Изобретение относится к области общего машиностроения, а именно к крепежным изделиям для разъемного винтового соединения деталей и сборочных единиц, и служит для предохранения соединений от потери винтов и шайб при снятии съемных деталей и сборочных единиц в процессе эксплуатации.
Известно резьбовое соединение [1], содержащее невыпадающий болт, шайбу и фиксирующий элемент в виде ступенчатой втулки с резьбовым отверстием и глухой проточкой, фиксирующий элемент которого устанавливается в гладкое ступенчатое отверстие присоединяемой детали. Недостатками данного соединения являются: выполнение в присоединяемой детали более сложного, по сравнению с гладким отверстием, отверстия строго заданной геометрии; низкая способность компенсации погрешностей выполнения межцентровых расстояний, координирующих оси отверстий под винты и, как следствие, назначение повышенной точности предельных отклонений межцентровых расстояний для этих отверстий.
Наиболее близким к предлагаемому изобретению по технической сущности является винт крепления крышки к корпусу оборудования [2], содержащий втулку, шайбу и пружинную шайбу, у которого стержень проходит через резьбовое отверстие в шайбе, имеющей возможность радиального перемещения во втулке. Данное крепление позволяет особенно для крышек больших размеров с большим числом точек крепления и расстояниями между ними назначать поля допусков для выполнения межцентровых расстояний, координирующих оси отверстий под винты, больше, чем при применении обычных невыпадающих винтов, проходящих через резьбовое отверстие в закрепляемой детали. Недостатком данного крепления является сложность способа монтажа: необходимо производить завальцовку шайбы в расширении втулки для ее удержания от осевого перемещения; для крепления втулки в крышке из металла требуется производить прессовую посадку, для которой необходимо выполнение высокой точности обработки сопрягаемых деталей для получения натяга либо применение паяного соединения, или же в случае с крышкой из пластмассы применение клеевого соединения, что требует использования специального технологического оборудования (пресс, паяльник) и дополнительных расходных материалов (припой, клей).
Задача изобретения - упрощение способа монтажа винтов с невыпадающими деталями, обеспечивающими улучшение условий собираемости деталей и сборочных единиц за счет компенсации погрешностей выполнения межцентровых расстояний, координирующих оси отверстий под винты.
