ОБЛАСТЬ ТЕХНИКИ
[1] Изобретение в целом относится к области отделочных материалов для конструкций, в частности к декоративным поверхностным покрытиям, таким как, например, напольные покрытия, настенные покрытия или потолочные покрытия.
УРОВЕНЬ ТЕХНИКИ
[2] Декоративные поверхностные покрытия, такие как напольные покрытия, настенные покрытия или потолочные покрытия, могут относиться к так называемым однородным или неоднородным типам. Однородное поверхностное покрытие имеет по существу одинаковый состав по всей толщине (за исключением, возможно, верхнего покрытия и/или текстильной подложки), тогда как неоднородное поверхностное покрытие содержит пакет слоев, которые различаются по своим функциям и составам. Типичная слоистая структура однородного поверхностного покрытия содержит слой подложки, один или более слоев сердцевины, декоративный слой, защитный износостойкий слой и верхнее покрытие.
[3] Декоративный слой может представлять собой тонкий слой натурального материала, например пробки или дерева, но может содержать и напечатанный декор, имитирующий или не имитирующий натуральный материал. Чтобы повысить реалистичность печатного декора, имитирующего натуральный материал, такой как дерево, пробка, камень и т.д., поверхностному покрытию можно придать структуру поверхности посредством тиснения. Механическое тиснение включает прижатие пластины или цилиндра тиснения к поверхностному покрытию при высокой температуре, чтобы перенести трехмерный рисунок пластины или цилиндра тиснения в поверхностное покрытие. В высококачественных поверхностных покрытиях тиснение осуществляется в совмещении с напечатанным декором.
[4] WO 2017/046309 A1 раскрывает базовую панель, подходящую для обработки в покрывающую панель, состоящую из: (i) подложки, имеющей верхнюю поверхность, (ii) упругого слоя, имеющего верхнюю поверхность и нижнюю поверхность, причем нижняя поверхность соединена с верхней поверхностью подложки, и (iii) опционально, контактного слоя между нижней поверхностью упругого слоя и верхней поверхностью подложки. Покрывающая панель содержит напечатанный цифровым способом декор на верхней поверхности упругого слоя базовой панели. Покрывающая панель может быть дополнительно снабжена рисунком тиснения, который может быть нанесен в совмещении с печатью, чтобы подчеркнуть внешний вид декора.
[5] Цифровые печатные декоры приобретают все большее значение, в частности (но не только) из-за того, что дизайны могут быть изменены быстрее и с гораздо меньшими затратами, чем с помощью обычных методов печати, таких как, например, гелиогравюрная печать. Это позволяет отрасли более гибко реагировать на меняющиеся требования рынка и снижать затраты на разработку продукции.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[6] Согласно первому аспекту изобретения, способ производства декоративного поверхностного покрытия содержит:
получение структурной сердцевины, содержащей один или более слоев сердцевины, причем структурная сердцевина несет декоративный слой, представляющий собой двумерный декор;
создание трехмерного рельефа поверхности посредством цифрового тиснения, в совмещении с двумерным декором.
Трехмерный рельеф поверхности создают на расстоянии по меньшей мере 0,1 мм, предпочтительно по меньшей мере 0,15 мм, более предпочтительно по меньшей мере 0,3 мм, еще более предпочтительно по меньшей мере 0,4 мм, еще более предпочтительно 0,5 мм от декоративного слоя посредством нанесения прозрачного или по меньшей мере полупрозрачного разделительного слоя на декоративный слой, причем разделительный слой имеет толщину, которая остается неизменной при цифровом тиснении и которая соответствует расстоянию. Трехмерный рельеф поверхности создается в одном или более слоях покрытия на стороне разделительного слоя, обращенной от декоративного слоя, после нанесения разделительного слоя на декоративный слой.
[7] Выражения «декор» и «декоративный» используются в настоящем документе для обозначения того, что соответствующий слой или поверхность остаются видимыми в конечном продукте поверхностного покрытия при использовании по назначению и вносят вклад во внешней вид поверхностного покрытия. Двумерный декор предпочтительно имеет по меньшей мере одномерный рисунок, «по меньшей мере одномерный рисунок» означает, что присутствуют вариации цвета или оттенка (предпочтительно включающие множественные градиенты и/или шаги) декора вдоль по меньшей мере одного направления, причем вариация заметна невооруженным глазом. Более предпочтительно, декор имеет такие вариации в двух взаимно перпендикулярных направлениях.
[8] Выражение «трехмерный рельеф поверхности» обозначает отклонения от идеально плоской поверхности, придаваемые цифровым тиснением. Следует понимать, что масштаб трехмерного рельефа поверхности больше, чем масштаб внутренней текстуры поверхности материала (шероховатость и волнистость поверхности).
[9] «Цифровое тиснение» обозначает метод придания трехмерного рельефа поверхности в соответствии с цифровыми данными, предоставляемыми оборудованию цифрового тиснения. В контексте настоящего изобретения могут быть предусмотрены различные методы цифрового тиснения. Глубина тиснения, то есть (максимальная) амплитуда вариаций толщины слоя, в котором реализован рельеф поверхности, предпочтительно находится в диапазоне от 50 мкм до 300 мкм, однако возможны большие глубины тиснения, например, от 50 мкм до 500 мкм или даже больше.
[10] Например, цифровое тиснение может включать:
нанесение слоя покрытия на сторону разделительного слоя, обращенную от декоративного слоя,
получение негатива по меньшей мере части трехмерного рельефа поверхности посредством цифровой 3D-печати инструмента для тиснения (это может включать, например, цифровую 3D-печать негатива на цилиндре, пластине или ленте, чтобы сформировать временный инструмент для тиснения),
прижатие полученного 3D-печатью инструмента для тиснения к слою покрытия с образованием в нем по меньшей мере части трехмерного рельефа поверхности, и
фиксацию трехмерного рельефа поверхности в слое покрытия.
[11] Используемый здесь термин «цифровая печать» обозначает управляемые цифровыми (компьютерными) средствами нанесение и иммобилизацию материала (например, пигментных или красильных чернил, на основе воды или растворителя) в предварительно определенных рисунках на поверхности. «Цифровая 3D-печать» относится к такому процессу, в котором нанесенный материал отвердевает для создания трехмерного рисунка, который приподнят относительно поверхности, на которой напечатан.
[12] Инструмент тиснения, созданный цифровой 3D-печатью, может быть повторно использован при необходимости изготовления множества копий трехмерного рельефа поверхности. В качестве альтернативы, инструмент для тиснения может очищаться после однократного использования посредством удаления (например, посредством соскабливания) негатива.
