Предлагаемое изобретение относится к области получения объемных георешеток неограниченной длины, применяемых в промышленном строительстве объектов большой протяженности (автомобильных и железных дорог), больших площадей (аэродромов, стадионов, парковок для автомобилей) и других объектов и сооружений различного назначения, в том числе и объектов ландшафтного строительства.
Ячеистые георешетки неограниченной длины обычно изготавливают из лент пленки полиэтилена высокой плотности, соединенных сериями швов ультразвуковой сварки, расположенных перпендикулярно продольным осям лент.
Известен способ изготовления георешетки неограниченной длины из отдельных секций (заявка на изобретение RU 2003112491, МПК Е01С 5/20. Способ пайки и устройство производства георешетки // П.А. Поль; заявл. 25.04.2003; опубл. 10.11.2004; бюл. №31), включающий предварительную подготовку секций пакета, в процессе которой полосы каждой секции укладывают друг на друга и соединяют в поперечном направлении между собой сварными швами в шахматном порядке, и последующее сопряжение секций между собой осуществляют путем сваривания стыков соседних секций.
Недостатком известного способа является сложность в изготовлении георешетки, обусловленная необходимостью тепловой сварки отдельных попарно разделенных полос в зоне образовавшегося торцевого стыка; это приводит к низкой прочности стыковых сварных соединений полос сопрягаемых секций, что при высоких осевых растягивающих напряжениях, возникающих при использовании георешетки, может привести к разрывам стыковых швов.
Наиболее близким к заявляемому по технической сущности решением (прототипом) является способ производства ячеистой георешетки из отдельных секций (патент на изобретение RU 2354554, МПК B29C 65/08. Способ изготовления ячеистой георешетки и устройство для изготовления ячеистой георешетки // З. Крук, Д. Крук-Цапик, П. Бэнэцки; заявл. 27.08.2007; №2007132268/12; опубл. 10.06.2009; бюл. №13).
Известный способ включает в себя изготовление ячеистой георешетки из перфорированных лент полиэтилена различной плотности с помощью комплекса сварных подвижных ультразвуковых сварочных аппаратов. Сварные швы образуются циклично в шахматном порядке.
Недостатком данного способа является то, что он не позволяет изготовление ячеистой георешетки неограниченной длины, так как она определяется, во-первых, числом сварочных аппаратов, которое не превышает, как правило, десяти штук, во-вторых, длиной подаваемой ленты, которая имеет свое ограничение, связанное с переносом ее из стопки на позицию сварки.
Технический результат состоит в упрощении процесса изготовления георешетки неограниченной длины при одновременном повышении ее прочностных характеристик.
Заявляемый способ изготовления ячеистой георешетки неограниченной длины из перфорированных лент полиэтилена различной плотности включает соединение пакета лент сериями сварных швов, выполненных ультразвуковой сваркой, швы выполнены комплексом передвижных сварочных аппаратов, отличается тем, что пакет лент получают из полиэтиленовой пленки путем ее перфорирования и механической нарезки, с последующим переводом лент из горизонтального положения в вертикальную стопку разделенных между собой лент, с возможностью одиночной подачи на позицию очередной сварки.
