Область техники
Настоящее изобретение относится к производству и изготовлению упаковочных материалов.
Уровень техники
В промышленном производстве изделий из гофрокартона используется множество различных устройств, преобразующих отрезную заготовку коробки из гофрокартона в готовую коробку. Некоторые из этих устройств могут выполнять резку, нанесение линии сгиба, сгибание и (или) склеивание заготовок из гофрокартона в целях получения готовой коробки. Клеевой аппарат зачастую является одним из элементов группы последовательно установленных машин, превращающих заготовки из гофрокартона в коробки по одной. Этот клеевой аппарат, как правило, принимает сложенную заготовку с четырьмя расположенными рядом стенками, отделенными одна от другой продольными линиями сгиба и прорезями. Каждая из этих стенок также включает в себя противоположно расположенные клапаны, которые могут быть сложены так, чтобы получить верхнюю и нижнюю грань коробки. Кроме того, на одной из стенок всегда имеется язычок для нанесения клея. Клеевой аппарат наносит клей на язычок для клея и (или) на ближайшую стенку и прижимает язычок для клея к ближайшей стенке, при этом получается коробка с четырьмя соединенными сторонами.
Типовые клеевые аппараты являются относительно сложными и крупногабаритными машинами. Эти машины часто комплектуются ленточными конвейерами, предназначенными для транспортировки заготовок из гофрокартона через машину. Типовые клеевые аппараты также включают в себя устройства для нанесения клея, которые могут механически перемещаться вдоль заготовки из гофрокартона и наносить клей на клеевой язычок. Кроме того, во многих клеевых аппаратах имеются устройства для приложения давления на клеевой язычок (например, пневматический манипулятор), которые предназначены для соединения клеевого язычка с прилегающей стенкой коробки. По причине сложной конструкции типовых машин для склеивания и необходимости надлежащей синхронизации работы устройства нанесения клея и других движущихся частей клеевые машины часто комплектуются компьютерами или иными электронными устройствами, предназначенными для управления работой различных частей машины и недопущения их соударения при работе. Так, например, компьютер или иное электронное устройство может координировать временные интервалы и управлять работой одного или нескольких пневматических манипуляторов, предназначенных для сгибания заготовки, устройства нанесения клея, предназначенного для нанесения клея на заготовки, и прижимного устройства, предназначенного для приложения давления к тем частям заготовки, на которые нанесен клей, так, чтобы ни один из этих компонентов не препятствовал работе другого. Сложная природа таких клеевых аппаратов, имеющих множество подвижных частей и электронных устройств, повышает стоимость машин и зачастую требует значительных операционных расходов и расходов на техническое обслуживание.
В дополнение к относительно сложной конструкции типовых клеевых аппаратов, они зачастую имеют внушительные габаритные размеры. Заготовка из гофрокартона, склеиваемая типовым клеевым аппаратом, обычно согнута таким образом, что клеевой язычок выходит из середины заготовки. Таким образом, все клеевые аппараты имеют крупногабаритные С-образные рамы. Нижняя часть этой рамы поддерживает заготовку из гофрокартона в процессе склеивания. Верхняя часть этой рамы, на которой установлено устройство нанесения клея, находится над верхней частью заготовки из гофрокартона в таком месте, которое позволяет достать до клеевого язычка, находящегося в средней части этой заготовки. Для заготовок большего размера необходимо использовать клеевые аппараты с рамами еще больших размеров. Такие крупногабаритные клеевые машины могут занимать ценное пространство на производстве или на промышленных объектах иных типов.
Предмет настоящей заявки не ограничивается вариантами конструкции, которые позволяют устранить недостатки или работать только в тех промышленных условиях, которые описаны выше. Будет более правильным подчеркнуть, что указанные предпосылки приведены только для того, чтобы проиллюстрировать для примера только одну технологическую область, в которой описанные здесь варианты конструкции могут быть применены.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Примеры осуществления настоящего изобретения относятся к производству и изготовлению упаковочных материалов. В особенности, эти примеры относятся к устройствам и методам склеивания упаковочных материалов, таких как упаковочные шаблоны, изготовленные из гофрированного картона.
В одном из вариантов осуществления настоящего изобретения описывается машина для склеивания. Устройство для склеивания упаковок снабжено опорной конструкцией, на которой смонтирован клеевой аппарат и опорная плита. Опорная плита предназначена для поддерживания и выравнивания упаковочного материала для склеивания и сборки в машине. Клеевой аппарат снабжен одним прихватом, предназначенным для избирательного и надежного закрепления первой части упаковочного материала на опорной плите, раздаточной форсункой для клея, соединенной с системой подачи жидкого клея, и фальцевальным аппаратом, предназначенным для загибания одной части упаковочного материала на другую его часть.
Раздаточная форсунка для клея подвижно закреплена на опорной конструкции так, что она может избирательно перемещаться между первым и вторым положением на опорной конструкции, нанося клей вдоль всей длины, по крайней мере, одной крайней поверхности упаковочного материала. Дополнительно раздаточная форсунка для клея может быть функционально связана с рельсовой конструкцией и приводом, предназначенными для перемещения форсунки между первым и вторым положением. Дополнительно раздаточная форсунка для клея может быть функционально связана, как минимум, с одним датчиком, предназначенным для обнаружения наличия упаковочного материала так, чтобы форсунка наносила клей на упаковочный материал между первым и вторым крайними положениями.
Кроме того, фальцевальный аппарат имеет такую конструкцию, чтобы загибать одну часть упаковочного материала на другую его часть, после того как, по крайней мере, на одну крайнюю поверхность одной из этих частей будет нанесен клей. В качестве опции первый прихват фальцевального аппарата может быть снабжен двигателем, обеспечивающим удерживание и сгибание упаковочного материала.
В соответствии с другим вариантом осуществления настоящего изобретения, опишем метод изготовления коробки. Этот метод предусматривает использование заготовки, представляющей собой совокупность расположенных рядом стенок и клеевого язычка, выступающего из одной из стенок. Между стенками заготовки коробки и клеевым язычком наносится (опционально) линия сгиба или надрез, обеспечивающий складывание заготовки. В общем случае прямоугольная форма коробки образуется, когда клеевой язычок и край первой стенки располагаются вместе и по периметру заготовки. Клеевой язычок крепится к первой стенке и образует склеенную заготовку коробки, при этом крепление язычка к первой стенке предусматривает вставку заготовки в первую часть машины для склеивания. При этом машина для склеивания надежно удерживает часть клеевого язычка на месте и надежно удерживает часть первой стенки на месте, таким образом, что край первой стенки располагается вблизи клеевого язычка. Затем, по крайней мере, на одну из поверхностей - на клеевой язычок или на край первой стенки - наносится клей, а после этого язычок загибается на первую стенку, когда между ними уже находится слой клея.
В еще одном варианте осуществления настоящего изобретения машина для склеивания снабжена клеевым аппаратом с раздаточной форсункой для клея, соединенной с системой подачи жидкого клея, при этом форсунка функционально соединена с рельсовой конструкцией и моторизованным приводом, предназначенным для перемещения раздаточной форсунки для клея из первого положения во второе, так, чтобы обеспечить нанесение клея вдоль всей длины по крайней мере одной крайней поверхности заготовки для коробки, при этом заготовка для коробки имеет несколько расположенных рядом стенок и, по крайней мере, один клеевой язычок, выходящий из первой стенки заготовки для коробки.
Кроме того, в состав устройства входит опорная плита, предназначенная для поддерживания заготовки, пока раздаточная форсунка для клея наносит на нее клей. Еще оно снабжено, по крайней мере, одним устройством для выравнивания заготовки коробки на опорной плите непосредственно под раздаточной форсункой для клея, по крайней мере одним датчиком, предназначенным для обнаружения переднего и заднего конца клеевого язычка, причем, по крайней мере, один датчик функционально связан с раздаточной форсункой для клея, таким образом, чтобы форсунка наносила клей только между передним и задним концом клеевого язычка.
Устройство также снабжено одним прихватом, предназначенным для избирательного и надежного закрепления, по крайней мере, одной части клеевого язычка на опорной плите, вторым прихватом для избирательного и надежного закрепления второй части упаковочного материала на опорной плите, и фальцевальным аппаратом, предназначенным для загибания клеевого язычка на расположенную вблизи него стенку заготовки коробки после того, как, по крайней мере, на одну крайнюю поверхность (язычка или стенки) будет нанесен клей.
Опционально фальцевальный аппарат имеет такую конструкцию, чтобы загибать одну часть упаковочного материала на другую его часть после того, как, по крайней мере, на одну крайнюю поверхность одной из этих частей будет нанесен клей.
Данное краткое изложение предназначено для упрощенного ознакомления с выбранными концепциями изобретения, которые будут описаны более подробно в разделе «Подробное описание». Это изложение не предназначено для описания основных или важных аспектов предмета заявки и не предназначено для использования в качестве вспомогательного средства при определении рамок предмета заявки.
