Изобретение относится к арматурным пучкам предварительного напряжения, используемым при возведении монументов.
В частности, объектом изобретения является способ укладки и натяжения арматурного пучка предварительного напряжения на конструкции, при этом указанный арматурный пучок располагается в канале, который может иметь длинную и извилистую траекторию и может быть по меньшей мере частично охвачен бетоном, а указанный арматурный пучок предварительного напряжения содержит несколько арматурных элементов, каждый из которых имеет индивидуальную оболочку, содержащую металлическую прядь.
Известен способ, в котором сначала в канал укладывают арматурные элементы, затем ко всем металлическим прядям прикладывают растягивающее усилие для предварительного напряжения конструкции. Однако, так как канал может быть длинным и извилистым, каждый из арматурных элементов внутри канала следует по разной траектории, которая имеет случайный характер.
Когда все металлические пряди натягивают, арматурные элементы перемещаются, приближаясь к положению, соответствующему наименьшей возможной длине своей траектории. Это перемещение называют выборкой «слабины», так как металлические пряди пока не испытывают упругого напряжения, и арматурные элементы перемещаются только относительно канала и соседних арматурных элементов.
В начале натяжения, начиная с момента, когда арматурный элемент достигает своего окончательного положения, дополнительное натяжение приводит к реальному удлинению металлической пряди. Разность выборки «слабины» между различными арматурными элементами мешает уравновешиванию натяжений между различными металлическими прядями, образующими арматурный пучок, и приводит к существенной разнице в натяжении отдельных металлических прядей, особенно в случае более длинной и извилистой трассы.
Для решения этой проблемы в документе FR 2684122 описано устройство, позволяющее выбирать «слабину» каждого из арматурных элементов перед осуществлением натяжения всех металлических нитей этих арматурных элементов при помощи гидравлического домкрата. Это устройство представляет собой дорогостоящее оборудование, и операция выборки «слабины» является длительной и трудоемкой.
Задачей изобретения является создание способа, позволяющего устранить вышеуказанные недостатки.
Для решения этой задачи согласно изобретению способ, в котором арматурный пучок содержит N арматурных элементов, содержит следующие этапы, на которых:
- пропускают арматурные элементы в указанный канал так, чтобы каждый арматурный элемент выступал из двух концов указанного канала;
- нагнетают затвердевающий заполнитель по всему объему указанного канала, не занятому арматурными элементами;
- выдерживают заполнитель до полного его затвердевания, чтобы он зафиксировал геометрию траектории арматурных элементов внутри канала, за счет чего избегают выборки «слабины» в начале натяжения;
- обрезают и удаляют участок каждой индивидуальной оболочки на по меньшей мере одном из концов арматурных элементов;
- осуществляют совместное натяжение металлических прядей, за счет чего ход выборки зазора в начале натяжения не превышает 4% удлинения, получаемого в конце операции натяжения,
- стопорят каждую металлическую прядь на каждом из концов конструкции.
Благодаря этим этапам, стало возможным отказаться от использования устройства выборки зазора.
В предпочтительных вариантах осуществления изобретения при необходимости можно также использовать один и/или другой из следующих отличительных признаков:
- перед операцией нагнетания закрывают первые и вторые концы канала при помощи первых и вторых запорных пластин, соответственно каждая из которых содержит N отверстий, через которые проходит каждый из арматурных элементов;
- в первой запорной пластине имеется первое вспомогательное отверстие для нагнетания заполнителя;
- первое вспомогательное отверстие находится ниже всех остальных отверстий в первой запорной плите;
- во второй запорной пластине имеется второе вспомогательное отверстие для выпуска содержащегося в канале воздуха во время операции нагнетания;
- второе вспомогательное отверстие находится выше всех остальных отверстий во второй запорной плите;
- после затвердевания заполнителя снимают первую и вторую запорные пластины;
- операция совместного натяжения включает в себя:
- стопорение металлических прядей на одном из двух концов конструкции;
- совместное натяжение металлических прядей с другого конца конструкции при помощи гидравлического устройства;
- к каждой металлической пряди прикладывают натяжение предварительного напряжения, составляющее от 180 кН до 250 кН.
Другие особенности и преимущества изобретения будут более понятны из нижеследующего описания одного из вариантов его выполнения, представленного в качестве неограничивающего примера со ссылками на прилагаемые чертежи.