[13] В альтернативном варианте или дополнительно цифровое тиснение может включать:
нанесение покрытия с модулированной толщиной на сторону разделительного слоя, обращенную от декоративного слоя, с помощью цифровой аддитивной 3D-печати. Покрытие с модулированной толщиной может содержать множество слоев покрытия, причем каждый слой соответствует определенному интервалу высоты, а границы каждого слоя подобны контурным линиям локусов точек, имеющих одинаковую высоту над разделительным слоем.
[14] В альтернативном варианте или дополнительно цифровое тиснение может включать:
нанесение слоя покрытия на сторону разделительного слоя, обращенную от декоративного слоя,
нанесение ингибирующего агента в рисунке на слой покрытия, в него или под ним с помощью цифровой печати,
отверждение слоя покрытия, при этом ингибирующий агент ингибирует отвердевание в рисунке, и
удаление не отвердевших частей слоя покрытия (и ингибирующего агента).
[15] Такой ингибирующий агент может представлять собой растворитель для покрытия, который локально разбавляет покрытие и, таким образом, задерживает отвердевание покрытия в рисунке по сравнению с остальной частью слоя покрытия. В альтернативном варианте или дополнительно ингибирующий агент может влиять на принцип отвердевания посредством локального поглощения всей или части энергии, поставляемой для отвердевания. Например, если для отверждения покрытия используется излучение, может быть применен соответствующий поглотитель излучения. Рисунок ингибирующего агента (который может быть, например, поглотителем УФ-излучения или стабилизатором УФ-излучения в случае отверждения УФ-излучением) в этом случае будет иметь эффект уменьшения маски и/или предотвращения накопления энергии в слое покрытия и, таким образом, ингибирования его отверждения.
[16] В альтернативном варианте или дополнительно цифровое тиснение может включать:
нанесение слоя покрытия на сторону разделительного слоя, обращенную от декоративного слоя,
нанесение отталкивающего покрытие агента в слой покрытия или под ним посредством цифровой печати для создания в слое покрытия рисунка (рисунок покрытия дополняет рисунок отталкивающего покрытие агента),
отвердевание слоя покрытия, и
удаление отталкивающего покрытие агента.
[17] Отталкивающий покрытие агент и покрытие могут быть несмешивающимися жидкостями. В качестве альтернативы, рисунок отталкивающего покрытие агента может быть нанесен в качестве временного слоя перед нанесением слоя покрытия.
[18] Удаление не отвердевших частей слоя покрытия, ингибирующего агента и/или отталкивающего покрытие агента может быть выполнено посредством чистки щеткой, обдувания (например, с использованием воздушного ножа или тому подобного)), соскабливания, селективного растворения, всасывания под вакуумом и т. д.
[19] Процесс цифрового тиснения может включать множественные нанесения покрытия (слоев) в соответствии с описанными способами.
[20] Способ производства декоративного поверхностного покрытия может дополнительно включать:
создание данных трехмерного рельефа поверхности посредством вычисления трехмерного рельефа поверхности на основе определенного типа декора (тип декора может быть определен по пользовательскому вводу или может быть получен посредством сопоставления декора с сохраненной коллекцией типов декора с использованием классификатора), линейных и ареальных признаков двумерного декора и расстояния, при этом файл трехмерного рельефа поверхности определяет приподнятые и/или опущенные области по отношению к эталонному уровню, причем эталонный уровень совпадает со стороной разделительного слоя, обращенной от декоративного слоя или отделенной от него известным интервалом;
предоставление данных трехмерной текстуры поверхности оборудованию цифрового тиснения, выполняющему цифровое тиснение, при этом оборудование цифрового тиснения считывает данные трехмерной текстуры поверхности и выполняет цифровое тиснение в соответствии с данными трехмерной текстуры поверхности.
[21] Трехмерные данные рельефа поверхности могут быть предоставлены оборудованию цифрового тиснения в любом подходящем формате, например, в виде файла, набора файлов, потока, пакетов данных и т.д., в соответствии со спецификациями (API) оборудования цифрового тиснения.
[22] Предпочтительно толщина разделительного слоя (и, таким образом, расстояние) составляет 0,15 мм или более.
[23] Разделительный слой может быть ламинирован структурной сердцевиной, несущей декоративный слой, перед созданием трехмерного рельефа поверхности. В альтернативном варианте или дополнительно, разделительный слой (или его подслой) может быть изготовлен посредством покрытия структурной сердцевины (или подслоя разделительного слоя, ранее размещенного на ней) пластизолем, который затем отвердевает.
[24] Разделительный слой может быть прикреплен к структурной сердцевине, несущей декоративный слой, с помощью термоклея, клея на основе растворителя, термочувствительного клея и/или чувствительного к давлению клея и/или любого материала, который обеспечивает адгезию между разделительным слоем и структурной сердцевиной 50Н / 5 см или более в соответствии с EN ISO 10582.
[25] Разделительный слой предпочтительно состоит из полиэтилентерефталатного полимера, полиэтиленового полимера, полипропиленового полимера или поливинилхлоридного полимера, или содержит такой полимер. Разделительный слой предпочтительно выполнен как износостойкий слой. Более предпочтительно, такой износостойкий слой соответствует EN ISO 10582 и ASTM F3261 (т.е. как «часть упругого напольного покрытия, которая содержит или защищает рисунок и дизайн за исключением заводской отделки или эксплуатационных покрытий»).
[26] Когда декоративное поверхностное покрытие представляет собой напольное покрытие, его предпочтительно относят к следующим категориям (классам) в соответствии с ISO 10874, подразумевая, в частности, что износостойкий слой имеет определенную минимальную толщину:
a. Бытовое использование
слоя ПВХ
b. Коммерческое использование
слоя ПВХ
c. Использование в легкой промышленности
слоя ПВХ
[27] Структурная сердцевина предпочтительно содержит печатаемую поверхность. Способ предпочтительно включает цифровую печать декоративного слоя на печатаемой поверхности структурной сердцевины перед нанесением разделительного слоя на декоративный слой. Хотя печатаемая поверхность предпочтительно является неотъемлемой частью сердцевинной структуры, в альтернативном варианте она может представлять собой отдельную печатную подложку (например, печатную бумагу), которая прикреплена к сердцевинной структуре (до или после печати). Печатаемая поверхность должна быть совместима с чернилами, используемыми для цифровой печати декоративного слоя, с точки зрения шероховатости поверхности, поверхностного натяжения и химических функций, присутствующих на поверхности. Когда структурная сердцевина содержит печатаемую поверхность, такой пакет слоев может быть предпочтительно получен посредством совместной экструзии.
