Уровень техники
Данное изобретение, в общем, относится к резцам из самозатачивающихся поликристаллических синтетических алмазов (резцы "PDC"). В частности, данное изобретение относится к способам восстановления изношенных или разрушенных резцов "PDC", восстановленным резцам, и применению восстановленных резцов в буровых долотах и/или других инструментах.
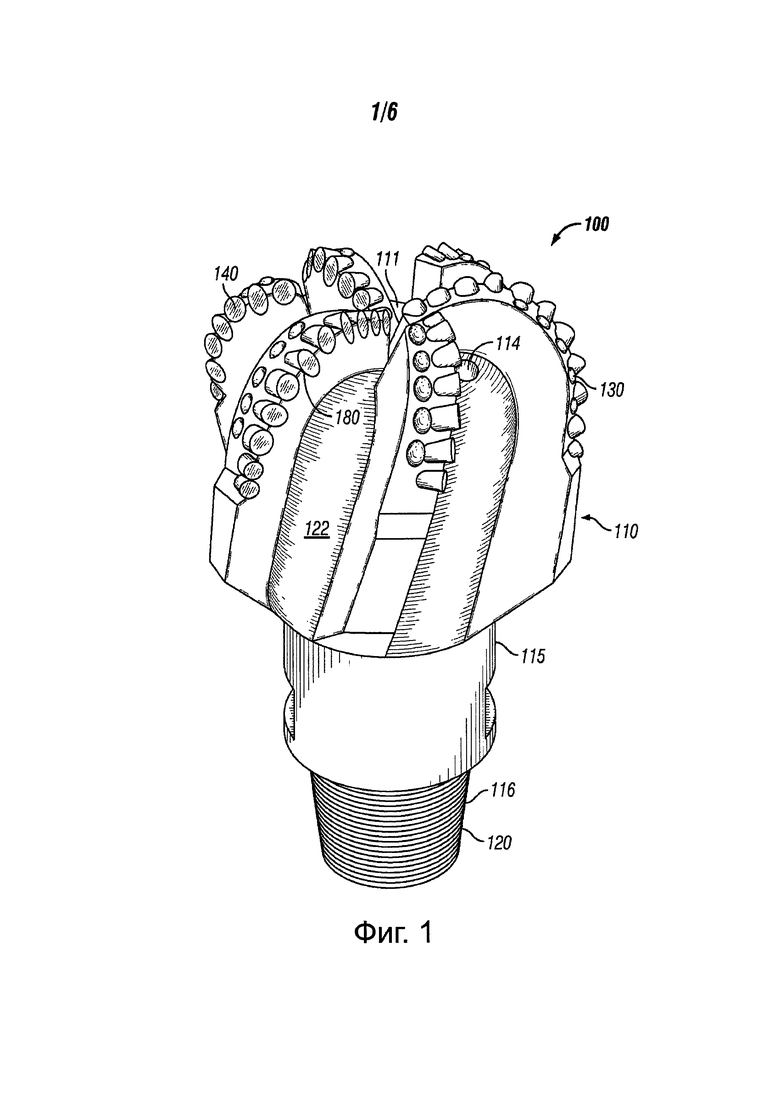
Фиг. 1 представляет вид в перспективе бурового долота 100 в соответствии с известным уровнем техники. По фиг. 1, буровое долото 100 включает в себя корпус 110, который соединен с хвостовиком 115. Хвостовик 115 включает в себя, на одном конце 120, резьбовое соединение 116, соединенное с бурильной колонной (не показано), или каким-то другим оборудованием, которое соединено с бурильной колонной. Резьбовое соединение 116, как показано, расположено на внешней поверхности одного конца 120. Такое расположение предполагает, что буровая головка 100 соединена с соответствующим резьбовым соединением, расположенным на внутренней поверхности бурильной колонны (не показано). Однако резьбовое соединение 116 на одном конце 120 альтернативно может быть расположено на внутренней поверхности конца 120, если соответствующее резьбовое соединение бурильной колонны (не показано) расположено на его внешней поверхности в других примерных вариантах осуществления. Отверстие (не показано) выполнено продольно через хвостовик 115 и корпус 110 головки для коммуникации текучей среды из бурильной колонны к лицевой поверхности 111 бурового долота посредством одного или более отверстий 114 на буровом долоте, при буровых работах.
Корпус 110 долота включает в себя множество лопастей 130, продолжающихся от лицевой поверхности 111 бурового долота корпуса 110 долота к резьбовому соединению 116. Лицевая поверхность 111 бурового долота расположена на одном конце корпуса долота 110, наиболее удаленном от хвостовика 115. Множество лопастей 130 образует режущую поверхность бурового долота 100, которое может быть буровым долотом с пропитанной матрицей. Одна или более из этого множества лопастей 130 или соединены с корпусом 110 долота, или выполнены заодно с корпусом 110 долота. Выемка 122 в долоте для выноса бурового шлама выполнена между каждой последующей лопастью 130, которая позволяет выбуренной породе и буровой текучей среде возвращаться к поверхности ствола скважины (не показано) сразу после выгрузки буровой текучей среды из отверстий 114. Множество резцов 140 соединены с каждой из лопастей 130, внутри выполненных в них гнезд 180, и продолжаются вверх от поверхности лопастей 130, для резания по толще пород при вращении долота во время бурения. Одним типом резца 140, применяемым в буровом долоте 100, является резец "PDC"; однако, рассматривается применение в буровом долоте 100 других типов резцов. Резцы 140 и участки корпуса 110 долота деформируют толщу пород скоблением и/или резанием. Резцы 140 и участки корпуса 110 долота подвергаются экстремальным нагрузкам и напряжениям во время бурения, что вызывает износ поверхностей корпуса 110 долота и резцов 140. В конечном счете поверхности резцов 140 и корпуса 110 долота изнашиваются до состояния, когда буровое долото 100 больше непригодно для бурения, и, в зависимости от вида и степени повреждения, его или ремонтируют, или отбраковывают. Несмотря на то что был описан один вариант осуществления бурового долота, в качестве примерных вариантов осуществления данного изобретения, пригодны другие варианты осуществления бурового долота, или другого скважинного инструмента, где применяют резцы "PDC", которые известны специалистам в данной области техники.
