянуть участки 2а, 2b арматурного элемента вниз через канал 4, например, используя предварительно продетые тянущие тросы.
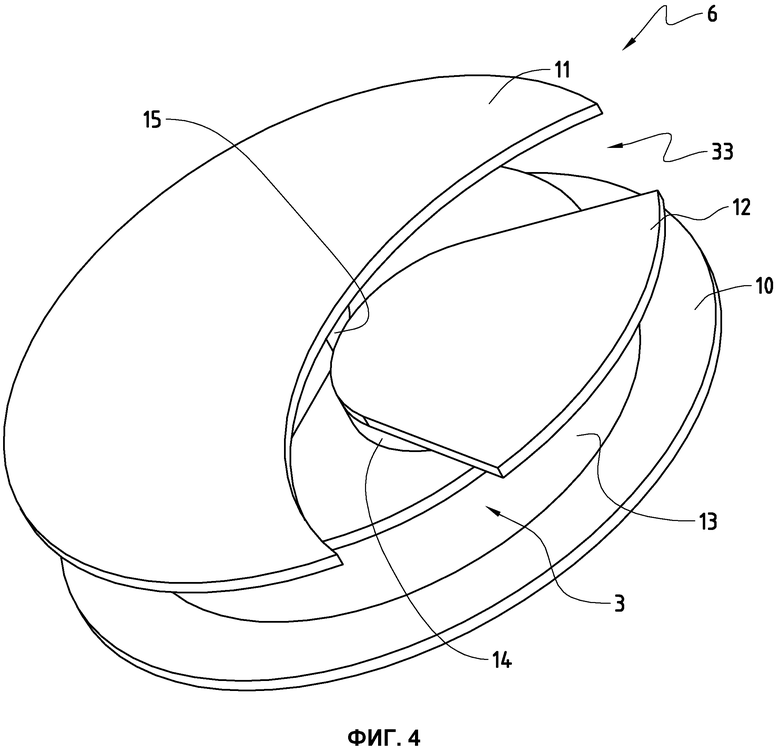
На фигуре 4 показан пример бобины 6, которая может использоваться для наматывания и хранения арматурного элемента 2. Бобина 6, показанная на фигуре 4, содержит катушку 13, вокруг которой арматурный элемент 2 подлежит наматыванию. Элемент 14 для удерживания петли предназначен для накидывания средней точки арматурного элемента петлей вокруг него таким образом, что затем обе половины арматурного элемента наматываются на катушку 13, когда бобина 6 вращается. Криволинейная поверхность 15, вместе с криволинейной поверхностью элемента 14 для удерживания петли, обеспечивает то, что арматурный элемент 2 не сгибается за предварительно определенный минимальный радиус загиба во время операции наматывания, тем самым исключая механическое повреждение арматурного элемента, которое может возникать, если арматурный элемент чрезмерно сгибался бы. Боковые элементы 10, 11 и 12 служат для поддержания арматурного элемента 2 на катушке 13 во время наматывания и хранения арматурного элемента 2. Промежуток 33 между боковыми элементами 11 и 12 обеспечивает возможность расположения прядей арматурного элемента готовыми для наматывания, и промежуток 33 также обеспечивает возможность отцепления средней точки арматурного элемента от бобины, как только участки длины были размотаны с бобины, для того, чтобы пустая бобина 6 могла сниматься.
Бобина 6, показанная на фигуре 4, предназначена для обеспечения возможности наматывания обеих половин арматурного элемента на одну и ту же катушку 13. Однако, это представляет собой только один пример бобины, которая может использоваться для осуществления изобретения. Альтернативная бобина 6, например, может содержать две катушки 13, одна для каждого участка длины арматурного элемента. Две катушки могут быть механически соединены или нет, и две катушки могут вращаться в одном и том же или противоположных направлениях вращения, если требуется.
Отметим, что, когда ссылка делается на "половины" или "среднюю точку" арматурного элемента 2 или канала 4, это не должно приниматься для предположения того, что участки 2а и 2b, или 4а и 4b длины имеют обязательно равную длину. Является вполне возможным для способа использоваться в ситуациях, где участки 2а и 2b или 4а и 4b длины имеют существенно разную длину.
Способ загрузки арматурного элемента 2 на бобину 6 теперь будет описываться со ссылкой на фигуры 5а-9b.
