Область техники, к которой относится изобретение
Изобретение относится к резцу, к скважинному инструменту, применяемому в подземном бурении, и способу формирования паза резца, а конкретнее, к фиксированным резцам, а также к индексным скважинным инструментам с конфигурацией, предназначенной для установки индексных резцов.
Уровень техники
Буровые долота широко используются для бурения скважин в толщах пород. Одним из типов бурового долота является буровое долото с фиксированными резцами, которое обычно включает несколько резцов. Резцы имеют форму диска, или в некоторых случаях, более удлиненную цилиндрическую форму. Поверхность резки, имеющая прочный материал, например сцепленные частицы поликристаллического алмаза, формирующие плоскогранный алмаз, может размещаться в основном на кольцеобразной торцевой поверхности подложки каждого резца. Обычно поликристаллические алмазные долота ("долото PDC") производятся отдельно от корпуса долота и крепятся в пазе резца, сформированном в корпусе долота. Связывающий материал, такой как адгезив или твердый припой, можно использовать для крепления резца к корпусу долота. Зона соединения между плоскогранным алмазом и подложкой обычно определяется как неплоское соединение («НПС»), для которого может потребоваться определенная ориентация. Данная определенная ориентация обычно достигается с помощью метки непосредственно на подложке. На сегодняшний день сборщик визуально ориентирует резец в устройство резки в соответствии с метками на подложке. Данный способ не обеспечивает точность и не гарантирует правильность ориентации резца. Например, для некоторых резцов, имеющих неплоскую переднюю грань плоскогранного алмаза, нецилиндрическую переднюю грань плоскогранного алмаза или специфическую геометрию для эффективной резки толщи пород, требуется точная ориентация.
В данной области техники существует потребность в улучшенном способе надлежащей ориентации резцов в пазах, сформированных в скважинных инструментах, таких как буровое долото. Еще одной потребностью в данной области техники являются индексные резцы, которые обеспечивают более точную ориентацию резца в пазе резца. Более того, существует потребность в скважинных инструментах, имеющих пазы индексного резца, которые могут вмещать индексные резцы.
Краткое описание чертежей
Изложенные выше и другие признаки изобретения могут быть более понятны со ссылкой на чертежи, в которых показано:
фиг.1 - вид в перспективе бурового долота с фиксированными резцами в соответствии с примером осуществления изобретения;
фиг.2А - вид в перспективе индексного резца в соответствии с примером осуществления изобретения;
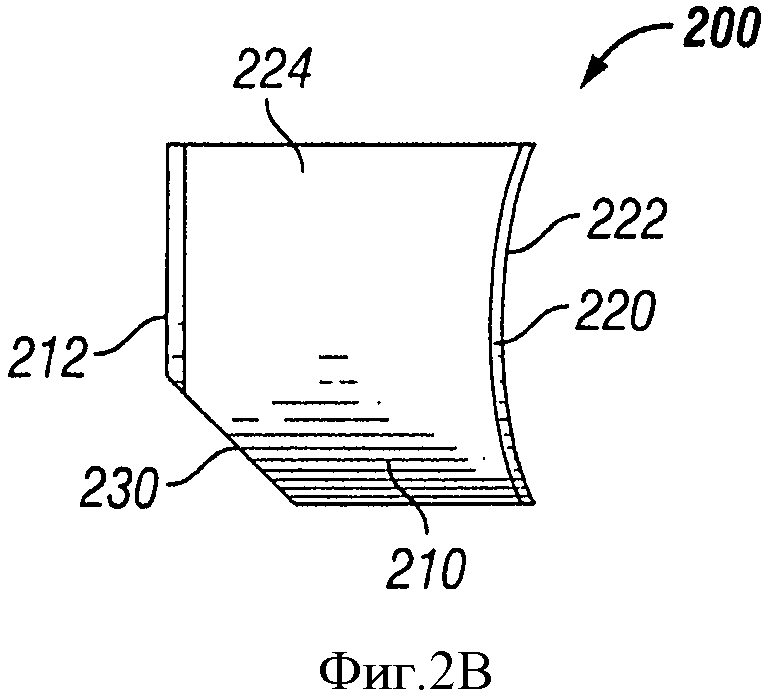
фиг.2В - вид сбоку индексного резца фиг.2А в соответствии с примером осуществления изобретения;
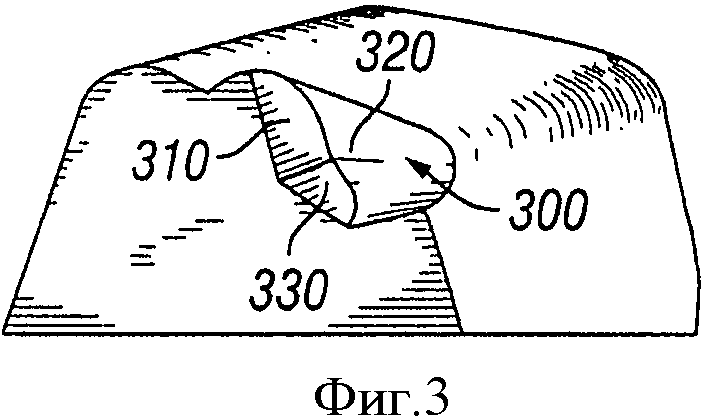
фиг.3 - вид в разрезе паза индексного резца, который может вмещать индексный резец фиг.2А в соответствии с примером осуществления изобретения;
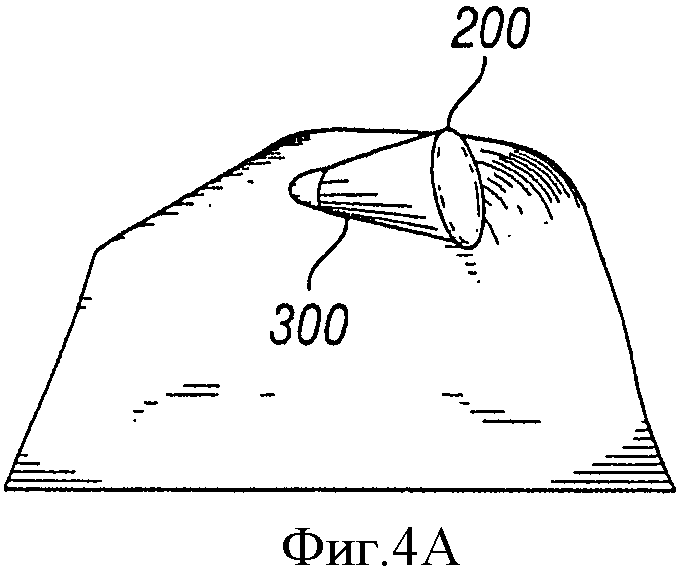
фиг.4А - вид в перспективе индексного резца фиг.2А, соединенного с пазом индексного резца фиг.3 в соответствии с примером осуществления изобретения;
фиг.4В - вид в разрезе индексного резца фиг.2А, соединенного с пазом индексного резца фиг.3 в соответствии с примером осуществления изобретения;
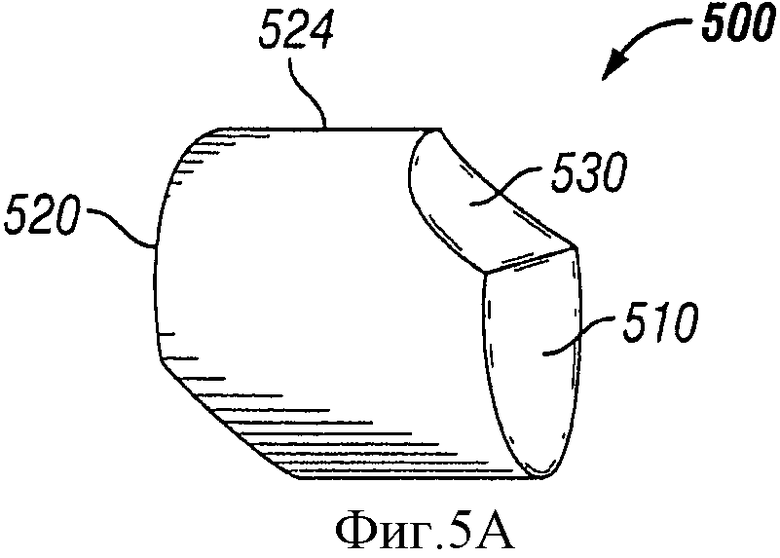
фиг.5А - вид в перспективе индексного цилиндра кернов, используемого для формирования паза индексного резца фиг.3 в соответствии с примером осуществления изобретения;
фиг.5В - вид в перспективе формы паза индексного резца, используемой для формирования паза индексного резца фиг.3 в соответствии с примером осуществления изобретения;
фиг.5С - вид в разрезе индексного цилиндра кернов фиг.5А, соединенного с формой паза индексного резца фиг.5В в соответствии с примером осуществления изобретения;
фиг.6 - вид в перспективе индексного резца в соответствии с другим примером осуществления изобретения; и
фиг.7 - вид в перспективе паза индексного резца, способного вмещать индексный резец фиг.6 в соответствии с примером осуществления изобретения.