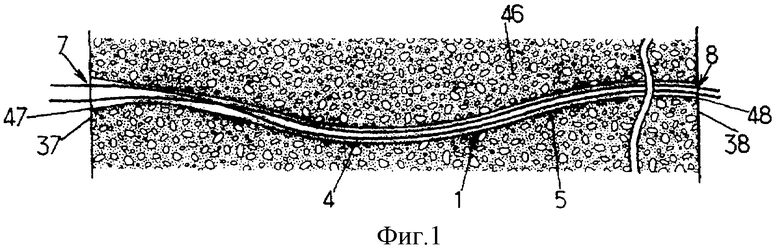
На фиг.1 показана часть конструкции, в которую укладывают арматурный пучок предварительного напряжения, используемый для осуществления способа в соответствии с настоящим изобретением, вид в продольном разрезе.
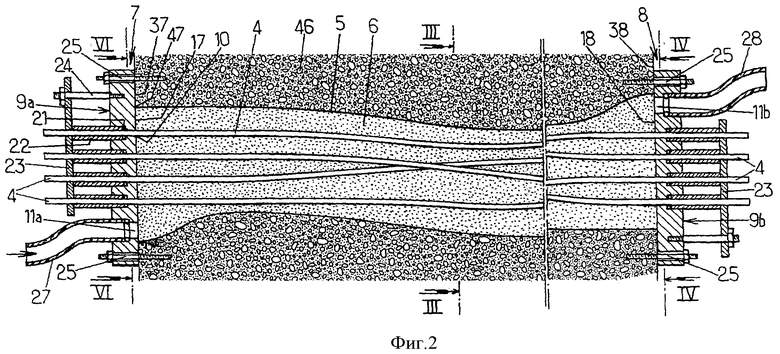
На фиг.2 показана конструкция, изображенная на фиг.1, во время операции заливки раствором, вид в поперечном разрезе.
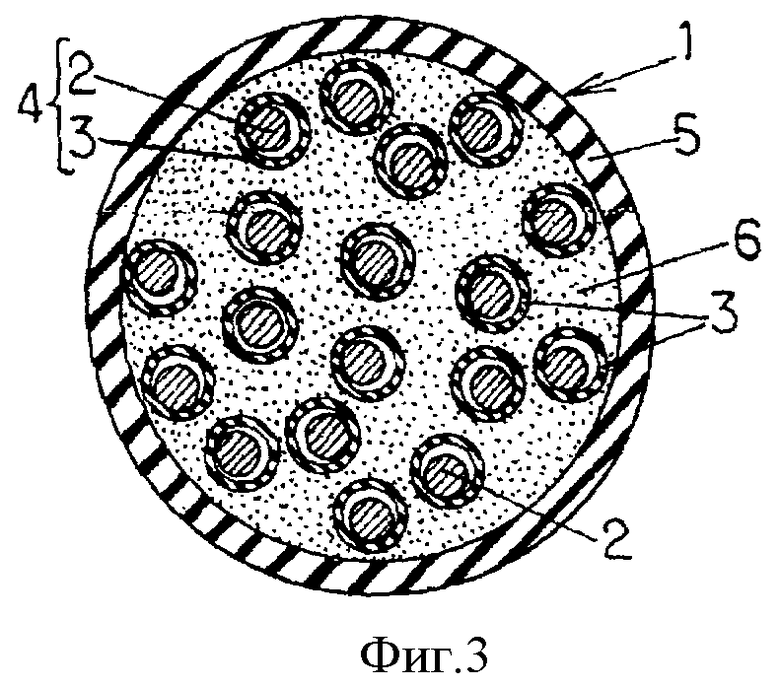
На фиг.3 - вид в поперечном разрезе по линии III-III на фиг.2.
