ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления соединительного узла для электрических кабелей среднего или высокого напряжения.
Изобретение также относится к соединительному узлу для электрических кабелей среднего или высокого напряжения, получаемому вышеупомянутым способом.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Термин «среднее напряжение» употребляется в данном описании для обозначения напряжения, как правило, от примерно 1 кВ до примерно 30 кВ, а термин «высокое напряжение» - для обозначения напряжения свыше 30 кВ. Термин «очень высокое напряжение» употребляется для определения напряжения, превышающего примерно от 150 кВ или 220 кВ до 500 кВ или более.
Чтобы сделать настоящее описание яснее, будут сделаны ссылки на муфту, которая представляет собой соединительный узел, в частности, предусмотренный для механического и электрического соединения двух электрических кабелей. Однако специалист в данной области техники поймет, что аналогичные соображения применимы при рассмотрении концевой заделки, которая представляет собой соединительный узел, предусмотренный специально для механического и электрического соединения электрического кабеля с другим устройством, в таких случаях, где такая концевая заделка содержит признаки, описанные применительно к муфте. Вышеупомянутое другое устройство может представлять собой, например, устройство электропитания, трансформатор, пользовательское устройство и т.д.
Как известно, муфты для электрических кабелей среднего и высокого напряжения в типичном случае содержат радиально эластомерную гильзу, выполненную из диэлектрического материала с возможностью осуществления ее стяжки поверх соединителя, соединяющего жилы двух электрических кабелей, и поверх концевых участков изолирующих слоев таких электрических кабелей.
В вышеописанных муфтах, внутри эластомерной гильзы в соответствии с соединителем и концевыми участками экрана кабеля, как правило, предусмотрены проводящие или полупроводниковые элементы для управления электрическим полем внутри муфты, в частности, во избежание присутствия областей с высокой концентрацией электрического поля, в которых могут происходить нежелательные электрические разряды и пробои.
В документе EP 0435569 описана цилиндрическая гильза, подверженная стяжке, содержащая диэлектрический материал для ограждения соединения или наконечника соответственно электрического кабеля среднего напряжения, причем этот кабель включает в себя жилу, изоляцию, окружающую жилу, экранирующий слой, окружающий изоляцию. Гильза содержит внешний слой, выполненный из полупроводникового материала, средний слой, выполненный из жидкого силиконового каучука, и внутренний слой, который состоит из двух концевых участков и срединного участка, отстоящего от концевых участков. Упомянутые слои сформированы посредством инжекционного формования. Концевые участки состоят из диэлектрического материала, управляющего механическим напряжением. Срединный участок действует как электрод. Концевые участки внедрены в изолирующий материал и предпочтительно имеют одинаковую толщину стенок.
В документе US 4390745 описан кожух для электрического устройства, содержащий первую полую гильзу из изолирующего материала, вокруг которой расположена вторая гильза, содержащая внутренний слой из изолирующего материала и внешний слой из проводящего материала (обычно соединенный с «землей», например экраном кабеля). Первая гильза может иметь крайний изнутри изолирующий слой материала, создающего градиент механического напряжения. Здесь предложен вариант осуществления, в котором предусмотрена гильза из электроизолирующего материала, имеющая внутреннюю облицовку из материала, создающего градиент механического напряжения, и крайние изнутри слои электропроводного материала на ее центральных и концевых участках.
Что касается конкретно муфт для электрических кабелей высокого напряжения, то в документе WO 2007/074480 описан способ сращивания или соединения друг с другом электрических кабелей и соответствующей муфты. Муфта содержит покрывающую гильзу в форме трубчатой гильзы. Гильза содержит основное трубчатое тело, включающее в себя один или более кольцевых вкладышей из полупроводникового материала, встроенных, по меньшей мере, в один слой изолирующего материала, которые указываются посредством ссылки как электрод и дефлекторы (или чашки).
Заявитель заметил, что в муфте вышеописанного типа электрод и дефлекторы выполнены отдельными посредством инжекционного формования. Когда эти элементы формуют отдельно, следует уделять большое внимание материалу и/или конструкции соответствующей формы, чтобы придать желаемую форму электроду и дефлекторам, а также обеспечить эффективное управление электрическим полем внутри муфты. Этапы отдельного изготовления электрода и дефлекторов усложняют способ изготовления муфты и делают его продолжительным.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩЕСТВА ИЗОБРЕТЕНИЯ
Заявитель столкнулся с технической задачей уменьшения времени и сложности изготовления муфты, в частности изготовления электрода и дефлекторов, при поддержании желаемой способности управлять электрическим полем в муфте для электрических кабелей среднего или высокого напряжения.
