Перекрестная ссылка на родственную заявку
[0001] Данная заявка на патент испрашивает приоритет по предварительной заявке на патент США № 61/239842, озаглавленной «METHODS OF AGING ALUMINUM ALLOYS TO ACHIEVE IMPROVED BALLISTICS PERFORMANCE», поданной 4 сентября 2009 г., которая включена сюда посредством ссылки во всей своей полноте. Данная патентная заявка также родственна заявке на патент США № ____________, озаглавленной «METHODS OF AGING ALUMINUM ALLOYS TO ACHIEVE IMPROVED BALLISTICS PERFORMANCE», поданной ____________, которая включена сюда посредством ссылки во всей своей полноте.
Уровень техники
[0002] Алюминиевые сплавы обычно имеют небольшой вес, невысокую стоимость и являются относительно прочными. Однако применение алюминиевых сплавов по военным назначениям было ограниченным из-за, например, несоответствующих баллистических характеристик.
Раскрытие изобретения
[0003] В широком смысле настоящее изобретение относится к улучшенным способам старения алюминиевых сплавов для достижения улучшенных баллистических характеристик. Такие новые способы могут давать изделия из алюминиевых сплавов, имеющие улучшенные баллистические характеристики. В одном варианте осуществления новые способы могут давать изделия из алюминиевых сплавов, обладающие улучшенной стойкостью к поражению имитирующим осколки метательным снарядом (от англ. «fragment simulation projectile», FSP). В одном варианте осуществления новые способы могут давать изделия из алюминиевых сплавов, обладающие улучшенной комбинацией стойкости к FSP и бронебойной (от англ. «armor piercing», AP) стойкости.
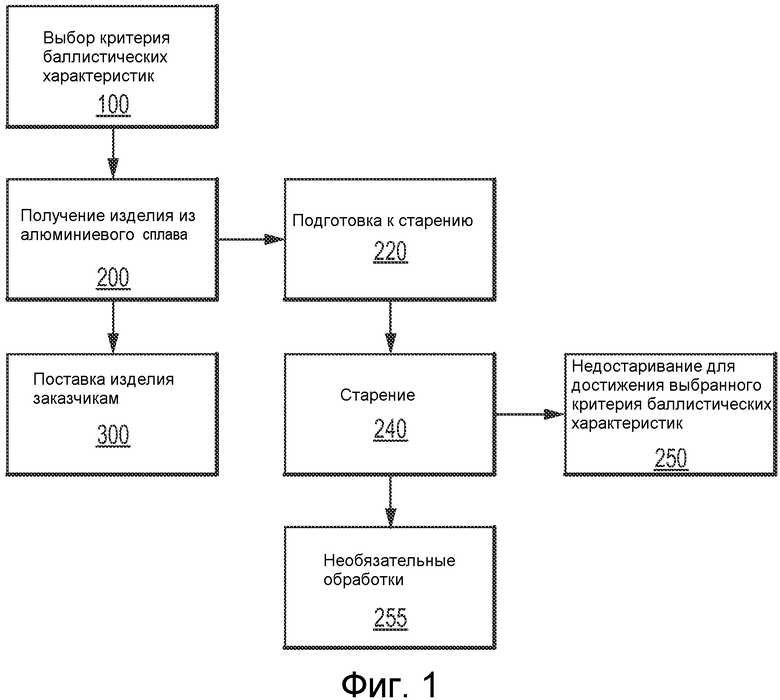
[0004] В одном варианте осуществления, обращаясь теперь к ФИГ.1, способ включает стадии выбора (100) критерия баллистических характеристик для изделия из алюминиевого сплава и получения (200) изделия из алюминиевого сплава с баллистическими характеристиками. Баллистические характеристики являются, по меньшей мере, столь же хорошими, как и критерий баллистических характеристик.
[0005] Стадия получения (200) включает подготовку (220) изделия из алюминиевого сплава к старению и старение (240) изделия из алюминиевого сплава, при этом стадия старения включает недостаривание (250) изделия из алюминиевого сплава в степени, достаточной для достижения баллистических характеристик. Было установлено, что недостаривание (250) изделий из алюминиевого сплава способно существенно улучшить баллистические характеристики таких изделий из алюминиевого сплава. В некоторых вариантах осуществления эти баллистические характеристики лучше, чем у состаренного на максимальную прочность варианта изделия из алюминиевого сплава. После стадии старения (240) изделие может быть подвергнуто необязательным обработкам (250), описанным ниже, и отгружено заказчику (260).
[0006] Стадия (100) выбора критерия баллистических характеристик может включать выбор по меньшей мере одного из критерия стойкости к FSP и критерия AP стойкости. В одном варианте осуществления выбранный критерий баллистических характеристик представляет собой критерий стойкости к FSP. Недостаривание изделий из алюминиевого сплава может способствовать улучшенной стойкости к FSP. То есть стойкость к FSP может зависеть от степени старения изделия из алюминиевого сплава.
[0007] Как известно специалистам в данной области техники, недостаривание и т.п. означает, что изделие из алюминиевого сплава старят при температуре и/или в течение длительности, которая меньше, чем необходимые для достижения максимальной прочности. Максимальная прочность и т.п. означает наивысшую прочность, достигаемую конкретным изделием из алюминиевого сплава и определяемую по кривым старения. Различные виды изделий (например, экструзионные изделия, прокатанные изделия, поковки) или подобные им виды изделий различных размеров могут иметь различную максимальную прочность, поэтому каждый вид изделия и/или подобные виды изделий, имеющие различные размеры, могут потребовать использования своих собственных кривых старения для определения максимальной прочности изделия из алюминиевого сплава. Определение «старения» в целом описано ниже.
[0008] Что касается стойкости к FSP, то кривые старения могут быть использованы для различных конкретных видов изделий из алюминиевого сплава. Такие кривые старения могут быть использованы для недостаривания таких изделий из алюминиевого сплава, при этом может быть определена стойкость к FSP таких недостаренных изделий из алюминиевого сплава. Найденная стойкость к FSP может быть скоррелирована со степенью недостаривания видов изделий из алюминиевого сплава. Следовательно, критерий стойкости к FSP может быть выбран заранее, и последующие изделия из алюминиевого сплава этого вида могут быть недостарены в предварительно определенной (заранее заданной) степени для достижения выбранного критерия стойкости к FSP на основании такой корреляции.
[0009] Как упомянуто выше, изделие из алюминиевого сплава может быть недостарено в степени, достаточной для достижения выбранного критерия стойкости к FSP. Например, изделие из алюминиевого сплава может быть недостарено в заранее заданной степени для достижения выбранного критерия стойкости к FSP (например, недостаривание изделия из алюминиевого сплава на по меньшей мере примерно 3% для достижения целевой характеристики FSP V50). В одном варианте осуществления изделие из алюминиевого сплава недостаривают на по меньшей мере 1% относительно максимальной прочности для достижения выбранного критерия стойкости к FSP. Например, если максимальная прочность изделия из алюминиевого сплава составляет примерно 50 ksi (тысяч фунтов на квадратный дюйм), недостаренное на 1% изделие из алюминиевого сплава было бы недостаренным и имело прочность не более примерно 49,5 ksi. В других вариантах осуществления изделие из алюминиевого сплава недостаривают на по меньшей мере примерно 2%, или по меньшей мере примерно 3%, или по меньшей мере примерно 4%, или по меньшей мере примерно 5%, или по меньшей мере примерно 6%, или по меньшей мере примерно 7%, или по меньшей мере примерно 8%, или по меньшей мере примерно 9%, или по меньшей мере примерно 10%, или по меньшей мере примерно 11%, или по меньшей мере примерно 12%, или по меньшей мере примерно 13%, или по меньшей мере примерно 14%, или по меньшей мере примерно 15%, или по меньшей мере примерно 16%, или по меньшей мере примерно 17%, или по меньшей мере примерно 18%, или по меньшей мере примерно 19%, или по меньшей мере примерно 20%, или по меньшей мере примерно 21%, или по меньшей мере примерно 22%, или по меньшей мере примерно 23%, или по меньшей мере примерно 24%, или по меньшей мере примерно 25%, или более относительно максимальной прочности для достижения выбранного критерия стойкости к FSP.
[0010] В результате недостаривания изделия из алюминиевого сплава могут обладать улучшенной стойкостью к FSP относительно состаренного на максимальную прочность варианта изделия из алюминиевого сплава. Стойкость к FSP является, по меньшей мере, столь же хорошей, как и выбранный критерий стойкости к FSP. В одном варианте осуществления изделия из алюминиевого сплава реализуют стойкость к FSP, которая на по меньшей мере примерно 1% лучше, чем у состаренного на максимальную прочность варианта изделия из алюминиевого сплава. В других вариантах осуществления изделия из алюминиевого сплава реализуют стойкость к FSP, которая на по меньшей мере примерно 2% лучше, или по меньшей мере примерно 3% лучше, или по меньшей мере примерно 4% лучше, или по меньшей мере примерно 5% лучше, или по меньшей мере примерно 6% лучше, или по меньшей мере примерно 7% лучше, или по меньшей мере примерно 8% лучше, или по меньшей мере примерно 9% лучше, или по меньшей мере примерно 10% лучше, или по меньшей мере примерно 11% лучше, или по меньшей мере примерно 12% лучше, или по меньшей мере примерно 13% лучше, или по меньшей мере примерно 14% лучше, или по меньшей мере примерно 15% лучше, или более, чем у состаренного на максимальную прочность варианта изделия из алюминиевого сплава.
[0011] В одном варианте осуществления выбранный критерий баллистических характеристик относится к характеристике V50 изделия из алюминиевого сплава при заданной поверхностной плотности. V50 представляет собой меру баллистической стойкости материала. Величина V50 представляет собой скорость, при которой существует 50% вероятность полного проникновения метательного снаряда (например, FSP или AP снаряда) через плиту при заданной поверхностной плотности. Испытание на V50 стойкости к FSP и AP стойкости может быть проведено в соответствии с MIL-STD-662F(1997). В одном варианте осуществления критерий стойкости к FSP включает минимальный уровень характеристики V50, при этом минимальный уровень характеристики V50 на по меньшей мере примерно 1% лучше минимального уровня характеристики V50 состаренного на максимальную прочность варианта изделия из алюминиевого сплава. В других вариантах осуществления минимальный уровень характеристики V50 на по меньшей мере примерно 2% лучше, или по меньшей мере примерно 3% лучше, или по меньшей мере примерно 4% лучше, или по меньшей мере примерно 5% лучше, или по меньшей мере примерно 6% лучше, или по меньшей мере примерно 7% лучше, или по меньшей мере примерно 8% лучше, или по меньшей мере примерно 9% лучше, или по меньшей мере примерно 10% лучше, или по меньшей мере примерно 11% лучше, или по меньшей мере примерно 12% лучше, или по меньшей мере примерно 13% лучше, или по меньшей мере примерно 14% лучше, или по меньшей мере примерно 15% лучше, или более, чем у состаренного на максимальную прочность варианта изделия из алюминиевого сплава при заданной поверхностной плотности.
[0012] В одном варианте осуществления недостаренное изделие из алюминиевого сплава реализует стойкость к FSP V50, которая на по меньшей мере примерно 1% лучше, чем у состаренного на максимальную прочность варианта изделия из алюминиевого сплава при заданной поверхностной плотности. В других вариантах осуществления недостаренное изделие из алюминиевого сплава реализует стойкость к FSP V50, которая на по меньшей мере примерно 2% лучше, или по меньшей мере примерно 3% лучше, или по меньшей мере примерно 4% лучше, или по меньшей мере примерно 5% лучше, или по меньшей мере примерно 6% лучше, или по меньшей мере примерно 7% лучше, или по меньшей мере примерно 8% лучше, или по меньшей мере примерно 9% лучше, или по меньшей мере примерно 10% лучше, или по меньшей мере примерно 11% лучше, или по меньшей мере примерно 12% лучше, или по меньшей мере примерно 13% лучше, или по меньшей мере примерно 14% лучше, или по меньшей мере примерно 15% лучше, или более, чем у состаренного на максимальную прочность варианта изделия из алюминиевого сплава при заданной поверхностной плотности.
[0013] Состаренный на максимальную прочность вариант изделия из алюминиевого сплава представляет собой изделие, имеющее аналогичные состав и предысторию обработки, относящееся к аналогичному виду изделия (прокатанному, экструдированному, кованному) и обладающее аналогичными и сравнимыми размерами, как и недостаренное изделие, за исключением того, что состаренный на максимальную прочность вариант изделия состарен на максимальную прочность, в то время как недостаренное изделие состарено неполностью.
[0014] В одном варианте осуществления изделие из алюминиевого сплава может быть недостарено для достижения целевых характеристик откалывания. Как правило, существуют два режима разрушения с откалыванием по отношению к FSP:
режим 1: откалывание - проникновение с отделением,
режим 2: откалывание - до проникновения.
Из них предпочтительным обычно является режим 1. В результате недостаривания изделия из алюминиевого сплава стойкость к FSP может быть подобрана по отношению к откалыванию.