[28] Предпочтительно, получают отдельные плиты структурного ядра, и цифровое тиснение осуществляется плита за плитой, при этом реализуется совмещение трехмерного рельефа поверхности с двумерным декором посредством применения знаков совмещения и/или одной или более границ плит в качестве реперных знаков.
[29] В настоящем документе глагол «содержать» и выражение «состоять из» используются в качестве открытых промежуточных фраз, означающих «состоять по меньшей мере из» или «включать». Термин «слой» обозначает один из множества листов или толщин материала, которые образуют поверхностное покрытие. Множество подобных листов или толщин, собранных друг на друге, можно считать сложным слоем, при условии, что сборка образует функциональный блок. Например, разделительный слой может состоять из одного листа или стопки подслоев.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[30] Ниже подробнее описаны на примерах предпочтительные, неограничивающие варианты осуществления изобретения со ссылкой на прилагаемые чертежи, при этом:
[31] прилагаемые чертежи иллюстрируют несколько аспектов настоящего изобретения и вместе с подробным описанием служат для объяснения его принципов. На чертежах:
фиг. 1: схематическая иллюстрация производственной линии для реализации способа производства декоративного поверхностного покрытия в соответствии с первым вариантом осуществления изобретения;
фиг. 2: схематическая иллюстрация производственной линии для реализации способа производства декоративного поверхностного покрытия согласно второму варианту осуществления изобретения;
фиг. 3: схематическая иллюстрация производственной линии для реализации способа производства декоративного поверхностного покрытия в соответствии с третьим вариантом осуществления изобретения;
фиг. 4: иллюстрирует возможный вариант нанесения рельефа на декоративное поверхностное покрытие;
фиг. 5: схематическая иллюстрация производственной линии для реализации способа производства поверхностного покрытия согласно четвертому варианту осуществления изобретения;
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[32] Следует понимать, что следующее описание и чертежи, на которые оно ссылается, описывают в качестве примера несколько вариантов осуществления предлагаемого изобретения в целях иллюстрации. Данное описание предпочтительных вариантов осуществления не ограничивает объем, природу или сущность заявленного решения. Специалисту в данной области техники будет понятно, что признаки различных вариантов осуществления изобретения могут быть объединены в дополнительные варианты осуществления изобретения без выхода за рамки сущности настоящего изобретения.
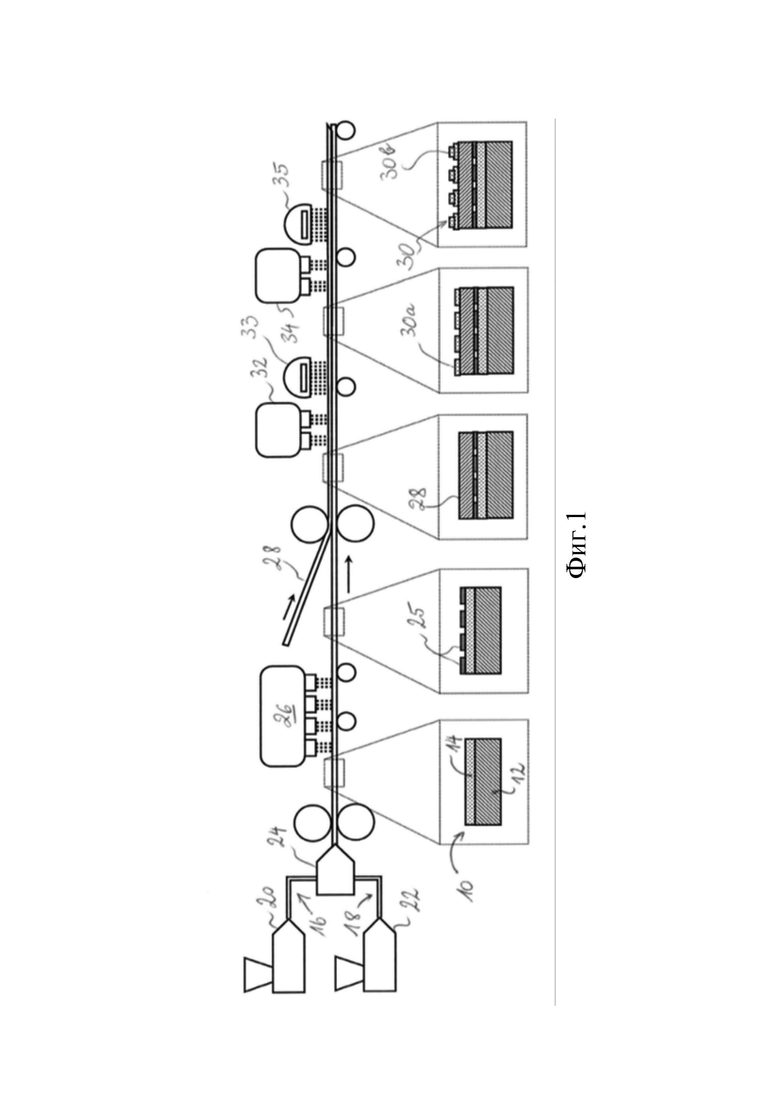
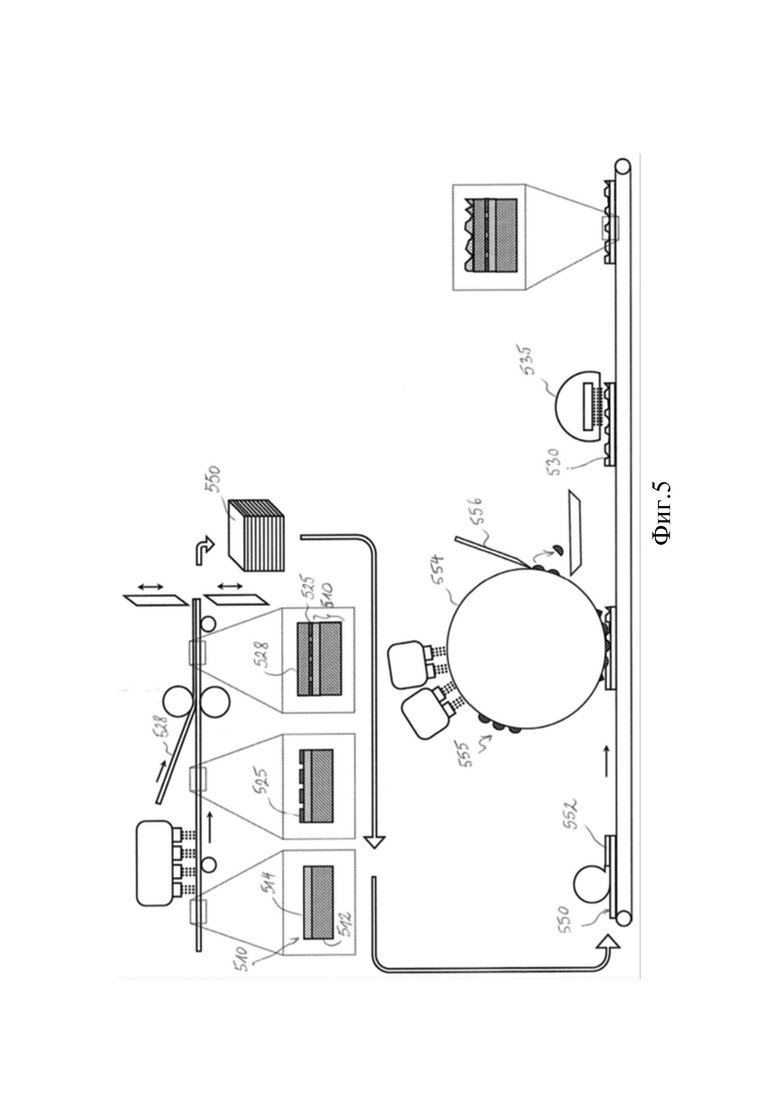
[33] Фиг. 1 иллюстрирует первый вариант осуществления предлагаемого способа производства декоративного поверхностного покрытия. Получают многослойную печатную подложку в виде структурной сердцевины (также: сердцевинная структура) 10, содержащей опорный слой 12, экструдированный совместно с печатаемым слоем (далее: несущий декор слой) 14. Потоки 16, 18 термопластичного расплава направляются из соответствующих экструдеров 20, 22 в матрицу 24 совместной экструзии, где формируется сердцевинная структура 10. Опорный слой 12 для простоты проиллюстрирован в этом примере в виде монослоя, и специалисту в данной области техники будет понятно, что он может быть заменен многослойной структурой при условии, что вместо двухслойной матрицы используется подходящая многослойная матрица.
[34] Ниже по потоку от матрицы 24 совместной экструзии двумерный декор 25 печатается в цифровом виде на декоративном несущем слое 14 сердцевинной конструкции 10 с использованием оборудования 26 цифровой печати, которое предпочтительно содержит промышленный принтер.
[35] Оборудование цифровой печати предпочтительно содержит печатающие головки, которые очень точно наносят капли чернил на несущий декор слой 14, с точки зрения положения и объема капель.
