ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к поверхностному покрытию с лентикулярным эффектом и к способу изготовления подобного поверхностного покрытия.
УРОВЕНЬ ТЕХНИКИ
Из уровня техники известны синтетические поверхностные покрытия, в частности покрытия для пола и стен.
Гомогенные (или безосновные) поверхностные покрытия или многослойные поверхностные покрытия, содержащие нижний слой, называемый "опорным слоем", и верхний слой, известный как "рабочий слой", отличаются от других полимерных листовых материалов своими особыми свойствами - хорошими акустическими характеристиками, упругостью, устойчивостью к механическим и химическим воздействиям, а также влагонепроницаемостью и устойчивостью к образованию пятен.
Существует потребность в поверхностных покрытиях с эффектом объемного или трехмерного изображения.
В патентном документе WO 2010/018096 описано гомогенное поверхностное покрытие с похожим на рельеф узором, содержащее неравномерно расположенные, неспекшиеся, отдельные окрашенные полимерные частицы, которые неравномерно включены в по существу прозрачную или полупрозрачную полимерную матрицу и, преимущественно, окружены этой матрицей.
Однако даже в случае получения в таких поверхностных покрытиях изображения, похожего на рельеф, их декоративный узор визуально воспринимается как статичный, а при изменении угла наблюдения не возникает эффекта изменяющегося или движущегося изображения.
С другой стороны, из уровня техники известны способы получения в журналах, газетах, брошюрах или упаковочные материалах таких визуальных эффектов, как трехмерное изображение, анимация, вариоэффект, морфинг, увеличение масштаба, уменьшение масштаба, стереоскопический эффект или сочетания вышеуказанных эффектов. Указанные визуальные эффекты, как правило, получают способом лентикулярной печати, технологии, обеспечивающей формирование лентикулярных эффектов, т.е. визуальных эффектов, создаваемых множеством изображений.
Технология лентикулярной печати обычно включает этап печати лентикулярных элементов информации, обычно двухмерных элементов информации, таких как слова, рисунки и/или графические изображения, на опорной поверхности. Лентикулярная информация обычно содержит по меньшей мере два различных элемента информации.
Например, лентикулярное изображение может содержать множество полос изображений, соответствующих множеству изображений, причем каждая полоса составлена из множества смежных линий сегментов изображения, расположенных рядом. Затем на лентикулярные элементы информации или на изображение накладывают лентикулярный растр, при этом на каждый элемент информации или полосу изображения накладывают одну цилиндрическую линзу.
Лентикулярный растр, через который видна лентикулярная информация, обычно выполняют из пластика, например полиэстера, поливинилхлорида (ПВХ), поликарбоната, полиэтилентерефталата (ПЭТ), аморфного полиэтилентерефталата (АПЭТ) и подобных материалов.
Как правило, современные методы изготовления лентикулярной продукции предусматривают наличие нескольких отдельных технологических этапов, в ходе которых на опорной поверхности печатают лентикулярную информацию, а затем на указанную опорную поверхность накладывают отдельно изготовленный лентикулярный растр, при этом соединение растра с опорной поверхностью могут также выполнять и путем ламинирования.
В патентном документе US 4816319 приведено описание поверхностного покрытия, содержащего материал подложки, непроницаемое покрытие, содержащее декоративный рисунок, являющийся частью непроницаемого покрытия, и рельефные прозрачные или полупрозрачные элементы, отпечатанные на указанном непроницаемом покрытии. Рельефные элементы выполнены в виде выпуклых линзовых элементов и содержат тиксотропный пластик с частицами твердого материала. Однако процесс изготовления такого покрытия сложен и не позволяет получить поверхностное покрытие, предусматривающее возможность простого ухода за таким покрытием.
ЗАДАЧА ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в обеспечении поверхностного покрытия с лентикулярным эффектом, не имеющего недостатков покрытий, известных из уровня техники, а также способа изготовления подобного поверхностного покрытия.
Дополнительной задачей изобретения является обеспечение альтернативного поверхностного покрытия с лентикулярным эффектом и способа изготовления подобного поверхностного покрытия.
Кроме того, задачей настоящего изобретения является обеспечение поверхностного покрытия с лентикулярным эффектом, предусматривающего возможность простого ухода за этим покрытием.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к декоративному поверхностному покрытию, содержащему опорный слой, декоративный слой с лентикулярным декоративным узором и по существу прозрачный рабочий слой с лентикулярной поверхностью, содержащей линейную решетку из продольных лентикулярных линз.
