Изобретение относится к поточной системе фальцевания вкладышей для фальцевания печатных вкладышей и для последовательной доставки их к аппликатору для непосредственного размещения вкладышей на потребительских упаковках, таких как сигаретные пачки, или на наружную обертку для упаковок перед тем как обертка будет размещена вокруг упаковок.
В частном случае применительно к сигаретным пачкам: существует растущая потребность того, чтобы пачки содержали печатные вкладыши с информацией о сигаретах и/или вкладыши, служащие средством для рекламных целей. В других примерах эти вкладыши могут быть выполнены в виде купона, дающего потребителю право участвовать в розыгрыше призов и пр. В случае сигаретных пачек, обычно имеющих наружную обертку из прозрачной пленки, печатные вкладыши можно разместить между пачкой и наружной оберткой, чтобы вкладыш был виден снаружи, причем без нарушения целостности пачки и наружной обертки. Если вкладыш находится между пачкой и наружной оберткой, то его можно разместить непосредственно на пачке и потом обернуть, либо вкладыш можно сначала поместить на гибкую наружную обертку перед тем как пачка будет обернута этим материалом.
В настоящее время многие вкладыши фальцуют и вкладывают в сигаретные пачки из отдельной стопки заранее отфальцованных вкладышей. Недостатки этого способа: лишние затраты и трудность получения рулона или стопки предварительно отфальцованных отдельных печатных вкладышей. Помимо этого, сигаретным упаковочным машинам, действующим на очень высоких производственных скоростях, трудно работать с отдельными вкладышами, поскольку вкладыши легко застревают, и поэтому требуется частое вмешательство оператора, чтобы направлять их в аппликаторы, которые доставляют их к сигаретным пачкам и наносят на них.
Соответственно, одна из задач настоящего изобретения заключается в обеспечении поточной системы фальцевания вкладышей, содержащей непрерывный рулон нефальцованных печатных вкладышей с режущей головкой, которая отрезает отдельные вкладыши от непрерывного рулона; и кассетный фальцеватель для фальцевания отдельных вкладышей и доставки их к аппликатору для непосредственного размещения вкладышей на потребительских упаковках, таких как сигаретные пачки, или на наружной пленочной обертке для упаковок.
Еще одна задача настоящего изобретения заключается в обеспечении поточной системы фальцевания вкладышей, содержащей кассетный фальцеватель с консольными валками, которые удаляют с открытой стороны валков те вкладыши, которые сместились от заданного положения во время высокоскоростного фальцевания.
Согласно настоящему изобретению поточная система фальцевания вкладышей содержит непрерывный рулон печатных вкладышей и режущее устройство, выполненное с возможностью отрезания отдельных вкладышей от рулона. Транспортирующий механизм последовательно транспортирует отдельные вкладыши в плоском нефальцованном виде дальше по ходу к кассетному фальцевателю, который принимает каждый вкладыш и фальцует его по меньшей мере вдоль одной линии сгиба. Аппликатор последовательно принимает фальцованные вкладыши от кассетного фальцевателя, и непосредственно наносит их на потребительские упаковки или на наружную обертку упаковок.
Кассетный фальцеватель предпочтительно содержит множество валков, имеющих горизонтальные оси вращения и по существу параллельных друг другу. Валки консольно установлены на вертикальной станине. Такое расположение обеспечивает то, что кассетный фальцеватель становится самоочищающимся, поскольку вкладыши, сместившиеся от заданного положения во время высокоскоростного фальцевания, вылетают из кассетного фальцевателя через открытую внешнюю сторону валков.
Согласно одному из вариантов настоящего изобретения аппликатор расположен в прилегании к потоку расположенных через интервал потребительских упаковок, и аппликатор наносит фальцованные вкладыши непосредственно на упаковки перед тем, как гибкая наружная упаковка будет размещена вокруг упаковок.
Согласно еще одному варианту выполнения настоящего изобретения аппликатор наносит фальцованные вкладыши непосредственно на материал гибкой наружной обертки перед тем, как этот материал будет размещен вокруг упаковок. И в том, и в другом вариантах до нанесения вкладышей на упаковки потребительского товара или на материал гибкой наружной обертки на фальцованные вкладыши может быть нанесен клей.