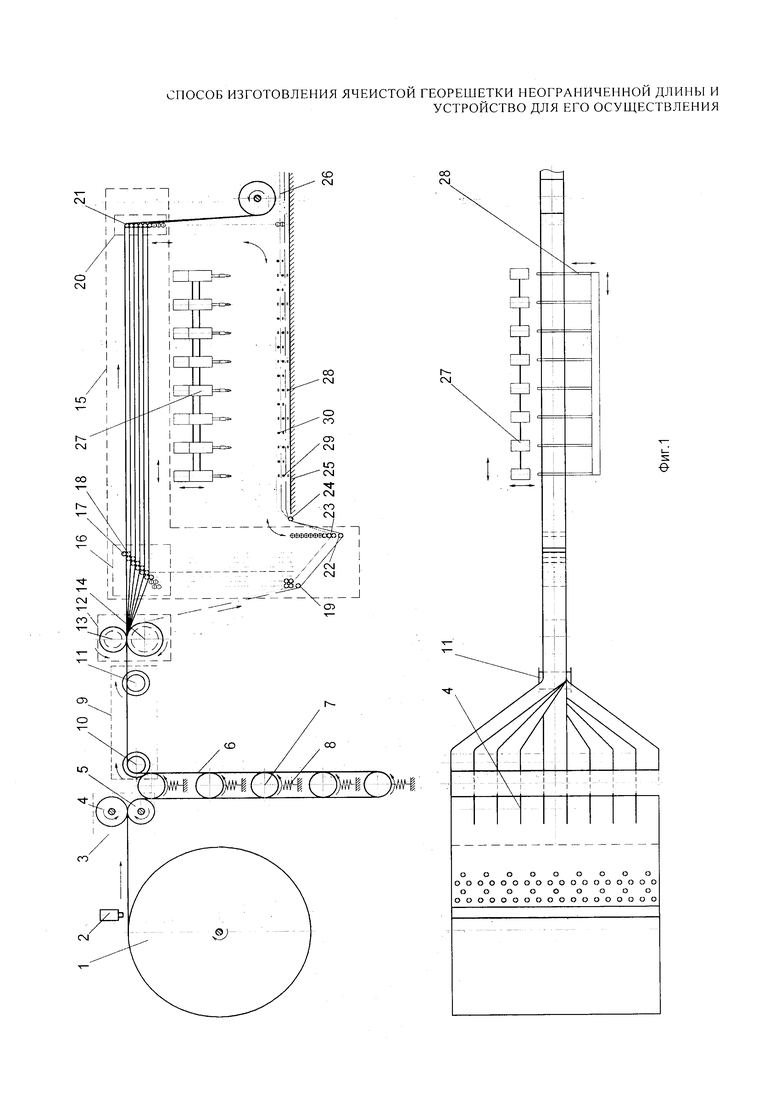
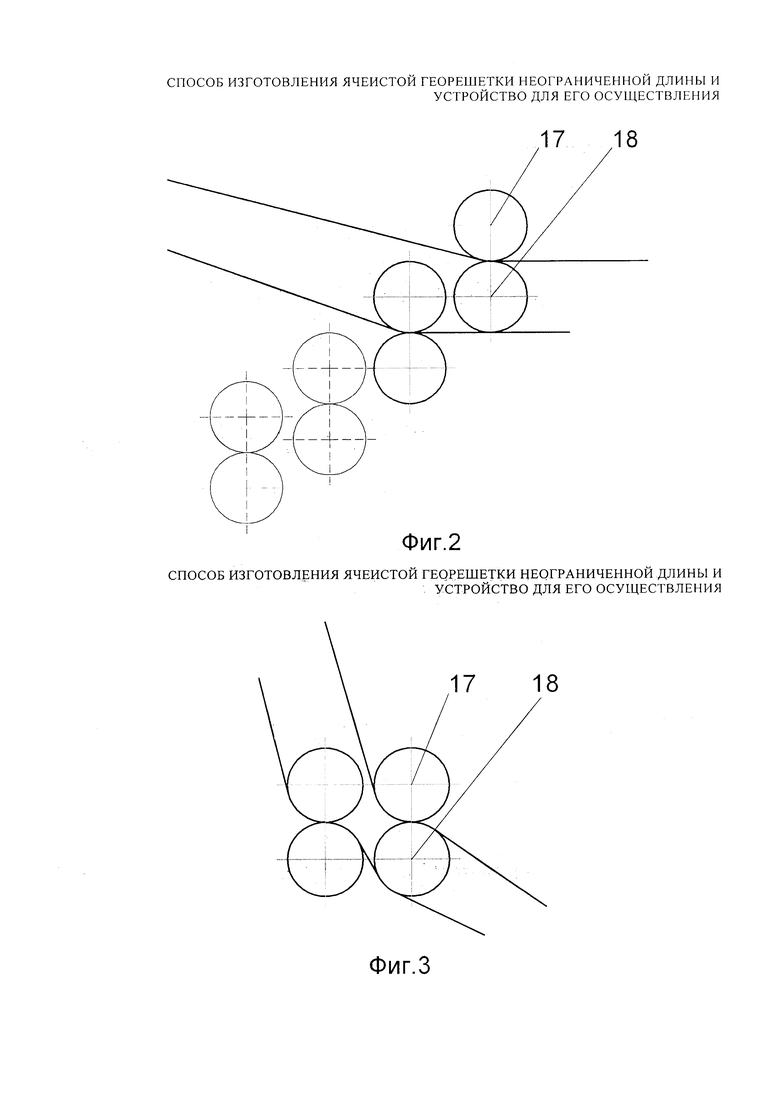
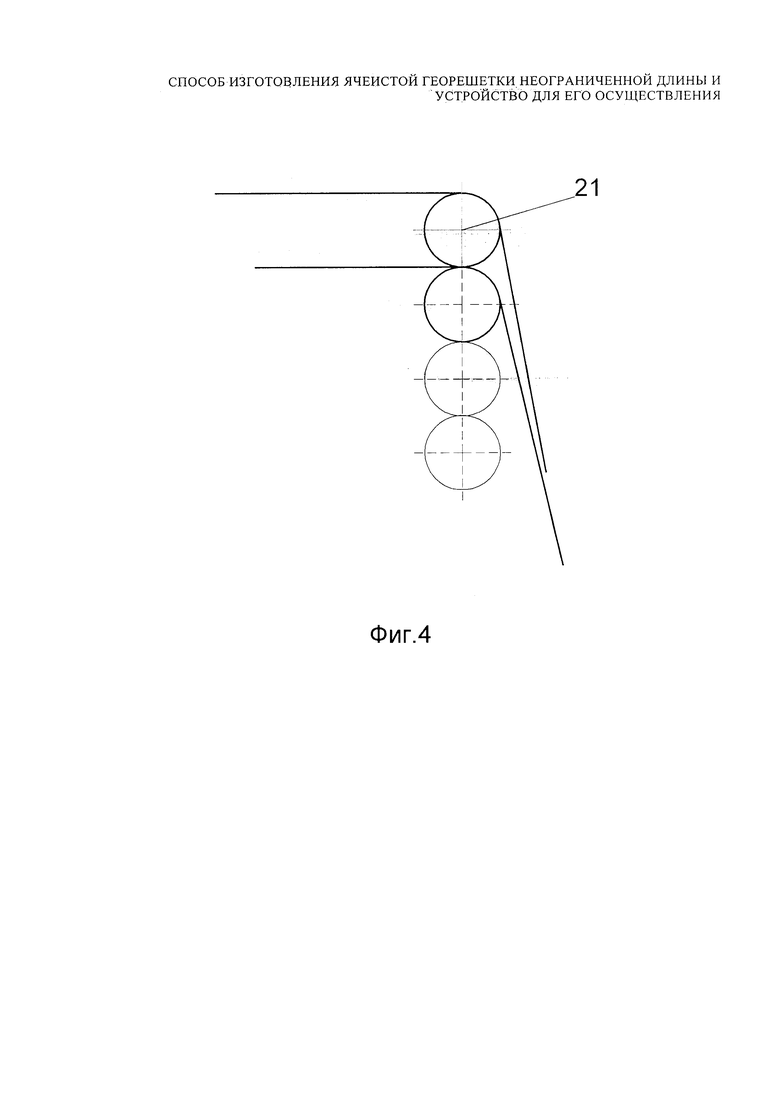
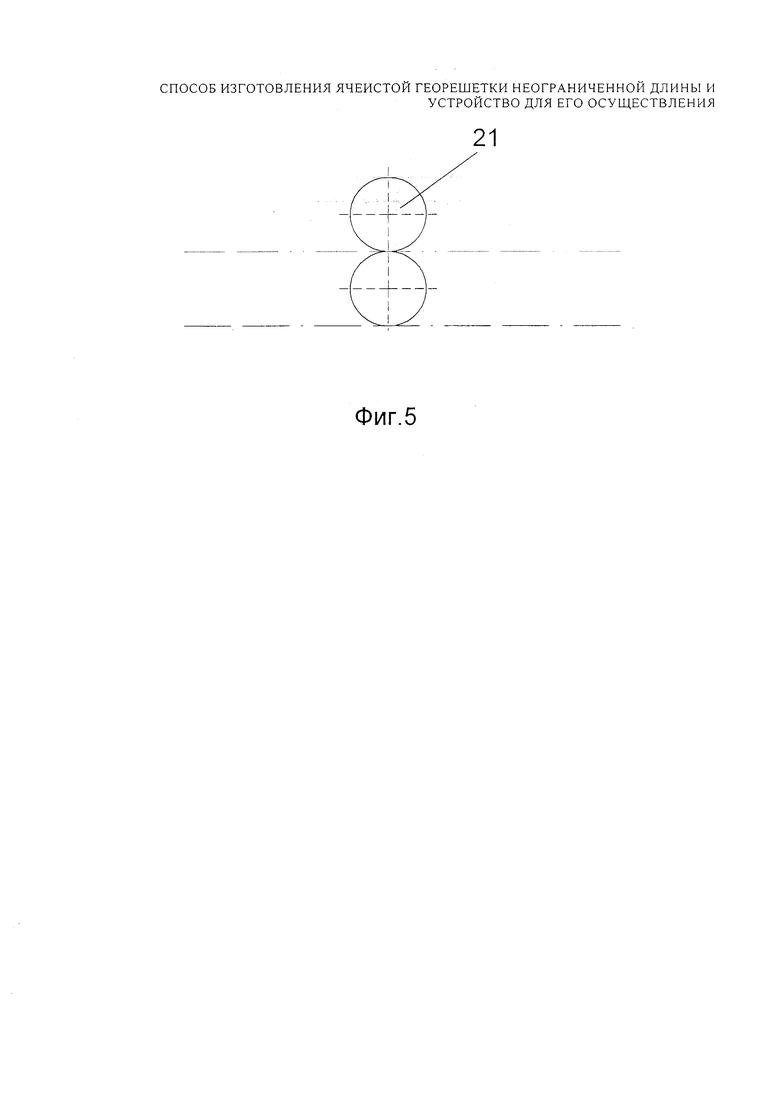
Схема устройства для изготовления ячеистой георешетки неограниченной длины, выполненного в соответствии с заявленным способом, представлена на чертежах, а именно на фиг. 1 - чертеж общего вида устройства для получения ячеистой георешетки неограниченной длины, на фиг. 2 - верхнее взаимоположение роликов механизма подачи начального участка ленты, на фиг. 3 - нижнее взаимоположение роликов механизма подачи начального участка ленты, на фиг. 4 - верхнее взаимоположение роликов механизма подачи конечного участка ленты, на фиг. 5 - промежуточное взаимоположение роликов механизма подачи конечного участка ленты.