В соответствии с конкретными вариантами осуществления предложенное декоративное поверхностное покрытие может содержать один из нижеприведенных признаков или любую комбинацию этих признаков:
лентикулярные линзы имеют ширину "р" центральной части, равную 0,1-1 мм, радиус "r" кривизны, равный р/1-р/10, толщину "е" лентикулярной линзы, равную 0,3-6 мм, и толщину "h", равную r/0,2-r/5;
частота расположения лентикулярных линз составляет 10-200 линз/дюйм (4-80 линз/см),
длина продольных лентикулярных линз соответствует по существу ширине или длине указанного рабочего слоя;
декоративное поверхностное покрытие содержит лаковый слой, покрывающий по существу прозрачный рабочий слой;
декоративное поверхностное покрытие содержит подстилающий слой;
декоративный слой содержит пригодный для печатания слой, покрытый по меньшей мере одной краской;
опорный слой, декоративный слой и/или по существу прозрачный рабочий слой выполнены из материала на основе поливинилхлорида.
Настоящее изобретение также относится к непрерывному способу изготовления предложенного декоративного поверхностного покрытия, причем данный способ включает следующие этапы:
обеспечивают наличие опорного слоя;
на указанный опорный слой наносят декоративный слой, содержащий лентикулярный декоративный узор;
на указанный декоративный слой наносят по существу прозрачный рабочий слой;
выполняют тиснение верхней поверхности указанного по существу прозрачного рабочего слоя с формированием лентикулярной поверхности, содержащей продольные лентикулярные линзы;
на поверхность по существу прозрачного рабочего слоя, на которой выполнено тиснение, наносят лаковый слой; и
нагревают указанные слои с образованием поверхностного покрытия.
В соответствии с конкретными вариантами осуществления предложенный непрерывный способ может включать один из нижеприведенных признаков или любую комбинацию этих признаков:
длина продольных лентикулярных линз соответствует по существу ширине или длине указанного рабочего слоя;
если опорный слой является пористым, то данный способ дополнительно включает этап покрытия указанного опорного слоя составом на основе полимера;
этап нанесения декоративного слоя включает этап нанесения пригодного для печатания слоя на опорный слой и этап печати на указанном пригодном для печатания слое лентикулярного декоративного узора;
этап нагревания данных слоев выполняют перед этапом тиснения и этапом нанесения лакового слоя;
опорный слой, и/или декоративный слой, и/или прозрачный рабочий слой выполнены из материала на основе поливинилхлорида;
