Ссылка на патентную заявку, имеющую отношение к настоящей
Настоящая заявка претендует на приоритет предварительной патентной заявки США 61/305 935, поданной 18 февраля 2010 года, которая включена в данную заявку посредством ссылки в полном объеме.
Область применения
Настоящее изобретение в общем относится к устройствам, сборочным узлам и способам для соединения композитных кабелей. В частности, настоящее изобретение относится к спрессованному соединителю для композитных электрических кабелей, способам его изготовления и использования.
Уровень техники
В последнее время в практику были внедрены полезные кабельные изделия из композитных материалов, которые являются достаточно жесткими и не могут быть легко пластически деформированы для придания им требуемой формы. Примеры таких материалов включают композиты, армированные волокнами, преимуществом которых являются их улучшенные механические свойства по отношению к металлам, но некоторым недостатком является слишком упругие свойства растяжения. Композитные кабели, содержащие полимерные провода, армированные волокнами, известны в данной области техники и включают, например, композитные кабели, содержащие металлические провода, армированные керамическими волокнами (смотри, например, патенты США 6559385 и 7093416 и опубликованную патентную заявку WO 97/00976). Одним из примеров композитных кабелей (например, кабелей, содержащих композитные провода с полимерной матрицей или композитные провода с металлической матрицей) являются неизолированные кабели для воздушных линий электропередачи с армирующим элементом.
Кроме того, в некоторых приложениях может быть целесообразным использование скрученных композитных кабелей для передачи электрической энергии. Скручиванием кабеля называется способ изготовления кабеля, при котором отдельные его провода, как правило, тягучие, укладываются спирально для формирования готового кабеля (смотри, например, патенты США 5171942 и 5554826). Спирально скрученные кабели для передачи электрической энергии обычно изготавливаются из тягучих металлов, таких, как сталь, алюминий или медь. В некоторых случаях, например, в не изолированных кабелях для воздушных линий электропередачи, сердцевина из спирально скрученных проводов окружена слоем проводящих проводов. Сердцевина из спирально скрученных проводов в таких кабелях содержит провода из тягучего металла, изготовленные из первого материала, такого, как, например, сталь, а внешний проводящий слой, обеспечивающий передачу электрической мощности, может содержать провода из тягучего металла, изготовленные из второго материала, например, алюминия. В некоторых случаях сердцевина из спирально скрученных проводов может быть предварительно изготовленным скрученным композитным кабелем, используемым как заготовка для последующего изготовления кабеля для передачи электрической мощности большего диаметра. Спирально скрученные композитные кабели могут содержать от 7 отдельных проводов до (что используется наиболее часто) 50 и даже более проводов.
На практике часто требуется соединить конец одного отрезка электрического кабеля с концом другого отрезка кабеля, при обеспечении хороших токопроводящих свойств и хорошей изоляции в месте соединения. Наиболее часто соединения кабелей выполняют с помощью муфт или скруткой. Еще одним типом соединений кабелей является соединение кабеля силовой линии электропередачи с гирляндой изоляторов, которая в свою очередь связана с мачтой или иного типа опорной структурой воздушной линии электропередачи. Такой вид соединения называется тупиковым или концевым. Соединительные устройства для обычных не композитных кабелей, применяемых в линиях электропередачи с высокими токами, хорошо известны в данной области техники и описаны, например, в патентах США 3384704 и 5647046.
Примеры спрессованных соединительных устройств для кабелей описаны в патенте США 6805596. Пример тупикового спрессованного соединителя в сборе показан на фиг.1. Данного типа соединитель содержит удлиненную и пустотелую металлическую трубку 12, имеющую первый конец 14 и второй конец 16 и требуемую форму поперечного сечения (например, круглую, шестиугольную или прочую многоугольную). Металлическая трубка 12 имеет определенный внутренний диаметр 18 и структуру 20 в виде гофры (из множества пространственно разнесенных складок), протяженную в осевом направлении вдоль части длины трубки 12. Высокопрочная проушина 22 является протяженной со второго конца 16 трубки и выполнена за единое целое с ней. Между вторым концом 16 и гофрой 20 расположена фетровая шайба, выполненная с возможностью скольжения по трубке 12. Алюминиевый рукав 26 имеет первый конец 28 и второй конец 30. Рукав 26 имеет специально подобранный наружный диаметр, не превышающий внутреннего диаметра 18 трубки 12, благодаря чему он может быть вставлен любым концом в трубку 12.
Сущность изобретения
В одном из воплощений настоящего изобретения предлагается спрессованный соединитель и сборочный узел, включающий удлиненную и пустотелую внутреннюю трубку, определяющую центральную продольную ось, внутренняя поверхность которой имеет первый размер в радиальном направлении, а наружная поверхность которой имеет второй размер в радиальном направлении, больший, чем упомянутый первый размер, и находящиеся друг напротив друга первый и второй концы, и при этом трубка содержит первый материал, характеризующийся первой степенью вытяжки в осевом направлении; по меньшей мере один трубчатый рукав, содержащий второй материал, характеризующийся второй степенью вытяжки в осевом направлении, при этом упомянутый по меньшей мере один трубчатый рукав имеет длину и наружную поверхность, имеющую третий размер в радиальном направлении, меньший, чем первый размер в радиальном направлении, и внутреннюю поверхность, образующую пустотелый участок, имеющий четвертый размер в радиальном направлении, меньший, чем третий размер в радиальном направлении, и находящиеся друг напротив друга концы, и при этом разница между третьим и четвертым размерами в радиальном направлении определяет толщину стенки, такую, что упомянутый по меньшей мере один рукав, будучи вставлен в осевом направлении через первый или второй конец пустотелой трубки и подвергнут механическому сжатию в направлении, в сущности перпендикулярном наружной поверхности трубки, деформируется таким образом, что первый и второй материалы вытягиваются в осевом направлении в сущности в одинаковой степени.
В некоторых воплощениях спрессованного соединителя и сборочного узла толщина стенки упомянутого по меньшей мере одного рукава выбирается от примерно 0,5 мм до примерно 6 мм. В некоторых воплощениях упомянутый по меньшей мере один рукав включает множество пространственно разнесенных в осевом направлении складок, выполненных на его внешней поверхности и/или внутренней поверхности. Еще в некоторых воплощениях упомянутые складки из множества пространственно разнесенных в осевом направлении складок пространственно разнесены друг от друга в осевом направлении на расстояние от примерно 1 мм до примерно 5 мм. В некоторых воплощениях множество пространственно разнесенных в осевом направлении складок имеет ширину в осевом направлении от примерно 5 мм до примерно 50 мм. Еще в некоторых воплощениях множество пространственно разнесенных в осевом направлении складок содержит от примерно 2 до примерно 30 складок. В некоторых предпочтительных воплощениях первый материал и второй материал содержат по меньшей мере один металл, и при этом первый материал имеет предельное напряжение текучести по меньшей мере примерно 30×103 фунтов/дюйм2 (по меньшей мере примерно 206 МПа), а второй материал имеет предельное напряжение текучести не более чем примерно 8×103 фунтов/дюйм2 (не более чем примерно 56 МПа). В некоторых предпочтительных воплощениях первый материал содержит углеродистую сталь, а второй материал содержит алюминий.
Еще в некоторых воплощениях спрессованные соединители и сборочные узлы, описанные выше, могут включать наружный пустотелый трубчатый корпус, имеющий внутреннюю поверхность, имеющую пятый размер в радиальном направлении, больший, чем упомянутый второй размер в радиальном направлении, и наружную поверхность, имеющую шестой размер в радиальном направлении, больший, чем пятый размер в радиальном направлении, и первый и второй расположенные друг напротив друга концы, и при этом внешний трубчатый корпус выполнен с возможностью его сдвига на внутреннюю трубку и приведения в зацепление с ней, и при этом внешний трубчатый корпус может содержать металл.
Еще в некоторых воплощениях сборочные узлы, описанные выше, могут включать скрученный композитный кабель, имеющий наружный радиус, меньший, чем пятый размер в радиальном направлении наружного трубчатого корпуса, и при этом скрученный композитный кабель содержит композитную сердцевину, дополнительно содержащую одиночный сердцевинный провод, определяющий центральную продольную ось, по меньшей мере первое множество композитных проводов, скрученных вокруг одиночного сердцевинного провода, и по меньшей мере второе множество проводов, скрученных вокруг первого множества композитных проводов, и при этом концевая часть одиночного сердцевинного провода и по меньшей мере первого множества композитных проводов являются протяженными за пределы концевой части по меньшей мере второго множества проводов, и при этом по меньшей мере часть концевой части по меньшей мере первого множества композитных проводов имеет диаметр, меньший, чем удвоенный четвертый размер в радиальном направлении рукава, и является протяженной в пустотелую часть рукава.
В некоторых воплощениях, например, в тех, в которых толщина стенки по меньшей мере одного рукава выбрана от примерно 0,5 мм до примерно 6 мм, сборочные узлы со спрессованным соединителем, описанные выше, могут включать обмотку из ленты вокруг периферии первого множества композитных проводов, покрывающую только часть первого множества композитных проводов, и при этом по меньшей мере второе множество проводов скручено вокруг первого множества композитных проводов и ленты.
В некоторых воплощениях лента покрывает максимум 70% наружной (периферийной) поверхности первого множества композитных проводов. В других воплощениях, например, в тех, в которых упомянутый по меньшей мере один рукав дополнительно включает множество пространственно разнесенных в осевом направлении складок, выполненных на его наружной и/или внутренней поверхности, лента может покрывать от примерно 30% до примерно 50% поверхности периферии первого множества композитных проводов. В других воплощениях лента покрывает от примерно 1% до примерно 30% наружной поверхности (периферии) первого множества композитных проводов.
Еще в некоторых воплощениях сборочных узлов со спрессованным соединителем, описанных выше и включающих композитный кабель с композитной сердцевиной, описанные выше, одиночный провод включает металлический проводящий провод или композитный провод. В некоторых воплощениях одиночный провод включает по меньшей мере одно оптическое волокно. В некоторых воплощениях сборочных узлов со спрессованным соединителем, описанных выше, по меньшей мере часть первого множества композитных проводов спирально скручена вокруг одиночного провода в виде по меньшей мере одного цилиндрического слоя, выполненного вокруг центральной продольной оси. В некоторых воплощениях множество композитных проводов спирально скручено вокруг одиночного провода в виде по меньшей мере двух цилиндрических слоев, сформированных вокруг центральной продольной оси. В некоторых предпочтительных воплощениях каждый цилиндрический слой скручен в направлении укладки, совпадающем с направлением укладки каждого из соседних с ним цилиндрических слоев. Еще в некоторых предпочтительных воплощениях относительная разность между углами укладки любых двух соседних цилиндрических слоев больше чем 0° и не больше чем примерно 4°.
Еще в некоторых воплощениях сборочных узлов со спрессованным соединителем, описанных выше, первое множество композитных проводов имеет форму поперечного сечения, выбранную из группы, состоящей из круглой, эллиптической и трапециевидной формы. В некоторых воплощениях каждый провод из первого множества композитных проводов является композитным проводом, армированным волокнами. В некоторых воплощениях по меньшей мере один из композитных проводов, армированных волокнами, армирован жгутом из волокон либо однонитевым волокном.
Еще в некоторых воплощениях сборочных узлов со спрессованным соединителем, описанных выше, каждый провод из первого множества композитных проводов выбран из группы, состоящей из композитного провода с металлической матрицей и полимерного композитного провода. В таких воплощениях полимерный композитный провод может включать по меньшей мере одно непрерывное волокно в полимерной матрице. В некоторых воплощениях упомянутое по меньшей мере одно непрерывное волокно включает металл, углерод, керамику, стекло или их сочетания. В некоторых воплощениях упомянутое по меньшей мере одно непрерывное волокно включает титан, вольфрам, бор, сплав с памятью формы, углерод, углеродные нанотрубки, графит, карбид кремния, арамид, поли(р-фенилен-2,6-бензобисоксазол) или их сочетания. Еще в некоторых воплощениях полимерная матрица включает (со)полимер, выбранный из группы, состоящей из эпоксидных соединений, сложных эфиров, сложных виниловых эфиров, полиимидов, полимеров сложных эфиров, сложных эфиров циановой кислоты, фенольных смол, бис-малеимидных смол, полиэфирэфиркетонов и их сочетаний.
Еще в некоторых воплощениях сборочных узлов со спрессованным соединителем, описанных выше, композитный провод с металлической матрицей содержит по меньшей мере одно непрерывное волокно в металлической матрице. В некоторых воплощениях упомянутое по меньшей мере одно непрерывное волокно включает материал, выбранный из группы, состоящей из керамики, стекол, углеродных нанотрубок, углерода, карбида кремния, бора, железа, стали, ферросплавов, вольфрама, титана, сплавов с памятью формы и их сочетаний. В некоторых воплощениях металлическая матрица включает алюминий, цинк, олово, магний, их сплавы и сочетания. В некоторых предпочтительных воплощениях металлическая матрица включает алюминий, и упомянутое по меньшей мере одно непрерывное волокно включает керамическое волокно. В некоторых предпочтительных воплощениях керамическое волокно включает поликристаллический α-Al2O3.
Еще в некоторых воплощениях сборочных узлов со спрессованным соединителем, описанных выше, внешнюю поверхность композитного кабеля образует изолирующая оболочка. В некоторых воплощениях изолирующая оболочка включает материал, выбранный из группы, состоящей из керамики, стекла, (со)полимеров и их сочетаний.
Еще в некоторых воплощениях сборочных узлов со спрессованным соединителем, описанных выше, сборочный узел с композитным кабелем является тупиковым соединителем или соединителем для сращивания кабелей. В некоторых воплощениях сборочный узел с композитным кабелем является тупиковым соединителем, и наружный трубчатый корпус включает язычок для подключения к нему разъема, протяженный от одного из концов наружного трубчатого корпуса. В некоторых воплощениях может иметься проушина, протяженная от определенного конца трубки и за пределы наружного трубчатого корпуса. Еще в некоторых воплощениях проушина включает стальное кованое кольцо, имеющее форму и размеры, подходящие для его зацепления с гирляндой изоляторов, связанной с опорой линии электропередачи.
Еще в некоторых воплощениях спрессованный соединитель является соединителем для сращивания кабелей, и упомянутый по меньшей мере один рукав состоит в сущности из двух рукавов. В некоторых воплощениях наружный трубчатый корпус включает корпус соединителя для сращивания кабелей. В некоторых воплощениях наружный трубчатый корпус включает по меньшей мере один металл.
Еще в одном из воплощений настоящего изобретения предлагается способ изготовления опрессованного соединителя, описанного выше, включающий этапы: вставки в осевом направлении рукава в пустотелую часть трубки, вставки концевой части одиночного сердцевинного провода и по меньшей мере первого множества композитных проводов в пустотелую часть рукава и, после этапов введения в осевом направлении рукава в пустотелую часть трубки, вставки концевой части одиночного сердцевинного провода и по меньшей мере первого множества композитных проводов в пустотелую часть рукава - этап механического сжатия трубки в направлении, в сущности перпендикулярном наружной поверхности трубки, в результате чего трубка и рукав деформируются таким образом, что первый и второй материалы вытягиваются в осевом направлении в сущности в одинаковой степени, и, как дополнительно возможный, этап приведения наружного корпуса в зацепление с трубкой путем его сдвига поверх трубки таким образом, что он по меньшей мере частично покроет трубку.
В некоторых воплощениях этап механического сжатия трубки в направлении, в сущности перпендикулярном наружной поверхности трубки, включает механическое сжатие удлиненной трубки в оправке для опрессовки. В некоторых воплощениях оправка для опрессовки обжимает только часть внутренней трубки. В некоторых предпочтительных воплощениях оправка обжимает трубку в сущности по всей длине трубки. Еще в некоторых воплощениях оправка для опрессовки имеет длину, а концевая часть одиночного сердцевинного провода и по меньшей мере первое множество композитных проводов образуют цилиндрическую композитную сердцевину, имеющую диаметр, и при этом отношение длины оправки к диаметру композитной сердцевины не превышает примерно 6.
В некоторых воплощениях настоящего изобретения предлагается кабель для передачи электрической мощности со сборочным узлом со спрессованным соединителем, включающий по меньшей мере кабель с сердцевиной из композитного провода, связанный со спрессованным соединителем. Концевые или «тупиковые» сборочные узлы, как правило, используются для крепления композитного кабеля к мачтам линий электропередачи.
Для оконцевания проводов часто используют спрессованные тупиковые соединители. Практика показывает, что при определенных обстоятельствах использование спрессованных тупиковых соединителей с композитными проводами различных размеров не всегда дает стабильные результаты. Более того, даже использование композитных проводов одного и того же размера с одним и тем же тупиковым соединителем не всегда дает стабильные результаты. Нестабильность результата может проявляться в разломе композитных проводов во время опрессовки, или в выскальзывании композитного сердцевинного провода из сборочного узла, включающего композитный кабель и спрессованный соединитель, даже при малых нагрузках.
Изобретатели обнаружили, что использование воплощений настоящего изобретения позволяет преодолеть данные проблемы. Так, например, в некоторых воплощениях настоящего изобретения значительно уменьшается вероятность поломки композитного провода при формировании сборочного узла из кабеля и соединителя и уменьшается риск последующего выскальзывания композитных проводов из соединителя под нагрузкой, то есть повышается надежность сборочного узла из композитного кабеля и опрессованного соединителя. В некоторых воплощениях сборочный узел, содержащий спрессованный соединитель, в процессе эксплуатации хорошо выдерживает расчетные механические нагрузки растяжения, в результате чего повышается общая эксплуатационная надежность сборочного узла, содержащего спрессованный соединитель, и уменьшаются трудоемкость и стоимость поиска неисправностей, связанных с поломкой проводов или спрессованных соединителей.
Выше были кратко описаны основные типы воплощений настоящего изобретения и их преимущества. В приведенном выше кратком описании не подразумевалось описать каждое из возможных воплощений настоящего изобретения. Для более подробного объяснения различных предпочтительных воплощений настоящего изобретения, общие принципы которых описаны выше, ниже приводится подробное описание изобретения, сопровождаемое прилагаемыми к нему чертежами.
Краткое описание чертежей
Ниже приводится более подробное описание воплощений настоящего изобретения со ссылками на прилагаемые чертежи.
Фиг.1 - спрессованный тупиковый соединитель в соответствии с существующим уровнем техники, в частично разобранном виде.
Фиг.2 - спрессованный тупиковый соединитель для скрученного композитного кабеля, в соответствии с одним из воплощений настоящего изобретения, в частично разобранном виде.