Устройство (смотри фиг. 1) состоит из горизонтально расположенного рулона пленки полиэтилена 1, за ним установлен механизм перфорации 2 и блок отрезных ножей 3, состоящий из вращающихся отрезных ножей 4 и валика 5. После него находится система компенсации 6, включающая в себя ролики 7 с пружинами 8 для каждой ленты. Непосредственно за системой компенсации расположен механизм поворота 9, представляющий собой вал 10 и ролик 11. За ним располагается стабилизирующий механизм 12, состоящий из верхнего 13 и нижнего 14 роликов. После него находится система одиночной подачи лент 15, включающая в себя разделяющий механизм 16 подачи начального участка ленты, который состоит из пары роликов 17, 18, за исключением случая первой ленты, для которой предназначен один неподвижный ролик 19, установленный ниже позиции очередной сварки. Разделяющий механизм 20 подачи конечного участка ленты состоит из одиночного ролика 21, за исключением первой ленты, для которой предназначен один неподвижный ролик 22, и второй ленты, для которой разделяющий механизм состоит из двух роликов 23. Направляющий неподвижный ролик 24 расположен в корпусе 25 ниже позиции очередной сварки. За системой одиночной подачи лент 15 находится ролик 26 перемещения готовой георешетки. Блок ультразвуковых головок 27 установлен выше корпуса 25 с возможностью вертикального и горизонтального перемещений, а на противоположной стороне установлен блок сонотродов 28. Взаимодействие блока ультразвуковых головок 27 с блоком сонотродов 28 дает возможность получения сварных швов 29 и 30.
