Изобретение относится к области испытательной техники, в частности к испытаниям изделий космической техники на герметичность, и может найти также применение в таких областях техники, как газовое, атомное машиностроение, авиационная промышленность, где предъявляются повышенные требования к герметичности, долговечности и надежности изделий, работающих под внешним избыточным давлением, например отсеков и пневмогидравлических систем космических аппаратов.
Известен способ определения герметичности изделий, работающих под внешним давлением, заключающийся в том, что вакуумируют внутреннюю полость изделия через испытательную систему до установившегося давления в изделии и испытательной системе, прекращают вакуумирование, а величину негерметичности изделия (газового потока, поступающего в изделие из окружающей атмосферы) определяют по повышению давления за определенный промежуток времени («Технология сборки и испытаний космических аппаратов». Под общей редакцией проф. И.Т. Белякова и проф. И.А. Зернова. - М.: Машиностроение, 1990 г., стр.167-168).
Недостатки способа заключаются в том, что при его использовании не учитывается собственная негерметичность испытательной системы, которая суммируется с негерметичностью изделия, ухудшая точность измерения негерметичности последнего.
Наиболее близким по технической сущности к предлагаемому способу является способ определения герметичности изделий, работающих под внешним давлением, заключающийся в том, что вакуумируют средствами вакуумирования внутреннюю полость изделия через испытательную систему до установившегося равновесного давления в изделии и испытательной системе, отсоединяют изделие от испытательной системы, продолжая вакуумировать испытательную систему средствами вакуумирования, измеряют первое установившееся равновесное давление в испытательной системе, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы, подсоединяют к испытательной системе калиброванную течь, измеряют установившееся равновесное давление в испытательной системе, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы и потока газа от калиброванной течи, отсоединяют от испытательной системы калиброванную течь, соединяют изделие с испытательной системой и измеряют установившееся равновесное давление, соответствующее поступлению в испытательную систему потока от негерметичности изделия и собственного потока газоотделения и натекания испытательной системы, отсоединяют изделие от испытательной системы и измеряют второе установившееся равновесное давление, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы, определяют величину негерметичности изделия на основании величины потока газа от калиброванной течи, разности установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы совместно с потоком газа от калиброванной течи, и первого установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы, а также разности установившегося равновесного давления в испытательной системе, соответствующего собственному потоку газоотделения и натекания испытательной системы совместно с потоком от негерметичности изделия, и второго установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы (патент РФ №2457454, МПК G01M 3/00 (2006.01), 27.07.2012).
Данный способ определения герметичности изделий, работающих под внешним давлением, принят авторами за прототип.
Недостаток прототипа заключается в том, что он не позволяет учитывать влияние на результат определения герметичности изделия охлаждаемых вакуумных ловушек в случае их использования для вакуумирования внутренней полости изделия. Использование охлаждаемых вакуумных ловушек позволяет эффективно вымораживать и тем самым удалять пары масел, растворителей и воды, поступающие с поверхностей внутренних полостей изделий. При этом измеряемая величина газового потока, поступающего из внутренних полостей изделий, снижается и приближается к значению потока компонентов атмосферного воздуха - азота и кислорода, поступающего через сквозные дефекты изделия и характеризующего герметичность изделия, работающего под внешним давлением.
Задачей предлагаемого изобретения является повышение точности определения герметичности изделий, работающих под внешним давлением.
Техническим результатом изобретения является повышение качества испытаний за счет увеличения точности определения герметичности изделий, повышения надежности и долговечности изделий при эксплуатации.
