Изобретение относится к магнитометрическому устройству и, в частности, относится к индукционному датчику или fluxgate на английском языке. Объектом изобретения является также способ изготовления такого индукционного датчика.
Индукционный датчик является устройством измерения земного магнитного поля, позволяющим определять ориентацию земного магнитного поля относительно базисной оси.
Когда индукционный датчик устанавливают на летательном аппарате, базисную ось располагают на одной линии с осью перемещения летательного аппарата, чтобы индукционный датчик обеспечивал определение магнитного курса летательного аппарата.
Индукционный датчик содержит два одноосных магнитометра, расположенных перпендикулярно друг к другу в по существу горизонтальной плоскости.
Каждый магнитометр содержит сердечник из материала с высокой магнитной проницаемостью, чтобы земного магнитного поля было достаточно для приведения сердечника в состояние, близкое к его состоянию насыщения. Сердечники охвачены первичной обмоткой и вторичной обмоткой. В первичную обмотку подают питание переменным током для создания в сердечнике колебания магнитного поля, которое создает разность потенциалов на контактах вторичной обмотки. Обработка сигнала, который появляется на вторичной обмотке, позволяет точно определить составляющую магнитного поля в направлении соответствующих катушек.
Чтобы избежать влияния вертикальной составляющей земного магнитного поля на магнитометры, необходимо удерживать магнитометры максимально в горизонтальной плоскости. Для этого сердечники установлены на маятнике, подвешенном под площадкой. Маятник заключен в корпус, который закреплен на площадке и заполнен жидкостью, достаточно вязкой, чтобы амортизировать движения маятника.
При таком исполнении известные индукционные датчики являются относительно тяжелыми и громоздкими.
Кроме того, понижение температуры приводит к повышению вязкости жидкости, которая в конечном счете начинает препятствовать колебательному движению маятника. Следовательно, эти индукционные датчики нельзя использовать ниже определенной температуры, а именно -20° даже в случае наиболее усовершенствованных элементов. Однако такая температура часто встречается на некоторых летательных аппаратах, летающих на большой высоте.
Такие индукционные датчики описаны в документах FR 2238162 и FR 2099925.
Задача изобретения состоит в создании средства, в котором, по меньшей мере, частично устранены вышеуказанные недостатки.
Поставленная задача решена в индукционном датчике, содержащем корпус, в котором находится электромагнитный узел обнаружения магнитного поля, при этом электромагнитный узел закреплен на маятнике, подвешенном через шарнир к стенке корпуса, причем корпус содержит жидкость для амортизации движений маятника, согласно изобретению противоположно шарниру маятник содержит поверхность, имеющую форму сферического купола и расположенную напротив стенки корпуса ответной формы, образуя пространство, имеющее соответствующие размеры, обеспечивающие ламинирование между ними амортизационной жидкости, когда маятник совершает движения.
Таким образом, обеспечивают ламинарную амортизацию маятника, а не объемную амортизацию, как в известных решениях. Действительно, форма сферического купола поверхности маятника и взаимное соответствие поверхности маятника и находящейся напротив стенки корпуса позволяют получить равномерное пространство постоянной толщины между указанной поверхностью и указанной стенкой. Таким образом, присутствующая в этом пространстве жидкость образует пленку постоянной толщины на очень большой площади, что позволяет легко добиться ламинирования пленки, когда маятник находится в движении.
В документе FR 2238162 описан индукционный датчик, конструкция которого препятствует ламинарной амортизации. На фиг.1 указанного документа показано, что маятник не имеет поверхности в виде сферического купола и что стенка корпуса, находящаяся напротив маятника, не имеет формы, соответствующей указанной поверхности. Действительно, эта стенка является явно уплощенной, чтобы ограничить объем индукционного датчика. Неравномерность пространства, ограниченного поверхностью маятника и стенкой корпуса, препятствует, таким образом, ламинированию амортизационной жидкости.
Точно так же в документе FR 2099925 описан индукционный датчик, конструкция которого препятствует ламинарной амортизации, поскольку, как показано на фиг.1, индукционный датчик содержит пластину кольцевого упора, которая создает завихрения на границе пространства, ограниченного стенкой корпуса и находящейся напротив поверхностью маятника, что исключает любую возможность ламинирования амортизационной жидкости.
Что же касается заявленного решения, то ламинарная амортизация маятника возможна и позволяет:
- ограничить количество необходимой амортизационной жидкости, поэтому индукционный датчик является относительно компактным и легким;
- использовать амортизационную жидкость с меньшей вязкостью, что позволяет применять ее с высокой эффективностью при более низких температурах до -50°С и даже ниже;
- использовать амортизационную жидкость, менее плотную и менее чувствительную к температурным колебаниям.
