Изобретение относится к способу фальцовки раскроя (пленки) согласно ограничительной части пункта 1 формулы изобретения. Кроме того, изобретение относится к приспособлению для выполнения способа.
При обработке реагирующих на тепло, прежде всего термически формуемых пленок, в связи с изготовлением сигаретных пачек при выполнении необходимых шагов фальцовки могут возникать проблемы по причине возвращающих сил в упаковочном материале. Это действует, прежде всего, тогда, когда после первого шага фальцовки фальцующий элемент отводится от области фальцуемой закраины, то есть когда она должна удерживаться в положении фальцовки без опоры или же направляющей.
Прежде всего, при изготовлении блочных упаковок для сигарет, то есть так называемых сигаретных блоков, вокруг сформированной группы сигаретных пачек непосредственно фальцуется раскрой пленки, при этом на направленных в стороны конечных или же торцевых поверхностях группы пачек выполняются сложные последовательные шаги фальцовки. При этом существует опасность, что, прежде всего, сначала сфальцованная внутренняя закраина, по меньшей мере частично, возвращается из положения фальцовки.
В основу изобретения положена задача улучшить фальцовку пленок, прежде всего обеспечить при сложных структурах фальцовки, что фальцуемые закраины после выполнения шага фальцовки надежно остаются в положении фальцовки.
Для решения этой задачи согласно изобретению предлагается, что, по меньшей мере во время операции фальцовки, то есть по меньшей мере во время рабочего шага фальцующего элемента, к области фальцовки подводят тепло.
За счет тепла стабилизируется положение фальцовки фальцуемой закраины. Предпочтительно, фальцующий элемент (фальцеватель) нагревается сам. Предлагаемый способ используется, прежде всего, тогда, когда после фальцовки или предварительной фальцовки фальцуемой закраины, например внутренней закраины, фальцующий элемент снова отводится от сфальцованной фальцуемой закраины.