На чертежах иллюстрируются только примеры осуществления изобретения, и поэтому они не могут рассматриваться как ограничивающие объем данного изобретения, так как данное изобретение может предусматривать и другие в равной степени эффективные примеры осуществления.
Раскрытие изобретения
Настоящее изобретение связано со скважинным инструментом, применяемым в подземном бурении, а именно с индексными резцами, а также с индексными скважинными инструментами, сформированными для крепления в них индексных резцов. Несмотря на то, что примеры осуществления изобретения далее описываются с применением долота с фиксированными резцами, альтернативные примеры осуществления изобретения могут применяться к другим типам скважинных инструментов, имеющих один или более резцов, включая без ограничения, буровые долота PDC, колонковые долота, эксцентричные долота, долота со смещенным центром, раздвижные буровые расширители, расширители, разбуриватели.
Изобретение касается способа формирования одного или более пазов индексного резца в скважинном инструменте. Изобретение также включает использование паза резца требуемой формы, которая комплементарна форме соединительной поверхности резца. Изобретение позволяет устанавливать ориентацию одного или более резцов в пазе резца бурового долота с точностью, равной технологическим допускам, используемым для изготовления обеих частей.
На фиг.1 показан вид в перспективе бурового долота с фиксированными резцами 100 в соответствии с примером осуществления изобретения. Буровое долото с фиксированными резцами 100 или буровое долото содержит корпус долота 110, имеющий резьбовое соединение на одном конце 120, и одну или более лопастей 130, продолжающихся от другого конца корпуса долота 110. Лопасти 130 образуют режущий участок бурового долота 100. Данные лопасти 130 соединены с корпусом долота 110, или альтернативно лопасти 130 образуют единое целое с корпусом долота 110. Один или более резцов 140 соединяются с каждой лопастью 130 и выдвигаются из лопастей 130 для прорубания толщи пород при вращении бурового долота 100 в процессе бурения. Каждый резец 140 вставлен в паз резца (не показан) и деформирует породу соскабливанием и разрезанием.
Резьбовое соединение показано размещенным на наружной поверхности одного конца 120. Такое расположение предполагает, что буровое долото 100 соединяется с резьбовым соединением, расположенным на внутренней поверхности бурильной колонны (не показана). Однако резьбовое соединение может альтернативно размещаться на внутренней поверхности одного конца 120, если резьбовое соединение бурильной колонны (не показано) находится на наружной поверхности без отклонения от объема и сущности осуществления изобретения. Несмотря на то, что описывается один тип соединения, специалистам в данной области техники известны и другие типы соединений, которые можно использовать без отклонения от объема и сущности иллюстрируемого изобретения.
На фиг.2А показан вид в перспективе индексного резца 200 в соответствии с примером осуществления изобретения. На фиг.2В показан вид сбоку индексного резца 200 фиг.2А в соответствии с примером осуществления изобретения. Один или более резцов 140 (фиг.1) представляют собой индексные резцы 200, имеющие конфигурацию для соединения и самопозиционирования в буровом долоте 100 (фиг.1). Ссылаясь на фигуры 2А и 2В, индкесный резец 200 включает подложку 210 и износостойкий слой 220, соединенный с подложкой 210. Износостойкий слой 220 соединяется с подложкой 210 способами, известными специалистам в данной области техники. Как показано в данном примере осуществления изобретения, индексный резец 200 включает режущую поверхность 222, соединительную поверхность 212, и продольную боковую поверхность 224, образующую кольцевой периметр индексного резца 200 и продолжающуюся от режущей поверхности 222 до соединительной поверхности 212. Кроме того, индексный резец 200 показан, как имеющий в основном кольцеобразную цилиндрическую форму. Несмотря на то, что индексный резец 200 показан как имеющий в основном кольцеобразную цилиндрическую форму, индексный резец 200 может иметь любую другую геометрическую форму без отклонения от объема и сущности примера осуществления изобретения.