Заявитель обнаружил, что эту задачу можно решить посредством способа, при осуществлении которого электрод и дефлекторы соединительного узла получают путем разрезания трубчатого элемента на участки подходящей длины и путем механической обработки концов этих участков.
Соответственно, в первом своем аспекте настоящее изобретение относится к способу изготовления соединительного узла для электрических кабелей среднего и высокого напряжения, содержащему этапы, на которых:
- формируют трубчатый элемент, выполненный из полупроводникового материала;
- вырезают из упомянутого трубчатого элемента первый цилиндрический элемент, имеющий первую длину, и второй цилиндрический элемент, имеющий вторую длину;
- осуществляют механическую обработку концевого участка упомянутого первого цилиндрического элемента и концевого участка упомянутого второго цилиндрического элемента, чтобы придать им, по меньшей мере, частично закругленный профиль;
- располагают упомянутый первый цилиндрический элемент на радиально внутренней поверхности эластомерной гильзы, выполненной из диэлектрического материала и проходящей вокруг продольной оси;
- располагают упомянутый второй цилиндрический элемент на свободном концевом участке упомянутой эластомерной гильзы на некотором расстоянии от упомянутого первого цилиндрического элемента, причем закругленный концевой участок упомянутого второго цилиндрического элемента обращен к закругленному концевому участку упомянутого первого цилиндрического элемента;
- осуществляют упругое расширение упомянутой эластомерной гильзы путем вставки, по меньшей мере, одного съемного опорного элемента в положении, радиально внутреннем по отношению к упомянутой эластомерной гильзе.
Во втором своем аспекте настоящее изобретение относится к соединительному узлу для электрических кабелей среднего или высокого напряжения, содержащему:
- эластомерную гильзу, выполненную из диэлектрического материала и проходящую вокруг продольной оси;
- по меньшей мере, один съемный опорный элемент, коаксиально расположенный относительно упомянутой эластомерной гильзы в его радиально внутреннем положении и выполненный с возможностью удержания упомянутой эластомерной гильзы в радиально расширенном состоянии;
- первый цилиндрический элемент, расположенный на радиально внутренней поверхности упомянутой эластомерной гильзы, причем упомянутый первый цилиндрический элемент имеет первую длину и проходит вокруг продольной оси упомянутой эластомерной гильзы;
- второй цилиндрический элемент, расположенный, по меньшей мере, на одном свободном концевом участке упомянутой эластомерной гильзы, причем упомянутый второй цилиндрический элемент имеет вторую длину и проходит вокруг упомянутого первого цилиндрического элемента,
причем упомянутый первый цилиндрический элемент и упомянутый второй цилиндрический элемент имеют один и тот же диаметр и содержат соответствующие концевые участки, обращенные друг к другу и имеющие, по меньшей мере, частично закругленный профиль, полученный посредством механической обработки.
По всему тексту данного описания и нижеследующей формулы изобретения термины «радиальное», «осевое» (или «продольное») употребляются для обозначения перпендикулярного направления и параллельного направления соответственно по отношению к продольной оси начала отсчета соединительного узла, при этом вышеупомянутая продольная ось определяется продольной осью эластомерной гильзы. И наоборот, выражение «радиально внутреннее или внешнее» употребляется для обозначения положения вдоль радиального направления по отношению к вышеупомянутой продольной оси, а выражение «внутреннее или внешнее в осевом направлении» употребляется для обозначения положения вдоль направления, параллельного вышеупомянутой продольной оси, и по отношению к плоскости начала отсчета, перпендикулярной к упомянутой продольной оси и пересекающей упомянутую эластомерную гильзу на ее центральном участке.
По меньшей мере, в одном из вышеупомянутых аспектов данное изобретение может содержать, по меньшей мере, один из следующих предпочтительных признаков.
Упомянутый, по меньшей мере, частично закругленный профиль предпочтительно получают путем шлифования, предпочтительнее с помощью фасонного шлифовального круга.
Способ предпочтительно предусматривает расположение соединителя, проходящего вокруг упомянутой продольной оси, коаксиально упомянутому первому цилиндрическому элементу в положении, радиально внутреннем по отношению к упомянутому первому цилиндрическому элементу.