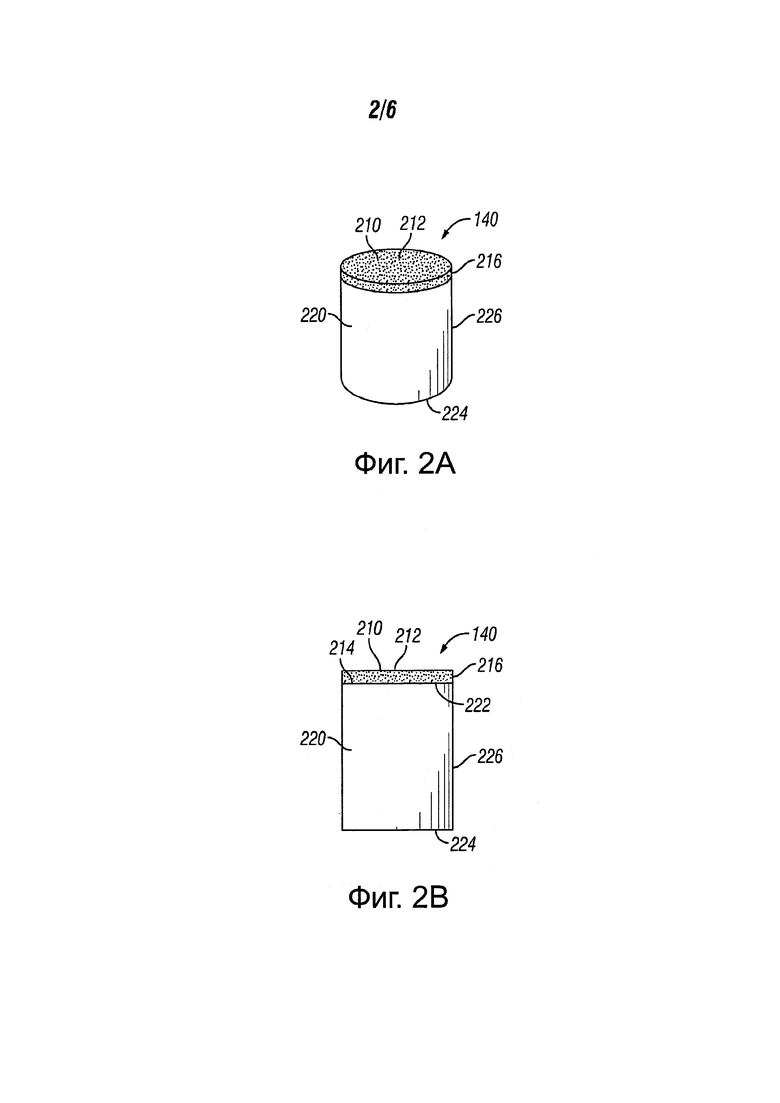
Фиг. 2А и 2В показывают различные виды резца "PDC" (Polycrystalline Diamond Compact) 140 по существующему уровню техники. Фиг 2А представляет вид в перспективе резца "PDC" 140 по существующему уровню техники. Фиг. 2В представляет вид сбоку резца "PDC" по существующему уровню техники. Такие резцы "PDC" (Polycrystalline Diamond Compact) 140 обычно применяют в буровых долотах 100 (фиг. 1) для нефти и газа, и в другом скважинном инструменте. По фиг. 2А и 2В, резцы "PDC" 140 обеспечивают слоем 210 сверхтвердого материала, например алмазной пластиной, которая наплавлена под высоким давлением и высокой температуре (НРНТ) на металлическую подложку, или несущее основание 220, обычно, карбид титана. Режущая пластина "PDC" 210, или алмазная пластина обладает толщиной около ста тысячных дюйма (2,5 мм); однако, толщина является переменной, в зависимости от приложения, в котором должна быть применена режущая пластина "PDC" 210. Несущее основание 220 включает в себя верхнюю поверхность 222, нижнюю поверхность 224, и наружную стенку 226 несущего основания, которая продолжается от периметра верхней поверхности 222 до периметра нижней поверхности 224. Режущая пластина "PDC" 210 включает в себя режущую поверхность 212, противоположную поверхность 214, и наружную стенку 216 режущей пластины "PDC". Наружная стенка 216 режущей пластины "PDC", по существу, перпендикулярна плоскости режущей поверхности 212, и продолжается от наружного периметра режущей пластины 212 к периметру противоположной поверхности 214. Противоположная поверхность 214 режущей пластины 210 "PDC" соединена с верхней поверхностью 222 несущего основания 220. По некоторым примерным вариантам осуществления, режущая поверхность 212 выполнена, по меньшей мере, с одной скошенной кромкой (не показано) по периметру режущей поверхности 212.
После соединения режущей пластины 210 "PDC" с несущим основанием 220, режущая поверхность 212 режущей пластины 210 "PDC", по существу, параллельна с нижней поверхностью 224 несущего основания. Дополнительно, резец "PDC" 140 показан как имеющий правильную кольцевую цилиндрическую форму; однако, в других примерах, резец "PDC" 140 выполнен по форме, в другой геометрической или негеометрической формах. В некоторых примерах, противоположная поверхность 214 и верхняя поверхность 222, по существу, являются планарными; однако, в других примерах противоположная поверхность 214 и/или верхняя поверхность 222 являются не плоскими.