Подложка 210 изготавливается из композитного материала, состав которого обычно формируется из комбинации металлического материала, такого как карбид вольфрама, и связующего материала, такого как кобальт. Металлический и связующий материалы запрессовываются вместе, в результате связующий материал расплавляется и связывает зерна металлического материала вместе. Связующий материал однородно распределяется по всей подложке 210. В одном примере осуществления изобретения обработка, которая может быть высокоэнергетической обработкой, применяется к подложке 210, чтобы сконцентрировать связующий материал в соответствии с требуемым распределением. Несмотря на то, что карбид вольфрама можно использовать в качестве металлического материала, специалисты в данной области техники могут использовать другие материалы в качестве металлического материала без отклонения от объема и сущности осуществления изобретения. Несмотря на то, что кобальт можно использовать в качестве связующего материала, другие материалы, включая без ограничения никель, сплавы железа и/или комбинации вышеуказанных материалов можно использовать в качестве связующего материала без отклонения от объема и сущности осуществления изобретения. Был описан один способ формирования подложки 210, но можно использовать альтернативные способы формирования подложки 210 без отклонения от объема и сущности осуществления изобретения.
Износостойкий слой 220 имеет вогнутую форму и производится из прочных резцов, таких как натуральные или искусственные алмазы. Индексные резцы 200, изготавливаемые из искусственных алмазов, в основном известны как резцы из поликристаллического алмазного композита (PDC). Другие материалы, включая кубический нитрид бора (CBN), термостойкий поликристаллический синтетический алмаз (TSP) можно использовать для износостойкого слоя 220. Несмотря на то, что износостойкий слой 220 имеет вогнутую поверхность в данном примере осуществления изобретения, в альтернативных примерах осуществления изобретения могут иметься износостойкие слои 220, имеющие неплоскую поверхность, нецилиндрическую поверхность, плоскую поверхность или выпуклую поверхность.
В данном примере осуществления изобретения индекс 230 резца сформирован на индексном резце 200 и образован, по меньшей мере, скосом участка соединительной поверхности 212 и, по меньшей мере, участка продольной боковой поверхности 224, смежного со скошенным участком соединительной поверхности 212. В соответствии с данным примером осуществления изобретения участок соединительной поверхности 212 и участок продольной боковой поверхности 224 скошены и образуют тем самым форму индекса 230 резца в виде углового среза. В результате соединительная поверхность 212 индексного резца 200 не является в значительной степени плоской. Кроме того, по меньшей мере, участок продольной боковой поверхности 224 индексного резца 200 не образует в основном однородный периметр.
Несмотря на то, что индекс 230 резца сформирован как угловой срез, продолжающийся от участка соединительной поверхности 212 к участку продольной боковой поверхности 224, можно формировать другие типы индексов 230 резца, продолжающиеся от участка соединительной поверхности 212 к участку продольной боковой поверхности 224, включая без ограничения канавки, выемки и другие геометрические формы. Несмотря на то, что один индекс 230 сформирован на резце 200, можно формировать более одного индекса 230, по меньшей мере, на участке соединительной поверхности 212 индексного резца 200 без отклонения от объема и сущности примера осуществления изобретения. Кроме того, в примерах осуществления изобретения, где имеется более одного индекса 230, индексы 230 резцов могут быть равномерно разнесены так, что они при необходимости могут вращаться и при этом использовать индексирующую функцию. Альтернативно в других примерах осуществления изобретения индексы 230 резцов могут быть разнесены произвольным образом. Данный пример осуществления изобретения включает индекс 230, формируемый скосом, по меньшей мере, участка соединительной поверхности 212, и, по меньшей мере, участка продольной боковой поверхности 224, в альтернативных примерах осуществления изобретения может иметься индекс 230 резца, формируемый скосом только соединительной поверхности 212, как показано на фиг.6.
Когда индексные резцы 200 деформируют породу, износостойкий слой 220 индексных резцов 200 тоже постепенно изнашивается. В некоторых примерах осуществления изобретения, где имеется более одного индекса 230, сформированного на индексном резце, каждый индексный резец 200 может открепляться, вращаться и закрепляться для вывода в работу неизношенного участка износостойкого слоя 220 для обеспечения непрерывности бурения, как только износ износостойкого слоя 220 индексных резцов 200 превысит допустимые уровни. Данные индексы 230 позволяют крепить индексные резцы 200 к буровому долоту 100 (фиг.1) точно, не основываясь только на визуальном осмотре.
На фиг.3 показан вид в разрезе паза 300 индексного резца, который может вмещать индексный резец 200 фиг.2А в соответствии с примером осуществления изобретения. Один или более пазов 300 индексного резца сформированы в буровом долоте 100 (фиг.1) и имеют конфигурацию для вмещения индексного резца 200 (фиг.2А). Ссылаясь на фигуры 2А, 2В и 3, индекс 330 паза резца формируется в пазе 300 индексного резца и имеет форму, соответствующую и комплементарную форме индекса 230 резца 200.
Как показано в данном примере осуществления изобретения, паз 300 индексного резца включает соединительную поверхность 310, продольную боковую соединительную поверхность 320, образующую кольцеобразный периметр паза 300 индексного резца и продолжающуюся от соединительной поверхности 310, и индекс 330 паза резца. В данном примере осуществления изобретения индексе 330 паза резца сформирован в пазе 300 индексного резца, и образован, по меньшей мере, скосом участка соединительной поверхности 310 и, по меньшей мере, участка продольной боковой соединительной поверхности 320, смежной со скосом соединительной поверхности 310. В соответствии с данным примером осуществления изобретения, форма индекса 330 паза резца представляет собой угловой срез. Таким образом, соединительная поверхность 310 паза 300 индексного резца в целом не плоская. Кроме того, по меньшей мере, участок продольной боковой соединительной поверхности 320 паза 300 индексного резца в целом не образует однородный периметр.
Индекс 330 паза резца сформирован, как угловой срез, продолжающийся от участка соединительной поверхности 310 до участка продольной боковой соединительной поверхности 320, а также можно формировать другие типы индексов 330 пазов резцов, продолжающиеся от участка соединительной поверхности 310 до участка продольной боковой соединительной поверхности 320, включая без ограничения, канавки, выемки и другие геометрические формы. Несмотря на то, что один индекс 330 паза резца сформирован в пазе 300 индексного резца, а также можно сформировать более одного индекса 330 паза резца, по меньшей мере, на участке соединительной поверхности 310 в пазе 300 индексного резца без отклонения от объема и сущности осуществления изобретения. Кроме того, индексы 330 паза резца могут быть равномерно разнесены так, что при необходимости индексный резец 200 может вращаться и одновременно выполнять индексирующую функцию, имеющуюся на резце 200 и пазе 300 индексного резца. Альтернативно, в других примерах осуществления изобретения индексы 330 паза резца могут быть разнесены произвольным образом. Данный пример осуществления изобретения включает индекс 330 паза резца, формируемый скосом, по меньшей мере, участка соединительной поверхности 310, и, по меньшей мере, участка продольной боковой соединительной поверхности 320, в альтернативных примерах осуществления изобретения индекс 330 паза резца может формироваться скосом только соединительной поверхности 310 без отклонения от объема и сущности осуществления изобретения.