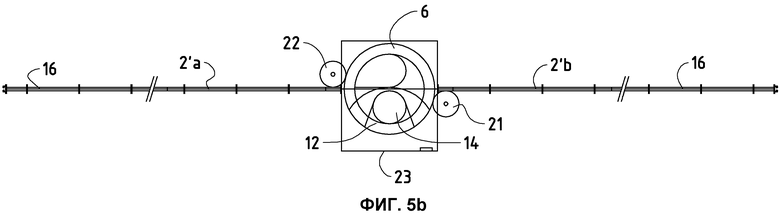
На фигурах 5а и 5b показан на виде сбоку и виде сверху, соответственно, пример установочного зажимного приспособления для сборки прядей 2', которые составляют арматурный элемент 2, и для дальнейшего наматывания арматурного элемента 2 на бобину 6. В показанном примере бобина 6 смонтирована с ее вертикальной осью вращения, хотя она также может монтироваться с ее осью вращения под любым углом. Бобина 6 смонтирована на регуляторе 24 высоты, который поддерживает бобину 6 во время сборки арматурного элемента и затем может использоваться для регулирования высоты бобины 6 во время процесса наматывания, тем самым контролируя распределение арматурного элемента 2 на катушке 13. Пряди 2'а и 2'b показаны расположенными на держателе 16 для арматурного элемента, который предназначен для поддерживания прядей, когда они собираются вместе и затем наматываются на бобину 6. Направляющие средства 21, 22 обеспечены для направления арматурного элемента 2 на бобину во время наматывания, таким образом участки 2а и 2b длины арматурного элемента 2 тянутся прямо по направлению к бобине 6 вдоль держателя 16 для прядей, когда бобина 6 вращается.
Отметим, что это представляет собой только одну возможную конструкцию для укладывания арматурного элемента 2 для наматывания. Он может быть уложен с обоими участками 2а и 2b длины, лежащими рядом, сдвоенными назад посредством накидывания прядей петлей вокруг элемента для удерживания петли в их средних точках вместо их укладывания прямо, как показано на фигурах 5а и 5b. Если пряди собраны сдвоенными назад этим образом, в таком случае площадь земли, требующаяся для сборки установочного зажимного приспособления, значительно уменьшена. В случае длинного арматурного элемента в 150 м или больше, эта экономия площади является существенной.
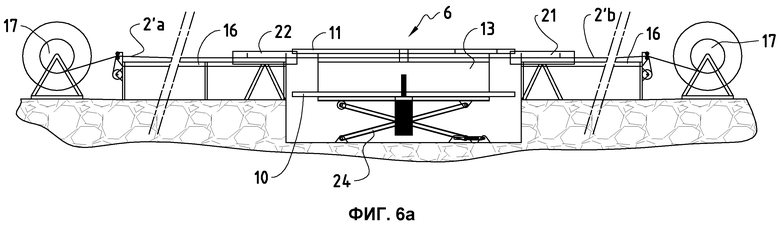
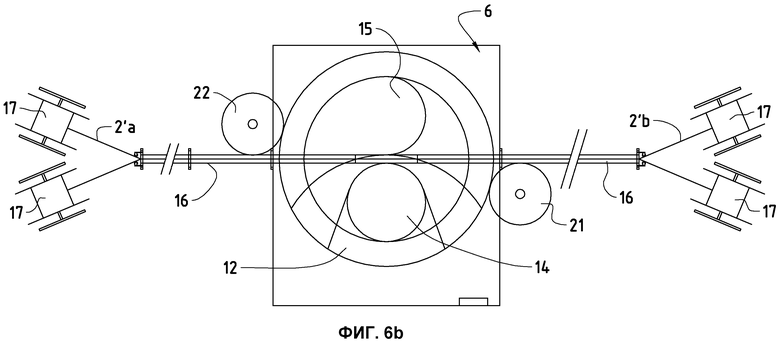
На фигурах 6а и 6b более подробно показано на виде сбоку и виде сверху, соответственно, установочное зажимное приспособление, показанное на фигурах 5а и 5b. Бобины 17 для прядей поддерживают пряди, которые затем отрезаются до длины и собираются до наматывания вместе в виде арматурного элемента 2 на бобину 6. Держатель 16 для прядей размещен таким образом, что все пряди могут укладываться прямо, с их средними точками на месте в бобине 6, готовыми к началу наматывания на катушку 13.
