Изобретение предназначено для проведения диагностики упругой системы металлорежущих станков.
В настоящее время промышленность выпускает стенды и приборы для контроля параметров виброакустических сигналов, по которым можно судить о динамике упругой системы станка по состоянию подшипниковых узлов [Балицкий Ф.Я., Иванова М.А., Соколова А.Г., Хомяков Е.И. Виброакустическая диагностика зарождающихся дефектов. - М.: Наука, 1984. - с. 78-83]. Сборка высокоскоростных шпиндельных узлов проводится в термостатированных помещениях, по строго определенной методике, со строгим контролем отклонений отдельных деталей от заданной геометрии, а после сборки шпиндель подвергается многочасовой обкатке на специальном стенде с регистрацией температуры в нескольких точках узла и момента сопротивления вращению.
К недостаткам известных способов следует отнести то обстоятельство, что контролируя только температуру, нельзя проникнуть в сущность процессов, протекающих в шпиндельных узлах при холостом вращении шпинделя, при работе под нагрузкой и при повышении температуры. Сегодня назрела необходимость применения новых методик и способов виброакустической диагностики, позволяющих значительно глубже по сравнению с температурой проникать в сущность процессов, протекающих в шпиндельных узлах при холостом вращении шпинделя, при работе под нагрузкой и при повышении температуры.
Наиболее близким техническим решением по технической сущности и достигаемому результату является способ диагностики шпиндельного узла по патенту РФ №2124966, кл. B23B 25/06, G01M 13/02 (прототип). Согласно прототипу диагностика реализуется следующим образом. После выбора режима испытаний станок включается, и производится обработка средней части оправки резцом. Сигналы от датчиков перемещения, расположенных в двух поперечных сечениях оправки, поступают сначала в усилительно-преобразующую аппаратуру, а потом в компьютер, где производится построение траектории оси оправки в двух сечениях. В результате движения вершина резца описывает на поверхности оправки некоторую кривую, которая формирует "геометрический образ" обработанного сечения. Программное обеспечение позволяет производить построение на экране дисплея "геометрического образа" в трехмерном пространстве, по которому определяют целый комплект параметров точности обработанной оправки, т.е. осуществляют на входе гармоническое, импульсное возбуждение в упругой системе станка и замеряют отклик системы на выходе, при этом для получения динамических характеристик возбуждают исследуемую конструкцию с помощью замеряемой динамической силы.
Недостатком известного технического решения является сравнительно невысокая точность воспроизведения геометрического образа обработанного сечения эталонной заготовки и отсутствие возможности виброакустической диагностики, позволяющей значительно глубже по сравнению с температурой оценить сущность процессов, протекающих в шпиндельных узлах при холостом вращении шпинделя, при работе под нагрузкой и при повышении температуры.
Технически достижимым результатом является повышение точности измерений, а также расширение технологических возможностей при проведении диагностики упругой системы станка.
Это достигается тем, что в способе вибродиагностики упругой системы станка с применением генератора силового воздействия, входящего в систему «станок-приспособление-инструмент-деталь», заключающемся в том, что осуществляют на входе гармоническое, импульсное или случайное возбуждение в упругой системе станка и замеряют отклик системы на выходе, при этом для получения динамических характеристик возбуждают исследуемую конструкцию с помощью замеряемой динамической силы, при этом гармоническое и случайное возбуждение обеспечивают с помощью пьезокерамического контактного вибратора, при этом переменное усилие создают пьезокерамическими кольцами, на которые подают электрическое напряжение, и изменяют толщину пьезоэлемента, а для создания импульсного силового воздействия применяют генератор, представляющий собой цилиндрическую оправку, в которой выполнен продольный паз заданной глубины, реализующей амплитуду входного импульсного воздействия, и которую жестко закрепляют в шпиндельном узле станка, а частоту входного импульсного воздействия задают скоростью вращения шпинделя, при этом шириной паза меняют продолжительность импульса, а значит, и частотный диапазон спектра возбуждения, после чего сигналы подают на двухканальный спектроанализатор, в котором получают с помощью спектрального анализа сложных сигналов, основу которого составляет быстрое преобразование Фурье, частотные характеристики, а поступающие на входы анализатора аналоговые сигналы фильтруют, отбирают и преобразуют с помощью аналого-цифрового преобразователя в цифровую форму для получения серий цифровых данных - реализации, представляющих собой временную историю сигналов на протяжении соответствующих временных интервалов, а по скорости выборки и продолжительности реализации определяют частотный диапазон и разрешающую способность при анализе исследуемых характеристик.