Технический результат достигается тем, что в предлагаемом способе определения герметичности изделий, работающих под внешним давлением, вакуумируют средствами вакуумирования внутреннюю полость изделия через испытательную систему до установившегося равновесного давления в изделии и испытательной системе, отсоединяют изделие от испытательной системы, продолжая вакуумировать испытательную систему средствами вакуумирования, измеряют первое установившееся равновесное давление в испытательной системе, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы, подсоединяют к испытательной системе калиброванную течь, измеряют установившееся равновесное давление в испытательной системе, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы и потока газа от калиброванной течи, отсоединяют от испытательной системы калиброванную течь, соединяют изделие с испытательной системой и измеряют установившееся равновесное давление, соответствующее поступлению в испытательную систему потока от негерметичности изделия и собственного потока газоотделения и натекания испытательной системы, отсоединяют изделие от испытательной системы и измеряют второе установившееся равновесное давление, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы, определяют величину негерметичности изделия на основании величины потока газа от калиброванной течи, разности установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы совместно с потоком газа от калиброванной течи, и первого установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы, а также разности установившегося равновесного давления в испытательной системе, соответствующего собственному потоку газоотделения и натекания испытательной системы совместно с потоком от негерметичности изделия, и второго установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы, после вакуумирования средствами вакуумирования внутренней полости изделия через испытательную систему до установившегося равновесного давления в изделии и испытательной системе и отсоединения изделия от испытательной системы, при температуре охлаждаемой ловушки средств вакуумирования, равной температуре на рабочем месте, отсоединяют от средств вакуумирования сообщающийся с калиброванной течью участок испытательной системы известного объема, причем калиброванную течь подсоединяют к участку испытательной системы известного объема, измеряют поток газа от калиброванной течи по создаваемой им скорости нарастания давления в участке испытательной системы известного объема, отсоединяют калиброванную течь от участка испытательной системы известного объема, после чего подсоединяют к средствам вакуумирования участок испытательной системы известного объема и захолаживают охлаждаемую ловушку средств вакуумирования, при этом измерения всех установившихся равновесных давлений, подсоединение и отсоединение калиброванной течи и изделия осуществляют после захолаживания охлаждаемой ловушки средств вакуумирования.
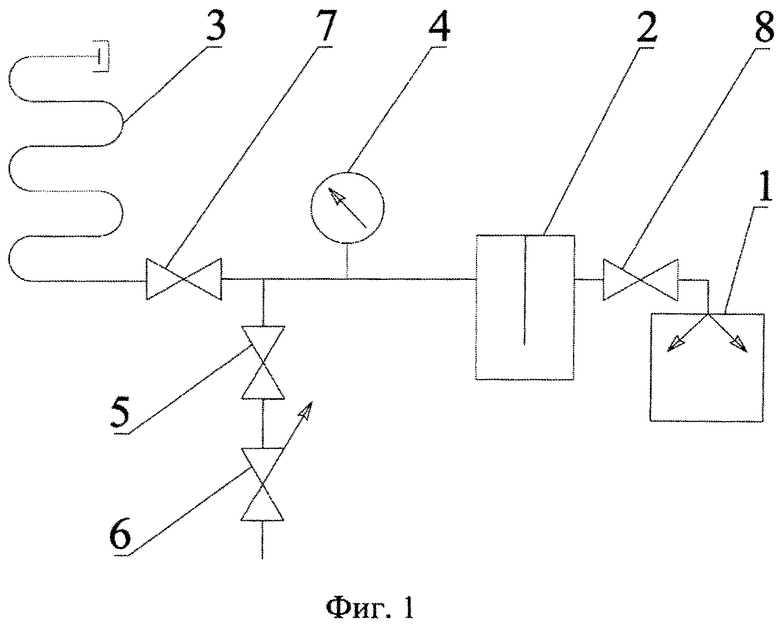
Сущность изобретения поясняется чертежом (фиг.1), на котором представлено устройство для осуществления предложенного способа.
На фиг.1 показаны: 1 - высоковакуумный турбомолекулярный насос, 2 - азотная ловушка, 3 - изделие, 4 - вакуумметр (высоковакуумный ионизационный вакуумметр), 5, 7, 8 - вакуумные клапаны, 6 - калиброванная течь.
Предлагаемый способ определения герметичности изделий, работающих под внешним давлением, осуществляется следующим образом.
Включают средства вакуумирования, в состав которых входит охлаждаемая ловушка (например, высоковакуумный турбомолекулярный насос 1 с подключенной к его входу азотной ловушкой 2), открывают вакуумный клапан 7 и вакуумируют высоковакуумным турбомолекулярным насосом 1 внутреннюю полость изделия 3 через испытательную систему до установившегося равновесного давления в изделии и испытательной системе. Давление (разрежение) измеряют при помощи вакуумметра 4, в качестве которого может быть использован, например, высоковакуумный ионизационный вакуумметр. Под установившимся равновесным давлением может пониматься, например, давление, которое в процессе вакуумирования не меняет свое значение в течение 10-15 мин более чем на 5%.