Дополнительные особенности и преимущества будут описаны ниже, отчасти они вытекают из описания или будут изложены в процессе данного описания. Особенности и преимущества данного изобретения могут быть определены при помощи приборов и их комбинаций, описанных в прилагаемой формуле изобретения. Особенности настоящего изобретения станут более очевидными после ознакомления с приведенным ниже описанием и прилагаемой формулой изобретения или будут изложены в процессе приведенного описания изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В целях дальнейшего разъяснения указанных ниже и прочих особенностей и преимуществ настоящего изобретения более детальное описание изобретения будет дано со ссылками на конкретные варианты конструкции, показанные на прилагаемых чертежах. Следует иметь в виду, что указанные чертежи показывают только определенные варианты конструкции, предусмотренные изобретением, и не могут рассматриваться в качестве фактора, ограничивающего рамки этого изобретения. Детальное описание и разъяснение сути изобретения будет осуществляться посредством прилагаемых чертежей:
на Фиг.1 показан вид машины для склеивания, соответствующей одному из вариантов конструкции настоящего изобретения;
на Фиг.2 показана заготовка коробки, которую можно склеить при помощи машины для склеивания, показанной на Фиг.1;
на Фиг.3 показана заготовка из гофрокартона, также показанная на Фиг.2, которая склеивается при помощи машины, показанной на Фиг.1;
на Фиг.4 показана заготовка коробки, состоящая из двух отдельных частей, которую можно склеить при помощи машины для склеивания, показанной на Фиг.1;
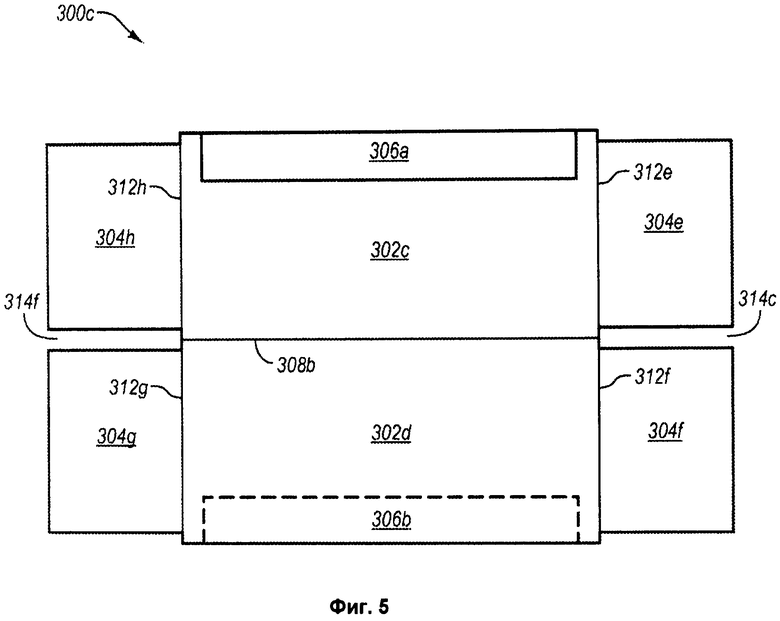
на Фиг.5 показана заготовка из гофрокартона, также показанная на Фиг.4, которая склеивается при помощи машины, показанной на Фиг.1;
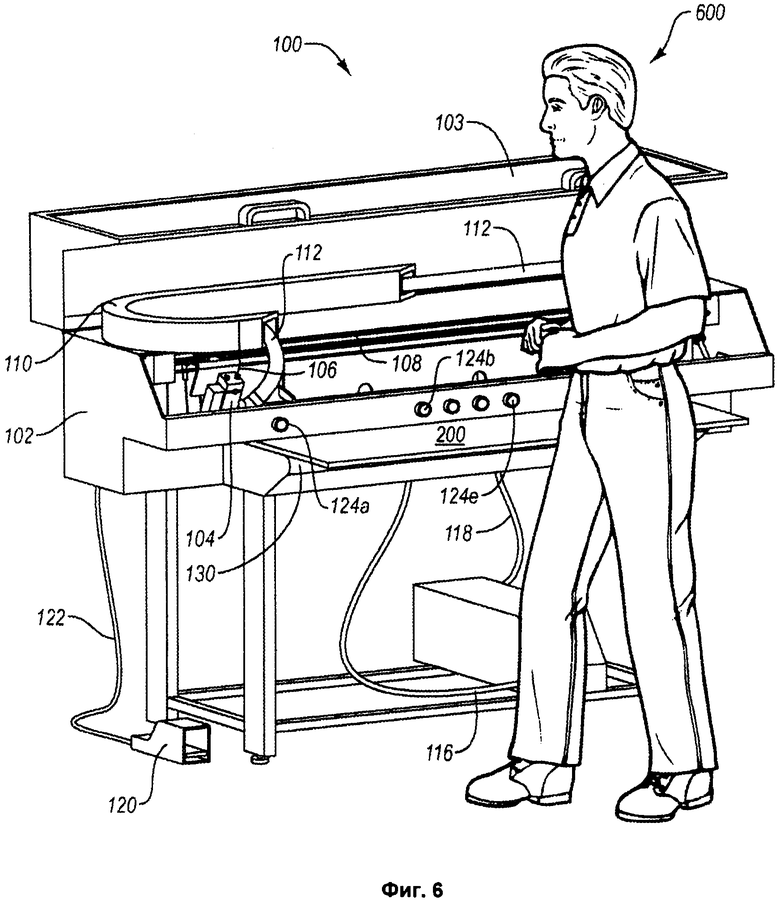
а Фиг.6 показан примерный вид машины для склеивания с оператором;
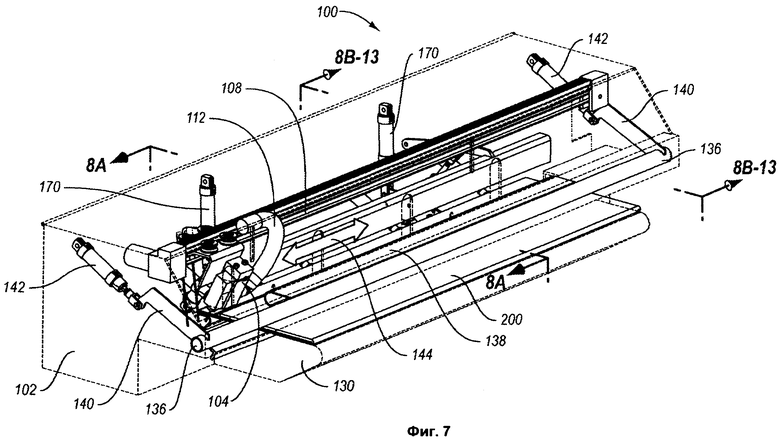
на Фиг.7 показан фрагмент вида в разрезе машины для склеивания, изображенной на Фиг.6;
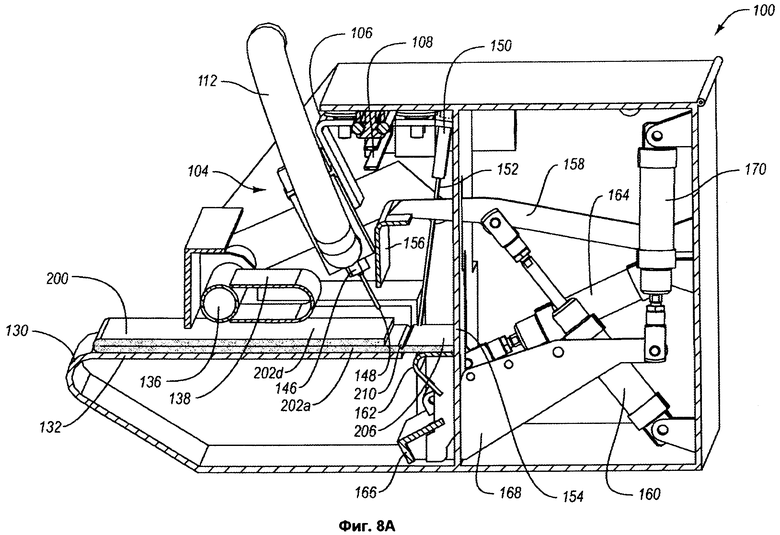
на Фиг.8А показан вид в разрезе (по линии 8А-8А) машины для склеивания, изображенной на Фиг.7;
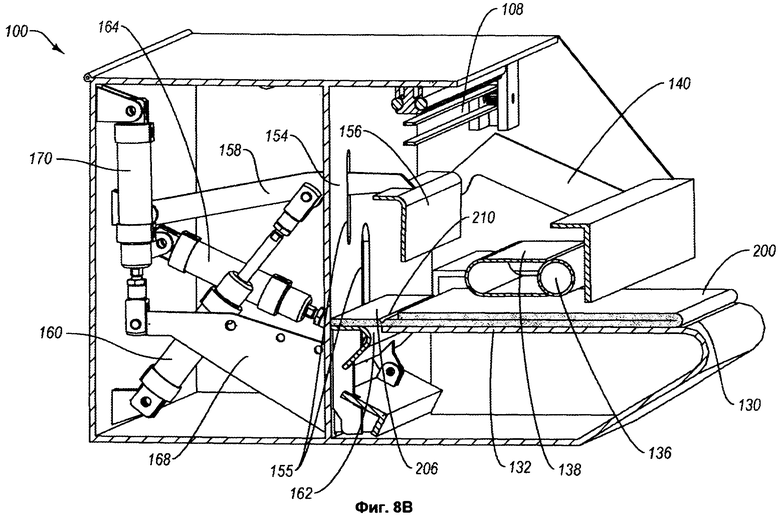
на Фиг.8В-13 показаны виды в разрезе (по линии 8В-13-8В-13) машины, показанной на Фиг.7, с указанием действия различных компонентов машины при приклеивании клеевого язычка к другой стенке заготовки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Описанные в настоящем документе варианты осуществления изобретения относятся к методам, устройствам, системам, агрегатам и аппаратам, входящим в состав машин для склеивания. Они настроены таким образом, например, чтобы обеспечивать простое и эффективное склеивание объектов.
На Фиг.1-13 и в последующем тексте дается краткое и общее описание примерных конструкций, позволяющих реализовать предмет изобретения. Несмотря на то, что ниже дается описание машин для склеивания картонной упаковки, оно является всего лишь одним примером, в то время как эти конструкции изобретения могут быть реализованы с другими типами склеиваемых объектов. Следовательно, в спецификации и формулах изобретения термины «склеиваемый объект», «склеиваемый элемент», «упаковочный материал», «заготовка коробки» и т.п. могут использоваться для обозначения практически любого типа предметов, которые могут склеиваться с помощью описанной здесь системы или устройства.
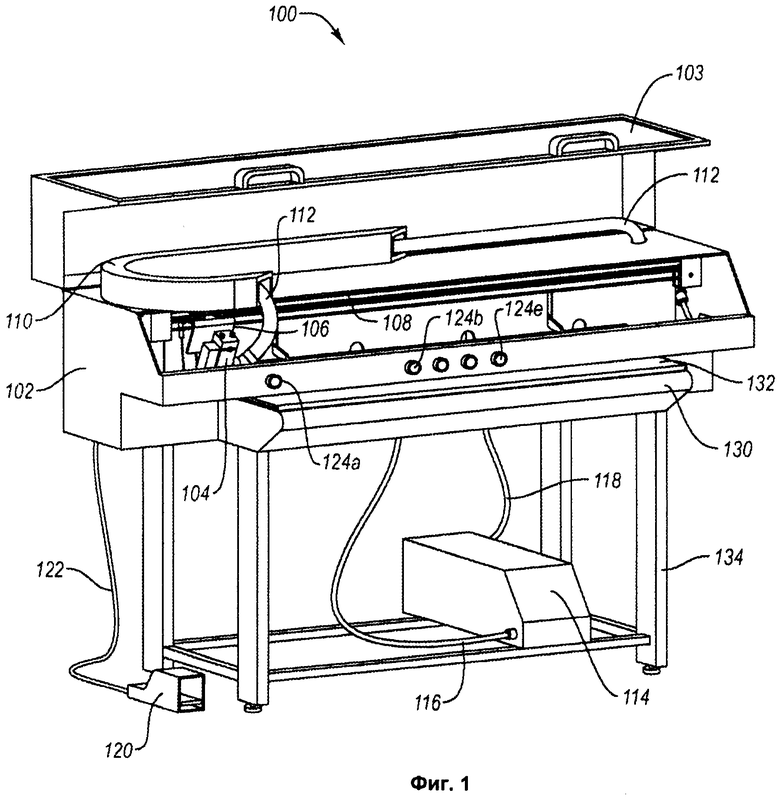
На Фиг.1 показан общий эскиз примерной конструкции машины для склеивания 100, предназначенной для склеивания заготовки. Для ясности машина для склеивания 100 на Фиг.1 показана с открытой крышкой 103. Машина 100 может работать как с открытой, так и с закрытой крышкой 103. Машина для склеивания 100 состоит из наружного корпуса 102, крышки 103 и опорной плиты 132, на которой в процессе склеивания находится упаковочный материал. Как показано на чертеже, машина для склеивания 100 располагается на опорной конструкции 130 (например, на столе), снабженной опорными ножками 134. Опорная плита 132 может представлять собой единое целое с опорной конструкцией 130 или с наружным корпусом 102 машины 100.