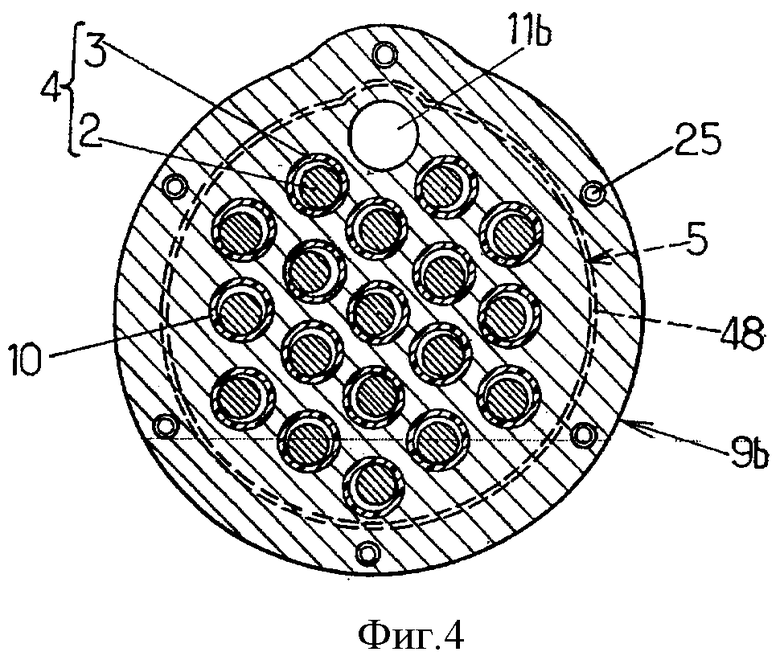
На фиг.4 - вид в поперечном разрезе по линии IV-IV на фиг.2.
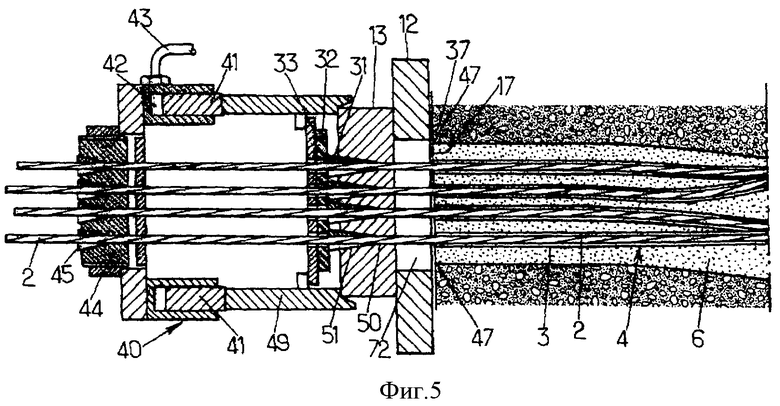
На фиг.5 показан ближний конец, оборудованный устройством натяжения в соответствии с настоящим изобретением, вид в продольном разрезе.
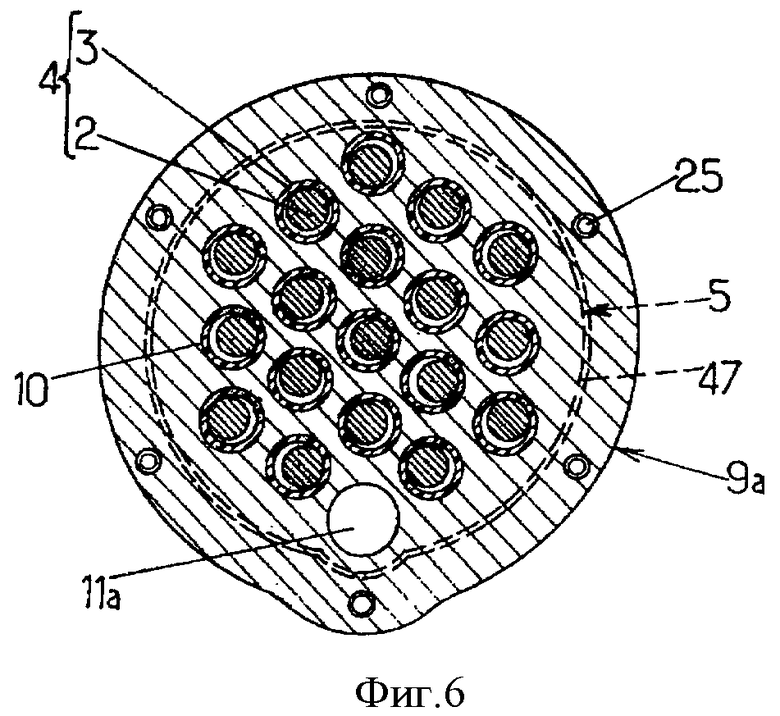
На фиг.6 - вид в поперечном разрезе по линии VI-VI на фиг.2.