Резцы "PDC" 140 являются дорогостоящими для производства и составляют значительную часть стоимости оснащенных "PDC" долот 100 (фиг. 1) и инструментов. Резцы "PDC" 140, как правило, запаяны в гнезда 180 (фиг. 1), выполненные в корпусе долота 100 (фиг. 1) или инструмента. Это паяное соединение часто является "слабым звеном" в износоустойчивости инструмента. Хорошее паяное соединение требует очень узкого зазора между гнездом 180 (фиг. 1) и резцом "PDC" 140, который подлежит впаиванию. Зазор между гнездом 180 (фиг. 1) и резцом "PDC" 140, размещенным в гнезде 180 (фиг. 1) до применения паяльного материала, желателен в диапазоне .002 дюйма, или менее. Более "неприлегающая посадка", т.е. большой зазор, может ослабить паяное соединение и привести к потере резца "PDC" 140 при применении, сокращая тем самым срок службы долота 100 (фиг. 1) или инструмента.
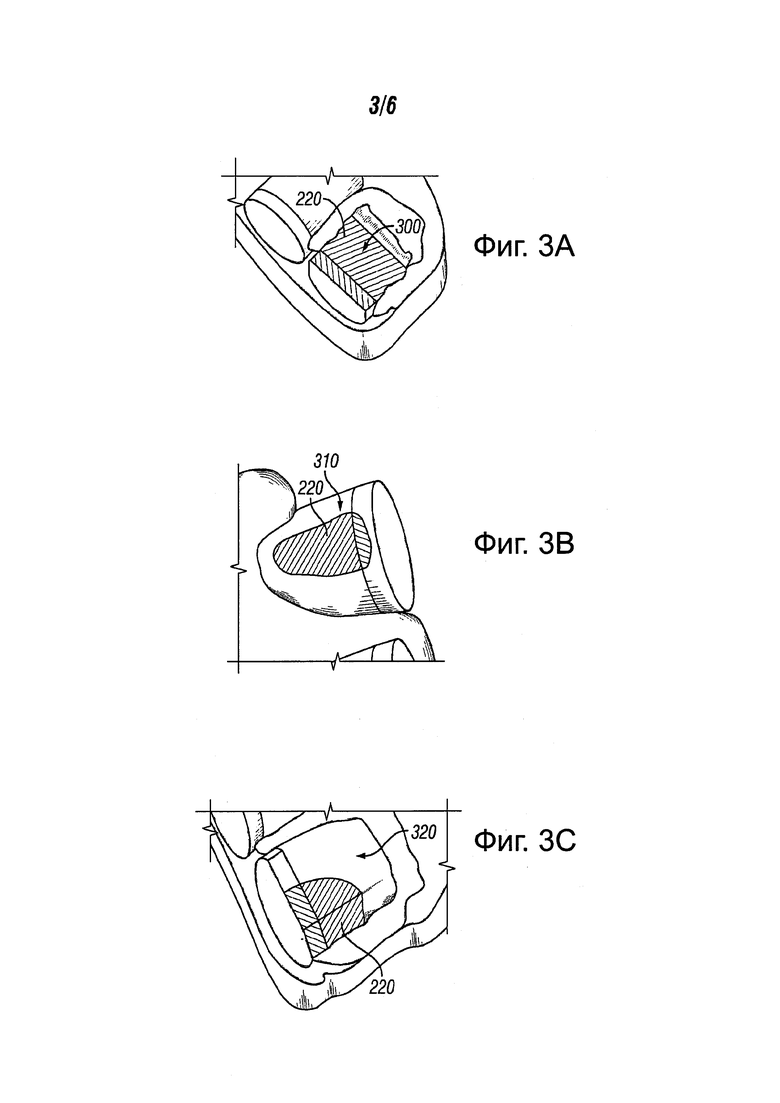
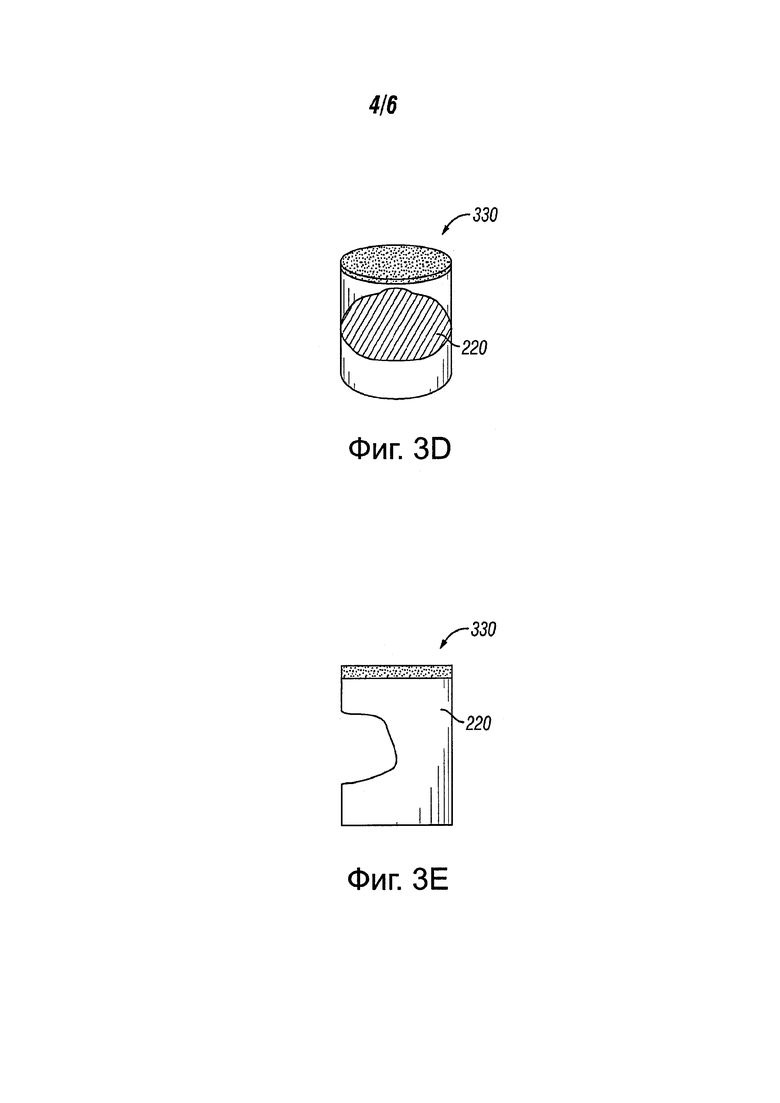
Фиг. 3А-3Е показывают отдельные виды поврежденных резцов "PDC" 300, 310, 320, 330 по известному уровню техники. Фиг. 3А представляет вид в перспективе поврежденного резца "PDC" 300, по известному опыту, который сильно изношен и разрушен. Фиг. 3В представляет вид в перспективе поврежденного резца "PDC" 310, по известному опыту, который слегка разрушен. Фиг. 3С представляет вид в перспективе поврежденного резца "PDC" 320, по известному опыту, который сильно разрушен. Фиг. 3D представляет вид в перспективе поврежденного резца "PDC" 330, по известному опыту, который разрушен. Фиг. 3Е представляет вид сбоку поврежденного резца "PDC" 330, по известному опыту. По фиг. 3А-3Е, некоторые поврежденные резцы "PDC" 310, которые слегка изношены или разрушены, с самого начала повернуты на полное цилиндрическое сечение несущего основания 220 из карбида вольфрама, для повторного применения, одновременно ориентируясь на формирование исходной режущей кромки алмаза. Если поврежденные резцы "PDC" 300, 320, 330 слишком сильно изношены или разрушены, например, как показано на фиг. 3А, 3С, 3D и 3Е, то поврежденные резцы 300, 320, 330, как правило, списываются как лом. В отдельных случаях списанные на лом резцы 300, 320, 330 востребовались использованием в электроэрозионном вырезном станке, для вырезания цилиндра меньшего диаметра, для изготовления восстановленного резца меньшего диаметра (не показано). Данный способ не позволяет прямое повторное использование резца в подобном долоте или инструменте, но вместо этого восстановленный, меньшего диаметра резец, должен быть применен в инструменте, который может экономично приспосабливать резец меньшего диаметра, т.е. имеет гнездо, подогнанное по размерам, для закрепления и использования резца меньшего диаметра.
Решение о том, следует ли, или нет, повторно использовать изношенный или разрушенный резец, повернут, или отправить в лом, основывался в части состояния остающегося несущего основания карбида вольфрама. Критерий зависит от количества остающегося полного цилиндрического несущего основания. Если остается недостаточное количество полного цилиндрического несущего основания, чтобы обеспечить прочное паяное соединение, при ориентации на формирование нового алмазного края, тогда резец отправляют на лом или перерабатывают, как описано выше.