Клеевой аппарат 104 предназначен для нанесения клея на склеиваемый элемент, и находится внутри наружного кожуха 102. Аппарат для нанесения клея 104 крепится к монтажному кронштейну 106, который подвижно прикреплен к рельсовой конструкции 108 так, что аппарат для нанесения клея 104 может избирательно перемещаться между первым и вторым положением на опорной конструкции, чтобы обеспечить нанесение клея вдоль длины, по крайней мере, одной поверхности склеиваемого элемента. Машина для склеивания 100 также укомплектована резервуаром для клея 114 (например, резервуаром для расплавленного клея), соединенным с аппаратом для подачи клея 104 через трубопроводы 116, 118 и 112 и гибкий шланг 110.
Устройство для склеивания 100 также снабжено несколькими выключателями 124а-124е, которые могут использоваться для изменения режима работы устройства 100, например, с ручного режима, при котором оператор вручную запускает процесс склеивания, на автоматический режим, при котором устройство 100 может автоматически запускать аппарат для склеивания, после того как заготовка будет вставлена в устройство 100. Кроме того, имеется ножная педаль 120, соединенная с устройством 100 кабелем или трубопроводом 122. Педаль 120 может использоваться для запуска процесса склеивания в ручном режиме. После того как упаковочный материал будет склеен и (опционально) уложен в штабель, устройство может начать склейку следующего упаковочного материала аналогичным образом.
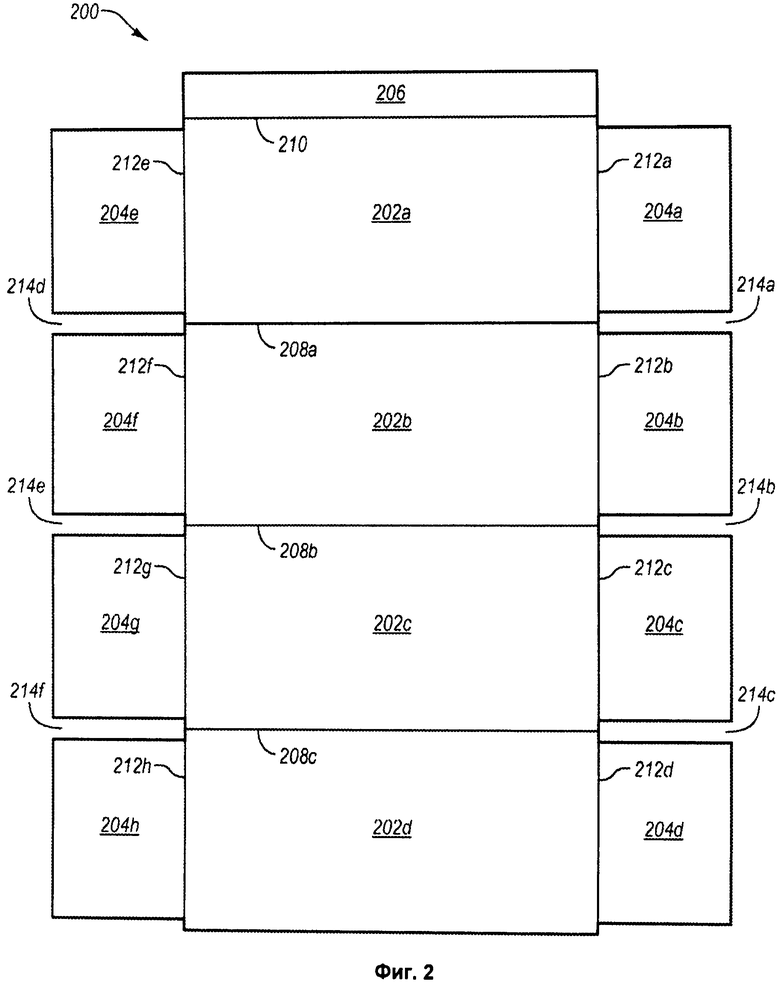
Обратимся к Фиг.2, на которой изображен пример заготовки из гофрокартона 200, которая может склеиваться при помощи машины 100, описанной в настоящем документе и изображенной на чертеже. Заготовка коробки 200 имеет четыре стенки, расположенных рядом (202a-202d), и клеевой язычок 206. Стенки 202a-202d и клеевой язычок 206 разделены продольными линиями сгиба 208а-208 с и 210 соответственно. Кроме того, каждая стенка имеет поперечные надрезы 212a-212h и прорези 214a-214f, определяющие положение противоположных клапанов 204a-204h. Противоположные клапаны 204a-204h складываются таким образом, чтобы получить крышку и дно коробки. Продольные и поперечные линии сгиба (208а-208с, 210 и 212a-212h), прорези 214a-214f и клеевой язычок 206 могут выполняться при помощи рилевочно-резательной машины и (или) при помощи высекального пресса. Как вариант, что будет ниже описано более подробно, линия сгиба 210, расположенная между клеевым язычком 206 и стенкой 202а, может быть создана самой машиной для склеивания.
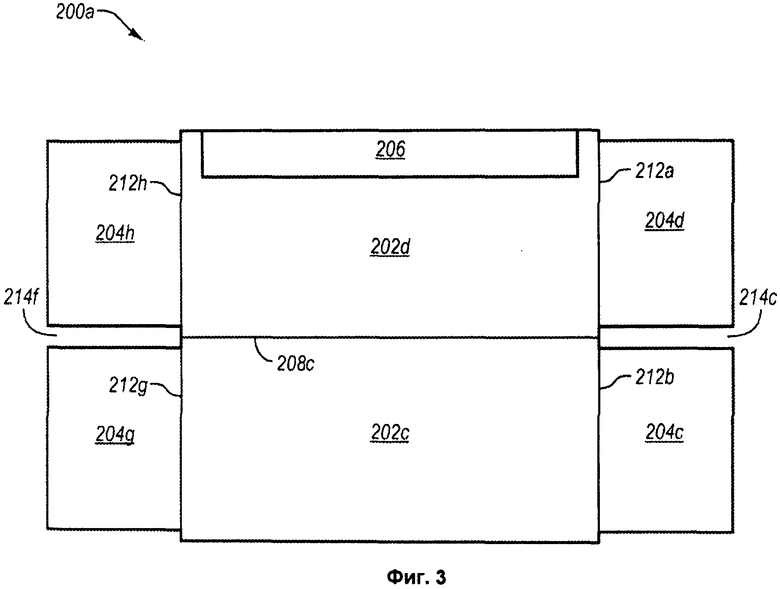
При помощи продольных и поперечных линий сгиба (208а-208с, 210 и 212a-212h) и прорезей 214a-214f, сделанных на заготовке 200, заготовка может быть согнута вдоль линии сгиба 208b, как показано на Фиг.3, и клеевой язычок 206 может быть присоединен к прилежащей стенке, что позволяет получить коробку 200а. Исходя из причин, которые будут описаны ниже, заметим, что заготовка коробки 202а в том виде, в котором она сложена и склеена (см. Фиг.3), имеет клеевой язычок 206, расположенный на краю коробки 200а, а не в середине. Также заметим, что клеевой язычок 206 расположен на наружной стороне прилегающей стенки 202d, а не на внутренней стороне стенки 202d.
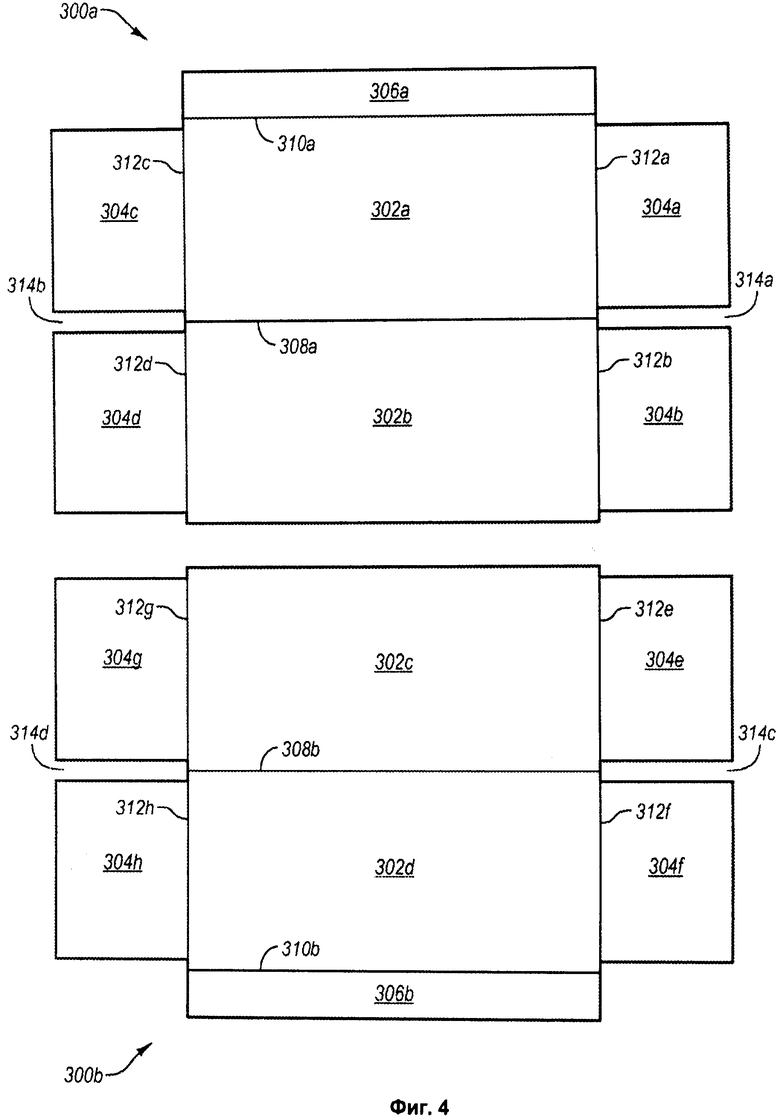
На Фиг.4 показан другой вариант реализации заготовки коробки, которая разделена на две отдельных части 300a и 300b, которые склеиваются вместе для получения коробки. Часть 300a заготовки имеет две стенки 302а-302b и клеевой язычок 306а. Аналогичным образом часть 300b заготовки имеет две стенки 302c-302d и клеевой язычок 306b. Боковые стенки 302а-302b и клеевой язычок 306а разделены продольными линиями сгиба 308а и 310а соответственно. Аналогичным образом, боковые стенки 302c-302d и клеевой язычок 306b разделены продольными линиями сгиба 308b и 310b соответственно. Кроме того, каждая из боковых стенок 302a-302d включает в себя поперечные линии сгиба 312a-312h и прорези 314a-314d, которые определяют противоположно-расположенные клапаны 304a-304h, при складывании которых образуются верхние и нижние части коробки. Продольные и поперечные линии сгиба (308а-308b, 310а-310b и 312a-312h), прорези 314a-314d и клеевые язычки 306а-306b могут выполняться при помощи рилевочно-резательной машины и (или) при помощи высекального пресса. Как вариант, что будет описано более подробно ниже, линии сгиба 310а-310b, расположенные между клеевыми язычками 306а-306b и стенками 302а и 302d, могут создаваться самим устройством для склеивания.