Температура, воздействующая при фальцовке или же предварительном формировании на фальцуемую закраину, выбрана так, что (молекулярная) структура в области фальцуемой закраины или же в области фальцуемой кромки изменяется, приводя к тому, что возвращающие силы материала устранены или, по меньшей мере, уменьшены. Обработанные пленки имеют диапазон сварки, который, предпочтительно, составляет от 90°С до 150°С. Целесообразно, чтобы передаваемая для стабилизации фальцуемой закраины температура была ниже нижнего предела диапазона температуры сварки или находилась в нижней половине диапазона сварки. В конкретном случае температура стабилизации, воздействующая на фальцуемую закраину, может составлять от 85°С до 120°С. При обогреваемом фальцующем элементе (фальцевателе) он может, предпочтительно, иметь собственную температуру от 100°С до 130°С.
Предлагаемый способ особенно подходит для изготовления блочных упаковок сигарет, то есть упаковочных блоков (единиц) из группы сигаретных пачек, которые окружены (исключительно) внешней оберткой из целлофана или пластика. При фальцовке фальцуемых закраин в области торцевых сторон во время операции действует повышенная температура, прежде всего при сначала сфальцованной внутренней закраине.
Дальнейшие подробности способа и приспособлений для выполнения способа объясняются подробнее ниже на основании примеров осуществления, показанных на чертежах. На чертеже показаны:
Фиг.1 - шаги способа при изготовлении упаковки, а именно блочной упаковки сигарет, в перспективном изображении,
Фиг.2 - приспособление для изготовления упаковок, прежде всего блочных упаковок согласно фиг.1, в схематическом виде сбоку, отчасти также в разрезе,
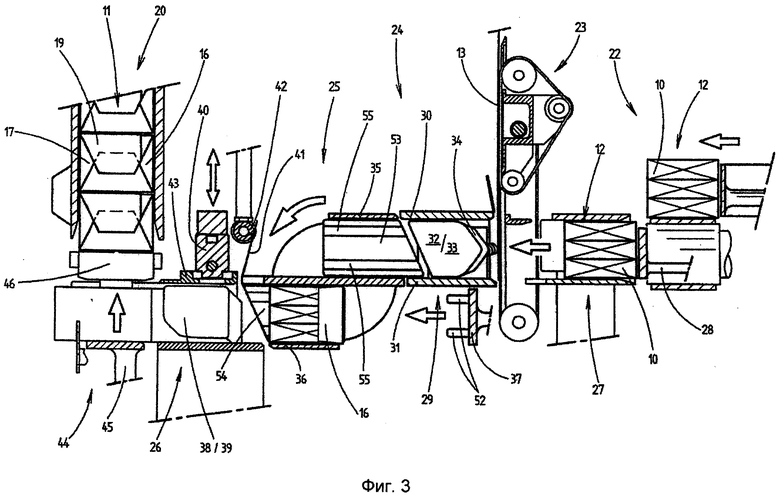
Фиг.3 - фрагмент приспособления согласно фиг.2 в увеличенном масштабе, а именно в продольном сечении,
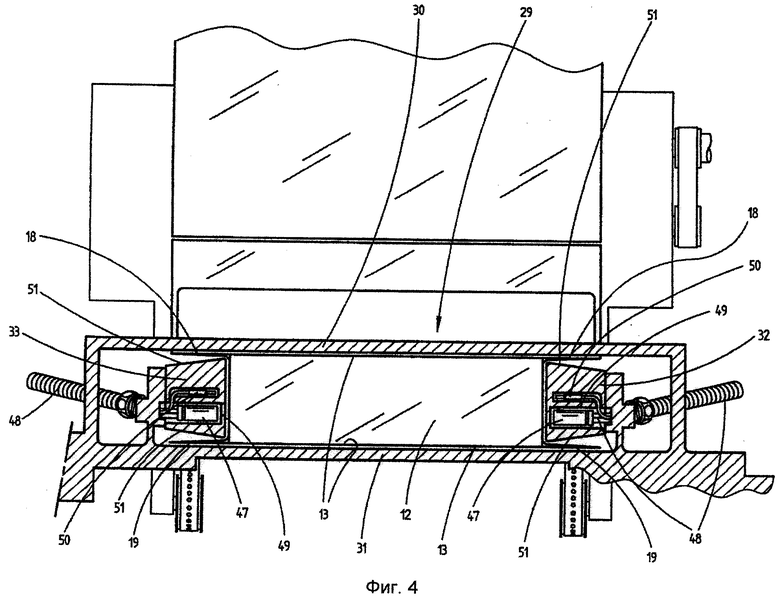
Фиг.4 - деталь приспособления согласно фиг.2 в разрезе IV-IV на фиг.2, в увеличенном масштабе,
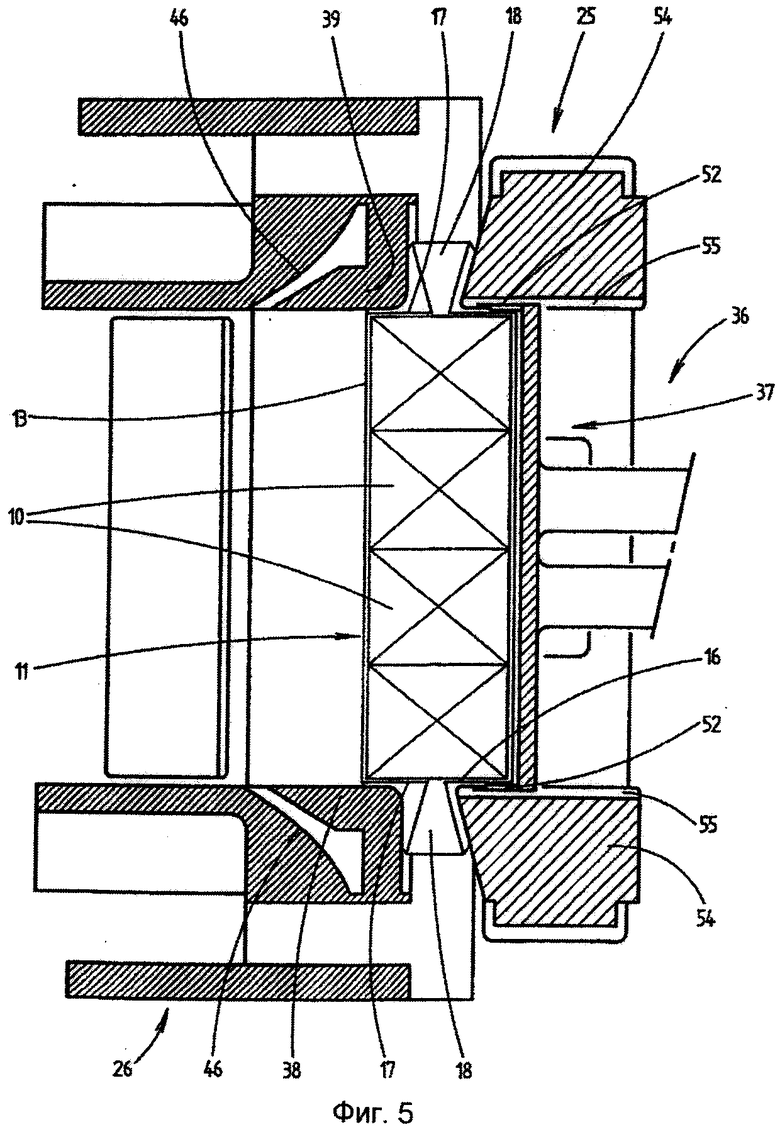
Фиг.5 - деталь приспособления в горизонтальном и вертикальном разрезе на уровне разреза V-V на фиг.2, также в увеличенном масштабе,
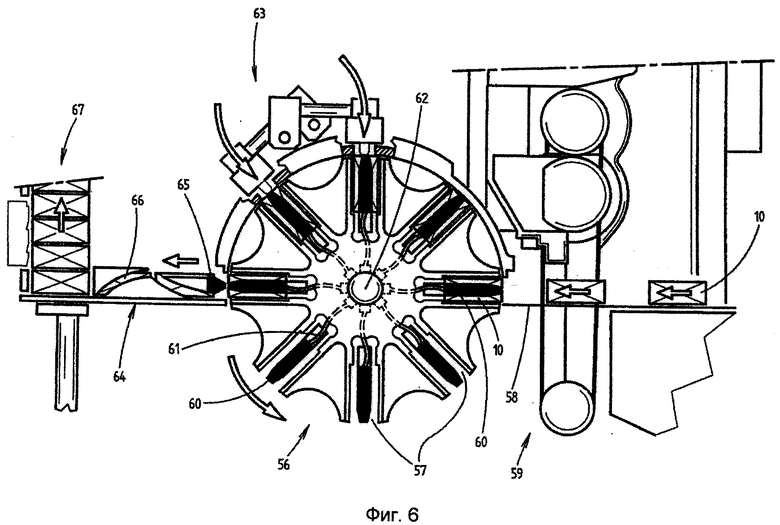
Фиг.6 - другой пример осуществления приспособления для изготовления упаковок в виде сбоку или в вертикальном разрезе.
