Изобретение относится к авто- и железнодорожному строительству, строительству аэродромов, объектов и сооружений различного назначения, ландшафтному строительству и может быть использовано для изготовления объемных георешеток, применяемых при обустройстве основания дорожной одежды, например, при формировании защитного подбалластного слоя ж/д пути.
Известен способ изготовления георешетки неограниченной длины из отдельных секций (заявка на изобретение RU 2003112491, МПК Е01С 5/20, опубл. 10.11.2004), состоящий из предварительной подготовки секций пакета, в процессе которой полосы каждой секции укладывают друг на друга и соединяют в поперечном направлении между собой сварными швами в шахматном порядке, и последующего сопряжения секций между собой путем сваривания стыков соседних секций.
Недостатком известного способа является сложность в изготовлении георешетки, обусловленная необходимостью попарного разделения полос в зоне образовавшегося стыка, а также низкая прочность стыкового сварного соединения полос сопрягаемых секций, что при высоких осевых растягивающих напряжениях, возникающих при использовании георешетки, может привести к разрывам стыковых швов.
Техническим результатом предлагаемого способа является упрощение процесса изготовления георешетки при одновременном повышении ее прочностных характеристик.
Технический результат достигается тем, что способ изготовления георешетки неограниченной длины состоит из предварительной подготовки секций пакета, в процессе которой полосы каждой секции укладывают друг на друга и соединяют в поперечном направлении между собой сварными швами в шахматном порядке, и последующего сопряжения соседних секций между собой, при этом в соответствии с настоящим способом в процессе предварительной подготовки секций пакета каждую пару полос укладывают со смещением по длине относительно друг друга с образованием выступающих концов, а сопряжение секций между собой осуществляют соединением внахлест ответно выступающих концов полос соседних секций.