Как показано на Фиг.5, чтобы получить коробку 300с, две половины заготовки для коробки 300а и 300b могут накладываться одна на другую с двумя клеевыми язычками 300а и 306b на противоположных концах. На первом этапе склеивания клеевой язычок 306а может присоединяться к соответствующей стенке 302с с использованием машины для склеивания, как описано в этом документе. На втором этапе две половины коробки для склеивания 300а и 300b, которые теперь присоединены между клеевым язычком 306а и стенкой 302с, могут быть удалены из устройства, повернуты на 180° и на другую сторону и вставлены в устройство опять таким образом, чтобы клеевой язычок 306b был приклеен к соответствующей прилегающей стенке 302b.
Обратимся к Фиг.6-13, на которой показаны различные виды устройства для склеивания в соответствии с различными вариантами реализации настоящего изобретения.
На Фиг.6 показан перспективный вид примерной конструкции устройства для склеивания 100, когда заготовка 200 расположена на опорной конструкции 130 для склеивания. Кроме того, в целях показа масштаба на фигуре изображен оператор 600.
Обратимся к Фиг.6 и 7, на которых дополнительно изображены виды фрагментов машины 100 в разрезе. Как уже отмечалось при упоминании Фиг.1, машина для склеивания 100 имеет наружный корпус 102, крышку 103 и опорную конструкцию 130 (например, столешницу) с опорными ножками 134. Клеевой аппарат 104 предназначен для нанесения клея на заготовку 200 и находится во внутреннем корпусе 102. Клеевой аппарат 104 смонтирован на кронштейне 106, который, в свою очередь, прикреплен к системе рельсов 108 так, чтобы клеевой аппарат 104 мог избирательно перемещаться между первым и вторым положением на опорной конструкции и наносить клей вдоль длины, по крайней мере, одной крайней поверхности заготовки 200. Перемещение клеевого аппарата 104 из первого положения во второе указано стрелкой 144. Устройство для склеивания 100 также имеет резервуар для клея 114 (например, для горячего клея), который соединен с клеевым аппаратом 104 трубками 116, 118 и 112 и гибким шлангом 110. Гибкий шланг 110 имеет такой вид, чтобы не допускать запутывания трубок 112 по мере перемещения клеевого аппарата 104 вперед назад.
Устройство для склеивания 100 также имеет несколько переключателей 124а-124е, которые могут использоваться для изменения режима работы устройства 100, например, для переключения из ручного режима, при котором оператор вручную запускает процесс склеивания, в автоматический режим, при котором устройство 100 может автоматически запускать аппарат для склеивания, после того как заготовка будет вставлена в устройство 100. Кроме того, имеется ножная педаль 120, соединенная с машиной 100 кабелем или трубопроводом 122. Педаль 120 может использоваться для запуска процесса склеивания в ручном режиме. После того как упаковочный материал будет склеен и (опционально) уложен в штабель, устройство может начать склейку следующего упаковочного материала аналогичным образом.
Кроме того, как видно из чертежа в разрезе, показанного на Фиг.7, устройство для склеивания 100 имеет несколько приводных поршней (например, 142 и 170) и некоторое количество приводных рычагов (например, 140), которые могут использоваться для привода прихватов (например, 136 и 138), а также другие устройства, предназначенные для фальцовки при склеивании и сгибании заготовки 200. Устройства, предназначенные для склеивания и сгибания заготовки 200, будут описаны более детально ниже, при рассмотрении Фиг.8А-13.
Теперь обратимся к Фиг.8А и 8В, на которых показаны виды в разрезе машины 100 вдоль линий 8А-8А и 8В-13-8В-13, ранее показанных на Фиг.7. На Фиг.8А и 8В заготовка коробки 200 выровнена и поддерживается на опорной конструкции 130 для выполнения склеивания в устройстве 100. Устройство для склеивания 100 снабжено несколькими механическими конструкциями, которые предназначены для нанесения клея на заготовку 200, сгибания и приклеивания клеевого язычка 206 на прилегающую стенку 202d заготовки 200.
Устройство 100 снабжено первым прихватом 156, предназначенным для избирательного и надежного удерживания первой части заготовки 200 (например, язычка 206) на опорной плите 132, и вторым прихватом 136 и 138, предназначенным для избирательного и надежного удерживания второй части заготовки 200 на опорной плите 132. Как показано на Фиг.8А и 8В, первый и второй прихват находятся в верхнем положении.
Установка второго прихвата 156 контролируется рычагом 156 и поршнем 160, которые соединены вместе и с первым прихватом 156. Установка прихвата 156 может осуществляться путем удлинения поршня 160 (для верхнего положения) или сжатия поршня 160 (для нижнего положения). Аналогичным образом, установка второго прихвата 136 и 138 осуществляется рычагами 140 и поршнями 142 (см. Фиг.7). В процессе склеивания первый и второй прихваты 156 и 136/138 могут двигаться вверх так, чтобы заготовку 200 можно было вставить в машину 100, и вниз, чтобы закрепить заготовку 200, а затем опять вверх, чтобы отпустить заготовку 200 после нанесения на нее клея, и извлечь ее из машины 100. Такое циклическое перемещение прихватов и процесс склеивания может запускаться автоматически, путем установки заготовки 200 в машину 100, или вручную силами оператора.
Кроме того, по крайней мере одна опорная плита 132 устройства 100 снабжена средствами для выравнивания, такими как направляющий рельс, стопор, выравнивающий выступ, метки, датчики или иные средства для выравнивания, обеспечивающие надлежащее позиционирование заготовки 200 на опорной плите 132 так, чтобы нанести клей на нужные части заготовки 200. Согласно варианту осуществления изобретения, показанному на фигурах 8А-13, в качестве средств для выравнивания используется разделительная стенка 154, установленная в устройстве 100. При установке заготовки 200 в устройство 100 язычок 206 выравнивается с помощью разделительной стенки 154 таким образом, что язычок 206 и заготовка 200 будут готовы к нанесению клея и к сгибанию. Таким образом, пользователь может быстро, удобно и точно установить заготовку 200 на опорной плите 132, без необходимости визуальной проверки положения заготовки 200. Разделительная стенка 154 также имеет несколько вырезов 155, обеспечивающих циклическое перемещение прихватов вверх и вниз в процессе склеивания. Всем, знакомым с техникой, понятно, что средства выравнивания могут иметь самую различную форму без отклонения от предмета настоящего изобретения.
В состав устройства также входит клеевой аппарат 104, соединенный с системой подачи клея (например, 144 на Фиг.6) через трубопровод 112. Клеевой аппарат 104 состоит из корпуса 105 и раздаточной форсунки для клея, состоящей, в свою очередь, из ближней части 146, соединенной с корпусом 105, и дальней части 148, выступающей в сторону заготовки коробки 200. На примере, показанном на чертеже, клеевой аппарат 104 подвижно закреплен в устройстве 100 на рельсах 108 с помощью нескольких колес 107 так, что клеевой аппарат 104 может избирательно перемещаться между первым и вторым положением и наносить клей вдоль длины, по крайней мере, одной крайней поверхности заготовки коробки 200.
Управление нанесением клея при помощи раздаточной форсунки 146/148 может осуществляться различными вариантами механических устройств. Например, после того как заготовка коробки 200 расположится так, чтобы раздаточная форсунка для клея 146/148 находилась рядом с язычком 206, оператор машины для склеивания может включить подачу клея форсункой 146/148 при помощи кнопки, выключателя, педали и т.п. (например, педали 120), чтобы начать нанесение клея на заготовку 200. После нанесения необходимого количества клея на язычок 206 и (или) на прилегающую стенку 202d оператор может выключить раздаточную форсунка для клея 146/1448, используя то же или иное контрольное приспособление (кнопку, выключатель, педаль и т.п.)
В одном варианте осуществления изобретения датчик 150, предназначенный для обнаружения наличия объекта для склеивания в машине 100, функционально соединен с клеевым аппаратом 104. Датчик 150 показан на Фиг.8А в виде инфракрасного датчика обнаружения наличия заготовки 200, установленной в машину. Луч инфракрасного излучения датчика 150 схематически показан выноской 152. После того как датчик обнаружит наличие заготовки 200 или иного склеиваемого объекта в устройстве 100 под форсункой 146/148, датчик запустит подачу клея клеевым аппаратом. Так, например, если заготовка 200 находится под раздаточной форсункой для клея 146/148, клеевой аппарат 104 начинает перемещаться горизонтально из первого положения во второе. Датчик 150 может располагаться таким образом, что клеевой аппарат 104 начинает подавать клей только тогда, когда форсунка 146/148 находится над заготовкой 200. Это предотвращает нежелательную подачу клея клеевым аппаратом в другие моменты времени. Несмотря на то что здесь описана система инфракрасного датчика, понятно, что возможна установка любых других оптических, электронных и механических датчиков (например, лазерных датчиков, фотодетекторов, детекторов движения, бесконтактных датчиков, видеокамер, ультразвуковых датчиков, сонаров, радаров, механического стилуса или любого сочетания этих устройств), предназначенных для обнаружения наличия склеиваемого объекта в машине и нанесения клея на нужные части этого объекта.
Согласно одному из вариантов осуществления изобретения, датчик 150 может быть соединен с автоматизированной системой, которая обнаруживает наличие заготовки 200 и автоматически подает команду в устройство 100 на подачу клея на клеевой язычок 206 и (или) на стенку 202d. Эта автоматизированная система также может определить, что на язычок и (или) на стенку нанесено ли необходимое количество клея, или что язычок и (или) заготовка не находятся под форсункой. В обоих случаях эта автоматизированная система отключит раздаточную форсунку для клея и прекратит подачу клея из форсунки.