На фиг.4А показан вид в перспективе индексного резца 200 фиг.2А, соединенного с пазом 300 индексного резца фиг.3 в соответствии с примером осуществления изобретения. На фиг.4В показан вид в разрезе индексного резца 200 фиг.2А, соединенного с пазом 300 индексного резца фиг.3 в соответствии с примером осуществления изобретения. Ссылаясь на фигуры 4А и 4В, индексный резец 200 вставляется в паз 300 индексного резца. Связывающий материал, такой как адгезив или твердый припой, можно использовать для крепления индексного резца 200 в пазе 300 индексного резца. Однако можно использовать альтернативные способы крепления индексного резца 200 к пазу индексного резца, известные специалистам в данной области техники, без отклонения от объема и сущности осуществления изобретения.
В примере осуществления изобретения, в котором имеется один индекс 230 на резце 200 и один индекс 330 в пазе 300, индексный резец 200 вставляется в паз 300 в одной ориентации и не адаптирован для вращения в альтернативное положение.
Однако в некоторых других примерах осуществления изобретения имеется более одного индекса 230 на резце 200 и соответствующее количество комплементарной формы индексов 330 в пазе 300, что позволяет резцу 200 точно поворачиваться в альтернативную ориентацию в пазе 300. Например, при наличии трех индексов 230 на резце 200 и трех индексов 330 в пазе 300 индексный резец 200 можно фиксировать в пазе 300 в трех разных точных ориентациях. Данные ориентации задаются и фиксируются в соответствии с местоположением индексов 230 на резце 200 и местоположением индексов 330 в пазе 300.
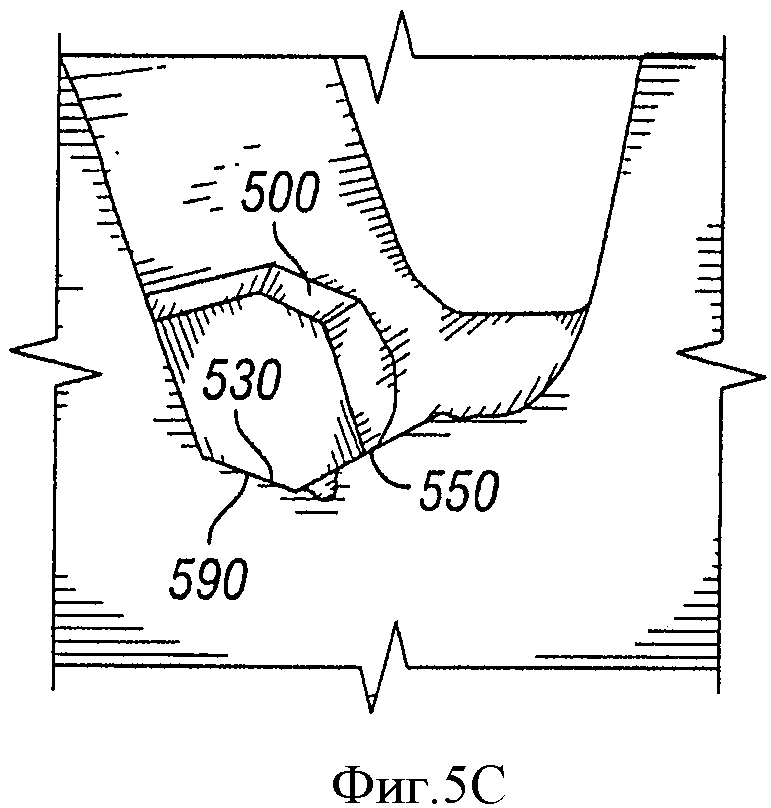
На фиг.5А показан вид в перспективе индексного цилиндра кернов 500, используемый для формирования паза 300 индексного резца фиг.3 в соответствии с примером осуществления изобретения. На фиг.5В показан вид в перспективе формы 550 паза индексного резца, используемой для формирования паза 300 индексного резца фиг.3 в соответствии с примером осуществления изобретения. На фиг.5С показан вид в разрезе индексного цилиндра кернов 500 фиг.5А, соединенный с формой 550 паза индексного резца фиг.5В в соответствии с примером осуществления изобретения.
Ссылаясь на фиг.5А, индексный цилиндр кернов 500 включает первую поперечную поверхность 510, вторую поперечную поверхность 520 и продольную боковую поверхность 524, образующую кольцеобразный периметр индексного цилиндра кернов 500 и продолжающуюся от первой поперечной поверхности 510 ко второй поперечной поверхности 520. В данном примере осуществления изобретения, индекс 530 сформирован на индексном цилиндре кернов 500 и образуется, по меньшей мере, скосом участка первой поперечной поверхности 510 и, по меньшей мере, участка продольной боковой поверхности 524, смежным с участком скоса первой поперечной поверхности 510. В соответствии с данным примером осуществления изобретения участок первой поперечной поверхности 510 и участок продольной боковой поверхности 524 имеют скосы, делая тем самым форму индекса 530 угловым срезом. Таким образом, первая поперечная поверхность 510 индексного цилиндра кернов 500 не является в целом плоской. Кроме того, по меньшей мере, участок продольной боковой поверхности 524 индексного цилиндра кернов 500 в целом не образует однородный периметр.
Несмотря на то, что индекс 530 цилиндра кернов сформирован как угловой срез, продолжающийся от участка первой поперечной поверхности 510 до участка продольной боковой поверхности 524, можно формировать другие типы индексов 530, включая без ограничения, канавки, выемки и другие геометрические формы. Несмотря на то, что на индексном цилиндре кернов 500 сформирован один индекс 530, более одного индекса 530 можно формировать, по меньшей мере, на участке первой поперечной поверхности 510 индексного цилиндра кернов 500 без отклонения от объема и сущности осуществления изобретения. Кроме того, индексы 530 могут быть равномерно разнесены так, что при необходимости они могут вращаться и одновременно выполнять индексирующую функцию. Альтернативно, в других примерах осуществления изобретения, индексы 530 могут быть разнесены произвольным образом. Несмотря на то, что данный пример осуществления изобретения включает индекс 530 цилиндра кернов, формируемый скосом, по меньшей мере, участка первой поперечной поверхности 510 и, по меньшей мере, участка продольной боковой поверхности 524, в альтернативных примерах осуществления изобретения может иметься индекс 530 цилиндра кернов, формируемый скосом только первой поперечной поверхности 510 без отклонения от объема и сущности осуществления изобретения.