Укладка соседних полос каждой секции со смещением по длине относительно друг друга с образованием выступающих концов, с последующим сопряжением секций посредством соединения внахлест ответно выступающих концов полос соседних секций - позволяет увеличить размеры узлов соединения полос соседних секций, тем самым повышая прочностные характеристики георешетки. Кроме того, настоящий способ позволяет исключить операцию попарного разделения полос в зоне образовавшегося стыка, тем самым упрощая технологический процесс изготовления георешетки.
При этом в частных случаях осуществления настоящего способа:
- ответно выступающие концы полос соседних секций целесообразно накладывать друг на друга последовательно, попарным высвобождением предварительно загнутых вверх соединяемых концов;
- загиб вверх соединяемых концов полос целесообразно осуществлять на угол, позволяющий свободно устанавливать между отогнутыми концами устройство для соединения концов полос георешетки;
- смещение парных полос по длине относительно друг друга целесообразно выполнять соответствующим длине участка, на котором происходит соединение выступающих концов полос.
- соединение внахлест можно выполнять ультразвуковой сваркой, или термоконтактной сваркой, или склеиванием, или сшиванием нитками/скобами.
Сущность способа поясняется графическими материалами, где:
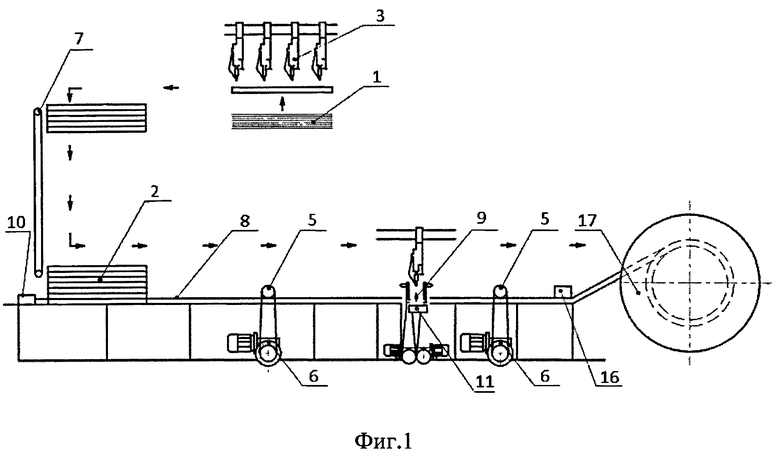
на фиг.1 изображена линия по изготовлению объемной георешетки;
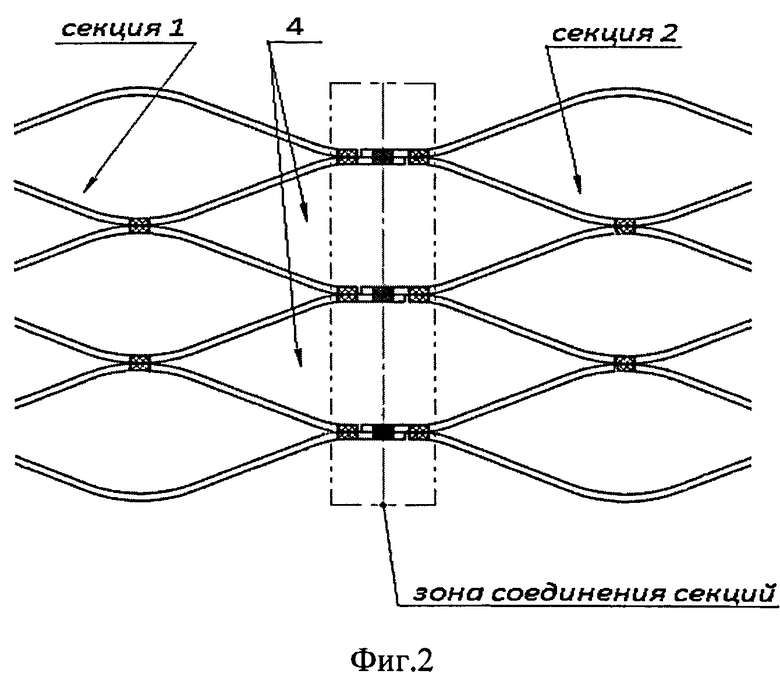
на фиг.2 - схема соединения секций георешетки;
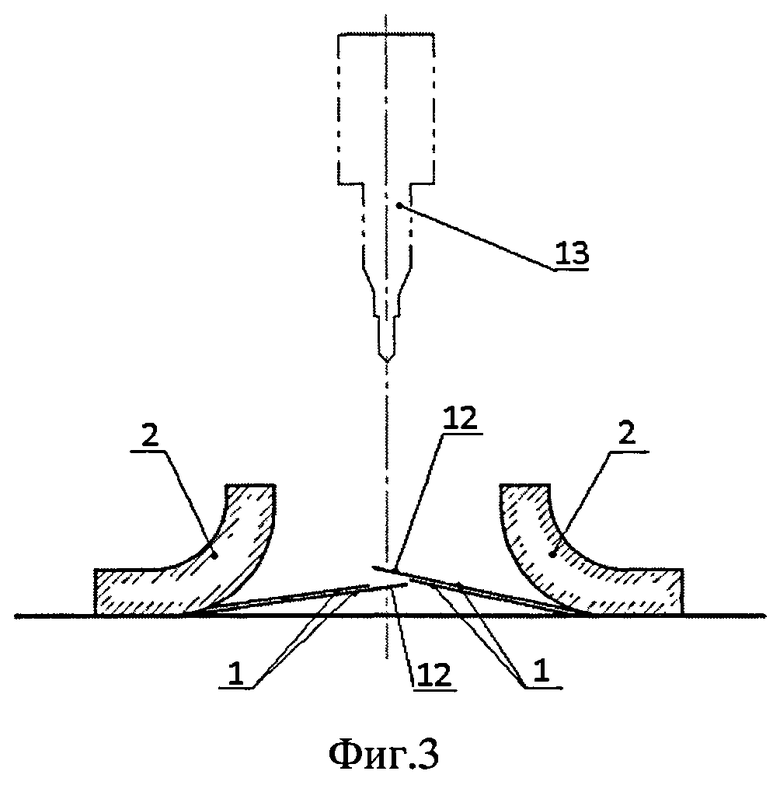
на фиг.3 - схема устройства для сварки соседних секций;
на фиг.4 - схема прижима свариваемых концов соседних секций.
Возможность осуществления заявленного способа показана на примере сопряжения соседних секций георешетки посредством ультразвуковой сварки.