лентикулярный эффект выбирают из группы эффектов, включающей: переход от одного узора к другому, переход от одного узора к множеству узоров, многоцветное изменение, эффект трехмерного изображения, анимацию, вариоэффект, морфинг, увеличение масштаба, уменьшение масштаба, стереоскопический эффект или сочетание указанных эффектов.
Термин «нанесение» и «нанесенный» следует понимать как выполнение этапа или этапов любого подходящего технологического процесса, в ходе которого на одном слое формируют другой слой, или один слой вводят в контакт с другим слоем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 схематически показан первый вариант осуществления предложенного многослойного поверхностного покрытия;
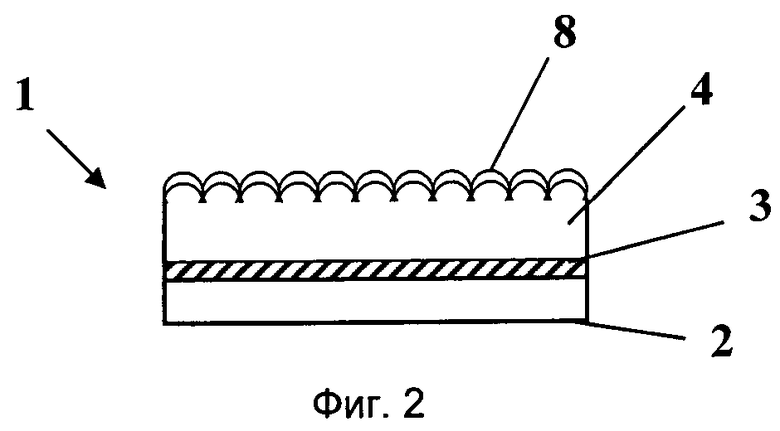
на фиг.2 схематически показан второй вариант осуществления предложенного многослойного поверхностного покрытия;
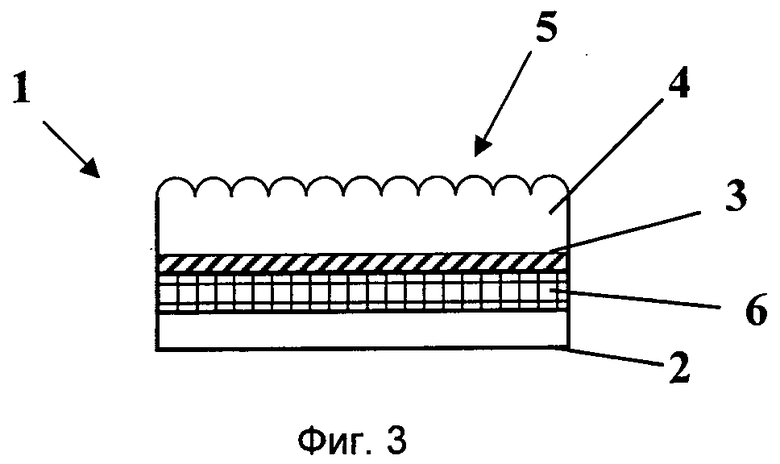
на фиг.3 схематически показан третий вариант осуществления предложенного многослойного поверхностного покрытия;
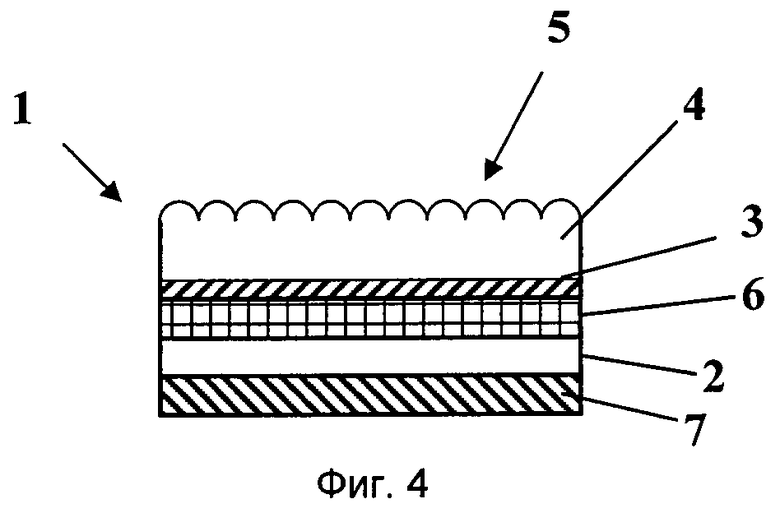
на фиг.4 схематически показан четвертый вариант осуществления предложенного многослойного поверхностного покрытия;
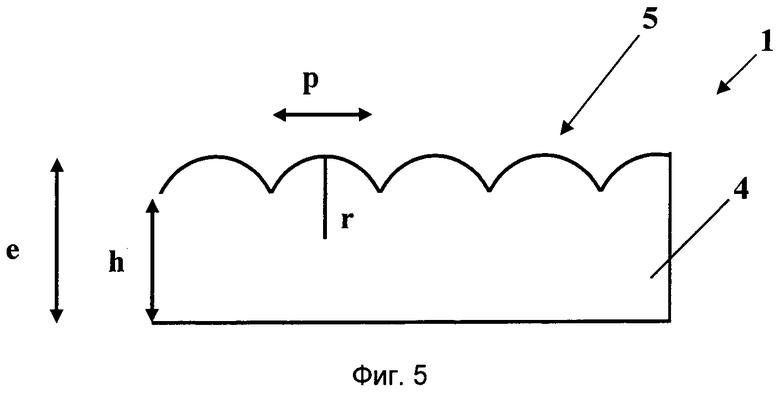
на фиг.5 схематически показана часть верхней поверхности рабочего слоя в соответствии с первым вариантом осуществления предложенного многослойного поверхностного покрытия;
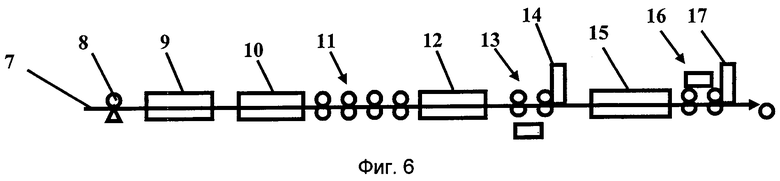
на фиг.6 схематически показаны различные этапы предложенного непрерывного процесса.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к декоративному поверхностному покрытию, предпочтительно многослойному поверхностному покрытию 1, в, частности, к покрытию пола или стены, содержащему опорный слой 2, декоративный слой 3 и по существу прозрачный рабочий слой 4, как показано на фиг.1.
В качестве опорного слоя 2 может выступать любой подходящий слой. Предпочтительно такой слой представляет собой бесконечное полотно, несущее на себе другие слои, составляющие многослойное поверхностное покрытие 1, и обеспечивает формоустойчивость готового изделия. Данный слой предпочтительно выполнен из волокнистого материала, например стеклоткани, текстиля, бумаги или картона, изготовленного из целлюлозы или минеральных волокон.
Если опорный слой 2 выполнен и пористого волокнистого материла, то на него может быть нанесен пропиточный слой, который может быть выполнен из любого полимерного материала, например ПВХ или полиолефина с наполнителем или без него. Если в составе пропиточного слоя присутствуют наполнители, то их количество составляет 100-400 phr (частей на сто), предпочтительно 100-200 phr (массовая доля по отношению к базовому полимеру). Наполнители могут быть выбраны из группы, включающей карбонаты кальция, мел, каолин и тальк.