На различных фигурах идентичные или аналогичные элементы обозначены одинаковыми позициями.
На фиг.1 показана часть конструкции монумента или строительного объекта, содержащая части из бетона, предназначенные для сильного предварительного напряжения посредством арматурного пучка 1 предварительного напряжения, что, как известно, используют для усиления бетонных конструкций.
Между первым концом 7 и вторым концом 8 выполнен полый канал 5, длина которого намного превышает его поперечный размер. Полый канал 5 устанавливают на место перед заливкой бетона 46, являющегося частью конструкции. Бетон может покрывать канал 5 во всей конструкции или в ее части и при необходимости может чередоваться с отдельными частями, где канал не покрыт бетоном. В представленном примере бетон 46 охватывает канал 5 полностью, но способ можно также осуществить, даже если канал 5 совсем не закрыт бетоном и крепится при помощи опорных элементов, расположенных вдоль него.
Канал 5 предназначен для размещения арматурного пучка 1 предварительного напряжения, который пропускают через него и к которому впоследствии прикладывают растягивающее усилие с последующей фиксацией клиньями, что будет подробнее описано ниже.
Траектория канала 5 может быть любой, в частности, она может быть извилистой и длинной, например, ее длина может превышать 100 метров, а что касается изгибов, то алгебраическая сумма совокупных угловых отклонений может составлять от 0 до 360°, при этом малые значения соответствуют, например, лицевой стороне пьедестала, а большие значения соответствуют, например, замкнутому объему практически круглой формы.
На своем первом конце 7 предварительно напрягаемая конструкция содержит первый конец 47 канала 5 и первую опорную сторону 37, перпендикулярную к продольному направлению канала на его первом конце 47. На своем втором конце 8 предварительно напрягаемая конструкция содержит второй конец 48 канала 5 и вторую опорную сторону 38, перпендикулярную к продольному направлению канала на его втором конце 48 и не обязательно параллельную первой опорной стороне 37.
Арматурный пучок 1 предварительного напряжения содержит несколько арматурных элементов 4, при этом каждый арматурный элемент 4 имеет свою оболочку 3, содержащую металлическую прядь 2, как показано, в частности, на фиг.3. Число N арматурных элементов зависит от общего натяжения, которому необходимо подвергнуть объект, оно может меняться от нескольких единиц до нескольких десятков. Каждая металлическая прядь 3 имеет сечение, близкое к круглому сечению, и может содержать несколько, например, семь совместно вытянутых проволочных нитей (в этом случае эту прядь можно обозначить термином «стренга»), что известно из предшествующего уровня техники. Каждая металлическая прядь 2 имеет повышенный предел упругости, поэтому в случае широко используемых прядей она может быть натянута с усилием, составляющим от 180 кН до 250 кН, оставаясь при этом в области упругой деформации.
Как показано на фиг.3, каждая металлическая прядь 2 расположена с минимальным зазором в своей оболочке 3, при этом между металлической прядью 2 и ее оболочкой 3 находится определенное количество смазки для облегчения скольжения металлической пряди 2 внутри оболочки 3 и для повышения ее коррозионной стойкости.
Оболочка 3 имеет кольцевое поперечное сечение и может быть выполнена из синтетического материала, предпочтительно из пластического материала ПЭВП (полиэтилен высокой плотности), однако ее можно выполнить также из листа металлического сплава.
Длина арматурных элементов 4 превышает длину траектории канала 5, и их вводят индивидуально или небольшими группами внутрь канала 5 с одного из его концов, так чтобы арматурный элемент 4 или группа арматурных элементов 4 выходили за пределы двух концов канала 5. Учитывая длину траектории канала, относительное положение каждого арматурного элемента 4 внутри канала 5 трудно контролировать, и поэтому геометрическое расположение арматурных элементов 4 в канале имеет исключительно случайный характер, как показано, в частности, на фиг.3.
Для устранения вышеуказанного недостатка, относящегося к выборке «слабины» в начале натяжения, связанной с этим случайным геометрическим расположением, применяют описанные ниже операции нагнетания заполнителя 6, позволяющие «зафиксировать» геометрическую конфигурацию арматурных элементов 4 внутри канала 5, чтобы полностью обездвижить индивидуальные оболочки 3 перед натяжением металлических прядей 2.