Настоящее изобретение также направлено на способ фальцевания печатных вкладышей и нанесения фальцованных вкладышей на упаковки потребительского товара. Способ предусматривает стадии обеспечения непрерывного рулона печатных вкладышей и отрезания отдельных вкладышей от рулона. Отрезанные отдельные вкладыши последовательно транспортируют дальше по ходу, и затем их фальцуют по меньшей мере вдоль одной линии сгиба. Фальцованные вкладыши затем наносят на упаковки потребительского товара либо непосредственно до размещения гибкой наружной обертки, либо на гибкую наружную обертку перед тем, как обертка будет размещена вокруг упаковок.
Новые признаки и преимущества настоящего изобретения, в дополнение к вышеуказанным, будут понятны специалисту в данной области при изучении последующего подробного описания со ссылкой на сопровождающие чертежи, на которых сходные позиции обозначают подобные детали и на которых:
Фиг.1 - схематичный вид спереди поточной системы фальцевания вкладышей для получения фальцованных вкладышей и нанесения их непосредственно на потребительские упаковки, такие как сигаретные пачки;
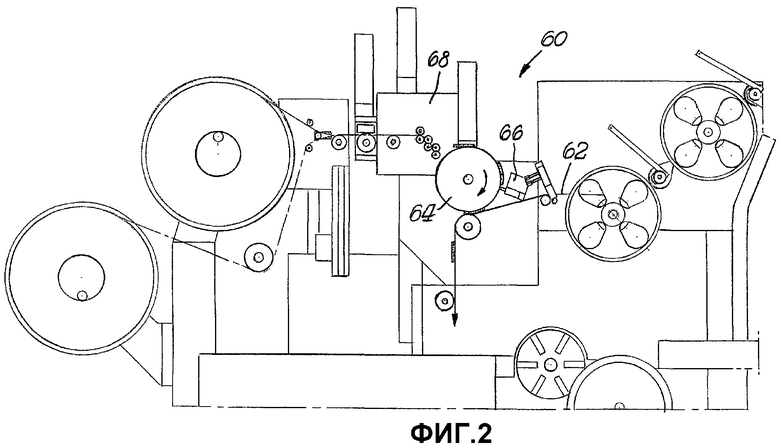
Фиг.2 - схематичный вид другой поточной системы фальцевания вкладышей для получения фальцованных вкладышей и нанесения их на гибкий пленочный наружный оберточный материал до обертывания этим материалом таких упаковок как сигаретные пачки;
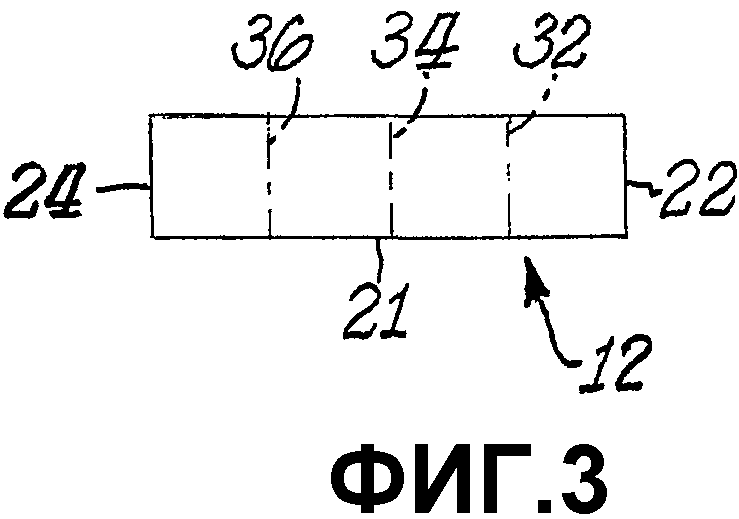
Фиг.3 - вид сверху отдельного отпечатанного вкладыша до его фальцевания; показаны полученные затем линии сгиба;
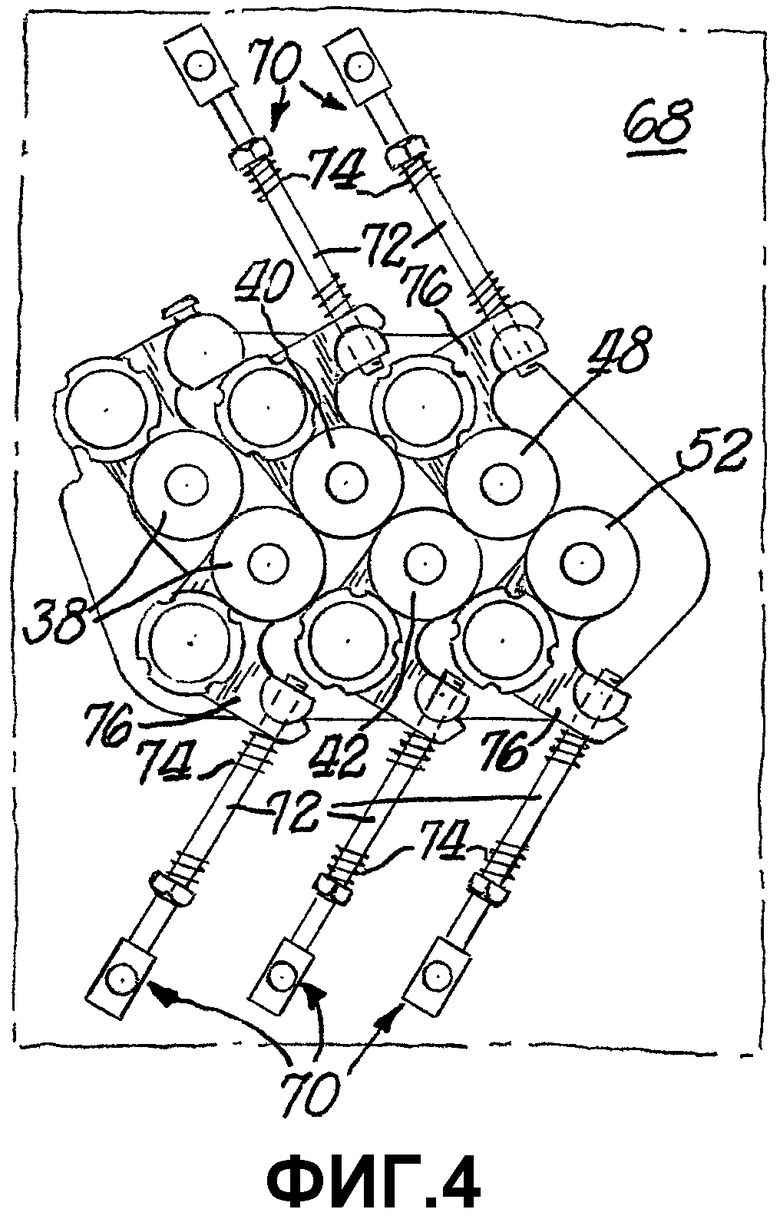
Фиг.4 - вид сбоку открытой стороны кассетного фальцевателя систем, показанных на Фиг.1 и 2;
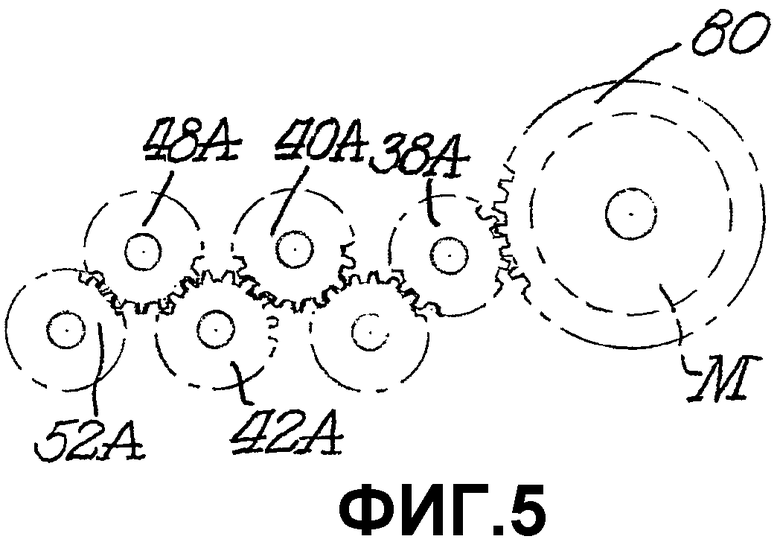
Фиг.5 - частичный вид сбоку привода отдельных консольных валков кассетного фальцевателя по изобретению;
Фиг.6 - частичный вид спереди, показывающий один из консольных валков и его соответствующую зубчатую передачу по изобретению.