Фиг.3А - вид сбоку воплощения скрученного кабеля, включающего первое множество композитных проводов и средство для их удержания в скрученном состоянии, в виде ленты, намотанной вокруг первого множества композитных проводов и покрывающей только часть периферийной поверхности первого множества композитных проводов. Такой кабель может использоваться в сборочных узлах из кабеля и спрессованного соединителя в соответствии с настоящим изобретением.
Фиг.3В - поперечное сечение одного из воплощений скрученного композитного кабеля, включающего первое множество композитных проводов и средство для их удержания в скрученном состоянии, в виде ленты, намотанной вокруг первого множества композитных проводов и покрывающей только часть первого множества композитных проводов, и по меньшей мере второе множество проводов, скрученное вокруг первого множества композитных проводов и ленты. Такой кабель может использоваться в сборочных узлах из кабеля и спрессованного соединителя в соответствии с настоящим изобретением.
Фиг.3С - вид сбоку воплощения гофрированного рукава, содержащего наружную часть, включающую множество пространственно разнесенных в осевом направлении складок, который может использоваться для сборочных узлов, содержащих спрессованный соединитель в соответствии с воплощениями настоящего изобретения.
Фиг.3D - вид сбоку гофрированного рукава, содержащего внутреннюю часть, включающую множество пространственно разнесенных в осевом направлении складок, который может использоваться для сборочных узлов, содержащих спрессованный соединитель в соответствии с воплощениями настоящего изобретения.
Фиг.4 - сборочный узел из скрученного композитного кабеля и тупикового соединителя, в разобранном виде, в соответствии с одним из воплощений настоящего изобретения.
Фиг.5А-5С - последовательные этапы формирования сборочного узла из двух сращиваемых скрученных композитных кабелей и спрессованного соединителя, в соответствии с одним из воплощений настоящего изобретения.
Фиг.6 - продольный разрез полностью собранного сборочного узла для оконцевания кабеля, содержащего спрессованный соединитель, изображенный на фиг.4.
Фиг.7 - продольный разрез полностью собранного сборочного узла для сращивания кабелей, содержащего спрессованный соединитель, изображенный на фиг.5.
Фиг.8А гистограмма напряжений, в процентах от номинальной прочности на разрыв сердцевины композитного кабеля, в зависимости от твердости металлического рукава, для сборочных узлов из композитных кабелей и спрессованных соединителей в соответствии с настоящим изобретением.
Фиг.8В - график зависимости пикового напряжения, выраженного в процентах от номинальной прочности на разрыв сердцевины композитного кабеля, от процента покрытия лентой, для сборочных узлов из композитных кабелей и спрессованных соединителей в соответствии с настоящим изобретением.
Фиг.8С - график зависимости максимального удлинения сердцевины при опрессовке соединителя, от отношения длины оправки для опрессовки к диаметру композитной сердцевины при различных значениях процента покрытия лентой, для сборочных узлов из композитных кабелей и спрессованных соединителей в соответствии с настоящим изобретением.
Фиг.9 - гафик зависимости напряжения от величины растяжения для различных образцов и сравнительных примеров сборочных узлов из композитных кабелей и спрессованных соединителей в соответствии с настоящим изобретением.
Аналогичные номера позиций на чертежах обозначают аналогичные элементы. Чертежи необязательно выполнены в масштабе, и размеры тех или иных компонентов композитных кабелей на чертежах могут быть изменены для того, чтобы подчеркнуть те или иные их особенности.
Подробное описание изобретения
Некоторые термины, используемые в настоящем описании и в формуле изобретения, несмотря на то, что большинство из них является хорошо известным, тем не менее требуют некоторого разъяснения. В частности, следует понимать, что термин «хрупкий» в отношении термина «провод» означает, что провод под растягивающей нагрузкой допускает минимальную пластическую деформацию растяжения и терпит разрыв.
Термин «тягучий», употребляемый в отношении деформации провода, означает, что провод при приложении к нему растягивающей нагрузки или при его изгибании в сущности претерпевает пластическую деформацию, не разрываясь и не разламываясь.
Термин "композитный провод" означает провод, сформированный из сочетания материалов, различающихся по составу или по форме, скрепленных друг с другом, и которые являются хрупкими или не тягучими.
Термин "композитный провод с металлической матрицей" означает композитный провод, содержащий один или более армирующих материалов, закрепленных в матрице, состоящей из одной или более тягучих металлических фаз.
Термин "композитный провод с полимерной матрицей", подобным образом, означает композитный провод, содержащий один или более армирующих материалов, закрепленных в матрице, состоящей из одной или более полимерных фаз.
Термины «изгиб» или «изгибание», употребляемые в отношении деформации провода, включают двухмерную и/или трехмерную деформацию изгиба, которую он претерпевает, например, при скручивании. Если упоминается, что провод претерпевает деформацию изгиба, это не исключает возможности, что он одновременно претерпевает также деформацию под действиями сил растяжения или скручивания.
Термин "в значительной мере упругий изгиб" означает деформацию, которая происходит при изгибе провода до радиуса кривизны, составляющего до 10000 радиусов сечения провода. В отношении провода круглого сечения деформация «в значительной мере упругого изгиба» соответствует относительному растяжению внешнего волокна провода по меньшей мере на 0,01%.
Термины «закручивание» и «скручивание» используются как взаимно заменяющие друг друга, равно как и термины «закрученный» и «скрученный»
Термин «укладка» означает расположение проводов, при котором провода скрученного слоя спирально скрученного композитного кабеля наматываются по спирали.
Термин «направление укладки» означает направление закручивания проводов в спирально скрученном слое. Направление укладки проводов в слое спирально скрученных проводов определяется следующим образом: необходимо посмотреть на спирально скрученные провода, уходящие от обозревателя. Если скрученные провода, уходя от обозревателя, поворачивают по часовой стрелке, такой кабель именуется кабелем «правосторонней укладки». Если скрученные провода, уходя от обозревателя, поворачивают против часовой стрелке, такой кабель именуется кабелем «левосторонней укладки».
Термины «центральная ось» и «центральная продольная ось» используются как взаимно заменяющие друг друга для обозначения общей продольной оси многослойного спирально скрученного композитного кабеля, проходящей через центр любого его поперечного сечения
Термин «угол укладки» означает угол между касательной к скрученному по спирали проводу и центральной продольной осью спирально скрученного композитного кабеля.
Термин «угол пересечения» означает относительную (абсолютную) разность между углами укладки смежных слоев проводов кабеля, содержащего спирально закрученные провода.
Термин «шаг укладки» означает длину скрученного композитного кабеля, на которой единичный провод слоя из спирально закрученных проводов образует один полный виток спирали вокруг центральной продольной оси спирально скрученного композитного кабеля.
Термин «керамика» означает стекло, кристаллическую керамику, стеклокерамику и их сочетания.
Термин «поликристаллический» означает материал, имеющий преобладающую структуру из множества кристаллических зерен, размер которых меньше диаметра волокна, в котором данные зерна присутствуют.
Термин «непрерывное волокно» означает волокно, имеющее длину, бесконечно большую по отношению к среднему диаметру волокна. Как правило, это означает, что отношение длины волокна к среднему диаметру волокна составляет по меньшей мере 1×105 (в некоторых воплощениях по меньшей мере 1×106, или даже по меньшей мере 1×107). Как правило, такие волокна имеют длину от по меньшей мере примерно 15 см до по меньшей мере нескольких метров и даже могут иметь длину в несколько километров или даже более.
Термин «вытягиваются в осевом направлении в сущности в одинаковой степени» означает, что по меньшей мере один рукав, будучи вставлен в осевом направлении через первый или второй конец полой внутренней трубки спрессованного соединителя и подвергнут механическому сжатию в направлении, в сущности перпендикулярном наружной поверхности внутренней трубки, деформируется таким образом, что первый материал (образующий внутреннюю трубку) и второй материал (образующий рукав) деформируются в осевом направлении в сущности на одну и ту же величину. Таким образом, если рукав и внутренняя трубка до механического сжатия имеют в сущности одинаковую длину, то после механического сжатия в направлении, в сущности перпендикулярном наружной поверхности внутренней трубки, рукав вытянется на пределы одного или обоих концов внутренней трубки не более чем примерно на 2 мм.
Спрессованные соединители для оконцевания или сращивания кабелей широко используются для крепления кабелей с металлическими проводниками к мачтам линий электропередачи и для соединения их друг с другом. Кабели с металлическими проводниками, как правило, содержат сердцевину из скрученных стальных проводов, вокруг которой уложены слои скрученных алюминиевых проводов. При оконцевании кабель разделывают таким образом, что концевой участок слоя из алюминиевых проводов удаляют, и обнажают стальную сердцевину. На обнаженную сердцевину подготовленного таким образом композитного кабеля надевают стальную трубку, к которой прикреплена натяжная проушина, и данную трубку спрессовывают вокруг сердцевины. Опрессовку производят с помощью гидравлического пресса и оправок различных размеров, обеспечивающих в точности требуемую степень сжатия в радиальном направлении. Использование стальной сердцевины в сочетании со стальной трубкой обеспечивает высокую прочность такого оконцевания. Для сращивания кабелей может использоваться такая же трубка. Кроме того, при оконцевании или сращивании кабелей таким способом целесообразно также использовать дополнительный кожух, надеваемый на такой сборочный узел, который также обычно изготовлен из стали.
В некоторых типах композитных кабелей сердцевина выполнена из композита с алюминиевой матрицей. Опрессовка стальной трубки непосредственно на такого типа композитные сердцевинные провода нежелательна, так как усилия, требующиеся для деформации стали, слишком высоки и вызовут разрушение композитной сердцевины. При выполнении оконцевания или сращивания такого типа кабелей линий электропередачи композитную сердцевину кабеля вставляют в один из концов стальной втулки, которую сжимают в паре высокопрочных обжимных оправок под давлением до 10,000 фунтов/дюйм2 (примерно 69 МПа) или более, для уменьшения площади поверхности втулки. Целью данной операции является надежно закрепить композитные сердцевинные провода в стальной рубашке. Это может производиться как для оконцевания кабеля, так и для сращивания кабелей друг с другом с обеспечением требуемых токопроводящих характеристик места соединения.
Специфическая проблема, возникающая при сжатии стальной втулки, является высокая вероятность повреждения сердцевины при последующем натяжении кабеля при монтаже или эксплуатации. Кроме того, желательно, чтобы после выполнения соединения сборочный узел, для последующей его эксплуатации, сохранил по меньшей мере 95% номинальной прочности кабеля на растяжение. Кроме того, желательно, чтобы на начальном этапе механической опрессовки сердцевина находилась на линейном участке своей кривой растяжения, так как иначе дальнейшее прилагаемое натяжение будет воздействовать только на часть ее проводов, что в конечном итоге вызовет разрушение сердцевины, например, в виде ее обрыва, выкрашивания или изгиба.
Было также определено, что поскольку композитная сердцевина имеет плохие характеристики текучести при растяжении, то необходимо, чтобы к внешним проводам композитного кабеля также была приложена нагрузка, еще до приложения ее к сердцевине, так как иначе может возникнуть преждевременное разрушение сердцевины. С этой точки зрения, дополнительным требованием к спрессованным соединителям является то, что его конструкция должна исключать повреждение внешних проводов (которые могут быть тягучими металлическим проводами), чтобы можно было сохранить 95% номинального предела прочности на растяжение композитного кабеля.
Кроме того, практика показывает, что при определенных обстоятельствах использование спрессованных тупиковых соединителей с композитными проводами различных размеров не всегда дает стабильные результаты. Более того, даже использование композитных проводов одного и того же размера с одним и тем же тупиковым соединителем не всегда дает стабильные результаты. Нестабильность результата может проявляться в разломе композитных проводов во время опрессовки, или в выскальзывании композитного сердцевинного провода из сборочного узла, включающего композитный кабель и спрессованный соединитель, даже при малых нагрузках.
Изобретатели обнаружили, что использование воплощений настоящего изобретения позволяет преодолеть данные проблемы, за счет внесения в традиционную конструкция соединителя следующих изменений:
(i) выбор материала рукава и материала трубки осуществляется таким образом, что рукав, после его вставки в осевом направлении в полую трубку и механического сжатия в направлении, в сущности перпендикулярном наружной поверхности трубки, деформируется таким образом, что материалы трубки и рукава вытягиваются в осевом направлении в сущности в одинаковой степени;
(ii) выбор толщины стенки рукава таким образом (например, от примерно 0,5 мм до примерно 6 мм), что, будучи вставлен в пустотелую трубку и подвергнут механическому сжатию в направлении, в сущности перпендикулярном наружной поверхности трубки, он деформируется таким образом, что материалы трубки и рукава вытягиваются в осевом направлении в сущности в одинаковой степени;
(iii) обеспечение рукава с множеством пространственно разнесенных в осевом направлении складок, выполненных, по меньшей мере, на наружной и/или на внутренней поверхности рукава таким образом, что будучи вставлен в пустотелую трубку и подвергнут механическому сжатию в направлении, в сущности перпендикулярном наружной поверхности трубки, он деформируется таким образом, что материалы трубки и рукава вытягиваются в осевом направлении в сущности в одинаковой степени;
(iv) изготовление внутренней трубки из первого материала, имеющего предельное напряжение текучести по меньшей мере примерно (103 фунтов/дюйм2 (по меньшей мере примерно 206 МПа), и изготовление металлического рукава из второго материала, имеющего предельное напряжение текучести не более чем примерно 8×103 фунтов/дюйм2 (не более чем примерно 56 МПа), таким образом, что будучи вставлен в пустотелую трубку и подвергнут механическому сжатию в направлении, в сущности перпендикулярном наружной поверхности трубки, рукав деформируется таким образом, что материалы трубки и рукава вытягиваются в осевом направлении в сущности в одинаковой степени; и
(v) подбор обжимной оправки таким образом, что отношение длины оправки к диаметру сердцевины композитного кабеля будет составлять не более чем примерно 6, в результате чего, будучи вставлен в пустотелую трубку и подвергнут механическому сжатию в направлении, в сущности перпендикулярном наружной поверхности трубки, рукав деформируется таким образом, что материалы трубки и рукава вытягиваются в осевом направлении в сущности в одинаковой степени.
Сборочный узел, содержащий сборочный узел в соответствии с воплощениями настоящего изобретения, может выдерживать требуемые механические напряжения в процессе его эксплуатации, в результате чего повышается общая эксплуатационная надежность композитного кабеля линии электропередачи и уменьшаются трудоемкость и стоимость поиска неисправностей, связанных с поломкой проводов или спрессованных соединителей.
Кроме того, композитные провода, как правило, являются хрупкими и не могут быть в достаточной степени деформированы в типичном процессе скручивания кабеля, так, чтобы при этом сохранилось спиральное расположение проводов, но не наступал их разрыв. Поэтому в некоторых воплощениях настоящего изобретения предлагается скрученный композитный кабель, имеющий повышенную прочность на растяжение, и еще в некоторых воплощениях предлагается клейкая лента как средство для сохранения спирального расположения проводов сердцевины скрученного композитного кабеля.
Ниже описаны различные воплощения настоящего изобретения со ссылками на прилагаемые чертежи. В различные воплощения настоящего изобретения могут быть внесены различные изменения без отхода от идеи и масштабов настоящего изобретения. Соответственно следует понимать, что воплощения настоящего изобретения не ограничены описанными ниже примерами, а ограничены воплощениями, сформулированными в формуле изобретения, и их эквивалентами.
В одном из воплощений настоящего изобретения предлагается спрессованный соединитель и сборочный узел, включающий удлиненную и пустотелую внутреннюю трубку, определяющую центральную продольную ось, внутренняя поверхность которой имеет первый размер в радиальном направлении, наружная поверхность которой имеет второй размер в радиальном направлении, больший, чем упомянутый первый размер, и находящиеся друг напротив друга первый и второй концы, и при этом трубка содержит первый материал, имеющий первую степень осевой вытяжки; по меньшей мере один трубчатый рукав, содержащий второй материал, имеющий вторую степень осевой вытяжки, при этом упомянутый по меньшей мере один трубчатый рукав имеет длину, внешнюю поверхность, имеющую третий размер в радиальном направлении, меньший, чем первый размер в радиальном направлении, и внутреннюю поверхность, образующую пустотелый участок, имеющий четвертый размер в радиальном направлении, меньший, чем третий размер в радиальном направлении, и находящиеся друг напротив друга концы, и при этом разница между третьим и четвертым размерами в радиальном направлении определяет толщину стенки, такую, что упомянутый по меньшей мере один рукав, будучи вставлен в осевом направлении через первый или второй терминальный конец пустотелой трубки и подвергнут механическому сжатию в направлении, в сущности перпендикулярном внешней поверхности трубки, деформируется таким образом, что первый и второй материалы вытягиваются в осевом направлении в сущности в одинаковой степени.
На фиг.2 показан сборочный узел, содержащий тупиковый соединитель для оконцевания кабелей в соответствии с первым воплощением настоящего изобретения. Соединитель содержит удлиненную и пустотелую трубку 12, имеющую первый конец 14 и второй конец 16 и требуемую форму поперечного сечения (например, круглую, которая и показана, шестиугольную, прямоугольную, иную многоугольную или прочую). В одном из предпочтительных воплощений внутренняя трубка 12 выполнена из подходящей высокоуглеродистой стали, однако в других воплощениях трубка 12 может быть изготовлена из любого другого подходящего металлического материала, имеющего требуемую тягучесть, предел упругой деформации и коэффициент осевой вытяжки.
Соединитель содержит также рукав 26, который имеет первый конец 28 и второй конец 30 (см. фиг.1). Рукав 26 имеет размер в радиальном направлении (например, наружный диаметр D), не превышающий соответствующего размера в радиальном направлении (например, внутреннего диаметра D') внутренней трубки 12, в результате чего рукав 26 может быть вставлен в осевом направлении в конец трубки с приложением незначительного усилия или вообще без усилия. В одном из предпочтительных воплощений рукав 26 выполнен из подходящего алюминиевого материала, однако в других воплощениях рукав 26 может быть изготовлен из любого другого подходящего металлического материала, имеющего требуемую тягучесть, предел упругой деформации и коэффициент осевой вытяжки. На фиг.2 рукав изображен вставленным в конец 14 внутренней трубки 12.
В соответствии с данным первым воплощением изобретения, изображенным на фиг.2, трубка 12 имеет конструкцию, позволяющую использовать ее в составе сборочного узла, содержащего тупиковый соединитель и кабель с композитной сердцевиной (поз.10 на фиг.4), который может использоваться для крепления композитного кабеля к мачте или столбу воздушной линии электропередачи. Трубка 12 имеет такие особенности, как определенный внутренний диаметр (смотри ее срез на фиг.2), и, в качестве дополнительной возможности, гофру 20 в виде множества пространственно разнесенных складок, протяженных вдоль определенного участка длины трубки 12. Дополнительные элементы соединителя могут включать также высокопрочную проушину 22, например, кованную из стали, выполненную за единое целое с трубкой и протяженную от второго конца 16 трубки, а также фетровую шайбу 24, насаженную на трубку с возможностью скольжения по ней и расположенную между пространственно разнесенными складками 20 и вторым концом 16.