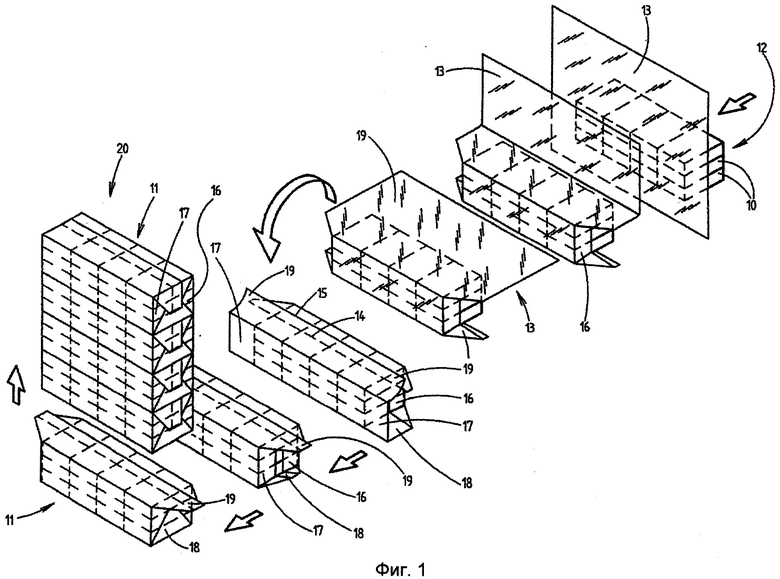
Предпочтительной сферой применения является изготовление сигаретных пачек 10 и/или образованных из них блочных упаковок 11. Изображение на фиг.1 и приспособление согласно фиг.2-5 посвящены изготовлению подобных блочных упаковок 11 из упорядоченной группы 12 пачек, которые обернуты в раскрой из пленки, в данном случае во внешнюю обертку 13. Группа 12 пачек состоит обычно из одного, двух или (в данном случае) из трех рядов пачек, которые в силу своего расположения создают в качестве содержимого упаковки структуру в виде блока или же прямоугольника.
Единый раскрой внешней обертки 13 фальцуется вокруг группы 12 пачек. В первом положении раскрой 13 фальцуется U-образно. При продолжении операции оборачивания получают трубчатое положение фальцовки, в котором краевые области раскроя перекрывают друг друга, образуя вытянутые закраины 14, 15 трубки. В способе на фиг.1 они направлены поперек направления транспортировки группы 12 пачек.
В силу соответствующих габаритов раскроя внешней обертки 13 в обеих концевых областях группы 12 пачек возникают выступы раскроя, которые фальцуются на конечные или же торцевые поверхности группы 12 пачек. Созданная при этом торцевая фальцовка обычно выполнена как "конвертная фальцовка", а именно состоит из двух противоположных внутренних закраин 16 и 17, а также из сфальцованных сверху и внизу на торцевую сторону или же на внутренние закраины 16, 17 (трапециевидных) внешних закраин 18, 19. Внутренние закраины 16, 17 образуются из лежащих в вертикальной плоскости выступов трубчатой внешней обертки 13, в то время как внешние закраины 18, 19 приводятся в положение фальцовки из нижних и верхних горизонтальных плоскостей за счет фальцевания вверх или же вниз. Все фальцуемые закраины 14…19 обычно соединяются друг с другом за счет термической сварки пленки, но могут также или же альтернативно соединяться друг с другом за счет склеивания.
Готовые блочные упаковки 11 транспортируются в направлении вверх, образуя стопку 20 из лежащих друг на друге упаковок или же блочных упаковок 11.
Операция оборачивания и фальцовки выполняется таким образом, что при U-образной фальцовке раскроя примерно сразу фальцуется первая, лежащая в направлении транспортировки впереди внутренняя закраина 16 на боковые поверхности группы 12 пачек. Затем образуется трубчатая фальцовка, а именно за счет поворота элемента из группы 12 пачек и внешней обертки 13 вдоль направленной поперек продольной оси. Поворот выполняется в диапазоне 180°, так что трубчатая фальцовка направлена закраинами 14, 15 трубки вверх. Затем фальцуется лежащая теперь спереди вторая внутренняя закраина 17. Затем выполняется фальцовка внешних закраин 18 и 19.