Операции сборки и наматывания арматурного элемента могут выполняться в месте, удаленном от основной строительной площадки, и во время, которое не влияет на график строительства. Пряди могут индивидуально укладываться на держатель 16 для прядей так, чтобы образовать арматурный элемент, содержащий простой пучок отдельных прядей. Пряди могут располагаться таким образом, что поперечное сечение арматурного элемента имеет заданный рисунок и/или контур. Это может быть достигнуто, например, посредством использования подходящих крепежных зажимных приспособлений или контурных шаблонов. Разные установки могут требовать разных поперечных сечений арматурного элемента, и этап сборки арматурного элемента обеспечивает возможность задания формы поперечного сечения арматурного элемента, как требуется. Например, является возможным собрать пряди в пучок, имеющий полукруглое поперечное сечение (предпочтительно, заключенный в имеющую подходящую форму полукруглую оболочку). Такой арматурный элемент с предварительно заданной формой затем наматывается на бобину, при этом арматурный элемент сохраняет его профиль поперечного сечения, и впоследствии разматывается в канал с поперечным сечением арматурного элемента уже ориентированным для оптимального натяжения. Если пряди все предварительно собраны в такой рисунок, в таком случае пряди будут подвергаться минимальному латеральному перемещению и, следовательно, минимальному трению друг о друга во время натяжения, тем самым дополнительно уменьшая вероятность повреждения прядей или их покрытий.
В качестве альтернативы, пряди могут группироваться во множество подпучков, при этом каждый подпучок отдельно упаковывается и/или оборачивается, или заключается в оболочку. Пряди или подпучки могут располагаться параллельно относительно друг друга, или они могут скручиваться вместе во время и/или после процесса укладки.
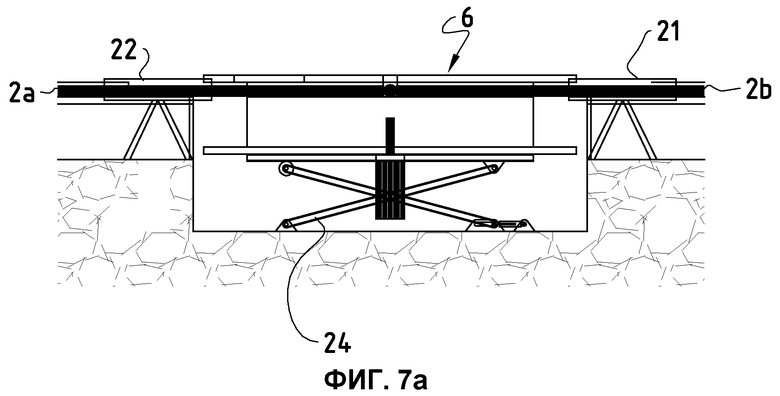
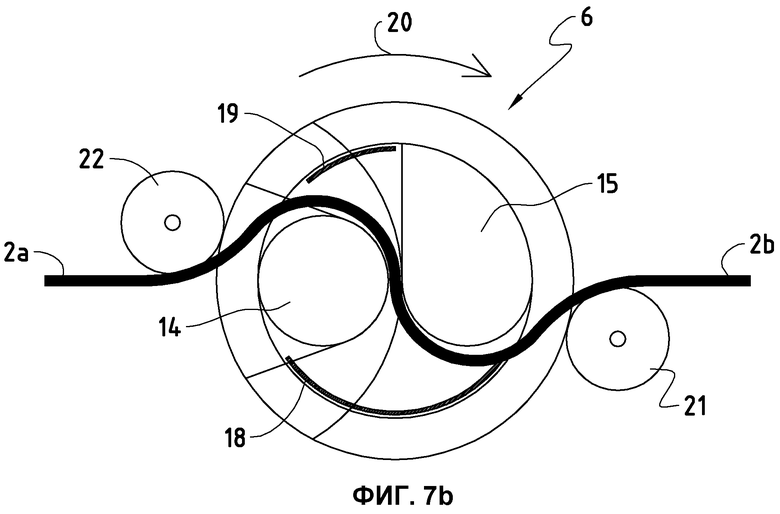
На фигурах 7а и 7b показано начало процесса наматывания. Как только пряди 2' были собраны для образования арматурного элемента 2, бобина 6 вращается в направлении, обозначенном стрелкой 20, и арматурный элемент 2 удерживается на месте на криволинейных поверхностях элементов 14 и 15 для удерживания петли. Кроме того, направляющие элементы 21 и 22 обеспечивают, чтобы арматурный элемент тянулся равномерно на бобину 6. Регулирующее высоту средство 24 находится в его нижнем положении на фигуре 7а, с арматурным элементом, выровненным с криволинейными поверхностями элементов 14 и 15 для удерживания петли.