Поставленная задача достигается тем, что, винт снабжен втулкой, имеющей плавающую установку в отверстие закрепляемой детали, втулка имеет кольцевой буртик, прорезь и формовки сферической формы, удерживающие винт, состоящий из головки, гладкой и резьбовой частей, во втулке, обеспечивая тем самым в сопряженном состоянии взаимное предохранение от выпадения винта и втулки, а также шайб, надетых на винт, из отверстия закрепляемой детали или сборочной единицы, при этом сопряжение винта со втулкой производится за счет упругой деформации втулки и не требует применения какой-либо технологической оснастки или оборудования.
Изобретение поясняется чертежами, где
на фиг.1 изображен винт с невыпадающими деталями в аксонометрии;
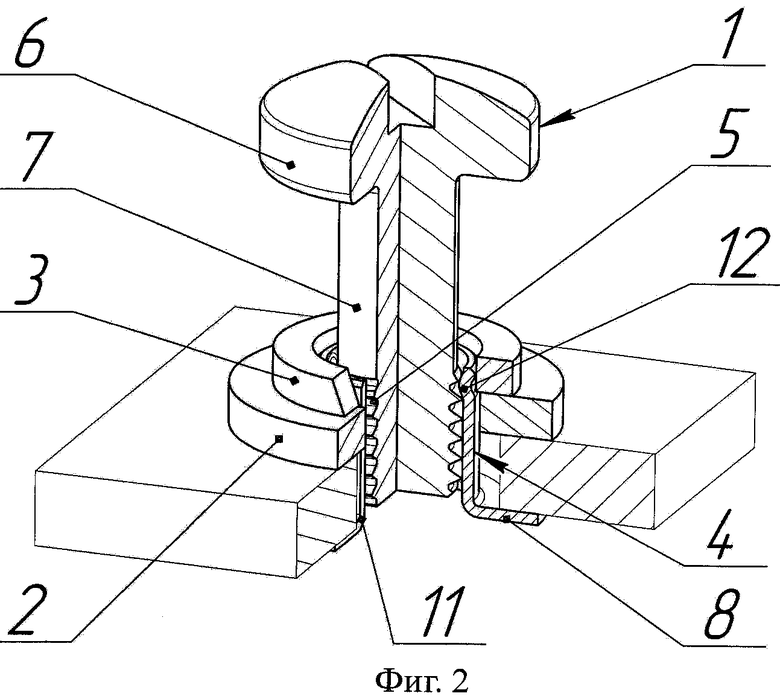
на фиг.2 - винт с невыпадающими деталями в разрезе в аксонометрии;
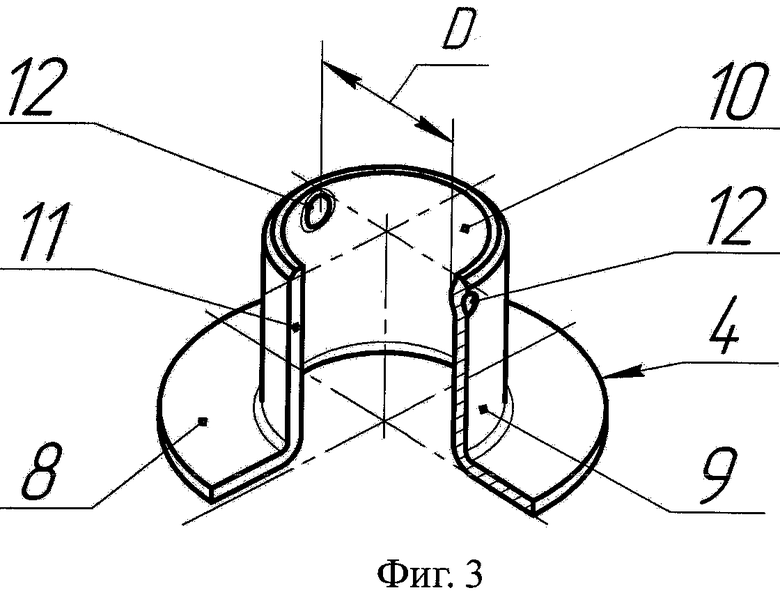
на фиг.3 - втулка в разрезе в аксонометрии.
Винт 1 с невыпадающими деталями содержит подкладную 2 и пружинную 3 шайбы и втулку 4. Винт 1 выполнен в форме стержня с резьбовой частью 5 на одном конце, с головкой 6 - на другом, а между резьбовой частью и головкой винта на стержне выполнена гладкая часть 7 диаметром, равным среднему арифметическому значению среднего и внутреннего диаметров резьбы. Втулка 4 имеет на одном крае кольцевой буртик 8, диаметр которого больше диаметра отверстия в детали или сборочной единице, предназначенного для установки винта. Диаметр наружной поверхности 9 втулки 4 без кольцевого буртика 8 соответствует внутренним диаметрам подкладной 2 и пружинной 3 шайб, обеспечивая их свободную посадку на наружную поверхность 9 втулки 4, диаметр внутренней поверхности 10 втулки 4 выполнен так, что обеспечивается сводный проход через него резьбовой части 5 винта 1. На втулке 4 в продольном направлении по оси симметрии выполнена прорезь 11, а со стороны, противоположной кольцевому буртику 8 симметрично прорези 11, выполнены две формовки 12 сферической формы, обращенные выступающими частями внутрь втулки, так что расстояние D между ними равно среднему диаметру резьбы винта (см. фиг.3). Длина втулки 4 до кольцевого буртика 8 выполнена равной суммарной толщине детали, через которую проходит винт 1, толщине подкладной шайбы 2 и половине толщины пружинной шайбы 3. Длина резьбовой части винта 1 равна расстоянию от кольцевого буртика 8 втулки 4 до формовок 12 сферической формы.