[36] Оборудование 26 цифровой печати предпочтительно содержит однопроходной промышленный принтер, в котором используются несколько печатающих головок, выровненных бок о бок в несколько рядов, которые покрывают ширину печатной подложки. Каждый ряд печатной головки может печатать одним или более цветами. Во время процесса печати печатная подложка проходит в машинном направлении под печатающими головками. Оборудование 26 цифровой печати может быть изготовлено на заказ для применения в соответствии с требованиями с точки зрения объема и качества печати. Оборудование 26 цифровой печати может использовать технологию термопечатающей головки, в которой импульс тока, проходящий через нагревательный элемент, испаряет небольшое количество чернил в камере с образованием пузырька, и этот пузырек перемещает каплю чернил через сопло печатающей головки на печатную подложку. Оборудование 26 цифровой печати также может использовать пьезоэлектрические печатающие головки, в которых пьезоэлектрический элемент при приложении напряжения генерирует импульс давления, который перемещает каплю чернил через сопло. Чернила выбирают в соответствии с технологией печатающей головки, печатной подложкой, последующими этапами обработки, а также ограничениями по качеству и цене.
[37] При реализации способа могут быть использованы различные типы чернил. Чернила в общем случае содержат одно или более красящих веществ, связующее вещество, которое связывает красящие вещества с поверхностью, и жидкость-носитель. Красящие вещества содержат красители или пигменты или их комбинацию. Пигменты представляют собой твердые красящие частицы, которые суспендированы или диспергированы по всей жидкости-носителю. Чернила на основе пигмента могут быть более светостойкими и более устойчивыми к выцветанию, чем чернила на основе красителей. При этом чернила на основе красителей часто содержат органические растворители, что может приводить к более высоким выбросам ЛОУ (VOC), чем чернила на основе пигментов, особенно когда вода является жидкостью-носителем последних. Жидкости-носители могут включать растворители, масло(масла), воду и полимерные смолы. Для определенных поверхностных покрытий радиационно-отверждаемые чернила могут рассматриваться как особенно предпочтительные.
[38] Печатное оборудование 26 может содержать этап сушки или отверждения (не показано на фиг. 1), на котором напечатанный декор 25 отвердевает и склеивается с несущим декор слоем 14. Такой этап сушки или отверждения может содержать один или более нагревателей и/или один или более воздуходувных устройств и/или один или более источников излучения, в зависимости от типа чернил, используемых печатным оборудованием 26. Сушка/отверждение перед нанесением разделительного слоя 28 может быть особенно рекомендована, если чернила содержат нереакционноспособный растворитель(растворители) или носитель(носители), которые уже не могут эффективно удаляться или реагировать после того, как напечатанный декор 25 расположен между его подложкой и разделительным слоем.
[39] После нанесения напечатанного декора, структурная сердцевина контактирует с разделительным слоем 28. Разделительный слой 28 является прозрачным (или по меньшей мере полупрозрачным) и может быть нанесен на сердцевинную структуру посредством горячего ламинирования. Если используется горячее ламинирование, обычно происходящее при температурах выше 150°С, чернила, выбранные на предыдущем этапе декоративной печати, выбираются таким образом, чтобы они могли выдерживать высокие температуры горячего ламинирования. В качестве альтернативы горячему ламинированию может быть использован метод «холодного» ламинирования с использованием чувствительного к давлению адгезива или радиационно-отверждаемого адгезива. В этом случае ламинирование можно проводить при температуре окружающей среды - не исключая, что адгезив нагревается под давлением или во время отверждения, когда реакции, вызванные излучением, являются экзотермическими. Это означает, что ограничения на состав чернил и разделительного слоя могут быть несколько ослаблены в определенных аспектах, если используется способ согласно изобретению: например, разделительный слой может быть слоем, свободным от пластификатора, или слоем, содержащим пластификатор.