В соответствии с другим вариантом осуществления опорный слой 2 представляет собой слой материала на основе полимера. В его состав может входить смола ПВХ или полиолефиновая смола или комбинация полиолефиновых смол. Материал опорного слоя 2 может быть уплотненным или вспененным. Он может содержать наполнители в количестве 100-400 phr, предпочтительно 100-200 phr. Опорный слой 2 может дополнительно содержать присадки, например пластификатор, регулятор вязкости, термостабилизатор, красители и другие присадки, используемые в пастах ПВХ.
Во всех вариантах осуществления толщина опорного слоя 2 составляет 0,1-3 мм, предпочтительно 0,2-2 мм, наиболее предпочтительно - около 0,4 мм.
Декоративный слой 3 содержит один слой или несколько слоев, причем каждый слой содержит одну или несколько красок, данный слой или слои наносят на верхнюю поверхность опорного слоя 2 или на пропиточный слой.
Предпочтительно декоративный слой 3 наносят поверх любого подходящего грунтовочного слоя, нанесенного на верхнюю поверхность опорного слоя 2, или на верхнюю поверхность пропиточного слоя.
В предпочтительном варианте осуществления (фиг.3) декоративный слой 3 содержит пригодный для печатания слой 6, уплотненный или вспененный, выполненный из состава на основе полимера, на который нанесен один слой или несколько слоев краски или нескольких красок.
Предпочтительно пригодный для печатания слой 6 выполнен из состава на основе ПВХ или полиолефина с наполнителем или без него, подходящего для связывания и закрепления отпечатанной краски или красок. Предпочтительно толщина пригодного для печатания слоя 6 составляет 0,01-2 мм, предпочтительнее около 0,25 мм. Предпочтительно количество наполнителя составляет 0-400 phr, более предпочтительно 100-200 phr.
Во всех вариантах осуществления декоративного слоя 3 указанный декоративный слой 3 содержит лентикулярный декоративный узор, который в предложенном поверхностном покрытии при изменении угла зрения, под которым происходит наблюдение лентикулярных линз, воспринимается как изменяющийся или движущийся. Декоративный узор предпочтительно содержит по меньшей мере два чередующихся декоративных узора, которые видны по меньшей мере под двумя углами наблюдения. Далее по меньшей мере два декоративных узора составляют, сегментируют, чередуют и наносят так, чтобы получить лентикулярный декоративный узор. Подобный составной декоративный узор может содержать элементы информации одного типа, например цвета, слова, рисунки, чертежи, изображения или графику, или может содержать элементы информации разных типов, и представлять собой, например, комбинацию цветов, слов, рисунков, чертежей, картинок и/или графики.
В предпочтительном варианте осуществления лентикулярный декоративный узор содержит по меньшей мере два чередующихся цвета, что позволяет обеспечить лентикулярный эффект в виде изменения цвета. Однако лентикулярный декоративный узор также может содержать несколько чередующихся цветов для обеспечения многоцветных изменений.
По существу прозрачный рабочий слой 4 представляет собой слой, по существу не содержащий пигмента и наполнителей и имеющий состав на основе ПВХ, полиэтилентерефталата (ПЭТ), или состав, содержащий кислотный полимер, нейтрализованный или частично нейтрализованный, с образованием ионосодержащего полимера.
В соответствии с предпочтительным вариантом осуществления состав прозрачного рабочего слоя 4 представляет собой композицию на основе пластизоля. Подобная композиция может дополнительно содержать пластификатор, термостабилизатор, присадку или смесь указанных веществ. Например, в качестве пластификатора может использоваться диизононилфталат ДИНФ (DINP), диоктилтерефталат (ДОТФ) или изононилбензоат (ИНБ). В качестве термостабилизатора, например, может использоваться оксид цинка ZNO, бариево-цинковый (Ba-Zn) комплекс или кальциево-цинковый (Ca-Zn) комплекс. В качестве присадки может выступать регулятор вязкости, например сложный эфир гликоля, углеводороды ароматического и алифатического ряда.
По существу прозрачный рабочий слой 4 может содержать матирующее вещество, пигмент или наполнитель в очень низкой концентрации, однако для создания лентикулярного эффекта необходимо обеспечить прозрачность. Содержание пигмента или наполнителя составляет 0-3 phr. Предпочтительно прозрачный рабочий слой 4 образует на декоративном слое 3 непрерывный слой с толщиной 0,1-2 мм, предпочтительнее 0,3-0,4 мм.
На верхней поверхности по существу прозрачного рабочего слоя 4 имеется лентикулярная поверхность 5, играющая роль лентикулярного растра, как показано на фиг.1-5. Лентикулярная поверхность 5 содержит выпуклости, образующие тонкую линейную решетку из продольных лентикулярных линз, проходящую по всей ширине и длине рабочего слоя 4. Каждая линза представляет собой секцию в виде длинного выпуклого цилиндра, который обеспечивает фокусирование и проходит, по существу, по всей длине лентикулярного декоративного узора. Однако возможно использование линз других форм или профилей, таких как, например, пирамидальные, трапецеидальные, параболические и подобные им.