Возвращаясь снова к фиг.2, отметим, что для сборочного узла в соответствии с настоящим изобретением используется кабель 33 с композитными проводниками, включающий множество, как правило, спирально намотанных внешних металлических проводов 34 (которые могут быть, например, тягучими металлическими проводами), имеющих наружную поверхность, имеющую размер в радиальном направлении (диаметр DD'), и выступающее центральное множество внутренних скрученных композитных проводов 36 (именуемых далее так же, как композитная сердцевина 37), имеющих размер в радиальном направлении (диаметр DD). Диаметр DD композитной сердцевины 37 выбран таким образом, что он меньше внутреннего диаметра D' рукава 26 (смотри также фиг.3C-3D). В некоторых воплощениях на композитную сердцевину 37 может быть намотана лента 35 виток к витку, то есть таким образом, что каждый следующий виток ложится встык к предыдущему витку, без зазора и без нахлеста (на чертежах не показано). В качестве альтернативы, в некоторых воплощениях следующий виток может быть уложен с зазором от предыдущего, как и показано на фиг.2.
В одном из воплощений композитный проводник обычно включает провода из высокотемпературных алюминиевых сплавов, расположенные внутри скрученного множества проводов 34. Выступающие внутренние композитные провода 36 (композитная сердцевина 37) представляют собой композитные провода с алюминиевой матрицей. Опять же, следует понимать, что на самом деле состав, материалы и конструкция наружных проводов 34 и внутренних композитных проводов кабеля могут быть самыми различными, в зависимости от особенностей конкретного приложения.
Как показано на фиг.2, выступающий отрезок центрального множества проводов 36 (композитную сердцевину 37) вставляют в конец 28 алюминиевого рукава 26, который расположен соосно и проксимально по отношению к внешнему концу 14 наружной стальной трубки 12. После этого проводят операцию механического сжатия стальной трубки 12 расположенного внутри нее алюминиевого рукава 26 и вставленного в нее центрального множества композитных проводов 36, выступающего из кабеля. И хотя это не показано, подразумевается, что подходящее устройство для опрессовки может включать первую и вторую части оправки, расположенные друг напротив друга и сопрягающиеся друг с другом (на показаны), между которыми помещают стальную трубку 12. Механическое устройство для опрессовки может быть рассчитано на приложение любого требуемого давления, например, превышающего 10000 фунтов/дюйм2 (примерно 69 МПа), и следует также понимать, что при операции механического сжатия уменьшается также площадь поверхности стальной трубки 12.
Необходимо отметить, что композитные провода испытывают значительную упругую деформацию изгиба при их скручивании на обычном оборудовании для формирования кабелей. Наличие значительной упругой деформации изгиба заставило бы провода вернуться в свое исходное, то есть не скрученное и не согнутое положение в отсутствие средства крепления, сохраняющего спиральное расположение проводов. Поэтому в некоторых воплощениях используется удерживающее средство, удерживающее множество скрученных композитных проводов в состоянии значительной упругой деформации изгиба.
В некоторых воплощениях, типа показанных на фиг.2, сердцевина скрученного композитного кабеля содержит множество скрученных композитных проводов, вокруг которых спирально намотана лента, как показано на фиг.3А. Данная лента является технологическим средством, позволяющим перейти от операции намотки сердцевины к операции намотки наружных алюминиевых проводов. Без данной ленты сердцевина не смогла бы сохранять свою спирально скрученную конфигурацию. Количество используемой ленты может быть различным. Количество ленты может быть выражено как процент покрытия, рассчитываемый как отношение площади той части поверхности сердцевины на данном ее отрезке, которая покрыта лентой, к общей площади наружной поверхности сердцевин. Было определено, что данный параметр является важным для правильного подбора усилия опрессовки сердцевины.
В некоторых воплощениях, типа показанных на фиг.3А, средство крепления, например, лента 35, может быть намотана виток к витку, то есть таким образом, что каждый следующий виток ложится встык к предыдущему витку, без зазора и без нахлеста. В качестве альтернативы, в некоторых воплощениях следующий виток может быть уложен с зазором от предыдущего. В одном из предпочтительных воплощений лента 35 намотана таким образом, что между одним или более ее витками имеются зазоры. В одном особо предпочтительном воплощении лента намотана таким образом, что она покрывает не более чем примерно 60%, более предпочтительно не более чем примерно 50%, и даже более предпочтительно не более чем примерно 40% поверхности скрученных композитных проводов. В некоторых предпочтительных воплощениях лента намотана таким образом, что она покрывает по меньшей мере примерно 10%, более предпочтительно по меньшей мере примерно 20% и даже более предпочтительно не более чем примерно 30% поверхности скрученных композитных проводов.
На фиг.3А показано средство удержания проводов в виде ленты 35, которая может содержать подложку с адгезивом (не показан). В такого типа воплощениях подходящие адгезивы включают, например, адгезивы на основе (со)полимеров (мет)акрилатов, адгезивы на основе поли(α-олефинов), адгезивы на основе блок-сополимеров, адгезивы на основе натурального каучука, адгезивы на основе силикона и адгезивы типа термоплавкого клея. В некоторых воплощениях может быть предпочтительным использование адгезивов, чувствительных к давлению. В некоторых воплощениях лента 35 может также выполнять функцию изолирующей оболочки, окружающей композитный кабель.
Еще в некоторых воплощениях подходящие материалы подложки ленты 35 включают металлическую фольгу, в частности, алюминиевую, полиэфиры, полиимиды и материалы, армированные стеклом, при условии, что лента 35 является достаточно прочной, может удерживать провода в состоянии упругой деформации изгиба и сама может сохранять свою свернутую конфигурацию. Одним из особенно предпочтительных материалов подложки 20 является алюминий. Такая подложка предпочтительно имеет толщину от примерно 0,002 дюйма до 0,005 дюйма (от 0,05 до 0,13 мм) и ширину, выбранную исходя из диаметра скрученного композитного кабеля 10. Так, например, для скрученного композитного кабеля 10, имеющего два слоя скрученных композитных проводов, как, например, показано на фиг.3А, и имеющего диаметр от примерно 0,5 дюйма (1,3 см), предпочтительной является алюминиевая лента шириной примерно 1,0 дюйма (2,5 см).
Предпочтительные примеры имеющихся в продаже лент включают следующие ленты на основе металлической фольги производства ЗМ Company (Сент-Пол, штат Миннесота, США): лента 438, суммарной толщиной 0,007 дюйма (0,18 мм), содержащая алюминиевую подложку толщиной 0,005 дюйма (0,13 мм) и акриловый адгезив; лента 431 суммарной толщиной 0,0031 дюйма (0,08 мм), содержащая алюминиевую подложку толщиной 0,0019 дюйма (0,05 мм) и акриловый адгезив; и лента 433 суммарной толщиной 0,0036 дюйма (0,09 мм), содержащая алюминиевую подложку толщиной 0,0019 дюйма (0,05 мм) и силиконовый адгезив. Подходящей лентой на основе металлическая фольга/стеклоткань является лента 363 производства 3М Company, описанная в разделе «Примеры». Подходящие ленты на полиэфирной основе включают полиэфирную ленту 8402 производства 3М Company суммарной толщиной 0,0018 дюйма (0,03 мм), содержащую полиэфирную основу толщиной 0,001 дюйма (0.03 мм) и адгезив на силиконовой основе.
При использовании ленты 35 в качестве удерживающего средства, независимо от того, содержит ли она адгезив или нет, такая лента может быть уложена на скрученный композитный кабель с помощью обычного устройства для намотки ленты, известного сведущим в данной области техники. Подходящие машины для обмотки лентой включают машины производства Watson Machine International (Паттерсон, штат Нью-Джерси), в частности, оборудованные головкой СТ-300 для концентрической намотки ленты. Модуль обмотки лентой обычно располагают на выходе из линии скручивания кабеля 10, перед намоткой его на приемную катушку. Ленту 35 выбирают таким образом, чтобы она могла удерживать упруго деформированные провода в спирально скрученном состоянии.
Кроме того, в том или ином конкретном приложении, в котором используется скрученный композитный кабель, может быть целесообразным использование иных удерживающих средств, более подходящих для данного приложения. Так, например, если скрученный композитный кабель используется для подводной или подземной линии электропередачи, лента для обмотки должна быть выбрана таким образом, чтобы она не ухудшала характеристики передачи электрической энергии при температурах, на глубинах, и прочих условиях, которые будут иметь место в данном приложении. Если в качестве удерживающего средства используется клейкая лента 35, то и адгезив, и подложка должны быть выбраны с учетом условий данного приложения.
На фиг.3В показано поперечное сечение воплощения скрученного композитного кабеля 33, изображенного на фиг.3А. В некоторых воплощениях сборочный узел со спрессованным соединителем включает композитный кабель 33, который включает композитную сердцевину 37, содержащую одиночный провод 36а (который может быть композитным проводом, как показано на фиг.3В, тягучим металлическим проводом 34 или пучком оптоволоконных проводов), определяющий общую продольную ось, множество композитных проводов 36b-36с вокруг сердцевинного провода и, в качестве дополнительной возможности, ленту 35, намотанную вокруг множества композитных проводов 36а-36b. В некоторых воплощениях, по меньшей мере, часть множества композитных проводов 36а-36b уложена вокруг одиночного сердцевинного провода 36а, определяющего общую продольную ось, в виде по меньшей мере одного цилиндрического слоя, сформированного вокруг общей продольной оси. В других воплощениях сердцевина содержит по меньшей мере один металлический проводящий провод 34 или композитный провод 36. Еще в некоторых воплощениях по меньшей мере один из упомянутых по меньшей мере двух цилиндрических слоев содержит только композитные провода 36. Еще в некоторых воплощениях по меньшей мере один из упомянутых по меньшей мере двух цилиндрических слоев дополнительно содержит по меньшей мере один тягучий металлический провод 34.
Как было сказано выше, в некоторых воплощениях изолированные композитные сердцевины 37-37' могут содержать множество композитных проводов 36-36'. Еще в некоторых воплощениях, по меньшей мере, часть множества композитных проводов закручена вокруг одиночного провода (который может быть тягучим металлическим проводом, композитным проводом или пучком оптических волокон), определяющего общую продольную ось. Подходящие способы, конфигурации и материалы для скручивания кабелей описаны в патентной заявке США 2010/0038112.
В дополнительных воплощениях изобретения (не показаны) скрученный композитный кабель может дополнительно содержать и дополнительные (четвертый, пятый, шестой и так далее) слои композитных проводов, скрученных вокруг третьего множества композитных проводов 8 в первом направлении укладки, которые характеризуются своими углами укладки относительно центральной продольной оси и своими шагами укладки, причем разность между третьим углом укладки и четвертым углом укладки (или углами укладки любых двух последующих слоев) не превышает примерно 4°. В воплощениях с четырьмя или более слоями скрученных композитных проводов, предпочтительно используются композитные провода диаметром 0,5 мм или менее.
В некоторых воплощениях относительная (абсолютная) разность между первым углом укладки и вторым углом укладки больше, чем 0°, и не больше, чем 4°. В некоторых воплощениях относительная (абсолютная) разность между первым углом укладки и вторым углом укладки и/или вторым углом укладки и третьим углом укладки не больше чем примерно 4°, не больше чем 3°, не больше чем 2°, не больше чем 1° или не больше чем 0,5°. В некоторых воплощениях первый угол укладки равняется второму углу укладки, и/или второй угол укладки равняется третьему углу укладки, и/или каждый последующий угол укладки равняется углу укладки предыдущего слоя.
Еще в некоторых воплощениях изобретения первый шаг укладки меньше или равен второму шагу укладки, и/или второй шаг укладки меньше или равен третьему шагу укладки, четвертый шаг укладки меньше или равен шагу укладки следующего слоя, и/или шаг укладки каждого предыдущего слоя меньше или равен шагу укладки следующего слоя. В других воплощениях первый шаг укладки равен второму шагу укладки, и/или второй шаг укладки равен третьему шагу укладки, и/или шаг укладки каждого предыдущего слоя равен шагу укладки следующего слоя. В некоторых воплощениях может быть предпочтительно использовать параллельную укладку, как известно сведущим в данной области техники.
В некоторых воплощениях композитные кабели могут дополнительно содержать по меньшей мере один, а в некоторых воплощениях множество не композитных проводов. В некоторых предпочтительных воплощениях скрученный кабель, полностью композитный, частично композитный или полностью не композитный, может быть спирально скручен. В некоторых воплощениях каждый из цилиндрических слоев скручен под углом укладки и в направлении укладки, совпадающем с направлением укладки соседнего цилиндрического слоя. В некоторых предпочтительных воплощениях относительная разность между углами укладки соседних цилиндрических слоев не превышает примерно 4°. В различных воплощениях изобретения композитные провода и/или не композитные провода имеют форму поперечного сечения, выбираемую из круглой, эллиптической и трапециевидной.
В некоторых воплощениях композитные кабели могут дополнительно содержать множество тягучих металлических проводов 34 и, в качестве дополнительной возможности, изолирующую оболочку, окружающую множество композитных и тягучих проводов (не показана). В некоторых предпочтительных воплощениях тягучие металлические провода (проводники) скручены, а предпочтительно спирально скручены вокруг воплощения сердцевины композитного кабеля. В некоторых воплощениях первое множество тягучих проводов 34а скручено в направлении укладки, противоположном направлению укладки соседнего с ним в радиальном направлении слоя, например, наружного слоя композитной сердцевины 37, содержащей второе множество композитных проводов 34с, и/или второго множества тягучих проводов 34b.
В иных воплощениях изобретения первое множество тягучих проводов 34а скручено в направлении укладки, совпадающем с направлением укладки соседнего с ним в радиальном направлении слоя, например, наружного слоя, содержащей второе множество композитных проводов 36 с и/или второго множества тягучих проводов 34b. Еще в некоторых воплощениях по меньшей мере одно из первого множества тягучих проводов 34а, второго множества тягучих проводов 34b, или, дополнительно возможных третьего, четвертого и последующего множества тягучих проводов (не показаны), скручено в направлении укладки, противоположном направлению укладки соседнего с ним в радиальном направлении слоя, например, второе множество тягучих проводов 34b может быть скручено в направлении укладки, противоположном направлению укладки первого множества тягучих проводов 34а.
Еще в некоторых воплощениях каждый из тягучих проводов имеет форму поперечного сечения, то есть сечения плоскостью, в сущности перпендикулярной центральной продольной оси, выбираемой из круглой, эллиптической или трапециевидной формы. Еще в некоторых воплощениях некоторые или все из тягучих проводов (34а-34b) могут иметь Z- или S-образную форму поперечного сечения, то есть сечения плоскостью, в сущности перпендикулярной центральной продольной оси (не показано). Назначение таких проводов известно сведущим в данной области техники, и они могут, например, применяться для обеспечения защелкивающегося наружного слоя кабеля.
В некоторых воплощениях тягучие провода содержат по меньшей мере один из металлов, выбираемых из группы, состоящей из меди, алюминия, железа, цинка, кобальта, никеля, хрома, титана, вольфрама, ванадия, циркония, марганца, кремния, их сплавов и сочетаний.
И хотя на фиг.3В показано, что в данных воплощениях имеется одиночный композитный сердцевинный провод 36а, определяющий центральную продольную ось, подразумевается, что в альтернативных воплощениях одиночный сердцевинный провод 36а может быть тягучим металлическим проводом. Подразумевается также, что каждый слой композитных проводов имеет шаг укладки, и шаг укладки каждого из слоев композитного провода может быть различным или, что более предпочтительно, одним и тем же.
Более того, подразумевается, что в некоторых воплощениях каждый из композитных проводов 36а-36с имеет форму поперечного сечения, то есть сечения плоскостью, в сущности перпендикулярной центральной продольной оси, которая является в сущности круглой, эллиптической или трапециевидной. В некоторых воплощениях каждый из композитных проводов имеет форму поперечного сечения, которая в целом является круглой, и при этом диаметр каждого из композитных проводов составляет по меньшей мере примерно 0,1 мм, более предпочтительно по меньшей мере примерно 0,5 мм, еще более предпочтительно по меньшей мере примерно 1 мм, еще более предпочтительно по меньшей мере примерно 2 мм и наиболее предпочтительно по меньшей мере примерно 3 мм; и не более чем 15 мм, предпочтительно не более 10 мм, еще более предпочтительно не более 5 мм, еще более предпочтительно не более 4 мм и наиболее предпочтительно не более 3 мм. В других воплощениях диаметр каждого из композитных проводов может быть менее 1 мм или более 5 мм.
Как правило, средний диаметр одиночного центрального провода 36а, в целом имеющего круглое сечение, составляет от примерно 0,1 мм до примерно 15 мм. В некоторых воплощениях средний диаметр одиночного центрального провода предпочтительно составляет по меньшей мере примерно 0,1 мм, по меньшей мере 0,5 мм, по меньшей мере 1 мм, по меньшей мере 2 мм, по меньшей мере 3 мм, по меньшей мере 4 мм или даже примерно до 5 мм. В других воплощениях средний диаметр центрального провода меньше чем примерно 0,5 мм, меньше 1 мм, меньше 3 мм, меньше 5 мм, меньше 10 мм или меньше 15 мм.
Как показано на фиг.2, в некоторых воплощениях спрессованного соединителя и сборочного узла с таким соединителем может использоваться обычный трубчатый рукав 26, однако толщина стенки данного по меньшей мере одного рукава 26 должна быть достаточно малой, а именно, от примерно 0,5 мм до примерно 6 мм. Предпочтительно должен быть выбран рукав с толщиной стенки не более, чем примерно 4 мм, более предпочтительно - не более, чем примерно 3 мм, еще более предпочтительно - не более, чем примерно 2,5 мм, и наиболее предпочтительно - не более, чем примерно 2 мм. Это может способствовать снятию напряжения во время опрессовки соединителя.
Выше было дано общее описание внутренней трубки 12, вставляемого в нее рукава 26 и протяженной внутрь него центральной композитной сердцевины 37 (множеству композитных проводов 36) композитного кабеля 33. Ниже будет описано поведение рукава 26 во время механического сжатия внутренней трубки 12. Как было указано выше, при приложении к внутренней трубке 12 сжимающего усилия со стороны оправок опрессовочного аппарата (не показаны), поверхность внутренней трубки 12 сокращается, и рукав 26 вытягивается в осевом направлении в сущности в той же степени, что и внутренняя трубка 12, в результате чего материал рукава 26 в сущности заполняет все пустоты и неравномерности, существующие между протяженными в осевом направлении внутренними проводами 36.