[40] В качестве радиационно-отверждаемого адгезива может быть использована отверждаемая электронным пучком полиуретановая (PU) и/или акрилатная композиция, предпочтительно свободная (или по меньшей мере по существу свободная) от любого фотоинициатора. Сердцевинная структура 10 и разделительный слой 28 могут быть прикреплены друг к другу электронно-лучевым отверждением адгезива между ними. Не исключается, что чернила, используемые для декоративного слоя 25, могут служить адгезивом для прикрепления разделительного слоя 28 к структурной сердцевине 10. Отверждение электронным пучком будет осуществляться с помощью машины для отверждения электронным пучком. После отверждения адгезив выполняет роль связующего слоя, прочно прикрепленного как к разделительному слою 28, так и к структурной сердцевине 10.
[41] После нанесения разделительного слоя 28 на декоративный слой 25 осуществляют этап цифрового тиснения. Следует понимать, что предусмотрены различные методы цифрового тиснения. Хотя проиллюстрированные варианты осуществления являются предпочтительными вариантами осуществления изобретения, между ними можно менять методы цифрового тиснения. В варианте осуществления, показанном на фиг. 1, цифровое тиснение реализовано в виде цифровой 3D (послойной) печати рельефа 30 поверх разделительного слоя 28. Для печати рельефа 30 предпочтительно используют прозрачную или по меньшей мере полупрозрачную радиационно-отверждаемую (например, отверждаемую ультрафиолетовым или электронным пучком) композицию, совместимую с разделительным слоем 28. В проиллюстрированном варианте осуществления рельеф 30 образован из множества отдельных напечатанных слоев 30a, 30b верхнего покрытия, нанесенных один за другим, в совмещении с ранее напечатанным декором 25. В иллюстративном примере с фиг. 1 первый 30A и второй 30b слои полиуретанового верхнего покрытия напечатаны один за другим на разделительном слое 28. 3D-печать осуществляется с использованием цифровых принтеров 32 и 34. После этапа печати вновь нанесенный слой(слои) верхнего покрытия может быть отвержден или предварительно отвержден для подготовки этого слоя(слоев) к нанесению на него дополнительного слоя(слоев) верхнего покрытия. В проиллюстрированном варианте осуществления промежуточное отверждение слоя 30A верхнего покрытия осуществляют с помощью (радиационного) отверждения 33, расположенного ниже по потоку от принтера 32, и окончательное отверждение осуществляют с помощью (радиационного) отверждения 35, расположенного ниже по потоку от принтера 34. В случае радиационно-отверждаемого верхнего покрытия доза излучения, применяемая во время окончательного отверждения, выбирается таким образом, чтобы было достигнуто полное отверждение всех слоев 30A, 30b верхнего покрытия. Хотя на фиг. 1 это не показано, верхний слой может содержать один или более непрерывных слоев, чтобы полностью изолировать нижележащий разделительный слой 30 (и любые промежуточные слои верхнего покрытия). Это замечание также справедливо для описанных ниже вариантов осуществления изобретения.
[42] Печать слоев 30a, 30b верхнего покрытия осуществляется в совмещении с двумерным декором 25. Для этого при печати двумерного декора 25 на печатной подложке могут быть нанесены знаки совмещения. Эти знаки совмещения могут быть затем использованы на этапах производства ниже по потоку, в частности, на этапе цифрового тиснения.
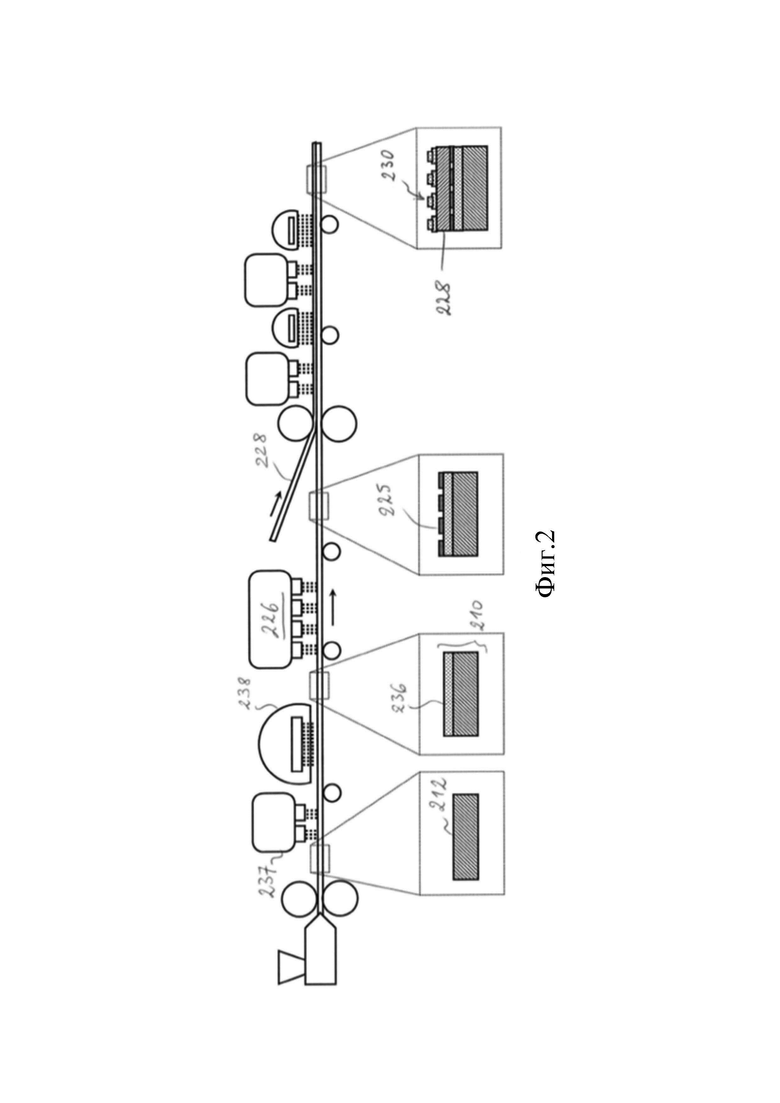
[43] Фиг. 2 иллюстрирует второй вариант осуществления предлагаемого способа производства декоративного поверхностного покрытия, который отличается от ранее рассмотренного варианта посредством производства структурной сердцевины. В примере с фиг. 2 опорный слой 212 снабжен грунтовочным слоем 236, нанесенным поверх на этапе нанесения грунтовки. Опорный слой 212 и грунтовочный слой 236 вместе образуют структурную сердцевину 210, способную принимать двумерный декор 225.