Краткое описание чертежей
Вышеизложенные, и другие признаки и объекты изобретения станут наиболее понятны с обращением на последующее описание некоторых примерных вариантов осуществления изобретения, при прочтении в сочетании с прилагаемыми чертежами, на которых:
фиг. 1 представляет вид в перспективе известного бурового долота;
фиг. 2А и 2В представляют различные виды известного резца "PDC";
фиг. 3А-3Е представляют отдельные виды в перспективе поврежденных известных резцов "PDC";
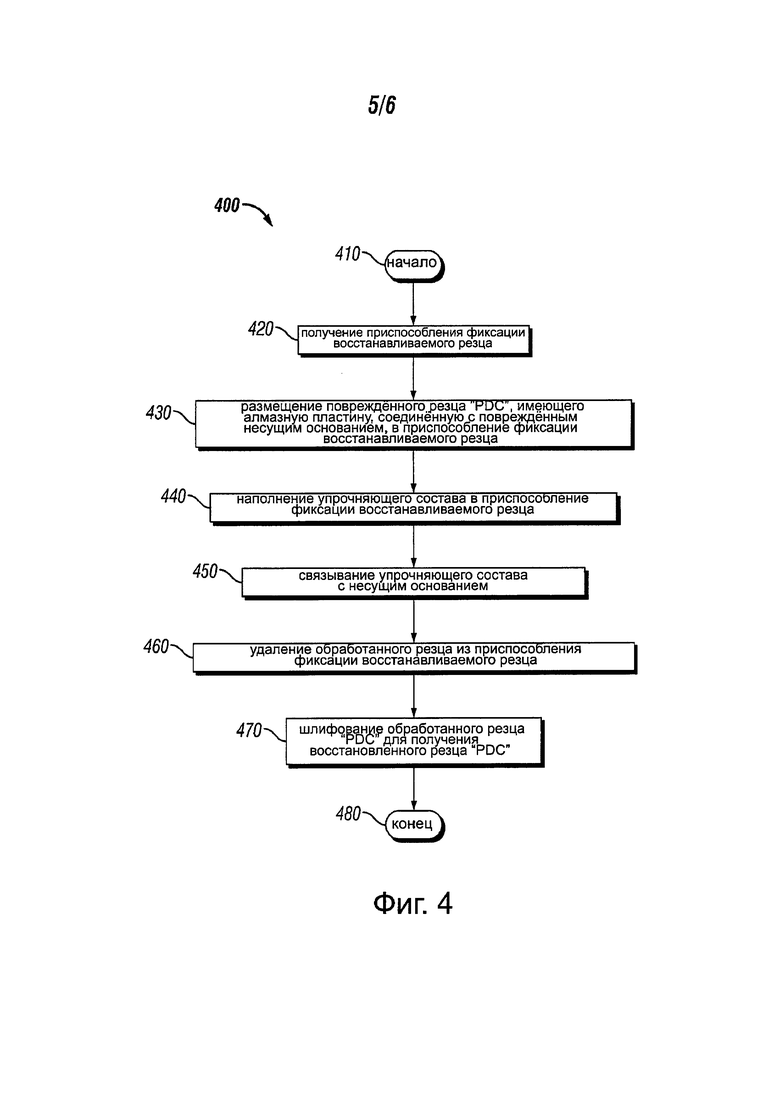
фиг. 4 представляет блок-схему, иллюстрирующую способ восстановления поврежденного резца "PDC", например, резцов "PDC" фиг. 3А-3Е, по примерному варианту осуществления данного изобретения;
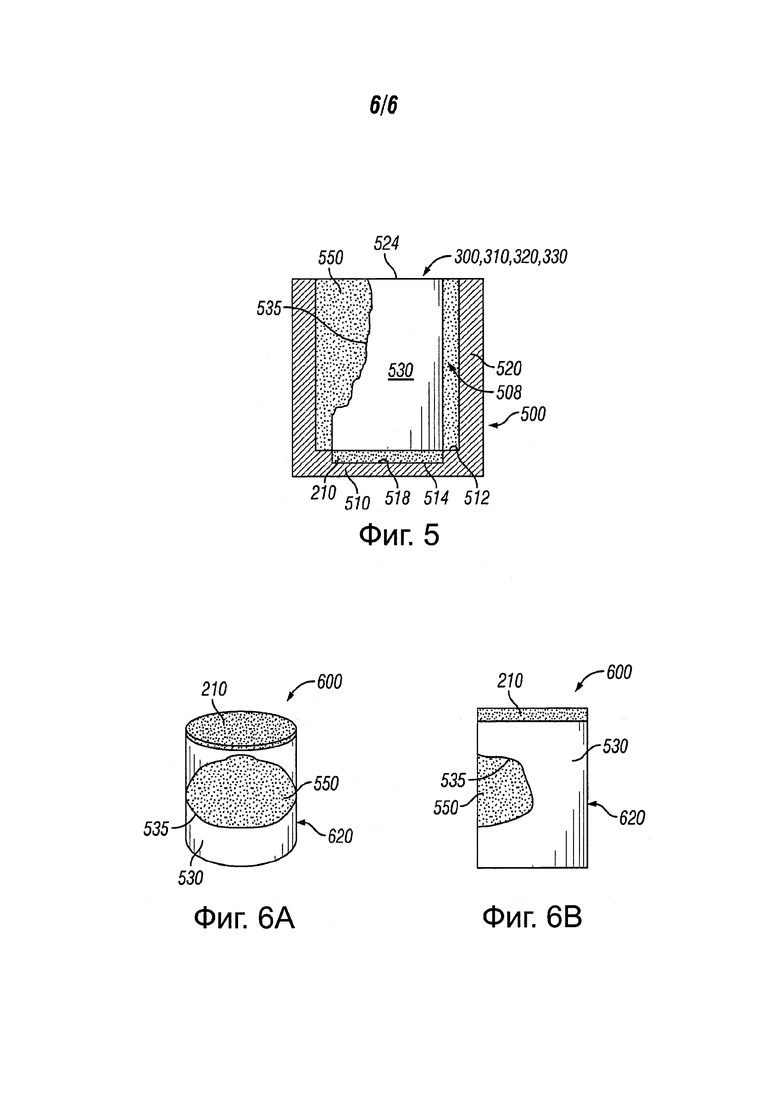
фиг. 5 представляет вид в разрезе приспособления фиксации восстанавливаемого резца, которое содержит поврежденный резец фиг. 3А-3Е, и размещенный внутри него упрочняющий состав по примерному варианту осуществления данного изобретения; и
фиг. 6А и 6В представляют различные виды восстановленного резца "PDC" по примерному варианту осуществления данного изобретения.
Чертежи иллюстрируют примерные варианты осуществления изобретения и, следовательно, их не следует рассматривать в качестве ограничения его объема, поскольку изобретение может допускать другие, в равной степени эффективные, варианты осуществления.
Краткое описание примерных вариантов осуществления.
Данное изобретение относится, в общем, к резцам из самозатачивающихся поликристаллических синтетических алмазов (резцы "PDC"). В частности, данное изобретение относится к способам восстановления изношенных, или разрушенных резцов "PDC", восстановленным резцам, и применению восстановленных резцов в буровых долотах и/или других инструментах. Несмотря на то что приведенное ниже описание касается резца "PDC", примерные варианты осуществления изобретения относятся к любому резцу, имеющему несущее основание и, прикрепленный к нему, слой сверхтвердого материала, например, алмазную пластину.
Фиг. 4 представляет блок-схему, иллюстрирующую способ 400 восстановления поврежденного резца "PDC" 300, 310, 320, например, резцов "PDC" 300, 310, 320 (фиг. 3А-3Е), по примерному варианту осуществления данного изобретения. Фиг. 5 представляет вид в разрезе приспособления 500 фиксации восстанавливаемого резца, которое содержит поврежденный резец 300, 310, 320, 330, и размещаемый внутри него упрочняющий состав 550 по примерному варианту осуществления данного изобретения. Здесь, по фиг. 4 и 5, проиллюстрированы и описаны способ 400 и соответствующие компоненты для осуществления способа 400. Способ 400 начинается на этапе 410. После этапа 410, на этапе 420 получают приспособление 500 фиксации восстанавливаемого резца.
По некоторым примерным вариантам осуществления, приспособление 500 фиксации восстанавливаемого резца включает в себя основание 510 и, по меньшей мере, одну боковую стенку 520, продолжающуюся, по существу, ортогонально от основания 510, образуя, таким образом, внутри первую полость 508. По некоторым примерным вариантам осуществления, основание 510 и, по меньшей мере, одна боковая стенка 520 выполнены в виде единого компонента; однако, в других примерных вариантах осуществления основание 510 и боковые стенки 520 выполнены отдельно и после соединены вместе, например, резьбовыми соединениями. Первая полость 508 образует, по существу, цилиндрическую форму; однако, в некоторых альтернативных вариантах осуществления, первая полость 508 образует отличную геометрическую, или негеометрическую форму, например, трубчатую форму, имеющую квадратную, прямоугольную, треугольную, или другую негеометрическую форму поперечного сечения. Высота первой полости 508, подобна, или больше высоты несущего основания 530, которое подобно несущему основанию 220 (фиг. 2А и 2В) и, поэтому не рассмотрено здесь, для краткости, в деталях повторно, а периметр первой емкости 508 больше периметра несущего основания 530.