В предпочтительном варианте осуществления упомянутый первый цилиндрический элемент и упомянутый второй цилиндрический элемент ограничены соответствующими вкладышами, внедренными в радиально внутренний слой упомянутого диэлектрического материала.
В конкретно предпочтительном варианте осуществленияупомянутый трубчатый элемент изготавливают посредством экструзии. В альтернативном варианте, упомянутый трубчатый элемент может быть изготовлен посредством формования.
Упомянутый трубчатый элемент предпочтительно имеет постоянный внешний диаметр. В более предпочтительном варианте упомянутый трубчатый элемент имеет постоянную толщину.
Способ изготовления соединительного узла предпочтительно предусматривает:
- получение двух вторых цилиндрических элементов из упомянутого трубчатого элемента;
- симметричное расположение упомянутых двух вторых цилиндрических элементов на стороне, противоположной по отношению к упомянутому первому цилиндрическому элементу, на двух противоположных концевых участках упомянутой эластомерной гильзы.
Соединительный узел предпочтительно содержит соединитель, находящийся в положении, радиально внутреннем по отношению к упомянутому первому цилиндрическому элементу, и проходящий вокруг упомянутой продольной оси коаксиально упомянутому первому цилиндрическому элементу.
Упомянутый первый цилиндрический элемент и упомянутый, по меньшей мере один второй цилиндрический элемент предпочтительно получают из одиночного трубчатого элемента, выполненного из полупроводникового материала.
Упомянутый трубчатый элемент предпочтительно изготавливают путем экструзии.
В конкретно предпочтительном варианте осуществления соединительный узел содержит два вторых цилиндрических элемента, причем упомянутые два вторых цилиндрических элемента расположены симметрично на противоположных сторонах относительно упомянутого первого цилиндрического элемента на двух противоположных свободных концах упомянутой эластомерной гильзы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные признаки и преимущества настоящего изобретения станут более очевидными из нижеследующего подробного описания некоторых предпочтительных вариантов его осуществления, причем такое описание приводится просто в качестве неограничительных примеров со ссылками на прилагаемые чертежи. На таких чертежах:
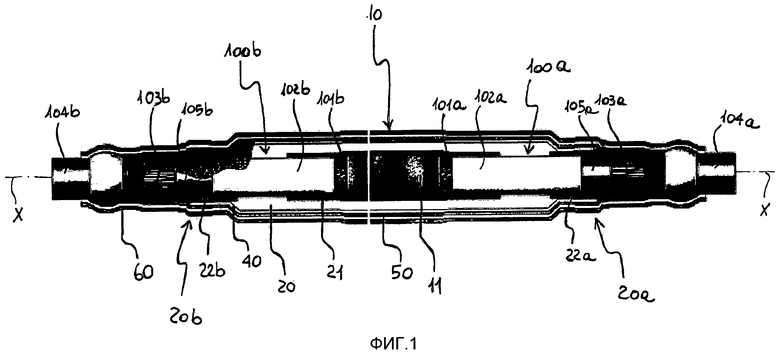
- на фиг. 1 представлен схематический вид, частично в сечении, соединительного узла, соответствующего данному изобретению, в рабочей конфигурации, в которой он механически и электрически соединяет два электрических кабеля;
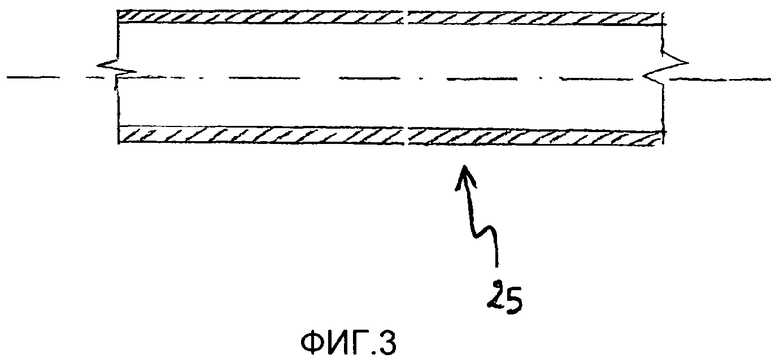
- на фиг. 2 представлено в увеличенном масштабе схематическое сечение участка соединительного узла согласно фиг. 1;
- на фиг. 3 представлено в увеличенном масштабе схематическое сечение участка трубчатого элемента, используемого в способе изготовления соединительного узла согласно фиг. 1.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Что касается фиг. 1, то здесь соединительный узел для электрических кабелей среднего или высокого напряжения, соответствующий данному изобретению, обозначен позицией 10. В частности, соединительный узел согласно фиг. 1 представляет собой муфту, показанную в рабочей конфигурации, в которой он механически и электрически соединяет два электрических кабеля 100a, 100b среднего или высокого напряжения.