В некоторых воплощениях, показанных на фиг.3С и 3D, упомянутый по меньшей мере один рукав включает множество пространственно разнесенных в осевом направлении складок 27-27', сформированных на его наружной (Фиг.3С) и/или на его внутренней поверхности (Фиг.3D). Упомянутый по меньшей мере один трубчатый рукав имеет длину L-L' и наружную поверхность, имеющую третий размер в радиальном направлении (диаметр D), меньший, чем первый размер в радиальном направлении внутренней трубки 12 (фиг.2), и внутреннюю поверхность, образующую внутреннюю пустотелую часть, имеющую четвертый размер в радиальном направлении (диаметр D'), меньший, чем третий размер в радиальном направлении и расположенные друг напротив друга первый конец 30'-30" и второй конец 28'-28", и при этом разность между третьим и четвертым размерами в радиальном направлении определяет ширину стенки С-С, так, что упомянутый по меньшей мере один рукав может быть вставлен во внутреннюю полую часть внутренней трубки 12 (фиг.2).
В некоторых воплощениях пространственно разнесенные друг от друга складки 27-27' могут обеспечивать толщину стенки рукава С-С', составляющую от примерно 0,5 мм до примерно 6. мм. Предпочтительно, чтобы был выбран рукав с толщиной стенки не более чем примерно 4 мм, более предпочтительно не более чем примерно 3 мм, еще более предпочтительно не более чем примерно 2,5 мм, и наиболее предпочтительно не более чем примерно 2 мм. Пространственно разнесенные друг от друга в осевом направлении складки 27-27' могут обеспечивать снятие напряжения при опрессовке соединителя.
Еще в некоторых воплощениях множество складок 27-27' пространственно разнесены в осевом направлении друг от друга на расстояние В или В', составляющее по меньшей мере примерно 1 мм, по меньшей мере примерно 2 мм, по меньшей мере примерно 3 мм; составляющее не более 5 мм, не более 4 мм, не более 3 мм; или от примерно 1 мм до примерно 5 мм, более предпочтительно - от примерно 2 мм до примерно 4 мм. В некоторых воплощениях каждая из множества пространственно разнесенных в осевом направлении друг от друга складок 27-27' имеет ширину А или А' в осевом направлении, составляющую по меньшей мере 5 мм, 10 мм или 15 мм; не более, чем примерно 50 мм, 45 мм или 40 мм; или от примерно 5 мм до примерно 50 мм, более предпочтительно от примерно 10 мм до примерно 40 мм. В некоторых воплощениях число пространственно разнесенных в осевом направлении друг от друга складок 27-27' составляет по меньшей мере 2, 4, 6, 8 или 10; не более 30, 28, 26, 24 или 22; и предпочтительно от примерно 2 до примерно 30 складок 27-27'; более предпочтительно от примерно 5 до примерно 25 складок 27-27', наиболее предпочтительно от примерно 8 до примерно 20 складок 27-27'.
В некоторых предпочтительных воплощениях первый материал и второй материал содержат по меньшей мере один металл, и при этом и при этом первый материал имеет предельное напряжение текучести по меньшей мере примерно 30×103 фунтов/дюйм2 (по меньшей мере примерно 206 МПа), более предпочтительно по меньшей мере примерно 35×103 фунтов/дюйм2 (по меньшей мере примерно 241 МПа), и еще более предпочтительно - по меньшей мере примерно 40×103 фунтов/дюйм2 (по меньшей мере примерно 275 МПа); а второй материал имеет предельное напряжение текучести не более, чем примерно 8×103 фунтов/дюйм2 (не более, чем примерно 56 МПа), более предпочтительно не более, чем примерно 6×103 фунтов/дюйм2 (не более, чем примерно 42 МПа), и еще более предпочтительно - не более, чем примерно 4×103 фунтов/дюйм2 (не более, чем примерно 28 МПа). В некоторых предпочтительных воплощениях первый материал содержит углеродистую сталь, а второй материал содержит алюминий.
В некоторых воплощениях спрессованные соединители и сборочные узлы, описанные выше, могут включать наружный пустотелый трубчатый корпус, имеющий внутреннюю поверхность, имеющую пятый размер в радиальном направлении, больший, чем второй размер в радиальном направлении, и наружную поверхность, имеющую шестой размер в радиальном направлении, больший, чем пятый размер в радиальном направлении, и первый и второй расположенные друг напротив друга концы, и при этом внешний трубчатый корпус выполнен с возможностью сдвига его на внутреннюю трубку для приведения в зацепление с ней, и при этом внешний трубчатый корпус может дополнительно содержать металл.
Еще в некоторых воплощениях спрессованные соединители и сборочные узлы, описанные выше, могут включать скрученный композитный кабель, имеющий наружный радиус, меньший, меньший, чем пятый размер в радиальном направлении наружного трубчатого корпуса, и при этом скрученный композитный кабель содержит композитную сердцевину, дополнительно содержащую одиночный сердцевинный провод, определяющий центральную продольную ось, по меньшей мере первое множество композитных проводов, скрученных вокруг одиночного сердцевинного провода, и по меньшей мере второе множество проводов, скрученных вокруг первого множества композитных проводов, и при этом концевая часть одиночного сердцевинного провода и по меньшей мере первого множества композитных проводов являются протяженными за пределы концевой части по меньшей мере второго множества проводов, и при этом по меньшей мере часть концевой части по меньшей мере первого множества композитных проводов имеет диаметр, меньший, чем удвоенный четвертый размер в радиальном направлении рукава, и является протяженной в пустотелую часть рукава.
В некоторых воплощениях, например, в тех, в которых толщина стенки по меньшей мере одного рукава выбрана от примерно 0,5 мм до примерно 6 мм, сборочные узлы со спрессованным соединителем, описанные выше, могут включать обмотку из ленты вокруг периферии первого множества композитных проводов, покрывающую только часть первого множества композитных проводов, и при этом по меньшей мере второе множество проводов скручено вокруг первого множества композитных проводов и ленты.
В некоторых воплощениях лента покрывает не более 70%, 60%, 50%, 40%, 30%, 20%, 10%, 5% или даже не более 1% поверхности периферии первого множества композитных проводов. В других воплощениях, например, в тех, в которых упомянутый по меньшей мере один рукав дополнительно включает множество пространственно разнесенных в осевом направлении складок, выполненных на его наружной и/или внутренней поверхности, лента может покрывать от примерно 30% до примерно 50% поверхности периферии первого множества композитных проводов. В других воплощениях лента покрывает от примерно 1% до примерно 30% поверхности периферии первого множества композитных проводов. При этом, естественно, подразумевается, что в некоторых воплощениях при формировании сборочного узла со спрессованным соединителем ленточная обмотка может и не использоваться.
В некоторых воплощениях сборочных узлов со спрессованным соединителем, описанных выше, сборочный узел с композитным кабелем является тупиковым соединителем или соединителем для сращивания кабелей. В некоторых воплощениях сборочный узел 10 с композитным кабелем является тупиковым соединителем, и внешний трубчатый корпус включает язычок для подключения разъема, протяженный от одного из концов наружного трубчатого корпуса. В некоторых воплощениях может иметься проушина, протяженная от одного конца трубки и за пределы наружного трубчатого корпуса. Еще в некоторых воплощениях проушина включает стальное кованое кольцо, имеющее форму и размеры, подходящие для зацепления ее с гирляндой изоляторов, связанной с мачтой линии электропередачи.
Как показано на фиг.4, наружный трубчатый корпус 38 включает первый конец 40, второй конец 42 и имеет требуемый внутренний диаметр 44. Наружный корпус 38 изготовлен из подходящего металлического токопроводящего материала, предпочтительно из алюминия, и в отношении данного воплощения далее именуется наружным корпусом тупикового соединителя. Внутренний диаметр 44 трубчатого корпуса 38 таков, что вовнутрь корпуса 38 может быть вставлен рукав 44', который предпочтительно также выполнен из алюминия, и может быть установлен на заводе-изготовителе в процессе первичной сборки наружного трубчатого корпуса 38. На данном чертеже показан также язычок 46, который, как правило, приварен к наружному корпусу 38, и также, в определенных предпочтительных воплощениях, выполнен из алюминия и выполняет роль токопроводящего разъема, как будет более подробно объяснено ниже.
При установке и опрессовке внутренней трубки 12 рукава 26 и выступающей части композитной сердцевины 37, наружный корпус 38 тупикового соединителя должен быть предварительно надет поверх наружных проводов 34 композитного кабеля 33 и расположен на достаточном расстоянии от выступающей части композитной сердцевины 37. После механической опрессовки внутренней трубки 12 с уменьшением площади ее поверхности (при данной операции форма поперечного сечения внутренней трубки 12 за счет ее сжатия меняется от круглой, изображенной на фиг.2, до шестиугольной, изображенной на фиг.4), и поверхности рукава 26, наружный трубчатый корпус 38 сдвигают и располагают поверх собранных трубки и рукава способом, который будет ясен из сечений, изображенных на фиг.2, 4 и 6.
После этого проводится операция механической опрессовки наружного корпуса 38 в пространственно разнесенных друг от друга местах, обозначенных, как поз.43, 45 и 47 вдоль длины наружного корпуса 38. Операцию сжатия корпуса постепенно продолжают вдоль его длины к его концам 40 и 42, что позволяет снять напряжения, накапливающиеся в сборочном узле, но при этом подразумевается, что не прилагают никаких сжимающих усилий между его точками 43 и 45, и данный промежуток соответствует расположению вставленной внутри него трубки 12 и рукава 26. После этого операция опрессовки может быть продолжена до края, примыкающего к сужающейся на конус части 48 наружного корпуса (фиг.4), что позволяет механически закрепить наружный трубчатый корпус 38 вокруг наружных проводов 34 композитного проводящего кабеля, а также, как и при операциях опрессовки в точках 43, 45 и 47, снять напряжения, накапливающиеся по длине сборочного узла.
На фиг.6 показано продольное сечение уже собранного узла, содержащего тупиковый соединитель. На данном чертеже видно, каким образом при этом сжимаются и отгибаются наружу в радиальном направлении складки 20 на стальной трубке 12, входя во взаимное зацепление с расположенной напротив них внутренней кольцеобразной поверхностью наружного трубчатого корпуса 38. Это обычно производится путем приложения к трубке 12 определенного сжимающего усилия, направленного радиально вовнутрь и вдоль ее оси, от конца, на котором расположена высокопрочная проушина 22.
По окончании сборки тупикового соединителя к выступающему язычку 46 наружного трубчатого корпуса 38 прикрепляют контакт перемычки (не показана). Затем к тупиковому соединителю присоединяют гирлянду изоляторов (не показана), которую в свою очередь связывают с мачтой или столбом воздушной линии электропередачи (не показаны). Гирлянда изоляторов, благодаря своим электроизолирующим свойствам, предотвращает утечку тока от стальной проушины 22 к мачте или столбу. Соответственно, передача электрического тока от композитного кабеля происходит через сборочный узел, далее к наружному трубчатому корпусу, и наконец, через язычок к контакту перемычки.
Поперечное сечение наружного трубчатого корпуса 38 может быть многоугольным, например, шестиугольным, но подразумевается также, что возможны и круглая, и иные конфигурации поперечного сечения. Подразумевается также, что форма и размеры поперечного сечения наружного трубчатого корпуса 38 обеспечивают его прочность, соответствующую прочности наружных алюминиевых проводов 34 композитного кабеля, а также необходимые токопередающие характеристики, соответствующие значениям токов, текущих через проводники кабеля.
При этом подразумевается также, что трубка в сочетании с кабелем подбираются таким образом, что оба они характеризуются уменьшением площади поверхности в определенных пределах при приложении к ним определенных нагрузок, и в их поперечных сечениях в местах сжатия отсутствуют полости, в которые могла бы проникнуть влага и мигрировать далее в сборочный узел к проводнику. Желательно, чтобы длина участка, на котором производится опрессовка проводника, была достаточной для обеспечения его надежного захвата и предотвращения выскальзывания, так, чтобы выскальзывание наступало при приложении к проводнику напряжения, равного 95% его номинальной прочности на разрыв. С этой точки зрения желательно, чтобы соединитель удовлетворял определенным электрическим и механическим требованиям, и не было необходимости испытывать каждый собранный узел.
В некоторых воплощениях часть соединителя, обеспечивающая передачу нагрузки на сердцевину, имеет такую конструкцию, что при определенном натяжении она будет пластически деформироваться и фактически «нагружать» сердцевину. Кроме того, поперечное сечение трубки должно быть таким, чтобы при приложении к проводнику нагрузки, равной его номинальной прочности на разрыв, растяжение сердцевины (проводов 36) составляло бы от 0,002 до 0,006 дюйм/дюйм, что является условием ее высокой механической прочности.
Подобно соединению между трубчатым корпусом 38 и наружными проводами 34 композитного кабеля, трубка 12, рукав 26 и сердцевина 36 имеют такую конструкцию, чтобы процентное уменьшение их площади при сжатии находилось в заданных пределах, так, чтобы была обеспечена требуемая механическая прочность опрессованного соединения. Кроме того, в поперечных сечениях упомянутых деталей предпочтительно должны отсутствовать пустоты, так чтобы при механическом сжатии трубка не изгибалась бы и не вспучивалась. Опять же, желательно, чтобы длина участка, на котором производится опрессовка сердцевинных проводов 36, была достаточной для обеспечения их надежного захвата и предотвращения выскальзывания при приложении к ним натяжения вплоть до 95% его номинальной прочности сердцевины на разрыв.
В некоторых воплощениях спрессованный соединитель является соединителем для сращивания кабелей, изображенным на фиг.5А-5С и фиг.7, и имеющийся в нем по меньшей мере один рукав в сущности состоит из двух рукавов 26" и 26'''. В некоторых воплощениях наружный трубчатый корпус 84 (фиг.5С) включает корпус соединителя для сращивания кабелей. В некоторых воплощениях наружный трубчатый корпус 84 включает по меньшей мере один металл. Сборочный узел 62 со спрессованным соединителем такого типа также показан на фиг.5А, 5В и 5С (аксонометрический вид и в разобранном виде), а также на фиг.7 (в разрезе, в полностью собранном виде). Такой сборочный узел 62 со спрессованным соединителем выполняется для сращивания друг с другом двух композитных кабелей 76 и 80 (и в этом состоит его отличие от сборочного узла 10 с тупиковым соединителем). Ниже приводятся дополнительные подробности выполнения соединения сращивания двух концов композитных кабелей путем формирования такого сборочного узла 62. В частности, в данном сборочном узле также имеется внутренняя трубка 64, которая имеет первый конец 66, второй конец 68 и определенный внутренний диаметр D'. Имеется также пара рукавов 26" и 26''', в сущности аналогичных описанному выше рукаву 26 и вставляемых через противоположные концы 66 и 68 стальной трубки 64.
На фиг.5А-5В представлена пара рукавов 26" и 26''', имеющих концы 28"-30" и 28'''-30''', соответственно. Каждый из рукавов 26"-26''' имеет размер в радиальном направлении (наружный диаметр D). Как сказано выше, рукава вставляются с противоположных концов в трубку 64, имеющую внутренний размер в радиальном направлении (диаметр D'). На фиг.5В показан данный узел в частично собранном виде, и на данном чертеже видно, как в данный узел вставляется первый композитный кабель, содержащий наружные провода 34', наружная поверхность которых имеет размер в радиальном направлении (диаметр DD'), дополнительно возможный изолирующий слой 76, и центральные композитные провода 36', образующие композитную сердцевину 37', имеющую размер в радиальном направлении (диаметр DD), и которая, в качестве дополнительной возможности, может быть обмотана лентой 35', как было описано выше, и второй композитный кабель, содержащий наружные провода 34", наружная поверхность который имеет размер в радиальном направлении (диаметр DD'), дополнительно возможный изолирующий слой 81 и центральные композитные провода 36", образующие композитную сердцевину 37", имеющую размер в радиальном направлении (диаметр DD), на которую, как показано на данном чертеже, дополнительно может быть намотана лента 35", как было описано выше.
На фиг.5С и 7 показано, что на собранный спрессованный соединитель для сращивания кабелей данного типа может быть вставлен в осевом направлении в наружный трубчатый корпус 84. Аналогично корпусу 38 тупикового спрессованного соединителя в соответствии с первым типом воплощений настоящего изобретения, наружный корпус 84 опрессованного соединителя для сращивания кабелей выполнен из металлического материала (обычно из алюминия). Его надевают в осевом направлении на один из проводов 76 или 80 (то есть по одну сторону от выполняемого соединения кабелей) до первичного механического обжатия и сокращения поверхности трубки 64, поверх вставленных в нее алюминиевых рукавов 26" и 26''' и вставленных в них центральных (сердцевинных) проводов 78 и 82 на концах соответствующих кабелей.
Поверх выполняемого соединения кабелей (проводов 34'-34") может быть плотно насажен дополнительный рукав 81, как правило, тонкостенный и также выполненный из алюминия, как это показано в разобранном виде на фиг.5С и в собранном виде на фиг.7. При окончательной сборке рукав 81 сдвигают на соответствующий конец 90 наружного трубчатого корпуса 84 и располагают его заподлицо с концом корпуса.
Как и в первом типе воплощений настоящего изобретения (тупикового спрессованного соединителя), трубку 64 механически обжимают, и ее поверхность сокращается, от изначальной формы с круглым поперечным сечением до формы с шестигранным поперечным сечением. Свойства вытяжения пары вставляемых рукавов 26" и 26''', по отношению к стальной трубке 64, идентичны свойствам рукава 26 тупикового спрессованного соединителя, и таковы, что они обеспечивают заполнение полостей и неравномерностей на обоих, протяженных в противоположных направлениях сердцевинных проводах 35'-35" соединяемых кабелей, и кроме того, их концы при опрессовке выступают с противоположных концов трубки 64 на определенную величину, для снятия напряжения между композитными сердцевинами 35'-35" и спрессованной трубкой 64.
Концевые сужающиеся участки 86 и 86' наружного трубчатого корпуса 84 данного типа соединителя кабелей (проксимальные к противоположным концам корпуса 84) одновременно обжимаются во время операции вторичной механической опрессовки (аналогичной описанной выше операции опрессовки краевого участка 48 наружного трубчатого корпуса 38 тупикового соединителя в первом типе воплощений настоящего изобретения), для фиксации трубки относительно соответствующих наружных проводов 34' и 34" соединяемых композитных кабелей 33'-33" соответственно, а также для снятия напряжений вдоль сборочного узла. На практике спрессованный соединитель 62 для сращивания кабелей функционирует аналогично тупиковому соединителю и должен обеспечивать выполнение аналогичных требований. Так, например, как и в первом типе воплощений настоящего изобретения, желательно, чтобы прочность места соединения сердцевин 37'-37" (множеств центральных композитных проводов 36'-36") при последующей эксплуатации узла составляла 95% номинальной прочности сердцевины на разрыв.