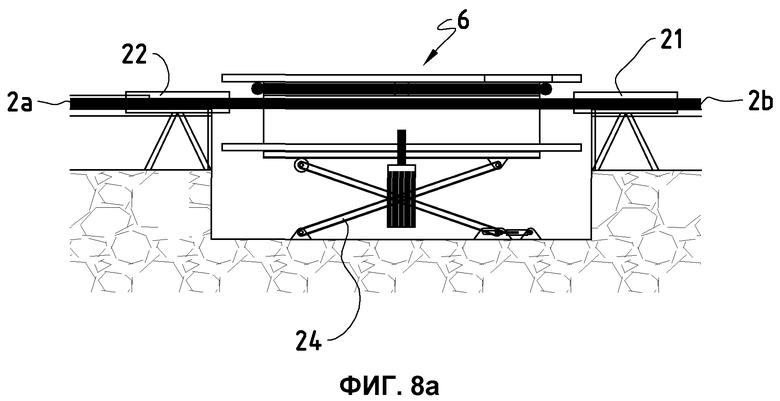
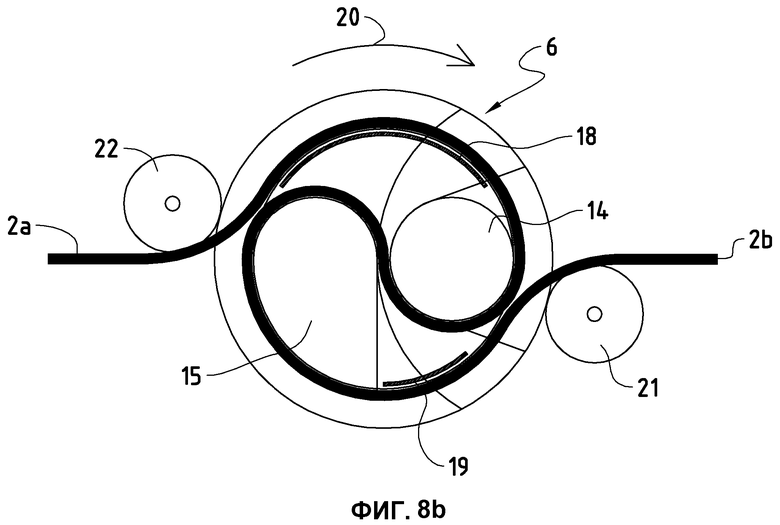
На фигурах 8а и 8b показана та же самая конструкция, как и на фигурах 7а и 7b, но с участками 2а и 2b арматурного элемента, больше намотанными на бобину 6, после того как бобина была повернута на 180°. Как показано на фигуре 8а, регулирующее высоту средство приводится в действие для поднятия бобины 6 таким образом, что арматурный элемент наматывается на пустую поверхность катушки 13 вместо того, чтобы наматываться на уже намотанную секцию арматурного элемента 2.