Вначале из нарезанных полос 1 полиэтилена высокой прочности посредством их укладки друг на друга формируют секции 2, сборку которых осуществляют в установке 3 по сварке секций (см. фиг.1). При этом при изготовлении секций 2 обеспечивают необходимое смещение полос 1 по длине относительно друг друга, которое выбирают с учетом длины участка, на котором будет происходить соединение полос при образовании ячеек 4 георешетки (см. фиг.2). В результате между соседними уложенными друг на друга полосами 1 образуется пара, один из концов которой длиннее другого.
Затем посредством вытяжных роликов 5, снабженных электроприводом 6, через конвейер подачи 7 сваренные секции 2 подают на конвейер 8 устройства сварки 9. Конвейер подачи 7 может оканчиваться магазином-накопителем (на фиг. не показан), откуда секции 2 подаются гидроцилиндром-толкателем 10 на стол 11 устройства сварки 9. Сварку концов 12 парных полос соседних секций 2 осуществляют одиночной ультразвуковой сварочной головкой 13. На столе сварки 11 соединяемые концы 12 загибают вверх на 90°, после чего производят попарное высвобождение, наложение и сварку высвободившихся концов (см. фиг.3). При этом обеспечивается определенное расстояние между загнутыми концами с тем, чтобы обеспечить движение сварочной ультразвуковой головки 13, а также последовательное наложение друг на друга длинных концов 12 парных полос соседних секций 2, высвобождаемых устройствами загиба (на фиг. не показаны) по одной. Высвобожденные концы 12 при сварке фиксируют прижимами 14 (см. фиг.4). Под каждую пару полос 1 при сварке подводят охлаждающую упорную пластину 15. После завершения операции соединения упорную пластину 15 переводят в новое положение и соединяют следующую пару полос. Процесс сварки продолжается до сварки всех парных полос соединяемых секций 2. Далее осуществляется перемещение удлиненного пакета на шаг для такого же присоединения последующей секции. Затем происходит следующий цикл сварки новой секции.
Изготовленную георешетку при помощи актуатора 16 навивают на рабочий барабан 17. Процесс сварки происходит до полной намотки барабана, подлежащего далее складскому хранению, либо установке на специализированную ж/д платформу или автомобильный транспорт для использования по назначению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕОРЕШЕТКИ НЕОГРАНИЧЕННОЙ ДЛИНЫ И ШИРИНЫ ИЗ ОТДЕЛЬНЫХ СЕКЦИЙ | 2017 |
|
RU2647552C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ГЕОРЕШЕТКИ НЕОГРАНИЧЕННОЙ ДЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2654108C1 |
| СПОСОБ АРМИРОВАНИЯ СЛАБЫХ ГРУНТОВ ОСНОВАНИЙ И ОТКОСОВ (ВАРИАНТЫ) И ГЕОРЕШЕТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2228479C1 |
| МАШИНА ДЛЯ УКЛАДКИ ГЕОСИНТЕТИЧЕСКИХ МАТЕРИАЛОВ В ДОРОЖНОЕ ПОЛОТНО И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2014 |
|
RU2594491C2 |
| ГИБКАЯ ПОЛИМЕРНО-БЕТОННАЯ ГЕОПЛИТА И АРМИРУЮЩАЯ ЕЕ ЯЧЕИСТАЯ СТРУКТУРА | 2007 |
|
RU2326283C1 |
| СПОСОБ ПОДГОТОВКИ К ХРАНЕНИЮ И ИСПОЛЬЗОВАНИЮ ОБЪЕМНОЙ ГЕОРЕШЕТКИ | 2012 |
|
RU2530136C2 |
| СПОСОБ ОБРАЗОВАНИЯ ПРОТИВОФИЛЬТРАЦИОННОГО ЭКРАНА ИЗ ПЛЕНОЧНОГО ПОЛОТНИЩА | 1991 |
|
RU2022090C1 |
| СПОСОБ СООРУЖЕНИЯ ОСНОВАНИЯ, ОСНОВАНИЕ И ГРУНТОВЫЙ МОДУЛЬ | 2006 |
|
RU2338834C2 |