Обращаясь к чертежам, на Фиг.1 показана поточная система 10 фальцевания вкладышей для получения фальцованных вкладышей 12 и нанесения их непосредственно на такие упаковки потребительского товара как сигаретные пачки 14. Основными компонентами системы 10 предпочтительно являются: непрерывный рулон 16 печатных вкладышей вместе с режущим узлом 18, который отрезает отдельные вкладыши 21 от непрерывного рулона. Сенсорное устройство 20 определяет переднюю и заднюю границы 22, 24, соответственно, вкладышей, чтобы надлежащим образом управлять режущей головкой 26 узла 18, когда отдельные вкладыши отрезаются от рулона.
Расположенный после режущего узла транспортирующий механизм 28 последовательно транспортирует отдельные вкладыши дальше по ходу к кассетному фальцевателю 30, который принимает отдельные вкладыши и фальцует каждый вкладыш по заданным линиям сгиба 32, 34 и 38. Транспортирующий механизм 28 может представлять собой вращающийся вакуумный цилиндр, после которого, между цилиндром и входом в кассетный фальцеватель, расположена пластина 29. Вращающийся вакуумный барабан толкает вкладыш 21 дальше по ходу к кассетному фальцевателю.
Кассетные фальцеватели обычно фальцуют бумажные изделия, останавливая передний конец бумажной основы, при этом продолжая перемещение остальной части основы, в результате чего основа сгибается вниз в место зажима валка, которое создает фальц. Механизмы этого общего типа описаны в патентах США №№ 4125254 и 6224560, которые оба включены в данное описание путем ссылки для всех полезных целей. Кассетный фальцеватель 30 обычно содержит пару валков 38 на входе в фальцеватель, которые принимают отдельный печатный вкладыш 21 и транспортируют вкладыш через фальцеватель. Сразу после прохождения через место зажима на входе в валки 38 вкладыш подается между парой валков 38, 40, пока передняя граница 22 вкладыша не дойдет до стопора в первом фальцующем поддоне или желобе 44. Затем вкладыш сгибается вниз в место захвата первой пары валков 40, 42, и на печатном вкладыше создается первая линия сгиба 32. Вкладыш затем подается и сгибается последовательно во второй фальцующий поддон или желоб 46, и затем проходит через вторую пару валков, состоящую из валка 42 и валка 48, и создающую вторую линию сгиба 34. Затем частично фальцованный вкладыш входит в третий поддон или желоб 50, сгибается вниз и проходит через третью пару валков, состоящую из валка 48 и валка 52.
При выходе из кассетного фальцевателя фальцованный вкладыш подается в аппликатор 54 в виде барабана, и аппликатор наносит фальцованные вкладыши непосредственно на поток расположенных через интервал сигаретных пачек 14. Клей может наноситься на вкладыши, чтобы закрепить их снаружи сигаретных пачек. Затем сигаретные пачки с закрепленными на них вкладышами обертываются материалом гибкой наружной обертки известным образом.