Как показано на фиг.2, перед нагнетанием заполнителя 6 устанавливают первую запорную плиту 9а на первый конец 47 канала с упором в первую опорную сторону 37, а на второй конец 48 канала устанавливают вторую запорную плиту 9b с упором во вторую опорную сторону 38, при этом обе запорные плиты 9а, 9b являются практически подобными.
Как показано, в частности, на фиг.4 и 6, каждая из запорных плит 9а, 9b имеет, например, в основном круглую форму с диаметром, превышающим поперечный размер канала 5, и с, по существу, постоянной толщиной, при этом каждая из этих запорных плит 9а, 9b содержит N сквозных отверстий 10. Через каждое отверстие 10 пропускают арматурный элемент 4. Каждую из запорных плит 9а, 9b крепят при помощи креплений 25, соответственно, на первой опорной стороне 37 и на второй опорной стороне 38 конструкции. Указанными креплениями могут быть, например, известные фундаментные болты.
Каждое отверстие 10 содержит первый участок, расположенный с опорной стороны 37, 38 и имеющий диметр, слегка превышающий наружный диаметр оболочки 3, заплечик с деформируемой прокладкой 21 и второй участок с диаметром, превышающим диаметр первого участка и направленный наружу относительно канала 5, в который пропускают трубку 22, позволяющую прижать деформируемые прокладки 21 к указанному заплечику. Все трубки 22 толкают одновременно посредством зажимной плиты 23, содержащей N сквозных отверстий, аналогичных N отверстиям 10 запорной плиты 9а, 9b и соосных с ними. Зажимную плиту 23 перемещают поступательным движением при помощи нескольких завинчиваемых стоек 24, неподвижно соединенных с запорной плитой 9а, 9b, так, чтобы трубки 22 давили на деформирующиеся прокладки 21, таким образом обеспечивают герметичность на уровне каждой из запорных плит 9а, 9b в зоне каждого арматурного элемента 4.
В дополнение к общим признакам обеих описанных выше запорных плит 9а и 9b первая запорная плита 9а содержит первое вспомогательное отверстие 11а, предпочтительно большего диаметра, чем диаметр отверстий 10 для арматурных элементов 4, через которое будет проходить заполнитель 6 во время его нагнетания внутрь канала 5. В это вспомогательное отверстие 11а заходит входной канал 27, через который нагнетают заполнитель. Это отверстие 11а находится ниже, чем все отверстия 10 для арматурных элементов 4 (фиг.6).
Вторая запорная плита 9b содержит второе вспомогательное отверстие 11b, предпочтительно большего диаметра, чем диаметр отверстий 10, через которое будет выходить воздух во время первой фазы нагнетания заполнителя 6. В это вспомогательное отверстие 11b заходит выходной канал 28, через который выходит воздух в начале нагнетания, а затем излишек заполнителя 6. Это отверстие 11b находится выше, чем все отверстия 10 для арматурных элементов 4 (фиг.4).
После установки двух запорных плит 9а, 9b и прижатия зажимной плиты 23 можно производить операцию нагнетания заполнителя 6. Заполнитель в жидком виде, например цементный раствор, нагнетают в канал 5 при помощи насоса (не показан) через канал 27 и первое вспомогательное отверстие 11а. Под действием создаваемого насосом давления заполнитель постепенно занимает внутренний объем канала 5, не занятый арматурными элементами 4, одновременно выталкивая остающийся воздух, который удаляется через вспомогательное отверстие 11b и через выходной канал 28.
По мере нагнетания весь внутренний объем канала 5 оказывается заполненным заполнителем, пока он не начнет выходить через вспомогательное отверстие 11b и через выходной канал 28, через который излишек заполнителя отбирают, чтобы избежать его растекания и загрязнения арматурных элементов 4.
Низкое положение первого вспомогательного отверстия 11а и верхнее положение второго вспомогательного отверстия 11b позволяют избежать образования воздушных карманов в канале, что могло бы изменить геометрическую конфигурацию одного или нескольких арматурных элементов 4 во время их натяжения, то есть чего следует избегать, как было указано выше.
