Изобретение относится к теплоизоляции технологических трубопроводов преимущественно к теплоизоляции труб и соединительных деталей надземной и подземной прокладки.
Известно изобретение «Способ нанесения пенополимерной изоляции» (см. заявка RU №93009955/04, опубликована 20.07.1996, МПК В29С 67/20), в которой для теплоизоляции трубопроводов вспененными полимерными материалами производится установка трубы в форму, заливка пенополимерной композиции, закрытие формы, вспенивание. Отверждение пенополимерной массы осуществляют с активизацией теплоотвода от формообразующей оболочки за счет подвода в технологическую зону воздуха с заданной температурой.
Недостаток этого способа состоит в необходимости наличия положительных температур для его реализации.
Известно изобретение «Способ теплоизоляции трубопровода» (см. заявка RU №2002131172/06, опубликована 10.06.2004, МПК F16L 59/06, F16L 59/08), в которой предложен способ теплоизоляции трубопровода путем ослабления лучистого теплообмена и исключения конвекции между трубопроводом и окружающей средой, включающий установку опорных колец, к которым крепятся оболочки из отражающего теплопроводного материала, одна над другой с зазором, создающими воздушные полости.
Недостаток этого способа заключается в сложности его практической реализации в полевых условия.
Известно изобретение «Способ нанесения теплоизоляции труб заливными марками пенополиуретана для воздушной наземной и подземной прокладки» (см. заявка RU №2009100548/06, опубликована 20.07.2010, МПК F16L 59/00), включающий концентрично установленную на трубе тонколистовую секцию, являющейся одновременно формой и оболочкой; заполнение через верхний продольный стык обечайки межтрубного пространства кольцевой полости «заливными» марками пенополиуретана и выдержку времени на его структурирование; отличающийся тем, что предлагаемый способ позволяет производить теплоизоляцию труб (трубопроводов) цепным методом, не только в заводских условиях (с применением заранее изготовленных полиэтиленовых или спиральновитых оболочек из тонколистового металла на стандартную длину трубы) и с ограниченным применением марок пенополиуретана, а в любом необорудованном месте (с помощью секций тонколистовых обечаек произвольной длины) и применением «заливочных» марок пенополиуретана с парогидронепроницаемыми свойствами.
Недостаток способа состоит в том, что он не применим в полевых условиях при отрицательных температурах, т.к. использование пенополиуретана заливных марок требует положительных температур.
Известно изобретение «Способ осуществления сборно-разборного теплоизоляционного покрытия трубопровода» (см. патент RU №2343340, заявка №2007120773/06, опубликована 10.01.2009, МПК F16L 59/00, F16L 59/02).
Изобретение относится к области промышленного и гражданского строительства и касается способа осуществления сборно-разборного теплоизоляционного покрытия трубопровода с температурой транспортируемого агента от минус 180°C до плюс 170°C. В способе, включающем установку композитных скорлуп в качестве покрытия по длине трубопровода, скрепление их бандажами и защиту соединительных швов, при этом в качестве композитных скорлуп используют монолитный модульный элемент полной заводской готовности с двумя теплоизоляционными слоями и защитной покровной оболочкой, внутренний слой, обращенный к трубопроводу, выполнен из жесткого пенополиизоцианурата, имеющего температуру размягчения 170°C, а наружный слой выполнен формованным пенополиуретаном при взаимном смещении слоев относительно друг друга, обеспечивающем наличие элементов тепловых замковых соединений типа выступ-впадина по всему контуру модульного элемента, установку скорлуп осуществляют их сшиванием по периметру и в длину с использованием поперечных и продольных тепловых замковых соединений и со смещением поперечных швов на половину длины скорлупы, а швы герметизируют. Данный способ применяется только на прямолинейных участках стальных трубопроводов.
Недостаток данного способа заключается в невозможности его применения для соединительных деталей технологических трубопроводов.
Наиболее близким к предлагаемому способу является способ монтажа теплоизоляции, описанный в «Инструкции по монтажу Aeroflex» (ООО «Управляющая компания «Альфа-Инвест», 2010 г., с.1-20), который принят за прототип изобретения.