Еще в некоторых воплощениях, не изображенных на чертежах, сборочный узел со спрессованным соединителем для композитных кабелей может включать скрученный композитный кабель, содержащий более чем три слоя композитных проводов, скрученных вокруг одиночного провода, определяющего центральную продольную ось. В некоторых воплощениях каждый из композитных проводов в каждом слое композитного кабеля может иметь одну и ту же конструкцию и форму, однако данное условие не является обязательным для достижения преимуществ настоящего изобретения.
В некоторых воплощениях скрученные композитные провода содержат множество непрерывных волокон в матрице, как будет более подробно описано ниже. Поскольку провода являются композитными, они не могут быть легко пластически деформируемы при формировании кабеля, в отличие от обычных тягучих металлических проводов. Так, например, существующий уровень техники позволяет проводить формирование кабелей с обычными тягучими металлическими проводами таким образом, что будет осуществляться их необратимая пластическая деформация с сохранением спирально скрученной конфигурации проводов. Настоящее изобретение позволяет использовать композитные провода, которые во многих приложениях позволяют получить гораздо лучшие характеристики кабеля, чем при использовании обычных тягучих металлических проводов.
В некоторых воплощениях каждый из композитных проводов является композитным проводом, армированным волокнами. В некоторых воплощениях по меньшей мере один из композитных проводов, армированных волокнами, армирован жгутом волокон либо мононитевым волокном. В некоторых воплощениях каждый из композитных проводов выбран из группы, состоящей из композитного повода с металлической матрицей и полимерного композитного провода. В некоторых воплощениях полимерный композитный провод содержит по меньшей мере одно непрерывное волокно в полимерной матрице. В некоторых воплощениях упомянутое по меньшей мере одно непрерывное волокно содержит металл, углерод, керамику, стекло или их сочетания. В некоторых предпочтительных воплощениях упомянутое по меньшей мере одно непрерывное волокно содержит титан, вольфрам, бор, сплавы с памятью формы, углерод, углеродные нанотрубки, графит, карбид кремния, арамид, поли(р-фенилен-2,6-бензобисоксазол) или их сочетания. В некоторых воплощениях полимерная матрица полимерного композитного провода содержит (со)полимер, выбранный из группы, состоящей из эпоксидной смолы, сложного эфира, сложного винилового эфира, полиимида, полимера сложного эфира, сложного эфира циановой кислоты, фенольной смолы, бис-малеимидной смолы, полиэфирэфиркетона и их сочетаний.
Еще в некоторых воплощениях композитный провод с металлической матрицей содержит по меньшей мере одно непрерывное волокно в металлической матрице. В некоторых воплощениях упомянутое по меньшей мере одно непрерывное волокно содержит материал, выбранный из группы, состоящей из керамики, стекла, углерода, углеродных нанотрубок, карбида кремния, бора, железа, стали, железных сплавов, вольфрама, титана, сплавов с памятью формы и их сочетаний. В некоторых предпочтительных воплощениях металлическая матрица содержит алюминий, цинк, олово, магний, их сплавы и сочетания. В некоторых предпочтительных воплощениях металлическая матрица содержит алюминий, и упомянутое по меньшей мере одно непрерывное волокно содержит керамическое волокно. В некоторых предпочтительных воплощениях керамическое волокно содержит поликристаллический α-Al2O3.
В некоторых воплощениях, в которых в качестве бронирующего и/или усиливающего элемента используется композитный провод с металлической матрицей, волокна предпочтительно выбраны из полиарамидных волокон, керамических волокон, борных волокон, углеродных волокон, металлических волокон, стеклянных волокон и их сочетаний. В некоторых воплощениях бронирующий элемент содержит множество проводов, окружающих сердцевинный композитный кабель в виде цилиндрического слоя. Провода предпочтительно выбираются из металлических бронирующих проводов, композитных проводов с металлической матрицей и их сочетаний.
В некоторых воплощениях, изображенных на фиг.3В, скрученный композитный кабель и/или электропроводящий не композитный кабель, содержащий сердцевину, содержит по меньшей мере один тягучий металлический провод, а предпочтительно множество тягучих металлических проводов в слое наружных проводов. В различных воплощениях каждый из множества металлических проводов имеет форму поперечного сечения, выбранную из группы, состоящей из круглой, эллиптической, трапециевидной, S-образной и Z-образной формы. В некоторых предпочтительных воплощениях множество металлических проводов содержит по меньшей мере один металл, выбранный из группы, состоящей из железа, стали, циркония, меди, олова, кадмия, алюминия, марганца, цинка, кобальта, никеля, хрома, титана, вольфрама, ванадия, их сплавов друг с другом, их сплавов с другими металлами, их сплавов с кремнием и их сочетаний.
В некоторых воплощениях по меньшей мере один из композитных кабелей является скрученным композитным кабелем, содержащим множество цилиндрических слоев композитных проводов, скрученных вокруг центральной продольной оси по меньшей мере одного композитного кабеля. В некоторых воплощениях по меньшей мере один скрученный композитный кабель спирально скручен. В некоторых предпочтительных воплощениях изобретения каждый цилиндрический слой закручен с определенным углом укладки в направлении укладки, совпадающем с направлением укладки каждого из соседних с ним цилиндрических слоев. В некоторых предпочтительных воплощениях изобретения относительная разница между углами укладки соседних цилиндрических слоев больше 0° и не больше 3°.
В некоторых воплощениях композитные провода имеют форму поперечного сечения, выбранную из группы, состоящей из круглой, эллиптической и трапециевидной. В некоторых воплощениях каждый из композитных проводов является проводом, армированным волокнами. В некоторых воплощениях по меньшей мере один из композитных проводов, армированных волокнами, армирован жгутом волокон либо мононитевым волокном. В некоторых воплощениях каждый из композитных проводов выбран из группы, состоящей из композитного повода с металлической матрицей и полимерного композитного провода. В некоторых воплощениях полимерный композитный провод содержит по меньшей мере одно непрерывное волокно в полимерной матрице. В некоторых воплощениях упомянутое по меньшей мере одно непрерывное волокно содержит металл, углерод, керамику, стекло или их сочетания.
В некоторых воплощениях упомянутое по меньшей мере одно непрерывное волокно содержит титан, вольфрам, бор, сплавы с памятью формы, углерод, углеродные нанотрубки, графит, карбид кремния, полиарамид, поли(р-фенилен-2,6-бензобизоксазол) или их сочетания. В некоторых воплощениях полимерная матрица содержит сополимер, выбранный из группы, состоящей из эпоксидной смолы, сложного эфира, винилового сложного эфира, полиимида, полимера сложного эфира, эфира циановой кислоты, фенольной смолы, бис-малеимидной смолы, полиэфирэфиркетона, фторополимеров (включая полностью и частично фторированные сополимеры) и их сочетаний.
В некоторых воплощениях композитный провод содержит по меньшей мере одно непрерывное волокно в металлической матрице. В некоторых воплощениях упомянутое по меньшей мере одно непрерывное волокно содержит материал, выбранный из группы, состоящей из керамики, стекла, углерода, углеродных нанотрубок, карбида кремния, бора, железа, стали, железных сплавов, вольфрама, титана, сплавов с памятью формы и их сочетаний. В некоторых воплощениях металлическая матрица содержит алюминий, цинк, олово, магний, их сплавы или их сочетания. В некоторых воплощениях металлическая матрица содержит алюминий, и упомянутое по меньшей мере одно непрерывное волокно содержит керамическое волокно. В некоторых предпочтительных воплощениях керамическое волокно содержит поликристаллический α-Al2O3.
В некоторых воплощениях изоляционная оболочка образует наружную поверхность рассчитанного на работу под водой или под землей композитного кабеля. В некоторых воплощениях изоляционная оболочка содержит материал, выбираемый из группы, состоящей из керамики, стекла, сополимеров и их сочетаний.
И хотя настоящее изобретение может быть реализовано с любым подходящим композитным проводом, в некоторых воплощениях каждый из композитных проводов является композитным проводом, армированным волокнами, содержащим по меньшей мере непрерывный жгут волокон и/или непрерывное однонитевое волокно, в составе матрицы.
Предпочтительное воплощение композитных проводов содержит множество непрерывных волокон в матрице. Предпочтительный тип волокна содержит поликристаллический α-Al2O3. Такие предпочтительные воплощения композитных проводов предпочтительно имеют относительный предел растяжения (до наступления разрыва), составляющий по меньшей мере 0.4%, более предпочтительно - по меньшей мере 0.7%. В некоторых воплощениях по меньшей мере 85% (в некоторых воплощениях - по меньшей мере 90%, или даже по меньшей мере 95%) от числа волокон в композитных проводах являются непрерывными.
Прочие типы композитных проводов, которые могут использоваться в настоящем изобретении, включают композитные провода состава: стекло/эпоксидная смола, карбид кремния/алюминий, углерод/алюминий, углерод/ эпоксидная смола, углерод/полиэфирэфиркетон (ПЭЭК); углерод/(со)полимеры и сочетания таких композитных проводов.
Примеры подходящих стекловолокон включают стекловолокна типов А, В, С, D, S, AR, R, фибергласс и парагласс, известные сведущим в данной области техники. Данный список не является ограничивающим, и могут также использоваться многие другие типы стекловолокон, предлагаемые, например, Coming Glass Company (Корнинг, штат Нью-Йорк, США).
В некоторых воплощениях предпочтительным может быть использование непрерывных стекловолокон. Как правило, стекловолокна имеют средний диаметр в диапазоне от примерно 3 мкм до примерно 19 мкм. В некоторых воплощениях стекловолокна имеют средний предел прочности на растяжение, составляющий по меньшей мере 3 ГПа, 4 ГПа или даже 5 ГПа. В некоторых воплощениях стекловолокна имеют модуль упругости в диапазоне от примерно 60 ГПа до примерно 95 ГПа, или от примерно 60 ГПа до примерно 90 ГПа.
Примеры подходящих керамических волокон включают волокна из оксидов металлов (например, из глинозема), волокна из нитрида бора, волокна из карбида кремния и любые сочетания упомянутых волокон. Как правило, керамические волокна представляют собой кристаллическую керамику и/или смесь кристаллической керамики и стекла (то есть волокно может содержать одновременно фазы кристаллической керамики и стекла). Как правило, такие волокна имеют длину по меньшей мере 50 метров, и она может достигать нескольких километров или даже более. Как правило, непрерывные керамические волокна имеют средний диаметр в диапазоне от примерно 5 мкм до примерно 50 мкм, от примерно 5 мкм до примерно 25 мкм, от примерно 8 мкм до примерно 25 мкм, или от примерно 8 мкм до примерно 20 мкм. В некоторых воплощениях волокна из кристаллической керамики имеют средний предел прочности на растяжение по меньшей мере примерно 1,4 ГПа, по меньшей мере 1,7 ГПа, по меньшей мере 2,1 ГПа, или даже по меньшей мере 2,8 ГПа. В некоторых воплощениях волокна из кристаллической керамики имеют модуль упругости больший, чем примерно 70 ГПа, и не больший, чем примерно 1000 ГПа, или даже не больший, чем примерно 420 ГПа.
Примеры подходящих однонитевых керамических волокон включают волокна из карбида кремния. Как правило, однонитевые волокна из карбида кремния представляют собой кристаллическую керамику и/или смесь кристаллической керамики и стекла (то есть волокно может содержать одновременно фазу кристаллической керамики и фазу стекла). Как правило, такие волокна имеют длину по меньшей мере 50 метров, и она может достигать нескольких километров или даже более. Как правило, непрерывные однонитевые волокна из карбида кремния имеют средний диаметр в диапазоне от примерно 100 мкм до примерно 250 мкм. В некоторых воплощениях однонитевые волокна из карбида кремния имеют средний предел прочности на растяжение по меньшей мере примерно 2,8 ГПа, по меньшей мере 3,5 ГПа, по меньшей мере 4,2 ГПа, или даже по меньшей мере 6 ГПа. В некоторых воплощениях однонитевые волокна из карбида кремния имеют модуль упругости, больший, чем примерно 250 ГПа, и не больший, чем примерно 500 ГПа, или даже не больший, чем примерно 430 ГПа.
Подходящие волокна из оксида алюминия описаны, например, в патентах США 4954462 (Wood с соавторами) и 5185299 (Wood с соавторами). В некоторых воплощениях волокна из оксида алюминия являются поликристаллическими волокнами из α-оксида алюминия и содержат более 99% Al2O3 и 0,2-0,5% SiO2 (по весу от суммарного веса волокна). В различных воплощениях поликристаллические волокна из α-оксида алюминия содержат зерна α-оксида алюминия, средний размер которых меньше 1 мкм (в некоторых воплощениях даже меньше чем 0,5 мкм). В различных воплощениях поликристаллические волокна из α-оксида алюминия имеют средний предел прочности на разрыв по меньшей мере 1,6 ГПа (в некоторых воплощениях по меньшей мере 2,1 ГПа, или даже по меньшей мере 2,8 ГПа). Примерами подходящих волокон α-оксида алюминия являются волокна, предлагаемые под торговым наименованием "NEXTEL 610" производства 3М (Сент-Пол, штат Миннесота, США).
Подходящие алюмосиликатные волокна описаны, например, в патенте США 4047965 (Karst с соавторами). Примерами подходящих алюмосиликатных волокон являются волокна производства ЗМ Company (Сент-Пол, штат Миннесота, США), предлагаемые под торговыми наименованиями NEXTEL 440, 550 и 720. Подходящие алюмоборосиликатные волокна описаны, например, в патенте США 3795524 (автор Sowman). Примерами подходящих алюмоборосиликатных волокон являются волокна производства ЗМ Company (Сент-Пол, штат Миннесота, США), предлагаемые под торговым наименованием NEXTEL 312. Волокна из нитрида бора могут быть изготовлены, например, как описано в патентах США 3429722 (автор Economy) и 5780154 (Okano с соавторами). Примеры подходящих волокон из карбида кремния предлагаются, например, COI Ceramics (Сан-Диего, штат Калифорния, США) под торговым наименованием NICALON в виде жгута из 500 волокон, Ube Industries (Япония) под торговым наименованием TYRANNO и Dow Coming (Мидлэнд, штат Мичиган) под торговым наименованием SYLRAMIC.
Подходящие углеродные волокна включают волокна производства ZOLTEK (Бриджтон, штат Миссури, США), предлагаемые под торговыми наименованиями PANEX® и PYRON®, волокна THORNEL производства CYTEC Industries, Inc. (Вест-Патерсон, штат Нью-Джерси, США), волокна HEXTOW производства HEXCEL, Inc. (Саусбери, штат Коннектикут, США) и волокна TORAYCA производства TORAY Industries, Ltd. (Токио, Япония). Данные углеродные волокна являются производными полиакрилонитрила (PAN). Прочие подходящие углеродные волокна включают PAN-IM, PAN-HM, PAN UHM, PITCH и некоторые побочные продукты производства вискозы, известные сведущим в данной области техники.
Прочие подходящие волокна включают ALTEX производства Sumitomo Chemical Company (Осака, Япония) и ALCEN производства Nitivy Company, Ltd. (Токио, Япония).
Подходящие волокна включают также волокна из сплавов с памятью формы. Сплавами с памятью формы называются сплавы, в которых происходят мартенситные превращения, а именно, при температуре ниже температуры превращения при деформации таких сплавов происходит образование кристаллов-двойников, поэтому при нагревании сплава обратно выше температуры превращения образовавшиеся структуры двойников обеспечивают возврат к исходной форме, то есть такая деформация является обратимой. Волокна из сплавов с памятью формы предлагаются, например, Johnson Matthey Company (Вест-Вайтлэнд, штат Пенсильвания, США).
В некоторых воплощениях керамические волокна собраны в жгуты. Жгуты часто используются при производстве волокон и в различных приложениях их применения, и представляют собой множество из отдельных волокон (по меньшей мере 100 волокон, и более типично - по меньшей мере 400 волокон), собранных друг с другом в пучки. В некоторых воплощениях жгуты содержат по меньшей мере 780 отдельных волокон, по меньшей мере 2600 отдельных волокон или даже 5200 отдельных волокон. Жгуты из керамических волокон поставляются различной длины, включая 300 метров, 500 м, 750 м, 1000 м, 1500 м, 2500 м, 5000 м, 7500 м и даже более. Волокна могут иметь круглую или эллиптическую форму поперечного сечения.
Имеющиеся в продаже волокна могут включать органический материал для вощения волокон, предназначенный для их смазки и защиты при различных операциях обращения с волокнами. Материал вощения может быть удален с волокон растворением или выжиганием. Как правило, перед формированием полимерного композитного провода с металлической матрицей материал вощения желательно удалить. Волокна могут также иметь покрытие, используемое, например, для усиления смачиваемости волокон, или для уменьшения или предотвращения реакционного взаимодействия между волокнами и расплавленным материалом металлической матрицы. Виды покрытий и способы их формирования хорошо известны сведущим в областях производства волокон и полимерных композитных материалов.
В некоторых воплощениях каждый из композитных проводов выбран из композитных проводов с металлической матрицей и полимерных композитных проводов. Подходящие полимерные провода описаны, например, в патентах США 6180232; 6245425; 6329056; 6336495; 6344270; 6447927; 6460597; 6544645; 6559385 и 7093416.
Одним из предпочтительных типов композитных проводов с металлической матрицей, армированной волокнами, является композитный провод с алюминиевой матрицей, армированной керамическими волокнами. Композитные провода с алюминиевой матрицей, армированной керамическими волокнами, предпочтительно содержат непрерывные волокна поликристаллического α-Al2O3, заключенные в матрицу из в сущности чистого элементарного алюминия либо сплава чистого алюминия с до 2% по весу меди, от суммарного веса матрицы. Предпочтительные волокна содержат равноосные зерна размером менее чем 100 нм и имеют диаметр в диапазоне от примерно 1 до примерно 50 мкм, предпочтительно в диапазоне от примерно 5 до примерно 25 мкм и наиболее предпочтительно в диапазоне от примерно 5 мкм до примерно 15 мкм.
Предпочтительные композитные провода, армированные волокнами, в соответствии с настоящим изобретением содержат волокна плотностью примерно 3,90-3,95 г/см3. Предпочтительные волокна включают волокна, описанные в патенте США 4954 62 (Wood с соавторами, держатель - Minnesota Mining and Manufacturing Company, Сент-Пол, штат Миннесота, США). Предпочтительные волокна предлагаются к продаже ЗМ Company (Сент-Пол, штат Миннесота, США) под торговым наименованием NEXTEL 610, представляющие собой волокна на основе α-Al2O3. Инкапсулирующая матрица выбирается таким образом, чтобы она не вступала в значительные химические реакции с материалом волокон, то есть была химически инертной по отношению к материалу волокон, что устраняет необходимость нанесения защитного покрытия на внешнюю поверхность волокон.