Закрывают вакуумный клапан 7 и отсоединяют, таким образом, изделие 3 от испытательной системы. При этом продолжает работать высоковакуумный турбомолекулярный насос 1, вакуумируя испытательную систему.
С целью измерения потока газа от калиброванной течи 6 закрывают вакуумный клапан 8 и тем самым отсоединяют от высоковакуумного турбомолекулярного насоса 1 сообщающийся с калиброванной течью 6 участок испытательной системы известного объема, а именно применительно к фиг.1, внутренний объем азотной ловушки 2. Температура азотной ловушки 2 равна при этом температуре на рабочем месте, т.е. температуре воздуха в производственном помещении (например, 22-24°C, т.е. оптимальной температуре воздуха в производственном помещении для работ категории 1a, к которым относятся работы с интенсивностью энергозатрат до 120 ккал/ч (до 139 Вт), производимые сидя и сопровождающиеся незначительным физическим напряжением, в том числе работы по испытаниям изделий на герметичность (см. «Санитарные правила и нормы. 2.2.4. Физические факторы производственной среды. Гигиенические требования к микроклимату производственных помещений. СанПиН 2.2.4.548-96»)). Необходимость в измерении потока газа от калиброванной течи 6 при температуре на рабочем месте вызвана тем, что требования к герметичности изделий задаются для комнатной температуры. Если же измерение потока газа от калиброванной течи 6 производится при захоложенной охлаждаемой ловушке средств вакуумирования (например, при азотной ловушке 2, залитой жидким азотом), то понижается температура газа, откачиваемого средствами вакуумирования, соответственно, понижается величина давления в испытательной системе, и, как следствие, занижается значение потока газа через калиброванную течь 6, что вносит систематическую ошибку в результаты определения герметичности изделий.
Открывая вакуумный клапан 5, подсоединяют калиброванную течь 6 к участку испытательной системы известного объема, т.е. к внутреннему объему азотной ловушки 2.
По показаниям вакуумметра 4 измеряют скорость нарастания давления в азотной ловушке 2. С учетом измеренной скорости нарастания давления вычисляют значение потока газа от калиброванной течи 6.
По завершении вышеописанного измерения потока газа от калиброванной течи 6 закрывают вакуумный клапан 5 и тем самым отсоединяют калиброванную течь 6 от азотной ловушки 2.
Открывают вакуумный клапан 8 и этим подсоединяют азотную ловушку 2 к высоковакуумному турбомолекулярному насосу 1.
Захолаживают охлаждаемую ловушку - заливают в азотную ловушку 2 жидкий азот (температура кипения 77,4 К (-195,75°C)).
Вакуумируют испытательную систему высоковакуумным турбомолекулярным насосом 1 до достижения первого установившегося равновесного давления в испытательной системе, измеряемого при помощи вакуумметра 4 и соответствующего поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы.
Открывают вакуумный клапан 5 и тем самым подсоединяют к испытательной системе калиброванную течь 6. При этом давление по вакуумметру 4 возрастает, поскольку в испытательную систему начинает дополнительно поступать поток газа от калиброванной течи 6.
Измеряют по вакуумметру 4 установившееся равновесное давление в испытательной системе, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы и потока газа от калиброванной течи 6.
Закрывают вакуумный клапан 5 и тем самым отсоединяют от испытательной системы калиброванную течь 6.
Открывая вакуумный клапан 7, соединяют изделие 3 с испытательной системой и измеряют установившееся равновесное давление, соответствующее поступлению в испытательную систему потока от негерметичности изделия 3 и собственного потока газоотделения и натекания испытательной системы. При вакуумировании изделия 3 высоковакуумным турбомолекулярным насосом 1 с захоложенной азотной ловушкой 2 на обращенных в вакуум поверхностях азотной ловушки 2 вымораживаются пары масел, растворителей и воды, поступающие с поверхности внутренней полости изделия 3. При этом эти пары масел, растворителей и воды эффективно удаляются с поверхности внутренней полости изделия 3, за счет этого уменьшается величина потока, поступающего из внутренней полости изделия 3, а давление по вакуумметру 4 понижается и приближается к суммарному давлению низкокипящих газов - компонентов атмосферного воздуха - азота и кислорода, поступающих через течи изделия 3.