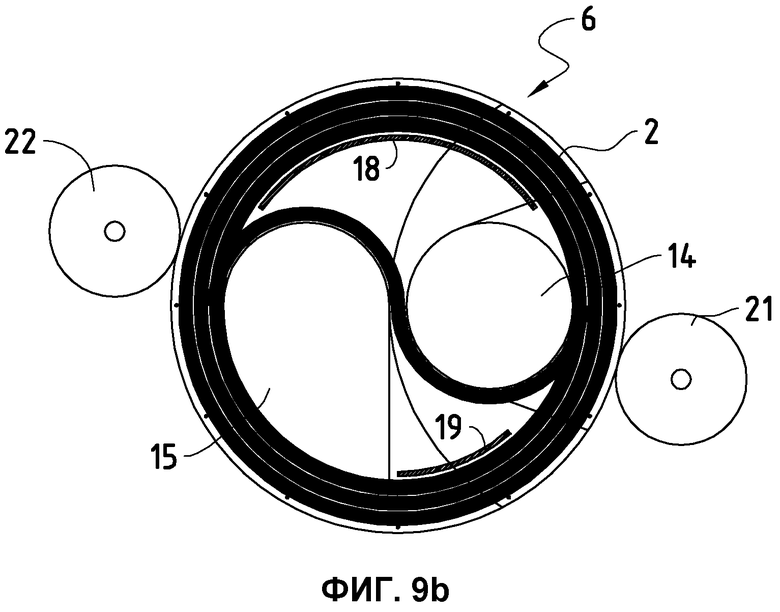
Наматывание затем продолжается, при этом регулирующее высоту средство приводится в действие, по мере необходимости, до тех пор, пока весь арматурный элемент [6] не намотается на бобину 6. Эта ситуация показана на фигурах 9a и 9b.
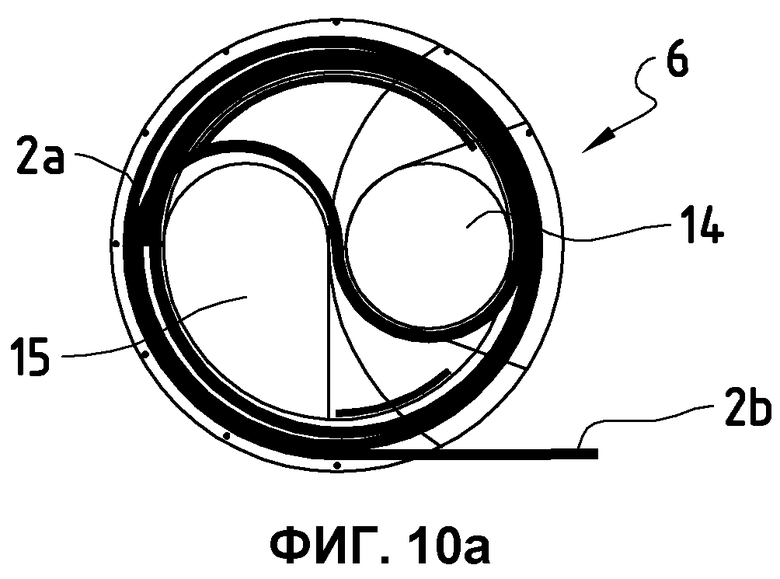
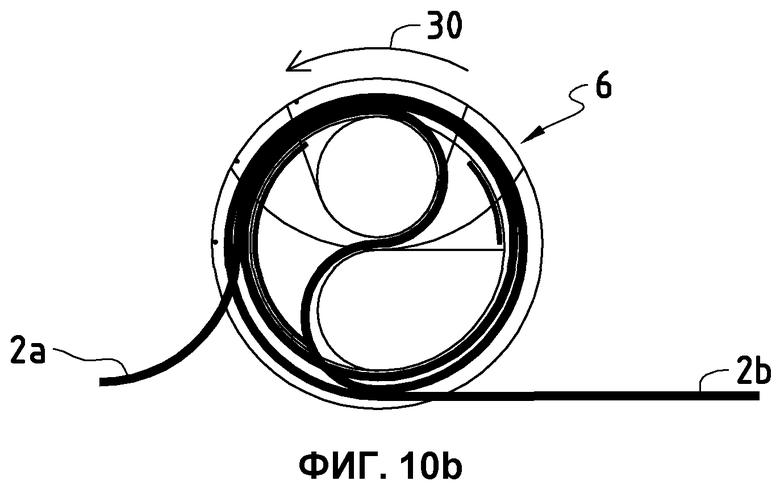
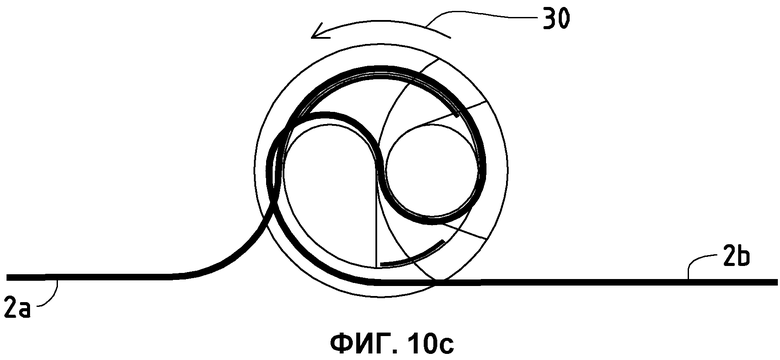
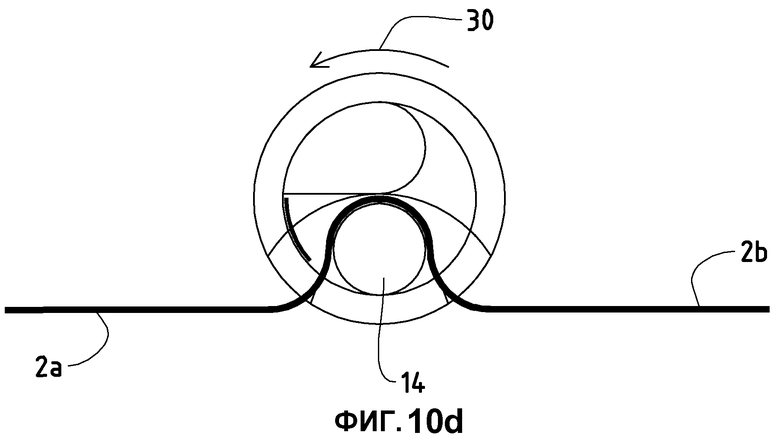
На фигурах 10а-10d показано разматывание арматурного элемента 2 с бобины 6. Участки 2а и 2b арматурного элемента 2 подаются с бобины 6 и в участки 4а и 4b канала (не показаны), соответственно. Разматывание продолжается до тех пор, пока все, за исключением этой средней части арматурного элемента 2, остается на элементе 14 для удерживания петли. В этот момент арматурный элемент 2 может подниматься с элемента 14 для удерживания петли, и бобина 6 может сниматься.
Способы и бобина настоящего изобретения могут применяться в любой ситуации продевания арматурного элемента. Однако является особенно предпочтительной в высоких конструкциях, такая, как конструкция, показанная на фигуре 1. Как только существенная часть соответствующих участков 2а и 2b арматурного элемента была продета в участки 4а и 4b канала, вес уже продетого арматурного элемента в канале является достаточным для того, чтобы тянуть остальной арматурный элемент в канал. В этом случае тормозное средство может быть обеспечено на установке бобины, например, для замедления скорости арматурного элемента, тянущегося в канал.
Несмотря на то, что изобретение было описано со ссылкой на продевание арматурных элементов ПН в каналы ПН, те же самые способы и бобина могут использоваться в других ситуациях, где длинные, гибкие волокна, такие как электрические кабели или водопроводные трубы, подлежат вставке в трубы, такие как патрубки или трубопровод. Термин "арматурный элемент", использующийся в настоящей заявке, следовательно, следует понимать включающим все такие гибкие волокна.



Изобретение относится к способам продевания арматурного элемента в канал из отверстия в промежуточной точке вдоль длины канала. Противоположные концы арматурного элемента продеваются с бобины в две половины канала. Арматурный элемент наматывается на бобину таким образом, что оба конца арматурного элемента могут разматываться в канал одновременно. Технический результат -снижение трудоемкости при продевании покрытых стальных арматурных элементов в каналы высоких конструкций, таких как защитные оболочки. 3 н. и 20 з.п. ф-лы, 10 ил.