[0015] Критерий баллистических характеристик и баллистические характеристики также включают стойкость к бронебойным (AP) снарядам. В некоторых случаях недостаривание изделия из алюминиевого сплава может привести к сниженной AP стойкости. Таким образом, в некоторых вариантах осуществления стадия (100) выбора включает выбор одного или обоих из критерия стойкости к FSP и критерия AP стойкости. В свою очередь степень недостаривания может быть выбрана таким образом, чтобы добиться заданного баланса между стойкостью к FSP и AP стойкостью. В одном варианте осуществления изделие из алюминиевого сплава недостаривают в степени, достаточной для достижения минимального критерия стойкости к FSP с одновременным достижением минимального критерия AP стойкости. В свою очередь изделия из алюминиевого сплава могут реализовать стойкость к FSP и AP стойкость, которая является, по меньшей мере, столь же хорошей, как и выбранный минимальный критерий стойкости к FSP и выбранный минимальный критерий AP стойкости. Таким образом, могут быть получены изделия из алюминиевого сплава, имеющие подобранные свойства стойкости к FSP и AP стойкости. В одном варианте осуществления стойкость к FSP недостаренного изделия из алюминиевого сплава на по меньшей мере 1% лучше, чем у состаренного на максимальную прочность варианта изделия из алюминиевого сплава, в то время как AP стойкость, по меньшей мере, столь же хорошая, как и у состаренного на максимальную прочность варианта изделия из алюминиевого сплава. В одном варианте осуществления стойкость к FSP недостаренного изделия из алюминиевого сплава на по меньшей мере 1% лучше, чем у состаренного на максимальную прочность варианта изделия из алюминиевого сплава, в то время как AP стойкость, по меньшей мере столь, же хорошая, как и у состаренного на максимальную прочность варианта изделия из алюминиевого сплава. В других вариантах осуществления AP стойкость меньше, чем у состаренного на максимальную прочность варианта изделия из алюминиевого сплава. В одном варианте осуществления AP стойкость снижается с более медленной скоростью, чем та скорость, с которой увеличивается стойкость к FSP. В одном варианте осуществления AP стойкость снижается (относительно максимальной прочности) на не более чем примерно 90% повышения стойкости к FSP. Например, если стойкость к FSP повышается на 5% относительно состаренного на максимальную прочность варианта изделия, то AP стойкость снижается на не более чем 4,5% относительно состаренного на максимальную прочность варианта изделия. В других вариантах осуществления AP стойкость снижается на не более чем примерно 80%, или не более чем примерно 70%, или не более чем примерно 60%, или не более чем примерно 50%, или не более чем примерно 40%, или не более чем примерно 30%, или не более чем примерно 20%, или не более чем примерно 10%, или менее, чем повышение стойкости к FSP. Критерии AP стойкости и стойкости к FSP могут быть выбраны на основании этого известного компромисса, например, с использованием результатов испытаний FSP и AP по отношению к известной степени недостаривания некого вида изделия из алюминиевого сплава. Таким образом, может быть получено изделие из алюминиевого сплава, имеющее подобранные баллистические характеристики.
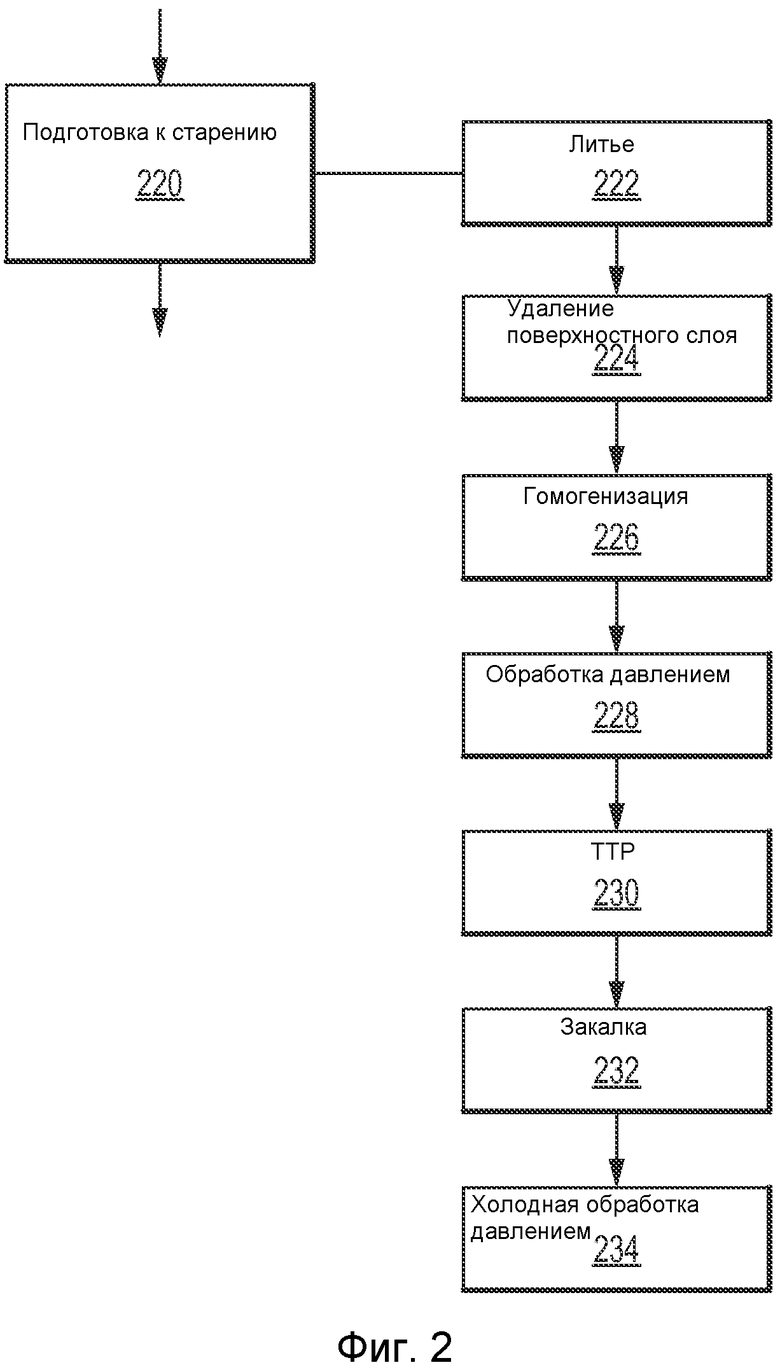
[0016] Обращаясь теперь к ФИГ.2, подготовка изделия из алюминиевого сплава к стадии старения (220) может включать одну или более из стадий литья (222) изделия из алюминиевого сплава (например, литья с прямым охлаждением), удаления поверхностного слоя (224) изделия из алюминиевого сплава, гомогенизации (226) изделия из алюминиевого сплава, обработки давлением (228) изделия из алюминиевого сплава (например, горячей обработки давлением с образованием деформированного изделия), термообработки на твердый раствор (230) изделия из алюминиевого сплава, необязательной закалки (232) изделия из алюминиевого сплава и необязательной холодной обработки давлением (234) изделия из алюминиевого сплава (например, растяжение, прокатка). Стадии (228 или 234) обработки изделия из алюминиевого сплава давлением могут включать одно или более из прокатки, экструдирования и/или ковки изделия из алюминиевого сплава и до или после стадии термообработки на твердый раствор (ТТР).
[0017] Алюминиевые сплавы, применимые в сочетании с данными способами, включают те алюминиевые сплавы, которые обладают чувствительностью к старению, такие как любые из сплавов серий 2ХХХ, 2ХХХ+Li и 7ХХХ. Данные сплавы известны как термообрабатываемые сплавы (или, иначе говоря, термически упрочняемые сплавы). Такие термообрабатываемые сплавы содержат такие количества растворимых легирующих элементов, которые превышают равновесный предел растворимости в твердом растворе при комнатной и умеренно высокой температурах. Присутствующее количество может быть меньшим или большим, чем максимальное количество, которое растворимо при эвтектической температуре.
[0018] Термообработку на твердый раствор (230) осуществляют нагреванием изделий из алюминиевого сплава до подходящей температуры, выдерживанием при такой температуре достаточно долго, чтобы позволить компонентам перейти в твердый раствор, и достаточно быстрым охлаждением для того, чтобы удержать компоненты в растворе. Образовавшийся при высокой температуре твердый раствор может удерживаться в пересыщенном состоянии при охлаждении с достаточной скоростью, ограничивая выделение растворенных атомов в виде крупных, некогерентных частиц. Контролируемое выделение мелких частиц после операций термообработки на твердый раствор (230) и закалки (232), называемое «старением», традиционно использовали для усовершенствования механических свойств термообрабатываемых сплавов.
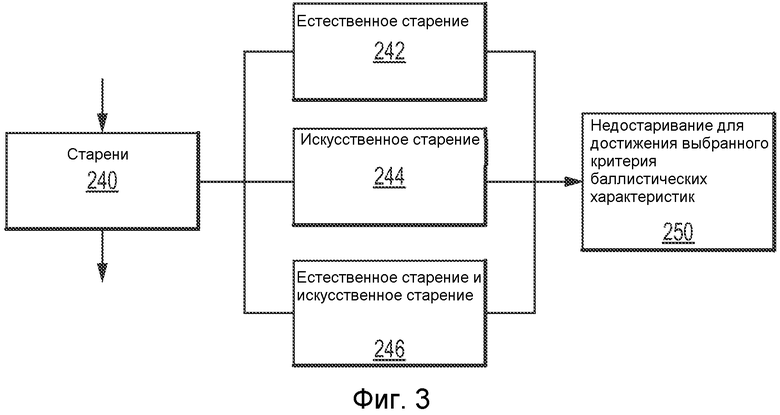
[0019] Что касается настоящего изобретения и со ссылкой теперь на ФИГ.2 и 3, стадия старения (240) может быть использована для старения изделия из алюминиевого сплава до заданного недостаренного состояния с целью достижения выбранного критерия баллистических характеристик. После термообработки на твердый раствор (230) и закалки (232) большинство термообрабатываемых сплавов (2ХХХ, 2ХХХ+Li, 7ХХХ) проявляют изменения свойств при комнатной температуре. Это называется «естественным старением» (242) и может начаться непосредственно после термообработки на твердый раствор (230) и закалки (232) либо после некого инкубационного периода. Скорость изменений свойств во время естественного старения варьируется от сплава к сплаву в широком диапазоне, поэтому достижение стабильного состояния может потребовать как всего нескольких дней, так и нескольких лет. Выделение в подобных сплавах может быть ускорено, а их прочности могут быть дополнительно увеличены за счет нагревания выше комнатной температуры; данная операция называется «искусственным старением» (244) и также известна специалистам в данной области техники как «термообработка для выделения вторичных фаз».
[0020] Описываемые здесь недостаренные изделия из алюминиевого сплава могут быть подвергнуты естественному старению (242), искусственному старению (244) или и тому, и другому (246). Если совершают искусственное старение (244), то естественное старение (242) может происходить до и/или после искусственного старения (244). Естественное старение (242) может происходить в течение заданного периода времени до искусственного старения (244) (например, от нескольких часов до нескольких недель или более). Операция естественного старения при комнатной температуре может происходить между любыми или после любой из указанных стадий термообработки на твердый раствор (230), закалки (232), необязательной холодной обработки давлением (234) и необязательного искусственного старения (244). (См. American National Standard Alloy and Temper Designation Systems for Aluminum, ANSI H35.1, который включен сюда посредством ссылки.)
[0021] В некоторых вариантах осуществления стадию искусственного старения (244) не осуществляют до отправки изделия заказчику (260). Иными словами, стадия старения (240) состоит из естественного старения (242). В этих вариантах осуществления степень естественного старения (242) может быть отрегулирована для достижения недостаренного состояния и выбранного критерия (250) баллистических характеристик. Одновременно со стадией естественного старения (242) или после нее изделие может быть подвергнуто различным необязательным обработкам (255), таким как дополнительная холодная обработка давлением после стадии старения (240) или отделочные операции (например, выравнивание, правка, обработка резанием, анодирование, окраска, шлифовка, полировка, зачистка), после чего изделие может быть поставлено заказчику (260).
[0022] В некоторых вариантах осуществления старение (240) включает искусственное старение (244). В этих вариантах осуществления стадия старения (240) может включать искусственное нагревание изделия из алюминиевого сплава в течение времени и при температуре, обеспечивающих недостаривание изделия и достижение прочности ниже максимальной прочности. В одном варианте осуществления стадия искусственного старения (244) включает недостаривание изделия из алюминиевого сплава в заданной степени для достижения выбранного критерия (250) баллистических характеристик, как описано выше. После искусственного старения (244) изделие из алюминиевого сплава может быть подвергнуто различным последующим за старением обработкам (255), описанным выше, после чего изделие может быть поставлено заказчику (260).
[0023] Изделия из нового алюминиевого сплава могут реализовывать характеристики, по меньшей мере, эквивалентные известным из уровня техники изделиям, изготовленным из алюминиевого сплава 5083 в состоянии поставки Н131, с точки зрения по меньшей мере одного свойства, реализуя улучшенную характеристику по меньшей мере одного другого свойства. Такие улучшенные характеристики могут быть обусловлены уникальной обработкой нового сплава, как предусмотрено выше. Новые сплавы могут достигать улучшенной комбинации свойств, такой как улучшенная комбинация плотности и баллистических характеристик, относительно изделия из сравнимого сплава 5083-Н131.
[0024] Новые недостаренные сплавы могут быть использованы в любой бронедетали, угрозу которой могут оказывать взрывы, такой как в бронированных транспортных средствах, личной броне и т.п. В одном варианте осуществления бронедеталь, полученная из недостаренного сплава, устойчива к откалыванию. Материал считается устойчивым к откалыванию, если во время баллистических испытаний, проводимых в соответствии с MIL-STD-662F(1997), не происходит существенного отделения или отслоения слоя материала на участке, окружающем место удара, что визуально подтверждается специалистами в данной области техники, при этом отделение или отслоение может происходить как либо передней, либо на задней поверхностях испытуемого изделия.
[0025] Как отмечено выше, алюминиевые сплавы, подходящие для использования с данным способом, включают алюминиевые сплавы серии 2ХХХ, 2ХХХ+Li и 7ХХХ. Алюминиевые сплавы серии 2ХХХ представляют собой алюминиевые сплавы, содержащие медь (Cu) в качестве основного легирующего ингредиента. Сплавы серии 2ХХХ обычно включают от примерно 0,7 мас.% до примерно 6,8 мас.% Cu. Алюминиевые сплавы серии 2ХХХ могут включать другие ингредиенты, такие как магний (Mg) (например, от примерно 0,1 мас.% до примерно 2,0 мас.% Mg). Примеры некоторых алюминиевых сплавов серии 2ХХХ, применимых в соответствии с описываемым здесь приемом недостаривания, включают приведенные согласно обозначениям Алюминиевой ассоциации сплавы 2001, 2002, 2004, 2005, 2006, 2007, 2007А, 2007В, 2008, 2009, 2010, 2011, 2011А, 2111, 2111А, 2111В, 2012, 2013, 2014, 2014А, 2214, 2015, 2016, 2017, 2017А, 2117, 2018, 2218, 2618, 2618А, 2219, 2319, 2419, 2519, 2021, 2022, 2023, 2024, 2024А, 2124, 2224, 2224А, 2324, 2424, 2524, 2025, 2026, 2027, 2028, 2028А, 2028В, 2028С, 2030, 2031, 2032, 2034, 2036, 2037, 2038, 2039, 2139, 2040, 2041, 2044, 2045 и 2056, помимо других алюминиевых сплавов серии 2ХХХ.