Фиг.2 показывает еще одну поточную систему фальцевания вкладышей для получения фальцованных вкладышей 12 и для нанесения их на материал 62 гибкой пленочной наружной обертки до обертывания этим материалом сигаретных пачек 14. С точки зрения компонентов для получения фальцованных вкладышей 12 эта система 60 принципиально та же, что и система 10 по Фиг.1. Однако в системе 60 фальцованные вкладыши подаются в аппликатор 64, выполненный в виде барабана и принимающий фальцованные вкладыши, и наносящий их на материал 62 наружной обертки для сигаретных пачек. Соответствующий клей наносится на фальцованные вкладыши в станции 66, и вкладыши с клеем на них затем непосредственно наносятся на материал 62 гибкой наружной обертки. Материал наружной обертки с фальцованными вкладышами на нем в конечном счете доставляется к пачкам 14 и размещается вокруг них известным способом. Материал гибкой наружной обертки размещается таким образом, что фальцованные вкладыши расположены между сигаретными пачками 14 и материалом наружной обертки.
Кассетный фальцеватель 30 по изобретению имеет ту особенность, что содержит множество валков 38, 40, 42, 48 и 52, все из которых имеют горизонтальные оси вращения, параллельные друг другу. Валки при этом закреплены на вертикальной станине 68 консольно, чтобы обеспечивать внешнюю открытую сторону, противоположную точкам соединения валков со станиной 68. Это расположение валков обеспечивает их самоочистку, поскольку вкладыши, которые сместились от заданного положения во время высокоскоростного фальцевания, вылетают с открытой внешней стороны валков.
Фиг.4, 5 и 6 поясняют другие подробности кассетного фальцевателя 30, в частности монтажную структуру консольных валков и зубчатых колес валков.
Согласно Фиг.4 консольные валки 38, 40, 42, 48 и 52 создают регулируемое усилие натяжения, которое регулируется средствами 70 натяжения. Большее натяжение прикладывается к местам захвата путем затягивания резьбовых элементов 72, которые при этом сжимают цилиндрические пружины 74 и прикладывают большее натяжение к местам захвата валков посредством кронштейна 76.
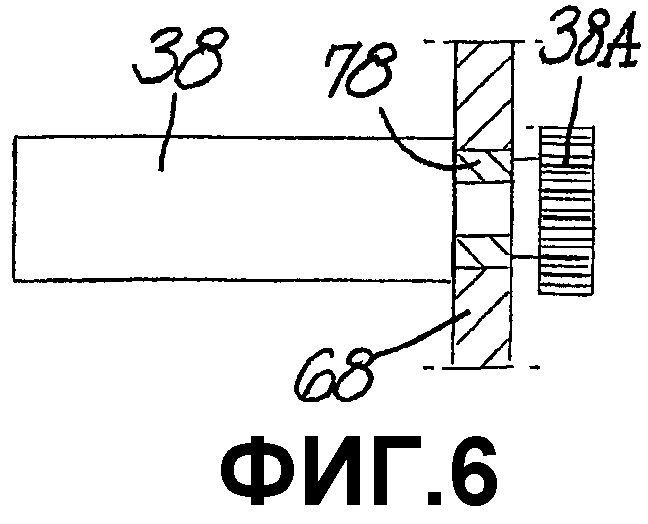
Фиг.5 и 6 иллюстрируют консольное соединение валков с несущей пластиной 68 и зубчатую передачу для валков. Втулки 78 установлены между валками и пластиной 68. Каждый валок имеет зубчатое колесо 38А, 40А, 42А, 48А и 52А на своем внутреннем конце, и эти зубчатые колеса зацепляют друг друга, в результате чего валки вращаются в нужном направлении и с одинаковой скоростью вращения. Зубчатое колесо 80, приводимое двигателем, зацепляет зубчатое колесо 38А для приведения в действие валков кассетного фальцевателя.
Режущий узел 18, транспортирующий механизм 28, кассетный фальцеватель 30 и аппликаторы 54, 64 могут приводиться в действие синхронно, чтобы наносить вкладыши непосредственно на пачки сигарет перед тем, как они будут обернуты, или на наружную обертку перед тем, как та будет размещена вокруг пачек. Помимо этого, предусмотрена возможность накопления отрезанных вкладышей и/или фальцованных вкладышей перед их нанесением.