В состав устройства для склеивания также входит фальцевальный аппарат, предназначенный для загибания клеевого язычка 206 заготовки 200 на наружную часть прилегающей стенки 202d заготовки 200. Фальцевальный аппарат имеет такую конфигурацию, что он загибает клеевой язычок на стенку после нанесения клея по крайней мере на одну крайнюю поверхность клеевого язычка или стенки.
Фальцевальный аппарат включает в себя один загибатель 162, который обеспечивает подъем, разглаживание и загибание клеевого язычка 206 на соседнюю стенку 202d заготовки 200. Установка первого загибателя 162 производится по крайней мере одним механическим приводом (поршнем 164), который поднимает, разглаживает и загибает клеевой язычок 206 на заднюю стенку первого прихвата 156, и после подъема первого прихвата первый загибатель 162 загибает клеевой язычок 206 на прилегающую стенку 202d заготовки 200. Фальцевальный аппарат также снабжен вторым загибателем 166, который находится под дальним концом заготовки 200, пока первый загибатель 162 сгибает язычок 206. Установка второго загибателя осуществляется рычагом 168 и по крайней мере одним механическим приводом (например, поршнем 170).
Второй загибатель 166 поддерживает опорную плиту 132 под удаленным концом заготовки 200. При этом второй загибатель 166 поддерживает опорную плиту в процессе склеивания и предотвращает прогиб опоры при приложении сгибающего усилия первым загибателем 162. Второй загибатель 166 также предназначен для повышения эффективности процесса сгибания при работе с первым загибателем 162 в качестве распорно-клинового зажима и для прижима клеевого язычка 206 к прилегающей стенке 202d заготовки 200. Такая конструкция первого и второго загибателей 162 и 166 позволяет применять жесткие материалы при изготовлении первого и второго загибателя 162 и 166 и опорной плиты. Она также позволяет применять меньшее количество менее жестких внутренних конструкций в машине 100, поскольку устройство 100 прижимает один край заготовки 200 и делает шов, вместо того чтобы иметь рычаг, который должен доходить до середины коробки.
В соответствии с другим вариантом осуществления изобретения, первый и второй загибатели 162 и 166 расположены отдельно и приводятся в действие по отдельности, по крайней мере, одним механическим приводом (например, поршнями 164 и 170), которые обеспечивают циклическую последовательность перемещений первого и второго загибателей 162 и 166 в процессе склеивания. В соответствии с другим вариантом, первый и второй загибатели 162 и 166 расположены отдельно и приводятся в действие несколькими механическими приводами (например, поршнями 164 и 170), которые обеспечивают циклическую последовательность перемещений первого и второго загибателей 162 и 166 в процессе склеивания. Количество механических приводов, требуемых для работы, зависит от размера машины 100 (т.е. от длины загибателей 162 и 166) и жесткости загибателей 162 и 166. Если устройство 100 будет иметь небольшие размеры и (или) загибатели 162 и 166 являются особенно жесткими, то будет вполне достаточно иметь один или два механических привода. Однако если размеры устройства 100 будут большими и (или) устройство 100 будет иметь менее жесткие загибатели 162 и 166, может потребоваться несколько механических приводов для того, чтобы обеспечить необходимое давление сгибания и сжатия, чтобы приклеить язычок 206 к прилегающей стенке 202d.
В соответствии с одним из вариантов осуществления изобретения несколько отделенных друг от друга механических приводов находятся на расстоянии примерно 20-80 см или 30-60 см или, предпочтительнее, 40-50 см. Приведение в движение первого и второго загибателя 162 и 166 несколькими механическими приводами может увеличить преимущества загибателей 162 и 166 и обеспечить более равномерное давление вдоль длины заготовки 200. Кроме того, применение нескольких механических приводов может позволить применять менее жесткие загибатели 162 и 166, не ухудшая их способности прикладывать равномерное давление вдоль длины заготовки коробки 200.
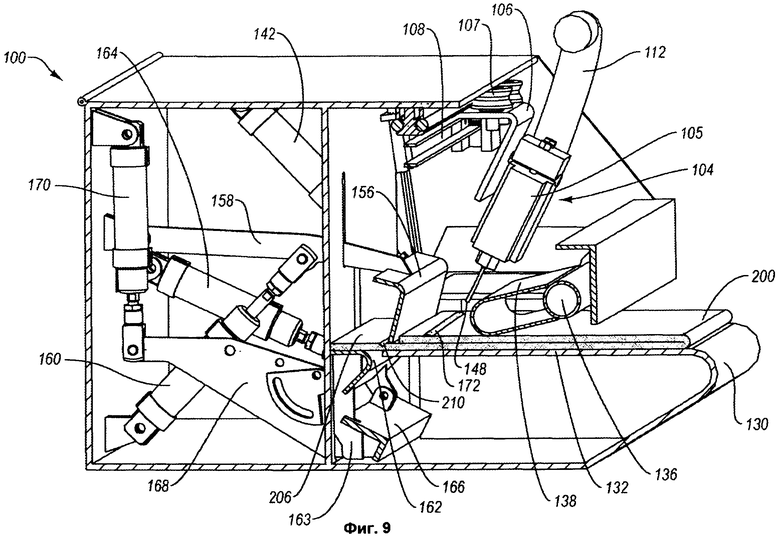
Обратимся теперь к фигурам 9-13, на которых показаны другие этапы процесса сгибания. На Фиг.8А и 8В, обсуждение которых дано выше, показан первый этап процесса сгибания, при котором заготовка 200 вставляется в устройство 100 и ее наличие фиксируется датчиком 152. На Фиг.9 показан второй этап процесса сгибания.
На втором этапе первый и второй прихваты 156 и 136/138 опускаются вниз и прижимают заготовку 200 к опорной плите 132. Первый прихват 156 удерживает, по крайней мере, один слой заготовки 200 за дальний ее конец. Так, например, первый прихват 156 может опуститься вниз на часть клеевого язычка 206 с линией сгиба 210 и прижать язычок 206 в процессе склеивания, а после нанесения клея на заготовку 200 загнуть язычок 206. В другом примере первый прихват 156 может создать линию сгиба 210 на язычке 206. Еще в одном варианте реализации первый прихват 156 может опуститься на часть прилегающей стенки 202d так, чтобы удерживать стенку 202d и язычок 206 в процессе нанесения клея, и загнуть язычок 206 после нанесения клея. Второй прихват 136/138 удерживает по крайней мере два слоя материала коробки. Так, например, второй прихват 136/138 может опускаться на верхнюю часть стенки 202с и (или) 202d, под которыми будут находиться стенки 202а и 202b соответственно. Таким образом, второй прижим 136/138 может удерживать заготовку 200 на месте на опорной плите 132. Пока заготовка 200 прочно удерживается на месте первым и вторым прихватами 156 и 136/138, клеевой аппарат 104 может наносить клей (например, каплю клея, схематически показанную выноской 172), по крайней мере, на клеевой язычок 206 или на наружную часть прилегающей стенки 202d, которая будет соединяться с язычком 206 после сгибания.
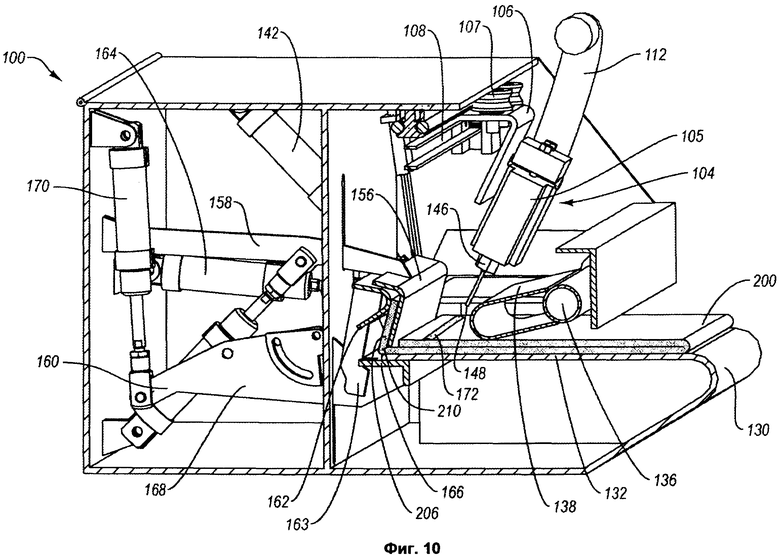
На Фиг.10-13 показаны этапы сгибания клеевого язычка 206 на прилегающую стенку 202d. На показанном примере загибатели 162 и 166 предназначены для загибания клеевого язычка 206 на соседнюю стенку 202d заготовки 200, по крайней мере, в два этапа или за два шага. Первый этап загибания показан на Фиг.10: второй загибатель 166 поднимается под клеевым язычком 206 и дальним концом коробки 200, пока первый загибатель 162 поднимается, разглаживает и загибает клеевой язычок 206 на 90° к задней стороне первого прихвата 156, который находится в нижнем положении.
Как было сказано выше, если первый загибатель 162 поднимается, он может разглаживать клеевой язычок 206 на задней стороне первого прихвата так, чтобы клеевой язычок был ровным, и загнуть его вдоль линии сгиба 210. Эта функция настоящего изобретения представляет собой особое преимущество, когда заготовка 200 выходит из бесконечного источника упаковочного материала (например, гофрокартона), сложенного «гармошкой». Понятно, что при подаче из бесконечного источника, например, при обработке гофрокартона, сложенного «гармошкой», линии сгиба или складки в материале уже имеются.
Линии сгиба «гармошкой» могут вызвать определенные трудности при производстве коробок из упаковочного материала. Так, например, если заготовка коробки вырезается из упаковочного материала, сложенного «гармошкой», линии сгиба в материале могут не совпадать с линиями сгиба, используемыми для образования различных стенок заготовки. В этом случае линия сгиба «гармошкой» может находиться в центре одной из стенок или язычка. Такие лини сгиба «гармошкой» могут привести к тому, что заготовка не будет лежать ровно, и стенки и клеевой язычок не будут хорошо выровнены при нанесении клея. В этом случае оператор должен будет удерживать стенки и клеевой язычок на месте при приклеивании язычка.