[0026] Алюминиевые сплавы серии 2ХХХ+Li представляют собой алюминиевые сплавы серии 2ХХХ, включающие намеренные добавки лития (Li). Сплавы серии 2ХХХ+Li могут содержать вплоть до примерно 2,6 мас.% Li (например, от 0,1 до 2,6 мас.% Li). Примеры некоторых подходящих сплавов серии 2ХХХ+Li, применимых в соответствии с описываемым здесь приемом недостаривания, включают приведенные согласно обозначениям Алюминиевой ассоциации сплавы 2050, 2090, 2091, 2094, 2095, 2195, 2196, 2097, 2197, 2297, 2397, 2098, 2198, 2099 и 2199, помимо других алюминиевых сплавов серии 2ХХХ+Li. Сплавы серии 2ХХХ+Li обычно содержат по меньшей мере примерно 0,5 мас.% Li.
[0027] Сплавы как серии 2ХХХ, так и серии 2ХХХ+Li могут содержать вплоть до 1,0 мас.% Ag (например, 0,1-1,0 мас.% Ag). Известно, что серебро (Ag) повышает прочность таких сплавов. При его использовании Ag обычно присутствует в количествах, составляющих по меньшей мере примерно 0,10 мас.%.
[0028] Баллистические изделия, изготовленные из алюминиевых сплавов серии 2ХХХ и 2ХХХ+Li, могут достигать подходящих свойств по баллистическим характеристикам либо посредством только естественного старения, либо посредством искусственного старения. Таким образом, изделия из алюминиевых сплавов серии 2ХХХ и 2ХХХ+Li могут, например, быть поставлены в состояниях поставки Т3, Т4, Т6 или Т8, помимо прочих.
[0029] Алюминиевые сплавы серии 7ХХХ представляют собой алюминиевые сплавы, содержащие цинк (Zn) в качестве основного легирующего ингредиента. Сплавы серии 7ХХХ обычно включают от примерно 3,0 мас.% до 12,0 мас.% Zn. Сплавы серии 7ХХХ могут включать другие ингредиенты, такие как Cu (0,1-3,5 мас.%) и Mg (0,1-3,5 мас.%). Примеры некоторых сплавов серии 7ХХХ, применимых в соответствии с описываемым здесь приемом недостаривания, включают приведенные согласно обозначениям Алюминиевой ассоциации сплавы 7003, 7004, 7204, 7005, 7108, 7108А, 7009, 7010, 7012, 7014, 7015, 7016, 7116, 7017, 7018, 7019, 7019А, 7020, 7021, 7022, 7122, 7023, 7024, 7025, 7026, 7028, 7029, 7129, 7229, 7030, 7032, 7033, 7034, 7035, 7035А, 7036, 7136, 7037, 7039, 7040, 7140, 7041, 7046, 7046А, 7049, 7049А, 7149, 7249, 7349, 7449, 7050, 7050А, 7150, 7250, 7055, 7155, 7255, 7056, 7060, 7064, 7068, 7168, 7075, 7175, 7475, 7076, 7178, 7278, 7278А, 7081, 7085, 7090, 7093 и 7095, помимо других сплавов серии 7ХХХ.
[0030] Сплавы серии 7ХХХ обычно достигают подходящих свойств по баллистическим характеристикам посредством искусственного старения, хотя при некоторых обстоятельствах может быть использовано только естественное старение. Таким образом, изделия из алюминиевых сплавов серии 7ХХХ могут, например, быть поставлены в состояниях поставки Т6 или Т8, помимо прочих.
[0031] Ожидается, что очерченные здесь принципы недостаривания могут быть также применимы к некоторым другим подверженным дисперсионному твердению сплавам (например, одному или более из алюминиевых сплавов серии 6ХХХ и/или одному или более из алюминиевых сплавов серии 8ХХХ).
[0032] Изделия из алюминиевых сплавов обычно включают указанные выше ингредиенты (а в некоторых случаях состоят по существу из них), причем остальное составляют алюминий, необязательные добавки (например, вплоть до примерно 2,5 мас.%) и неизбежные примеси. Обычно количество ингредиентов, необязательных добавок и неизбежных примесей в сплаве не должно превышать предел растворимости сплава. Как описано с большими подробностями ниже, необязательные добавки включают регулирующие зеренную структуру вещества (иногда называемые «дисперсоидами»), измельчающие зерно добавки и/или раскислители, помимо прочих. Некоторые из необязательных добавок, используемых в изделиях из алюминиевых сплавов, могут оказаться благоприятными для сплава иными путями, чем это описано ниже. Например, добавки Mn могут способствовать регулированию зеренной структуры, но Mn может также действовать как упрочняющий агент. Таким образом, нижеследующее описание необязательных добавок приведено только в целях иллюстрации, а не предназначено для ограничения любой добавки описанной функциональностью.
[0033] Необязательные добавки могут присутствовать в количестве вплоть до примерно 2,5 мас.% в сумме. Например, Mn (макс. 1,5 мас.%), Zr (макс. 0,5 мас.%) и Ti (макс. 0,10 мас.%) могут быть включены в состав сплава при сумме 2,1 мас.%. В таком случае, оставшиеся другие добавки, при их использовании, могут в сумме составлять не более 0,4 мас.%. В одном варианте осуществления необязательные добавки присутствуют в количестве вплоть до примерно 2,0 мас.% в сумме. В других вариантах осуществления необязательные добавки присутствуют в количестве вплоть до примерно 1,5 мас.%, или вплоть до примерно 1,25 мас.%, или вплоть до примерно 1,0 мас.% в сумме.
[0034] Регулирующие зеренную структуру вещества представляют собой элементы или соединения, являющиеся преднамеренными легирующими добавками с целью формирования частиц вторичных фаз, обычно в твердом состоянии, для регулирования изменений зеренной структуры в твердом состоянии во время термических процессов, таких как возврат и перекристаллизация. Для раскрытых здесь алюминиевых сплавов Zr и Mn являются полезными регулирующими зеренную структуру элементами. Заменители Zr и/или Mn (полные или частичные) включают, среди прочих, Sc, V, Cr и Hf. Количество регулирующего зеренную структуру вещества, используемого в сплаве, обычно зависит от типа вещества, используемого для регулирования зеренной структуры, и процесса получения сплава.
[0035] Изделия из алюминиевых сплавов могут необязательно включать марганец (Mn). Марганец может служить, помимо прочего, для способствования повышению прочности и/или способствования измельчению зеренной структуры, особенно у алюминиевых сплавов серии 2ХХХ или 2ХХХ+Li. При включении марганца в изделие из алюминиевого сплава он обычно присутствует в количествах, составляющих по меньшей мере примерно 0,05 мас.%. В одном варианте осуществления изделие из нового алюминиевого сплава включает по меньшей мере примерно 0,10 мас.% Mn. В одном варианте осуществления изделие из нового алюминиевого сплава включает не более примерно 1,5 мас.% Mn. В других вариантах осуществления изделие из нового алюминиевого сплава включает не более примерно 1,0 мас.% Mn.
[0036] При включении циркония (Zr) в изделие из алюминиевого сплава он может содержаться в количестве вплоть до примерно 0,5 мас.%, или вплоть до примерно 0,4 мас.%, или вплоть до примерно 0,3 мас.%, или вплоть до примерно 0,2 мас.%. В некоторых вариантах осуществления Zr включают в сплав в количестве 0,05-0,25 мас.%. В одном варианте осуществления Zr включают в сплав в количестве 0,05-0,15 мас.%. В другом варианте осуществления Zr включают в сплав в количестве 0,08-0,12 мас.%. В сплавах серии 7ХХХ Zr обычно используют в качестве необязательной добавки.
[0037] Измельчающие зерна добавки представляют собой затравки или зародыши для зарождения новых зерен во время затвердевания сплава. Примером измельчающей зерно добавки является 3/8-дюймовый стержень, содержащий 96% алюминия, 3% титана (Ti) и 1% бора (B), причем фактически весь бор присутствует в виде тонкодиспергированных частиц TiB2. Во время литья этот стержень для измельчения зерен поточно подают в расплавленный сплав, стекающий в литейную яму, с регулируемой скоростью. Количество измельчающей зерно добавки, включаемой в сплав, обычно зависит от типа материала, используемого для уменьшения размера зерен, и процесса получения сплава. Примеры измельчающих зерно добавок включают Ti в сочетании с B (например, TiB2) или углеродом (TiC), хотя могут быть использованы и другие измельчающие зерно добавки, такие как TiAl-е лигатуры. Обычно измельчающие зерно добавки вводят в сплав в количестве, составляющем от 0,0003 мас.% до 0,005 мас.%, в зависимости от желаемого размера зерен непосредственно после литья. Кроме того, Ti может быть отдельно введен в сплав в количестве вплоть до 0,03 мас.% для повышения эффективности измельчающей зерно добавки. При включении в сплав Ti он обычно присутствует в количестве вплоть до примерно 0,10 или 0,20 мас.%.
[0038] Некоторые легирующие элементы, обычно называемые здесь «раскислителями» (независимо от того, действительно ли они раскисляют), могут быть введены в сплав во время литья для снижения или ограничения (а в некоторых случаях предотвращения) растрескивания слитка, возникающего, например, из-за оксидных складок, ямок и окисных плен. Примеры раскислителей включают Ca, Sr, Be и Bi. При включении в сплав кальция (Са) он обычно присутствует в количестве вплоть до примерно 0,05 мас.%, или вплоть до примерно 0,03 мас.%. В некоторых вариантах осуществления Са включают в сплав в количестве от 0,001 до примерно 0,03 мас.% или до примерно 0,05 мас.%, например в диапазоне 0,001-0,008 мас.% (т.е. от 10 до 80 м.д.). Стронций (Sr) и/или висмут (Bi) может быть включен в сплав помимо или вместо Са (полностью или частично) и может быть включен в сплав в таких же или близких количествах, как и Са. Традиционно введения бериллия (Ве) помогали снижению тенденции к растрескиванию слитка, хотя по экологическим причинам, соображениям здоровья и безопасности некоторые варианты выполнения сплава по существу свободны от Ве. При включении в сплав Ве он обычно присутствует в количестве вплоть до примерно 500 м.д., например менее примерно 250 м.д. или менее примерно 20 м.д.
[0039] Необязательные добавки могут присутствовать в незначительных количествах или могут присутствовать в значительных количествах и способны придавать желаемые или другие характеристики сами по себе, не нарушая описанного здесь сплава, при условии, что сплав сохраняет описанные здесь желаемые характеристики. Однако следует понимать, что объем настоящего изобретения не должен/не может быть нарушен в результате простого введения элемента или элементов в количествах, которые в ином случае не повлияли бы на комбинации желаемых и получаемых здесь свойств.
[0040] В настоящем изобретении неизбежные примеси представляют собой такие вещества, которые могут присутствовать в сплаве в незначительных количествах вследствие, например, присущих алюминию свойств и/или выщелачивания из-за контакта с производственным оборудованием, помимо прочего. Железо (Fe) и кремний (Si) являются примерами неизбежных примесей, обычно присутствующих в алюминиевых сплавах. Содержание Fe в сплаве обычно не должно превышать примерно 0,25 мас.%. В некоторых вариантах осуществления содержание Fe в сплаве составляет не более примерно 0,15 мас.%, или не более примерно 0,10 мас.%, или не более примерно 0,08 мас.%, или не более примерно 0,05 или 0,04 мас.%. Подобным же образом, содержание Si в сплаве обычно не должно превышать примерно 0,25 мас.%, а обычно оно меньше, чем содержание Fe. В некоторых вариантах осуществления содержание Si в сплаве составляет не более примерно 0,12 мас.%, или не более примерно 0,10 мас.%, или не более примерно 0,06 мас.%, или не более примерно 0,03 или 0,02 мас.%. В некоторых вариантах осуществления цинк (Zn) может входить в состав сплава в качестве неизбежной примеси (например, сплавов серии 2ХХХ+Li). В данных вариантах осуществления содержание Zn в сплаве обычно не превышает 0,25 мас.%, например не более 0,15 мас.% или даже не более примерно 0,05 мас.%. Будучи не примесью, в сплавы серии 2ХХХ или 2ХХХ+Li может быть введено вплоть до 1,5 мас.% Zn (например, 0,3-1,5 мас.% Zn). Помимо железа, кремния и цинка, сплав обычно содержит не более 0,05 мас.% любой другой неизбежной примеси, и при этом общее количество таких других неизбежных примесей не превышает 0,15 мас.% (обычно обозначаемое как прочие ≤0,05 мас.% каждый, а в сумме прочие ≤0,15 мас.%, согласно регистрационным листам деформируемых сплавов Алюминиевой ассоциации, называемым «бирюзовыми листами»).
[0041] Если не указано иное, выражение «вплоть до» при указании на количество элемента означает, что содержание элемента в составе является необязательным и включает нулевое количество этого конкретного входящего в состав компонента. При отсутствии иных указаний все процентные величины состава представлены в массовых процентах (мас.%).
[0042] Хотя вышеприведенные свойства были в основном описаны в отношении деформируемых сплавов, ожидается, что недостаривание изделий из литейных алюминиевых сплавов будет реализовывать ту же самую выгоду, а значит, недостаривание изделий из литейных алюминиевых сплавов также входит в объем настоящего изобретения.
Краткое описание чертежей
[0043] ФИГ.1 представляет собой блок-схему, иллюстрирующую один вариант осуществления получения изделия из алюминиевого сплава.
[0044] ФИГ.2 представляет собой блок-схему, иллюстрирующую стадию получения (200) по ФИГ.1.
[0045] ФИГ.3 представляет собой блок-схему, иллюстрирующую стадию старения (240) по ФИГ.2.