Настоящее изобретение также предлагает способ фальцевания печатных вкладышей и нанесения этих вкладышей на такие потребительские упаковки как сигаретные пачки 14. Основными стадиями способа являются следующие: обеспечение непрерывного рулона 16 печатных вкладышей и отрезание отдельных вкладышей из рулона. Отдельные вкладыши затем последовательно подают дальше по ходу, и каждый вкладыш фальцуют по меньшей мере вдоль одной линии сгиба. Заключительная стадия всего способа заключается в нанесении фальцованных вкладышей на сигаретную пачку либо непосредственно, либо на гибкую наружную обертку 62 перед тем как обертка будет размещена вокруг сигаретной пачки.
Изобретение можно также применять с обертывающей машиной GD 4350 или с другим обертывающим механизмом. Например, обертывающая машина 750 (Фокке) имеет двойные пути транспортирования материала гибкой наружной упаковки. При использовании настоящего изобретения с обертывающей машиной 750 непрерывный рулон печатных вкладышей может иметь две линии вкладышей, расположенные рядом друг с другом. До отрезания отдельных вкладышей рулон можно разрезать вдоль, и двойные пути транспортирования с двойными кассетными фальцевателями и аппликаторами можно предусмотреть для размещения фальцованных вкладышей на двойных потоках сигаретных пачек, или на двойных путях транспортирования материала гибкой наружной упаковки.
Настоящее изобретение можно также использовать в системе, в которой фальцованные вкладыши накапливаются перед нанесением их на сигаретные пачки. Это накопление может иметь вид стопки веерного или ступенчатого расположения, когда фальцованные вкладыши располагаются рядом друг с другом, частично перекрывая друг друга.
Для прикрепления фальцованных вкладышей непосредственно к сигаретным пачкам или к материалу гибкой наружной обертки можно использовать клей. Некоторыми примерами используемого клея являются клей горячего расплава и клей, активируемый нагреванием.
Хотя описанный выше кассетный фальцеватель изготавливает вкладыши с четырьмя плоскостями и тремя линиями сгиба, возможны также и другие схемы фальцевания, осуществляемые за счет модифицирования валков фальцевателя. Например, если исключить последний желоб 50 и валок 52, то можно получить вкладыш с тремя плоскостями и двумя линиями сгиба.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОЦЕСС И УСТРОЙСТВО ДЛЯ СГИБАНИЯ И НАНЕСЕНИЯ НАКЛАДОК НА ПОТРЕБИТЕЛЬСКИЕ ТОВАРЫ | 2004 |
|
RU2331556C2 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ (СИГАРЕТНЫХ) ПАЧЕК | 2010 |
|
RU2532920C2 |
| ТАРА С МАГНИТНОЙ ЗАСТЕЖКОЙ | 2013 |
|
RU2653996C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗАДЕЛКИ ТРАНСПОРТНЫХ МЕШКОВ | 1994 |
|
RU2118275C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ УПАКОВОК И ГРУППОВАЯ УПАКОВКА | 2009 |
|
RU2496695C2 |
| АРОМАТИЗИРОВАННАЯ СИГАРЕТНАЯ ПАЧКА И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАЧКИ | 2009 |
|
RU2531726C2 |
| СПОСОБ УПАКОВЫВАНИЯ ПОРЦИОННЫХ, ЖИДКИХ ИЛИ ПАСТООБРАЗНЫХ В СОСТОЯНИИ ОБРАБОТКИ ПРОДУКТОВ И УПАКОВОЧНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ УКАЗАННОГО СПОСОБА | 2019 |
|
RU2785933C2 |