1. Способ продевания арматурного элемента (2) в канал (4),
причем арматурный элемент (2) имеет промежуточный участок по длине арматурного элемента в предварительно заданном промежуточном месте вдоль длины арматурного элемента (2) между первым и вторым концами арматурного элемента (2), тем самым арматурный элемент (2) содержит первый участок (2a) по длине арматурного элемента, являющийся участком арматурного элемента (2) между промежуточным участком по длине арматурного элемента и первым концом арматурного элемента (2), и второй участок (2b) по длине арматурного элемента, являющийся участком арматурного элемента (2) между промежуточным участком длины арматурного элемента и вторым концом арматурного элемента (2),
причем канал (4) имеет промежуточный участок по длине канала в предварительно заданном промежуточном месте вдоль длины канала (4) между первым и вторым концами канала (4), тем самым канал (4) содержит первый участок (4а) по длине канала, являющийся участком канала (4) между промежуточным участком по длине канала и первым концом канала (4), и второй участок (4b) по длине, являющийся участком канала (4) между промежуточным участком по длине канала и вторым концом канала (4),
отличающийся тем, что
на первом этапе обеспечивают канал (4) с отверстием на промежуточном участке длины канала,
на втором этапе подают первый участок (2а) по длине арматурного элемента через отверстие в первый участок (4а) по длине канала,
на третьем этапе подают второй участок (2b) по длине арматурного элемента через отверстие во второй участок (4b) по длине канала, и
на четвертом этапе, выполняемом до второго и третьего этапов, наматывают арматурный элемент (2) на бобину (6), при этом наматывание начинают на промежуточном участке по длине арматурного элемента таким образом, что первый и второй участки (2a, 2b) по длине арматурного элемента наматывают на бобину (6) одновременно.
2. Способ по п.1, в котором арматурный элемент (2) представляет собой натяжной арматурный элемент, содержащий множество прядей (2′), причем все пряди (2′) продевают через канал (4) вместе.
3. Способ по п.1, в котором второй и третий этапы выполняют, по меньшей мере, частично одновременно.
4. Способ по п.2, в котором второй и третий этапы выполняют, по меньшей мере, частично одновременно.
5. Способ по п.1, в котором второй и/или третий этапы включают в себя проталкивание участков (2а, 2b) по длине арматурного элемента в участки (4а, 4b) по длине канала.
6. Способ по п.3, в котором второй и/или третий этапы включают в себя проталкивание участков (2а, 2b) по длине арматурного элемента в участки (4а, 4b) по длине канала.
7. Способ по п.1, в котором канал (4) расположен в, по существу, вертикальной литой конструкции (1) таким образом, что канал (4) имеет первый нижний конец, второй нижний конец и верхнюю область между первым и вторым нижними концами, причем отверстие размещено в верхней области канала (4).
8. Способ по п.2, в котором канал (4) расположен в, по существу, вертикальной литой конструкции (1) таким образом, что канал (4) имеет первый нижний конец, второй нижний конец и верхнюю область между первым и вторым нижними концами, причем отверстие размещено в верхней области канала (4).
9. Способ по п.3, в котором канал (4) расположен в, по существу, вертикальной литой конструкции (1) таким образом, что канал (4) имеет первый нижний конец, второй нижний конец и верхнюю область между первым и вторым нижними концами, причем отверстие размещено в верхней области канала (4).
10. Способ по п.4, в котором канал (4) расположен в, по существу, вертикальной литой конструкции (1) таким образом, что канал (4) имеет первый нижний конец, второй нижний конец и верхнюю область между первым и вторым нижними концами, причем отверстие размещено в верхней области канала (4).
11. Способ по любому из пп.1-10, в котором арматурный элемент (2), канал (4) и отверстие расположены таким образом, что во время, по меньшей мере, части второго и/или третьего этапов арматурный элемент (2) тянется в канал (4) посредством гравитационной силы на той части арматурного элемента, которая уже подана в канал (4).
12. Способ по п.7, в котором на втором и третьем этапе:
размещают бобины (6) рядом с отверстием, и
осуществляют разматывание первого и второго участков (2а, 2b) по длине арматурного элемента с бобины (6) и в отверстие.