Лентикулярные линзы лентикулярной поверхности 5 выбирают так, чтобы согласовать лентикулярный декоративный узор с расстоянием, на котором данный лентикулярный узор будет наблюдаться. В идеальном случае указанное расстояние равно среднему росту человека.
Предпочтительно центральная часть "р" или ширина лентикулярных линз (фиг.5), составляет 0,10-1 мм, радиус "r" кривизны линзы равен р/1-р/10, толщина "е" линзы равна 0,3-6 мм, а толщина "h" рабочего слоя под изогнутой поверхностью линзы равна r/0,2-r/5.
Длина продольных лентикулярных линз соответствует либо ширине, либо длине поверхностного покрытия в зависимости от направления выполнения выпуклостей. Предпочтительно длина продольных лентикулярных линз соответствует ширине рабочего слоя 4.
В соответствии с другим вариантом осуществления длина продольных лентикулярных линз меньше либо ширины, либо длины поверхностного покрытия в зависимости от направления выполнения выпуклостей. Таким образом, лентикулярная поверхность 5 не проходит по всей поверхности по существу прозрачного рабочего слоя 4. Следовательно, слой 4 может содержать одну или несколько граничных зон или свободных участков, не содержащих лентикулярных линз.
Частота расположения лентикулярных линз составляет 10-200 линз/дюйм (4-80 линз/см), предпочтительно 30-80 линз/дюйм (12-32 линз/см).
Как показано на фиг.4, предложенное многослойное поверхностное покрытие 1 может дополнительно содержать подстилающий слой 7, представляющий собой уплотненный (не вспененный) или вспененный слой на основе полимера, улучшающий физико-механические свойства многослойного поверхностного покрытия 1, в частности звукоизоляционные или теплоизоляционные свойства. Он может содержать смолу ПВХ или полиолефиновую смолу или комбинацию полиолефиновых смол. Предпочтительно указанный слой может содержать любой подходящий наполнитель в количестве 0-400 phr, предпочтительнее 100-200 phr.
Толщина подстилающего слоя 7 составляет 0,1-4 мм.
Как показано на фиг.2, многослойное поверхностное покрытие 1 может дополнительно содержать лаковый слой 8, нанесенный и отвержденный на лентикулярной поверхности 5 по существу прозрачного рабочего слоя 4.
Предпочтительно лаковый слой 8 имеет термостойкий состав, содержащий нетермопластичный полимер, представляющий собой полимер, отверждаемый под воздействием ультрафиолетового (УФ) или теплового излучения. В качестве такого полимера могут выступать, например, алифатические, анионные или отверждаемые под воздействием УФ-излучения полиуретановые дисперсии, например, выпускаемые под торговой маркой Bayhydrol® UV ХР 2721.
Предпочтительно лаковый слой 8 имеет толщину 0,001-0,2 мм, более предпочтительно 0,005-0,02 мм.
Предпочтительно максимальная толщина готового многослойного поверхностного покрытия 1 составляет 11,2 мм, предпочтительнее 0,5-10 мм, более предпочтительно 2-4 мм, еще более предпочтительно около 3 мм.
Получаемый лентикулярный эффект заключается либо в переходе от одного узора к другому, либо к нескольким другим узорам, многоцветных изменениях, эффекте трехмерного изображения, анимации, вариоэффекте, морфинге, увеличении масштаба, уменьшении масштаба, стереоскопическом эффекте или их сочетании.
Настоящее изобретение также относится к способу изготовления предложенного поверхностного покрытия.
Как показано на фиг.6, данный способ представляет собой непрерывный процесс, включающий этапы подачи опорного слоя 2, например волокнистого материала в виде рулона 8, на непрерывный транспортер 7, который перемещает опорный слой 2 к нескольким выполняющим покрытие или ламинирование устройствам 9, 10, 12, 14 и 17, обеспечивающим непрерывный технологический процесс. В предпочтительном варианте осуществления опорный слой 2 используется в качестве непрерывного транспортера 7.
Так как обычно материал опорного слоя 2 поставляется в виде рулонов, то предлагаемый способ может в качестве первого этапа дополнительно включать этап, на котором посредством разматывающего устройства осуществляют разматывание опорного слоя 2, обеспечивая непрерывный технологический процесс путем создания бесконечного полотна.
В вариантах осуществления, в которых опорный слой 2 является пористым, предлагаемый способ может в качестве первого этапа включать этап, на котором указанный слой посредством пропиточного устройства 9 покрывают составом на основе полимера, содержащим или не содержащим наполнители, например составом на основе ПВХ. Однако также можно использовать либо ламинирование листового материала на основе полимера на опорном слое 2, либо ламинирование опорного слоя 2 на листовом материале на основе полимера.