После завершения операции нагнетания заполнителя 6 его выдерживают до затвердевания.
После затвердевания заполнителя 6, например, после полного схватывания цемента, если заполнителем 6 является цемент, положение арматурных элементов 4 внутри и вдоль канала 5 окончательно «фиксируется» и больше не может меняться даже при действии натяжения предварительного напряжения на металлические пряди 2.
После затвердевания заполнителя 6 снимают запорные плиты 9а, 9b и связанные с ними крепежные элементы.
После этого на каждом конце 47 и 48 канал 5 содержит сторону 17 и 18, соответственно, из затвердевшего заполнителя (например, из твердого цемента, если заполнителем 6 является цемент), параллельную охватывающей его соответствующей опорной стороне 37, 38. Арматурные элементы 4 выступают перпендикулярно наружу этих сторон 17 и 18 затвердевшего заполнителя.
После этого производят «оголение» арматурных элементов 4, обрезая по кольцу каждую оболочку 3 предпочтительно заподлицо со стороной 17, 18 затвердевшего заполнителя и удаляя обрезанный участок оболочки 3. Таким образом, на участках арматурных элементов 4, выступающих из стороны 17, 18 затвердевшего заполнителя, металлические пряди 2 оказываются оголенными, и непосредственно на каждой металлической пряди 2 можно прочно закрепить средства стопорения.
После этого производят стопорение металлических прядей 2 на втором конце 8 конструкции, например, при помощи хорошо известных усеченных конусных деталей, называемых также «губками», при этом указанные губки заходят в усеченные конусные гнезда соответствующей формы, выполненные в прочной и массивной детали, которая опирается на вторую опорную сторону 38.
На фиг.5 показаны последние этапы способа, включающие натягивание арматурного пучка 1 предварительного напряжения, которое в представленном примере производят со стороны первого конца 7 конструкции. Прочную и массивную опорную плиту 12, имеющую, например, форму толстого диска, прижимают к первой опорной стороне 37 конструкции. Эта опорная плита 12 содержит в своем центре большое сквозное отверстие 72, через которое проходят металлические пряди 2.
К указанной опорной пластине 12 прижимают тоже массивную распорку 13, имеющую, например, форму толстого диска и содержащую по меньшей мере N отверстий 50, через которые, соответственно, проходят металлические пряди 2. Каждое из отверстий 50 имеет форму усеченного конуса 51, расширяющегося в направлении, противоположном опорной плите 12, для захождения в него губок 31 стопорения металлической пряди 2.
На распорку 13 через толстостенную обечайку 49 опираются гидравлический домкрат 40 кольцевой формы, содержащий напорную камеру 42, поршень 41, и устройство крепления металлических прядей 2, содержащее толстую плиту 44 и усеченные конусные клинья 45 типа губок. Одновременное натяжение всего комплекса осуществляют, создавая давление в напорной камере 42 домкрата 40 через трубку 43 при помощи известного гидравлического насоса (не показан).
Поскольку оболочки 3 обездвижены, и между каждой металлической прядью 2 и ее оболочкой 3 имеется небольшой зазор, металлическая прядь 2 при натяжении стремится приблизиться к траектории минимально возможной длины внутри неподвижной индивидуальной оболочки 3, что соответствует выборке минимального зазора между каждой металлической прядью 2 и ее оболочкой 3.
Таким образом, согласно изобретению выборку зазора каждой металлической пряди 2 и ее зафиксированной в пространстве оболочкой 3 обеспечивают во время самого первого перемещения при натяжении, например при перемещении, меньшем 2/10000 длины металлической пряди 2. Например, при длине пряди 150 м перемещение будет меньше 3 см. Сразу после выборки зазора металлическая прядь 2 подвергается удлинению в области упругой деформации.
Когда гидравлическое давление в напорной камере 42 достигнет заранее определенного значения (которое зависит, в частности, от числа N прядей), полученное удлинение будет соответствовать требуемому предварительному напряжению.
Для обычно используемой стали металлических прядей 2 это удлинение соответствует значению примерно 0,6% от ее длины.