Ссылаясь на фиг.5В, форма 550 паза индексного резца используется для формирования паза 300 индексного резца (фиг.3). Как показано в данном примере осуществления изобретения, форма 550 паза индексного резца включает профиль 560 индексного цилиндра кернов с конфигурацией для вмещения индексного цилиндра кернов 500 (фиг.5А). Профиль 560 индексного цилиндра кернов включает первую поперечную поверхность 570, продольную боковую поверхность 580, продолжающуюся от первой поперечной поверхности 570, и индекс 590 формы паза. В данном примере осуществления изобретения индекс 590 формы паза сформирован скосом, по меньшей мере, участка первой поперечной поверхности 570 и, по меньшей мере, участка продольной боковой поверхности 580, смежного со скошенным участком первой поперечной поверхности 570. В соответствии с данным примером осуществления изобретения, индекс 590 формы паза имеет форму углового среза. Таким образом, первая поперечная поверхность 570 профиля 560 индексного цилиндра кернов в целом не является плоской. Кроме того, по меньшей мере, участок продольной боковой поверхности 580 профиля 560 индексного цилиндра кернов в целом не образует однородный периметр.
Несмотря на то, что индекс 590 формы паза имеет форму углового среза, продолжающегося от участка первой поперечной поверхности 570 к участку продольной боковой поверхности 580, можно формировать другие типы индекса 590, включая без ограничения, канавки, выемки и другие геометрические формы. Несмотря на то, что в профиле 560 индексного цилиндра кернов сформирован один индекс 590, допускается формирование более одного индекса 590 формы паза, по меньшей мере, на участке первой поперечной поверхности 570 в профиле 560 индексного цилиндра кернов без отклонения от объема и сущности осуществления изобретения. Кроме того, индексы 590 формы паза могут быть равномерно разнесены так, что после формирования паза 300 индексного резца (фиг.3) индексный резец 200 (фиг.2А) может при необходимости вращаться и одновременно использовать индексирующую функцию, имеющуюся на резце 200 (фиг.2А) и формирующемся пазе 300 индексного резца (фиг.3). Альтернативно, в других примерах осуществления изобретения индексы 590 формы паза могут быть разнесены произвольным образом. Несмотря на то, что данный пример осуществления изобретения включает индекс 590 формы паза, формируемый скосом, по меньшей мере, участка первой поперечной поверхности 570 и, по меньшей мере, участка продольной боковой поверхности 580, в альтернативных примерах осуществления изобретения индекс 590 формы паза может формироваться скосом только первой поперечной поверхности 470 без отклонения от объема и сущности осуществления изобретения.
Ссылаясь на фиг.5С, индексный цилиндр кернов 500 вставляется в форму 550 паза индексного резца. В примере осуществления изобретения с одним индексом 530 на индексном цилиндре кернов 500 и одним индексом 590 в форме 550 паза индексного резца, индексный цилиндр кернов 500 вставляется в форму 550 паза индексного резца в одной ориентации и имеет конфигурацию для формирования паза 300 индексного резца (фиг.3), который может вмещать индексный резец 200 (фиг.2А) в одной точной ориентации, т.е. без вращения. Однако в других примерах осуществления изобретения имеется более одного индекса 530 на цилиндре кернов 500 и соответствующее количество индексов 590 комплементарной формы в форме 550 паза индексного резца, что позволяет формировать паз 300 индексного резца (фиг.3), который может вмещать индексный резец 200 (фиг.2А) в точно фиксированных альтернативных ориентациях в пазе 300 (фиг.3). Например, если имеется три индекса 530 на индексном цилиндре кернов 500 и три индекса 590 в форме 550 паза индексного резца, то результирующий паз 300 индексного резца (фиг.3) позволяет прикреплять индексный резец 200 соответствующей формы (фиг.2А) в пазе 300 (фиг.3) в трех разных точных ориентациях, которые способны вращаться. Данные ориентации заданы и фиксированы в соответствии с местоположением индекса 530 на индексном цилиндре кернов 500 и местоположением индекса 590 формы паза в форме 550 паза индексного резца, что имеет своим результатом создание паза 300 индексного резца (фиг.3).
После вставки индексного цилиндра кернов 500 в форму 550 паза индексного резца, соответсвующий материал вливается в форму для формирования пазов 300 индексного резца (фиг.3) в буровом долоте 100 (фиг.1). Допускается упрочнение подходящего материала. После упрочнения материала форма 550 удаляется. Несмотря на то, что описывается один способ применения формы для формирования пазов 300 индексного резца (фиг.3), специалистам в данной области техники известны альтернативные способы, которые можно использовать для формирования пазов 300 индексных резцов (фиг.3) в буровом долоте 100 (фиг.1) без отклонения от объема и сущности осуществления изобретения.
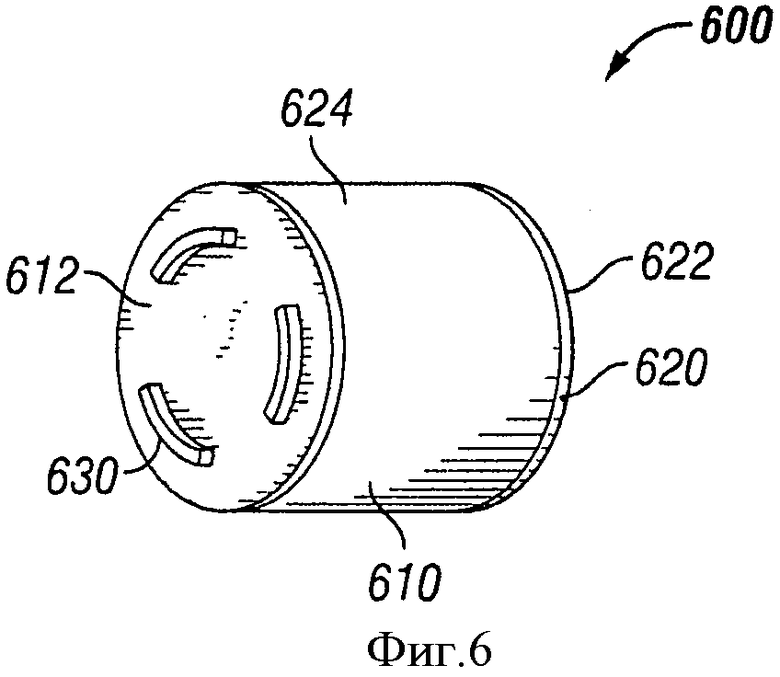
На фиг.6 показан вид в перспективе индексного резца 600 в соответствии с другим примером осуществления изобретения. Ссылаясь на фиг.6, индексный резец 600 включает подложку 610 и износостойкий слой 620, соединенный с подложкой 610. Износостойкий слой 620 соединяется с подложкой 610 способами, известными специалистам в данной области техники. Как показано в данном примере осуществления изобретения, индексный резец 600 включает режущую поверхность 622, соединительную поверхность 612 и продольную боковую поверхность 624, образующую кольцеобразный периметр индексного резца 600 и продолжающуюся от режущей поверхности 622 к соединительной поверхности 612. Кроме того, индексный резец 600 иллюстрирован как имеющий в значительной степени кольцеобразную цилиндрическую форму. Несмотря на то, что индексный резец 600 показан как имеющий в значительной степени кольцеобразную цилиндрическую форму, резец 600 можно сделать другой геометрической формы без отклонения от объема и сущности осуществления изобретения.