В вариантах осуществления, в которых опорный слой 2 представляет собой уплотненный слой, подобный этап пропитки является необязательным.
Указанный способ дополнительно включает этап нанесения декоративного слоя 3, содержащего лентикулярный декоративный узор, выполняемый либо нанесением на верхнюю поверхность опорного слоя 2 по меньшей мере одной краски с использованием любого подходящего печатающего устройства 11, либо нанесением пригодного для печатания слоя 6 с использованием устройства 10 до нанесения на указанный слой 6 по меньшей мере одной краски печатающим устройством 11.
Печатающее устройство 11 может быть, например, устройством глубокой печати или цифровым печатным устройством.
Предпочтительно краска или краски, используемые для печатания лентикулярного декоративного узора, могут представлять собой любые подходящие краски, которые быстро высыхают, переходя из жидкой в твердую форму. Данная краска или краски предпочтительно представляют собой краски, отверждаемые под воздействием температуры или ультрафиолетового излучения.
Предпочтительно краску или несколько красок наносят на верхнюю поверхность опорного слоя 2 или пропиточного слоя или на пригодный для печатания слой 6, который является промежуточным слоем, расположенным между опорным слоем 2 и рабочим слоем 4, и/или на нижнюю поверхность по существу прозрачного рабочего слоя 4. Более предпочтительно слой или слои, на которые наносят краску или краски, предварительно подвергают желатинизации для образования по существу твердой, а не жидкой формы.
В качестве печатающего устройства 11 может использоваться любое подходящее печатающее устройство, содержащее множество печатающих головок, обеспечивающих качественную печать многоцветного лентикулярного узора.
Предпочтительно лентикулярный декоративный узор печатают с плотностью 200-2000 точек/дюйм (DPI) (79-790 точек/см), более предпочтительно 600-1500 точек/дюйм (236-591 точек/см).
Опционально, перед этапом нанесения декоративного слоя 3 могут наносить подходящий для печатания грунтовочный слой.
Предлагаемый способ дополнительно включает этап нанесения поверх декоративного слоя 3 по существу прозрачного рабочего слоя 4 с использованием устройства 12. Указанное устройство представляет собой устройство для нанесения покрытия, каландр, или экструдер.
Лентикулярную поверхность 5 на прозрачном слое 4 получают с использованием любого подходящего средства, предпочтительно с помощью средства 13 для тиснения, выполненного с возможностью формирования линейной решетки из продольных выпуклых линз, проходящей по всей ширине и длине рабочего слоя 4.
Указанный способ дополнительно включает этап нанесения на лентикулярную поверхность 5 рабочего слоя 4 лакового слоя 8, осуществляемого с помощью лакировальной машины 14 посредством любой подходящей методики нанесения лака. Предпочтительно лаковый слой 8 наносят методом прокатывания или распыления с последующим отверждением под воздействием ультрафиолетового излучения или нагревания.
Лаковый слой 8 наносят перед этапом нагревания, чтобы защитить лентикулярную поверхность 5 от деформации и разрушения формы линз во время воздействия на них тепла в нагревательном устройстве 15.
Этап нагревания выполняют с помощью нагревательного устройства 15 при температуре 170°С-210°С, предпочтительнее около 195°С в течение 1-4 мин, предпочтительно в течение 2-2,5 мин.
В качестве нагревательного устройства 15 выступает или печь, или применяемые при желатинизации цилиндры.
В ходе этапа нагревания происходит слипание всех слоев, образующих предложенную декоративную поверхность, а также вспенивание соответствующих слоев для образования структуры и обеспечения целостности готового изделия.
Для вариантов осуществления, содержащих по меньшей мере один слой, предпочтительно несколько слоев, на основе ПВХ, которые наносятся в жидком виде, этап нагревания представляет собой этап желатинизации состава или составов на основе ПВХ.
В тех вариантах осуществления, в которых предлагаемая декоративная поверхность содержит один или несколько слоев, чувствительных к нагреванию и/или давлению и которые могут разрушиться в ходе этапа тиснения, что относится, в частности, к вспененному пригодному для печатания слою 6, этап тиснения и этап нанесения лакового слоя 8 выполняют после этапа нагревания или желатинизации.
Средства 13 или 16 для тиснения по существу являются одинаковыми и относятся к механическим средствам. Предпочтительно средства 13 или 16 содержат валик для тиснения или множество валиков, например гравированные цилиндры, содержащие канавки (отрицательные формы), соответствующие лентикулярным линзам для создания на верхней поверхности прозрачного рабочего слоя 4.
В качестве валика для тиснения предпочтительно используют стальной валик с защитным хромовым покрытием, имеющий диаметр 150-550 мм, предпочтительно 350-400 мм. Тиснение выполняют при температуре 140°С-200°С, предпочтительно при 175°С, при этом линейное давление между лентоведущим валиком и валиком для тиснения должно составлять 20-100 кг/см, предпочтительно 50 кг/см.