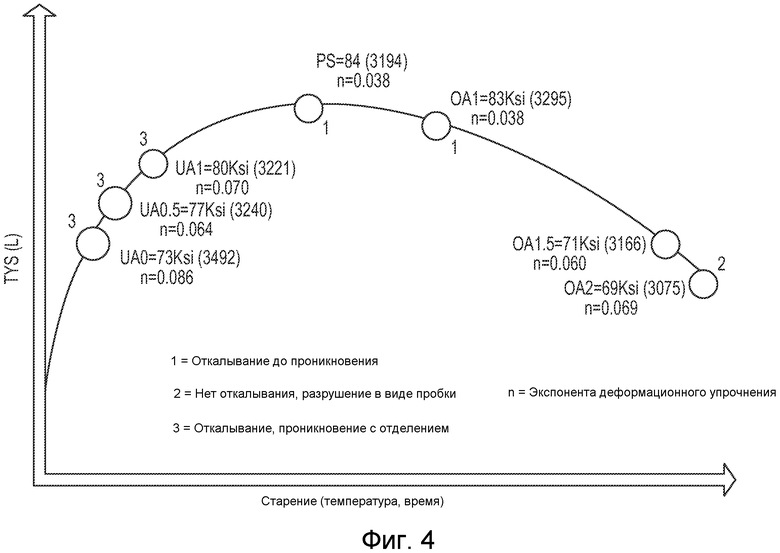
[0046] ФИГ.4 представляет собой схематический вид, иллюстрирующий баллистические характеристики сплава АА 7085 в зависимости от предела текучести (TYS-L) и условий искусственного старения.
[0047] ФИГ.5 представляет собой фотографию метательных снарядов, которые могут быть использованы для баллистических испытаний.
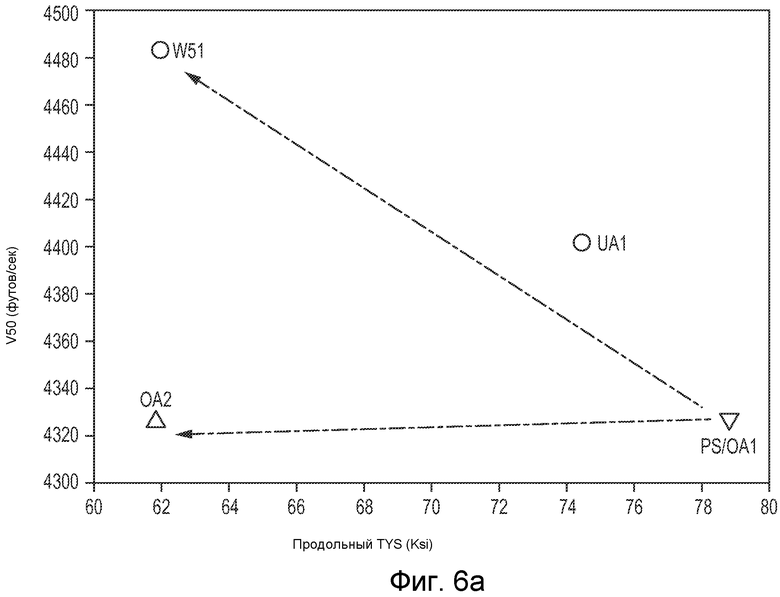
[0048] ФИГ.6а представляет собой график, иллюстрирующий стойкость к FSP различных плит из алюминиевого сплава толщиной 2 дюйма в зависимости от прочности при использовании пули калибра 0,50 дюйма, как описано в примере 1.
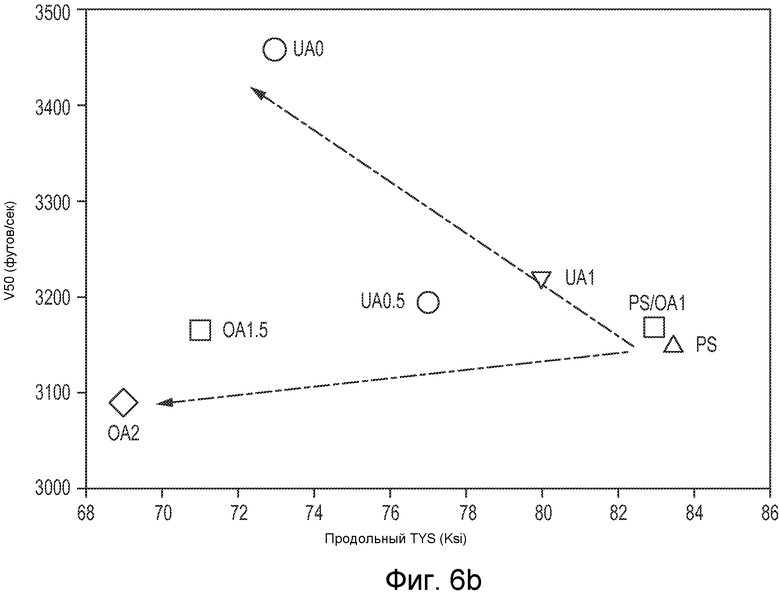
[0049] ФИГ.6b представляет собой график, иллюстрирующий стойкость к FSP различных плит из алюминиевого сплава толщиной 2 дюйма в зависимости от прочности при использовании пули диаметром 20 мм, как описано в примере 1.
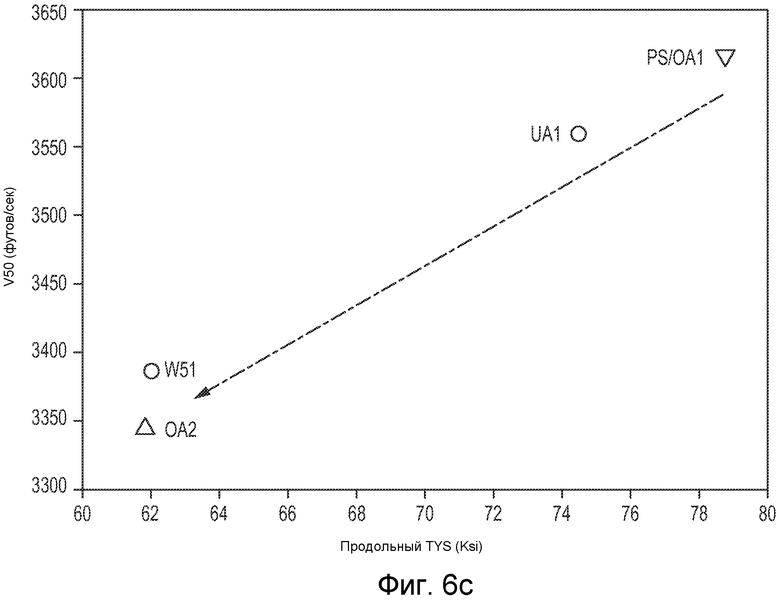
[0050] ФИГ.6с представляет собой график, иллюстрирующий AP стойкость различных плит из алюминиевого сплава толщиной 2 дюйма в зависимости от прочности, как описано в примере 1.
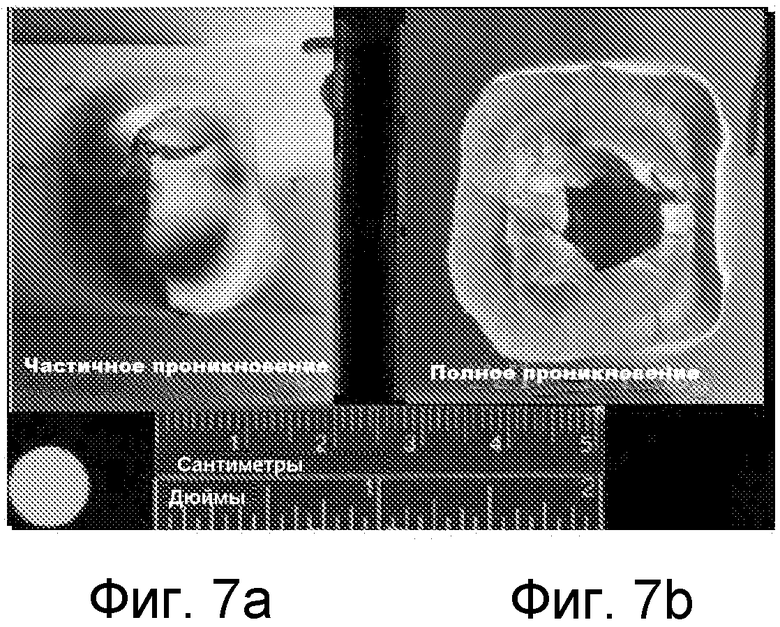
[0051] ФИГ.7а-7f представляют собой фотографии (вид сверху), иллюстрирующие результаты проникновения FSP в примере 1, относящиеся к сплаву АА7085.
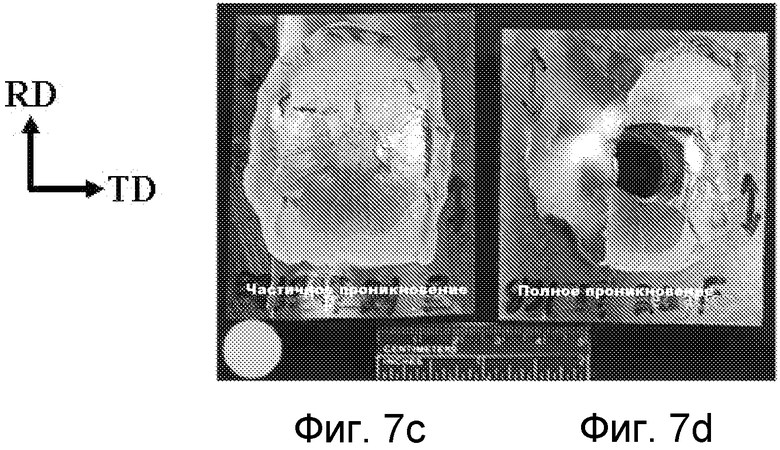
[0052] ФИГ.8а представляет собой фотографию (вид сверху), иллюстрирующую результаты проникновения FSP в примере 1, относящиеся к известному сплаву АА5083.
[0053] ФИГ.8b представляет собой фотографию (вид в поперечном разрезе), иллюстрирующую микроструктуру известного сплава АА5083 после испытания на FSP.
[0054] ФИГ.9 представляет собой схематический вид, иллюстрирующий один из предложенных вариантов осуществления способа формирования трещин в сплаве АА5083 при испытании на FSP.
[0055] ФИГ.10а представляет собой СЭМ-фотографию, иллюстрирующую растрескивание в сплаве АА5083 после испытания на FSP.
[0056] ФИГ.10b представляет собой крупный план участка ФИГ.10а.
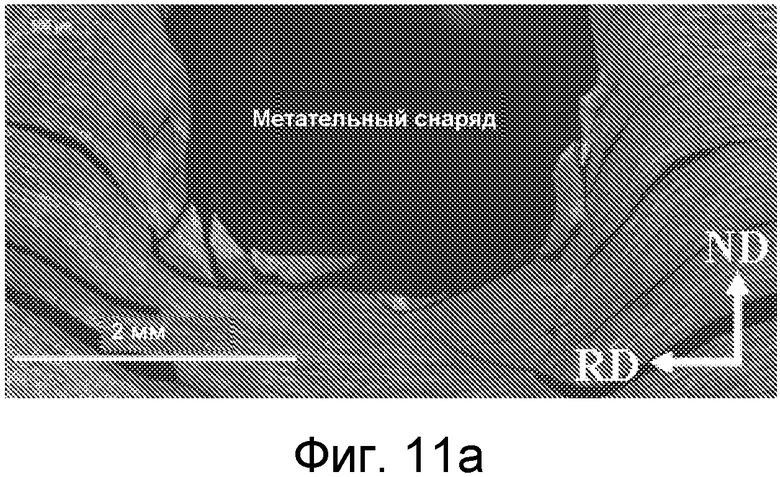
[0057] ФИГ.11a представляет собой фотографию (вид в поперечном разрезе), иллюстрирующую микроструктуру сплава АА7085-UA0 после испытания на FSP.
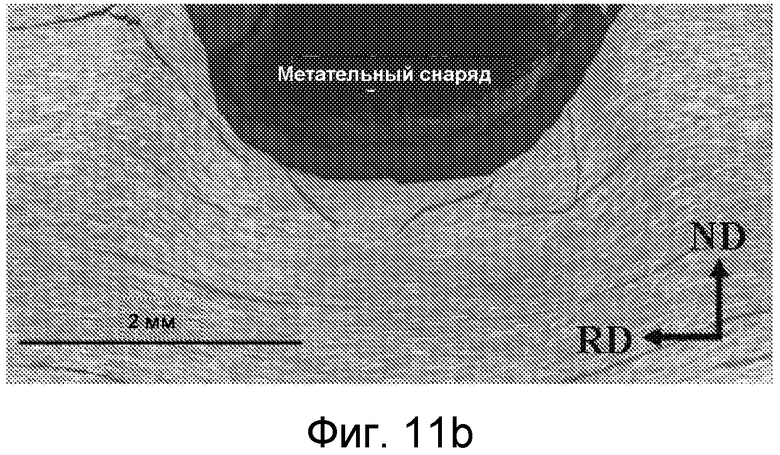
[0058] ФИГ.11b представляет собой фотографию (вид в поперечном разрезе), иллюстрирующую микроструктуру сплава АА7085-UA1 после испытания на FSP.
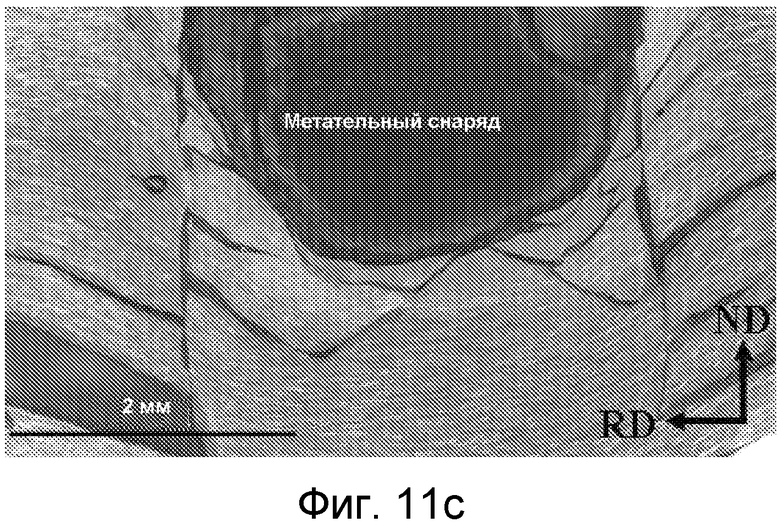
[0059] ФИГ.11c представляет собой фотографию (вид в поперечном разрезе), иллюстрирующую микроструктуру сплава АА7085-OA1 после испытания на FSP.