Недостаток данного способа заключается в применении в качестве защитной оболочки покрывного слоя, состоящего из стекловолокна, который не обеспечивает защиту теплоизоляции от воздействия окружающей среды и механических повреждений.
Задачей изобретения является обеспечение теплоизоляции технологических трубопроводов, включая их соединительные детали.
Технический результат, который может быть получен при осуществлении настоящего изобретения, заключается в обеспечении сохранения температуры транспортируемого сырья и в возможности применения предложенного способа монтажа теплоизоляции не только на прямолинейных участках стальных трубопроводов, но и для их соединительных деталей.
Технической результат достигается применением в качестве теплоизоляции технологических трубопроводов композитных скорлуп - сегментов из вспененного каучука в виде трубок или рулонов, которые устанавливают при необходимости в несколько слоев. Количество слоев определяется в зависимости от необходимой толщины теплоизоляции. Для теплоизоляции соединительных деталей применяют сегменты из вспененного каучука в виде секций, проклееных клеем, а в качестве защитной оболочки применяется кожух из оцинкованной стали, который разрабатывают и изготавливают под каждый диаметр труб и соединительной детали индивидуально, учитывая их геометрические размеры и толщину теплоизоляции. Кожух закрепляют с использованием самонарезающих винтов, а герметичность соединения кожуха обеспечивают использованием сегментов из вспененного каучука.
Монтаж теплоизоляции технологических трубопроводов включает подготовку поверхности трубопровода и нанесение в полевых условиях сегментов из вспененного каучука: для труб и соединительных деталей диаметром менее 159 мм - в виде трубок, для труб и соединительных деталей диаметром более 159 мм - в виде рулонов (листов). Из трубок и рулонов изготавливают скорлупы.
Ширина, толщина и длина сегментов зависит от конкретных характеристик труб и соединительных деталей технологических трубопроводов. В зависимости от расчетной толщины теплоизоляции сегменты из вспененного каучука в виде рулонов (листов) могут быть нанесены вторым и третьим слоем. Монтаж второго и третьего слоя следует производить с перекрытием швов предыдущего слоя. При монтаже теплоизоляции все швы теплоизоляции проклеиваются клеем. Края скорлуп следует приклеивать к трубе (соединительной детали) и к теплоизоляции предыдущего участка теплоизолированного трубопровода.
На теплоизоляцию наносится кожух из оцинкованной стали. Допускается применение кожуха из двух половинок листа оцинкованной стали, при этом продольные края верхней половинки кожуха должны накладываться поверх краев нижней половинки. Для крепления кожуха применяются винты самонарезающие из нержавеющей стали. Винты устанавливают каждые 70-100 мм, расстояние от края нахлеста - не менее 10 мм.
Перед установкой теплоизоляции поверхность трубопровода высушивают, очищают от грязи, пыли, наледи, влаги и других загрязнений.
При теплоизоляции соединительных деталей в виде переходов применяют изготовленные в заводских условиях сегменты из вспененного каучука в виде трубок или рулонов с учетом толщины антикоррозионного покрытия перехода.
Изобретение поясняется чертежами фиг.1-фиг.6.