Предлагаемый способ может дополнительно содержать этап, на котором поверхностное покрытие, выполняемое в соответствии с данным изобретением, разрезают на сегменты определенной длины с образованием плиток или рулонов поверхностного покрытия.
Во всех вариантах осуществления под терминами «нанесение» или «нанесенный» следует понимать выполнение любого подходящего технологического этапа, на котором один слой формируют на другом слое или приводят в контакт с другим слоем. Таким образом, указанные слои могут быть выполнены посредством покрытия другого слоя соответствующим составом или посредством формирования из любого подходящего состава слоя, который наносится на другой слой посредством каландрования или экструзии.
Примеры
Пример 1
В одном примере стеклоткань (40 г/м2) покрывают составом на основе ПВХ, имеющим жидкую форму, формируя, таким образом, на стеклоткани пропиточный слой. После желатинизации толщина пропитанной стеклоткани составляет около 0,5 мм. Перед проведением предварительной желатинизации на пропитанную основу в жидком виде наносят декоративный слой 3 толщиной 0,3. На указанном декоративном слое 3 печатают лентикулярный декоративный узор, формируя древесный или плиточный узор с вариоэффектом, а затем в жидком виде наносят рабочий слой 4 толщиной 0,3 мм. После желатинизации выполняют тиснение слоя 4, формируя, таким образом, лентикулярную поверхность 5. Затем на тисненую поверхность наносят полиуретановый (PU) лак 8. На обратную сторону поверхностного покрытия в качестве изоляционного слоя наносят подстилающий вспененный материал толщиной около 1,3 мм. Общая толщина готового поверхностного покрытия, содержащего подстилающий вспененный материал, составляет около 3 мм.
Пример 2
В другом примере стеклоткань (40 г/м2) покрывают составом на основе ПВХ, имеющим жидкую форму, формируя, таким образом, на стеклоткани пропиточный слой. После желатинизации толщина пропитанной стеклоткани составляет около 0,5 мм. Перед проведением предварительной желатинизации на пропитанную основу в жидком виде наносят декоративный слой 3 толщиной 0,2 мм. На указанном декоративном слое 3 в жидком виде печатают лентикулярный декоративный узор толщиной около 0,3 мм, а затем в жидком виде наносят рабочий слой 4 толщиной 0,3 мм. На обратную сторону пропитанной стеклоткани в качестве упрочняющего слоя наносят уплотненное подстилающее покрытие толщиной около 1 мм. После желатинизации и обработки в печи 15 выполняют тиснение рабочего слоя 4, формируя лентикулярную поверхность 5. Затем на тисненую поверхность наносят полиуретановый лак 8. Общая толщина готового поверхностного покрытия, содержащего уплотненное подстилающее покрытие, составляет около 2 мм.
Толщина лакового слоя 8 оценивалась в соответствии со стандартом EN 429, а устойчивость к образованию пятен определялась по стандарту EN 423.
Способность к истиранию оценивалась путем испытания (по методу оценки устойчивости к истираемости с ипользованием прибора Табера (метод TWE)), которое проводилось путем размещения образца поверхностного покрытия, обычно образца диаметром около 105 мм, на абразиметре Табера (Taber Abraser) с абразивным материалом Micro Fine 1500 (шириной 13 мм), наклеенным на резиновые валики. Первый цикл испытаний образца состоял из 20 истираний, после чего на истираемую область наносили деготь. Через 30 мин деготь удаляли ватой, смоченной этиловым или изопропиловым спиртом, и производили визуальную оценку остаточного пятна. Баллом «1» оценивалось состояние образца, при котором пятно дегтя оставалось видимым, а баллом «5» оценивалось состояние, при котором пятна дегтя не было видно. Циклы истираний выполнялись до тех пор, пока образец не получал оценку в «5» баллов. Износоустойчивость образца определялась количеством циклов истирания.
Результаты испытаний приведены в таблице 1.