По некоторым другим вариантам осуществления, основание 510 включает в себя внутреннюю не плоскую поверхность 512, которая ограничивает участок первой полости 508. Внутренняя поверхность 512 включает в себя вторую полость 514, выполненную в ней продолжающейся внутрь от участка внутренней поверхности 512 основания 510. Вторая полость 514 соединена текучей средой с первой полостью 508. По некоторым примерным вариантам осуществления, вторая полость 514 выполнена цилиндрической по форме и по размерам с возможностью приема алмазной пластины 210 поврежденного резца "PDC" 300, 310, 320. Таким образом, высота второй полости 514 подобна толщине алмазной пластины 210, а периметр второй полости 514 подобен, но несколько больше, периметру алмазной пластины 210. В некоторых примерных вариантах осуществления, диаметр первой полости 508 несколько больше диаметра второй полости 514.
Приспособление 500 фиксации восстанавливаемого резца изготавливают использованием соответствующего материала, способного выдерживать температуры, применяемые в способе 400 восстановления. Температуры, применяемые в способе 400 восстановления, зависят от типа упрочняющего состава 550, который используют, и температур плавления таких упрочняющих составов 550. Например, приспособление 500 фиксации восстанавливаемого резца подвергается воздействию температур, доходящих в некоторых примерных вариантах осуществления до около 700°С, в то время как в других вариантах осуществления приспособление 500 фиксации восстанавливаемого резца подвергается воздействию температур, превышающих 700°С. В примерных вариантах осуществления, где алмазная пластина 210 подвергается воздействию температур около, или более, 700°С, по меньшей мере, основание 510 приспособления 500 фиксации восстанавливаемого резца и боковые стенки 520 в некоторых примерных вариантах осуществления, изготавливают с использованием теплопоглощающего материала, например алюминия, или какого-то другого металла, или металлического сплава, который имеет высокий коэффициент теплопередачи, для поддержания алмазной пластины 210 при температуре ниже 750°С. Дополнительно, основание 510, и, возможно, боковые стенки 520, изготавливают с включением соответствующего оребрения (не показано) для некоторых примерных вариантов осуществления. По некоторым альтернативным примерным вариантам осуществления, теплопоглощение (не показано), которое, возможно, включает в себя оребрение, термически соединено, по меньшей мере, с основанием 510 приспособления 500 фиксации восстанавливаемого резца, для поддержания алмазной пластины 210 при температуре ниже 750°С. Теплопередачу применяют, по возможности, даже, если алмазная пластина 210 подвергается только воздействию температур ниже 700°С. Несмотря на то что был описан один пример приспособления фиксации восстанавливаемого резца, в альтернативных примерных вариантах осуществления могут быть применены альтернативные приспособления фиксации восстанавливаемого резца, которые являются явными вариантами приспособления 500 фиксации восстанавливаемого резца.
После этапа 420, на этапе 430, восстанавливаемый резец "PDC" 300, 310, 320, 330, имеющий алмазную пластину 210, соединенный с поврежденным несущим основанием 530, размещают внутри приспособления 500 фиксации восстанавливаемого резца. Поврежденный резец "PDC" 300, 310, 320, 330 обычно изношен, или разрушен, по меньшей мере, в несущем основании 530. Алмазную пластину ориентируют, для ее расположения и установки внутри второй полости 514, в то время как поврежденное несущее основание 530 располагают внутри первой полости 508. По некоторым примерным вариантам осуществления, поврежденный резец "PDC" 300, 310, 320, 330, перед размещением внутри приспособления 500 фиксации восстанавливаемого резца, очищают.
После этапа 430, на этапе 440 в приспособление 500 фиксации восстанавливаемого резца укладывают упрочняющий состав 550. Упрочняющий состав 550 представляет собой материал, пригодный для связывания с несущим основанием 530, который может быть изготовлен, например, из карбида вольфрама или связующего вещества на основе карбида вольфрама. Упрочняющим составом является любой элемент или сочетание элементов с точкой плавления выше температуры ликвидуса наполнителя припоя, который применяют для запаивания восстановленного резца "PDC" 600 (фиг. 6А и 6В) в кармане резца или гнезде 180 (фиг. 1), выполненном в долоте 100 (фиг. 1). Например, упрочняющий состав 550 включает в себя металлический материал, который включает в себя, по меньшей мере, одно из серебра, соединения серебра, смеси соединения никеля, хрома бора и кремния. По некоторым примерным вариантам осуществления упрочняющий состав 550 включает в себя дозу карбида вольфрама. В некоторых альтернативных примерных вариантах осуществления, для упрочняющего состава 550 применены отдельные альтернативные смеси материалов, как известно, или станет известно людям, имеющим квалификацию в данной области техники, имеющие положительный эффект по данному раскрытию.
После этапа 440, на этапе 450 связывают упрочняющий состав 550 с несущим основанием 530. По некоторым примерным вариантам осуществления, приспособление 500 фиксации восстанавливаемого резца с поврежденным резцом "PDC" 300, 310, 320, 330 и упрочняющим составом подвергают процессу спекания в СВЧ-диапазоне, для связывания упрочняющего состава 550 с несущим основанием 530 и заполнения пустоты в изношенном, или разрушенном резце "PDC" 300, 310, 320, 330. Таким образом, по всему наружному периметру несущего основания 530 использовавшегося ранее и поврежденного резца "PDC" 300, 310, 320, 330 наносят, или связывают с ним свежую толщину металлического материала, или упрочняющего состава 550. Альтернативно, по другим примерным вариантам осуществления, для связывания упрочняющего состава 550 с несущим основанием 530 и формирования обработанного резца "PDC" внутри приспособления 500 фиксации восстанавливаемого резца, применены другие виды процессов связывания, такие, как процесс спекания искровым разрядом, или другие известные процессы спекания, имеющие положительный эффект по данному раскрытию. По некоторым примерным вариантам осуществления, обработанный резец "PDC" имеет несущее основание с диаметром больше диаметра соответствующей алмазной пластины 210. Например, диаметр несущего основания обработанного резца "PDC", по существу, тот же самый, что и диаметр первой полости 508.
После этапа 450, когда связывали упрочняющий состав 550 вокруг использованного резца "PDC" 300, 310, 320, 330, на этапе 460 удаляют обработанный резец "PDC" из приспособления 500 фиксации восстанавливаемого резца. По некоторым примерным вариантам осуществления, приспособление 500 фиксации восстанавливаемого резца остается неповрежденным и пригодным для повторного применения после удаления из приспособления 500 фиксации восстанавливаемого резца обработанного резца "PDC". В других примерных вариантах осуществления, сразу после удаления из приспособления 500 фиксации восстанавливаемого резца обработанного резца "PDC", приспособление 500 фиксации восстанавливаемого резца разрушается, и непригодно для повторного применения.
После этапа 460, на этапе 470 обработанный резец "PDC" шлифуют, для получения восстановленного резца "PDC" 600 (фиг. 6А и 6В). По некоторым примерным вариантам осуществления, обработанный резец "PDC" помещают в устройство шлифования наружного диаметра (OD grinder, не показан) и шлифуют наружный диаметр (OD), или шлифуют вокруг его наружного диаметра, для получения восстановленного резца "PDC" 600 (фиг. 6А и 6В), который представляет собой тот же самый, или почти тот же самый наружный диаметр резца "PDC" до повреждения. При применении "OD grinder", для удерживания режущей поверхности 518 резца, используют зажимной колпачок, частично зажимной колпачок, или неглубокий цанговый патрон, и, желательно, используют вращающийся центр, с оказанием давления на нижнюю поверхность 524 резца, для удерживания его на месте во время процесса шлифования. Нижнюю поверхность 524, или заднюю поверхность несущего основания 530, желательно, шлифуют и, по существу, параллельно режущей поверхности 518 алмаза. Однако в других примерных вариантах осуществления нижнюю поверхность 524 несущего основания 530 не шлифуют плоской и/или, по существу, не параллельной режущей поверхности 518. Альтернативно, в других примерных вариантах осуществления, обработанный резец "PDC" помещают в бесцентровый шлифовальный станок (не показан), или другой фасонный инструмент, для доведения наружного диаметра обработанного резца "PDC" до соответствующего первоначального диаметра резца "PDC", или близкого к нему, получая тем самым восстановленный резец "PDC" 600 (фиг. 6А и 6В).