Подложка 610 изготавливается из композитного материала, состав которого обычно формируется из металлического материала, такого как карбид вольфрама, и связующего материала, такого как кобальт. Металлический и связующий материалы запрессовываются вместе, в результате связующий материал расплавляется и связывает зерна металлического материала вместе. Связующий материал однородно распределяется по подложке 610. В одном примере осуществления изобретения обработка, которая может быть высокоэнергетической обработкой, применяется к подложке 610, чтобы сконцентрировать связующий материал в соответствии с требуемым распределением. Несмотря на то, что карбид вольфрама можно использовать в качестве металлического материала, специалисты в данной области техники знают, что можно использовать другие материалы в качестве металлического материала без отклонения от объема и сущности осуществления изобретения. Несмотря на то, что кобальт можно использовать в качестве связующего материала, другие материалы, включая без ограничения никель, сплавы железа и/или комбинации вышеуказанных материалов можно использовать без отклонения от объема и сущности осуществления изобретения. Несмотря на то, что был описан один способ формирования подложки 610, можно использовать альтернативные способы формирования подложки 610 без отклонения от объема и сущности осуществления изобретения.
Износостойкий слой 620 производится из прочных резцов, таких как натуральные или искусственные алмазы. Индексные резцы 600, изготавливаемые из искусственных алмазов, в основном известны как PDC. Другие материалы, включая без ограничения, CBN и TSP, можно использовать для износостойкого слоя 620 без отклонения от объема и сущности осуществления изобретения. Износостойкий слой 620 может иметь поверхность любой геометрической формы, включая без ограничения вогнутую форму, неплоскую поверхность, нецилиндрическую поверхность, плоскую поверхность или выпуклую поверхность без отклонения от объема и сущности осуществления изобретения.
В данном примере осуществления изобретения три индекса 630 формируются на соединительной поверхности 612 резца 600. В соответствии с данным примером осуществления изобретения индексы 630 резца являются выступами или канавками, продолжающимися от соединительной поверхности 612 в направлении, противоположном режущей поверхности 622; однако в альтернативных примерах осуществления изобретения могут иметься индексы 630 резцов, являющиеся выемками, сформированными в соединительной поверхности 612. Несмотря на то, что в данном примере осуществления изобретения показаны три индекса 630 резца, больше или меньше индексов 630 резцов, например, два или четыре индекса резца, можно использовать без отклонения от объема и сущности осуществления изобретения. Кроме того, индексы 630 резца могут быть равномерно разнесены так, что индексный резец 600 может при необходимости вращаться в пределах паза 700 (фиг.7) и одновременно использовать индексирующую функцию. Альтернативно, в других примерах осуществления изобретения, индексы 630 резца могут быть разнесены произвольным образом.
Когда индексные резцы 600 деформируют породу, износостойкий слой 620 индексных резцов 600 тоже постепенно изнашивается. В соответствии с примером осуществления изобретения каждый индексный резец 600 может открепляться, вращаться и закрепляться для вывода в работу неизношенного участка износостойкого слоя 620 для обеспечения непрерывности бурения, как только износ износостойкого слоя 620 индексных резцов 600 превышает допустимые уровни. Данные индексы 630 резцов позволяют крепить индексные резцы 600 к буровому долоту 100 (фиг.1) точно, не основываясь только на визуальном осмотре. В соответствии с примером осуществления изобретения, показанным на фиг.6, индексный резец может вращаться с приращением 120 градусов. В зависимости от количества индексов 630, сформированных на резце 600, угол приращения, под которым вращается индексный резец 600, может лежать в пределах от больше нуля градусов до 180 градусов. Например, в примере осуществления изобретения, с двумя равно разнесенными индексами 630, сформированными на резце 600, угол приращения на который резец 600 вращается, составляет 180 градусов. В другом примере осуществления изобретения, угол приращения, на который резец 600 вращается, составляет 90 градусов, причем четыре равно разнесенных индекса 630 сформированы на резце 600.