Настоящее изобретение относится к декоративному поверхностному покрытию и может быть использовано в печатающих устройствах. Декоративное поверхностное покрытие (1) содержит опорный слой (2), декоративный слой (3) с лентикулярным декоративным узором и прозрачный рабочий слой (4) с лентикулярной поверхностью (5), содержащей линейную решетку продольных лентикулярных линз. Непрерывный способ изготовления декоративного поверхностного покрытия (1), обладающего лентикулярным эффектом, включает наличие опорного слоя (2). Кроме того, способ предусматривает нанесение на опорный слой (2) декоративного слоя (3), содержащего лентикулярный декоративный узор. На декоративный слой (3) наносят прозрачный рабочий слой (4). Затем выполняют тиснение верхней поверхности прозрачного рабочего слоя (4) с формированием лентикулярной поверхности (5), содержащей продольные лентикулярные линзы. На поверхность прозрачного слоя (4) наносят лаковый слой (8). Затем нагревают слои с образованием поверхностного покрытия (1). Техническим результатом изобретения является упрощение изготовления поверхностного покрытия и обеспечение возможности простого ухода за полученным покрытием. 2 н. и 13 з.п. ф-лы, 6 ил., 1 табл, 1 пр.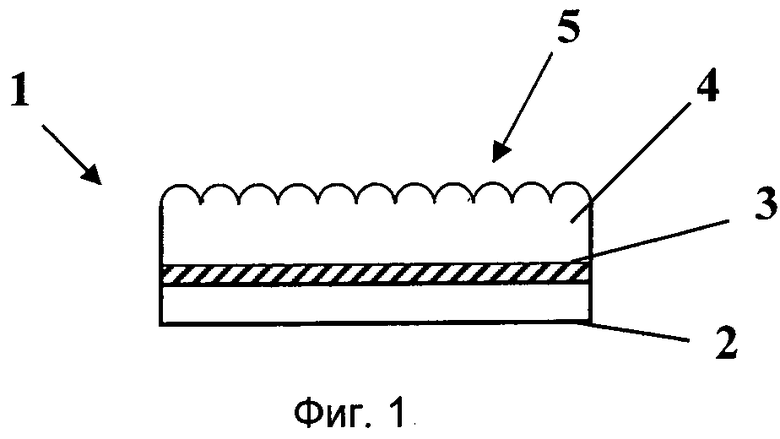
1. Декоративное поверхностное покрытие (1), содержащее опорный слой (2), декоративный слой (3) с лентикулярным декоративным узором и по существу прозрачный рабочий слой (4) с лентикулярной поверхностью (5), содержащей линейную решетку, состоящую из продольных лентикулярных линз.
2. Покрытие по п.1, в котором указанные лентикулярные линзы имеют ширину "р" центральной части, равную 0,1-1 мм, радиус "r" кривизны, равный р/1-р/10, толщину "е" лентикулярной линзы, равную 0,3-6 мм, и толщину "h", равную r/0,2-r/5.
3. Покрытие по п.1 или 2, в котором частота размещения лентикулярных линз составляет 10-200 линз/дюйм (4-80 линз/см).
4. Покрытие по п.1, в котором длина продольных лентикулярных линз по существу соответствует ширине или длине указанного рабочего слоя (4).
5. Покрытие по п.1, в котором на по существу прозрачный рабочий слой (4) нанесен лаковый слой (8).
6. Покрытие по п.1, дополнительно содержащее подстилающий слой (7).
7. Покрытие по п.1, в котором декоративный слой (3) содержит пригодный для печатания слой (6), покрытый по меньшей мере одной краской.
8. Покрытие по п.1, в котором опорный слой (2), декоративный слой (3) и/или по существу прозрачный рабочий слой (4) выполнены из материала на основе поливинилхлорида.
9. Непрерывный способ изготовления декоративного поверхностного покрытия (1), обладающего лентикулярным эффектом, включающий следующие этапы:
обеспечивают наличие опорного слоя (2);
на указанный опорный слой (2) наносят декоративный слой (3), содержащий лентикулярный декоративный узор;
на указанный декоративный слой (3) наносят по существу прозрачный рабочий слой (4);
выполняют тиснение верхней поверхности указанного по существу прозрачного рабочего слоя (4) с формированием лентикулярной поверхности (5), содержащей продольные лентикулярные линзы;
на поверхность по существу прозрачного рабочего слоя (4), на которой выполнено тиснение, наносят лаковый слой (8);
нагревают указанные слои с образованием поверхностного покрытия (1).
10. Способ по п.9, в котором длина продольных лентикулярных линз соответствует по существу ширине или длине указанного рабочего слоя (4).
11. Способ по п.9, в котором опорный слой (2) является пористым, при этом указанный способ дополнительно включает этап, на котором указанный опорный слой (2) покрывают составом на основе полимера.
12. Способ по п.9 или 10, в котором этап нанесения декоративного слоя (3) включает этап нанесения пригодного для печатания слоя (6) на опорный слой (2) и этап печати на указанном пригодном для печатания слое (6) лентикулярного декоративного узора.
13. Способ по п.9, в котором этап нагревания указанных слоев выполняют перед этапом тиснения и этапом нанесения лакового слоя (8).
14. Способ по п.9, в котором опорный слой (2), и/или декоративный слой (3), и/или прозрачный рабочий слой (4) выполнены из материла на основе поливинилхлорида.
15. Способ по п.9, в котором лентикулярный эффект выбирают из группы эффектов, включающей: переход от одного узора к другому, переход от одного узора к другим узорам, многоцветное изменение, эффект трехмерного изображения, анимацию, вариоэффект, морфинг, увеличение масштаба, уменьшение масштаба, стереоскопический эффект или комбинацию указанных эффектов.