Каждый электрический кабель 100a, 100b содержит, по меньшей мере, одну жилу 101a, 101b и изолирующий слой 102a, 102b, коаксиально нанесенный в радиально внешнем положении на упомянутую, по меньшей мере, одну жилу 101a, 101b. В радиально внешнем положении на изолирующий слой 102a, 102b коаксиально наложен проводящий экран 103a, 103b. Проводящий экран 103a, 103b, в свою очередь покрыт, по меньшей мере, одной защитной оболочкой 104a, 104b из электроизолирующей пластмассы или эластомерного материала.
Как показано на фиг. 1, каждый электрический кабель 100a, 100b в предпочтительном варианте дополнительно содержит, по меньшей мере, одно полупроводниковое покрытие 105a, 105b, расположенное в радиальном направлении между изолирующим слоем 102a, 102b и проводящим экраном 103a, 103b.
Чтобы раскрыть жилы 101a, 101b, концевой участок каждого кабеля 100a, 100b обрабатывают таким образом, что жилы 101a, 101b выступают в осевом направлении на заданное расстояние относительно соответствующих внешних слоев, как явно показано на фиг. 1.
Как лучше показано на фиг. 2, муфта 10 содержит соединитель 11, проходящий вокруг продольной оси X-X.
Соединитель 11 представляет собой гнездовой соединитель, который содержит противоположные в осевом направлении концевые участки 11a, l1b, каждый из которых выполнен с возможностью заключения и блокировки соответствующего штекерного соединителя (не показан), связанного со свободным концевым участком соответствующего электрического кабеля 100a, 100b, в желаемое осевое положение.
После вставки каждого из соединителей, связанных с концевыми участками электрических кабелей 100, 100b, в соответствующее посадочное место 12a, 12b этот штекер оказывается механически сочлененным с соединителем 11 обычным образом, тем самым обеспечивая электрическое соединение между двумя электрическими кабелями 100a, 100b.
Соединитель 11 выполнен из металлического материала, предпочтительно алюминия, покрытого оловом. Он содержит две противоположные в осевом направлении внешние поверхности 110a, 110b и радиальную трубчатую поверхность 111.
В альтернативном варианте осуществления (не показан) соединитель 11 не является частью соединительного узла, а представляет собой отдельный элемент. В этом случае перед соединением концевых участков двух кабелей с вышеупомянутым соединителем соединительный узел (без соединителя в нем) размещают для ожидания в положении на одном из двух кабелей. После этого соединительный узел перемещают и располагают поверх вышеупомянутого соединителя и концевых участков обоих соединенных с ним кабелей.
Как показано на фиг. 1 и 2, соединительный узел 10 содержит в положении, радиально внешнем по отношению к соединителю 11, эластомерную гильзу 20. Гильза 20 может быть выполнена из диэлектрических материалов, подверженных горячей или холодной стяжке. Гильза 20 предпочтительно выполнена из диэлектрического материала, подверженного холодной стяжке, такого, как каучук, представляющий собой этиленпропилендиеновый мономер (EPDM).
Гильза 20 проходит коаксиально продольной оси X-X и имеет длину, которая больше, чем длина соединителя 11. Соединитель 11 расположен по центру внутри гильзы 20 вдоль продольной оси X-X, так что расположение гильзы 20 вокруг соединителя 11 получается симметричным вдоль продольной оси X-X.
Гильза 20 содержит на своем радиально внутреннем участке первый цилиндрический вкладыш 21, выполненный из полупроводникового материала. По всему тексту нижеследующего описания вкладыш 21 будет именоваться «электродом».
Электрод 21 предпочтительно выполнен из полупроводникового материала, подверженного холодной стяжке. В более предпочтительном варианте таким материалом является каучук, представляющий собой EPDM.
Электрод 21 проходит коаксиально продольной оси X-X и имеет длину, которая больше, чем длина соединителя 11, и меньше, чем длина гильзы 20. Электрод 21 расположен симметрично относительно соединителя 11 и гильзы 20 вдоль продольной оси X-X.