Клеевые устройства, представленные в настоящем изобретении, уменьшают неудобства, связанные с такими линиями сгиба. Поскольку устройство для склеивания, представленное в настоящем изобретении, наносит клей и присоединяет клеевой язычок, когда он расположен на краю заготовки коробки, то единственным случаем, когда линия сгиба «гармошкой» представляет трудности, является случай, когда такая линия доходит до центра клеевого язычка. Однако вероятность такого расположения линии сгиба является крайне малой. При этом первый загибатель 162 работает совместно с первым прихватом 156, и разглаживает любые линии сгиба, которые могут быть на язычке по причине сложения материала «гармошкой». Особенность состоит в том, что когда первый загибатель 162 поднимает клеевой язычок 206 вверх, загибатель 162 перемещается вдоль задней стороны первого прихвата 156 и загибает клеевой язычок 206 вверх к задней стороне первого прихвата 156. Первый загибатель 162 смещается с первого прихвата настолько, чтобы между ними поместился язычок 206, но достаточно близко, чтобы не допустить образования линий сгиба в язычке 206, которые могут привести к его изгибанию или искривлению. Таким образом, когда первый загибатель 162 загибает клеевой язычок 206 в положение, показанное на Фиг.10, какие-либо линии сгиба «гармошкой» на язычке 206 будут расправлены таким образом, чтобы язычок 206 можно было приклеить к стенке 202d.
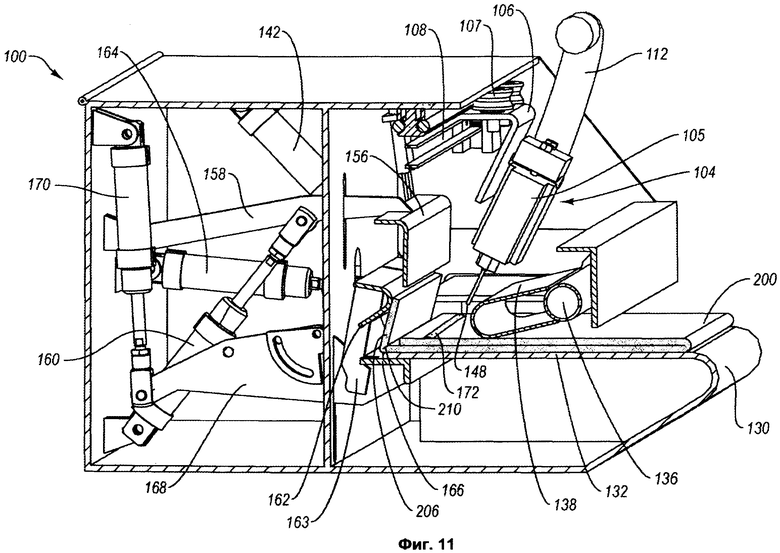
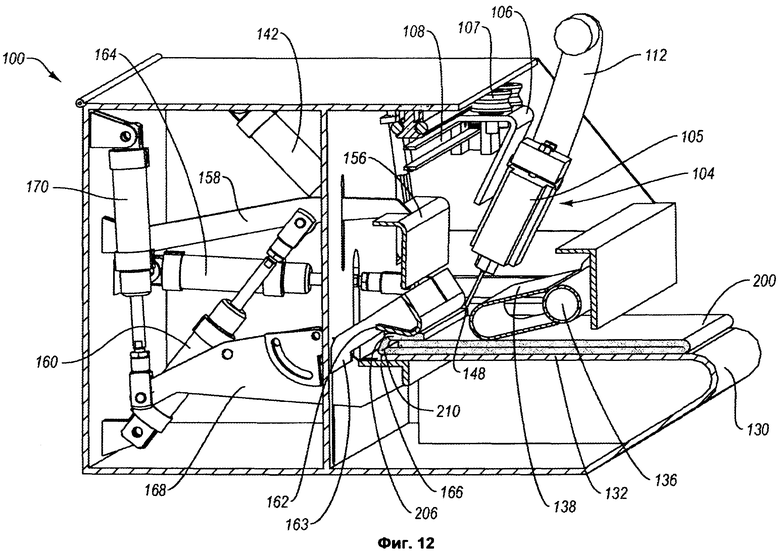
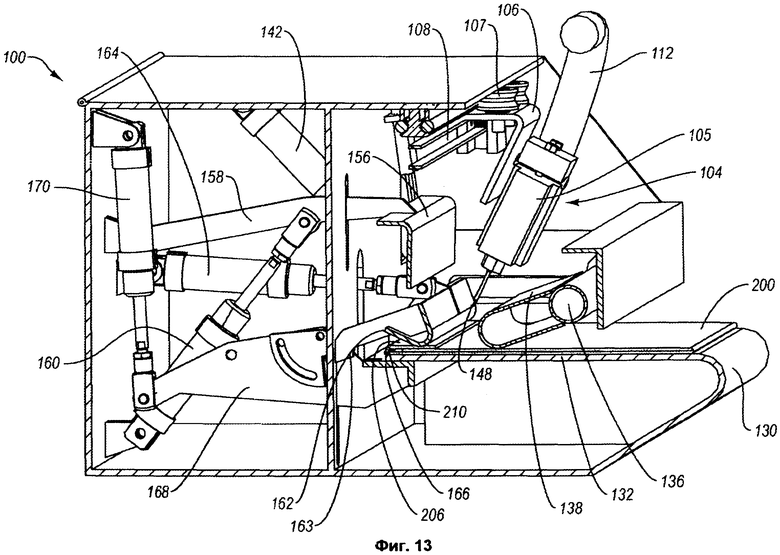
На фигурах 11-13 показан второй этап процесса сгибания. Как показано на Фиг.11, первый прихват 156 перемещается и поднимает клеевой язычок 206. Одна из причин, по которой язычок 206 сгибается на угол более 90°, показана на этом этапе. Если первый прихват 156 поднимается, то прилегающая стенка 202d может также иметь тенденцию к подъему. Однако поскольку клеевой язычок 206 загнут на прилегающую стенку 202d, стенка 202d не может быть поднята за язычком 206. При этом стенка 202d поднимается и клеевой язычок 206 может зацепить стенку 202d и прижать ее вниз при переходе процесса сгибания к следующим этапам.
На фигурах 12 и 13, первый загибатель 162 удерживает клеевой язычок 206 на прилегающей стенке 202d. После того как первый загибатель 162 прижмет клеевой язычок, рычаг 163, соединенный с первым загибателем 162, нажмет на разделительную стенку 154 и переместит первый загибатель вниз и вперед, прижимая язычок к прилегающей стенке 202d. Аналогичным образом второй загибатель 166, поднятый вверх, работает с первым загибателем 162 и прижимает язычок 206 к прилегающей стенке 202d. Как видно из Фиг.12 и 13, первый и второй загибатель (162 и 166) расположены на противоположных сторонах заготовки 200. Такая конфигурация первого и второго загибателя 162 и 166 образует клиновой зажим, который прижимает клеевой язычок 206 к стенке 202d. Примечательно, что поскольку заготовка коробки 200 склеивается таким образом, что клеевой язычок 206 находится с краю, а не в центре, прижимная сила, которую должны оказывать первый и второй загибатели 162 и 166, будет значительно меньшей, чем та сила, которая обычно создается клеевыми устройствами с С-образными рамами.
После того как клеевой язычок 206 будет смазан клеем и загнут на прилегающую стенку 202d, заготовку 200 можно извлечь из машины с той стороны, через которую она была вставлена в машину. В соответствии с одним из вариантов осуществления изобретения клеевой аппарат 104 может переместиться обратно в первое положение, пока выполняются этапы загибания клеевого язычка 206 на прилегающую стенку 202d. Это позволяет машине 100 возвратиться в начальное положение и быстро перейти к склеиванию следующих коробок. Таким образом, когда клеевой язычок 206 загнут на стенку 202d, клеевой аппарат может переместиться назад в первое положение (см. Фиг.7). После того как язычок 206 будет загнут и прикреплен к стенке 202d и заготовка 200 будет удалена из машины 100, можно вставить другую заготовку 200 и клеевой аппарат будет готов к нанесению клея на нее.
Как показано выше, множество типовых клеевых устройств имеют конструкцию, позволяющую сложить картонную заготовку коробки так, чтобы клеевой язычок располагался в середине заготовки, что требует наличия большой рамы, которая способна дотянуться до центральной части заготовки коробки, нанести клей на клеевой язычок и прижать язычок к прилегающей стенке. Конструкция таких больших рам затрудняет нанесение клея и прижим заготовок. Кроме того, такие большие рамы занимают много полезного места. Более того, большие размеры типовых машин для склеивания увеличивают время и расстояние, необходимое для обработки заготовки коробки (машиной для резания, машиной для склеивания и т.п.) по сравнению с машинами меньшего размера.
Устройство для склеивания 100, описанное в настоящем изобретении, имеет такие размеры и конструкцию, что оно может помещаться на относительно небольшой площади, поэтому его можно установить в непосредственной близости к другим машинам для производства коробок. Это позволяет сократить расстояние и уменьшить время, необходимое для производства каждой коробки. Так, например, устройство для склеивания 100, представленное в настоящем изобретении, позволяет сгибать заготовку с язычком, установленным на краю заготовки (см. для примера Фиг.3 и 5). Устройство для склеивания 100, описанное в настоящем изобретении, устраняет необходимость в наличии большой рамы, предназначенной для нанесения клея на клеевой язычок. Точнее будет сказать, что устройство для склеивания 100, представленное в настоящем изобретении, способно наносить клей на заготовки коробок любого размера без необходимости настройки, имея при этом компактные размеры, позволяющие устанавливать ее относительно близко к другим устройствам.
Устройство для склеивания, описанное в настоящем изобретении, также можно приспособить таким образом, чтобы одновременно склеивать одну или несколько заготовок. Например, как описывалось ранее, машина для склеивания может использоваться для установки и склеивания одной заготовки коробки. В то же время ее можно приспособить для установки и склеивания нескольких заготовок одновременно. Так, например, можно установить и закрепить на месте прихватом несколько заготовок. После этого можно нанести клей на каждую из заготовок коробок, а загибатель используется для одновременного загибания всех клеевых язычков нескольких заготовок. Кроме того, эти заготовки могут отличаться по размерам и по отдельности устанавливаться на опорную плиту, или эти заготовки могут присоединяться одна к другой так, что будет образовываться единый элемент, который будет укладываться на опорную плиту. В случае соединения нескольких заготовок, они должны иметь такой вид, чтобы их можно было разъединить после окончания процесса склеивания. Таким образом, несколько заготовок коробок могут быть склеены за один процесс, что позволяет увеличить количество коробок, производимых за один отрезок времени.
Как показано выше, одним из преимуществ данного изобретения является тот факт, что можно выполнять склеивание заготовок различных размеров, не изменяя конфигурацию или настройки устройства для склеивания. Так, например, устройство для склеивания 100 может использоваться для приклеивания язычка очень большой заготовки путем простой вставки части сложенной заготовки с язычком в устройство, как описано выше. После того как устройством 100 будет склеена большая заготовка, сразу после нее можно склеить заготовку другого размера, используя ту же самую процедуру. Нет необходимости перенастраивать или повторно регулировать какие-либо компоненты устройства для склеивания 100, чтобы работать с заготовками различного размера. Таким образом, устройство для склеивания, описанное в настоящем изобретении, позволяет, в соответствии с потребностями, склеивать заготовки произвольных размеров непосредственно одна за другой без простоев, связанных с перенастройкой устройства.