[44] Этап нанесения грунтовки может содержать устройство нанесения покрытия или, как проиллюстрировано, принтер 237 и отверждающее устройство 238. Принтер 237 может быть цифровым принтером, но может быть использован любой другой метод печати, подходящий для однородного нанесения грунтовочного слоя 236. Когда был нанесен грунтовочный слой 236, его предпочтительно отверждают с использованием отверждающего устройства 238, в котором используется метод отверждения (например, нагревание, радиационное отверждение), совместимый с используемой композицией грунтовки.
[45] Ниже по потоку от отверждающего устройства 238 двумерный декор 225 печатается в цифровом виде на структурном сердечнике 210 с использованием оборудования 226 цифровой печати.
[46] После печати декора 225 структурную сердцевину 210 ламинируют разделительным слоем 228, и после нанесения разделительного слоя 228 на декоративный слой 225 выполняют этап цифрового тиснения для создания трехмерного рельефа 230 в совмещении с декором 225. Эти этапы могут быть выполнены как описано ранее для варианта осуществления изобретения с фиг. 1.
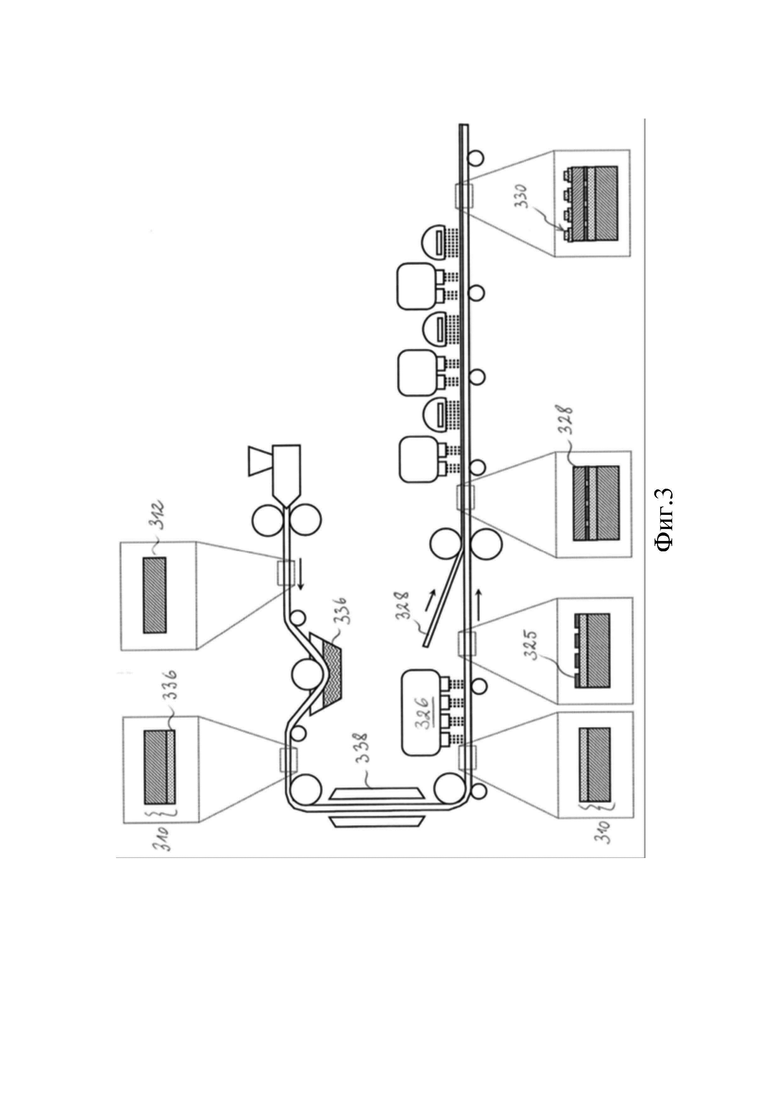
[47] Фиг. 3 иллюстрирует третий вариант осуществления предлагаемого способа производства декоративного поверхностного покрытия, который отличается от ранее рассмотренных вариантов только посредством производства структурной сердцевины. В примере с фиг. 3 структурную сердцевину 310 получают нанесением грунтовочного слоя 336 на опорный слой 312. Грунтовку наносят в жидком состоянии (например, в виде пластизоля) посредством направления опорного слоя 312 через ванну 336 с жидкостью грунтовки, которая затем отвердевает с помощью устройства 338 сушки/нагрева.
[48] Двумерный декор 225 печатается в цифровом виде на структурном сердечнике 310 с использованием оборудования 326 цифровой печати.
[49] После печати декора 325 структурную сердцевину 310 ламинируют разделительным слоем 328, и после нанесения разделительного слоя 328 на декоративный слой 325 выполняют этап цифрового тиснения для создания трехмерного рельефа 330 в совмещении с декором 325. Эти этапы могут быть выполнены как описано ранее для варианта осуществления изобретения с фиг. 1.
[50] Опорный слой 212, 312 проиллюстрирован на фиг. 2 и 3 в виде монослоя, получаемого с помощью экструдера. Следует понимать, что слой подложки может представлять собой многослойную структуру, при условии использования соответствующей экструзионной системы.