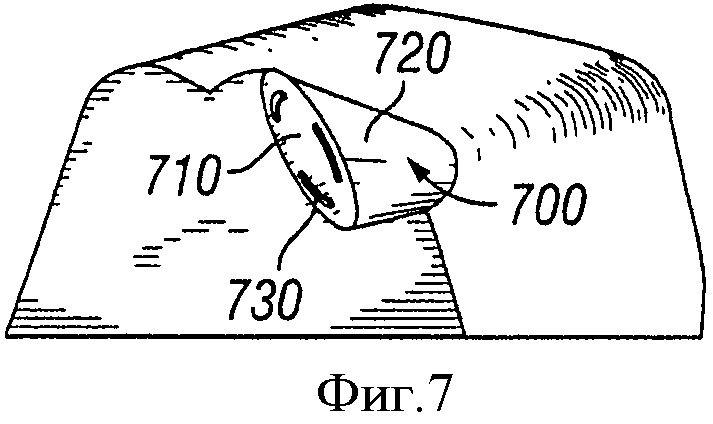
На фиг.7 показан вид в перспективе паза 700 индексного резца, который может вмещать индексный резец 600 фиг.5 в соответствии с примером осуществления изобретения. Ссылаясь на фиг.7, индекс 730 сформирован в пазе 700 резца и имеет форму, соответствующую индексу 630 (фиг.6) резца 600 (фиг.6). Как показано в данном примере осуществления изобретения, элемент 700 индексного паза включает соединительную поверхность 710, продольную боковую соединительную поверхность 720, образующую кольцеобразный периметр паза 700 индексного резца и продолжающуюся от соединительной поверхности 710, и индекс 730 паза резца. В данном примере осуществления изобретения три индекса 730 формируются в пазе 700 индексного резца на соединительной поверхности 710. Так как индексы 630 (фиг.6) резца 600 (фиг.6) являются выступами, индексы 730 паза резца являются соответствующими выемками. Альтернативно, если индексы 630 (фиг.6) резца 600 (фиг.6) являются выемками, то индексы 730 паза резца являются соответствующими выступами. Несмотря на то, что три индекса 730 паза резца формируются в пазе 700 резца, можно формировать большее или меньшее количество индексов 730 в пазе 700 резца без отклонения от объема и сущности осуществления изобретения. Кроме того, индексы 730 паза резца могут быть равномерно разнесены так, что индексный резец 600 (фиг.6) может вращаться и одновременно использовать индексирующую функцию, имеющуюся на индексном резце 600 (фиг.6) и в пазе 700 индексного резца. Альтернативно, в других примерах осуществления изобретения индексы 730 паза резца могут быть разнесены произвольным образом.
В примерах осуществления изобретения допускается использование одного или более индексных резцов, соединенных с буровым долотом. Кроме того, в примерах осуществления изобретения предусматривается точная ориентация одного или более индексных резцов в пазах индексных резцов, включая без ограничения, резцы, имеющие неплоское место соединения, резцы, имеющие специфическую геометрию и резцы, имеющие неплоскую переднюю грань плоскогранного алмаза. Более того, в примерах осуществления изобретения предусматриваются один или более индексных резцов, имеющих отличия в свойствах материала, применяемого в буровом долоте и имеющих точную ориентацию.
Несмотря на подробное описание каждого примера осуществления изобретения, необходимо понимать, что любые признаки и модификации, применимые к одному примеру осуществления, также применимы к другим примерам осуществления иобретения.
Различные модификации раскрытых примеров осуществлений изобретения, а также альтернативные варианты осуществления изобретения будут очевидны специалистам в данной области техники при ссылке на описание примеров осуществления изобретения. Специалисты в данной области техники оценят тот факт, что концепция и ракрытые примеры осуществления изобретения можно легко брать за основу для модификации и проектирования других конструкций и способов реализации подобных целей данного изобретения. Также специалисты в данной области техники должны понимать, что такие эквивалентные конструкции не отклоняются от сущности и объема данного изобретения, как далее указывается в формуле изобретения. Таким образом, предполагается, что формула изобретения охватывает любые такие модификации и примеры осуществления изобретения, которые попадают в объем данного изобретения.




Группа изобретений относится к резцам, скважинным инструментам, применяемым в подземном бурении, и способам формирования паза резца. Технический результат заключается в точной ориентации резцов в пазах скважинных инструментов. Резец включает подложку, содержащую соединительную поверхность с одного торца подложки, имеющей конфигурацию для соединения внутри паза резца; и множество индексов резца, по меньшей мере, на участке соединительной поверхности, в котором каждый индекс резца расположен вокруг центральной оси подложки и проходит менее чем полностью вокруг центральной оси, и в котором множество индексов резца, по существу, равномерно разнесены по окружности вокруг центральной оси подложки. Соединительная поверхность может быть прецизионно расположена внутри паза резца более чем в одном положении, в котором соединительная поверхность является неплоской. 7 н. и 20 з.п. ф-лы, 7 ил.
1. Резец, содержащий: подложку, содержащую соединительную поверхность с одного торца подложки, имеющей конфигурацию для соединения внутри паза резца; и множество индексов резца, по меньшей мере, на участке соединительной поверхности, в котором каждый индекс резца расположен вокруг центральной оси подложки и проходит менее чем полностью вокруг центральной оси, и в котором множество индексов резца, по существу, равномерно разнесены по окружности вокруг центральной оси подложки, соединительная поверхность может быть прецизионно расположена внутри паза резца более чем в одном положении, в котором соединительная поверхность является неплоской.
2. Резец по п.1, характеризующийся тем, что дополнительно содержит износостойкий слой, имеющий открытую режущую поверхность, в котором износостойкий слой соединен с подложкой.
3. Резец по п.1, характеризующийся тем, что множество индексов резца содержат по меньшей мере один из следующих элементов: выступ, выемку или комбинацию из выступа и выемки.
4. Резец по п.1, характеризующийся тем, что резец дополнительно содержит продольную боковую поверхность, образующую кольцеобразный периметр резца и продолжающуюся от открытой режущей поверхности до соединительной поверхности, и в котором по меньшей мере один из множества индексов резца сформирован, по меньшей мере, вдоль участка продольной боковой поверхности.
5. Резец по п.4, характеризующийся тем, что, по меньшей мере, участок продольной боковой поверхности не образует в целом однородный периметр.
6. Резец по п.4, характеризующийся тем, что множество индексов резца выполнены в виде угловых срезов, продолжающихся от соединительной поверхности до продольной боковой поверхности.
7. Резец по п.1, в котором по меньшей мере один индекс резца имеет такую же форму и размер, что и по меньшей мере один другой индекс резца.
8. Скважинный инструмент, содержащий: по меньшей мере, один индексный резец, содержащий соединительную поверхность с одного торца индексного резца; по меньшей мере, один паз индексного резца, имеющий конфигурацию для вмещения, по меньшей мере, одного индексного резца и соединенный с соединительной поверхностью; множество индексов резца, сформированных, по меньшей мере, на участке соединительной поверхности; и множество индексов паза, образованных по меньшей мере на монтажной поверхности паза индексного резца, в котором каждый индекс паза выполнен с возможностью соединения с любым из по меньшей мере двух индексов резца, образованных по меньшей мере на части соединительной поверхности, в котором каждый индекс резца расположен вокруг центральной оси индексного резца и проходит менее чем полностью вокруг центральной оси, в котором множество индексов резца, по существу, равномерно окружно разнесены вокруг центральной оси индексного резца, соединительная поверхность может быть прецизионно расположена внутри соответствующего паза индексного резца более чем в одном положении, и в котором соединительная поверхность является неплоской.
9. Скважинный инструмент по п.8, характеризующийся тем, что множество индексов паза содержат, по меньшей мере, один из следующих элементов: выступ, выемку или комбинацию из выступа и выемки.