На фиг.1 изображена блок-схема динамического возбуждения при вибродиагностике упругих систем станков, на фиг.2 представлена схема пьезоэлектрического вибратора для контактного нагружения упругой системы, на фиг.3 изображена схема генератора импульсного воздействия, входящего в систему «станок-приспособление-инструмент-деталь», на фиг.4 изображена схема установки пьезоэлектрического динамометра, на фиг.5 изображена блок-схема двухканального спектроанализатора.
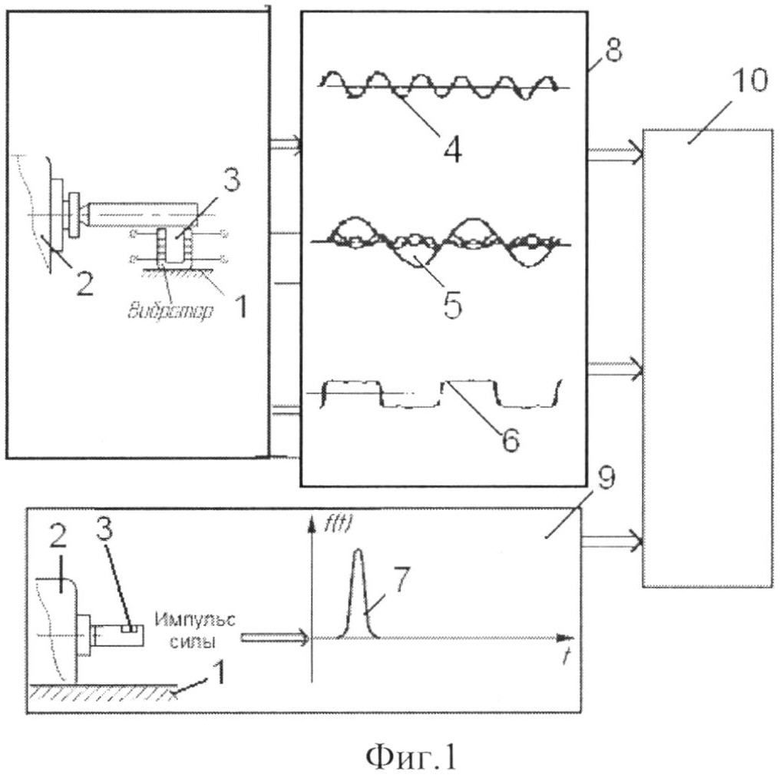
Устройство для реализации способа вибродиагностики упругой системы станка с применением генератора силового воздействия, входящего в систему «станок-приспособление-инструмент-деталь», (фиг.1) включает в себя станину 1, на которой установлен шпиндельный узел 2 и генератор 3 соответственно для получения сигналов: 4 - простейшее синусоидальное колебание, 5 - совокупность колебаний, 6 - сложение синусоидальных колебаний, 7 - возбуждение в виде импульсного сигнала. Для получения гармонического синусоидального сигнала используется вибратор, а для импульсного цилиндрическая оправка с продольным пазом. Для получения динамических характеристик необходимо возбуждать исследуемую конструкцию с помощью замеряемой динамической силы. На фиг.1 изображена блок-схема динамического возбуждения при диагностике упругих систем станков. Блок 8 реализует синусоидальный сигнал, а блок 9 служит для генерации импульсных сигналов. Блок 10 предназначен для обработки полученных сигналов динамического воздействия на упругую систему станка и их обработки, а также построения графиков. При случайном и импульсном возбуждении частотные характеристики могут быть получены с помощью спектрального анализа сложных сигналов, основу которого составляет быстрое преобразование Фурье.