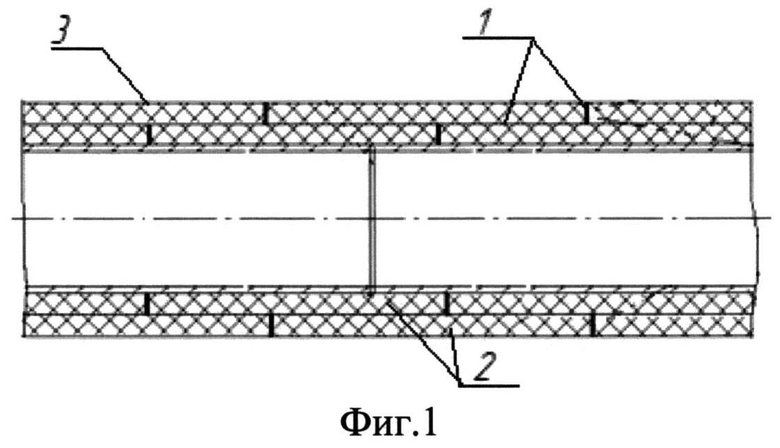
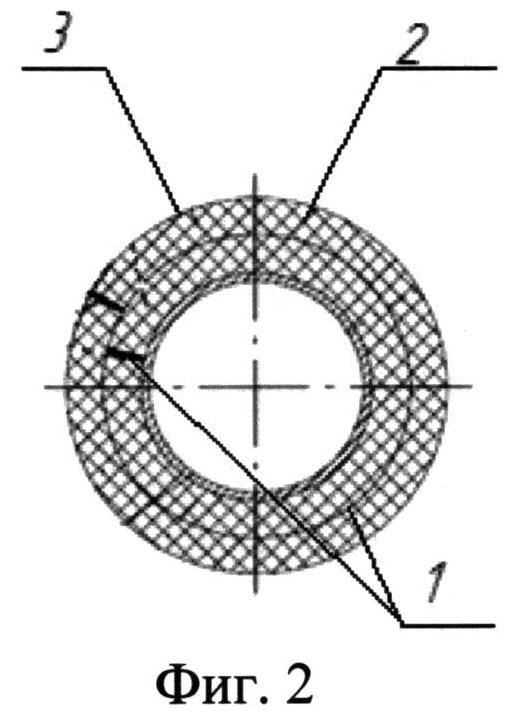
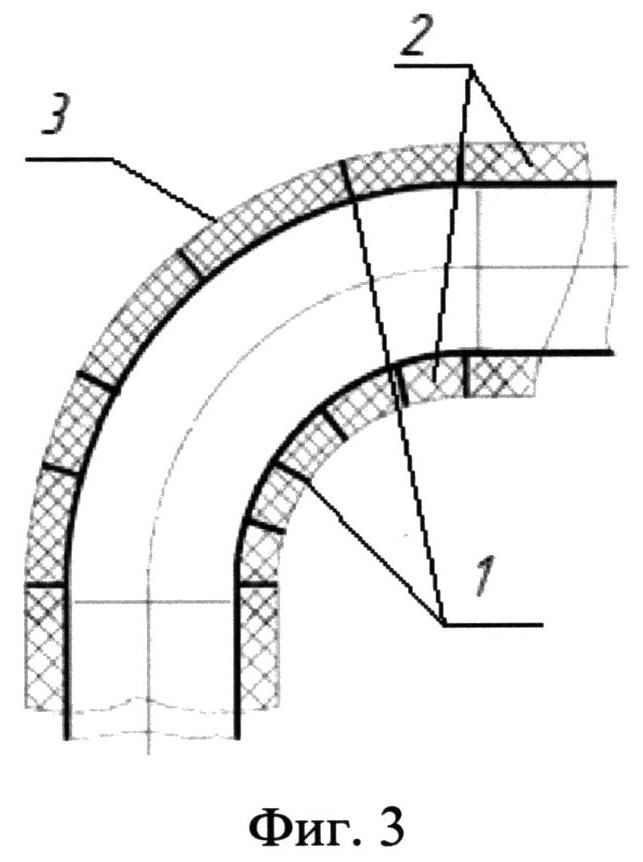
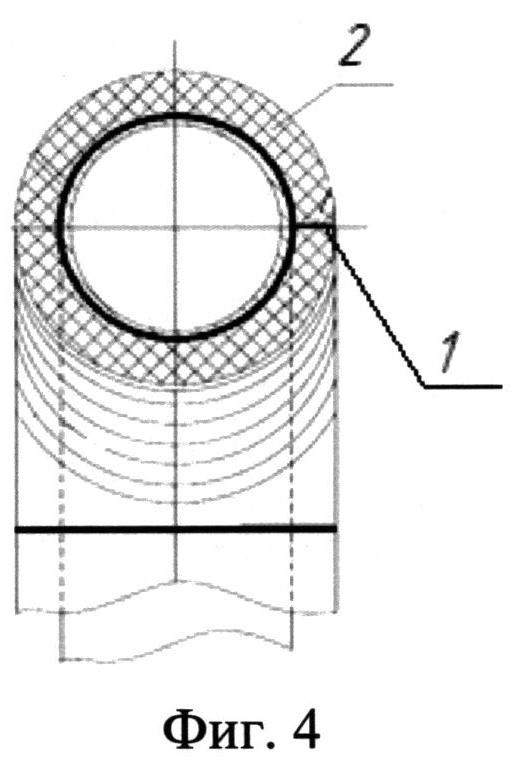
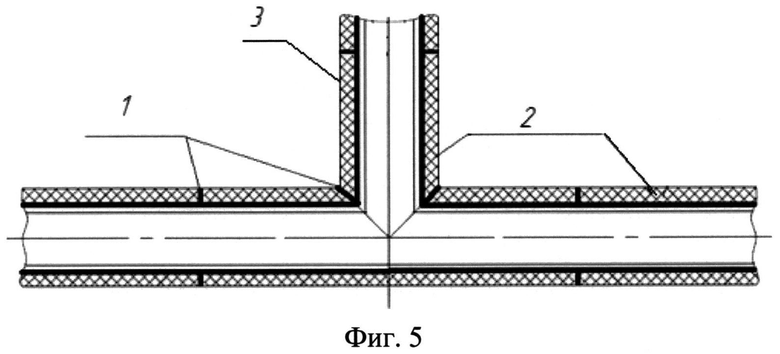
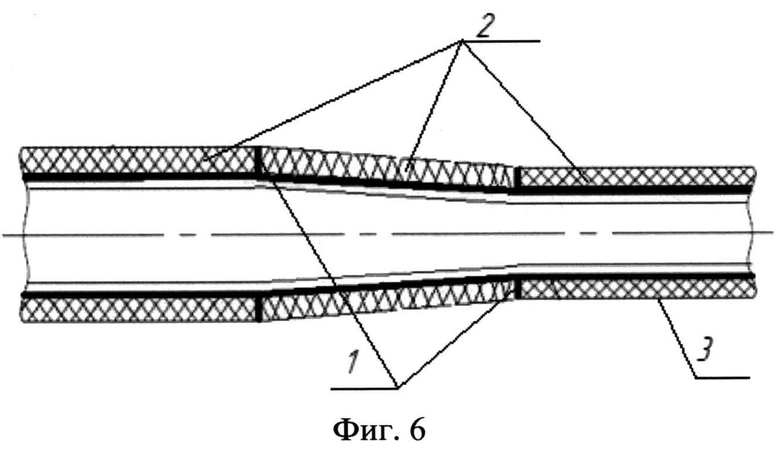
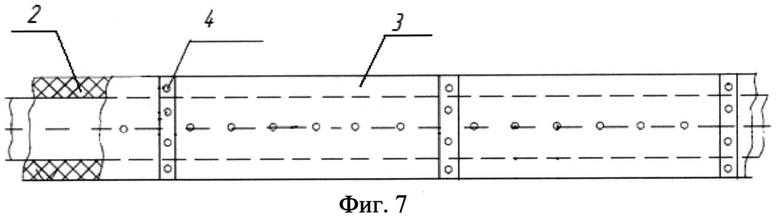
На фиг.1-2 представлена теплоизоляция из сегментов из вспененного каучука на трубе в два слоя, на фиг.3-4 - теплоизоляция из сегментов из вспененного каучука на отводе в один слой, на фиг.5 - теплоизоляция из сегментов из вспененного каучука на равнопроходном тройнике в один слой, на фиг.6 - теплоизоляция из сегментов из вспененного каучука на переходе в один слой, на фиг.7 - пример крепления кожуха.
Технологические трубопроводы включают трубы стальные и соединительные детали для надземной и подземной прокладки.
Монтаж теплоизоляции на трубопровод производится после положительных результатов гидравлических испытаний трубопровода или участка трубопровода и антикоррозионной защиты сварных стыков с применением покрытий на основе термоусаживающихся полимерных лент многослойной конструкции.
В качестве теплоизоляции труб и соединительных деталей технологических трубопроводов применяются композитные скорлупы-сегменты из вспененного каучука.
Сегменты могут быть изготовлены в виде трубок и рулонов (листов) толщиной 25 и 50 мм. В зависимости от требуемой толщины теплоизоляцию укладывают в один или несколько слоев.
Работа.
Перед установкой теплоизоляции поверхность трубопровода высушивают, очищают от грязи, пыли, наледи, влаги и других загрязнений.