Особенно критичным является первый шаг фальцовки, то есть фальцовка первой внутренней закраины 16, который по причине относительного перемещения к стационарному фальцующему элементу, прежде всего фальцевателю, фальцуется на направленные в стороны поверхности группы 12 пачек. С внутренней закраиной 16 одновременно образуется треугольный клин фальцовки, который образуется в области нижней и верхней плоскости в качестве внутренней части трапециевидных внешних закраин 18, 19. Фиксация этого шага фальцовки, то есть, прежде всего, примыкание первых сфальцованных внутренних закраин 16 к боковым поверхностям содержимого упаковки, является критичной, так как стабилизация, например за счет клеевых соединений, отсутствует. Поэтому фальцовка выполняется с подводом тепла таким образом, что термическая сварка (еще) не выполняется, но, с другой стороны, положение фальцовки стабилизируется. Соответствующее тепло передается через фальцующий элемент, мимо которого перемещается блок из внешней обертки 13 и группы 12 пачек для выполнения первого шага фальцовки.
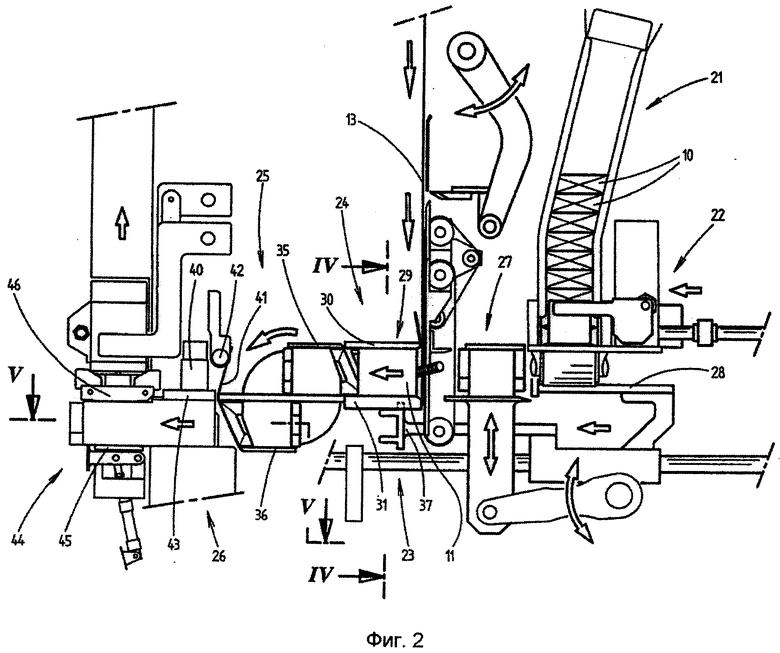
Приспособление для изготовления блочных упаковок 11 представлено в качестве примера на фиг.2-5. Согласно этому полностью завершенные сигаретные пачки 10 подаются через шахту 21 пачек на позицию 22 группирования. Образованные группы 12 пачек в соответствии с содержимым блочной упаковки 11 затем подаются на позицию 23 подачи раскроя для U-образного охвата группы 12 пачек посредством раскроя внешней обертки 13. Следует первая позиция 24 фальцовки для первых шагов фальцовки, в данном случае внутренней закраины 16. Затем следует еще одна позиция фальцовки, в данном случае с фальцующим или же поворотным револьверным элементом 25. В последующей позиции 26 фальцовки и сварки упаковки окончательно фальцуются или же оборачиваются во внешнюю обертку 13. Одновременно блочная упаковка 11 посредством подъема вводится в стопку 20 упаковок.
На позиции 22 группирования сигаретные пачки 10 объединяются с образованием группы 12 пачек и передаются на пачечную платформу 27. Она может двигаться вверх и вниз для приема группы 12 пачек в верхнем положении и для их передачи на позицию 23 подачи раскроя в нижнем положении (в соответствии с фиг.2, фиг.3).
В этом положении передачи вся группа 12 пачек захватывается толкателем 28 и сталкивается в направлении транспортировки с пачечной платформы 27. Во время этого движения подачи группа 12 пачек захватывает подготовленный в вертикальной плоскости раскрой внешней обертки 13 передней стороной группы 12 пачек. Раскрой 13 удерживается наготове перед направляющей или же мундштуком 29. За счет вталкивания группы 12 пачек в этот мундштук 29 раскрой 13 укладывается U-образно вокруг прямоугольного предмета, то есть вокруг группы 12 пачек (фиг.1, справа). Мундштук 29 имеет первую и нижнюю направляющую стенку 30, 31, которые осуществляют U-образную фальцовку.