13. Устройство (6) бобины для предварительного наматывания арматурного элемента (2) до продевания арматурного элемента (2) в канал (4),
причем арматурный элемент (2) имеет начальный участок для наматывания в предварительно заданном промежуточном месте вдоль длины арматурного элемента (2) между первым и вторым концами арматурного элемента, тем самым арматурный элемент (2) содержит первый участок (2a) по длине, являющийся участком арматурного элемента (2) между начальным участком для наматывания и первым концом арматурного элемента (2), и второй участок (2b) по длине, являющийся участком арматурного элемента (2) между начальным участком для наматывания и вторым концом арматурного элемента (2), при этом арматурный элемент (2) имеет предварительно заданный минимальный радиус загиба, в дальнейшем называемый пределом загиба,
отличающееся тем, что
содержит удерживающее средство (14, 15) для арматурного элемента для удерживания начального участка для наматывания арматурного элемента (2) таким образом, что, когда арматурный элемент (2) наматывается на устройство (6) бобины, наматывание начинается на начальном участке для наматывания арматурного элемента (6),
первую катушку (13) для наматывания первого участка (2а) по длине арматурного элемента (2), и
вторую катушку (13) для наматывания второго участка (2b) по длине арматурного элемента (2).
14. Устройство (6) бобины по п.13, в котором первая и вторая катушки для наматывания являются одной и той же катушкой (13).
15. Устройство (6) бобины по п.13, в котором удерживающее средство (14, 15) для арматурного элемента содержит петлеобразующий элемент (14) для сдваивания арматурного элемента (2) назад на самого себя по криволинейной траектории, при этом криволинейная траектория имеет радиус кривизны, по меньшей мере, составляющий минимальный радиус загиба арматурного элемента (2).
16. Устройство (6) бобины по п.14, в котором удерживающее средство (14, 15) для арматурного элемента содержит петлеобразующий элемент (14) для сдваивания арматурного элемента (2) назад на самого себя по криволинейной траектории, при этом криволинейная траектория имеет радиус кривизны, по меньшей мере, составляющий минимальный радиус загиба арматурного элемента (2).
17. Способ наматывания арматурного элемента (2) на устройство (6) бобины по любому из пп.13-16, при этом способ содержит
первый этап, на котором размещают арматурный элемент (2) в такое положение, что начальный участок для наматывания арматурного элемента (2) сцепляется с удерживающим средством (14, 15) для арматурного элемента устройства (6) бобины,
второй этап, на котором наматывают первый участок (2а) по длине арматурного элемента (2) на первую катушку (13), и
третий этап, на котором наматывают второй участок (2b) по длине арматурного элемента (2) на вторую катушку (13).
18. Способ по п.17, в котором первый и второй этапы выполняют одновременно.
19. Способ по п.17, в котором арматурный элемент (2) содержит одну или более прядей (2′), причем первый этап включает расположение каждой из прядей (2′) таким образом, что начальный участок для наматывания каждой пряди (2′) сцепляется с удерживающим средством (14, 15) для арматурного элемента устройства (6) бобины.
20. Способ по п.18, в котором арматурный элемент (2) содержит одну или более прядей (2′), причем первый этап включает расположение каждой из прядей (2′) таким образом, что начальный участок для наматывания каждой пряди (2′) сцепляется с удерживающим средством (14, 15) для арматурного элемента устройства (6) бобины.
21. Способ по п.17, в котором наматывание выполняют посредством вращения такой или каждой катушки (13), причем один или оба из первого и второго этапов содержит перемещение соответствующей катушки (13) вдоль оси вращения указанной соответствующей катушки (13) таким образом, чтобы управлять распределением витков арматурного элемента вдоль указанной оси вращения.
22. Способ по п.18, в котором наматывание выполняют посредством вращения такой или каждой катушки (13), причем один или оба из первого и второго этапов содержит перемещение соответствующей катушки (13) вдоль оси вращения указанной соответствующей катушки (13) таким образом, чтобы управлять распределением витков арматурного элемента вдоль указанной оси вращения.
23. Способ по п.19, в котором наматывание выполняют посредством вращения такой или каждой катушки (13), причем один или оба из первого и второго этапов содержит перемещение соответствующей катушки (13) вдоль оси вращения указанной соответствующей катушки (13) таким образом, чтобы управлять распределением витков арматурного элемента вдоль указанной оси вращения.
| FR 2927400 A1, 14.08.2009 | |||
| Устройство для подачи арматурныхпучКОВ | 1979 |
|
SU853063A1 |
| ЛАЗЕР С ВНУТРИРЕЗОНАТОРНЫМ УПРАВЛЕНИЕМ ИЗЛУЧЕНИЕМ | 2003 |
|
RU2240635C1 |
| Игла для замочной вязальной машины | 1976 |
|
SU558988A1 |
| DE 3708358 A1, 29.09.1988 | |||