| СПОСОБ ОБРАБОТКИ РУЛОНА МАТЕРИАЛА И СИСТЕМА ОБРАБОТКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2100208C1 |
| КОНТЕЙНЕР НА ОСНОВЕ КАРТОНА (ВАРИАНТЫ) | 1997 |
|
RU2172710C2 |
| СИГАРЕТНАЯ УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2637887C2 |
Поточная система фальцевания вкладышей, содержащая непрерывный рулон печатных вкладышей и режущее устройство для отрезания отдельных вкладышей от рулона. Транспортирующий механизм последовательно транспортирует отдельные вкладыши дальше по ходу в кассетный фальцеватель, который принимает вкладыши и фальцует каждый вкладыш по меньшей мере вдоль одной линии сгиба. Аппликатор последовательно принимает фальцованные вкладыши от кассетного фальцевателя и наносит вкладыши на потребительские упаковки, например на сигаретные пачки. Фальцованные вкладыши можно непосредственно наносить на упаковки до размещения гибкой наружной обертки, либо фальцованные вкладыши можно наносить на гибкую наружную обертку перед тем, как обертка будет размещена вокруг упаковок. Изобретение обеспечивает фальцевание вкладышей при поточном нанесении их на упаковки. 3 н. и 7 з.п. ф-лы, 6 ил.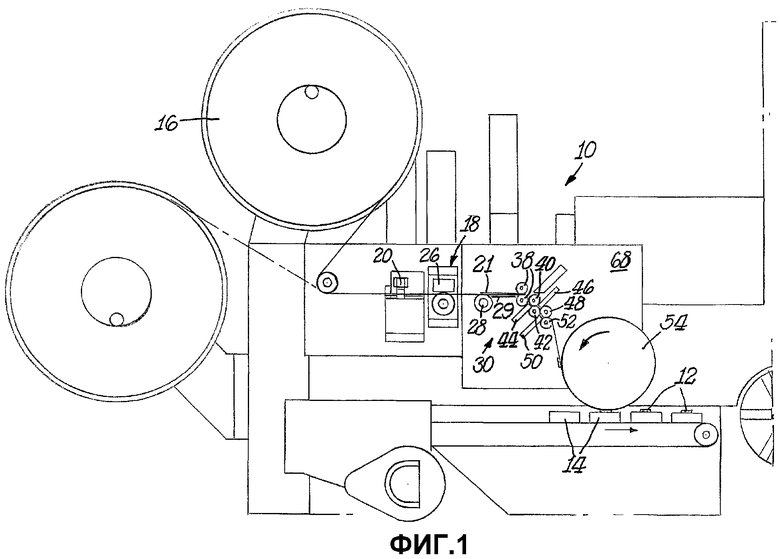
непрерывный рулон печатных вкладышей;
режущее средство, выполненное с возможностью отрезания отдельных вкладышей от рулона;
транспортирующий механизм для последовательного транспортирования отдельных вкладышей дальше по ходу;
кассетный фальцеватель, выполненный с возможностью приема каждого отдельного вкладыша и фальцевания каждого вкладыша вдоль по меньшей мере одной линии сгиба; и
аппликатор для последовательного приема фальцованных вкладышей от кассетного фальцевателя и для нанесения фальцованных вкладышей на потребительские упаковки.
обеспечивают непрерывный рулон печатных вкладышей;
отрезают отдельные вкладыши от рулона;
последовательно транспортируют отдельные вкладыши дальше по ходу;
фальцуют каждый отдельный вкладыш по меньшей мере вдоль одной линии сгиба и
наносят фальцованные вкладыши на потребительские упаковки.
производстве упаковок, предусматривающий стадии:
повторяющимся образом обеспечивают частично завершенную упаковку в массовом производстве;
завершают массовое производство упаковки, причем упомянутая стадия завершения массового производства предусматривает:
направление упомянутой частично завершенной упаковки через автоматическую обертывающую машину;
выдачу элемента в нефальцованном непрерывном виде;
повторяющегося отрезания нефальцованного непрерывного элемента для получения отдельных элементов в нефальцованном виде;
затем кассетного фальцевания каждого отрезанного отдельного элемента по меньшей мере вдоль одной линии сгиба и
повторяющегося нанесения каждого отрезанного и фальцованного отдельного элемента на компонент упаковки в координации с указанной стадией направления упомянутой частично завершенной упаковки через упомянутую автоматическую оберточную машину.
| US 5035935 А, 30.07.1991 | |||
| Устройство для этикетирования предметов | 1988 |
|
SU1735131A1 |
| 1971 |
|
SU410966A1 | |
| US 5250134 А, 05.10.1993 | |||
| US 4125254, 14.11.1978 | |||
| US 6244584 B1, 12.06.2001. | |||