В области мундштука 29 выполняется первый шаг фальцовки. Для этой цели расположены (стационарные) фальцующие элементы, а именно фальцеватели 32, 33, которые образуют боковое ограничение мундштука 29. Фальцеватели 32, 33 имеют наклонно направленные или выполненные в виде язычка (вертикальные) фальцовочные кромки 34, согласно примеру осуществления на фиг.3, со сходящимися частичными кромками. За счет транспортировки группы 12 пачек с внешней оберткой 13 в мундштук 29 или же через него насквозь фальцеватели 32, 33 захватывают расположенную впереди по направлению движения вертикальную область раскроя 13, а именно боковой передний выступ. За счет относительного перемещения он фальцуется на боковые поверхности группы 12 пачек с образованием внутренней закраины 16.
При продолжающемся движении группы 12 пачек - посредством вталкивателя 28 - она попадает в зону поворотного устройства, которое в данном случае выполнено в виде поворотного револьверного устройства 25 с двумя расположенными со смещением относительно друг друга в конечных положениях верхним и нижним карманами 35, 36 револьверного элемента. Карманы 35, 36 открыты с обеих сторон (относительно направления транспортировки). По бокам карманы 35, 36 револьверного элемента выполнены так, что выступающие участки раскроя 13 выступают из карманов 35, 36 револьверного элемента. За счет поворота поворотного револьверного элемента 25 на 180° поданная в верхней плоскости - после мундштука 29 - группа 12 пачек попадает в плоскость ниже плоскости подачи, а именно в плоскость выдачи.
Группа 12 пачек (с внешней оберткой 13) теперь выталкивается в смещенной плоскости с тем же направлением движения посредством выталкивателя 37 из соответственно нижнего кармана 36 револьверного элемента и перемещается до области позиции 26 фальцовки и сварки. Во время этого движения подачи образуется или же фальцуется следующая фальцуемая закраина, а именно (вторая) внутренняя закраина 17, которая теперь за счет операции поворота лежит впереди. Группа 12 пачек перемещается мимо также расположенных сбоку (стационарных) фальцующих элементов, а именно фальцующих лапок 38, 39, которые за счет относительного перемещения осуществляют повторное фальцевание внутренних закраин 17.
Эта операция фальцовки производится в области позиции 26 фальцовки и сварки. Во время временной остановки группы 12 пачек вместе с внешней оберткой 13 на этой позиции выполняется трубчатый шов, а именно осуществляется соединение закраин 14, 15 трубки за счет термической сварки. За счет операции поворота закраины 14, 15 трубки находятся на верхней стороне блочной упаковки 11. Элемент сварки, а именно направленная поперек сварная колодка 40, опускается сверху на блочную упаковку или же перекрывающие друг друга закраины 14, 15 трубки. Сварная колодка 40 является рабочей в области верхней направляющей 43 этой позиции 26 фальцовки и сварки.
В области позиции 26 фальцовки и сварки также завершается и трубчатая фальцовка (перед сваркой). Расположенная снаружи фальцовочная полка 41 внешней обертки 13 после поворотного движения поворотного револьверного элемента 25 удерживается натянутой удерживающим элементом, а именно вакуумной головкой 42. При выдаче группы 12 пачек из (нижнего) кармана 36 револьверного элемента и передаче в позицию 26 фальцовки и сварки посредством стационарной верхней направляющей 43 фальцуется фальцовочная полка 41, а именно на верхнюю сторону группы 12 пачек с образованием закраины 15 трубки.
Завершенная в области позиции 26 фальцовки и сварки блочная упаковка 11 попадает в область позиции 44 подъема и посредством подъемного плунжера 45 вводится в стопку 20 упаковок. В этой области также фальцуются внешние фальцуемые закраины, а именно внешние закраины 18 и 19. Нижняя фальцуемая закраина 18 выравнивается после фальцовки внутренней закраины 17 фальцовочной направляющей 46 (фиг.5) во время транспортировки группы 12 пачек до контакта с боковой поверхностью группы 12 пачек. В принципе, направляющая 46 фальцовки является известным средством для фальцовки закраин во время транспортировки. Последним фальцуется верхняя внешняя закраина 19, а именно при движении вверх блочной упаковки 11 или же при входе в стопку 20 упаковок посредством расположенного здесь фальцующего элемента 46. Затем фальцуемые закраины 16…19 соединяются друг с другом за счет термической сварки.
Для стабилизации фальцеваний или промежуточных фальцеваний, прежде всего первых сфальцованных закраин комплексной фальцовки, подводят тепло, которое имеет температуру ниже температуры сварки пленки, однако вызывает уменьшение возвращающих сил в пленке.
В данном примере на внутренние закраины 16, 17, прежде всего на первую сфальцованную внутреннюю закраину 16, подводят тепло. Для этой цели фальцующие элементы нагревают. Более точно, нагревают фальцеватели 32, 33, обеспечивающие фальцовку внутренней закраины 16.