Было показано, что использование матрицы, содержащей либо в сущности чистый элементарный алюминий, либо сплав из элементарного алюминия с медью в количестве последней примерно 2% по весу от суммарного веса матрицы, позволяет получить достаточно успешные воплощения композитных проводов. В контексте настоящего описания термины «в сущности чистый элементарный алюминий», «чистый алюминий» и «элементарный алюминий» используются как взаимно заменяющие друг друга, и подразумевается, что они означают алюминий, содержащий менее чем примерно 0,05% примесей по весу.
В одном из предпочтительных воплощений композитные провода содержат примерно 30-70% по объему волокон из поликристаллического α-Al2O3 (от суммарного объема композитного провода), заключенных в матрицу из в сущности элементарного алюминия. Предпочтительно, чтобы матрица содержала менее чем примерно 0,03% железа по весу, а наиболее предпочтительно менее чем примерно 0,01% железа по весу от суммарного веса матрицы. Еще более предпочтительным является содержание волокон из волокон из поликристаллического α-Al2O3 в количестве примерно 40-60%. Было определено, что такие композитные провода с металлической матрицей, армированной волокнами, содержащие волокна, имеющие предел прочности на растяжение в продольном направлении по меньшей мере 2,8 ГПа, и металлическую матрицу, имеющую предел текучести менее чем примерно 20 МПа, имеют превосходные характеристики прочности на растяжение.
Матрица может быть также сформирована из сплава элементарного алюминия и примерно до 2% по весу меди (от суммарного веса матрицы). Как и в воплощении, в котором используется матрица из в сущности чистого элементарного алюминия, композитные провода с матрицей из алюминиево-медного сплава предпочтительно содержат примерно 30-70% волокон из поликристаллического α-Al2O3, а более предпочтительно - примерно 40-60% волокон из поликристаллического α-Al2O3 по объему, от общего объема композита. Кроме того, предпочтительно, чтобы матрица содержала менее чем примерно 0,03% железа по весу, а наиболее предпочтительно менее чем примерно 0,01% железа по весу от суммарного веса матрицы. Матрица из алюминиево-медного сплава предпочтительно имеет предел текучести, меньший, чем примерно 90 МПа, и как было указано выше, поликристаллические волокна из α-Al2O3 должны иметь предел прочности на растяжение в продольном направлении по меньшей мере примерно 2,8 ГПа.
Композитные провода предпочтительно формируют из в сущности непрерывных поликристаллических волокон из α-Al2O3, заключенных внутри матрицы из в сущности чистого элементарного алюминия или сплава элементарного алюминия с медью, количество которой составляет примерно до 2% по весу, как было описано выше. Такие провода обычно формируются при помощи производственного процесса, в котором в сущности непрерывные поликристаллические волокна из α-Al2O3, собранные в жгут, разматываются с катушки и протягиваются через ванну с расплавленным материалом матрицы. После отвердевания расплавленного материала на волокнах получаются волокна, заключенные в матрицу.
Возможные материалы металлической матрицы включают чистые металлы, например металлы высокой степени чистоты (более 99.95%), включая элементарный алюминий, цинк, олово, марганец и их сплавы, например, сплав алюминия и меди. Как правило, материал матрицы выбирается таким образом, чтобы он не вступал в значительные химические реакции с материалом волокон, то есть был химически инертным по отношению к материалу волокон, что устраняет необходимость нанесения защитного покрытия на внешнюю поверхность волокон. В некоторых воплощениях материал матрицы предпочтительно включает алюминий и его сплавы.
В некоторых воплощениях металлическая матрица содержит по меньшей мере 98% алюминия по весу, по меньшей мере 99% алюминия по весу, более 99,9% алюминия по весу или даже более 99.95% алюминия по весу. Алюминиево-медные сплавы, из которых изготовлена матрица, содержат по меньшей мере 98% по весу алюминия и до 2% по весу меди. В различных воплощениях изобретения могут использоваться алюминиевые сплавы серий 1000, 2000, 3000, 4000, 5000, 6000, 7000 и/или 8000 (по классификации Aluminum Association). И хотя для изготовления проводов, имеющих высокую прочность на растяжение, более предпочтительно использовать металлы с высокой степенью чистоты, могут также использоваться металлы в менее чистом виде.
Примеры подходящих металлов, имеющихся в продаже, включают особо чистый алюминий (SUPER PURE ALUMINUM 99.99%) производства Alcoa (Питтсбург, штат Пенсильвания, США), алюминиево-медный сплав (2% меди и не более 0.03% примесей по весу) производства Belmont Metals (Нью-Йорк, штат Нью-Йорк, США), чистый цинк (99.999%) и чистое олово (99.95%) производства Metal Services (Сент-Пол, штат Миннесота, США), чистый магний производства Magnesium Elektron (Манчестер, Англия), магниевые сплавы WE43A, EZ33A, AZ81A и ZE41A производства TIMET (Денвер, штат Колорадо, США).
Композитные провода с металлической матрицей, как правило, содержат по меньшей мере 15% (в некоторых воплощениях по меньшей мере 20%, 25%, 30%, 35%, 40%, 45% или даже 50%) волокон по объему от суммарного объема материалов волокон и матрицы. Более типично композитные сердцевины и провода содержат от 40% до 75% (в некоторых воплощениях от 45% до 70%) волокон по объему от суммарного объема материалов волокон и матрицы.
Подходящие композитные провода с металлической матрицей, армированной волокнами, могут быть изготовлены с помощью способов, традиционно применяемых в данной области техники. Непрерывный композитный провод с металлической матрицей может быть изготовлен, например, с помощью непрерывного процесса инфильтрации металлической матрицы. Один из подходящих процессов описан, например, в патенте США 6485796 (Carpenter с соавторами). Провода, содержащие полимеры и волокна, могут быть изготовлены с использованием процесса пултрузии, известного сведущим в данной области техники.
В некоторых воплощениях полимерные провода включают полимерные композитные провода. Полимерные композитные провода содержат по меньшей мере одно непрерывное волокно в полимерной матрице. В некоторых воплощениях упомянутое по меньшей мере одно непрерывное волокно содержит металл, углерод, керамику, стекло или их сочетания. В некоторых предпочтительных воплощениях упомянутое по меньшей мере одно непрерывное волокно содержит титан, вольфрам, бор, сплавы с памятью формы, углеродные нанотрубки, графит, карбид кремния, поли(арамид), поли(р-фенилен-2,6-бензобисоксазол) или их сочетания. В некоторых воплощениях полимерная матрица содержит (со)полимер, выбранный из группы, состоящей из эпоксидной смолы, сложного эфира, винилового сложного эфира, полиимида, полимера сложного эфира, эфира циановой кислоты, фенольной смолы, бис-малеимидной смолы и их сочетаний.
В данной области техники известны тягучие металлические провода для скручивания вокруг композитной сердцевины и последующего формирования композитного кабеля, например, кабеля для передачи электрической мощности в соответствии с настоящим изобретением. Предпочтительные тягучие металлы включают железо, сталь, цирконий, медь, олово, кадмий, алюминий и цинк, их сплавы с другими металлами и/или кремнием, и прочие. Медные провода предлагаются, например, Southwire Company (Карролтон, штат Джорджия, США). Алюминиевые провода предлагаются, например, Nexans (Канада) или Southwire Company (Карролтон, штат Джорджия, США) под торговыми наименованиями 1350-Н19 и 1350-НО.
Как правило, медные провода имеют коэффициент теплового расширения от примерно 12×10-6/°C до примерно 18×10-6/°C в диапазоне температур по меньшей мере от примерно 20°С до примерно 800°С. В продаже имеются также провода из медных сплавов (например, медных бронз состава Cu-Si-X, Cu-Al-X, Cu-Sn-X, Cu-Cd; где X=Fe, Mn, Zn, Sn и/или Si; предлагаемые, например, Southwire Company (Карролтон, штат Джорджия, США)); меди, усиленной оксидной дисперсией, предлагаемой, например, OMG Americas Corporation (штат Северная Каролина) под торговым наименованием GLIDCOP. В некоторых воплощениях провода из сплавов меди имеют коэффициент теплового расширения от примерно 10×10-6/°С до примерно 25×10-6/°C в диапазоне температур по меньшей мере от примерно 20°С до примерно 800°С. Провода могут иметь различную форму поперечного сечения (например, круглую, эллиптическую, трапециевидную).
Алюминиевые провода имеют коэффициент теплового расширения от примерно 20×10-6/°C до примерно 25×10-6/°C в диапазоне температур по меньшей мере от примерно 20°С до примерно 500°С. В некоторых воплощениях алюминиевые провода (например, 1350-Н19) имеют предел прочности на растяжение по меньшей мере 138 МПа (20 тысяч фунтов/дюйм2), по меньшей мере 158 МПа (23 тысяч фунтов/дюйм2), по меньшей мере 172 МПа (25 тысяч фунтов/дюйм2), по меньшей мере 186 МПа (27 тысяч фунтов/дюйм2) или по меньшей мере 200 МПа (29 тысяч фунтов/дюйм2). В некоторых воплощениях алюминиевые провода (например, 1350-Н0) имеют предел прочности на растяжение более 41 МПа (6 тысяч фунтов/дюйм2) и не более 97 МПа (14 тысяч фунтов/дюйм2), или даже не более 83 МПа (12 тысяч фунтов/дюйм2).
Провода из алюминиевых сплавов также имеются в продаже и включают, например, провода из алюминиево-циркониевых сплавов, предлагаемые Sumitomo Electric Industries (Осака, Япония) под торговыми названиями ZTAL, XTAL и KTAL, и провод марки 6201 производства Southwire Company (Карролтон, штат Джорджия, США). В некоторых воплощениях провода из алюминиевых сплавов имеют коэффициент теплового расширения от примерно 20×10-6/°С до примерно 25×10-6/°C в диапазоне температур по меньшей мере от примерно 20°С до примерно 500°С.
Процентное содержание композитных проводов от общего веса подводного или подземного кабеля будет зависеть от конкретной конструкции кабеля и условий его использования. В большинстве приложений, в которых скрученный композитный кабель используется как компонент в составе подземного или подводного кабеля, предпочтительно, чтобы скрученный композитный кабель не содержал слоев электрических проводников вокруг множества композитных кабелей. В некоторых предпочтительных вариантах подземный или подводный композитный кабель имеет предел прочности на растяжение, составляющий по меньшей мере 0.5%.
Настоящее изобретение позволяет изготовить очень длинные композитные кабели для использования под водой или под землей. Предпочтительно также, чтобы композитные провода в составе скрученного композитного кабеля 10 сами по себе были непрерывными по всей длине композитного кабеля. В одном из предпочтительных воплощений композитные провода в сущности непрерывны и имеют длину по меньшей мере 150 метров. Более предпочтительно, чтобы композитные провода были непрерывными и имели длину по меньшей мере 250 м, еще более предпочтительно по меньшей мере 500 м, еще более предпочтительно по меньшей мере 750 м и наиболее предпочтительно по меньшей мере 1000 м в составе скрученного композитного кабеля 10.
Еще в одном из воплощений настоящего изобретения предлагается способ изготовления опрессованного соединителя, описанного выше, включающий этапы: вставки в осевом направлении рукава в пустотелую часть трубки, вставки концевой части одиночного сердцевинного провода и по меньшей мере первого множества композитных проводов в пустотелую часть рукава, и, после этапов вставки в осевом направлении рукава в пустотелую часть трубки, вставки концевой части одиночного сердцевинного провода и по меньшей мере первого множества композитных проводов в пустотелую часть рукава - этап механического сжатия трубки в направлении, в сущности перпендикулярном наружной поверхности трубки, в результате чего трубка и рукав деформируются таким образом, что первый и второй материалы вытягиваются в осевом направлении в сущности в одинаковой степени, и, как дополнительно возможный, этап приведения наружного корпуса в зацепление с трубкой путем его сдвига поверх трубки таким образом, что он по меньшей мере частично покроет трубку.
В некоторых воплощениях этап механического сжатия трубки в направлении, в сущности перпендикулярном наружной поверхности трубки, включает механическое сжатие удлиненной трубки в оправке для опрессовки. В некоторых воплощениях в оправке для опрессовки сжимается только часть внутренней трубки. В некоторых предпочтительных воплощениях оправка сжимает трубку в сущности по всей длине трубки. Еще в некоторых воплощениях оправка для опрессовки имеет длину, а концевая часть одиночного сердцевинного провода и по меньшей мере первое множество композитных проводов образуют цилиндрическую композитную сердцевину, имеющую диаметр, и при этом отношение длины оправки к диаметру композитной сердцевины не превышает примерно 6.
Дополнительно возможные этапы способа включают этапы: механической опрессовки наружного трубчатого корпуса вокруг наружных проводов композитного кабеля, закрепления язычка для подключения разъемов прочих проводов на выбранном конце наружного трубчатого корпуса тупикового опрессованного соединителя, а также формирования множества пространственно разнесенных в осевом направлении складок вдоль наружного диаметра спрессовываемой внутренней трубки и, в качестве дополнительной возможности, проушины, протяженной от выбранного конца внутренней трубки, проксимального по отношению к множеству пространственно разнесенных складок. Этап осевого сжатия внутренней трубки, при котором складки сжимаются в осевом направлении и расширяются в радиальном направлении, в результате чего они входят в зацепление с внутренней поверхностью наружного трубчатого корпуса, может завершать способ установки тупикового спрессованного соединителя на композитный кабель, в соответствии с некоторыми воплощениями настоящего изобретения.
Примеры
Выше были описаны различные воплощения настоящего изобретения. Для дополнительной их иллюстрации ниже приведен ряд примеров, которые ни в коей мере не следует рассматривать, как накладывающие ограничения на настоящее изобретение. Наоборот, следует четко понимать, что возможны и прочие воплощения, их модификации и эквиваленты, которые могут стать очевидными сведущим в данной области техники по прочтении настоящей заявки, без отхода от идеи настоящего изобретения и/или его масштабов, сформулированных в прилагаемой формуле.
Кроме того, несмотря на то, что числовые значения параметров диапазонов, приводимые в настоящем описании, задают лишь широкий масштаб настоящего изобретения, то есть являются примерными, числовые значения, содержащиеся в приведенных ниже конкретных примерах, даны с максимально возможной точностью. Следует, однако, иметь в виду, что любое приводимое численное значение неизбежно имеет ту или иную погрешность, которая может быть выражена в виде среднеквадратичного отклонения, вычисляемого исходя из серии измерений, проводимых в том или ином испытании. Точность любого из приводимых численных значений следует рассматривать, по меньшей мере, исходя из количества приведенных значащих цифр и в свете стандартно применяемых правил округления, и следует иметь в виду, что такое представление данного параметра не подразумевает наложение на масштаб настоящего изобретения каких-либо ограничений, который определяется только воплощениями, сформулированными в формуле изобретения, и их эквивалентами.
Изготовление сборочных узлов из композитных кабелей и спрессованных соединителей
Компоненты спрессованных соединителей (тупиковых соединителей, изображенных на фиг.4, и соединителей для сращивания кабелей, изображенных на фиг.5А-5С) приобретали у АСА Conductor Accessories (Дункан, штат Южная Каролина, США). Поставщиком было рекомендовано использовать для опрессовки гидравлический пресс с подходящими оправками.
Наложение на кабель соединителя требовало множества обжатий соединителя на композитной сердцевине. При каждом обжатии оправки накладывали таким образом, что участок последующего обжатия немного перекрывал участок предыдущего обжатия, начиная с одного конца тупикового соединителя и постепенно передвигаясь к другому концу, или, в случае сращивания двух кабелей, начиная с середины соединителя и постепенно передвигаясь к обоим его концам. Во время опрессовки иногда можно было слышать щелчки или хлопки при полном закрытии оправки, что означало наступление разлома сердцевинных проводов. Кроме того, держась за кабель, можно было ощущать рывки или толчки, которые также происходили в момент разлома проводов.
Испытание сборочных узлов из композитных кабелей и спрессованных соединителей
Испытание собранных узлов из композитных кабелей и спрессованных соединителей на растяжение проводили следующим образом. Из отрезков кабелей длиной 10 футов (3,05 м) готовили образцы двух типов: композитный кабель с тупиковым соединителем и композитные кабели с соединителем для сращивания. Образец с тупиковым соединителем готовили путем опрессовки соединителя на одном конце кабеля и наложения конуса из смолы на другом конце кабеля. Образец сращиваемых кабелей готовили путем разрезания композитного кабеля пополам и соединения концов полученных отрезков с помощью опрессованного соединителя. На свободные концы полученного сращенного кабеля накладывали конусы из смолы, и полученные образцы испытывали на растяжение с помощью прибора Instron.
При испытании образцов на растяжение основным измеряемым параметром была максимальная сила растяжения, приложенная в осевом направлении, которую мог выдержать сборочный узел из композитного кабеля и спрессованного соединителя. Разрыв образца наступал вследствие разрыва композитной сердцевины внутри опрессованного соединителя при приложении к образцу большой нагрузки, или из-за выскальзывания композитной сердцевины из соединителя, что происходило уже при относительно малой нагрузке, или вследствие разломов композитной сердцевины внутри соединителя при выполнении опрессовки, в результате чего короткий отрезок композитного провода выскальзывал из соединителя при совсем малой нагрузке.
Измерение твердости по Викерсу
В некоторых из нижеследующих примеров измеряли твердость по Викерсу алюминиевого рукава (вставки). Измеренная таким методом твердость выражается в единицах HV(200 г), что означает приложение нагрузки 200 г. А именно, определяли взаимосвязь между твердостью алюминиевых трубок по Викерсу и напряжением при 1%-ном удлинении. Было определено, что напряжение при 1%-ном удлинении (S1%), в 103 фунтов/дюйм2, связано с твердостью по Викерсу следующим приблизительным соотношением (1×103 фунтов/дюйм2=6.9 МПа):

Пример 1: Исследование влияния твердости алюминиевого рукава на свойства соединения (для кабеля с сердцевиной из композитного провода 795 ACCR)
Готовили два образца сращенного кабеля с сердцевиной из композитного провода 795 ACCR (производства ЗМ Company, Сент-Пол, штат Миннесота, США) - стандартного скрученного кабеля с композитной сердцевиной типа 19v0.083". Половины кабеля соединяли спрессованным соединителем, и опрессовка проводилась при следующих условиях:
Коэффициент сокращения = 8%
Длина сердцевины внутри соединителя = 5 дюймов
Используемая оправка: 10018SH-LG
Длина обжимаемого участка за один раз = приблизительно 2,1 дюйма
Покрытие сердцевины лентой = 65-70%
Число обжимов по каждую сторону от места сращивания = 3
Перекрывание обжимаемых участков = 1 дюйм
Результаты
Сборочный узел из композитного кабеля и опрессованного соединителя №1
Измеренная твердость алюминиевого рукава (вставки) составила 35,5 HV (200 г). Максимальная нагрузка растяжения, выдерживаемая образцом, составила 2 805 фунтов (1275 кг), что составляет 14,9% номинальной прочности кабеля на растяжение. Разрыв наступал за счет того, что композитная сердцевина (отрезок длиной 2 дюйма - примерно 5,1 см)) выскальзывала из спрессованного соединителя. Композитная сердцевина начинала выскальзывать практически сразу после приложения растягивающей нагрузки. По нашему заключению, композитные провода ломались при опрессовке соединителя (разлом происходил по центру второго обжима оправкой).