Эта особенность изобретения отличает его от большинства типовых устройств для склеивания, для которых требуются специальные настройки под конкретные размеры заготовок коробок. Кроме того, большинство машин для склеивания настраиваются на обработку партий заготовок одинаковых размеров. Так, например, можно настроить машину для склеивания под заготовки с размерами 20×20×20 дюймов. С такими настройками можно склеивать любые партии заготовок коробок, состоящие из десятков или сотен единиц. Эти заготовки затем штабелируются и отправляются потребителям. Для обработки партии заготовок с другими размерами, например, 10×18×6 дюймов, требуется провести переналадку машины в соответствии с новыми размерами. Таким образом, каждый раз, когда требуется обработка заготовок нового размера, необходимо провести такую переналадку. В отличие от описанного, устройство для склеивания, представленное в настоящем изобретении, способно наносить клей на заготовки коробок любого размера в любой последовательности, без необходимости какой-либо повторной настройки.
Обратимся опять к фигурам 1 и 8А-13. Клеевой аппарат 104, присоединен к системе подачи клея 114. Как показано на чертеже, система подачи клея 114 имеет резервуар с клеем, соединенный с раздаточной форсункой трубками 116 и (или) 118, по которым клей из резервуара 114 поступает в клеевой аппарат 104. Трубки 116 и (или) 118 могут представлять собой любые приспособления, по которым можно подавать клей (трубки, шланги и т.п.). Клеевой аппарат 104 также может иметь насос, обеспечивающий подачу клея из резервуара в форсунку.
Устройство для склеивания 100 может использовать различные типы клея. Так, например, если используется горячий клей, например термопластичный клей, резервуар с клеем 114 может включать в себя нагревательный элемент, предназначенный для расплавления клея. Расплавленный клей затем может подаваться на клеевой аппарат 104 по шлангу 116 и (или) 118. В устройстве для склеивания 100 могут использоваться и другие типы клея: клей для холодного склеивания, смола, полимерные клеевые составы, эластомеры, контактный клей (например неопрен) или клей, отверждаемый под давлением.
Несмотря на то, что клеевой аппарат 104, показанный в данном варианте конструкции машины, имеет резервуар 114 с трубками, в устройстве 100 могут использоваться и другие типы клеевых аппаратов 104. Так, например, может использоваться клеевой аппарат с перезаряжаемыми картриджами с клеевыми стержнями и встроенный нагревательный элемент для расплавления клея. Примером такого устройства может являться устройство для нанесения горячего клея 3М Scotch Weld Hot Melt. Такое устройство для нанесения клея может быть простым и удобным в применении. Например, клеевой аппарат 104 можно прикрепить к опорной конструкции 100 устройства, как показано выше. Пользователь может быстро активировать клеевой аппарат 104, нажимая на кнопку, курок и т.п. Всем, знакомым с техникой, понятно, что с машиной для склеивания могут использоваться самые различные пригодные типы устройств для нанесения клея.
В соответствии с другим вариантов реализации настоящего изобретения опишем метод изготовления коробки. Этот метод предусматривает использование заготовки (например заготовки 200, показанная на Фиг.2 и 3), представляющей собой совокупность расположенных рядом стенок и клеевого язычка, выступающего из одной из стенок. Между стенками заготовки коробки и клеевым язычком наносится (опционально) линия сгиба или надрез, обеспечивающие складывание заготовки. В общем случае прямоугольная форма коробки образуется, когда клеевой язычок и край первой стенки располагаются вместе и по периметру заготовки. Клеевой язычок крепится к первой стенке и образует склеенную заготовку коробки, при этом крепление язычка к первой стенке предусматривает вставку заготовки в первую часть машины для склеивания. При этом машина для склеивания надежно удерживает часть клеевого язычка на месте и надежно удерживает часть первой стенки на месте, таким образом, что край первой стенки располагается вблизи клеевого язычка. Затем по крайней мере на одну из поверхностей - на клеевой язычок или на край первой стенки - наносится клей, а затем язычок загибается на первую стенку, когда между ними уже находится слой клея.
В одном варианте осуществления описанного метода заготовка устанавливается с одной стороны машины для склеивания, и склеенная упаковка извлекается с той же стороны машины. Благодаря этому машина для склеивания, описанная здесь, может занимать меньшую площадь по сравнению с другими машинами, в которые заготовки коробки устанавливаются с одной стороны, а готовые коробки извлекаются с другой стороны устройства.
Устройство для склеивания также имеет различные функции, которые повышают степень удобства при работе с ней. Так, например, опорная конструкция устройства для склеивания может иметь колеса или ролики. Эти колеса или ролики позволяют без затруднения перемещать машину при необходимости. Кроме того, устройство можно снабдить опорной плитой большего размера, чем показано на чертежах. Опорная плита большего размера может использоваться для склеивания относительно больших коробок. В особенности, опорная плита большего размера позволяет уложить на нее почти все или все заготовки, что требует от оператора меньших усилий для поддержки заготовки в нужной ориентации в процессе склеивания. Вместо опорной плиты большего размера, однако, можно использовать отдельный столик, расположенный рядом с устройством.
Несмотря на то что различные представленные в настоящем документе варианты конструкции машины показаны с заготовками в горизонтальной ориентации, это устройство может обрабатывать заготовки, установленные в любом положении. Так, например, опорные конструкции, опорные плиты, устройства для нанесения клея и прочие компоненты могут устанавливаться под любыми углами. Таким образом, устройство для склеивания, представленное в настоящем изобретении, может иметь такую конструкцию, которая позволяет обрабатывать заготовки в вертикальной, горизонтальной и любой другой ориентации. Перенастройка устройства для склеивания таким образом, чтобы обеспечить более вертикальную ориентацию заготовки, позволяет получить значительную экономию занимаемого машиной места.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СКЛЕИВАНИЯ КОРОБОК (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБОК | 2009 |
|
RU2531774C2 |
| УПАКОВОЧНАЯ СКЛАДНАЯ КОРОБКА | 2000 |
|
RU2258646C2 |
| СПОСОБ УПАКОВКИ И УЗЕЛ ДЛЯ ПОЛУЧЕНИЯ ЖЕСТКОЙ УПАКОВКИ С ПОЛЫМ РЕБРОМ | 2012 |
|
RU2599605C2 |
| КАРТОННАЯ КОРОБКА С РАЗДАТОЧНЫМ УСТРОЙСТВОМ | 2001 |
|
RU2277061C2 |
| Устройство для изготовления бортовых коробок | 1989 |
|
SU1726280A1 |
| СРЕДСТВА ВЗАИМНОЙ ФИКСАЦИИ СТЕНОК ДЛЯ КОРОБОК | 1998 |
|
RU2194658C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2769414C2 |
| УПАКОВКА ДЛЯ АКСЕССУАРОВ | 2014 |
|
RU2658253C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2758178C2 |
| КАРТОННАЯ КОРОБКА С ДВУМЯ РАЗДАТЧИКАМИ, ПОДЛЕЖАЩИМИ ПОВТОРНОЙ ГЕРМЕТИЗАЦИИ | 2012 |
|
RU2550482C2 |
(57) Устройство для склеивания коробок, состоящее из опорной конструкции, опорной плиты, соединенной с опорной конструкцией, первого прихвата, предназначенного для избирательного закрепления первой части упаковочного материала к опорной плите, причем в первом положении он прижимает первую часть упаковочного материала к опорной плите, а во втором положении позволяет вставлять упаковочный материал в устройство для склеивания или извлекать его оттуда. Устройство также состоит из клеевого аппарата с раздаточной форсункой для клея, соединенной с системой подачи клея и подвижно соединенной с опорной конструкцией так, чтобы форсунка могла избирательно перемещаться по опорной конструкции из первого положения во второе; раздаточная форсунка для клея перемещается из первого положения во второе для нанесения клея, в то время когда первый прихват находится в первом положении и прикрепляет упаковочный материал к опорной плите; а также фальцевального аппарата, выполненного так, чтобы загибать первую часть упаковочного материала на вторую его часть, в то время когда первый прихват прикрепляет упаковочный материал к опорной плите и после того, как, по крайней мере, на одну крайнюю поверхность одной из этих частей будет нанесен клей. Предложенное устройство для склеивания позволяет обрабатывать заготовки в любой ориентации. 3 н. и 44 з.п. ф-лы, 14 ил.
1. Устройство для склеивания коробок, состоящее из:
- опорной конструкции;
- опорной плиты, соединенной с опорной конструкцией, обеспечивающей удерживание упаковочного материала, лежащего на ней;
- первого прихвата, предназначенного для избирательного закрепления первой части упаковочного материала к опорной плите, причем первый прихват выполнен перемещаемым из первого положения во второе, причем в первом положении он прижимает первую часть упаковочного материала к опорной плите для крепления упаковочного материала к опорной плите, а во втором положении позволяет вставлять упаковочный материал в устройство для склеивания или извлекать его оттуда;
- клеевого аппарата с раздаточной форсункой для клея, соединенной с системой подачи клея и подвижно соединенной с опорной конструкцией так, чтобы форсунка могла избирательно перемещаться по опорной конструкции из первого положения во второе и наносить клей вдоль всей длины стороны, по крайней мере, одной крайней поверхности упаковочного материала, при этом раздаточная форсунка для клея перемещается из первого положения во второе для нанесения клея, в то время когда первый прихват находится в первом положении и прикрепляет упаковочный материал к опорной плите; и
- фальцевального аппарата, выполненного так, чтобы загибать первую часть упаковочного материала на вторую его часть, в то время когда первый прихват прикрепляет упаковочный материал к опорной плите и после того, как, по крайней мере, на одну крайнюю поверхность одной из этих частей будет нанесен клей.
2. Устройство для склеивания по п.1, в котором раздаточная форсунка для клея связана с рельсовой конструкцией и приводом, предназначенными для перемещения форсунки между первым и вторым положением.
3. Устройство для склеивания по п.1, которое дополнительно снабжено по крайней мере одним средством для выравнивания упаковочного материала на опорной плите под раздаточной форсункой для клея.
4. Устройство для склеивания, по п.1, в котором первый прихват фальцевального аппарата снабжен двигателем, обеспечивающим удерживание и сгибание упаковочного материала.
5. Устройство для склеивания по п.1, в котором первый прихват удерживает один или несколько слоев упаковочного материала и расположен на дальнем конце упаковочного материала.
6. Устройство для склеивания по п.1, в котором первый прихват выравнивает вторую часть упаковочного материала по отношению к этому прихвату.