Предпочтительным является вариант осуществления, в котором фальцующие элементы или же фальцеватели имеют (электрические) нагревательные элементы. Фальцеватели 32, 33 имеют нагревательные патроны 47, которые (регулируемо) обеспечиваются электроэнергией за счет электрокабеля 48 для выработки тепла. Нагревательные патроны 47 находятся, соответственно, в выемке 49 выполненного в качестве корпуса фальцевателя 32, 33. За счет нагревательных патронов 47 нагревается весь фальцеватель 32, 33. Отдельно от нагревательного патрона 47, а именно в отдельной выемке, расположен термодатчик 50, к которому также ведет кабель. Оба элемента соединены с блоком управления (не показан), с помощью которого может вырабатываться и контролироваться определенная, технически оптимальная температура фальцующего элемента.
Фальцеватели 32, 33 расположены так, что они за счет относительного перемещения прикладывают внутреннюю закраину 16 к боковой поверхности группы 12 пачек. Верхние и нижние направляющие поверхности фальцевателей 32, 33 расположены со схождением наружу или же вбок, то есть под наклоном, таким образом, что над и под фальцевателями 32, 33 возникает свободное пространство для приема фальцуемых закраин, а именно внешних закраин 18, 19.
В качестве еще одного средства для фиксации внутренней закраины 16 в положении фиксации предусмотрены механические удерживающие элементы. При этом речь идет об удерживающих пальцах 52, которые (попарно) расположены по обеим сторонам выталкивателя 37 и которые начинают действовать при выталкивающем движении группы 12 пачек с внешней оберткой 13 из поворотного револьверного элемента 25 (фиг.5), в котором (лежащий с обратной стороны) внутренний раскрой 16 механически фиксируется в положении фальцовки. Боковые стенки 53, 54 карманов имеют проходящие в продольном направлении пазы 55, в которых удерживающие пальцы 52 проходят при проходе выталкивателя 37 через карман 35, 36.
На фиг.6 показан пример приспособления для изготовления отдельных (сигаретных) пачек. Они последовательно подаются в фальцующий агрегат, в данном случае поворотный фальцующий револьверный элемент 56, с карманами 57 для приема соответственно одной пачки 10 в каждый. Фальцующий револьверный элемент 56 может (потактово) поворачиваться в вертикальной плоскости. Поданные по горизонтальному полотну 58 пачек пачки 10 в области позиции 59 подачи раскроя получают раскрой (пленки), который сначала U-образно фальцуется вокруг пачки 10. Вместе с раскроем пачка 10 попадает в подготовленный в соответствующем положении карман 57 фальцующего револьверного элемента 56. В области последнего окончательно фальцуется упаковка или же обертка из пленки.
Шаги фальцовки выполняются аналогичным образом, как в примере осуществления согласно фиг.1-5. При вталкивании в карман 57 с передней стороны или же на радиально внутренней стороне первая, внутренняя фальцуемая закраина внешней обертки фальцуется на направленные вбок торцевые или нижние поверхности пачки 10, а именно посредством стационарного фальцующего элемента или же фальцевателя 60. Он образует ограничение сторон кармана 57. Фальцовка внутренней закраины - по аналогии с внутренней закраиной 16 - выполняется за счет вталкивания пачки 10 с раскроем в карман 57.
Особенность заключается в том, что фальцующий элемент или же фальцеватель 60 нагревается соответственно фальцующим лапкам 38, 39 вышеописанного примера осуществления. Согласно фиг.6 действуют таким образом, что все фальцеватели 60 всех карманов 57 соединены с центральной подачей электроэнергии посредством кабеля 61, который расположен в области вала 62 (или оси) для фальцующего револьверного элемента 56 и, например, устанавливает соединение с кабелями 61 посредством кольцевого проводника.
В верхней области фальцующего револьверного элемента 56 расположен агрегат 63 сварки известной конструкции для изготовления швов трубчатой обертки из свариваемой (спаиваемой) пленки.
На стороне выдачи фальцующего револьверного элемента 56, противоположной стороне вталкивания, пачки 10 выталкиваются с неполной внешней оберткой. В области отводящего полотна 64 сначала фальцуются радиально внешние внутренние закраины, по аналогии с внутренними закраинами 17, а именно посредством неподвижного фальцующего элемента, а именно имеющего форму язычка фальцевального элемента 65 в области отводящего полотна 64. Этот фальцующий элемент может нагреваться для обеспечения фальцовки, а именно сфальцованной по аналогии с внутренней закраиной 17 внутренней закраины.
В области отводящего полотна 64 следуют дальнейшие фальцующие элементы, а именно фальцующие направляющие 66 для фальцевания верхних и нижних внешних закраин, по аналогии с внешними закраинами 18, 19. Также и в этом примере осуществления пачки 10 затем собираются в стопку 67 упаковок.