Фиг. 6А и 6В представляют различные виды восстановленного резца "PDC" 600 по примерному варианту осуществления настоящего изобретения. Восстановленный резец "PDC" 600 подобен резцу "PDC" 140, за исключением того, что алмазная пластина 210 связана с восстановленным несущим основанием 620. По некоторым примерным вариантам осуществления, восстановленное несущее основание 620 включает в себя поврежденное несущее основание 530, имеющее в себе одну, или более пустот 535, и упрочняющий состав 550, связанный с поврежденным несущим основанием 530, и размещенный внутри одной, или более пустот, так что поврежденное несущее основание 530 и упрочняющий состав 550 внутри восстановленного несущего основания 620, сообща, образуют полную цилиндрическую форму, имеющую диаметр, эквивалентный диаметру алмазной пластины 210, когда алмазная пластина 210 не была повреждена, или эквивалентный диаметру первоначальному несущему основанию до повреждения. По некоторым примерным вариантам осуществления, периметр как алмазной пластины 210, так и восстановленного несущего основания 620 снижены по сравнению с первоначальными диаметрами, так что окончательное несущее основание включает в себя еще некоторое количество упрочняющего состава 550.
После этапа 470 способ 400 восстановления обрывается на этапе 480. Несмотря на то что способ 400 был представлен здесь в соответствии с некоторыми этапами, эти этапы не ограничены порядком, в котором они изображены, но вместо этого в других примерных вариантах осуществления могут быть выполнены в другом порядке.
Дополнительно, некоторые этапы могут быть объединены в меньшее количество этапов. Кроме того, некоторые этапы могут быть разделены на дополнительные этапы. Альтернативно, некоторые этапы могут быть выполнены в совершенно другом виде, чем приведенный здесь пример, и, понятно, что должны быть включены в примерные варианты осуществления.
В альтернативном примерном варианте осуществления упрочняющий состав 550 связывают с поврежденным резцом "PDC" 300, 310, 320, 330 сваркой, для заполнения пустотной области 535 в поврежденном несущем основании 530. Способ сварки включает в себя, но не ограничивается этим, лазерный способ, способ дуговой передачи плазмы, способ термического плазменного напыления, или любой другой подходящий способ, известный людям, имеющим квалификацию в данной области техники, имеющий положительный эффект по данному раскрытию. По способу термического плазменного напыления, упрочняющий состав 550 сваривают с поврежденным резцом "PDC" 300, 320, 320, 330, для заполнения пустотной области 535 в поврежденном несущем основании 530. По некоторым примерным вариантам осуществления на область, которая была обработана напылением упрочняющего состава 550, наносят медную пасту. Затем индукционным нагревательным устройством (не показано) осуществляют быстрое нагревание, например, которое расплавляет медь и позволяет ей проникать в упрочняющий состав 550, который заполнил пустотную область 535, образуя, тем самым, обработанный резец "PDC". Данное проникание усиливает связь между упрочняющим составом 550 и поврежденным несущим основанием 530 поврежденного резца "PDC". Далее, как отмечалось выше, используют шлифовальный станок, или какое-то другое оборудование, для шлифования обработанного резца "PDC" до заданного диаметра, получая, таким образом, восстановленный резец "PDC" 600. Этот заданный диаметр был описан выше и, для краткости, не рассматривается вновь. В течение процесса сваривания, теплопоглотитель располагают, желательно, в тепловом контакте с алмазной пластиной 210, поддерживая тем самым температуру алмазной пластины менее 700°С. По некоторым примерным вариантам осуществления, теплопоглотитель представляет собой пластину или пластину с оребрением. Альтернативно теплопоглотитель обладает другой формой. Теплопоглотитель изготавливают из меди, алюминия, или какого-то другого металла или металлического сплава, имеющего достаточный термический коэффициент, пригодного для поддержания температуры алмазной пластины менее 700°С.
По любому из описанных выше примерных вариантов осуществления и/или любым другим альтернативным примерным вариантам осуществления, известным людям, имеющим квалификацию в данной области техники, имеющим положительный эффект по данному раскрытию, здесь включены рассмотренные ниже, один, или более дополнительных процессов. Один процесс включает в себя применение сканера трехмерного измерения (3D scanner, не показан) для сканирования поврежденного резца "PDC" 300, 310, 320, 330, для установления минимального количества, или объема необходимого упрочняющего состава 550, и где упрочняющий состав 550 необходим, чтобы не использовать лишний упрочняющий состав 550. Установление минимального количества, или объема необходимого упрочняющего состава 550 снижает затраты на ненужные отходы. Следовательно, во время этапа шлифования удаляют меньше упрочняющего материала 550. Другой процесс включает в себя погружение, по меньшей мере, поврежденного участка, или пустотной области 535, поврежденного резца "PDC" 300, 310, 320, 330 в расплавленный кобальт, при этом кобальт обеспечивает покрытие по поврежденной, или пустотной области 535. Покрытый резец "PDC" помещают в приспособление 500 фиксации восстанавливаемого резца, или тигель, выполненный или из керамики, графита, или другого подходящего материала. Упрочняющий состав 550 укладывают в приспособление 500 фиксации восстанавливаемого резца, или тигель, и на поврежденную область 535, восстановления формы поврежденного резца "PDC" 300, 310, 320, 330 с размерами восстановленного резца "PDC" 600. Осуществляют индукционный нагрев обработанного резца "PDC", получая, тем самым, восстановленный резец "PDC" 600. Промежуточное покрытие из кобальта облегчает связывание упрочняющего состава 550 с поврежденным несущим основанием 530 поврежденного резца "PDC" 300, 310, 320, 330. По другому процессу, по некоторым примерным вариантам осуществления, температуру алмазного слоя 210 поддерживают менее 700°С. Если температура алмазного слоя 210 достигла 700°С или выше, то возникает возможность повреждения алмазного слоя. Например, при таких повышенных температурах может иметь место графитизация. Таким образом, в некоторых примерных вариантах осуществления, используемый упрочняющий состав имеет температуру плавления, которая ниже 700°С, или находится при температуре, которая не допускает достижения алмазным слоем 210 температуры около 700°С во время способа 400 восстановления, или во время любого из других альтернативных примерных вариантов осуществления. Процессом сваривания управляют, для гарантии того, что температура алмазного слоя останется ниже 700°С.
Тем не менее в некоторых примерных вариантах осуществления, приспособление 500 фиксации восстанавливаемого резца, как отмечено ранее, включает в себя теплопоглотитель (не показан), соседний с алмазной пластиной 210, чтобы удерживать поликристаллический алмазный слой 210 от перегревания и испытания термического повреждения во время операции восстановления. Данный теплопоглотитель включается, когда температура упрочняющего состава 550 равна или выше 700°С, и, желательно, включается, когда температура упрочняющего состава 550 менее 700°С.