Гильза 20 дополнительно содержит на каждом из ее концевых участков 20a, 20b соответствующий второй цилиндрический вкладыш 22a, 22b, выполненный из полупроводникового материала. По всему тексту нижеследующего описания вкладыши 22a, 22b будут именоваться «дефлекторами».
Дефлекторы 22a, 22b взаимодействуют с электродом 21, управляя электрическим полем внутри гильзы 20, в частности, во избежание присутствия областей с высокой концентрацией электрического поля, в которых могут возникать нежелательные электрические разряды и пробои.
Каждый из дефлекторов 22a, 22b проходит коаксиально продольной оси X-X и выступает в осевом направлении внутри гильзы 20 к электроду 21, вследствие чего ограничивается радиально внутренний участок гильзы 20, проходя от ее центрального участка к каждому из ее концевых участков по электроду 21, диэлектрическому материалу гильзы 20 и дефлектору 22a, 22b.
Таким образом, в соединительном узле согласно фиг. 1 электрод 21 и дефлекторы 22a, 22b заключены в диэлектрический материал гильзы 20.
В альтернативном варианте осуществления (не показан) соединительного узла согласно данному изобретению электрод и дефлекторы не заключены в диэлектрический материал гильзы 20, а находятся в положении, радиально внутреннем по отношению к радиально внутренней поверхности гильзы 20.
Электрод 21 и, по меньшей мере, один из двух дефлекторов 22a, 22b оба получены из одиночного трубчатого элемента (фиг. 3), выполненного из полупроводникового материала. Этот материал предпочтительно является полупроводниковым материалом, подверженным холодной стяжке, предпочтительнее каучуком, представляющим собой EPDM.
Хотя предусматривается и вариант осуществления, в котором вышеупомянутый трубчатый элемент 25 изготавливают посредством формования, предпочтительно изготавливать вышеупомянутый трубчатый элемент посредством экструзии.
Например, можно проводить экструзию посредством давления паров. В этом случае внутри экструдера следует разместить металлическую несущую трубку. В альтернативном варианте можно проводить экструзию с использованием расплава соли, микроволнового излучения или гамма-лучей. В этом случае размещение металлической несущей трубки внутри экструдера не требуется.
Метод изготовления посредством экструзии, особенно когда металлическая несущая трубка не требуется, с выгодой обеспечивает достижение высокой производительности и низких трудозатрат по сравнению с обычным методом формования.
Трубчатый элемент 25 предпочтительно имеет постоянный внешний диаметр, так что электрод 21 и дефлекторы 22a, 22b имеют идентичный внешний диаметр. Трубчатый элемент 25 предпочтительно имеет постоянную толщину, так что электрод 21 и дефлекторы 22a, 22b имеют идентичные внешний и внутренний диаметры. В самом деле, Заявитель заметил, что такая конфигурация, в частности, дает возможность получения эффективно управляемого электрического поля.
Как только трубчатый элемент 25 изготовлен, его преимущественно разрезают в размер на две или более частей, тем самым получая, по меньшей мере, два цилиндрических элемента разной длины, которые приспособлены для образования электрода 21 и, по меньшей мере, одного из двух дефлекторов 22a, 22b.
Чтобы они могли надлежащим образом воздействовать как средства управления полем, противоположным концевым участкам 23a, 23b электрода 21 придана форма, обеспечивающая им закругленный профиль. Аналогичным образом каждому из концевых участков 24a, 24b дефлекторов, обращенному к соответствующему концевому участку 23a, 23b, также придана форма, обеспечивающая ему закругленный профиль.
Под термином «закругленный профиль» подразумевается профиль, не имеющий острых углов. Следовательно, этот термин охватывает полностью криволинейный профиль или профиль, содержащий один или несколько криволинейных участков, плавно соединяющихся с одним или несколькими прямолинейными участками. Криволинейные участки могут иметь один единственный радиус кривизны или могут представлять собой разные участки с разными радиусами кривизны. В закругленном профиле могут также присутствовать точки перегиба.
Закругленный профиль концевых участков 23a, 23b электрода 21 предпочтительно идентичен закругленному профилю обращенных к ним концевых участков 24a, 24b дефлекторов 22a, 22b соответственно.
Вышеупомянутые закругленные профили получают путем механической обработки концевых участков цилиндрических элементов, полученных из вышеупомянутого трубчатого элемента 25 с помощью надлежащего инструмента, предпочтительно шлифовального круга должной формы.