Подача тепла на обертку или же пленку всегда требуется в тех случаях, если первая, прежде всего внутренняя, фальцовка свободна после отведения фальцующего элемента, и возвращающие силы в упаковочном материале могут вызвать нарушение положения фальцовки. Нагревание пленки противодействует возвращающим силам, а именно за счет снижения жесткости материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОК ДЛЯ СИГАРЕТ | 2010 |
|
RU2568089C2 |
| СИГАРЕТНАЯ УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2637887C2 |
| ПОТОЧНАЯ СИСТЕМА ФАЛЬЦЕВАНИЯ ВКЛАДЫШЕЙ | 2003 |
|
RU2321051C2 |
| УПАКОВКА ДЛЯ СИГАРЕТ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОВОЙ | 2012 |
|
RU2610571C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАЧЕК ДЛЯ СИГАРЕТ, А ТАКЖЕ ПАЧКА ДЛЯ СИГАРЕТ | 2015 |
|
RU2709733C2 |
| СИГАРЕТНАЯ ПАЧКА, СОСТОЯЩАЯ ИЗ ВНЕШНЕЙ ПАЧКИ И ИЗ ВНУТРЕННЕЙ ПАЧКИ С СОДЕЙСТВУЮЩИМ ИЗВЛЕЧЕНИЮ СРЕДСТВОМ | 2016 |
|
RU2699163C1 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2204513C2 |
| УПАКОВКА ДЛЯ БЛОКА СИГАРЕТ | 2001 |
|
RU2247067C2 |
| АРОМАТИЗИРОВАННАЯ СИГАРЕТНАЯ ПАЧКА И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАЧКИ | 2009 |
|
RU2531726C2 |
| ФАЛЬЦОВОЧНЫЙ УЗЕЛ ДЛЯ УПАКОВОЧНЫХ МАШИН ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2013 |
|
RU2617339C2 |
Способ фальцовки по меньшей мере одной фальцуемой закраины раскроя внешней обертки при изготовлении (сигаретных) пачек или блочных упаковок сигарет, в котором во время фальцовки первой фальцуемой закраины, по меньшей мере по достижении конечного положения закраины, подводят тепло так, что положение фальцовки закраины стабилизируется. Затем фальцуют другие закраины и соединяют закраины друг с другом. Причем при оборачивании пачки или группы пачек трубчато охватывающей их внешней оберткой и фальцуемыми на боковые поверхности содержимого пачки боковыми закраинами обертки тепло подводят по меньшей мере к одной сначала сфальцованной внутренней закраине, предпочтительно, с примыкающими треугольными фальцуемыми закраинами. При этом подводимое тепло находится ниже температуры сварки или в нижней части диапазона температур сварки упаковочного материала для раскроя, вследствие чего стабилизация закраин происходит без термической сварки. Стабилизирующее закраину тепло передают через стационарный фальцующий элемент, а именно стационарный фальцеватель, а блок, состоящий из пачки или группы пачек, с раскроем обертки перемещают вдоль фальцующего элемента так, что во время фальцовки закраины тепло передается на движущуюся вдоль фальцующего элемента обертку. Устройство для осуществления способа содержит фальцующий элемент, предназначенный для фальцовки первой фальцуемой закраины и выполненный с возможностью его нагрева так, чтобы стабилизировать положение фальцовки закраины, и содержит другие фальцующие элементы для фальцовки других закраин, и содержит устройства для соединения закраин посредством сварки и склеивания. Фальцующий элемент, по меньшей мере во время фальцовки, является нагреваемым до температуры, меньшей температуры сварки раскроя обертки, так что термического сваривания не происходит, и выполнен в виде стационарного фальцевателя. При этом блок, состоящий из одной пачки или группы пачек, с раскроем обертки является перемещаемым вдоль фальцующего элемента так, что во время фальцовки закраины тепло передается на движущуюся вдоль фальцующего элемента обертку. Группа изобретений обеспечивает повышение качества. 2 н. и 9 з.п. ф-лы, 6 ил.
1. Способ фальцовки по меньшей мере одной фальцуемой закраины (16, 17) раскроя внешней обертки (13) в связи с изготовлением (сигаретных) пачек (10, 11) или блочных упаковок сигарет, причем во время фальцовки первой фальцуемой закраины, по меньшей мере по достижении конечного положения фальцуемой закраины (16, 17), к имеющей фальцуемую закраину (16, 17) области подводят тепло таким образом, что положение фальцовки фальцуемой закраины (16, 17) стабилизируется, затем фальцуют другие фальцуемые закраины (18, 19) и соединяют закраины (16, 17, 18, 19) друг с другом, причем при оборачивании (сигаретной) пачки (10) или группы (12) пачек непосредственно трубчато охватывающей пачку (10) или группу (12) пачек внешней оберткой (13) и фальцуемыми на боковые поверхности содержимого пачки боковыми закраинами внешней обертки (13) тепло подводят по меньшей мере к одной сначала сфальцованной внутренней закраине (16), предпочтительно, с примыкающими треугольными фальцуемыми закраинами, отличающийся тем, что подводимое тепло находится ниже температуры сварки или в нижней части диапазона температур сварки упаковочного материала для раскроя внешней обертки (13), вследствие чего стабилизация фальцуемых закраин (16, 17) происходит без термической сварки, причем стабилизирующее фальцуемую закраину (16, 17) тепло передают через стационарный фальцующий элемент, а именно стационарный фальцеватель (32, 33; 60), при этом блок, состоящий из пачки или группы (12) пачек, с раскроем внешней обертки (13) перемещают вдоль стационарного фальцующего элемента таким образом, что во время фальцовки фальцуемой закраины (16, 17) стабилизирующее тепло передается на движущуюся вдоль стационарного фальцующего элемента внешнюю обертку (13).