Устройство работает следующим образом. Рулон пленки 1 разматывается в горизонтальном положении, и затем производится перфорация для всех лент сразу с помощью механизма перфорации 2. После этого происходит разрезка на ленты при помощи блока вращающихся ножей 3. Затем ленты попадают в систему компенсации длины лент 6. Благодаря системе компенсации длины возможно расположение лент на позиции очередной сварки без образования петель и заломов. Также система компенсации длины лент 6 позволяет осуществить перевод лент из горизонтального положения в вертикальную стопку. После этого перфорированные ленты попадают в механизм поворота лент 9, где осуществляется поворот лент из горизонтального положения в вертикальную стопку. Стабилизирующий механизм 12 служит для окончательного выравнивания лент в стопке. Затем стопка лент попадает в систему одиночной подачи лент 15, где с помощью пары роликов 17 и 18 начального положения ленты и одиночного ролика 21 конечного положения ленты происходит горизонтальное расслоение стопки лент с возможностью одиночной подачи лент на позицию сварки. Исключение составляет первая лента, которая подается на позицию сварки при помощи неподвижных роликов 19 и 22. А также механизм подачи конечного положения второй ленты состоит из двух роликов 23. Это необходимо для того, чтобы вторая лента заняла верхнее положение. Система одиночной подачи лент 15 работает следующим образом. Первая лента всегда находится в позиции сварки. Вторая лента благодаря механизму 16 подачи начального участка ленты и механизму 20 подачи конечного участка ленты занимает исходное верхнее положение. Пара роликов 17 и 18 перемещается вниз, а ролик 21 вниз и влево, что приводит вторую ленту в нижнее положение на позицию сварки. Благодаря компенсирующей системе 6 происходит выборка всех свободных участков ленты, что приводит благодаря наличию пружины 8 к натяжению ленты на позиции сварки. Блок сварочных головок 27 перемещается вперед, на позицию очередной сварки, где и осуществляется сварной шов 29. Блок сонотродов 28 находится при этом под лентой. После сварки блок сварочных головок 27 перемещается назад, в исходное положение. Блок сонотродов 28 перемещается в перпендикулярном направлении относительно первой и второй ленты и занимает верхнее положение относительно второй ленты, прижимая ее, при этом блок сонотродов 28 перемещается относительно ленты влево на шаг георешетки. На позицию сварки аналогичным способом подается третья лента. Блок сварочных головок 27 также перемещается вперед и влево и занимает положение над блоком сонотродов 28. Происходит сварка, формируется сварной шов 30. Цикл повторяется до окончания сварки всех полос, после чего включается механизм вращения бобины рулона пленки 1 и ролика перемещения готовой георешетки 26, в результате чего готовая ячеистая георешетка убирается с позиции сварки. После этого механизм 16 подачи начального участка ленты и механизм 20 подачи конечного участка ленты занимают исходное верхнее положение. Происходит новый цикл сварки одиночных лент до полного использования рулона пленки 1.
Реализация указанного способа и устройства получения ячеистой георешетки позволяет получать георешетку неограниченной длины непосредственно из пленки, минуя операции предварительной перфорации и нарезки лент.