10. Скважинный инструмент по п.8, характеризующийся тем, что паз индексного резца дополнительно содержит продольную боковую поверхность, образующую кольцеобразный периметр паза индексного резца и продолжающуюся от соединительной поверхности, и в котором, по меньшей мере, один из множества индексов паза сформирован, по меньшей мере, вдоль участка продольной боковой поверхности.
11. Скважинный инструмент по п.10, характеризующийся тем, что, по меньшей мере, участок продольной боковой поверхности не образует в целом однородный периметр.
12. Скважинный инструмент по п.10, характеризующийся тем, что множество индексов паза выполнены в виде угловых срезов, продолжающихся от соединительной поверхности до продольной боковой поверхности.
13. Скважинный инструмент по п.8, в котором по меньшей мере один индекс резца имеет такую же форму и размер, что и по меньшей мере один другой индекс резца.
14. Способ формирования паза индексного резца, содержащий: получение формы, содержащей профиль индексного цилиндра кернов; вставку индексного цилиндра кернов с множеством индексов резца в индексный профиль цилиндра кернов формы, в котором множество индексов резца разнесены вокруг центральной оси индексного цилиндра кернов; заливку соответствующего материала в форму и отверждение соответствующего материала; удаление формы из отвержденного соответствующего материала; и удаление индексного цилиндра кернов, профиль индексного цилиндра кернов имеет поперечную поверхность и множество индексов формы паза, сформированных, по меньшей мере, на участке поперечной поверхности.
15. Способ по п.14, характеризующийся тем, что поперечная поверхность выполнена неплоской.
16. Способ по п.14, характеризующийся тем, что множество индексов формы паза выполнены в виде выступов, выемок или комбинации выступа и выемки.
17. Способ по п.14, характеризующийся тем, что множество индексов формы паза сформированы только на поперечной поверхности.
18. Способ по п.14, характеризующийся тем, что профиль индексного цилиндра кернов дополнительно содержит продольную боковую поверхность, образующую кольцеобразный периметр профиля индексного цилиндра кернов и продолжающуюся от поперечной поверхности, и в котором множество индексов формы паза сформированы, по меньшей мере, вдоль участка продольной боковой поверхности.
19. Резец, содержащий: подложку, содержащую соединительную поверхность с одного торца подложки, соединительная поверхность выполнена с возможностью соединения внутри паза резца; износостойкий слой, соединенный с оппозитным торцом подложки, оппозитно соединительной поверхности; боковую стенку, проходящую от периметра подложки к периметру износостойкого слоя; и множество индексов резца, образованных по меньшей мере на части соединительной поверхности, в котором каждый индекс резца расположен вокруг центральной оси подложки и проходит менее чем полностью вокруг центральной оси, в котором множество индексов резца, по существу, равномерно разнесены по окружности вокруг центральной оси подложки, соединительная поверхность может быть прецизионно расположена внутри паза резца более чем в одном положении, и в котором множество индексов резца образованы только на соединительной поверхности.
20. Резец по п.19., в котором множество индексов резца содержат по меньшей мере один из следующих элементов: выступ, выемку или комбинацию из выступа и выемки.
21. Резец по п.20, в котором по меньшей мере один индекс резца имеет такую же форму и размер, что и по меньшей мере один другой индекс резца.
22. Резец, содержащий: подложку, содержащую соединительную поверхность с одного торца подложки, соединительная поверхность выполнена с возможностью соединения внутри паза резца; и множество индексов резца, образованных по меньшей мере на части соединительной поверхности, в котором каждый индекс резца расположен вокруг центральной оси подложки и проходит менее чем полностью вокруг центральной оси, и в котором множество индексов резца, по существу, равномерно разнесены по окружности вокруг центральной оси подложки, соединительная поверхность может быть прецизионно расположена внутри паза резца более чем в одном положении, в котором множество индексов резца образованы только на соединительной поверхности.
23. Резец по п.22, в котором множество индексов резца содержат по меньшей мере один из следующих элементов: выступ, выемку или комбинацию из выступа и выемки.
24. Скважинный инструмент, содержащий: по меньшей мере один индексный резец, содержащий соединительную поверхность с одного торца индексного резца; по меньшей мере один паз индексного резца, выполненный с возможностью вмещения по меньшей мере одного индексного резца и соединения с соединительной поверхностью; множество индексов резца, образованных, по меньшей мере, на части соединительной поверхности; и множество индексов паза, образованных по меньшей мере на монтажной поверхности паза индексного резца, в котором каждый индекс паза выполнен с возможностью соединения с любым из по меньшей мере двух индексов резца, образованных по меньшей мере на части соединительной поверхности, в котором каждый индекс резца расположен вокруг центральной оси индексного резца и проходит менее чем полностью вокруг центральной оси, в котором множество индексов резца, по существу, равномерно разнесены по окружности вокруг центральной оси индексного резца, соединительная поверхность может быть прецизионно расположена внутри соответствующего паза индексного резца более чем в одном положении, и в котором множество индексов паза образованы только на монтажной поверхности.
25. Скважинный инструмент по п.24, в котором множество индексов паза содержат по меньшей мере один из следующих элементов: выступ, выемку или комбинацию из выступа и выемки.
26. Скважинный инструмент, содержащий: по меньшей мере один индексный резец, содержащий соединительную поверхность с одного торца индексного резца; по меньшей мере один паз индексного резца, выполненный с возможностью вмещения по меньшей мере одного индексного резца и соединения с соединительной поверхностью; множество индексов резца, образованных, по меньшей мере, на части соединительной поверхности; и множество индексов паза, образованных по меньшей мере на монтажной поверхности паза индексного резца, в котором каждый индекс паза выполнен с возможностью соединения с любым из по меньшей мере двух индексов резца, образованных по меньшей мере на части соединительной поверхности, в котором каждый индекс резца расположен вокруг центральной оси индексного резца и проходит менее чем полностью вокруг центральной оси, в котором множество индексов резца, по существу, равномерно разнесены по окружности вокруг центральной оси индексного резца, соединительная поверхность может быть прецизионно расположена внутри соответствующего паза индексного резца более чем в одном положении, и в котором соединительная поверхность является неплоской.
27. Скважинный инструмент по п.26, в котором множество индексов паза содержат по меньшей мере один из следующих элементов: выступ, выемку или комбинацию из выступа и выемки.
| US 4200159 A, 29.04.1980 | |||
| US 4499795 A, 19.02,1985 | |||
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2083822C1 |
| US 5906245 A, 25.05.1999 | |||
| US 4529048 A, 16.07.1985 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