Способы восстановления резцов, как описано выше, выполняют на резцах "PDC", независимо от того, были ли они предварительно обработаны, позже обработаны, или вообще необработанны. Некоторые примеры обработки, которые не следует рассматривать как ограничение, включают в себя промывание, прокаливание, криогенную обработку, химическое осаждение из паровой или газовой среды, или создание нового или большего размера скоса на алмазной пластине 210, что известно специалистам в данной области техники. Промывание включает в себя лицевое промывание, боковое промывание, промывание скошенных кромок, и/или промывание кромок с двухсторонним скосом, которые являются терминами, известными специалистам в данной области техники. Может быть также применено во время обработки маскирование. Таким образом, например, резец "PDC", который предварительно был промыт и поврежден при использовании, подвергают любому из описанных выше способов восстановления. В данном случае примером восстановления является резец "PDC", который был предварительно обработан. В другом примере, резец "PDC", который не был предварительно обработан и поврежден при использовании, подвергают любому из способов восстановления, описанных выше, и затем соответственно промыт. В данном случае это пример последующей обработки восстановленного резца "PDC".
Примерные варианты осуществления допускают более полное использование дорогостоящих компонентов "PDC", которое включает в себя повторное использование компонентов поврежденного "PDC", в буровых долотах и инструменте. Данные примерные варианты осуществления способствуют снижению стоимости и повышению срока службы резцов, которые повторно используют после срабатывания или износа. Данные примерные варианты осуществления предлагают намного более совершенное решение, чем превращение в лом или режущие резцы электроэрозионного вырезного станка (wire EDM cutting cutters). Tenepb резцы восстановимы применением рассмотренных выше примерных вариантов осуществления.
Несмотря на то что каждый примерный вариант осуществления был рассмотрен детально, должно быть разъяснено, что любые признаки и изменения, которые применимы к одному варианту осуществления, также применимы к другим вариантам осуществления. Кроме того, несмотря на то, что изобретение было описано со ссылкой на конкретные варианты осуществления, такие описания не должны пониматься в ограничительном смысле. Специалистам в данной области техники, после обращения к описанию примерных вариантов осуществления, станут очевидными различные модификации раскрытых вариантов осуществления, а также альтернативных вариантов осуществления изобретения. Специалистам в данной области техники понятно, что раскрытые концепция и конкретные варианты осуществления действительно могут быть использованы в качестве основы для модификации или проектирования других структур или способов для выполнения одинаковых целей изобретения. Специалистам в данной области техники необходимо также понимать, что такие эквивалентные конструкции не выходят за рамки существа и объема изобретения, установленные далее в прилагаемой формуле изобретения. Таким образом, предполагается, что формула изобретения будет покрывать любые такие модификации, или варианты осуществления, которые находятся в пределах объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА ПРИ ВЫСОКОЙ СКОРОСТИ НАГРЕВА РЕЗЦОВ PDC | 2013 |
|
RU2628593C2 |
| Буровое долото с резцами PDC | 2019 |
|
RU2735319C1 |
| Способ испытания резцов PDC на абразивное изнашивание | 2024 |
|
RU2821172C1 |
| ТЕСТИРОВАНИЕ ПРОЧНОСТИ НА ОСНОВЕ АКУСТИЧЕСКОЙ ЭМИССИИ ДЛЯ PDC, PCBN ИЛИ ДРУГИХ ТВЕРДЫХ ИЛИ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2011 |
|
RU2577080C2 |
| ТЕСТИРОВАНИЕ ЖЕСТКОСТИ НА ОСНОВЕ АКУСТИЧЕСКОЙ ЭМИССИИ ДЛЯ PDC, PCBN ИЛИ ДРУГИХ ВСТАВОК ИЗ ТВЕРДОГО ИЛИ СВЕРХТВЕРДОГО МАТЕРИАЛА | 2011 |
|
RU2549914C2 |
| Буровое долото PDC с демпферами для вращающихся резцов | 2021 |
|
RU2768306C1 |
| Устройство для испытания резцов PDC на абразивное изнашивание | 2024 |
|
RU2821174C1 |
| Буровое долото PDC с демпфером и разжимным пружинным стопором для вращающихся резцов | 2022 |
|
RU2787667C1 |
| Буровое долото PDC с вращающимися резцами | 2021 |
|
RU2766858C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЛИ УСИЛЕНИЯ КАРМАНОВ РЕЗЦОВ БУРОВОГО ДОЛОТА, СПОСОБ ФОРМИРОВАНИЯ КАРМАНА РЕЗЦА БУРОВОГО ДОЛОТА И ЛОПАСТЬ БУРОВОГО ДОЛОТА | 2013 |
|
RU2618025C2 |
Группа изобретений относится к скважинным инструментам, восстановленным поликристаллическим резцам и способам их восстановления. Технический результат заключается в повышении срока службы резцов и более полном использовании их компонентов. Способ восстановления поврежденного резца содержит этапы, на которых используют поврежденный поликристаллический алмазный резец, содержащий поврежденное несущее основание, имеющее, по меньшей мере, одну пустоту, поликристаллическую алмазную пластину, соединенную с поврежденным несущим основанием, и выполненную из поликристаллической алмазной структуры, образующей множество внутрипоровых пространств между ними и каталитический материал, расположенный внутри одного или более внутрипоровых пространств. Далее устанавливают поврежденный поликристаллический алмазный резец в приспособлении для фиксации восстанавливаемого резца, наполняют приспособление фиксации восстанавливаемого резца упрочняющим составом, связывают упрочняющий состав с поврежденным несущим основанием и формируют обработанный резец, удаляют обработанный резец из приспособления фиксации восстанавливаемого резца, и удаляют участок упрочняющего состава из обработанного резца и формируют восстановленный резец. 4 н. и 29 з.п. ф-лы, 6 ил.
1. Способ восстановления поврежденного резца, содержащий этапы, на которых
используют поврежденный поликристаллический алмазный резец, содержащий
поврежденное несущее основание, имеющее, по меньшей мере, одну пустоту,
поликристаллическую алмазную пластину, соединенную с поврежденным несущим основанием, и выполненную из поликристаллической алмазной структуры, образующей множество внутрипоровых пространств между ними и каталитический материал, расположенный внутри одного или более внутрипоровых пространств,
устанавливают поврежденный поликристаллический алмазный резец в приспособлении для фиксации восстанавливаемого резца,
наполняют приспособление фиксации восстанавливаемого резца упрочняющим составом,
связывают упрочняющий состав с поврежденным несущим основанием и формируют обработанный резец,
удаляют обработанный резец из приспособления фиксации восстанавливаемого резца, и
удаляют участок упрочняющего состава из обработанного резца и формируют восстановленный резец.
2. Способ по п. 1, отличающийся тем, что приспособление для фиксации восстанавливаемого резца содержит
основание, имеющее внутреннюю поверхность, и
по меньшей мере, одну боковую стенку, продолжающуюся, по существу, ортогонально основанию, причем основание и, по меньшей мере, одна боковая стенка совместно образуют первую полость.
3. Способ по п. 2, отличающийся тем, что основание содержит вторую полость, продолжающуюся внутрь от внутренней поверхности, причем вторая полость сообщена с первой полостью и имеет размеры, обеспечивающие прием поликристаллической алмазной пластины поврежденного поликристаллического алмазного резца.
4. Способ по п. 3, отличающийся тем, что высота второй полости, по существу, равна толщине поликристаллической алмазной пластины поврежденного алмазного резца.