Также данный способ позволяет выполнять изготовление ячеистой георешетки из однородного материала неограниченной длины, что невозможно при изготовлении георешетки из отдельных блоков по способу прототипу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ГЕОРЕШЕТКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ГЕОРЕШЕТКИ | 2007 |
|
RU2354554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕОРЕШЕТКИ НЕОГРАНИЧЕННОЙ ДЛИНЫ И ШИРИНЫ ИЗ ОТДЕЛЬНЫХ СЕКЦИЙ | 2017 |
|
RU2647552C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕОРЕШЕТКИ НЕОГРАНИЧЕННОЙ ДЛИНЫ ИЗ ОТДЕЛЬНЫХ СЕКЦИЙ | 2012 |
|
RU2530135C2 |
| Георешетка для укрепления склонов и откосов | 2018 |
|
RU2689962C1 |
| Георешетка для армирования откосов и склонов | 2023 |
|
RU2819028C1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПЛЕНОЧНЫХ ПОЛОТЕН ДЛЯ ПЕРЕНОСА ИЗОБРАЖЕНИЯ ИЛИ ЛАМИНИРОВАНИЯ | 2012 |
|
RU2606648C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩИХ КОМПРЕССОВ И ПОЛУЧАЕМЫЕ КОМПРЕССЫ В СТЕРИЛЬНОЙ УПАКОВКЕ | 2011 |
|
RU2597825C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРЫ ГЕОТЕХНИЧЕСКОЙ | 2010 |
|
RU2437986C1 |
| Способ и устройство для изготовления мешков из рукава, изготовленного из ткани | 2015 |
|
RU2687646C2 |
Изобретение относится к области получения объемных георешеток неограниченной длины и ширины, применяемых для укрепления грунта в строительстве объектов большой протяженности (автомобильных и железных дорог), больших площадей (аэродромов, стадионов, парковок для автомобилей), а также объектов ландшафтного строительства. Способ изготовления ячеистой георешетки неограниченной длины из перфорированных лент, выполненных из полиэтилена различной плотности, включает соединение пакета лент сериями сварных швов, выполненных ультразвуковой сваркой, швы выполнены комплексом передвижных сварочных аппаратов. Пакет лент получают из полиэтиленовой пленки путем ее перфорирования и механической нарезки, с последующим переводом лент из горизонтального положения в вертикальную стопку разделенных между собой лент, с возможностью одиночной подачи на позицию очередной сварки. Технический результат состоит в упрощении процесса изготовления георешетки неограниченной длины при одновременном повышении ее прочностных характеристик. 2 н. и 1 з.п. ф-лы, 5 ил.
1. Способ изготовления ячеистой георешетки неограниченной длины из перфорированных лент, выполненных из полиэтилена различной плотности, включающий соединение пакета лент сериями сварных швов, выполненных ультразвуковой сваркой, швы выполнены комплексом передвижных сварочных аппаратов, отличающийся тем, что пакет лент получают из полиэтиленовой пленки путем ее перфорирования и механической нарезки, с последующим переводом лент из горизонтального положения в вертикальную стопку разделенных между собой лент, с возможностью одиночной подачи на позицию очередной сварки.
2. Устройство для изготовления ячеистой георешетки неограниченной длины, состоящее из корпуса, сварочных аппаратов, блока сонотродов и систем, питающих электроэнергией, отличающееся тем, что в корпусе установлен ролик фиксации лент, а механизм перфорации расположен между рулоном пленки и блоком отрезных ножей, система компенсации длины ленты расположена за блоком отрезных ножей, включает подпружиненные ролики с возможностью вертикального перемещения каждого ролика, при этом механизм поворота лент из горизонтального положения в вертикальную стопку расположен после стабилизирующей пары роликов перед системой одиночной подачи лент.
3. Устройство по п. 2, отличающееся тем, что система одиночной подачи лент содержит разделяющий механизм подачи ленты, состоящий из пары роликов начального участка ленты и одиночного ролика конечного участка ленты, за исключением механизма подачи первой ленты, который состоит из одиночных неподвижных роликов, расположенных ниже линии позиции сварки, и механизм подачи конечного участка второй ленты, состоящий из пары роликов, при этом ролики начального участка ленты перемещаются в вертикальном направлении до уровня позиции сварки, а ролики конечного участка ленты перемещаются в вертикальном и горизонтальном направлениях до того же уровня.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ГЕОРЕШЕТКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ГЕОРЕШЕТКИ | 2007 |
|
RU2354554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕОРЕШЕТКИ НЕОГРАНИЧЕННОЙ ДЛИНЫ ИЗ ОТДЕЛЬНЫХ СЕКЦИЙ | 2012 |
|
RU2530135C2 |
| RU 2003112491 A, 10.11.2004 | |||
| Гальванометрический потенциал-отметчик | 1952 |
|
SU98763A1 |
| Грунтонос | 1939 |
|
SU59648A1 |
| Алюминиевая заводка для ткацких челноков | 1928 |
|
SU11448A1 |
| US 2006147276 A, 06.07.2007. | |||