Теплоизоляционный материал перед монтажом должен быть сухой и без повреждений.
Швы скорлуп, сегментов и секций из вспененного каучука (продольные и поперечные) 1 (фиг.1-8) проклеивают клеем на основе полихлоропренового каучука.
Сегменты из вспененного каучука 2 (фиг.1-8) для теплоизоляции труб и соединительных деталей технологических трубопроводов диаметром менее 159 мм применяют в виде трубок, для больших диаметров - в виде рулонов (листов).
Если требуемая толщина теплоизоляции превышает толщину, предусмотренную номенклатурой трубок, рулонов (листов), теплоизоляцию из рулонов (листов) укладывают вторым и третьим слоем.
Монтаж второго, третьего слоя теплоизоляции на трубе (соединительной детали) производят с перекрытием швов предыдущего слоя, расстояние между швами не менее 50 мм.
Для теплоизоляции отводов трубопроводов, равнопроходных тройников, переходов применяют сегменты из вспененного каучука в виде секций, вырезанных из трубок или рулонов (листов). Количество секций и их размеры определяются в зависимости от угла и радиуса отвода трубопровода. При монтаже секций края секции приклеивают к отводу (тройнику, переходу) и к предыдущему участку теплоизолированного трубопровода.
При установке сегментов из вспененного каучука проверяется проклейка швов и положение швов относительно друг друга. Смещение швов (поперечных и продольных) на трубах относительно друг друга должно быть не менее 50 мм.
В качестве защитной оболочки применяется кожух из оцинкованной стали 3 (фиг.1-8) или из двух половинок листа оцинкованной стали. Кожух разрабатывают и изготавливают под каждый диаметр труб и соединительной детали индивидуально, учитывая геометрические размеры труб и соединительной детали, а также толщину теплоизоляции.
Величина нахлеста листа кожуха выполняется в соответствии с таблицей 1.
Продольные швы нахлеста кожуха труб, изготовленного из двух половинок листа оцинкованной стали, должны располагаться в положении, соответствующем 3 и 9 ч, при этом верхний лист должен заходить на нижний. Положение необходимо представлять вдоль технологического трубопровода по стрелкам часов.
Продольные швы нахлеста кожуха соединительных деталей, изготовленного из двух половинок листа оцинкованной стали, должны располагаться в положении, соответствующем 12 и 6 ч. Положение необходимо представлять вдоль технологического трубопровода по стрелкам часов.
Кожух закрепляют в зонах нахлестов через каждые 70-100 мм. Для крепления кожуха используют винты самонарезающие из нержавеющей стали 4 (фиг.7-8). Расстояние от края нахлеста - не менее 10 мм.
Герметичность соединения кожуха обеспечивается использованием сегментов из вспененного каучука.
При установке кожуха, состоящего из двух половинок листа оцинкованной стали, длина одной половинки кожуха определяется по формуле
L=(π·D)/2+N,
где D - наружный диаметр установленной теплоизоляции труб, мм,
N - величина нахлеста, определяемого по таблице 1, мм.
При установке кожуха изготовленного из единого листа, длина листа кожуха определяется по формуле
L=π·D+N
где D - наружный диаметр установленной теплоизоляции труб, мм;
N - величина нахлеста, определяемого по таблице 1, мм.
Ширина листа кожуха соединительной детали определяется для каждого типа детали индивидуально.
Кожух должен быть без механических повреждений (вмятин, царапин до металла), без пропусков цинкового покрытия.
Техническим результатом изобретения является обеспечение монтажа теплоизоляции труб и соединительных деталей технологических трубопроводов для надземной и подземной прокладки в полевых условиях, включая сложные климатические условия, и обеспечение сохранения температуры перекачиваемого сырья.