5. Способ по п. 3, отличающийся тем, что этап размещения внутри приспособления для фиксации восстанавливаемого резца включает этапы, на которых
располагают поликристаллическую алмазную пластину поврежденного поликристаллического алмазного резца внутри второй полости, и
располагают поврежденное несущее основание внутри первой полости.
6. Способ по п. 2, отличающийся тем, что дополнительно используют теплопоглотитель, термически соединенный с основанием.
7. Способ по п. 1, отличающийся тем, что упрочняющий состав содержит металлический материал, представляющий собой серебро, или соединения серебра, или смеси из соединения никеля, хрома, бора и кремния.
8. Способ по п. 1, отличающийся тем, что упрочняющий состав содержит карбид титана.
9. Способ по п. 1, отличающийся тем, что температура плавления упрочняющего состава составляет менее около 700°С.
10. Способ по п. 1, отличающийся тем, что этап, на котором связывают упрочняющий состав с поврежденным несущим основанием и формируют обработанный резец, содержит, по меньшей мере, один процесс микроволнового спекания процесса спекания искровым разрядом.
11. Способ по п. 1, отличающийся тем, что этап, на котором связывают упрочняющий состав с поврежденным несущим основанием и формируют обработанный резец, содержит этап, на котором поддерживают температуру поликристаллической алмазной пластины поврежденного поликристаллического алмазного резца менее чем примерно 700°С.
12. Способ по п. 1, отличающийся тем, что восстановленный резец содержит поликристаллическую алмазную пластину и восстановленное несущее основание, соединенное с поликристаллической алмазной пластиной, причем восстановленное несущее основание содержит поврежденное несущее основание и упрочняющий состав, размещенный внутри, по меньшей мере, одной пустоты.
13. Способ по п. 12, отличающийся тем, что диаметр поликристаллической алмазной пластины и диаметр восстановленного несущего основания являются одинаковыми.
14. Способ по п. 1, отличающийся тем, что дополнительно покрывают, по меньшей мере, один участок поврежденного несущего основания расплавленным кобальтом.
15. Способ восстановления поврежденного резца, содержащий этапы, на которых
используют поврежденный поликристаллический алмазный резец, содержащий
поврежденное несущее основание, имеющее, по меньшей мере, одну пустоту,
поликристаллическую алмазную пластину, соединенную с поврежденным несущим основанием, и выполненную из поликристаллической алмазной структуры, образующей множество внутрипоровых пространств между ними и каталитический материал, расположенный внутри одного или более внутрипоровых пространств,
связывают упрочняющий состав внутри, по меньшей мере, одной пустоты поврежденного несущего основания и формируют обработанный резец; и
удаляют участок упрочняющего состава из обработанного резца и формируют восстановленный резец.
16. Способ по п. 15, отличающийся тем, что дополнительно термически соединяют теплопоглотитель с поликристаллической алмазной пластиной поврежденного резца.
17. Способ по п. 15, отличающийся тем, что упрочняющий состав содержит металлический материал, представляющий собой, по меньшей мере один из следующих: серебро, соединения серебра, смеси из соединения никеля, хрома, бора и кремния.
18. Способ по п. 15, отличающийся тем, что упрочняющий состав содержит карбид титана.
19. Способ по п. 15, отличающийся тем, что температура плавления упрочняющего состава составляет менее чем примерно 700°С.
20. Способ по п. 15, отличающийся тем, что этап, на котором связывают упрочняющий состав внутри, по меньшей мере, одной пустоты поврежденного несущего основания и формируют обработанный резец, содержит сварочный процесс.
21. Способ по п. 15, отличающийся тем, что этап, на котором связывают упрочняющий состав внутри, по меньшей мере, одной пустоты поврежденного несущего основания и формируют обработанный резец, содержит ступень, на которой поддерживают температуру поликристаллической алмазной пластины поврежденного поликристаллического алмазного резца менее чем примерно 700°С.
22. Способ по п. 15, отличающийся тем, что восстановленный резец содержит поликристаллическую алмазную пластину и восстановленное несущее основание, соединенное с поликристаллической алмазной пластиной, причем восстановленное несущее основание содержит поврежденное несущее основание и упрочняющий состав, размещенный внутри, по меньшей мере, одной пустоты.
23. Способ по п. 22, отличающийся тем, что диаметр поликристаллической алмазной пластины и диаметр восстановленного несущего основания являются одинаковыми.
24. Способ по п. 15, отличающийся тем, что дополнительно покрывают, по меньшей мере, один участок поврежденного несущего основания расплавленным кобальтом.
25. Способ по п. 15, отличающийся тем, что удаляют участок упрочняющего состава из обработанного резца и формируют восстановленный резец, применяя устройство шлифования наружного диаметра (OD grinder).
26. Восстановленный поликристаллический резец, содержащий
поврежденное несущее основание, имеющее, по меньшей мере, одну пустоту,
поликристаллическую алмазную пластину, соединенную с поврежденным несущим основанием, и выполненную из поликристаллической алмазной структуры, образующей множество внутрипоровых пространств между ними и каталитический материал, расположенный внутри одного или более внутрипоровых пространств, и
упрочняющий состав, расположенный внутри, по меньшей мере, одной пустоты поврежденного несущего основания, и соединенный с поврежденным несущим основанием,
причем поврежденное несущее основание и упрочняющий состав, совместно, формируют полный замкнутый контур.
27. Восстановленный поликристаллический резец по п. 26, отличающийся тем, что упрочняющий состав содержит металлический материал, представляющий собой, по меньшей мере, один из следующих: серебро, соединения серебра, смеси из соединения никеля, хрома, бора и кремния.
28. Восстановленный поликристаллический резец по п. 26, отличающийся тем, что упрочняющий состав содержит карбид вольфрама.
29. Восстановленный поликристаллический резец по п. 26, отличающийся тем, что температура плавления упрочняющего состава составляет менее чем примерно 700°С.
30. Скважинный инструмент, содержащий
восстановленный поликристаллический резец, включающий в себя
поврежденное несущее основание, имеющее, по меньшей мере, одну пустоту,
поликристаллическую алмазную пластину, соединенную с поврежденным несущим основанием, и выполненную из поликристаллической алмазной структуры, образующей множество внутрипоровых пространств между ними и каталитический материал, расположенный внутри одного или более внутрипоровых пространств, и
упрочняющий состав, расположенный внутри, по меньшей мере, одной пустоты поврежденного несущего основания, и соединенный с поврежденным несущим основанием,
причем поврежденное несущее основание и упрочняющий состав, совместно, формируют полный замкнутый контур.
31. Скважинный инструмент по п. 30, отличающийся тем, что упрочняющий состав содержит металлический материал, представляющий собой, по меньшей мере, один из следующих: серебро, соединения серебра, смеси из соединения никеля, хрома, бора и кремния.
32. Скважинный инструмент по п. 30, отличающийся тем, что упрочняющий состав содержит карбид вольфрама.
33. Скважинный инструмент по п. 30, отличающийся тем, что температура плавления упрочняющего состава составляет менее чем примерно 700°С.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| НАПЛАВКА ТВЕРДЫМ СПЛАВОМ С ПОКРЫТЫМИ АЛМАЗНЫМИ ЧАСТИЦАМИ (ВАРИАНТЫ), ПРИСАДОЧНЫЙ ПРУТОК ДЛЯ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ, СПОСОБ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ (ВАРИАНТЫ), КОНИЧЕСКОЕ ШАРОШЕЧНОЕ ДОЛОТО ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ (ВАРИАНТЫ), КОНИЧЕСКАЯ ШАРОШКА | 1996 |
|
RU2167262C2 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