Монтаж винта с шайбами и втулкой производится следующим образом. На гладкую часть 7 винта 1 надеваются пружинная 3 и подкладная 2 шайбы так, чтобы пружинная шайба 3 оказалась между головкой 6 винта 1 и подкладной шайбой 2. Затем винт 1 вводится резьбовой частью 5 в отверстие закрепляемой детали или сборочной единицы, после чего втулка 4 стороной с формовками 12 надевается на резьбовую часть 5 винта 1 с усилием, направленным вдоль оси винта 1, при этом винт 1 резьбовой частью 5 давит на формовки 12 сферической формы и осевое усилие, передаваясь по нормали от винта 1 через формовки 12, разжимает втулку 4, чему способствует прорезь 11. После того как резьбовая часть 5 винта 1 пройдет формовки 12 втулки 4, втулка под действием упругих свойств материала сожмется и расстояние между формовками 12 снова станет равным среднему диаметру резьбы. В таком состоянии втулка 4 и винт 1 с надетыми на него шайбами взаимно удерживают друг друга от выпадения из отверстия закрепляемой детали или сборочной единицы, т.к. при движении винта 1 в направлении головки 6 он расширяющейся резьбовой частью 5 давит на формовки 12 втулки 4 и тянет ее за собой, при этом втулка 4 кольцевым буртиком 8 упирается в деталь или сборочную единицу и тем самым препятствует выпадению винта 1. Аналогично, при движении втулки 4 в направлении кольцевого буртика 8 она своими формовками 12 упирается в расширяющуюся резьбовую часть 5 винта 1 и тянет его за собой вместе с шайбами, в результате чего винт 1 через шайбы головкой 6 упирается в деталь или сборочную единицу и тем самым препятствует выпадению втулки 4. Демонтаж винта 1 производится следующим образом: при приложении осевого усилия ко втулке 4 она давит формовками 12 сферической формы на расширяющуюся резьбовую часть 5 винта 1 и осевое усилие, передаваясь по нормали от винта через формовки 12, разжимает втулку, чему способствует прорезь 11. После того как формовки 12 втулки 4 пройдут резьбовую часть 5 винта 1, втулка под действием упругих свойств материала сожмется и расстояние между формовками 12 снова станет равным среднему диаметру резьбы, при этом винт 1 и втулка 4 выйдут из зацепления, после этого шайбы могут быть сняты с винта 1.
Таким образом, сопряжение винта с подкладной, пружинной шайбами и втулкой производится за счет упругой деформации втулки и не требует при монтаже и демонтаже применения какой-либо технологической оснастки или оборудования.
Благодаря наличию широкой опорной поверхности подкладной шайбы 2 с одной стороны отверстия закрепляемой детали или сборочной единицы и кольцевого буртика 8 на втулке 4 с другой стороны отверстия, винт с невыпадающими деталями надежно удерживается в отверстии с увеличенным зазором между втулкой 4 и стенками отверстия, что позволяет компенсировать погрешности выполнения межцентровых расстояний, координирующих оси отверстий под винты.
Источники информации
1. Авторское свидетельство СССР №1681076 A1, кл. F16B 41/00, 30.09.1991.
2. Патент DE 4131779 A1, кл. F16B 41/00, 25.03.1993.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕПНАЯ ПЕРЕДАЧА (ВАРИАНТЫ) И СОСТАВЛЯЮЩИЕ ЕЕ ЭЛЕМЕНТЫ | 2007 |
|
RU2439398C2 |
| АВТОМАТИЧЕСКИЙ СТОЯНОЧНЫЙ ТОРМОЗ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА И УЗЕЛ ЕГО ОТКЛЮЧЕНИЯ | 2020 |
|
RU2733839C1 |
| ВИБРОИЗОЛЯТОР КАССЕТНЫЙ НИЗКОЧАСТОТНЫЙ БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ (ВКНБГ) | 2012 |
|
RU2496034C2 |
| Устройство крепления съемного оборудования в подвижных комплексах | 2019 |
|
RU2715602C1 |
| УСИЛЕННЫЙ КРЕПЁЖ | 2016 |
|
RU2661640C2 |
| Радиоэлектронный блок | 1982 |
|
SU1100762A1 |
| ПОЛЫЙ МЕТАЛЛИЧЕСКИЙ ВИНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2697536C2 |
| Резьбовое соединение деталей | 1979 |
|
SU830025A1 |