Гармоническое или случайное возбуждение обеспечивают с помощью электромагнитного бесконтактного вибратора (на чертеже не показано), который располагают на станке так, чтобы развиваемая им сила совпадала с силой резания. При контактном возбуждении используют пьезоэлектрический вибратор (фиг.2), при этом переменное усилие создается пьезокерамическими кольцами 13, на которые подается электрическое напряжение через разъем 17. Из-за этого напряжения изменяется толщина пьезоэлемента. Изменение линейного размера столбика пьезоэлементов через оправку 14, измерительные пьезоэлементы 16, наконечник 15 передается на деталь станка, на которую требуется подать силовое воздействие. Величина статического усилия контролируется с помощью тензодатчиков 18, наклеенных на деформирующуюся часть основания 11. Токонепроводящий корпус 12 защищает исследователя от высокого напряжения, подаваемого на пьезоэлементы.
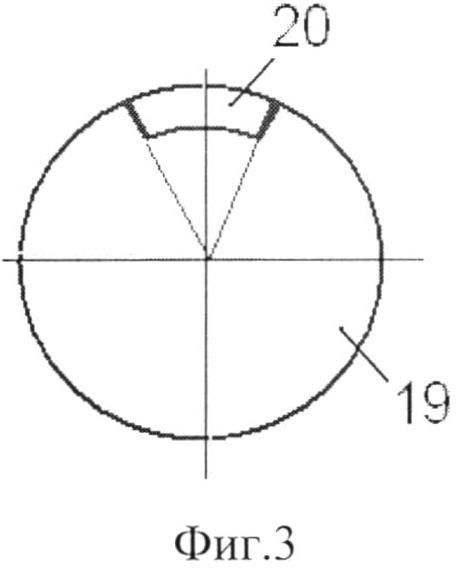
Для создания импульсного силового воздействия применяют генератор импульсного воздействия, входящий в систему «станок-приспособление-инструмент-деталь», схема которого представлена на фиг.3. Генератор представляет собой цилиндрическую оправку 19, в которой выполнен продольный паз 20 заданной глубины, реализующей амплитуду входного импульсного воздействия, и которая жестко закрепляется в шпиндельном узле станка. Частота входного импульсного воздействия задается скоростью вращения шпинделя. В сечении, перпендикулярном оси шпиндельного узла станка (фиг.3), паз 20 выполнен с наклонными боковыми поверхностями, лежащими в плоскостях, пересекающихся по линии, совпадающей с осью оправки 19, и в плоскости, перпендикулярной оси шпинделя, совпадающей с центром окружности. При этом поверхность, соединяющая боковые плоскости, представляет собой часть цилиндрической поверхности, эквидистантной внешней цилиндрической поверхности оправки 19.
Подаваемое на исследуемый объект усилие при точении резцом 21 оправки 19 измеряют с помощью пьезоэлектрического динамометра 22 (фиг.4), установленного между опорными поверхностями суппорта и резца.
Способ вибродиагностики упругой системы станка с применением генератора импульсного воздействия, входящего в систему «станок приспособление-инструмент-деталь», осуществляют следующим образом.
Способ вибродиагностики упругой системы станка заключается в том, что на входе осуществляют гармоническое, импульсное или случайное возбуждение в упругой системе станка и замеряют отклик системы на выходе. Для получения динамических характеристик необходимо возбуждать исследуемую конструкцию с помощью замеряемой динамической силы. Для создания импульсного силового воздействия применяют генератор, представляющий собой цилиндрическую оправку 19, в которой выполнен продольный паз 20 заданной глубины, реализующей амплитуду входного импульсного воздействия, и которая жестко закрепляется в шпиндельном узле станка. Частота входного импульсного воздействия задается скоростью вращения шпинделя (фиг.3), шириной паза 20 меняют продолжительность импульса, а значит, и частотный диапазон спектра возбуждения.
Гармоническое или случайное возбуждение обеспечивают с помощью электромагнитного бесконтактного вибратора (фиг.2), при этом переменное усилие создают пьезокерамическими кольцами 13, на которые подается электрическое напряжение, из-за чего изменяется толщина пьезоэлемента. Изменение линейного размера столбика пьезоэлементов через оправку 14, измерительные пьезоэлементы 16, наконечник 15 передается на деталь станка, на которую требуется подать силовое воздействие. Величину статического усилия контролируют с помощью тензодатчиков 18, наклеенных на деформирующуюся часть основания 11.