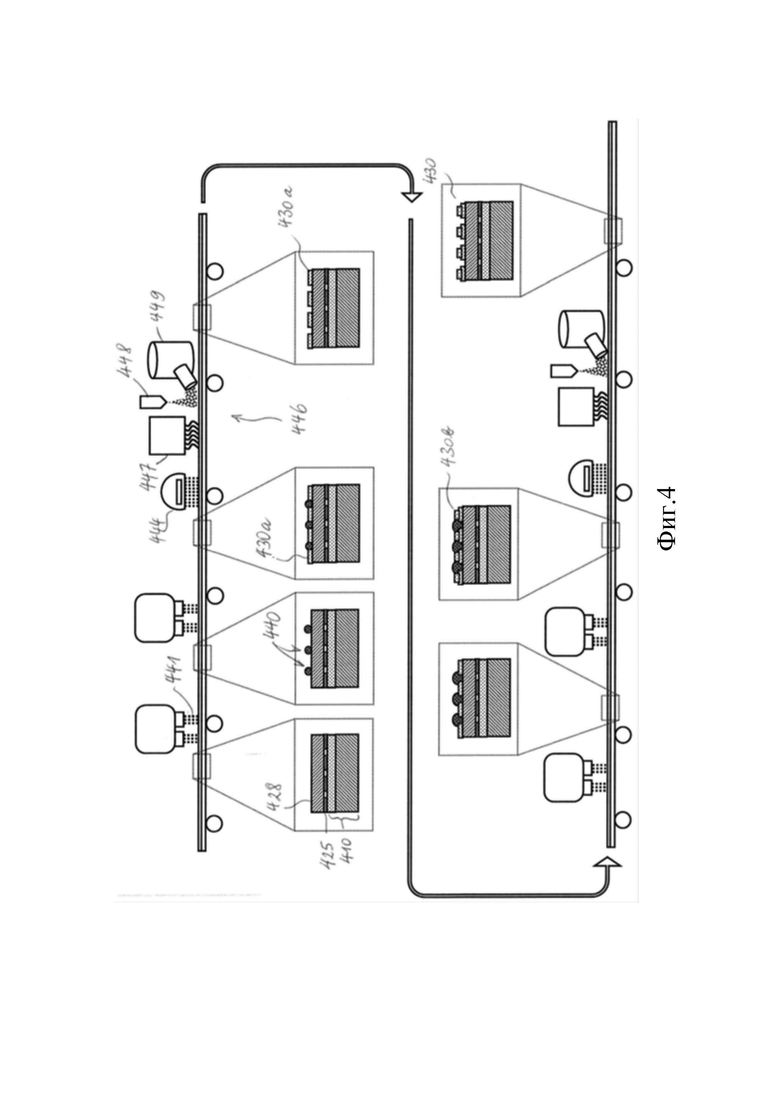
[51] Фиг. 4 иллюстрирует цифровое тиснение рельефа 430 поверх разделительного слоя 428 с использованием другого метода, чем в ранее описанных вариантах осуществления изобретения. Рельеф 430 образован из множества отдельных слоев печати, нанесенных в совмещении один за другим. На фиг. 4 разделительный слой 428 уже присутствует на структурной сердцевине 410, которая несет двумерный декор 425.
[52] Цифровое тиснение в совмещении включает, в качестве первого этапа, нанесение «рисунка маски» 440 посредством цифровой печати, в совмещении с декором 425, отталкивающего покрытие агента или ингибирующего отвердевание агента 441. Затем наносят первый слой 430а верхнего покрытия. Нанесение слоя 430a верхнего покрытия также может быть выполнено с помощью цифровой печати. Возможны альтернативные методы нанесения покрытия.
[53] Когда композиция маски рисунка представляет собой отталкивающий покрытие агент, комбинация отталкивающего покрытие агента и материала верхнего слоя выбирается так, что отталкивающий покрытие агент отталкивает материал верхнего слоя и предотвращает попадание (оставление там) материала верхнего слоя в зоны, покрытые маской рисунка. Когда композиция рисунка маски представляет собой ингибирующий отвердевание агент, комбинацию ингибирующего отвердевание агента и материала верхнего слоя выбирают так, чтобы ингибирующий отвердевание агент задерживал или предотвращал отвердевание материала верхнего слоя в зонах, покрытых рисунком маской. После этого первый слой верхнего покрытия 430a отвердевает (например, отверждается, сплавляется и/или высушивается) с использованием устройства 444 отвердевания.
[54] Затем чистящее оборудование 446 удаляет рисунок маски и/или не отвердевшие остатки первого материала верхнего покрытия. В проиллюстрированном примере чистящее оборудование 446 содержит щетку 447, которая ослабляет рисунок маски/остатки механическим трением, воздуходувное устройство 448 (например, воздушный нож) и пылесос 449. Возможны различные комбинации чистящих устройств.
[55] После удаления рисунка маски и/или не отвердевших остатков один или более дополнительных слоев 430b верхнего покрытия могут быть нанесены таким же образом, как и первый слой 430a верхнего покрытия.
[56] Фиг. 5 иллюстрирует еще один вариант осуществления предлагаемого способа производства декоративного поверхностного покрытия.
[57] Во-первых, структурная сердцевина 510 (содержащая один или более опорных слоев 512 и принимающий декор слой 514) принимает полученный цифровой печатью двумерный декор 525 до того, как разделительный слой 528 ламинируется структурной сердцевиной 510. Сформированную таким образом сборку слоев разрезают на плиты 550.
[58] Плиты 550 вводят в оборудование цифрового тиснения, при этом слой 552 покрытия наносят на сторону разделительного слоя 528, обращенную от декоративного слоя. Инструмент для тиснения создается цифровой 3D-печатью негатива 555 желаемого трехмерного рельефа 530 поверхности. В проиллюстрированном варианте негатив 555 напечатан на 3D-принтере на поверхности цилиндра 554, который прижимают к плитам 550 таким образом, чтобы впечатать напечатанную цифровым методом поверхностную структуру в слой 552 покрытия. Угловая скорость цилиндра 554 управляется таким образом, что контакт между цилиндром 554 и плитами 550 реализуется по существу без проскальзывания. Стоит отметить, что инструмент для тиснения в качестве альтернативы может быть создан цифровой 3D печатью негатива 555 желаемого трехмерного рельефа 530 поверхности на пластине или матрице.
[59] После этого рельеф 530 фиксируют в слое покрытия посредством отвердевания последнего (это может включать плавление, сушку и/или отверждение, в зависимости от типа композиции покрытия). В примере с фиг. 5 отвердевание осуществляют с использованием устройства 535 радиационного отверждения.
[60] Негатив(ы) 555 на цилиндре 554 могут служить множество раз, если они не повреждены тиснением. Однако следует понимать, что для каждой плиты может быть на ходу создан другой негатив. Это позволяет создавать поверхностные покрытия с уникальными дизайнами (декор и соответствующее тиснение). Негативы могут быть сняты с цилиндра с помощью скребка или ножа 556. Материал негативов может быть переработан.
[61] Несмотря на то, здесь были подробно описаны конкретные варианты осуществления изобретения, специалистам в данной области техники будет ясно, что на основании раскрытых сведений могут быть разработаны их различные модификации и альтернативы. Соответственно, конкретные раскрытые решения предназначены только для иллюстрации и не ограничивают объем правовой охраны изобретения, который определяется полным объемом прилагаемой формулы изобретения и всех и любых ее эквивалентов.