Гильза 20 вместе с электродом 21 и дефлекторами 22a, 22b сначала удерживается в радиально расширенном состоянии двумя несущими элементами (не показаны), которые находятся в радиальном направлении между соединителем 11 и гильзой 20 и расположены симметрично вдоль продольной оси Х-Х относительно соединителя 11. Несущие элементы могут быть выполнены в форме двух трубчатых элементов и удерживаться внутри гильзы 20 посредством соединительного элемента, который связывает трубчатые элементы друг с другом.
После достижения механической и электрической связи обоих электрических кабелей с соединителем 11 трубчатые элементы удаляют в осевом направлении из противоположных концевых участков 20а, 20b гильзы 20 вдоль противоположных направлений (см. стрелки А1 и А2 на фиг. 2), тем самым обуславливая насаживание гильзы 20 вместе с электродом 21 и дефлекторами 22a, 22b на соединитель 11 и каждый из концевых участков кабелей, соединенных с ним. Чтобы удалить несущие элементы 30a, 30b, вышеупомянутый соединительный элемент ломают.
В альтернативном варианте осуществления (не показан) соединительного узла согласно данному изобретению каждый опорный элемент ограничен спирально намотанной полоской, которая выполнена с возможностью удаления из соответствующего концевого участка гильзы, чего можно добиться, потянув за свободный концевой участок полоски.
Соединительный узел 10 согласно фиг. 1 дополнительно содержит в положении, радиально внешнем по отношению к гильзе 20, первый покрывающий экран 40. Экран 40 имеет длину, по существу, равную длине гильзы 20.
Экран 40 предпочтительно состоит из двухслойной оболочки, включающей в себя радиально внутренний слой и радиально внешний слой.
Радиально внутренний слой предпочтительно выполнен из диэлектрического материала, предпочтительнее из каучука, представляющего собой EPDM. Радиально внешний слой предпочтительно выполнен из полупроводникового материала, предпочтительнее из каучука, представляющего собой EPDM.
В альтернативном варианте экран 40 может состоять из однослойной оболочки, предпочтительно выполненной из полупроводникового материала, предпочтительнее - из каучука, представляющего собой EPDM.
В положении, радиально внешнем по отношению к первому экрану 40, предусмотрен металлический экран 50. Экран 50 имеет длину, которая больше, чем длина гильзы 20, и предпочтительно выполнен из луженой меди.
Соединительный узел 10 дополнительно содержит в положении, радиально внешнем по отношению к экрану 50, второй экран 60, предпочтительно имеющий длину, по существу, равную длине экрана 50.
Экран 60 предпочтительно состоит из двухслойной оболочки, то есть он включает в себя радиально внутренний слой, выполненный из диэлектрического материала, и радиально внешний слой, выполненный из полупроводникового материала. Предпочтительнее использовать тот же материал, что и для экрана 40.
В альтернативном варианте экран 60 может состоять из однослойной оболочки, предпочтительно выполненной из диэлектрического материала, предпочтительнее из каучука, представляющего собой EPDM.
Специалист в данной области техники поймет, что исходя из вышеописанных разных вариантов осуществления соединительного узла согласно данному изобретению, можно предусмотреть множество дополнительных других вариантов осуществления за счет объединения вышеописанных признаков разными способами. Все эти варианты осуществления в самом деле охватываются данным изобретением и находятся в рамках объема защиты, ограничиваемых прилагаемой формулой изобретения.
Хотя вышеупомянутое описание приведено со ссылками на соединительный узел для соединения двух электрических кабелей среднего или высокого напряжения, который представляет собой муфту, это описание также применимо в случае соединительного узла для соединения электрического кабеля среднего или высокого напряжения с другим устройством (например, таким, как источник электропитания, трансформатор, устройство пользователя), который представляет собой концевую заделку, в тех случаях, где такая концевая заделка содержит признаки, аналогичные признакам, описанным и/или заявленным здесь. Следовательно, и муфта, и концевая заделка охватываются данным изобретением и находятся в рамках объема защиты, ограничиваемых прилагаемой формулой изобретения.