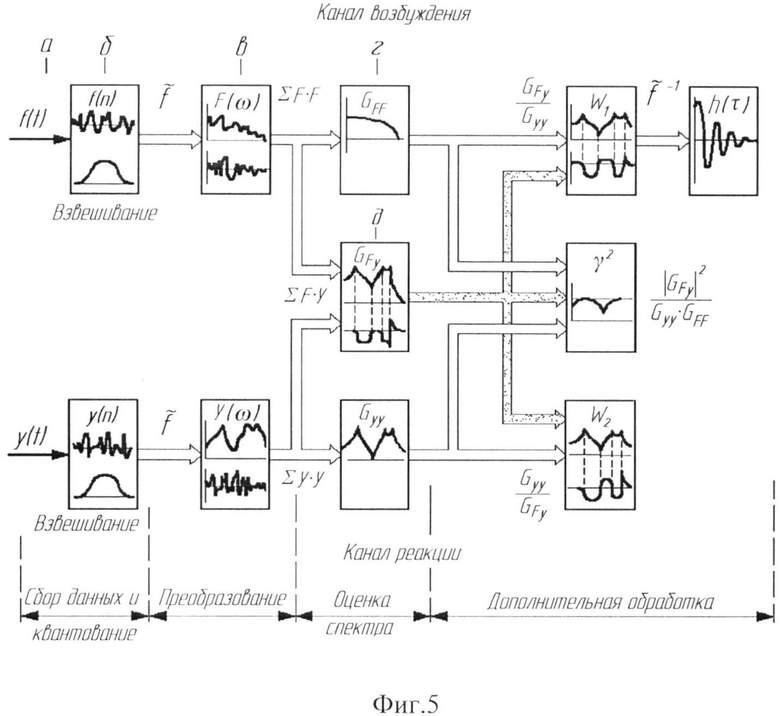
На фиг.4 представлена блок-схема двухканального спектроанализатора. При случайном и импульсном возбуждении частотные характеристики получают с помощью спектрального анализа сложных сигналов, основу которого составляет быстрое преобразование Фурье. Принципы спектрального анализа рассмотрены (фиг.4) на примере двухканального анализатора, выполняющего быстрое преобразование Фурье. Анализатор можно применять в качестве "черного ящика", измеряющего сигналы возбуждения и реакций и определяющего частотные характеристики на основе этих измерений. Поступающие на входы анализатора аналоговые сигналы фильтруют, отбирают и преобразуют с помощью аналого-цифрового преобразователя в цифровую форму для получения серий цифровых данных, называемых реализациями. Эти реализации представляют временную историю сигналов на протяжении соответствующих временных интервалов. Скоростью выборки и продолжительностью реализации определяют частотный диапазон и разрешающую способность при анализе.
На фиг.5 представлены этапы преобразования сигнала и спектров в спектроанализаторе. Зарегистрированные реализации могут быть умножены на весовую функцию. Тем самым проводится сужение данных в начале и конце реализации, что делает их более удобными для блочного анализа. Взвешенные реализации преобразуются в частотную область в виде комплексных спектров с помощью дискретного преобразования Фурье.
Оценочная функция W1, равная отношению взаимного спектра реакции и силы к собственному спектру силы, используется для минимизации шума на выходе системы; случайный шум на выходе удаляется в процессе усреднения взаимного спектра. При увеличении числа усреднений W1 стремится к истинной частотной характеристике W(ω).
Оценочная функция W2, равная 
где Gyy(ω) передаточная функция по перемещению, GyF(ω) передаточная функция по перемещению и передаваемому усилию при лезвийной обработке, используется для минимизации влияния шума на входе, поскольку он удаляется из взаимного спектра в процессе усреднения.
При увеличении числа циклов усреднения W2 стремится к истинной частотной характеристике W(ω). При случайном возбуждении и исследовании резонансов лучшей оценкой частотной характеристики является W2, так как она компенсирует шум на входе и менее чувствительна к рассеянию. При исследовании антирезонансных зон лучшей оценкой частотной характеристики считается W1, так как главным в этом случае является ее малая чувствительность к шуму на выходе. Когда шум имеется на выходе и на входе, функции W1 и W2 можно считать пределами доверительного интервала для истинной частотной характеристики W(ω). Однако это не относится к нелинейным системам и к случаям с когерентными шумами на входе и выходе.