Способ производства декоративного поверхностного покрытия содержит получение структурной сердцевины, включающей один или более слоев сердцевины, причем структурная сердцевина несет декоративный слой, представляющий двумерный декор, и создание трехмерного рельефа поверхности посредством цифрового тиснения, в совмещении с двумерным декором. Трехмерный рельеф поверхности создается на расстоянии по меньшей мере 0,1 мм от декоративного слоя посредством нанесения прозрачного или по меньшей мере полупрозрачного разделительного слоя на декоративный слой, причем разделительный слой имеет толщину, которая остается неизменной при цифровом тиснении и которая соответствует этому расстоянию. Трехмерный рельеф поверхности создается в одном или более слоях покрытия на стороне разделительного слоя, обращенной от декоративного слоя, после нанесения разделительного слоя на декоративный слой. 12 з.п. ф-лы, 5 ил., 3 табл.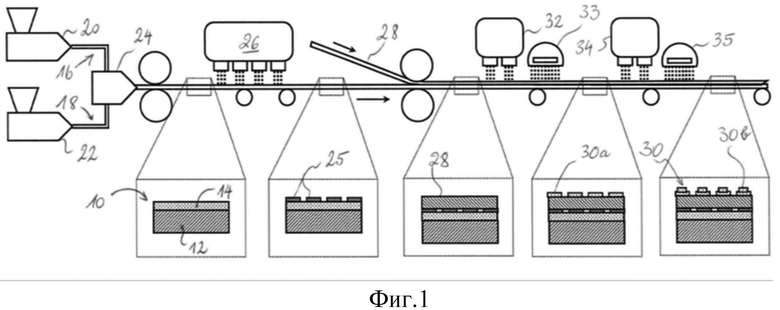
1. Способ производства декоративного поверхностного покрытия, содержащий:
получение структурной сердцевины, включающей один или более слоев сердцевины, причем структурная сердцевина несет декоративный слой, представляющий собой двумерный декор;
создание трехмерного рельефа поверхности посредством цифрового тиснения, в совмещении с двумерным декором,
причем трехмерный рельеф поверхности создают на расстоянии по меньшей мере 0,1 мм от декоративного слоя посредством нанесения прозрачного или по меньшей мере полупрозрачного разделительного слоя на декоративный слой, разделительный слой имеет толщину, которая остается неизменной при цифровом тиснении и которая соответствует указанному расстоянию,
причем трехмерный рельеф поверхности создают в одном или более слоях покрытия на стороне разделительного слоя, обращенной от декоративного слоя, после нанесения разделительного слоя на декоративный слой.
2. Способ по п. 1, в котором толщина разделительного слоя и указанное расстояние составляют 0,15 мм или более.
3. Способ по п. 1 или 2, в котором разделительный слой ламинируют структурной сердцевиной, несущей декоративный слой, перед созданием трехмерного рельефа поверхности.
4. Способ по любому из пп. 1-3, в котором разделительный слой производят, по меньшей мере частично, посредством покрытия структурной сердцевины пластизолем, который затем отвердевает.
5. Способ по любому из пп. 1-4, в котором разделительный слой прикрепляют к структурной сердцевине, несущей декоративный слой, с помощью термоклея, термочувствительного клея и/или чувствительного к давлению клея.
6. Способ по любому из пп. 1-5, в котором разделительный слой состоит из полиэтилентерефталатного полимера, полиэтиленового полимера, полипропиленового полимера или поливинилхлоридного полимера или содержит такой полимер.
7. Способ по любому из пп. 1-6, в котором структурная сердцевина содержит печатаемую поверхность, при этом способ включает цифровую печать декоративного слоя на печатаемой поверхности структурной сердцевины перед нанесением разделительного слоя на декоративный слой.
8. Способ по любому из пп. 1-7, в котором получают отдельные плиты структурной сердцевины, при этом цифровое тиснение выполняется плита за плитой, и совмещение трехмерного рельефа поверхности с двумерным декором реализуется посредством применения знаков совмещения и/или одной или более границ плит в качестве реперных знаков.
9. Способ по любому из пп. 1-8, в котором цифровое тиснение включает:
нанесение слоя покрытия на сторону разделительного слоя, обращенную от декоративного слоя,
получение негатива по меньшей мере части трехмерного рельефа поверхности посредством цифровой 3D-печати инструмента для тиснения,
прижатие полученного 3D-печатью инструмента для тиснения к слою покрытия с образованием в нем по меньшей мере части трехмерного рельефа поверхности, и
фиксацию трехмерного рельефа поверхности в слое покрытия.
10. Способ по любому из пп. 1-9, в котором цифровое тиснение включает:
нанесение покрытия с модулированной толщиной на сторону разделительного слоя, обращенную от декоративного слоя, посредством цифровой аддитивной 3D-печати.
11. Способ по любому из пп. 1-10, в котором цифровое тиснение включает:
нанесение слоя покрытия на сторону разделительного слоя, обращенную от декоративного слоя,
нанесение ингибирующего агента в рисунке на слой покрытия, в него или под ним с помощью цифровой печати,
отвердевание слоя покрытия, причем ингибирующий агент ингибирует отвердевание в указанном рисунке, и
удаление не отвердевших частей слоя покрытия.
12. Способ по любому из пп. 1-11, в котором цифровое тиснение включает:
нанесение слоя покрытия на сторону разделительного слоя, обращенную от декоративного слоя,
нанесение отталкивающего покрытие агента в слой покрытия или под ним посредством цифровой печати для создания рисунка в указанном слое покрытия,
отвердевание слоя покрытия, и
удаление отталкивающего покрытие агента.
13. Способ по любому из пп. 1-12, дополнительно включающий:
создание файла трехмерного рельефа поверхности посредством вычисления трехмерного рельефа поверхности на основе определенного типа декора, линейных и ареальных признаков двумерного декора и указанного расстояния, причем указанный файл трехмерного рельефа поверхности определяет приподнятые и/или опущенные области относительно эталонного уровня, причем эталонный уровень совпадает со стороной разделительного слоя, обращенной от декоративного слоя или отделенной от него известным интервалом;
предоставление файла трехмерной текстуры поверхности оборудованию цифрового тиснения, выполняющему цифровое тиснение, причем оборудование цифрового тиснения интерпретирует файл трехмерной текстуры поверхности и выполняет цифровое тиснение в соответствии с файлом трехмерной текстуры поверхности.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ДЛЯ МЕБЕЛИ ИЛИ ПОЛА | 2011 |
|
RU2531813C2 |
| DE 102008051211 A1, 22.04.2010 | |||
| ПОЛЯРИЗАТОР | 1992 |
|
RU2080629C1 |
| EP 2886366 A1, 24.06.2015 | |||
| WO 2020089491 A1, 07.05.2020. | |||