| КОМПЕНСИРУЮЩАЯ СДВОЕННАЯ ДИСКОВАЯ МУФТА ДЛЯ НАСОСНОГО АГРЕГАТА | 2011 |
|
RU2484325C1 |
| МОНТАЖНЫЙ УЗЕЛ ДЛЯ УШКА КРЕПЛЕНИЯ ЗАМКА РЕМНЯ БЕЗОПАСНОСТИ | 2007 |
|
RU2386868C1 |
Изобретение относится к крепежным изделиям для разъемного винтового соединения деталей и направлено на упрощение способа монтажа винтов с невыпадающими деталями. Винт с невыпадающими деталями выполнен в форме стержня с резьбовой частью на одном конце, с головкой - на другом и гладкой частью на стержне между резьбовой частью и головкой винта, содержит подкладную и пружинную шайбу и втулку, а гладкая часть винта выполнена диаметром, равным среднему арифметическому значению среднего и внутреннего диаметров резьбы. Втулка имеет на одном крае кольцевой буртик, диаметр которого больше диаметра отверстия в детали или сборочной единице, предназначенного для установки винта. Наружный диаметр втулки без кольцевого буртика соответствует внутренним диаметрам подкладной и пружинной шайб. Внутренний диаметр втулки выполнен, так что обеспечивается сводный проход через него резьбовой части винта. На втулке в продольном направлении по оси симметрии выполнена прорезь. На втулке симметрично прорези со стороны, противоположной кольцевому буртику, выполнены две формовки сферической формы, обращенные выступающими частями внутрь втулки так, что расстояние между ними равно среднему диаметру резьбы винта. Длина втулки до кольцевого буртика равна суммарной толщине детали, через которую проходит винт, толщине подкладной шайбы и половине толщины пружинной шайбы. Длина резьбовой части винта равна расстоянию от кольцевого буртика втулки до формовок сферической формы. 3 ил.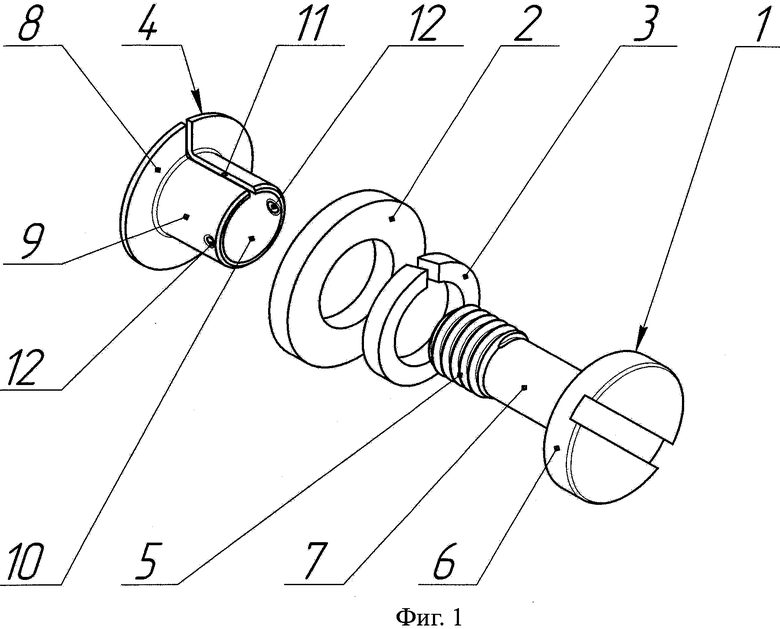
Винт с невыпадающими деталями, выполненный в форме стержня с резьбовой частью на одном конце, с головкой - на другом и гладкой частью на стержне между резьбовой частью и головкой винта, содержащий подкладную и пружинную шайбы и втулку, отличающийся тем, что гладкая часть винта выполнена диаметром, равным среднему арифметическому значению среднего и внутреннего диаметров резьбы, втулка имеет на одном крае кольцевой буртик, диаметр которого больше диаметра отверстия в детали или сборочной единице, предназначенного для установки винта, наружный диаметр втулки без кольцевого буртика соответствует внутренним диаметрам подкладной и пружинной шайб, обеспечивая их свободную посадку на втулку, внутренний диаметр втулки выполнен, так что обеспечивается сводный проход через него резьбовой части винта, на втулке в продольном направлении по оси симметрии выполнена прорезь, на втулке симметрично прорези со стороны, противоположной кольцевому буртику, выполнены две формовки сферической формы, обращенные выступающими частями внутрь втулки, так что расстояние между ними равно среднему диаметру резьбы винта, длина втулки до кольцевого буртика равна суммарной толщине детали, через которую проходит винт, толщине подкладной шайбы и половине толщины пружинной шайбы, длина резьбовой части винта равна расстоянию от кольцевого буртика втулки до формовок сферической формы, при этом втулка устанавливается с зазором в гладкое сквозное отверстие съемной детали или сборочной единицы со стороны, противоположной установке винта, так, что кольцевой буртик прижимается к поверхности детали или сборочной единицы со стороны, противоположной от головки винта, а край втулки, на котором расположены формовки, входит в отверстия подкладной и пружинной шайб.
| Резьбовое соединение | 1989 |
|
SU1681076A1 |
| Приспособление для предотвращения выпадания винта из проходного отверстия | 1959 |
|
SU131163A1 |
| DE 4131779 A1, 25.03.1993 | |||
| CN 202001464 U, 05.10.2011 | |||
| РЕПЕЛЛЕНТ ПРОТИВ КРОВОСОСУЩИХ | 1992 |
|
RU2063136C1 |