Закрывают вакуумный клапан 7 и тем самым отсоединяют изделие 3 от испытательной системы, и измеряют второе установившееся равновесное давление, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы,
Определяют величину негерметичности изделия 3 на основании значения потока газа от калиброванной течи 6, разности установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы совместно с потоком газа от калиброванной течи 6, и первого установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы, а также разности установившегося равновесного давления в испытательной системе, соответствующего собственному потоку газоотделения и натекания испытательной системы совместно с потоком от негерметичности изделия 3, и второго установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы.
Изложенный подход к определению герметичности испытываемого изделия позволяет получить значение фактической герметичности изделия, соответствующей температуре на рабочем месте, т.е. температуре воздуха в производственном помещении.
В предлагаемом способе повышается точность определения герметичности изделий, работающих под внешним давлением, за счет устранения систематической ошибки, связанной с проведением калибровки течи при пониженной температуре охлаждаемой ловушки средств вакуумирования и выражающейся в занижении значения герметичности изделия.
Использование предлагаемого способа позволяет за счет увеличения точности определения герметичности изделий повысить качество испытаний и, как следствие, повысить надежность и долговечность изделий в эксплуатации.
Способ достаточно прост в реализации и не требует дополнительных средств на доработку существующего испытательного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения негерметичности изделий, работающих под внешним давлением и внутренним избыточным давлением | 2019 |
|
RU2716474C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ, РАБОТАЮЩИХ ПОД ВНЕШНИМ ДАВЛЕНИЕМ | 2011 |
|
RU2457454C1 |
| Способ испытаний изделий на суммарную герметичность в вакуумной камере | 2022 |
|
RU2793600C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 1978 |
|
SU1840701A1 |
| СТЕНД ДЛЯ ЗАПРАВКИ АММИАКОМ И СПОСОБ ЗАПРАВКИ АММИАКОМ АКТИВНОЙ ДВУХФАЗНОЙ СИСТЕМЫ ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКИХ АППАРАТОВ | 2001 |
|
RU2200307C2 |
| СПОСОБ ИСПЫТАНИЙ НА ГЕРМЕТИЧНОСТЬ ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА, СНАБЖЕННОЙ ГИДРОПНЕВМАТИЧЕСКИМ КОМПЕНСАТОРОМ С ОГРАНИЧИТЕЛЬНОЙ РЕШЕТКОЙ ЖИДКОСТНОЙ ПОЛОСТИ | 2013 |
|
RU2556283C2 |
| Высоковакуумная система промышленных и лабораторных установок | 2022 |
|
RU2789162C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2015 |
|
RU2589941C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБЪЁМОВ ЗАМКНУТЫХ ПОЛОСТЕЙ | 2018 |
|
RU2680159C9 |
| Способ контроля герметичности изделий, работающих под внешним давлением | 1985 |
|
SU1837178A1 |
Изобретение относится к области исследования устройств на герметичность и может быть использовано для определения герметичности работающих под внешним давлением изделий, в частности изделий космической техники. Сущность: вакуумируют внутреннюю полость изделия через испытательную систему до установившегося равновесного давления в изделии и испытательной системе. Отсоединяют изделие от испытательной системы, продолжая вакуумировать испытательную систему. Измеряют первое установившееся равновесное давление в испытательной системе, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы. Подсоединяют к испытательной системе калиброванную течь. Измеряют установившееся равновесное давление в испытательной системе, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы и потока газа от калиброванной течи. Отсоединяют от испытательной системы калиброванную течь. Соединяют изделие с испытательной системой. Измеряют установившееся равновесное давление, соответствующее поступлению в испытательную систему потока от негерметичности изделия и собственного потока газоотделения и натекания испытательной системы. Отсоединяют изделие от испытательной системы. Измеряют второе установившееся равновесное давление, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы. Определяют величину негерметичности изделия на основании величины потока газа от калиброванной течи и величин упомянутых давлений. При этом после вакуумирования внутренней полости изделия через испытательную систему до установившегося равновесного давления в изделии и испытательной системе и отсоединения