7. Устройство для склеивания по п.1, которое дополнительно снабжено, по крайней мере, одним датчиком для обнаружения наличия упаковочного материала под раздаточной форсункой для клея.
8. Устройство для склеивания по п.1, которое дополнительно снабжено вторым прихватом, предназначенным для удерживания второй части упаковочного материала на опорной плите.
9. Устройство для склеивания по п.8, в котором второй прихват удерживает, по крайней мере, два слоя упаковочного материала на опорной плите.
10. Устройство для склеивания по п.8, в котором второй прихват снабжен двигателем, обеспечивающим удерживание второй части упаковочного материала.
11. Устройство для склеивания по п.1, в котором фальцевальный аппарат выполнен с возможностью загибания первой части упаковочного материала на вторую часть упаковочного материала, по крайней мере, в два этапа; при этом
- на первом этапе первая часть загибается на угол 90°, пока она удерживается первым прихватом;
- на втором этапе первая часть загибается на вторую часть, после того как прихват поднимается с первой части.
12. Устройство для склеивания по п.1, в котором фальцевальный аппарат имеет по крайней мере два загибателя, из которых первый загибатель сгибает первую часть упаковочного материала на вторую, а второй загибатель поддерживает упаковочный материал под первым загибателем и обеспечивает приклеивание первой части упаковочного материала ко второй, при этом первый загибатель и второй загибатель установлены раздельно и приводятся в движение, по крайней мере, одним собственным механическим приводом.
13. Устройство для склеивания по п.12, в котором первый загибатель и второй загибатель установлены раздельно и приводятся в движение несколькими пространственно разделенными механическими приводами.
14. Устройство для склеивания по п.1, в котором клеевой аппарат наносит горячий клей.
15. Устройство для склеивания по п.1, в котором в качестве упаковочного материала используется заготовка коробки с несколькими стенками и клеевым язычком, находящимся на краю одной из стенок.
16. Устройство для склеивания по п.15, которое дополнительно снабжено по крайней мере одним датчиком, предназначенным для обнаружения переднего и заднего конца клеевого язычка, причем, по крайней мере, один датчик функционально связан с раздаточной форсункой для клея, таким образом, чтобы форсунка наносила клей только между передним и задним концом клеевого язычка.
17. Устройство для склеивания по п.16, в котором раздаточная форсунка наносит клей на внутреннюю поверхность клеевого язычка таким образом, что язычок можно приклеить к наружной поверхности прилегающей стенки.
18. Устройство для склеивания по п.16, в котором раздаточная форсунка наносит клей на наружную поверхность прилегающей стенки, так что клеевой язычок можно приклеить к наружной поверхности прилегающей стенки.
19. Устройство для склеивания по п.15, которое снабжено загибателем, предназначенным для загибания клеевого язычка на прилегающую стенку заготовки коробки после того, как на заготовку будет нанесен клей.
20. Устройство для склеивания коробок по п.1, в котором фальцевальный аппарат содержит загибатель, выполненный перемещаемым из первого во второе положение, и в первом и втором положении по меньшей мере одна лицевая сторона загибателя ориентирована параллельно опорной плите.
21. Устройство для склеивания коробок по п.1, в котором загибатель в первом положении прижимает первую часть упаковочного материала к первому прихвату.
22. Устройство для склеивания коробок по п.20, в котором во втором положении загибатель прижимает первую часть упаковочного материала ко второй части упаковочного материала.
23. Способ изготовления коробок, включающий:
- применение заготовки для коробки, состоящей из нескольких стенок и, по крайней мере, одного клеевого язычка, выходящего, по крайней мере, из одной из стенок, так что клеевой язычок расположен на первом крае и по периметру заготовки, причем первая стенка расположена на конце заготовки напротив клеевого язычка и по периметру заготовки и причем между по крайней мере одной из стенок и, по крайней мере, одним из язычков расположена линия сгиба или надрез, обеспечивающие складывание заготовки, и прямоугольная форма коробки образуется, когда клеевой язычок и край первой стенки располагаются вместе;
- закрепление части клеевого язычка на месте;
- закрепление части первой стенки на месте относительно стенки, из которой выходит клеевой язычок, так, чтобы этот край первой стенки располагался вблизи клеевого язычка;
- нанесение клея, по крайней мере, на один клеевой язычок и на край первой стенки с закреплением при этом части первой стенки на месте относительно стенки, из которой выходит клеевой язычок, так, чтобы край первой стенки располагался вблизи клеевого язычка; и
- загибание клеевого язычка на первую стенку после нанесения клея между ними с закреплением при этом первой стенки на месте относительно стенки, из которой выходит клеевой язычок.
24. Способ по п.23, включающий удаление заготовки коробки из устройства для склеивания.
25. Способ по п.23, включающий загибание клеевого язычка на первую стенку по крайней мере в два этапа:
на первом этапе производится загибание клеевого язычка при надежном удерживании части клеевого язычка на месте;
на втором этапе часть клеевого язычка отпускается и производится загибание клеевого язычка на первую стенку.
26. Способ по п.23, включающий прижим клеевого язычка к первой стенке, после того как между ними будет нанесен клей.
27. Способ по п.23, включающий закрепление части клеевого язычка первым моторизованным прихватом.
28. Способ по п.27, в котором первый прихват удерживает один или несколько слоев заготовки коробки.
29. Способ по п.28, в котором первый прихват опускается на линию сгиба или прорезь, находящуюся, по крайней мере, между одной из стенок и одним из язычков.
30. Способ по п.28, в котором первый моторизованный прихват образует линию сгиба или прорезь, находящуюся, по крайней мере, между одной из стенок и одним из язычков.
31. Способ по п.27, в котором первый моторизованный прихват выравнивает вторую часть упаковочного материала по отношению к этому прихвату.
32. Способ по п.23, включающий закрепление части первой стенки вторым моторизованным прихватом.
33. Способ по п.23, включающий определение положения клеевого язычка для обеспечения нанесения клея только на нужную часть заготовки.
34. Способ по п.23, включающий прижим клеевого язычка к первой стенке и присоединение клеевого язычка к наружной поверхности первой стенки.
35. Способ по п.23, включающий загибание клеевого язычка на первую стенку при помощи моторизованного загибателя.
36. Способ по п.20, который дополнительно включает операцию разглаживания сгибов, расположенных на клеевом язычке.
37. Устройство для склеивания коробок, состоящее из:
- клеевого аппарата, снабженного раздаточной форсункой для клея, соединенной с системой подачи клея и связанной с рельсовой конструкцией и моторизованным приводом, предназначенным для перемещения раздаточной форсунки для клея из первого положения во второе, так чтобы обеспечить нанесение клея вдоль всей длины по крайней мере на одном крае первой стенки заготовки для коробки, при этом заготовка для коробки имеет несколько расположенных рядом стенок и, по крайней мере, один клеевой язычок, выходящий из второй стенки заготовки для коробки так, что клеевой язычок располагается на первом крае и по периметру заготовки, а первая стенка располагается на противоположном конце и по периметру заготовки;
- опорной плиты, предназначенный для поддержания заготовки для коробки в процессе нанесения клея на нее форсункой;
- одного или нескольких средств для выравнивания заготовки на опорной плите под раздаточной форсункой для клея;
- по крайней мере одного датчика, предназначенного для обнаружения переднего и заднего конца клеевого язычка, причем по крайней мере один датчик функционально связан с раздаточной форсункой для клея, таким образом, чтобы форсунка наносила клей вдоль всей длины по меньшей мере одного края первой стенки заготовки только между передним и задним концом клеевого язычка;
- первого прихвата, предназначенного для избирательного закрепления первой части клеевого язычка на опорной плите;
- второго прихвата, предназначенного для избирательного закрепления первой стенки и второй стенки заготовки к опорной плите, причем второй прихват выполнен с возможностью перемещения между первой ориентацией и второй ориентацией, причем в первой ориентации второго прихвата он прижимает и закрепляет часть первой стенки и второй стенки к опорной плите, первая стенка закрепляется по отношению ко второй стенке так, что по крайне мере один край первой стенки расположен вблизи клеевого язычка, и при этом во второй ориентации второго прихвата заготовка для коробки может вставляться в устройство для склеивания или извлекаться оттуда»; и
- фальцевального аппарата, выполненного так, чтобы загибать клеевой язычок на первую близлежащую стенку заготовки, в то время когда второй прихват находится в первой ориентации и закрепляет первую стенку и вторую стенку заготовки на опорной плите и после того, как, по крайней мере, вдоль всей длины одного края по меньшей мере первой стенки заготовки будет нанесен клей.
38. Устройство для склеивания коробок по п.37, в котором первый прихват, второй прихват и загибатель имеют отдельные двигатели, обеспечивающие удерживание и сгибание заготовки коробки.
39. Устройство для склеивания коробок по п.37, в котором клеевой аппарат наносит горячий клей.
40. Устройство для склеивания коробок по п.37, в котором загибатель прижимает клеевой язычок к прилегающей стенке заготовки коробки после того, как на заготовку будет нанесен клей, в процессе застывания клея.
41. Устройство для склеивания коробок по п.37, в котором раздаточная форсунка для клея наносит клей на наружную поверхность прилегающей стенки, так что клеевой язычок можно приклеить к наружной поверхности прилегающей стенки.
42. Устройство для склеивания коробок по п.37, в котором клеевой аппарат выполнен с возможностью одновременно обрабатывать несколько заготовок коробки.
43. Устройство для склеивания коробок по п.42, снабженное, по меньшей мере, одним датчиком, предназначенным для обнаружения переднего и заднего конца каждой заготовки, при этом заготовки одновременно устанавливаются в устройство так, что раздаточная форсунка для клея наносит клей только между передним и задним концом клеевого язычка каждой заготовки.
44. Устройство для склеивания коробок по п.37, в котором фальцевальный аппарат содержит загибатель, выполненный перемещаемым из первого во второе положение, и в первом положении загибатель ориентирован параллельно опорной плите и выполнен с возможностью поддерживать клеевой язычок.
45. Устройство для склеивания коробок по п.44, в котором во втором положении загибатель прижимает по крайне мере часть клеевого язычка к первому прихвату.
46. Устройство для склеивания коробок по п.37, в котором одно или несколько средств выравнивания содержат разделительную стенку, которая расположена на расстоянии от опорной плиты.
47. Устройство для склеивания коробок по п.46, в котором по меньшей мере часть загибателя проходит между разделительной стенкой и опорной плитой при загибании клеевого язычка на первую стенку заготовки для коробки.
| Антенный ввод для подводных лодок | 1929 |
|
SU30325A1 |
| US 4608038 A, 26.08.1986 | |||
| ОППОЗИТНЫЙ КРИВОШИПНО-ПОЛЗУННЫЙ МЕХАНИЗМ | 1995 |
|
RU2085791C1 |