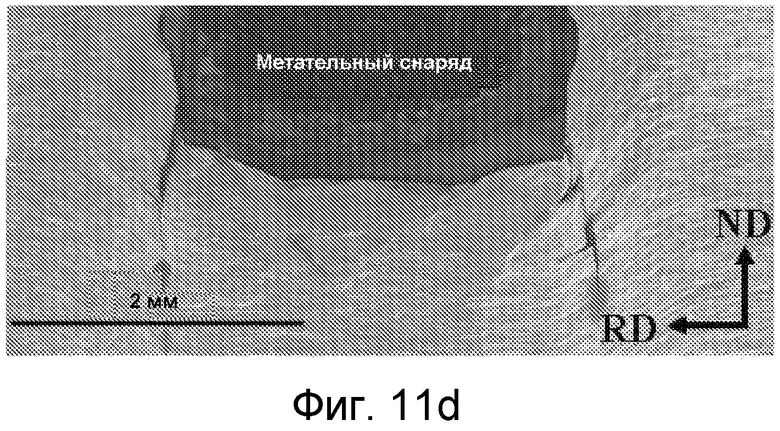
[0060] ФИГ.11d представляет собой фотографию (вид в поперечном разрезе), иллюстрирующую микроструктуру сплава АА7085-OA2 после испытания на FSP.
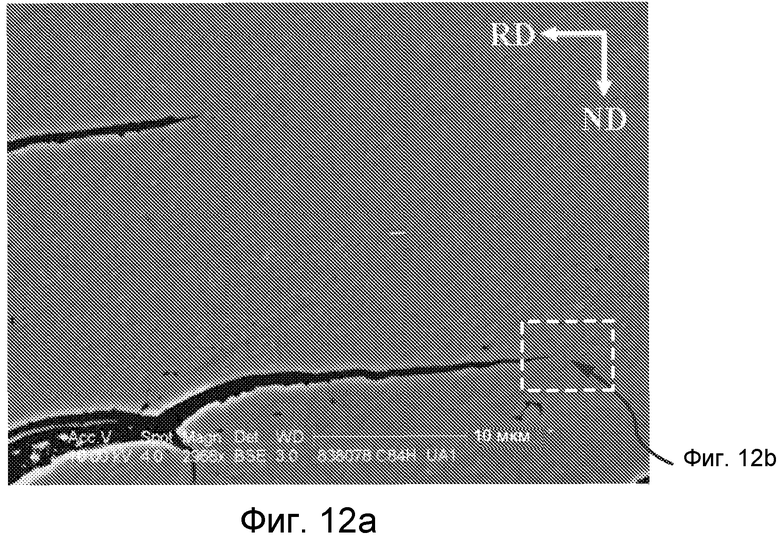
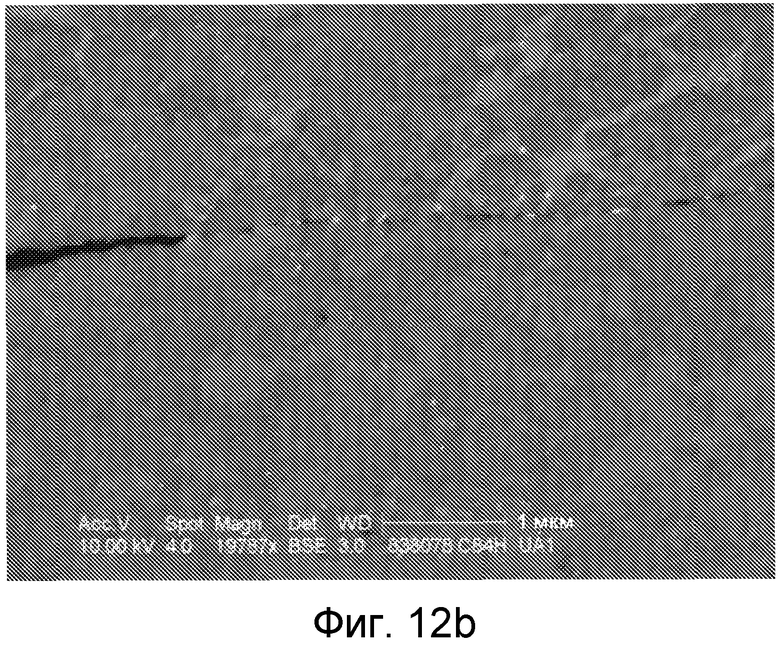
[0061] ФИГ.12а представляет собой СЭМ-фотографию, иллюстрирующую растрескивание в сплаве АА7085-UA1 после испытания на FSP.
[0062] ФИГ.12b представляет собой крупный план участка ФИГ.12а.
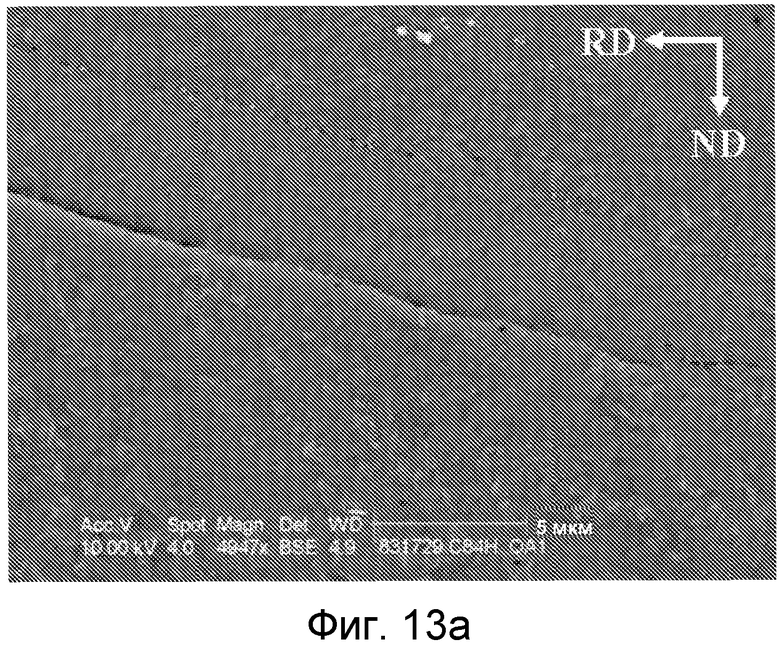
[0063] ФИГ.13a представляет собой СЭМ-фотографию, иллюстрирующую растрескивание в сплаве АА7085-OA1 после испытания на FSP.
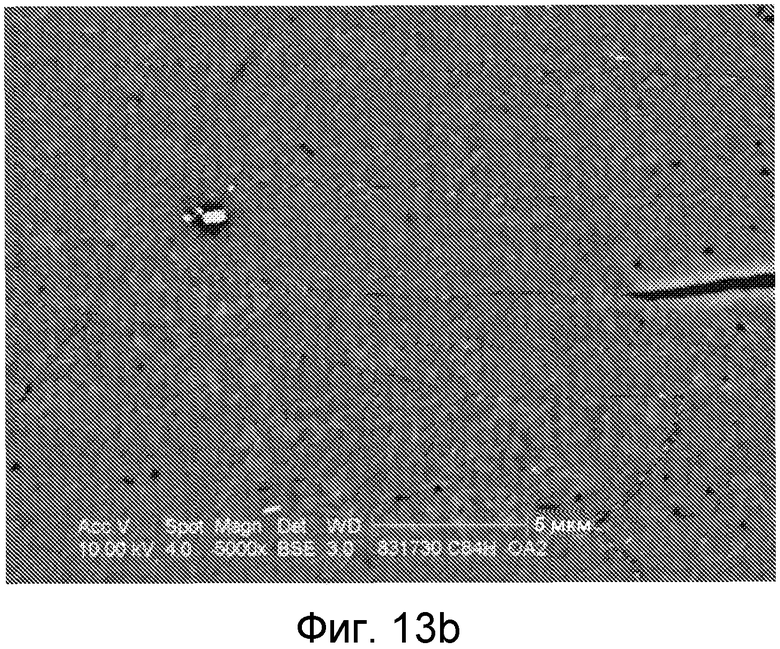
[0064] ФИГ.13b представляет собой СЭМ-фотографию, иллюстрирующую растрескивание в сплаве АА7085-OA2 после испытания на FSP.
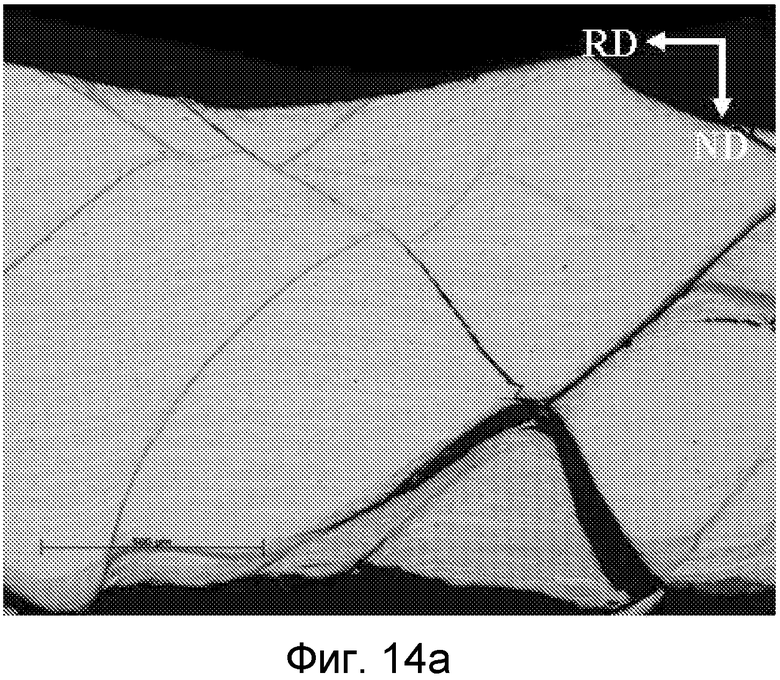
[0065] ФИГ.14a представляет собой СЭМ-фотографию протравленного образца АА7085-UA1 после испытания на FSP.
[0066] ФИГ.14b представляет собой СЭМ-фотографию анодированного образца АА7085-UA1 после испытания на FSP.
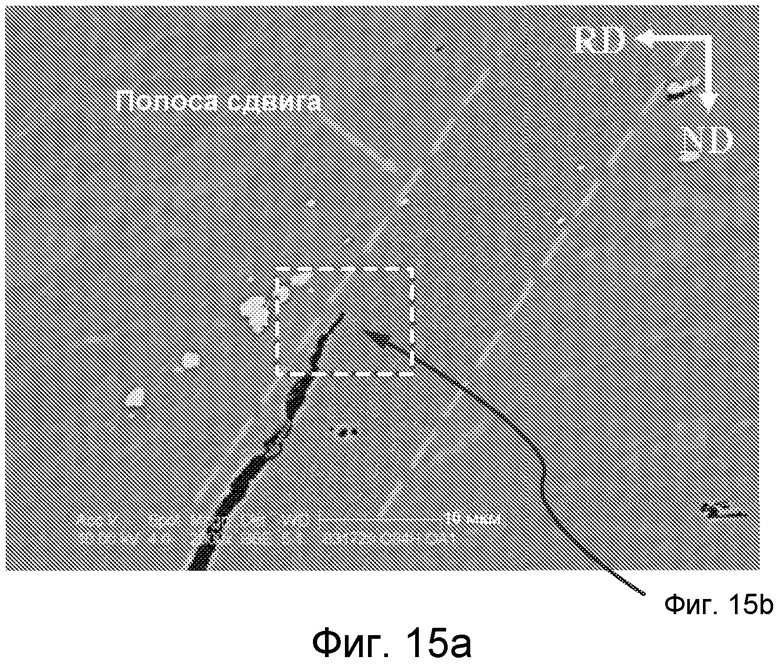
[0067] ФИГ.15a представляет собой СЭМ-фотографию, иллюстрирующую полосы сдвига в сплаве АА7085-OA1 после испытания на FSP.
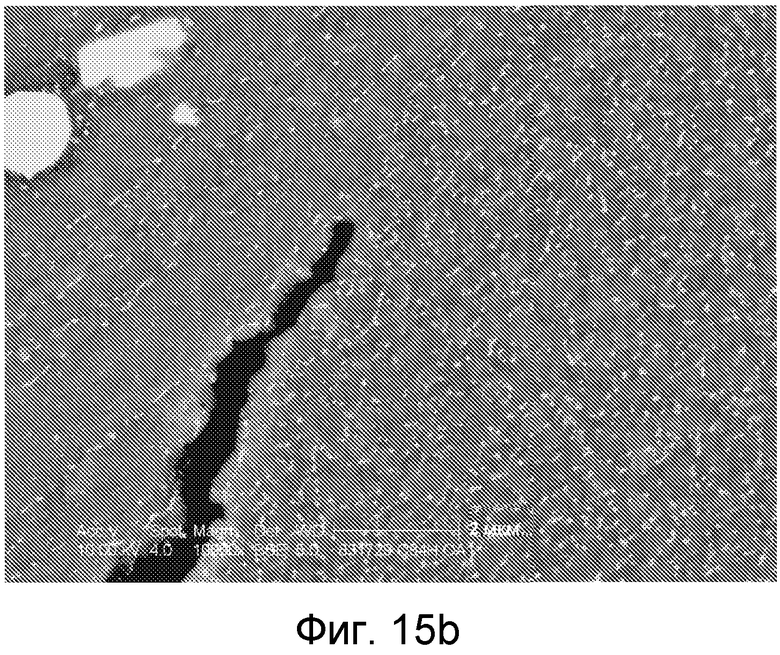
[0068] ФИГ.15b представляет собой крупный план ФИГ.15а, иллюстрирующий наноразмерные выделения в полосах сдвига.