Полученные таким образом удлинение и предварительное напряжение сохраняют путем установки усеченных конусных клиньев 31. В толстостенную обечайку 49 устанавливают удерживающую плиту 33, перпендикулярную к направлению металлических прядей 2 и содержащую отверстия, через которые с зазором проходят металлические пряди 2. На этой удерживающей плите 33 крепят эластомерную деталь 32, тоже содержащую отверстия, через которые проходят с зазором металлические пряди 2. Эта эластомерная деталь 32 толкает усеченные конусные клинья 31 в направлении гнезд 51 соответствующей формы, выполненных в распорке 13 так, чтобы усеченные конусные клинья 31 тесно прижимались к металлическим прядям 2 и стопорили их в достигнутом положении.
Поскольку удлинение предварительного напряжения соответствует значению примерно 0,6% длины металлической пряди 2, это удлинение будет составлять 90 см при длине пряди 150 м. Таким образом, в этом примере при выборке зазора «потребляются» только 3 см конечного удлинения (в отличие от выборки слабины, которая стала ненужной за счет операции нагнетания затвердевающего заполнителя), что приводит к удлинению выборки, меньшему 4% конечного удлинения предварительного напряжения. В другом примере соотношения длин металлических прядей 2 являются, по существу, такими же, и во многих сочетаниях длины и извилистости траектории арматурного пучка наблюдалось максимальное значение в 4%.
Таким образом, достигнутым преимуществом является сокращение разброса натяжений между различными металлическими прядями 2, образующими арматурный пучок 1 предварительного напряжения. В области упругой деформации натяжение пропорционально удлинению, при этом получают исключительный результат, при котором натяжения прядей находятся в пределах от 96% до 100% от натяжения наиболее натянутой пряди.
Кроме того, в зависимости от физической формы конструкции можно также, не выходя за рамки изобретения, применять его в соответствии с одним и/или другим из следующих вариантов:
- подклинивать металлические пряди 2 сначала на первом конце 7 конструкции, затем осуществлять операцию вытягивания на втором конце 8 конструкции,
- устанавливать устройство натяжения на двух концах 7, 8 конструкции, что не меняет результата относительно разброса натяжений,
- производить оголение (снимать часть оболочки 3) на одном конце арматурных элементов 4 перед введением их в канал 5,
- сохранять запорные плиты 9а, 9b на месте, не снимая их для осуществления операции натяжения, и в этом случае запорная плита 9а, 9b будет заходить в отверстие 72, выполненное в опорной плите 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ СВОДЧАТОЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ СО СДВОЕННОЙ СТЕНКОЙ | 2003 |
|
RU2261959C2 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРНЫХ КАНАТОВ | 2014 |
|
RU2548267C1 |
| СПОСОБ И УСТРОЙСТВО БОБИНЫ ДЛЯ ПРОДЕВАНИЯ АРМАТУРНЫХ ЭЛЕМЕНТОВ В КАНАЛЫ | 2010 |
|
RU2530080C2 |
| УСТРОЙСТВО И СПОСОБ АВТОМАТИЧЕСКОГО СКРУЧИВАНИЯ МЕТАЛЛИЧЕСКИХ ПРОВОЛОК, В ЧАСТНОСТИ ДЛЯ СОЕДИНЕНИЯ СОСЕДНИХ, ПРЕДПОЧТИТЕЛЬНО ПЕРЕКРЕЩИВАЮЩИХСЯ СТРУКТУРНЫХ ЭЛЕМЕНТОВ | 2013 |
|
RU2600779C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ВОЛОС | 2007 |
|
RU2429772C2 |
| ФУНДАМЕНТ ДЛЯ БАШЕН ВЕТРЯНЫХ ТУРБИН | 2019 |
|
RU2794278C2 |
| РЕБРО КРЕПИ ДЛЯ КРЕПЛЕНИЯ И АРМИРОВАНИЯ ГОРНОЙ ВЫРАБОТКИ | 2011 |
|
RU2593854C2 |
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА, ЭСТАКАДЫ | 2002 |
|
RU2251604C2 |
| АРМАТУРНЫЙ КАНАТ | 2018 |
|
RU2709571C2 |
| УСТРОЙСТВО ПОДАЧИ РАСТЯНУТОГО ЭЛЕМЕНТА | 2011 |
|
RU2569114C2 |
Способ укладки и натяжения арматурного пучка предварительного напряжения, содержащего N арматурных элементов и находящегося в канале. Каждый арматурный элемент содержит свою оболочку, содержащую металлическую прядь. Данный способ включает в себя следующие этапы, на которых арматурные элементы пропускают в канал так, чтобы они выступали с двух концов; нагнетают затвердевающий заполнитель по всему объему указанного канала; выдерживают заполнитель до полного его затвердевания для фиксации траектории арматурных элементов; осуществляют операцию совместного натяжения металлических прядей, за счет чего ход выборки зазора в начале натяжения не превышает 4% удлинения, получаемого в конце операции натяжения, после чего стопорят их на концах конструкции. 8 з.п. ф-лы, 6 ил.