Сборочный узел из композитного кабеля и опрессованного соединителя №2
Измеренная твердость алюминиевого рукава (вставки) составила 22,5 HV (200 г). Максимальная нагрузка растяжения, выдерживаемая образцом, составила 14080 фунтов, что составляло примерно 75% номинальной прочности сердцевины на разрыв. Разрыв наступал из-за разрыва композитной сердцевины внутри места сращивания. Перед разрывом композитная сердцевина выскальзывала на расстояние примерно 0,5 дюйма (1,27 см). Из этого можно заключить, что мягкий алюминий в некоторых воплощениях является более подходящим материалом для рукава (вставки), чем твердый алюминий. Твердый алюминий может вызывать разлом композитных проводов, в то время как мягкий алюминий такого разлома, очевидно, не вызывает.
Пример 2: Исследование влияния обмотки лентой на свойства соединения (для кабеля с сердцевиной из композитного провода 795 ACCR)
Готовили семь образцов сращенного кабеля с сердцевиной из композитного провода 795 ACCR (производства ЗМ Company, Сент-Пол, штат Миннесота, США) -стандартного скрученного кабеля с композитной сердцевиной типа 19v0.083". Половины кабеля соединяли прессуемым соединителем, и опрессовка проводилась при следующих условиях:
Коэффициент сокращения = 8%
Длина сердцевины внутри соединителя = 5 дюймов
Используемая оправка: 10018SH-LG
Длина обжимаемого участка за один раз = приблизительно 2,1 дюйма
Покрытие сердцевины лентой: различное
Число обжимов по каждую сторону от места сращивания = 3
Перекрывание обжимаемых участков = 1 дюйм
Измеренная твердость алюминиевого рукава (вставки) составила 35,5 HV (200 г). Результаты измерений приведены в Таблице 1.
Как видно из таблицы, в данных воплощениях чем выше процент покрытия периферийной поверхности композитной сердцевины обмоточной лентой, тем меньше вероятность разлома сердцевины при опрессовке.
Пример 3: Исследование влияния обмотки лентой на свойства соединения (для кабеля с сердцевиной из композитного провода 795 ACCR)
Готовили один образец сращенного кабеля с сердцевиной из композитного провода 795 ACCR (производства 3М Company, Сент-Пол, штат Миннесота, США) - стандартного скрученного кабеля с композитной сердцевиной типа 19v0.083". Половины кабеля соединяли прессуемым соединителем, и опрессовка проводилась при следующих условиях:
Коэффициент сокращения = 8%
Длина сердцевины внутри соединителя = 5 дюймов
Используемая оправка: 10018SH-LG
Длина обжимаемого участка за один раз = приблизительно 2,1 дюйма
Покрытие сердцевины лентой: 90%
Число обжимов по каждую сторону от места сращивания = 3
Перекрывание обжимаемых участков = 1 дюйм
Результаты
Измеренная твердость алюминиевого рукава (вставки) составила 35,5 HV (200 г). Максимальная нагрузка растяжения, выдерживаемая образцом, составила 11560 фунтов, что составляло примерно 61,5% номинальной прочности кабеля на растяжение. Разрыв наступал из-за вытягивания сердцевины из соединителя (выходили все 5 дюймов сердцевины). Перед разрывом композитная сердцевина выскальзывала на расстояние примерно 0,5 дюйма (1,27 см).
В данном примере, в котором лента покрывала 90% поверхности сердцевины, несмотря на то, что провода композитной сердцевины оставались не поврежденными, прочность соединения уменьшалась (до значения менее 80% номинальной прочности сердцевины на разрыв). Поэтому можно ожидать, что в некоторых воплощениях, чем больше используется ленты, тем лучше будут защищены провода, но тем раньше наступит их выскальзывание.
Пример 4: Исследование влияния обмотки лентой на свойства соединения (для кабеля с сердцевиной из композитного провода 795 ACCR)
Готовили семь образцов сращенного кабеля с сердцевиной из композитного провода 795 ACCR (производства ЗМ Company, Сент-Пол, штат Миннесота, США) - стандартного скрученного кабеля с композитной сердцевиной типа 19v0.083". Половины кабеля соединяли прессуемым соединителем, и опрессовка проводилась при следующих условиях:
Коэффициент сокращения = 8%
Длина сердцевины внутри соединителя = 5 дюймов
Используемая оправка: 10018SH-LG
Длина обжимаемого участка за один раз = приблизительно 2,1 дюйма
Покрытие сердцевины лентой: различное
Число обжимов по каждую сторону от места сращивания = 3
Перекрывание обжимаемых участков = 1 дюйм
Измеренная твердость алюминиевого рукава (вставки) составила 22,5 HV (200 г). Результаты измерений приведены в Таблице 2
Если не считать 1-го образца (без ленточной обмотки, в котором сердцевина ломалась при опрессовке), то в остальных образцах прочность соединения приблизительно линейно падала с ростом процента покрытия сердцевины лентой. Поэтому в некоторых воплощениях использование мягкой алюминиевой вставки позволяет использовать меньший процент покрытия сердцевины лентой, что позволяет избежать разлома проводов сердцевины и в то же время достичь большей прочности соединения на разрыв. Так, например, в некоторых воплощениях желательно достичь прочности соединения, составляющей более чем 80% прочности кабеля, и в таких случаях наиболее целесообразным представляется процент покрытия лентой в диапазоне 30-50%.
Пример 5: Исследование влияния обмотки лентой на свойства соединения (для кабеля с сердцевиной из композитного провода 477 ACCR)
Готовили три образца тупикового соединения кабеля с сердцевиной из композитного провода 477 ACCR (производства 3М Company, Сент-Пол, штат Миннесота, США) - стандартного скрученного кабеля с композитной сердцевиной типа 7v0,105". На конец кабеля спрессовывали соединитель при следующих условиях:
Коэффициент сокращения = 12%
Длина сердцевины внутри соединителя = 5 дюймов
Используемая оправка: 10014SH
Длина обжимаемого участка за один раз = приблизительно 1,2 дюйма
Покрытие сердцевины лентой: различное
Число обжимов соединителя = 6
Перекрывание обжимаемых участков = 1/4 дюйма
Измеренная твердость алюминиевого рукава (вставки) составила 18,4 HV (200 г). Результаты измерений приведены в Таблице 3.
Как видно, в данном типе воплощений прочность соединения на разрыв является примерно линейной функцией процента покрытия лентой поверхности композитной сердцевины. Это подтверждает результаты предыдущего эксперимента, но в данном случае результаты получены для большей степени сжатия при опрессовке (12% вместо 8%). Как правило, на практике применяется покрытие лентой композитной сердцевины кабелей 477 ACCR, составляющее 85-95%. Результаты данного испытания показывают, что 50-70% покрытия лентой может быть более предпочтительным в таких воплощениях.
Пример 6: Исследование влияния длины оправки на свойства соединения (для кабеля с сердцевиной из композитного провода 477 ACCR)
Готовили два образца тупикового соединения кабеля с сердцевиной из композитного провода 477 ACCR (производства 3М Company, Сент-Пол, штат Миннесота, США) - стандартного скрученного кабеля с композитной сердцевиной типа 7v0,105". На конец кабеля спрессовывали соединитель, и опрессовка проводилась при следующих условиях:
Коэффициент сокращения = 12%
Длина сердцевины внутри соединителя = 5 дюймов
Используемая оправка на сердцевине №1: 10014SH (длина обжима ≈ 1,2 дюйма)
Используемая оправка на сердцевине №2: 10014SH-LG (длина обжима = 2,2 дюйма)
Покрытие сердцевины лентой = 90%
Число обжимов соединителя = 6 (коротая оправка)
Число обжимов соединителя = 3 (длинная оправка)
Перекрывание обжимаемых участков = 1/4 дюйма
Измеренная твердость алюминиевого рукава (вставки) составила 18,4 HV (200 г). Результаты измерений приведены в Таблице 4.
Данный пример показывает, что в некоторых воплощениях использование более короткой вставки может препятствовать разлому композитной сердцевины при опрессовке.
Пример 6: Исследование влияния длины оправки на свойства соединения (для кабеля с сердцевиной из композитного провода 300 ACCR)
Готовили пять образцов тупикового соединения кабеля с сердцевиной из композитного провода 300 ACCR (производства 3М Company, Сент-Пол, штат Миннесота, США) - стандартного скрученного кабеля с композитной сердцевиной типа 7v0,083". На конец кабеля спрессовывали соединитель, и опрессовка проводилась при следующих условиях:
Коэффициент сокращения = 8%
Длина сердцевины внутри соединителя = 5 дюймов
Используемая оправка на сердцевине №1: 10014SH (длина обжима ≈ 1,2 дюйма)
Используемая оправка на сердцевине №2: 10014SH-LG (длина обжима ≈ 2,2 дюйма)
Покрытие сердцевины лентой: различное (у производителя, как правило, 100%)
Число обжимов соединителя = 6 (коротая оправка)
Число обжимов соединителя = 3 (длинная оправка)
Перекрывание обжимаемых участков = 1/4 дюйма
Измеренная твердость алюминиевого рукава (вставки) составила 25-30 HV (200 г). Результаты измерений приведены в Таблице 5.
Данный пример демонстрирует важность правильного подбора процента покрытия сердцевины лентой и длины оправки для достижения хорошей прочности соединения.
Пример 7: Гофрированный рукав (для кабеля с сердцевиной из композитного провода 300 ACCR)
Данный эксперимент проводили для оценки эффективности алюминиевых рукавов (вставок), на внешней поверхности которых имелся ряд фрезерованных прорезей (в виде гофры), как показано на фиг.3С и подробно описано ниже. Такие складки призваны обеспечить снятие напряжения во время опрессовки, снизить осевое напряжение, приложенное к сердцевине, и предотвратить разломы проводов. Если бы это позволяло снизить процент обмотки ленты сердцевиной, можно было бы также получить большую силу схватки в месте соединения.
Готовили образцы тупикового соединения кабеля с сердцевиной из композитного провода 795-Т 16 ACCR (производства 3М Company, Сент-Пол, штат Миннесота, США) - стандартного скрученного кабеля с композитной сердцевиной типа 19v0,089". На конец кабеля спрессовывали соединитель:
Коэффициент сокращения = 8%
Длина сердцевины внутри соединителя = 5 дюймов
Используемая оправка: 10018SH-LG
Длина обжимаемого участка за один раз = приблизительно 2,1 дюйма
Покрытие сердцевины лентой: 0% (без ленты)
Тип соединения: тупиковое
Число обжимов по каждую сторону от места сращивания = 3
Перекрывание обжимаемых участков = 1 дюйм
Измеренная твердость алюминиевого рукава (вставки) составила 24,4 HV (200 г). Использовали 2 различные вставки с прорезями: одну с 14 расположенными на одинаковом расстоянии друг от друга складками, другую - с 8 расположенными на одинаковом расстоянии друг от друга складками. Длина вставок была одинаковой. Такие вставки использовали для выполнения тупикового сборочного узла со спрессованным соединителем, без намотки ленты вокруг проводов композитной сердцевины. Осмотр спрессованных узлов показал, что алюминиевая вставка в сущности не вытягивалась за пределы стальной рубки. В обоих случаях не было также разлома проводов сердцевины.
Испытания данных образцов на растяжение показали, что они выдерживают пиковые нагрузки 14047 фунтов (75% предела прочности сердцевины на разрыв) и 14639 фунтов (78% предела прочности сердцевины на разрыв) соответственно. Данные результаты представлены в виде графиков на фиг.9, в сравнении с двумя обычными, не гофрированными вставками и со 100%-ной обмоткой сердцевины лентой. В обоих случаях сердцевина и большая часть алюминиевого рукава (вставки) выскальзывали из стальной трубки при больших нагрузках, и разлома проводов сердцевины при этом не наступало.
Математическое моделирование
Для того чтобы собрать полученные сведения воедино и разработать виртуальные примеры соединителей для различных размеров проводов, была разработана модель конечных элементов. Модель подтвердила важность:
(1) мягкости вставки - Фиг.8А
(2) влияния процента покрытия сердцевины лентой на разрыв проводов сердцевины - Фиг.8В
(3) взаимосвязи между длиной обжимаемого участка, диаметра композитной сердцевины и процента покрытия сердцевины лентой - Фиг.8С
Гистограмма на фиг.8А показывает, что оптимальным материалом для вставки является самый мягкий алюминий, так как он обеспечивает наименьшие пиковые нагрузки на провода при опрессовке и одновременно обеспечивает достаточную силу схватки между проводами и соединителем. Фиг.8В показывает, что повышение процента покрытия сердцевины лентой уменьшает растяжение (и напряжение) композитной сердцевины и тем самым уменьшает вероятность разлома проводов сердцевины при опрессовке. Кривые практически пересекаются в начале координат, что соответствует нулевому их вытяжению при нулевой длине оправки, чего и следовало ожидать. Они позволяют также предположить, что растяжение прямо пропорционально длине оправки, например, при удвоении длины оправки растяжение удваивается. Фиг.8С показывает, что отношение длины оправки к диаметру композитной сердцевины должно быль менее чем примерно 6 при покрытии сердцевины лентой, составляющем более 50%. Если желательно покрытие сердцевины лентой около 30% (для большей силы схватки), то отношение длины оправки к диаметру композитной сердцевины предпочтительно должно составлять не более 5.
Упоминание в настоящем описании «одного из воплощений», «некоторых воплощений», «одного или более воплощений» или «воплощения», означает, что та или иная черта, структура, характеристика или материал, описываемые на примере определенного воплощения, включены по меньшей мере в одно воплощение из некоторых воплощений настоящего изобретения. То есть, использование фраз «в одном или более воплощениях», «в некоторых воплощениях» или «в одном из воплощений» в различных местах настоящего описания необязательно означает одно и то же воплощение из различных воплощений настоящего изобретения. Более того, те или иные черты, структуры, материалы или характеристики могут использоваться в любом подходящем сочетании друг с другом в одном или более воплощениях.
И хотя выше были описаны некоторые конкретные воплощения настоящего изобретения, сведущим в данной области техники после понимания описанного выше будут очевидны возможные изменения, которые могут быть внесены в описанные воплощения, а также различные эквиваленты описанных воплощений. Соответственно, следует понимать, что настоящее изобретение не ограничивается воплощениями, описанными выше. В частности, упоминание в контексте настоящего описания диапазонов различных величин путем приведения их крайних значений подразумевает включение всех значений данной величины, находящихся в пределах указанного диапазона (например, диапазон «от 1 до 5» включает 1, 1,5, 2, 2,75, 3, 3,80, 4 и 5). Кроме того, подразумевается, что все численные значения следует рассматривать в сочетании с термином «примерно».
Кроме того, все публикации и патенты, на которые приведены совместные ссылки, цитируются целиком и в той же степени, как если бы были приведены индивидуальные ссылки на каждый упомянутый патент или упомянутую публикацию. Выше были описаны примеры воплощений настоящего изобретения. Описанные воплощения, а также прочие воплощения входят в масштаб настоящего изобретения, определяемый приведенной ниже формулой изобретения.