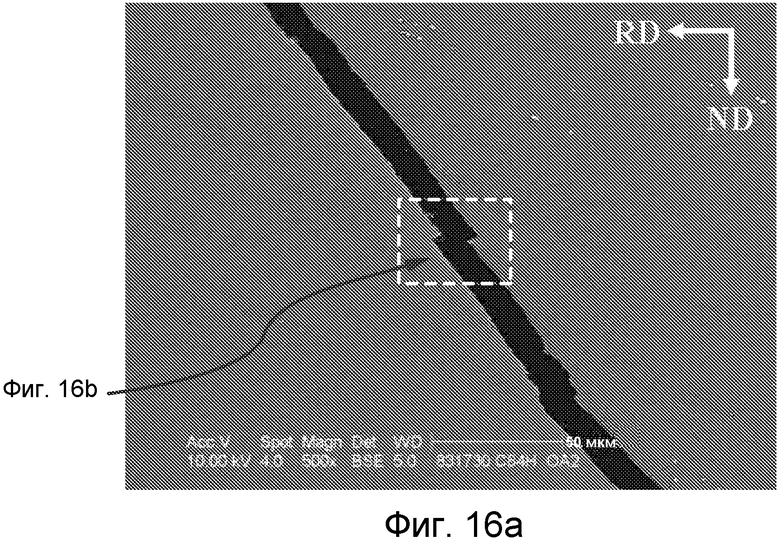
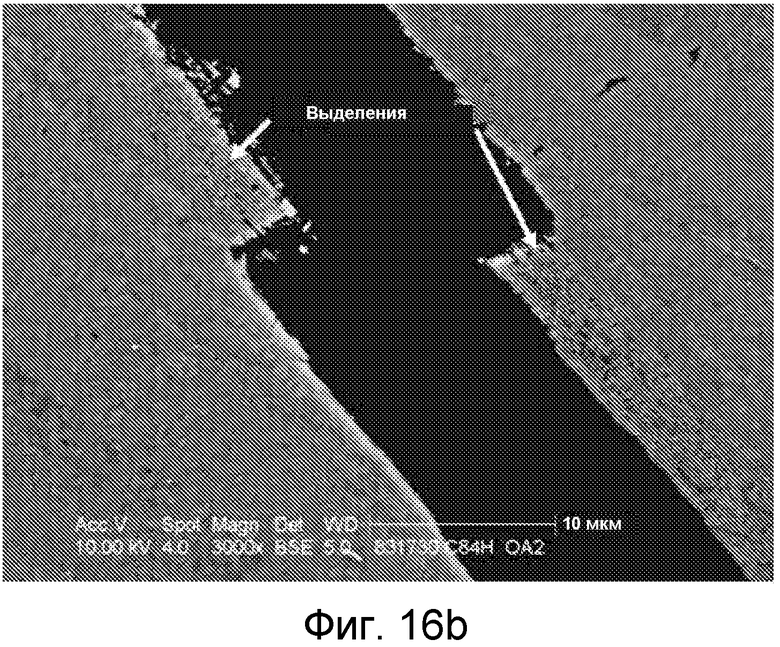
[0069] ФИГ.16a представляет собой СЭМ-фотографию, иллюстрирующую полосы сдвига в сплаве АА7085-OA1 после испытания на FSP.
[0070] ФИГ.16b представляет собой крупный план ФИГ.16а.
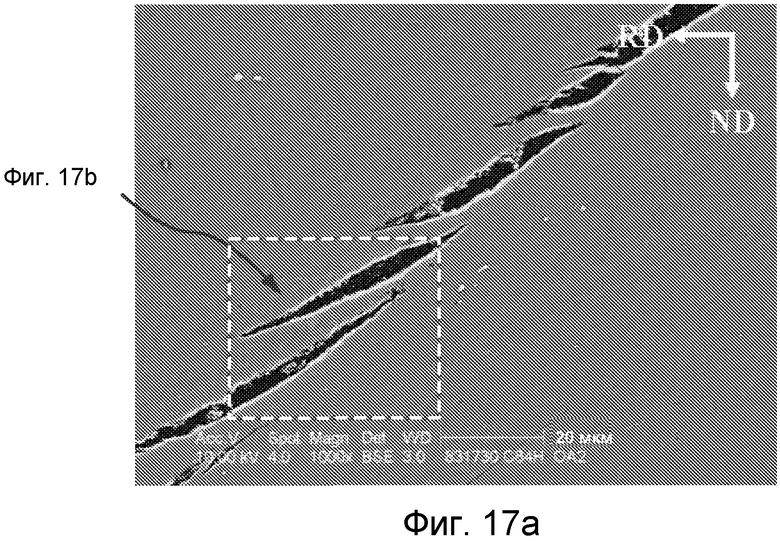
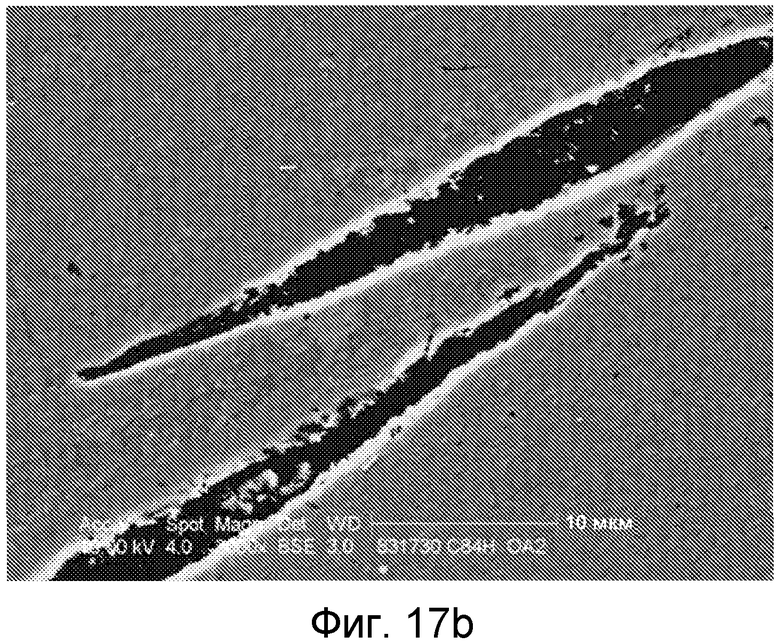
[0071] ФИГ.17a представляет собой СЭМ-фотографию, иллюстрирующую трещины в сплаве АА7085-OA2 после испытания на FSP.
[0072] ФИГ.17b представляет собой крупный план ФИГ.17а.
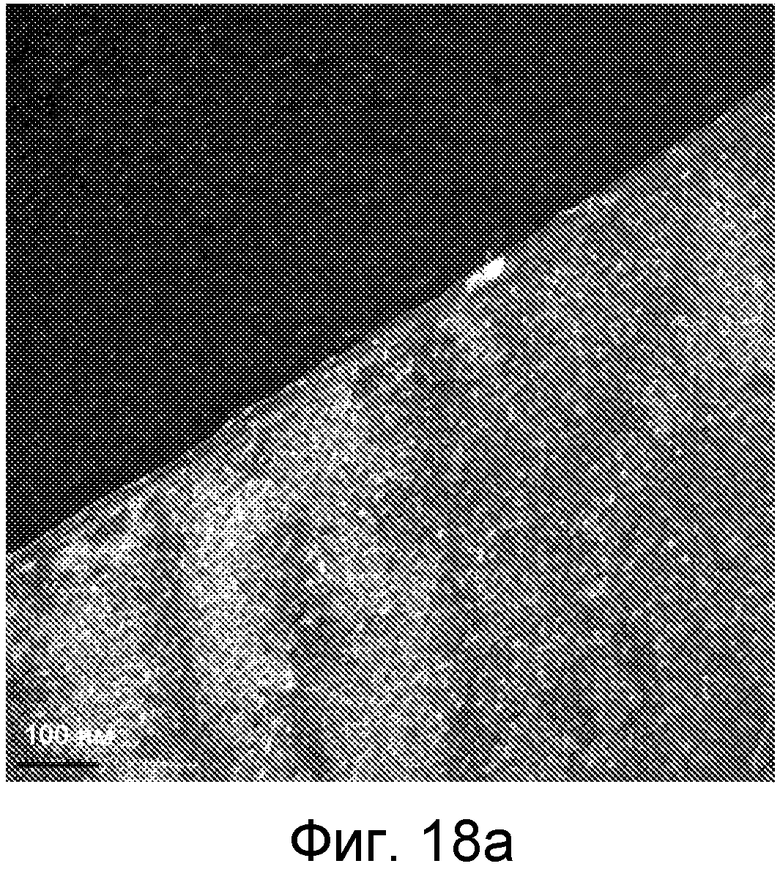
[0073] ФИГ.18а представляет собой темнопольную ПЭМ-фотографию, иллюстрирующую микроструктуру сплава АА7085-UA1 после испытания на FSP.
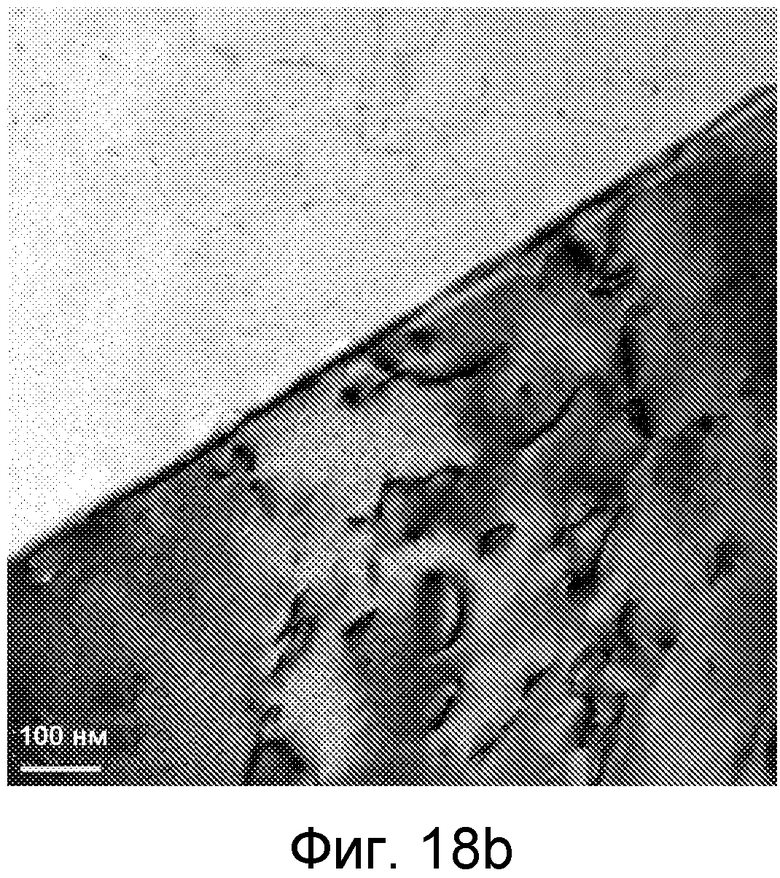
[0074] ФИГ.18b представляет собой многолучевую светлопольную ПЭМ-фотографию, иллюстрирующую микроструктуру сплава АА7085-UA1 после испытания на FSP.
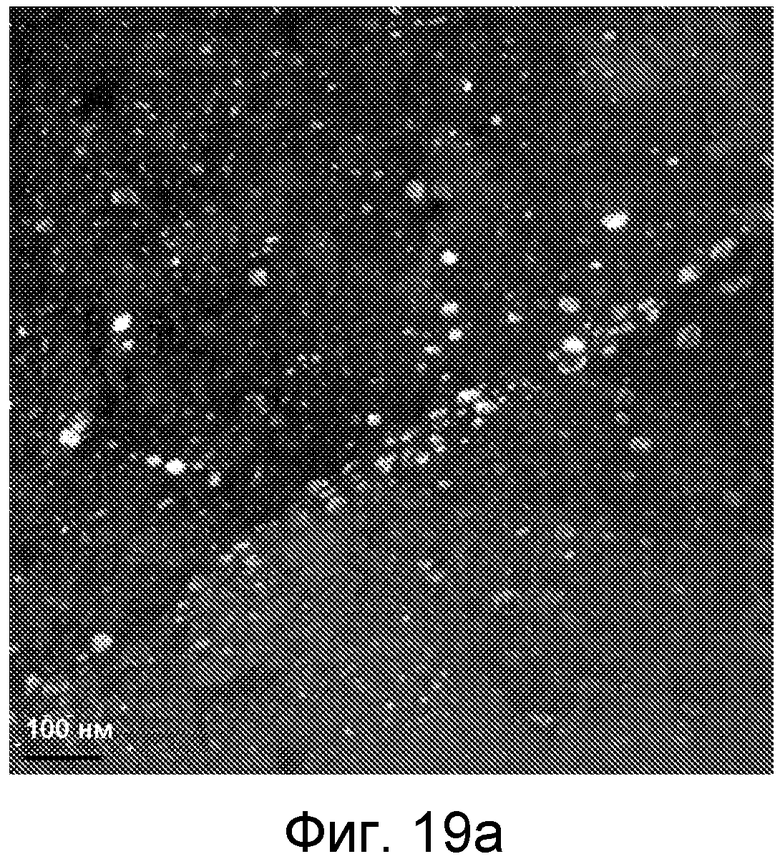
[0075] ФИГ.19а представляет собой темнопольную ПЭМ-фотографию, иллюстрирующую микроструктуру сплава АА7085-OA1 после испытания на FSP.