Предпочтительно указанная поверхность маятника окаймлена отстоящим от нее участком поверхности, что способствует поступлению амортизационной жидкости в пространство, и предпочтительно отстоящий участок поверхности имеет форму усеченного конуса.
За счет этого создается эффект воронки, который облегчает проникновение и даже заставляет амортизационную жидкость поступать в пространство, предназначенное для ламинирования амортизационной жидкости.
Предпочтительно указанная поверхность маятника имеет отверстия вблизи ее контура для выхода амортизационной жидкости.
Выходные отверстия позволяют ограничить риск ускорения амортизационной жидкости во время ее проникновения в пространство ламинирования. Такое ускорение помешало бы контролю за амортизацией, обеспечиваемой амортизационной жидкостью.
Объектом изобретения является также способ изготовления индукционного датчика для индукционного компаса, в котором электромагнитный узел содержит два одноосных магнитометра, расположенных перпендикулярно друг к другу, концевые участки которых заходят в вырезы, выполненные в маятнике, при этом корпус содержит крепежную площадку, к которой подвешивают маятник. Способ содержит этап подвешивания маятника к крепежной площадке и фазу установки магнитометров, содержащую три этапа:
- располагают площадку горизонтально и оставляют маятник раскачиваться до его стабилизации,
- устанавливают концы магнитометров в вырезы маятника, удерживая магнитометры в горизонтальном положении, не касаясь маятника,
- наносят каплю клея одновременно в четыре выреза и производят полимеризацию клея.
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания частного неограничивающего варианта осуществления изобретения со ссылками на прилагаемые чертежи.
На фиг.1 показан заявленный индукционный датчик, вид в осевом разрезе;
на фиг.2 показан маятник этого индукционного датчика до установки на место магнитометров, вид в перспективе;
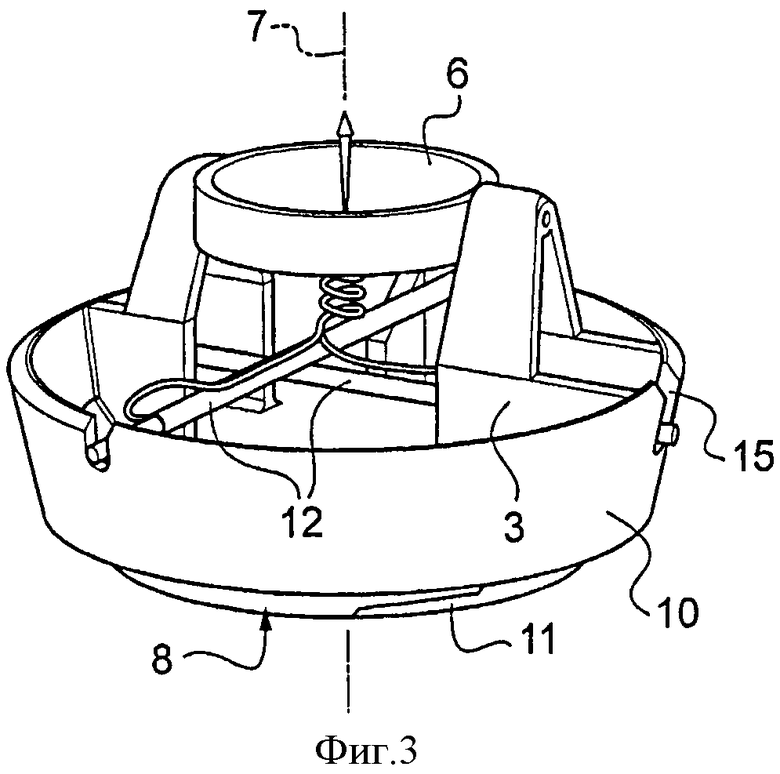
на фиг.3 показан маятник после установки магнитометров, вид в перспективе.
Как показано на чертежах, индукционный датчик содержит корпус, обозначенный общей позицией 1, содержащий электромагнитный узел 2 обнаружения магнитного поля и маятник 3, который подвешен в корпусе и поддерживает электромагнитный узел 2.
Корпус 1 содержит стенку 4 в виде сферического купола, имеющую круглый край, ограничивающий отверстие, закрываемое площадкой 5 крепления индукционного датчика к опоре.