Изобретение относится к способу изготовления соединительного узла (10) для электрических кабелей (100a, 100b) среднего и высокого напряжения и соединительному узлу. Способ содержит этапы, на которых формируют трубчатый элемент (25), выполненный из полупроводникового материала; вырезают из трубчатого элемента (25) первый цилиндрический элемент (21), имеющий первую длину, и второй цилиндрический элемент (22a, 22b), имеющий вторую длину; осуществляют механическую обработку концевого участка (23a, 23b) первого цилиндрического элемента (21) и концевого участка (24a, 24b) второго цилиндрического элемента (22a, 22b), чтобы придать им частично закругленный профиль; располагают первый цилиндрический элемент (21) на радиально внутренней поверхности эластомерной гильзы (20), проходящей вокруг продольной оси (X-X); располагают второй цилиндрический элемент (22a, 22b) на свободном концевом участке (20a, 20b) эластомерной гильзы (20) на некотором расстоянии от первого цилиндрического элемента (21), причем закругленный участок (24a, 24b) второго цилиндрического элемента (22a, 22b) обращен к закругленному концевому участку (23a, 23b) осуществляют упругое расширение эластомерной гильзы (20). Изобретение обеспечивает упрощение изготовления муфты при сохранении эффективного управления электрическим полем. 2 н. и 12 з.п. ф-лы, 3 ил.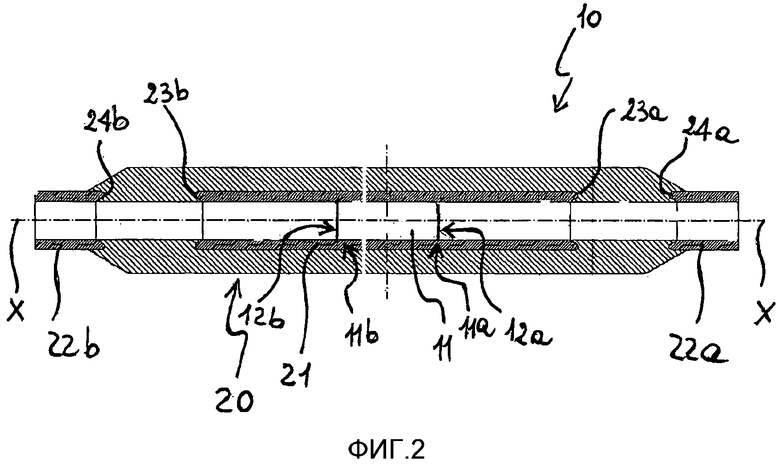
1. Способ изготовления соединительного узла (10) для электрических кабелей среднего и высокого напряжения, содержащий этапы, на которых:
- формируют трубчатый элемент (25), выполненный из полупроводникового материала;
- вырезают из упомянутого трубчатого элемента (25) первый цилиндрический элемент (21), имеющий первую длину, и второй цилиндрический элемент (22a, 22b), имеющий вторую длину;
- осуществляют механическую обработку концевого участка (23a, 23b) упомянутого первого цилиндрического элемента (21) и концевого участка (24a, 24b) упомянутого второго цилиндрического элемента (22a, 22b), чтобы придать им, по меньшей мере, частично закругленный профиль;
- располагают упомянутый первый цилиндрический элемент (21) на радиально внутренней поверхности эластомерной гильзы (20), выполненной из диэлектрического материала и проходящей вокруг продольной оси (X-X);
- располагают упомянутый второй цилиндрический элемент (22a, 22b) на свободном концевом участке (20a, 20b) упомянутой эластомерной гильзы (20) на некотором расстоянии от упомянутого первого цилиндрического элемента (21), причем закругленный концевой участок (24a, 24b) упомянутого второго цилиндрического элемента (22a, 22b) обращен к закругленному концевому участку (23a, 23b) упомянутого первого цилиндрического элемента (21);
- осуществляют упругое расширение упомянутой эластомерной
гильзы (20) путем вставки, по меньшей мере, одного съемного опорного элемента в положении, радиально внутреннем по отношению к упомянутой эластомерной гильзе (20).
2. Способ по п. 1, в котором упомянутый, по меньшей мере, частично закругленный профиль получают путем шлифования.
3. Способ по п. 1, дополнительно содержащий этап, на котором располагают соединитель (11), проходящий вокруг упомянутой продольной оси (X-X), коаксиально упомянутому первому цилиндрическому элементу (21) в положении, радиально внутреннем по отношению к упомянутому первому цилиндрическому элементу (21).
4. Способ по п. 1, в котором упомянутый первый цилиндрический элемент (21) и упомянутый, по меньшей мере, один второй цилиндрический элемент (22a, 22b) ограничивают соответствующими вкладышами, внедренными в радиально внутренний слой упомянутого диэлектрического материала.