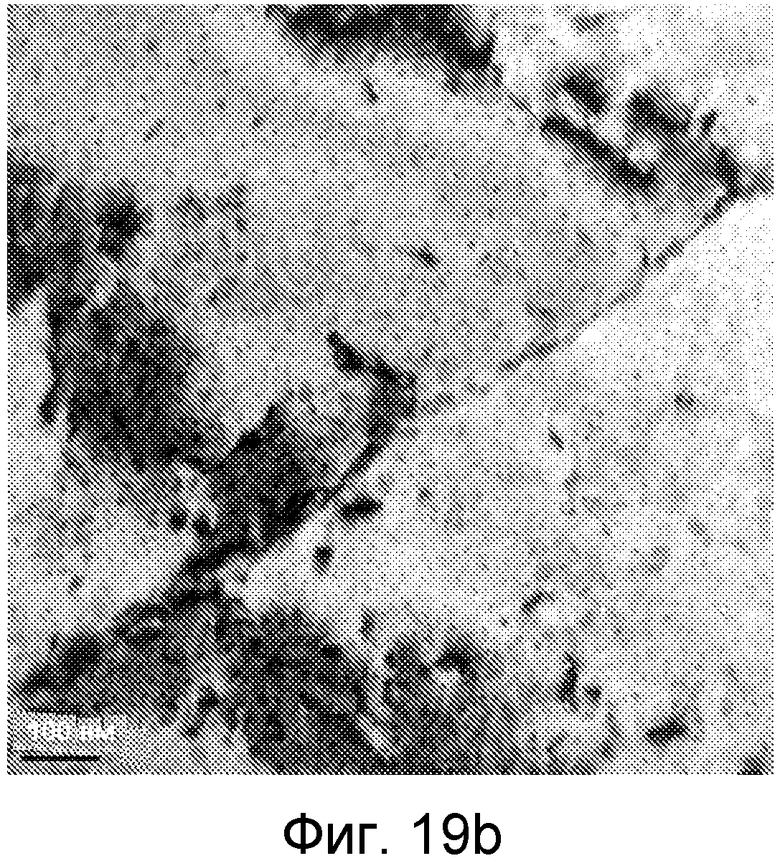
[0076] ФИГ.19b представляет собой многолучевую светлопольную ПЭМ-фотографию, иллюстрирующую микроструктуру сплава АА7085-OA1 после испытания на FSP.
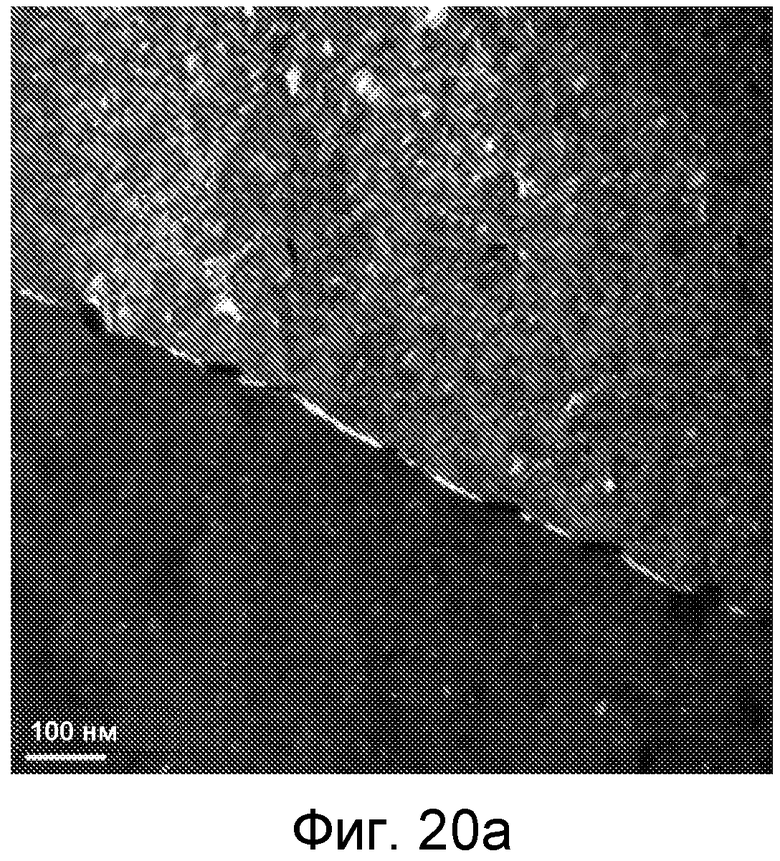
[0077] ФИГ.20а представляет собой темнопольную ПЭМ-фотографию, иллюстрирующую микроструктуру сплава АА7085-OA2 после испытания на FSP.
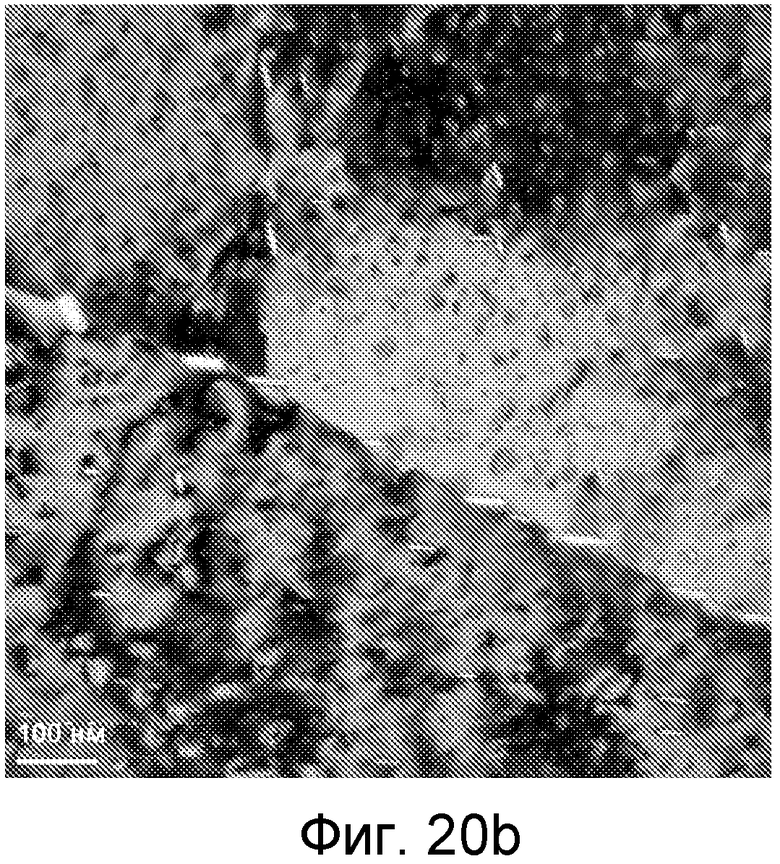
[0078] ФИГ.20b представляет собой многолучевую светлопольную ПЭМ-фотографию, иллюстрирующую микроструктуру сплава АА7085-OA2 после испытания на FSP.
Подробное описание
[0079] Пример 1 - Испытание сплавов серии 7ХХХ
[0080] Испытание V50
[0081] Сплав 7085 согласно Алюминиевой ассоциации подготавливают к старению аналогично проиллюстрированному на ФИГ.2 и испытывают на его характеристики FSP в нескольких условиях искусственного старения. Две группы плит из АА7085 двух различных толщин по сортаменту (1 дюйм и 2 дюйма) искусственно старили до различных состояний недостаривания (UA) и перестаривания (ОА). Для группы 1 с плитами толщиной 1 дюйм создали несколько условий старения: 7085-UAO, -UA0,5, -UA1, -PS, -OA1, -OA1,5 и -ОА2 (ФИГ.4). Плиты UA в данной группе до искусственного старения получили по меньшей мере трехнедельное естественное старение. Предел текучести при растяжении (TYS) в направлении прокатки (RD) состаренных плит из АА7085 в группе 1 попадает в интервал от 69 ksi до 83 ksi. Плиты из АА5083-Н131 толщиной 1 дюйм также испытывали в качестве отправной точки. Для группы 2 с плитами толщиной 2 дюйма создали четыре условия старения: 7085-W51, -UA1, -OA1 и -ОА2. Следует отметить, что плиты толщиной 2 дюйма в состоянии поставки W51, подвергнутые термообработке на твердый раствор с минимальным старением, проявили TYS в примерно 62 ksi. TYS в RD состаренных плит из АА7085 в данной группе составляет от 62 ksi до 79 ksi. Баллистические испытания на поражение имитирующим осколки метательным снарядом (FSP) проводили соответственно для группы 1 с использованием метательного снаряда 0,50-го калибра в Юго-Западном исследовательском институте (Southwest Research Institute (SWRI)), а для группы 2 с использованием метательного снаряда диаметром 20 мм в Армейской исследовательской лаборатории (Army Research Laboratory). Испытаниям подвергали множество образцов размером 12 дюймов×12 дюймов из каждого сплава и при каждом условии в обеих группах. Метательные снаряды, используемые для испытаний на FSP, показаны на ФИГ.5.
[0082] На ФИГ.4 проиллюстрирована величина V50 для каждого состояния старения плит толщиной 1 дюйм, подвергнутых баллистическим испытаниям на FSP. Для каждого состояния старения также указаны TYS и скорость (n) деформационного упрочнения. Средняя V50 недостаренных плит из АА 7085, 3318 футов/сек, была большей, чем средняя V50 перестаренных плит, 3179 футов/сек, что свидетельствует о лучшей баллистической стойкости к FSP недостаренных плит. В частности, плиты в состоянии поставки UA0 проявляли намного более высокую баллистическую стойкость к FSP, чем другие состояния поставки. Максимальная разница в V50 между плитами в состоянии UA (UA0) и OA (OA2) составляла 368 футов/сек. Величины V50 выглядели снижающимися по мере протекания искусственного старения, т.е. с UA до ОА.
[0083] Взаимосвязь между V50 и TYS также проиллюстрирована на ФИГ.6а. Полученные результаты показывают, что V50 не увеличилась только при повышении TYS (ФИГ.6а) или при повышении скорости деформационного упрочнения (ФИГ.4). V50, TYS и скорость деформационного упрочнения базового материала АА 5083-Н131 составляли соответственно 1870 футов/секунду, 47 ksi и 0,076. V50 у АА 5083-Н131 существенно ниже, чем у АА 7085, независимо от условий старения. В то время как его баллистическая стойкость может объясняться низким TYS, АА 5083-Н131 проявлял разумно высокую скорость деформационного упрочнения по сравнению с АА 7085, независимо от условий старения.
[0084] ФИГ.6b показывает взаимосвязь между V50 и TYS у плит толщиной 2 дюйма, испытанных более крупным FSP-снарядом (20 мм). UA-плиты (W51 и UA1) достигали более высокой V50, чем перестаренные плиты (ОА1 и ОА2), т.е. наблюдается такая же тенденция, как и у плит толщиной 1 дюйм, даже несмотря на то, что максимальная разница в V50 между UA плитами (W51) и ОА плитами для плит толщиной 2 дюйма снизилась до 157 футов/сек. Следует отметить, что состояние поставки W51 представляет только естественное старение при комнатной температуре. Эти результаты позволяют предположить, что максимальная V50 может быть достигнута за счет недостаривания, а не перестаривания плит из АА 7085.
[0085] Были также проведены испытания на бронебойность (AP), результаты которых проиллюстрированы на ФИГ.6с. AP стойкость снижается со снижением прочности.
[0086] ФИГ.7а-7f представляют собой изображения плит толщиной 1 дюйм после баллистических испытаний на FSP. Показаны фотографии как с частичным (ФИГ.7а, 7с, 7е), так и с полным проникновением (ФИГ.7b, 7d, 7f). Используемое на них обозначение “TD” означает поперечное направление. Разрушение плит можно было в целом подразделить на три следующих режима:
[0087] Режим 1. Откалывание - проникновение с отделением. Плита давала отколы во время испытания на частичное проникновение, но в существенно меньшей степени (ФИГ.7а). Очевидно, что плита давала отколы при выходе из нее метательного снаряда во время испытания на полное проникновение (ФИГ.7b).
[0088] Режим 2. Откалывание - до проникновения. Как показано на ФИГ.7с, степень откалывания во время испытания на частичное проникновение в режиме 2 существенно больше, чем в режиме 1, что отмечает главное различие в характеристиках откалывания между данными двумя режимами. Заметное различие в откалывании плит с полным проникновением между режимом 1 и режимом 2 отсутствует.
[0089] Режим 3. Пробка без откалывания. Режим 3 характеризуется выбрасыванием пробки. Фиг.7а показывает образование пробки во время испытания на частичное проникновение. Пробка выбрасывалась во время испытания на полное проникновение.
[0090] В отношении откалывания определяли режим разрушения каждого экспериментального сплава (7085-UA0, -UA0,5, -UA1, -PS, -OA1, -OA1,5 и -ОА2) у 1-дюймовых плит и для режима 1, режима 2 и режима 3 обозначали соответственно цифрами «1», «2» и «3» на ФИГ.4. Недостаренные плиты (UA0, UA0,5 и UA1) демонстрируют тип разрушения по режиму 1, в то время как состаренные на максимальную прочность (PS) и перестаренные плиты (OA1 и OA1,5) претерпевают тип разрушения по режиму 2. Существенно перестаренные плиты ОА2 показывают тип разрушения по режиму 3, который также является режимом разрушения являющихся отправной точкой плит из АА 5083-Н131.
[0091] Анализ микроструктуры
[0092] ФИГ.8а-8b иллюстрируют вид сверху (ФИГ.8а) и вид в поперечном разрезе микроструктуры (ФИГ.8b) плиты из АА 5083-Н131, подвергнутой баллистическому испытанию на FSP. Наблюдается разрушение в виде пробки с указаниями на трещины Герца. Фиг.9 иллюстрирует одно предложение, относящееся к образованию трещин Герца. Удар метательного снаряда генерирует ударные волны сжатия, которые отражаются от задней поверхности и образуют ударные волны растяжения. Результатом взаимодействия таких волн являются сильный сдвиг и трещины Герца, что в конечном итоге приводит к разрушению в виде пробки. Такой режим разрушения в виде пробки является основным режимом разрушения, являющегося отправной точкой сплава АА 5083-Н131, подвергаемого баллистическому испытанию на FSP. Наблюдали также некоторые полосы сдвига и небольшие трещины, расходящиеся от основных трещин Герца (ФИГ.10а). Видно, что трещины распространяются вдоль полос крупных составляющих частиц (ФИГ.10b).