Маятник 3 подвешен к площадке 5 через двойной шарнир 6, содержащий кольцо, соединенное с площадкой 5, чтобы поворачиваться вокруг второй оси, перпендикулярной к первой оси и компланарной с этой первой осью. Средства соединения кольца с площадкой 5 содержат два поворотных соединения с короткой центровкой, и средства соединения кольца с маятником 3 тоже содержат два поворотных соединения с короткой центровкой. Для каждой оси каждое поворотное соединение содержит цапфу, один конец которой закреплен в маятнике или площадке, а противоположный конец свободно заходит при помощи скользящей посадки в отверстие, образованное в кольце. Протяженность посадки уменьшена до минимума, чтобы деформация деталей, приводящая к нарушению линейного расположения цапф, не создавала напряжений, мешающих движению маятника. В варианте поворотные соединения можно заменить шаровыми соединениями, чтобы еще больше ограничить напряжения, которые могут возникнуть в результате плохого выравнивания цапф в линию, однако этот вариант является более дорогим. Двойной шарнир 6 обеспечивает угловое отклонение маятника примерно на 30° по обе стороны от третьей оси, нормальной к площадке и пересекающей первую ось и вторую ось.
Маятник 3 включает в себя грузик, сбалансированный таким образом, чтобы в состоянии покоя, когда площадка является горизонтальной, ось 7, проходящая через центр тяжести маятника и через пересечение поворотных осей маятника 3, образовала нормаль к площадке 5.
Напротив стенки 4 маятник 3 содержит поверхность 8 в виде сферического купола, центрованную по оси 7. Вместе со стенкой 4 поверхность 8 ограничивает пространство 9 ламинирования. Поверхность 8 окружена отстоящим от нее кольцевым участком 10 поверхности и вблизи своего контура содержит сквозные отверстия 11.
Предпочтительно маятник выполнен из термопластического материала, в данном случае без наполнителя, что способствует точности и геометрической стабильности в температурных условиях сферических поверхностей, и включает в себя вставку, например, из металла, образующую инерционный грузик. Предпочтительно в этом случае маятник изготовлен посредством литья под давлением термопластического материала в пресс-форме таким образом, что термопластический материал обволакивает вставку. Этот способ изготовления позволяет: ограничить операции сборки; получить маятник, имеющий относительно гладкую наружную поверхность, способствующую ламинарной амортизации; оптимизировать относительное позиционирование центра инерции маятника, центра вращения маятника и центра купола. Термопластическим материалом является, например, полиэфиримид (ПЭИ).
Электромагнитный узел 2 содержит известные сами по себе одноосные магнитометры 12, содержащие сердечники из ферромагнитного материала, обладающего высокой магнитной проницаемостью и реагирующего на слабые магнитные поля. В частности, применяемым в данном случае ферромагнитным материалом является сплав железа и никеля с очень высокой проницаемостью, предпочтительно более 1·10-2 Гн/м. Каждый сердечник содержит полосы указанного материала, закрепленные на стеклянной трубке.
Стеклянную трубку охватывают две наложенные друг на друга обмотки: первичная обмотка и вторичная обмотка магнитометра.
Магнитометры 12 расположены под углом 90° относительно друг друга и друг над другом параллельно первой оси и второй оси двойного шарнира 6. Магнитометры 12 отстоят друг от друга, чтобы избежать взаимного магнитного соединения. Концы магнитометров 12 закреплены в периферических вырезах 15 маятника 3 таким образом, чтобы, когда маятник 3 оставляют свободно раскачиваться, и в состоянии покоя магнитометры 12 были горизонтальными.
Обмотки соединены с соединителем, установленным в центре площадки 5. Соединитель 13 является, например, герметичным цилиндрическим микросоединителем с пятью штырьками. Провода, соединяющие обмотки с соединителем 13, скручены и удерживаются вместе при помощи капли клея, нанесенной в точке, где провода расходятся, соединяясь с обмотками. Скрученный участок 14 выполнен таким образом, чтобы не мешать движениям маятника. В данном случае скрученный участок 14 имеет вид буравчика с двумя витками. Скрученный участок 14 располагают таким образом, чтобы он находился по существу вокруг оси 7, при этом маятник 3 находится в состоянии покоя, а площадка 5 является горизонтальной, чтобы минимизировать его влияние на колебательное движение маятника 3. В варианте скрученный участок может иметь другую спиральную форму, например плоскую. В другом варианте скрученный участок 14 выполняют таким образом, чтобы он следовал осям вращения двойного шарнира 6, все с той же целью минимизации его влияния на движения маятника.