| Георешетка для армирования откосов и склонов | 2023 |
|
RU2819028C1 |
| СПОСОБ ПРОКЛАДКИ СОТОВОЙ ДОРОГИ | 2015 |
|
RU2597349C1 |
Изобретение относится к авто- и железнодорожному строительству, строительству аэродромов, объектов и сооружений различного назначения, ландшафтному строительству и может быть использовано для изготовления объемных георешеток, применяемых при обустройстве основания дорожной одежды, например, при формировании защитного подбалластного слоя ж/д пути. Способ изготовления георешетки неограниченной длины состоит из предварительной подготовки секций пакета, в процессе которой полосы каждой секции укладывают друг на друга и соединяют в поперечном направлении между собой сварными швами в шахматном порядке, и последующего сопряжения соседних секций между собой. В процессе предварительной подготовки секций пакета каждую пару полос укладывают со смещением по длине относительно друг друга с образованием выступающих концов, а сопряжение секций между собой осуществляют соединением внахлест ответно выступающих концов полос соседних секций. Технический результат состоит в упрощении процесса изготовления георешетки при одновременном повышении ее прочностных характеристик. 4 з.п. ф-лы, 4 ил.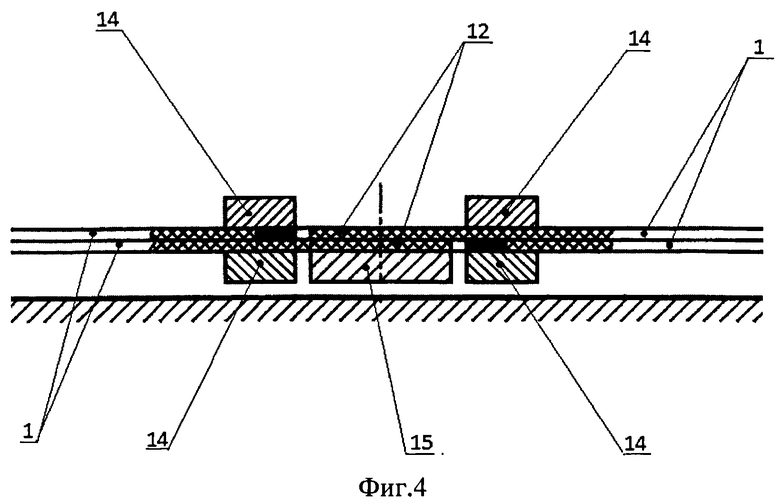
1. Способ изготовления георешетки неограниченной длины, состоящий из предварительной подготовки секций пакета, в процессе которой полосы каждой секции укладывают друг на друга и соединяют в поперечном направлении между собой сварными швами в шахматном порядке, и последующего сопряжения соседних секций между собой, отличающийся тем, что в процессе предварительной подготовки секций пакета каждую пару полос укладывают со смещением по длине относительно друг друга с образованием выступающих концов, а сопряжение секций между собой осуществляют соединением внахлест ответно выступающих концов полос соседних секций.
2. Способ изготовления георешетки по п.1, отличающийся тем, что ответно выступающие концы полос соседних секций накладывают друг на друга последовательно, попарным высвобождением предварительно загнутых вверх соединяемых концов.
3. Способ изготовления георешетки по п.2, отличающийся тем, что загиб вверх соединяемых концов полос осуществляют на угол, позволяющий свободно устанавливать между отогнутыми концами устройство для соединения концов полос георешетки;
4. Способ изготовления георешетки по п.1, отличающийся тем, что смещение парных полос по длине относительно друг друга выполняют соответствующим длине участка, на котором происходит соединение выступающих концов полос.
5. Способ изготовления георешетки по п.1, отличающийся тем, что соединение внахлест выполняют ультразвуковой сваркой, или термоконтактной сваркой, или склеиванием, или сшиванием нитками/скобами.
| RU 2003112491 A, 10.11.2004 | |||
| Гальванометрический потенциал-отметчик | 1952 |
|
SU98763A1 |
| Грунтонос | 1939 |
|
SU59648A1 |
| РАСТЯГИВАЮЩАЯСЯ ГЕОРЕШЕТКА | 1996 |
|
RU2090702C1 |
| СПОСОБ АРМИРОВАНИЯ СЛАБЫХ ГРУНТОВ ОСНОВАНИЙ И ОТКОСОВ (ВАРИАНТЫ) И ГЕОРЕШЕТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2228479C1 |
| Способ получения селена из селенсодержащих илов | 1940 |
|
SU60545A1 |
| US 20060147276 A1, 06.07.2007. | |||