изделия от испытательной системы отсоединяют от средств вакуумирования сообщающийся с калиброванной течью участок испытательной системы известного объема. Причем калиброванную течь подсоединяют к участку испытательной системы известного объема. Измеряют поток газа от калиброванной течи по создаваемой им скорости нарастания давления в участке испытательной системы известного объема. Отсоединяют калиброванную течь от участка испытательной системы известного объема. После этого подсоединяют к средствам вакуумирования участок испытательной системы известного объема и захолаживают охлаждаемую ловушку средств вакуумирования. При этом измерения всех установившихся равновесных давлений, подсоединение и отсоединение калиброванной течи и изделия осуществляют после захолаживания охлаждаемой ловушки средств вакуумирования. Причем температура охлаждаемой ловушки средств вакуумирования должна быть равной температуре на рабочем месте. Технический результат: повышение точности определения герметичности изделий, повышение долговечности изделий при эксплуатации. 1 ил.
Способ определения герметичности изделий, работающих под внешним давлением, заключающийся в том, что вакуумируют средствами вакуумирования внутреннюю полость изделия через испытательную систему до установившегося равновесного давления в изделии и испытательной системе, отсоединяют изделие от испытательной системы, продолжая вакуумировать испытательную систему средствами вакуумирования, измеряют первое установившееся равновесное давление в испытательной системе, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы, подсоединяют к испытательной системе калиброванную течь, измеряют установившееся равновесное давление в испытательной системе, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы и потока газа от калиброванной течи, отсоединяют от испытательной системы калиброванную течь, соединяют изделие с испытательной системой и измеряют установившееся равновесное давление, соответствующее поступлению в испытательную систему потока от негерметичности изделия и собственного потока газоотделения и натекания испытательной системы, отсоединяют изделие от испытательной системы и измеряют второе установившееся равновесное давление, соответствующее поступлению в испытательную систему собственного потока газоотделения и натекания испытательной системы, определяют величину негерметичности изделия на основании величины потока газа от калиброванной течи, разности установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы совместно с потоком газа от калиброванной течи, и первого установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы, а также разности установившегося равновесного давления в испытательной системе, соответствующего собственному потоку газоотделения и натекания испытательной системы совместно с потоком от негерметичности изделия, и второго установившегося равновесного давления, соответствующего собственному потоку газоотделения и натекания испытательной системы, отличающийся тем, что после вакуумирования средствами вакуумирования внутренней полости изделия через испытательную систему до установившегося равновесного давления в изделии и испытательной системе и отсоединения изделия от испытательной системы при температуре охлаждаемой ловушки средств вакуумирования, равной температуре на рабочем месте, отсоединяют от средств вакуумирования сообщающийся с калиброванной течью участок испытательной системы известного объема, причем калиброванную течь подсоединяют к участку испытательной системы известного объема, измеряют поток газа от калиброванной течи по создаваемой им скорости нарастания давления в участке испытательной системы известного объема, отсоединяют калиброванную течь от участка испытательной системы известного объема, после чего подсоединяют к средствам вакуумирования участок испытательной системы известного объема и захолаживают охлаждаемую ловушку средств вакуумирования, при этом измерения всех установившихся равновесных давлений, подсоединение и отсоединение калиброванной течи и изделия осуществляют после захолаживания охлаждаемой ловушки средств вакуумирования.
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ, РАБОТАЮЩИХ ПОД ВНЕШНИМ ДАВЛЕНИЕМ | 2011 |
|
RU2457454C1 |
| И.Т.БЕЛЯКОВ, И.А.ЗЕРНОВ | |||
| Технология сборки и испытаний космических аппаратов | |||
| - М.: Машиностроение, 1990, стр.168-169 | |||
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2001 |
|
RU2213945C2 |