Функция когерентности дает средство для оценки степени линейности связи входных и выходных сигналов:
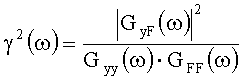
где GFF(ω) передаточная функция по передаваемому усилию при лезвийной обработке. Граничными значениями функции когерентности являются 1 при отсутствии шума и 0 при наличии чистых шумов. В качестве интерпретации функции когерентности можно сказать, что для каждой частоты она указывает степень линейной зависимости между сигналами на входе и выходе системы. Функция когерентности аналогична квадрату коэффициента корреляции, используемому в статистике. При динамических исследованиях это важное свойство функции когерентности используется для выявления целого ряда возможных ошибок.
По полученным тем или иным способом частотным характеристикам можно оценить виброустойчивость динамической системы станка. Например, при лезвийной обработке предельная ширина срезаемого слоя: 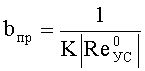
где K - коэффициент резания (удельная сила резания): 

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМИТАЦИИ ГАРМОНИЧЕСКОГО И СЛУЧАЙНОГО ВОЗДЕЙСТВИЙ | 2013 |
|
RU2556278C1 |
| ВИБРАТОР ДЛЯ ИМИТАЦИИ ГАРМОНИЧЕСКОГО И СЛУЧАЙНОГО ВОЗДЕЙСТВИЙ | 2013 |
|
RU2556277C1 |
| СПОСОБ ДИАГНОСТИКИ ШПИНДЕЛЬНОГО УЗЛА | 2012 |
|
RU2548538C2 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ УПРУГИХ ЭЛЕМЕНТОВ ВИБРОИЗОЛЯТОРОВ С ПЬЕЗОВИБРАТОРОМ | 2015 |
|
RU2605503C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ УПРУГИХ ЭЛЕМЕНТОВ ВИБРОИЗОЛЯТОРОВ С ПЬЕЗОВИБРАТОРОМ | 2016 |
|
RU2643193C1 |
| СПОСОБ ИСПЫТАНИЯ УЗЛОВ СТАНКА ПРИ ИССЛЕДОВАНИИ | 2013 |
|
RU2557851C2 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ВИБРАТОР | 2012 |
|
RU2489698C1 |
| ИМПУЛЬСНОЕ УДАРНОЕ УСТРОЙСТВО | 2012 |
|
RU2489697C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| СТЕНД ДЛЯ ИССЛЕДОВАНИЯ УДАРНЫХ НАГРУЗОК СИСТЕМ ВИБРОИЗОЛЯЦИИ | 2014 |
|
RU2558678C1 |

Изобретение предназначено для проведения диагностики упругой системы металлорежущих станков. Способ вибродиагностики упругой системы станка с применением генератора силового воздействия, входящего в систему «станок-приспособление-инструмент-деталь», заключающийся в том, что осуществляют на входе гармоническое, импульсное или случайное возбуждение в упругой системе станка и замеряют отклик системы на выходе, при этом для получения динамических характеристик возбуждают исследуемую конструкцию с помощью замеряемой динамической силы, отличающийся тем, что гармоническое и случайное возбуждение обеспечивают с помощью пьезокерамического контактного вибратора, а для создания импульсного силового воздействия применяют генератор, после чего сигналы подают на двухканальный спектроанализатор, в котором получают с помощью спектрального анализа сложных сигналов, основу которого составляет быстрое преобразование Фурье, частотные характеристики, а поступающие на входы анализатора аналоговые сигналы фильтруют, отбирают и преобразуют с помощью аналого-цифрового преобразователя в цифровую форму для получения серий цифровых данных - реализации, а по скорости выборки и продолжительности реализации определяют частотный диапазон и разрешающую способность при анализе исследуемых характеристик, а подаваемое на исследуемый объект усилие при точении резцом оправки измеряют с помощью пьезоэлектрического динамометра. Технически достижимым результатом является повышение точности измерений, а также расширение технологических возможностей при проведении диагностики упругой системы станка. 1 з.п. ф-лы, 5 ил.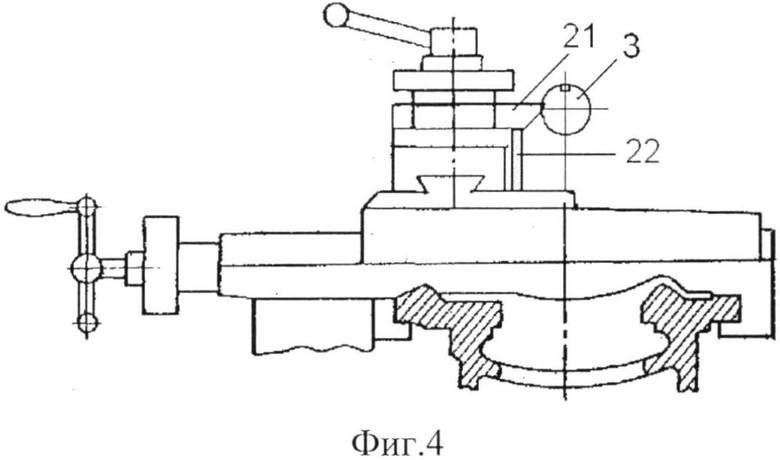