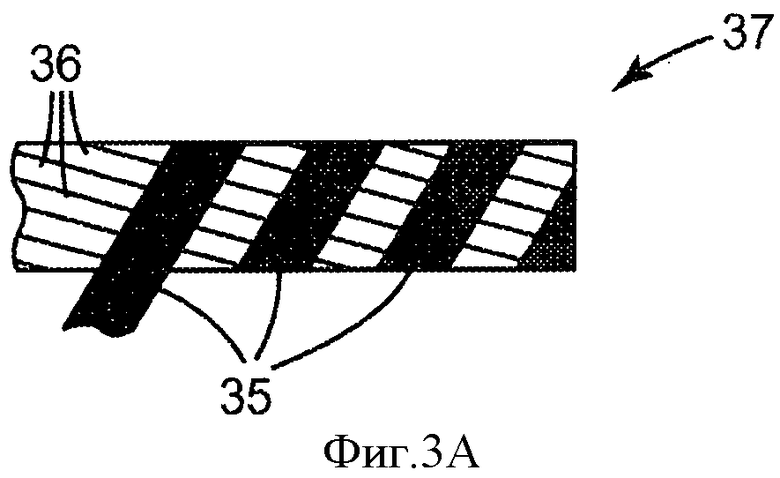
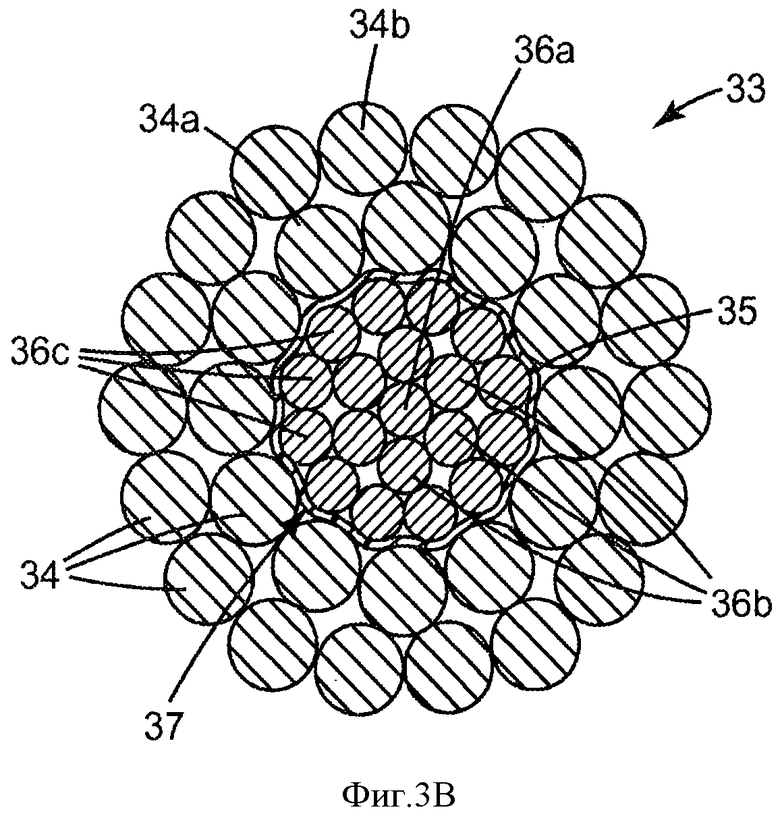
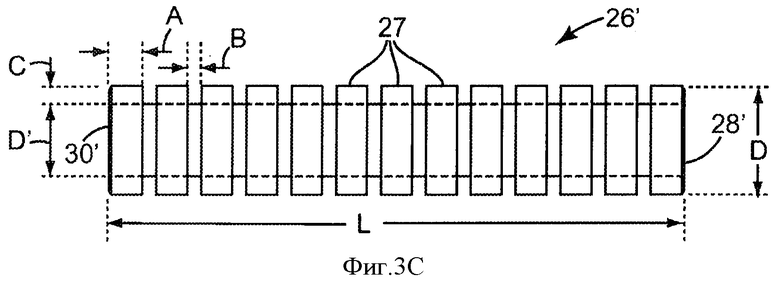
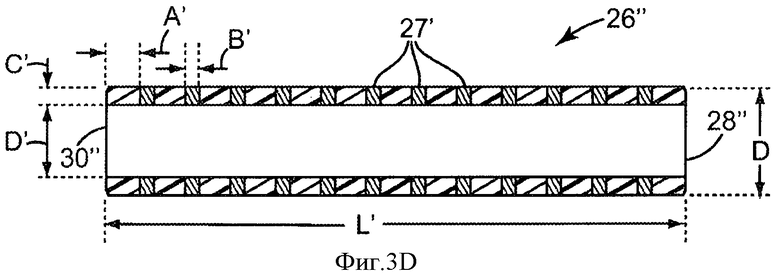
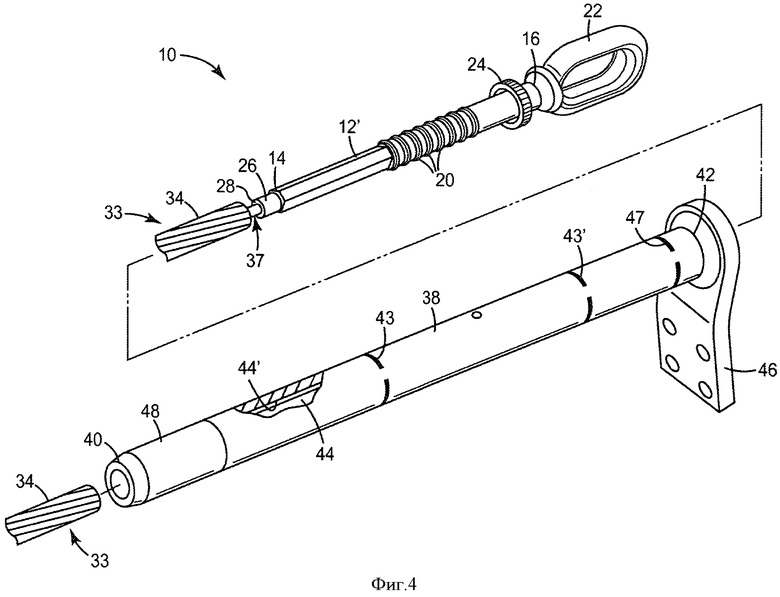
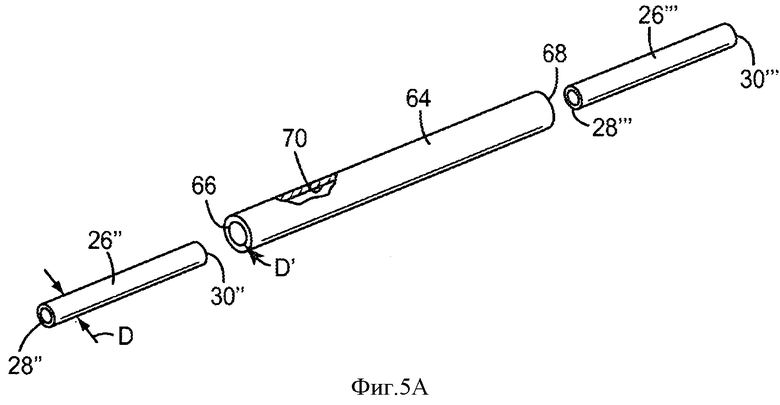

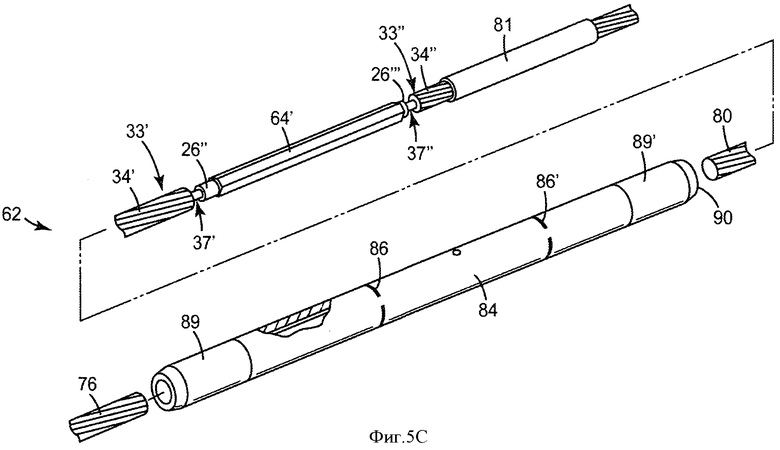




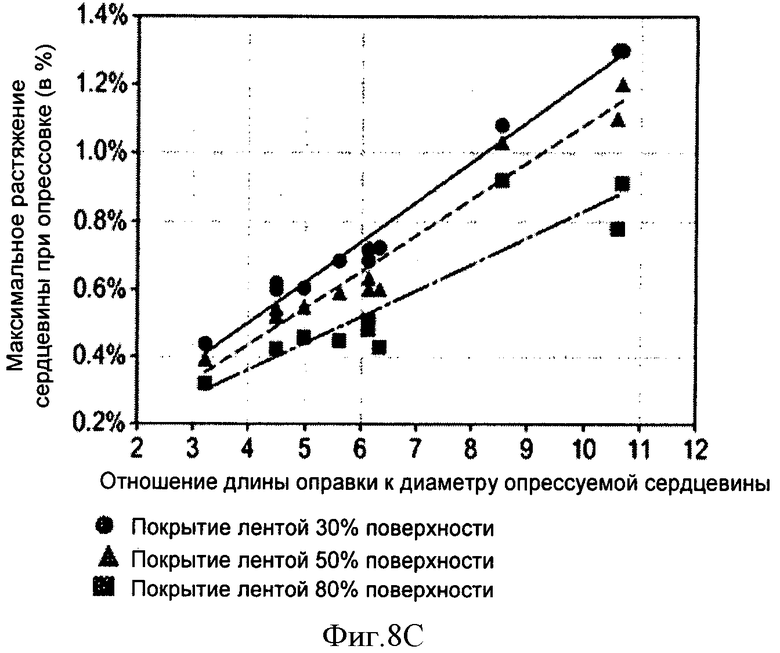
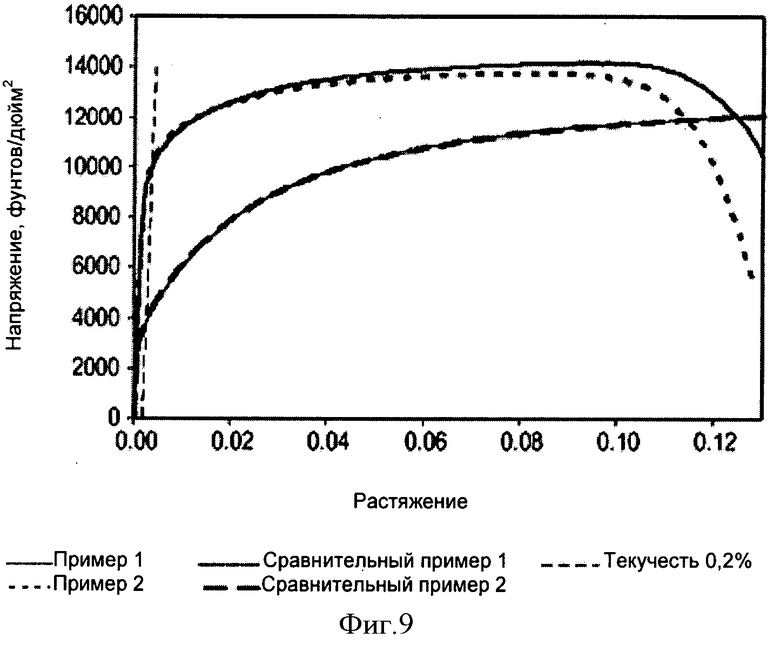
Изобретение относится к устройствам, сборочным узлам и способам для соединения композитных кабелей. Спрессованный соединитель и сборочный узел с таким соединителем включают удлиненную пустотелую трубку и по меньшей мере один трубчатый рукав, и при этом трубка включает первый материал, имеющий первую степень удлинения при вытяжке в осевом направлении, а рукав включает второй материал, имеющий вторую степень удлинения при вытяжке в осевом направлении, и при этом толщина рукава выбрана таким образом, что после вставки рукава в трубку и их механического сжатия в направлении, в сущности перпендикулярном наружной поверхности трубки, он деформируется так, что первый и второй материалы вытягиваются в осевом направлении в сущности в одинаковой степени. Описан также способ изготовления спрессованного соединителя. Изобретение обеспечивает повышение общей эксплуатационной надежности композитного кабеля. 2 н. и 23 з.п. ф-лы, 9 ил., 5 табл. 
1. Спрессованный соединитель, содержащий:
удлиненную и полую изнутри внутреннюю трубку, определяющую центральную продольную ось, при этом внутренняя поверхность внутренней трубки имеет первый размер в радиальном направлении, а наружная поверхность внутренней трубки имеет второй размер в радиальном направлении, больший, чем упомянутый первый размер, и находящиеся друг напротив друга первый и второй концы, и при этом трубка содержит первый материал, характеризующийся первой степенью вытяжки в осевом направлении;
по меньшей мере один трубчатый рукав, содержащий второй материал, характеризующийся второй степенью вытяжки в осевом направлении, при этом упомянутый по меньшей мере один трубчатый рукав имеет длину и наружную поверхность, имеющую третий размер в радиальном направлении, меньший, чем первый размер в радиальном направлении, и внутреннюю поверхность, образующую пустотелый участок, имеющий четвертый размер в радиальном направлении, меньший, чем третий размер в радиальном направлении, и находящиеся друг напротив друга концы, и при этом разница между третьим и четвертым размерами в радиальном направлении определяет толщину стенки, такую, что упомянутый по меньшей мере один рукав, будучи вставлен в осевом направлении через первый или второй конец пустотелой трубки и подвергнут механическому сжатию в направлении, в сущности перпендикулярном наружной поверхности трубки, деформируется таким образом, что первый и второй материалы вытягиваются в осевом направлении в сущности в одинаковой степени.
2. Спрессованный соединитель по п.1, отличающийся тем, что толщина стенки упомянутого по меньшей мере одного рукава составляет от примерно 0,5 мм до примерно 6 мм.
3. Спрессованный соединитель по п.1, отличающийся тем, что упомянутый по меньшей мере один рукав содержит множество пространственно разнесенных в осевом направлении складок, выполненных по меньшей мере на его внешней поверхности, внутренней поверхности или на обеих из них.
4. Спрессованный соединитель по любому из пп.1-3, отличающийся тем, что первый материал и второй материал содержат по меньшей мере один металл, и при этом первый материал имеет предельное напряжение текучести по меньшей мере примерно 206 МПа, а второй материал имеет предельное напряжение текучести не более чем примерно 56 МПа.
5. Спрессованный соединитель по п.4, отличающийся тем, что первый материал содержит углеродистую сталь, а второй материал содержит алюминий.
6. Спрессованный соединитель по п.1, отличающийся тем, что дополнительно содержит наружный полый изнутри трубчатый корпус, имеющий внутреннюю поверхность, имеющую пятый размер в радиальном направлении, больший, чем упомянутый второй размер в радиальном направлении, и наружную поверхность, имеющую шестой размер в радиальном направлении, больший, чем пятый размер в радиальном направлении, и первый и второй расположенные друг напротив друга концы, и при этом внешний трубчатый корпус выполнен с возможностью его сдвига на внутреннюю трубку для приведения в зацепление с ней, и при этом внешний трубчатый корпус, опционально, может содержать металл.
7. Спрессованный соединитель по п.6, отличающийся тем, что дополнительно содержит скрученный композитный кабель, имеющий наружный радиус, меньший, чем пятый размер в радиальном направлении наружного трубчатого корпуса, и при этом скрученный композитный кабель содержит композитную сердцевину, дополнительно содержащую одиночный сердцевинный провод, определяющий центральную продольную ось, по меньшей мере первое множество композитных проводов, скрученных вокруг одиночного сердцевинного провода, и по меньшей мере второе множество проводов, скрученных вокруг первого множества композитных проводов, и при этом концевая часть одиночного сердцевинного провода и по меньшей мере первого множества композитных проводов являются протяженными в продольном направлении за пределы концевой части по меньшей мере второго множества проводов, и при этом по меньшей мере часть концевой части по меньшей мере первого множества композитных проводов имеет диаметр, меньший, чем удвоенный четвертый размер в радиальном направлении рукава, и является протяженной в полую изнутри часть рукава.
8. Спрессованный соединитель по п.7, отличающийся тем, что дополнительно содержит обмотку из ленты вокруг периферии первого множества композитных проводов, покрывающую только часть первого множества композитных проводов, и при этом по меньшей мере второе множество проводов скручено вокруг первого множества композитных проводов и ленты.
9. Спрессованный соединитель по п.7, отличающийся тем, что одиночный сердцевинный провод содержит металлический проводящий провод или композитный провод.
10. Спрессованный соединитель по п.7, отличающийся тем, что одиночный сердцевинный провод содержит по меньшей мере одно оптическое волокно.
11. Спрессованный соединитель по любому из пп.7-10, отличающийся тем, что по меньшей мере часть первого множества композитных проводов спирально скручена вокруг одиночного провода в виде по меньшей мере одного цилиндрического слоя, выполненного вокруг центральной продольной оси.
12. Спрессованный соединитель по п.11, отличающийся тем, что первое множество композитных проводов спирально скручено вокруг одиночного провода в виде по меньшей мере двух цилиндрических слоев, сформированных вокруг центральной продольной оси.
13. Спрессованный соединитель по п.12, отличающийся тем, что каждый цилиндрический слой скручен в направлении укладки, совпадающем с направлением укладки каждого из соседних с ним цилиндрических слоев.
14. Спрессованный соединитель по п.7, отличающийся тем, что каждый провод из первого множества композитных проводов является композитным проводом, армированным волокнами.
15. Спрессованный соединитель по п.14, отличающийся тем, что каждый провод из первого множества композитных проводов выбран из группы, состоящей из композитного провода с металлической матрицей и полимерного композитного провода.
16. Спрессованный соединитель по п.15, отличающийся тем, что полимерный композитный провод содержит по меньшей мере одно непрерывное волокно в полимерной матрице.
17. Спрессованный соединитель по п.15, отличающийся тем, что композитный провод с металлической матрицей содержит по меньшей мере одно непрерывное волокно в металлической матрице.
18. Спрессованный соединитель по п.17, отличающийся тем, что металлическая матрица содержит алюминий, цинк, олово, магний, их сплавы или их сочетания.
19. Спрессованный соединитель по п.7, отличающийся тем, что дополнительно содержит изолирующую оболочку, образующую наружную поверхность композитного кабеля.
20. Спрессованный соединитель по п.19, отличающийся тем, что изолирующая оболочка содержит материал, выбранный из группы, состоящей из керамики, стекла, (со)полимера и их сочетаний.
21. Спрессованный соединитель по п.20, отличающийся тем, что содержит тупиковый соединитель для оконцевания кабеля или соединитель для сращивания кабелей.
22. Спрессованный соединитель по п.21, отличающийся тем, что является тупиковым соединителем, и при этом наружный трубчатый корпус дополнительно содержит язычок для подключения к нему разъема, протяженный от одного из концов наружного трубчатого корпуса.
23. Спрессованный соединитель по п.21, отличающийся тем, что является соединителем для сращивания кабелей, содержащим наружный полый изнутри трубчатый корпус, имеющий внутреннюю поверхность, имеющую пятый размер в радиальном направлении, больший, чем второй размер в радиальном направлении, и наружную поверхность, имеющую шестой размер в радиальном направлении, больший, чем пятый размер в радиальном направлении, и первый и второй расположенные друг напротив друга концы, и при этом внешний трубчатый корпус выполнен с возможностью его сдвига на внутреннюю трубку для приведения в зацепление с ней, и при этом по меньшей мере один рукав состоит в сущности из двух рукавов.
24. Способ изготовления сборочного узла со спрессованным соединителем, включающий применение спрессованного соединителя по п.7, содержащий этапы, на которых:
вставляют рукав в осевом направлении в полую изнутри часть трубки;
вставляют концевую часть одиночного сердцевинного провода и по меньшей мере первого множества композитных проводов в полую изнутри часть рукава;
после вставки концевой части одиночного сердцевинного провода и по меньшей мере первого множества композитных проводов в полую изнутри часть рукава и вставки в осевом направлении рукава в полую изнутри часть трубки, механически сжимают внутреннюю трубку в направлении, в сущности перпендикулярном наружной поверхности трубки, в результате чего трубка и рукав деформируются таким образом, что первый и второй материалы вытягиваются в осевом направлении в сущности в одинаковой степени.
25. Способ по п.24, отличающийся тем, что этап механического сжатия внутренней трубки в направлении, в сущности перпендикулярном наружной поверхности трубки, дополнительно содержит механическое сжатие удлиненной трубки в оправке для опрессовки.
| Термочувствительный мультивибратор | 1978 |
|
SU750703A1 |
| US 6805596 B2, 19.10.2004 | |||
| ТРУБЧАТЫЙ КОНТАКТНЫЙ УЗЕЛ ДЛЯ КАБЕЛЯ | 2007 |
|
RU2379803C1 |
| СПОСОБ СОЗДАНИЯ СОЕДИНЕНИЯ ДЛЯ СВЕРХПРОВОДЯЩЕГО КАБЕЛЯ | 2005 |
|
RU2335046C2 |
| Соединительный прессуемый зажим и способ его монтажа | 1985 |
|
SU1363351A1 |