5. Способ по п. 1, в котором упомянутый трубчатый элемент (25) изготавливают посредством экструзии.
6. Способ по п. 1, в котором упомянутый трубчатый элемент (25) имеет постоянный внешний диаметр.
7. Способ по п. 1, в котором упомянутый трубчатый элемент (25) имеет постоянную толщину.
8. Способ по п. 1, содержащий этапы, на которых:
- получают два вторых цилиндрических элемента (22a, 22b) из упомянутого трубчатого элемента (25);
- симметрично располагают упомянутые два вторых цилиндрических элемента на стороне (22a, 22b), противоположной
по отношению к упомянутому первому цилиндрическому элементу (21), на двух противоположных свободных концевых участках (20a, 20b) упомянутой эластомерной гильзы (20).
9. Соединительный узел (10) для электрических кабелей среднего или высокого напряжения, содержащий:
- эластомерную гильзу (20), выполненную из диэлектрического материала и проходящую вокруг продольной оси (X-X);
- по меньшей мере, один съемный опорный элемент, коаксиально расположенный относительно упомянутой эластомерной гильзы (20) в его радиально внутреннем положении и выполненный с возможностью удержания упомянутой эластомерной гильзы (20) в радиально расширенном состоянии;
- первый цилиндрический элемент (21), расположенный на радиально внутренней поверхности упомянутой эластомерной гильзы (20), причем упомянутый первый цилиндрический элемент (21) имеет первую длину и проходит вокруг упомянутой продольной оси (X-X) на участке упомянутой эластомерной гильзы (20);
- второй цилиндрический элемент (22a, 22b), расположенный, по меньшей мере, на одном свободном концевом участке (20a, 20b) упомянутой эластомерной гильзы (20), причем упомянутый второй цилиндрический элемент (22a, 22b) имеет вторую длину и находится на некотором расстоянии от упомянутого первого цилиндрического элемента (21);
причем упомянутый первый цилиндрический элемент (21) и упомянутый второй цилиндрический элемент (22a, 22b) имеют один и тот же внешний диаметр и содержат соответствующие концевые участки (23a, 23b; 24a, 24b), обращенные друг к другу и имеющие,
по меньшей мере, частично закругленный профиль, полученный посредством механической обработки.
10. Соединительный узел (10) по п. 9, дополнительно содержащий соединитель (11), расположенный в положении, радиально внутреннем по отношению к упомянутому первому цилиндрическому элементу (21), и проходящий вокруг упомянутой продольной оси коаксиально упомянутому первому цилиндрическому элементу (21).
11. Соединительный узел (10) по п. 9, в котором упомянутый первый цилиндрический элемент (21) и упомянутый, по меньшей мере, один второй цилиндрический элемент (22a, 22b) ограничены соответствующими вкладышами, внедренными в радиально внутренний слой упомянутого диэлектрического материала.
12. Соединительный узел (10) по п. 9, в котором упомянутый первый цилиндрический элемент (21) и упомянутый, по меньшей мере, один второй цилиндрический элемент (22a, 22b) получены из одного трубчатого элемента (25), выполненного из полупроводникового материала.
13. Соединительный узел (10) по п. 12, в котором упомянутый трубчатый элемент (25) изготовлен посредством экструзии.
14. Соединительный узел (10) по п. 9, содержащий два вторых цилиндрических элемента (22a, 22b), причем упомянутые два вторых цилиндрических элемента (22a, 22b) расположены симметрично на противоположных сторонах относительно упомянутого первого цилиндрического элемента (21) на двух противоположных свободных концах (20a, 20b) упомянутой эластомерной гильзы (20).
| РЕЛЕ ВРЕМЕНИВ П Т Бi'-m]^ f^-:?f^-|jEOT П-Ui"^ E:<.ii?istrl | 1973 |
|
SU435569A1 |
| Устройство для измерения длительности импульсов заряженных частиц | 1977 |
|
SU683557A1 |
| US6787703 B2, 07.09.2004 | |||
| US2004258863 A1, 23.12.2004 | |||
| Приспособление для блокирования приводного механизма электрического выключателя при снятии защитного кожуха | 1929 |
|
SU21255A1 |
| ИЗДЕЛИЕ ХОЛОДНОЙ УСАДКИ И СПОСОБ ИСПОЛЬЗОВАНИЯ ИЗДЕЛИЯ ХОЛОДНОЙ УСАДКИ | 2007 |
|
RU2396659C1 |