Скрученный участок имеет концевую часть, погруженную в блок 16 смолы, который неподвижно соединен с соединителем 13 и охватывает также зону соединения проводов с штырьками соединителя 13. Блок 16 смолы позволяет повысить механическую прочность соединения проводов с соединителем 13 и, в целом, избегать, чтобы усилие натяжения со стороны скрученного участка приводило к большому напряжению на отдельных проводах или на их соединении с соединителем.
Амортизационная жидкость заполняет часть корпуса 1, в данном случае до верхнего края маятника 3.
Пространство 9 ламинирования заполняют амортизационной жидкостью таким образом, чтобы ламинирование амортизационной жидкости происходило между поверхностью 8 и стенкой 4. Отстоящий кольцевой участок 10 поверхности образует вместе со стенкой 4 подобие воронки, способствующей проникновению амортизационной жидкости в пространство 9 ламинирования.
Радиус маятника 3 и радиус внутренней поверхности стенки 4 корпуса 1, определяющие толщину пространства 9 ламинирования, выбирают, применяя, например, теорию вискозиметра Куэтта.
Некоторые этапы изготовления индукционного датчика необходимо осуществлять с особенной тщательностью.
Установку на место магнитометров 12 следует осуществлять с высокой точностью в три этапа:
- площадку 5 располагают горизонтально и оставляют маятник 3 раскачиваться до его стабилизации,
- концы магнитометров 12 устанавливают в вырезы маятника 3, удерживая оба магнитометра в горизонтальном положении, не касаясь маятника 3,
- наносят каплю клея (используемый клей обладает большой текучестью) одновременно в четыре выреза и производят полимеризацию клея.
Этот вариант изготовления представляет особый интерес, так как позволяет отказаться от средств регулирования, которые в другом случае были бы необходимы для горизонтального позиционирования и крепления магнитометров. Такие средства регулирования могут сказаться на ламинарности амортизации и представляют собой массивные элементы, удаленные относительно центра тяжести маятника. Кроме того, исключение средств регулирования делает индукционный датчик более чувствительным и надежным с исключительно ограниченным риском нарушения регулирования во времени.
Используемой амортизационной жидкостью является масло с кинематической вязкостью 5 мм2/с при 25°С, с плотностью, близкой к 0,91 при 25°С, и с точкой замерзания -65°С.
Толщина пространства 9 ламинирования представляет собой компромисс, учитывающий вязкость амортизационной жидкости и выбранный способ изготовления. Действительно, при выборе способа изготовления из термопластических материалов посредством литья под давлением минимальная толщина, которую можно получить, будет зависеть от необходимости дальнейшей механической обработки.
Разумеется, изобретение не ограничивается описанным вариантом осуществления и охватывает любую версию, не выходящую за рамки изобретения, определенные формулой изобретения.
В частности, корпус и маятник могут иметь конструкцию, отличную от описанной. Корпус может иметь внешнюю форму, отличную от внутренней формы сферического купола.
Электромагнитный узел может иметь другую конструкцию и содержать тор.
Можно также выбрать другие амортизационные жидкости со значениями, близкими к вышеуказанным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционный датчик угла наклона | 1976 |
|
SU655898A1 |
| ИНДУКЦИОННЫЙ КОМПАС | 1994 |
|
RU2084824C1 |
| Индукционный датчик | 1980 |
|
SU883810A1 |
| ДАТЧИК МАГНИТОМЕТРА | 2005 |
|
RU2287837C1 |
| СКВАЖИННЫЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ | 2001 |
|
RU2200228C2 |
| Индукционный датчик | 1977 |
|
SU661448A1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩИ ИНДУКЦИОННЫМ НАГРЕВОМ | 2007 |
|
RU2449509C2 |
| ИНДУКЦИОННЫЙ ДАТЧИК ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 2015 |
|
RU2605641C1 |
| ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ЖИДКОСТЕЙ | 2015 |
|
RU2625719C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИНДУКЦИОННОГО УСТРОЙСТВА И ЭЛЕКТРОМАГНИТНОЕ ИНДУКЦИОННОЕ УСТРОЙСТВО | 2014 |
|
RU2636054C2 |

Изобретение относится к измерительной технике и представляет собой индукционный датчик для измерения земного магнитного поля. Датчик содержит электромагнитный узел обнаружения магнитного поля, размещённый на маятнике. Маятник помещен в корпус и подвешен к его стенке на шарнире. Противоположная от шарнира стенка корпуса имеет форму полусферы и соответствует по размеру сферической поверхности маятника. Техническим результатом является обеспечение постоянства расстояния между корпусом и маятником, когда маятник совершает движения, и ламинирования между ними амортизационной жидкости. 2 н. и 14 з.п. ф-лы, 3 ил.