2. Способ по п.1, отличающийся тем, что нагревают фальцеватель (32, 33).
3. Способ по п.1, отличающийся тем, что воздействующая на фальцуемую закраину (16, 17), или на материал внешней обертки (13), температура для стабилизации сфальцованной фальцуемой закраины находится в диапазоне 80-120°C, при этом фальцеватель имеет, предпочтительно, собственную температуру от примерно 100°C до примерно 130°C.
4. Устройство для фальцевания по меньшей мере одной фальцуемой закраины раскроя внешней обертки (13) пачки (10) или группы (12) пачек, при этом фальцуемая закраина (16, 17) является фальцуемой посредством фальцующего элемента, причем фальцующий элемент предназначен прежде всего для фальцовки первой фальцуемой закраины (16, 17) и выполнен с возможностью его нагрева таким образом, чтобы стабилизировать положение фальцовки фальцуемой закраины (16, 17), и предусмотрены другие фальцующие элементы для фальцовки других фальцуемых закраин (18, 19), а также устройства для соединения фальцуемых закраин (16, 17, 18, 19) посредством сварки и склеивания, отличающееся тем, что фальцующий элемент, по меньшей мере во время фальцовки, является нагреваемым до температуры, меньшей температуры сварки раскроя внешней обертки таким образом, что термического сваривания не происходит, и выполнен в виде стационарного фальцевателя (32, 33; 60), при этом блок, состоящий из одной пачки (10) или группы (12) пачек, с раскроем внешней обертки (13) является перемещаемым вдоль стационарного фальцующего элемента таким образом, что во время фальцовки фальцуемой закраины (16, 17) стабилизирующее тепло передается на движущуюся вдоль стационарного фальцующего элемента внешнюю обертку (13).
5. Устройство по п.4, отличающееся тем, что фальцующие элементы, прежде всего фальцеватели (32, 33), имеют нагревательный элемент, предпочтительно электрически нагреваемый нагревательный патрон (42) внутри фальцующего элемента или же фальцевателя (32, 33).
6. Устройство по п.5, отличающееся тем, что в выемке (49) фальцующего элемента или же фальцевателя (32, 33) расположен нагревательный патрон (47), соединенный посредством электрокабеля (48) с системой электропитания.
7. Устройство по п.4, отличающееся тем, что на фальцующем элементе или же фальцевателе (32, 33) или в нем расположен термодатчик (50) для определения температуры фальцующего элемента, при этом она является управляемой в зависимости от определенных термодатчиком (50) значений для сохранения заданной температуры фальцующего элемента.
8. Устройство по п.4, отличающееся тем, что выполненные в виде блока фальцующие элементы, прежде всего фальцеватели (32, 33), имеют на верхней и нижней стороне направляющие поверхности (51), которые наружу выполнены сходящимися друг к другу, а именно направлены наклонно под острым углом, таким образом, что над и под фальцующими элементами (32, 33) образовано свободное пространство для приема фальцуемых закраин (18, 19).
9. Устройство по п.4, отличающееся тем, что по меньшей мере при выдвижении частично сфальцованной внешней обертки (13) блочной упаковки (11) из направляющей или кармана револьверного элемента (25) дополнительно предусмотрены механические удерживающие элементы в области сфальцованной закраины неготовой фальцовки, прежде всего удерживающие пальцы (52) выталкивателя (37) для транспортировки группы (12) пачек с внешней оберткой (13), при этом расположенные на выталкивателе (37) удерживающие пальцы (52) фиксируют расположенные по бокам внутренние закраины (16) в положении фальцовки.
10. Устройство по п.4, отличающееся следующими признаками:
а) для оборачивания (сигаретных) пачек (10) раскроем обертки пачки (10) являются по одной вталкиваемыми с U-образным захватом раскроя в карман (57) фальцующего револьверного элемента (56),
б) карманы (57) фальцующего револьверного элемента (56) по бокам ограничены фальцующими элементами, прежде всего фальцевателями (60) для фальцовки направленного в стороны внутреннего раскроя во время вталкивания пачки,
в) фальцеватели (60) фальцующего револьверного элемента (56) (электрически) нагреваются до температуры ниже температуры сварки обертки.
11. Устройство по п.10, отличающееся тем, что пачки (10) с частично сфальцованной оберткой являются выталкиваемыми в радиальном направлении из кармана (57) на отводящее полотно (64), при этом при выталкивании в области отводящего полотна (64) является фальцуемой внутренняя закраина, в частности вторая внутренняя закраина, посредством фальцующего элемента, прежде всего фальцующего элемента (65), и фальцующий элемент или же фальцующий элемент (65) нагревается.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для вытрамбовывания котлованов | 1984 |
|
SU1260442A1 |
| Устройство для вытрамбовывания котлованов | 1984 |
|
SU1260442A1 |