Изобретение позволяет усовершенствовать технологию монтажа теплоизоляции на технологические трубопроводы, что, в свою очередь удешевляет ее монтаж и повышает производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа теплоизоляционного покрытия подземного трубопровода в трассовых условиях и сборная конструкция теплоизоляционного покрытия подземного трубопровода для монтажа в трассовых условиях | 2015 |
|
RU2623014C2 |
| Теплоизоляционное покрытие подземного трубопровода для монтажа в трассовых условиях | 2015 |
|
RU2622727C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ВАНТУЗА ДЛЯ НАДЗЕМНОЙ И ПОДЗЕМНОЙ УСТАНОВКИ | 2012 |
|
RU2530986C2 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ШИБЕРНОЙ ЗАДВИЖКИ | 2012 |
|
RU2516050C2 |
| СПОСОБ МОНТАЖА ПРОТИВОПОЖАРНЫХ ВСТАВОК ДЛЯ ТРУБ В ТЕПЛОИЗОЛЯЦИИ | 2012 |
|
RU2530949C2 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБ ДЛЯ НАДЗЕМНОЙ ПРОКЛАДКИ | 2012 |
|
RU2530943C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ МАЛЫХ ДИАМЕТРОВ | 2012 |
|
RU2517945C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
Изобретение относится к теплоизоляции труб. В способе в качестве теплоизоляции труб и деталей технологических трубопроводов применяют пенокаучук в виде трубок или рулонов в зависимости от диаметра трубопровода, который устанавливают в несколько слоев в зависимости от необходимой толщины теплоизоляции. Для теплоизоляции соединительных деталей применяют сегменты или секционные детали, и в качестве защитной оболочки применяется кожух из оцинкованной стали, который разрабатывают и изготавливают под каждый диаметр труб и детали индивидуально, учитывая их геометрические размеры и толщину теплоизоляции. Закрепляют кожух с использованием самонарезающих винтов, а герметичность соединения кожуха обеспечивают применением пенокаучука. Технический результат - повышение надежности монтажа теплоизоляции. 6 з.п. ф-лы, 2 ил., 2 табл.
1. Способ монтажа теплоизоляции технологических трубопроводов, включающий установку композитных скорлуп в качестве покрытия на трубы и соединительные детали, скрепление их бандажами и защиту соединительных швов, отличающийся тем, что в качестве теплоизоляции труб и деталей технологических трубопроводов применяется вспененный каучук в виде трубок или рулонов, который устанавливают в несколько слоев в зависимости от необходимой толщины теплоизоляции, при этом для теплоизоляции соединительных деталей применяют сегменты или секции, швы теплоизоляции проклеивают клеем, а в качестве защитной оболочки применяют кожух из оцинкованной стали, при этом кожух закрепляют с использованием самонарезающих винтов.
2. Способ по п.1, отличающийся тем, что перед установкой теплоизоляции поверхность трубопровода высушивают, очищают от грязи, пыли, наледи, влаги и других загрязнений.
3. Способ по п.1, отличающийся тем, что сегменты из вспененного каучука могут быть в виде трубок - для труб и соединительных деталей диаметром менее 159 мм, в виде рулонов (листов) - для труб и соединительных деталей диаметром более 159 мм.
4. Способ по п.1, отличающийся тем, что вспененный каучук в виде рулонов (листов) может быть нанесен на технологический трубопровод вторым и третьим слоем в зависимости от расчетной толщины теплоизоляции.
5. Способ по п.1, отличающийся тем, что при монтаже теплоизоляции все швы композитных скорлуп из вспененного каучука проклеиваются клеем, края приклеивают к трубе (соединительной детали) и к теплоизоляции предыдущего участка теплоизолированного трубопровода.
6. Способ по п.1, отличающийся тем, что на теплоизоляцию из вспененного каучука наносят кожух из оцинкованной стали или из двух половинок листа оцинкованной стали, при этом края верхней половинки должны накладываться поверх краев нижней половинки.
7. Способ по п.1, отличающийся тем, что для крепления кожуха применяют винты самонарезающие из нержавеющей стали.
| Предохранительное приспособление к прессу для вырубки деталей низа обуви | 1949 |
|
SU82811A1 |
| Инструкция по монтажу Аeroflex (ООО "Управляющая компания "Альфа-Инвест"), 2010, с 1-20 | |||
| Станок для изгибания деревянных брусков | 1935 |
|
SU49167A1 |
| WO 2002077513 A1, 03.10.2002 | |||
| СИСТЕМА ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ С ПАРООБРАЗОВАНИЕМ ВНУТРИ ЦИЛИНДРОВ | 2000 |
|
RU2208175C2 |