1. Индукционный датчик, содержащий корпус (1) с расположенным в нем электромагнитным узлом (2) обнаружения магнитного поля, закрепленным на маятнике (3), подвешенном через шарнир (6) к стенке (5) корпуса, при этом корпус содержит жидкость для амортизации движений маятника, отличающийся тем, что противоположно шарниру маятник содержит поверхность (8), имеющую форму сферического купола и расположенную напротив стенки (4) корпуса ответной формы, образуя пространство, имеющее соответствующие размеры, обеспечивающие ламинирование между ними амортизационной жидкости, когда маятник совершает движения.
2. Индукционный датчик по п.1, отличающийся тем, что указанная поверхность (8) маятника (3) окаймлена отстоящим от нее участком (10) поверхности для облегчения поступления амортизационной жидкости в пространство (9).
3. Индукционный датчик по п.2, отличающийся тем, что отстоящий участок (10) поверхности имеет форму усеченного конуса.
4. Индукционный датчик по п.1, отличающийся тем, что указанная поверхность (8) маятника (3) имеет отверстия (11) вблизи ее контура для выхода амортизационной жидкости.
5. Индукционный датчик по п.1, отличающийся тем, что электромагнитный узел (2) содержит два одноосных магнитометра (12), расположенных перпендикулярно друг к другу.
6. Индукционный датчик по п.5, отличающийся тем, что магнитометры (12) имеют концевые участки, заходящие в вырезы (15), выполненные в маятнике (3).
7. Индукционный датчик по п.1, отличающийся тем, что электромагнитный узел (2) соединен с соединителем (13), установленным на площадке (5), проводами, собранными в виде скрученного участка (14).
8. Индукционный датчик по п.7, отличающийся тем, что скрученный участок (14) выполнен в виде спирали с осью, по существу нормальной к площадке (5).
9. Индукционный датчик по п.7, отличающийся тем, что скрученный участок (14) выполнен так, что следует осям вращения двойного шарнира (6).
10. Индукционный датчик по п.7, отличающийся тем, что соединения проводов с соединителем (13) погружены в блок (16) смолы, неподвижно соединенный с соединителем.
11. Индукционный датчик по п.7, отличающийся тем, что скрученный участок (14) имеет концевой участок, погруженный в блок (16) смолы.
12. Индукционный датчик по п.1, отличающийся тем, что маятник выполнен из термопластического материала и включает в себя вставку, образующую инерционный грузик.
13. Индукционный датчик по п.12, отличающийся тем, что маятник выполнен посредством литья термопластического материала вокруг вставки.
14. Индукционный датчик по п.1, отличающийся тем, что амортизационная жидкость имеет кинематическую вязкость около 5 мм2/с при 25°С, с плотностью, близкой к 0,91 при 25°С, и с точкой замерзания около -65°С.
15. Индукционный датчик по п.1, отличающийся тем, что шарнир (6) соединен со стенкой (5) и маятником (3) при помощи средств соединения, выполненных с возможностью обеспечения отклонения маятника (3) вокруг двух осей, при этом средства соединения содержат два поворотных соединения для каждой оси.
16. Способ изготовления индукционного датчика по любому из пп.1-15, в котором электромагнитный узел (2) обнаружения содержит два одноосных магнитометра (12), расположенных перпендикулярно друг к другу, концевые участки которых заходят в вырезы (15), выполненные в маятнике (3), при этом корпус содержит крепежную площадку, к которой подвешивают маятник, при этом способ содержит этап подвешивания маятника к крепежной площадке и фазу установки магнитометров (12), содержащую три этапа:
- располагают площадку (5) горизонтально и оставляют маятник (3) раскачиваться до его стабилизации,
- устанавливают концы магнитометров (12) в вырезы маятника (3), удерживая магнитометры в горизонтальном положении, не касаясь маятника (3),
- наносят каплю клея одновременно в четыре выреза и производят полимеризацию клея.
| СПОСОБ ОЧИСТКИ ПРОВОЛОКИ ИЛИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2238162C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕУБОРОЧНОЙ ОБРАБОТКИ ЗЕРНА ПРОПИОНОВОЙ КИСЛОТОЙ | 1996 |
|
RU2099925C1 |