1. Способ вибродиагностики упругой системы станка с применением генератора силового воздействия, входящего в систему «станок-приспособление-инструмент-деталь», заключающийся в том, что осуществляют на входе гармоническое, импульсное или случайное возбуждение в упругой системе станка и замеряют отклик системы на выходе, при этом для получения динамических характеристик возбуждают исследуемую конструкцию с помощью замеряемой динамической силы, отличающийся тем, что гармоническое и случайное возбуждение обеспечивают с помощью пьезокерамического контактного вибратора, при этом переменное усилие создают пьезокерамическими кольцами, на которые подают электрическое напряжение, и изменяют толщину пьезоэлемента, а для создания импульсного силового воздействия применяют генератор, представляющий собой цилиндрическую оправку, в которой выполнен продольный паз заданной глубины, реализующей амплитуду входного импульсного воздействия, и которую жестко закрепляют в шпиндельном узле станка, а частоту входного импульсного воздействия задают скоростью вращения шпинделя, при этом шириной паза меняют продолжительность импульса, а значит, и частотный диапазон спектра возбуждения, после чего сигналы подают на двухканальный спектроанализатор, в котором получают с помощью спектрального анализа сложных сигналов, основу которого составляет быстрое преобразование Фурье, частотные характеристики, а поступающие на входы анализатора аналоговые сигналы фильтруют, отбирают и преобразуют с помощью аналого-цифрового преобразователя в цифровую форму для получения серий цифровых данных - реализации, представляющих собой временную историю сигналов на протяжении соответствующих временных интервалов, а по скорости выборки и продолжительности реализации определяют частотный диапазон и разрешающую способность при анализе исследуемых характеристик, а подаваемое на исследуемый объект усилие при точении резцом оправки измеряют с помощью пьезоэлектрического динамометра, установленного между опорными поверхностями суппорта и резца.
2. Способ вибродиагностики упругой системы станка с применением генератора силового воздействия, входящего в систему «станок-приспособление-инструмент-деталь», по п.1, отличающийся тем, что зарегистрированные реализации умножают на весовую функцию и тем самым проводят сужение данных в начале и конце реализации, что делает их более удобными для блочного анализа, затем взвешенные реализации преобразуют в частотную область в виде комплексных спектров с помощью дискретного преобразования Фурье, а в результате обратного преобразования получают исходные временные последовательности, при этом используют метод усреднения, в результате чего устраняют шум и улучшают степень статистической достоверности, затем определяют оценочную функцию, равную отношению взаимного спектра реакции и силы к собственному спектру силы, и используют ее для минимизации шума на выходе системы, а случайный шум на выходе удаляют в процессе усреднения взаимного спектра, и при увеличении числа усреднений получают истинную частотную характеристику, а по полученным частотным характеристикам оценивают виброустойчивость динамической системы станка.
| Вертикальный вибрационный транспортер | 1958 |
|
SU121070A1 |
| Способ вибрационной диагностикиМЕТАллОРЕжущиХ CTAHKOB | 1979 |
|
SU800672A1 |
| ТУРБИНА ВНУТРЕННЕГО ГОРЕНИЯ | 1926 |
|
SU7238A1 |
| СПОСОБ ВИБРОАКУСТИЧЕСКОГО КОНТРОЛЯ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2455636C1 |