[0093] На ФИГ.11 показан поперечный разрез микроструктуры плиты из АА 7085-UA0, подвергнутой баллистическому испытанию на FSP. Трещины развиваются в направлении прокатки (RD), перпендикулярном нормальному направлению (ND), т.е. направлению движения метательного снаряда в плите. Трещины Герца не такие сильные, как в плите из АА 5083-Н131. АА 7085-UA1, в другом недостаренном состоянии, также демонстрирует развитие трещин в RD (ФИГ.11). Однако в плите из АА 7085-UA1 никаких трещин Герца не наблюдается, даже несмотря на наличие некоторых полос сдвига. На ФИГ.11с и 11d соответственно показаны микроструктуры плит из АА 7085-ОА1 и -ОА2. Как трещины вдоль RD, так и трещины Герца хорошо развиты в плите из АА 7085-OA1. Интересно, что трещины вдоль RD не развиваются в плите из АА 7085-OA2, в которой трещины Герца развивались очень похожим образом, как и в плите из АА 5083-Н131.
[0094] Как описано выше, ФИГ.4 иллюстрирует, что режим разрушения плит из АА 7085, подвергнутых баллистическому испытанию на FSP, изменяется с режима 1 (откалывание - проникновение с отделением) в недостаренных состояниях на режим 3 (пробка без откалывания) в перестаренных состояниях. Это согласуется с вышеприведенными результатами, показывающими, что микроструктура изменяется с трещин вдоль RD с очень ограниченным развитием трещин Герца в недостаренных плитах на почти исключительно трещины Герца в перестаренных состояниях.
[0095] У сплава АА7085-UA1 трещины, почти параллельные RD, как показано на ФИГ.11b, представляются распространяющимися вдоль границ зерен, почти параллельных RD (ФИГ.12а). На границе зерен видны тонкодисперсные выделения (ФИГ.12b). Подобные трещины также наблюдали в плитах как из АА7085-OA1 (ФИГ.13а), так и из АА7085-OA2 (ФИГ.13b). Данный вид трещин представляется не задействующим сильной деформации сдвига.
[0096] Другой вид трещин задействует сильную деформацию сдвига. Как показано на ФИГ.14а, полосы сильного сдвига взаимодействуют, создавая трещины. В данном случае трещины распространяются вдоль полос сдвига вместо зерен границ (ФИГ.14b). Эти фигуры иллюстрируют, что в местах нахождения трещин присутствует множество транскристаллитных полос сдвига. Данные полосы сдвига характеризуются как являющиеся параллельными по своему характеру под углом, составляющим приблизительно 45 градусов к RD плиты. Более того, полосы сдвига ассоциируются с небольшими выделениями (ФИГ.15а-15b). Ширина полосы сдвига составляет примерно 15-20 микрон (ФИГ.15а). Небольшие выделения видны равномерно распределенными внутри полосы сдвига (ФИГ.15b). На ФИГ.16а показана трещина, возникшая по причине деформации сдвига. Вокруг трещины (ФИГ.16b) могут быть обнаружены небольшие выделения. Фиг.17а-17b показывают, что в плите из АА7085-OA2 трещины сливаются. Можно видеть, что большая трещина, образуемая в результате слияния трещин, находится под углом примерно 45 градусов к RD (ФИГ.17а), даже не смотря на то, что каждая трещина при слиянии представляется следующей за границей зерен (ФИГ.17b).
[0097] ФИГ.18а-18b, 19а-19b и 20а-20b показывают ПЭМ-изображения границ зерен в плитах соответственно из АА 7085-UA1, -ОА1 и -ОА2. ПЭМ-изображения сделаны в местоположении Т/2 от плоскости LT-L изделия. ФИГ.18а, 19а и 20а представляют собой темнопольные ПЭМ-изображения (Z.A.=<110>). Для ФИГ.18а и 19а темнопольное изображение было снято при g=<111> от высокоугловой границы зерен. Для ФИГ.20а темнопольное изображение было снято при g=<022> от высокоугловой границы зерен. Как проиллюстрировано, размер и плотность выделений на границе зерен повышаются по мере протекания старения. Больше выделений было видно на границе зерен в состоянии ОА1 (ФИГ.19а-19b), чем в состоянии UA1 (ФИГ.18а-18b). Граница зерен почти покрыта выделениями в состоянии ОА2 (ФИГ.20а-20b). Исходя из условий съемки темнопольных изображений, фазы, наблюдаемые на границе зерен, согласуются с фазой М (MgZn2).
[0098] Эти результаты показывают, что старение способно влиять на баллистическую стойкость сплава АА 7085. Баллистическая стойкость к FSP в единицах V50 коррелируется со статусом старения: недостаренные плиты обычно превосходят перестаренные плиты по баллистической стойкости к FSP. Ни TYS, ни скорость деформационного упрочнения не могут объяснить такую тенденцию, что позволяет предположить, что ни TYS, ни скорость деформационного упрочнения по отдельности не является надежным показателем баллистической стойкости к FSP у плит из АА 7085.
[0099] Микроструктурный анализ показывает, что сплав АА 7085 реагирует на баллистическое испытание FSP по-разному в зависимости от состояния старения. Выделение вторичных фаз на границе зерна представляется коррелирующим с такими различными реакциями. В случае недостаренных плит граница зерен содержит очень мало выделений, что способствует сохранению высокого уровня прочности границы зерен. И, напротив, граница зерен перестаренных плит характеризуется интенсивными выделениями, что снижает уровень прочности границы зерен. Высокая прочность границы зерен недостаренных плит может объяснить высокую стойкость к слиянию трещин в ND из-за деформации сдвига. В результате, в случае недостаренных плит энергия удара может быть поглощена и израсходована на распространение трещин в RD. Перестаренные плиты склонны к слияния трещин в ND при деформации сдвига из-за низкой прочности границы зерен. Слабость границы зерен может быть ответственной, по меньшей мере отчасти, за откалывание, происходящее до проникновения, и разрушения в виде пробок у перестаренных плит. Кроме того, адиабатическое тепло, выделяющееся в полосах сдвига, представляется приводящим к образованию небольших выделений внутри полос сдвига.
[00100] Пример 2 - Испытание сплава серии 2ХХХ+Li (АА2099)
[00101] Сплав АА2099 подготавливают к старению аналогично проиллюстрированному на ФИГ.2, в виде 1-дюймовой плиты. Первый образец из АА2099 старят до максимальной прочности в состоянии поставки Т8, имеющем предел текучести при растяжении (L) примерно 71,8 ksi. Второй образец из АА2099 получают в состоянии поставки Т8, но недостаривают, получая предел текучести при растяжении (L) примерно 64,9 ksi. Оба образца подвергают испытанию на стойкость к FSP в соответствии с MIL-STD-662F(1997), используя пули калибром 0,50 дюйма. Второй, недостаренный алюминиевый сплав реализует лучшие характеристики FSP, чем состаренный на максимальную прочность образец. Второй, недостаренный алюминиевый сплав реализует величину V50 FSP, составляющую примерно 3000 футов в секунду, в то время как первый, состаренный на максимальную прочность образец реализует величину V50 FSP, составляющую примерно 2950 футов в секунду.
[00102] Пример 3 - Испытание сплава серии 2ХХХ+Li+Ag
[00103] Второй сплав, подобный сплаву АА2099, но содержащий примерно 0,5 мас.% серебра (называемый в данном примере Al-Li-Ag сплавом), подготавливают к старению аналогично проиллюстрированному на ФИГ.2, в виде 1-дюймовой плиты. Первый образец из Al-Li-Ag сплава старят до максимальной прочности в состоянии поставки Т8, имеющем предел текучести при растяжении (L) примерно 83,6 ksi. Второй образец из Al-Li-Ag сплава получают в состоянии поставки Т8, но недостаривают, получая предел текучести при растяжении (L) примерно 75,9 ksi. Оба образца подвергают испытанию на стойкость к FSP в соответствии с MIL-STD-662F(1997), используя пули диаметром 20 мм. Второй, недостаренный алюминиевый сплав реализует лучшие характеристики FSP, чем состаренный на максимальную прочность образец. Второй, недостаренный образец реализует величину V50 стойкости к FSP, составляющую примерно 1638 футов в секунду, в то время как первый, состаренный на максимальную прочность образец реализует величину V50 стойкости к FSP, составляющую примерно 1535 футов в секунду. Проводят также испытания на стойкость к FSP пулями 50 калибра. И вновь второй, недостаренный алюминиевый сплав реализует лучшие характеристики FSP, чем состаренный на максимальную прочность образец. Второй, недостаренный образец реализует величину V50 стойкости к FSP (50 кал.), составляющую примерно 3740 футов в секунду, в то время как первый, состаренный на максимальную прочность образец реализует величину V50 стойкости к FSP, составляющую примерно 3550 футов в секунду. Оба образца также подвергают испытанию на AP стойкость. Первый, состаренный на максимальную прочность образец реализует величину V50 AP стойкости, составляющую примерно 2353 фута в секунду, а второй, недостаренный образец реализует величину V50 AP стойкости, составляющую примерно 2305 футов в секунду. Увеличение стойкости к FSP составляет примерно 6,3% и примерно 5,1% соответственно для пуль диаметром 20 мм и 50 калибра. Снижение AP стойкости составляет примерно 2,1%, что намного меньше увеличения стойкости к FSP. Стойкость к FSP для пуль диаметром 20 мм увеличивалась с примерно 3-кратной скоростью снижения AP стойкости. Иными словами, снижение AP стойкости составляет 33,3% от увеличения стойкости к FSP относительно 20-мм FSP. Стойкость к FSP для пуль 50 калибра увеличивалась с примерно 2,4-кратной скоростью снижения AP стойкости. Иными словами, снижение AP стойкости составляет примерно 41,2% от увеличения стойкости к FSP относительно FSP 50 калибра.
Изобретение относится к алюминиевым сплавам, применяемым по военному назначению, в частности к способам старения алюминиевых сплавов для достижения улучшенных баллистических характеристик. Способ включает выбор критерия по меньшей мере одной баллистической характеристики, подготовку изделия к старению, определение степени недостаривания термически упрочняемого алюминиевого сплава по кривой старения в зависимости от выбранного критерия, проведение старения с заданной степенью недостаривания. Способ позволяет получить изделия из алюминиевых сплавов с высокими баллистическими характеристиками. 2 н. и 18 з.п. ф-лы, 20 ил., 3 пр.
1. Способ получения баллистического изделия из термически упрочняемого алюминиевого сплава, содержащий:
выбор критерия по меньшей мере одной баллистической характеристики;
подготовку изделия из алюминиевого сплава к старению;
определение степени недостаривания изделия из термически упрочняемого алюминиевого сплава по кривой старения в зависимости от выбранного критерия; и
проведение старения с заданной степенью недостаривания, достаточной для достижения выбранного критерия.
2. Способ по п.1, при котором критерием баллистических характеристик является критерий противоосколочной стойкости при обстреле осколочными имитаторами (FSP), при этом старение осуществляют со степенью недостаривания, достаточной для получения изделия из алюминиевого сплава с прочностью на по меньшей мере 1% ниже максимальной прочности при старении.
3. Способ по п.2, в котором критерием стойкости к FSP является скорость, при которой существует 50% вероятность полного проникновения метательного снаряда (V50), при этом старение осуществляют со степенью недостаривания, достаточной для получения минимального значения V50 на по меньшей мере 1% выше, чем минимальный уровень характеристики V50 алюминиевого сплава, состаренного на максимальную прочность.
4. Способ по п.2, в котором критерий баллистических характеристик включает критерий противоснарядной стойкости (AP).
5. Способ по п.4, в котором старение осуществляют со степенью недостаривания, достаточной для получения стойкости к FSP на по меньшей мере 1% выше, чем у состаренного на максимальную прочность изделия из алюминиевого сплава, и AP стойкости по меньшей мере такой же, как у состаренного на максимальную прочность.
6. Способ по п.2, при котором старение проводят со степенью недостаривания, достаточной для получения изделия из алюминиевого сплава с прочностью на по меньшей мере 5% ниже, чем у состаренного на максимальную прочность.
7. Способ по п.2, при котором старение проводят со степенью недостаривания, достаточной для получения изделия из алюминиевого сплава с прочностью на по меньшей мере 10% ниже, чем у состаренного на максимальную прочность.
8. Способ по п.2, при котором старение проводят со степенью недостаривания, достаточной для получения изделия из алюминиевого сплава с прочностью на по меньшей мере 25% ниже, чем у состаренного на максимальную прочность сплава.
9. Способ по п.7, в котором проводят естественное старение.
10. Способ по п.7, в котором проводят искусственное старение.
11. Способ по п.1, в котором изделие получают из алюминиевого сплава серии 2ХХХ или 7ХХХ.
12. Способ по п.11, в котором изделие получают из алюминиевого сплава серии 2ХХХ.
13. Способ по п.12, в котором алюминиевый сплав содержит вплоть до 2,6 мас.% Li и вплоть до 1,0 мас.% Ag.
14. Способ по п.13, в котором проводят по меньшей мере одно из естественного старения и искусственного старения.
15. Способ по п.11, в котором изделие получают из алюминиевого сплава серии 7ХХХ.
16. Способ по п.15, в котором проводят по меньшей мере одно из естественного старения и искусственного старения.
17. Баллистическое изделие, выполненное из термически упрочняемого алюминиевого сплава, полученное способом по п.1 и имеющее в недостаренном состоянии противоосколочную стойкость при обстреле осколочными имитаторами (FSP) на по меньшей мере 1% выше, чем у состаренного на максимальную прочность изделия из алюминиевого сплава.
18. Баллистическое изделие по п.17, в котором стойкость к FSP на по меньшей мере 3% выше, чем у состаренного на максимальную прочность изделия из алюминиевого сплава.
19. Баллистическое изделие по п.17, в котором стойкость к FSP на по меньшей мере 5% выше, чем у состаренного на максимальную прочность изделия из алюминиевого сплава.
20. Баллистическое изделие по п.17, в котором стойкость к FSP на по меньшей мере 7% выше, чем у состаренного на максимальную прочность изделия из алюминиевого сплава.
| БРОНЕВОЙ ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ СПЛАВ | 2006 |
|
RU2312915C2 |
| БРОНЕКОРПУСНОЙ ДЕФОРМИРУЕМЫЙ АЛЮМИНИЕВЫЙ СПЛАВ | 2006 |
|
RU2312914C2 |
| US 3649227 A1, 14.03.1972 | |||
| US 4469537 A1, 04.09.1984 | |||
| JP 11106858 A, 20.04.1999 | |||