1. Способ укладки и натяжения арматурного пучка (1) предварительного напряжения на конструкции, при этом указанный арматурный пучок (1) предварительного напряжения содержит N арматурных элементов (4), каждый из которых (4) имеет свою индивидуальную оболочку (3), содержащую металлическую прядь (2), а указанный арматурный пучок (1) предварительного напряжения расположен в канале (5), при этом указанный способ включает в себя следующие этапы, на которых:
пропускают арматурные элементы (4) в указанный канал (5) так, чтобы каждый арматурный элемент (4) выступал из двух концов указанного канала (5);
нагнетают затвердевающий заполнитель (6) по всему объему указанного канала (5), не занятому арматурными элементами (4);
выдерживают заполнитель (6) до полного его затвердевания, чтобы он зафиксировал геометрию траектории арматурных элементов (4) внутри канала (5);
обрезают и удаляют участок каждой индивидуальной оболочки (3) на по меньшей мере одном из концов арматурных элементов (4),
осуществляют совместное натяжение металлических прядей (2), за счет чего ход выборки зазора в начале натяжения не превышает 4% удлинения, получаемого в конце операции натяжения,
стопорят каждую металлическую прядь (2) на каждом из концов конструкции.
2. Способ по п.1, дополнительно содержащий этап, на котором перед операцией нагнетания закрывают первые и вторые концы (7, 8) канала (5) первыми и вторыми запорными пластинами (9а, 9b), соответственно, каждая из которых содержит N отверстий, через которые проходит каждый из арматурных элементов (4).
3. Способ по п.2, в котором в первой запорной пластине (9а) имеется первое вспомогательное отверстие (11а) для нагнетания заполнителя (6).
4. Способ по п.3, в котором первое вспомогательное отверстие (11а) находится ниже всех остальных отверстий (10) в первой запорной плите (9а).
5. Способ по любому из пп.2-4, в котором во второй запорной пластине (9b) имеется второе вспомогательное отверстие (11b) для выпуска содержащегося в канале воздуха во время операции нагнетания.
6. Способ по п.5, в котором второе вспомогательное отверстие (11b) находится выше всех остальных отверстий (10) во второй запорной плите (9b).
7. Способ по любому из пп.2-4, в котором после затвердевания заполнителя (6) снимают первую и вторую запорные пластины (9а, 9b).
8. Способ по любому из пп.1-4, в котором операция совместного натяжения включает в себя:
стопорение металлических прядей (2) на одном из двух концов (7, 8) конструкции;
совместное натяжение металлических прядей (2) с другого конца (7, 8) конструкции при помощи гидравлического устройства (40).
9. Способ по любому из пп.1-4, в котором натяжение предварительного напряжения, действующее на каждую металлическую прядь (2), составляет от 180 до 250 кН.
| СИСТЕМА УДЕРЖИВАНИЯ БУТЫЛКИ И ЕЕ КОНФИГУРАЦИИ | 2017 |
|
RU2684122C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУЧКА АРМАТУРНЫХ КАНАТОВ С АНТИКОРРОЗИОННОЙ ЗАЩИТОЙ И ПУЧОК АРМАТУРНЫХ КАНАТОВ С АНТИКОРРОЗИОННОЙ ЗАЩИТОЙ | 2002 |
|
RU2202683C1 |
| DE 3437108 A1, 10.04.1986 | |||
| ТУРБОХОЛОДИЛЬНАЯ УСТАНОВКА | 1972 |
|
SU421862A1 |
| МИХАЙЛОВ В.В и др | |||
| Предварительно напряженные железобетонные конструкции с проволочной и прядевой арматурой | |||
| - М.: Из-во литературы по строительству, 1971, с.246-250. | |||

