Изобретение относится к боеприпасам для стрелкового оружия - для автоматов, пулеметов, снайперских винтовок, и к малокалиберным артиллерийским боеприпасам. К оружию предъявляется одно требование - надо, чтобы затвор открывался после полного падения давления в стволе. То есть изобретение ограничено пригодно для пистолетов и пистолет-пулеметов.
Известен патрон с гильзой, см., например, пат. №2438094. Недостатком всех боеприпасов с гильзой является большой вес. Вес гильзы является избыточным, так как она при выстреле раздувается и заклинивается в стволе. Кстати, именно поэтому гильзы, иногда даже пистолетные, делают конусными. Заклинивание происходит потому, что из технологических соображений гильзы делают из сравнительно мягкого материала. Предел упругой деформации материала гильзы меньше такового для материала ствола.
Задача и технический результат изобретения - снижение веса гильзы и придание ей более оптимальной цилиндрической формы.
Для этого гильза делается из материала с большим пределом текучести (то есть с большим пределом упругой деформации), чем таковой для материала ствола.
Гильзы в большинстве случаев делаются немного конусными, чтобы их после выстрела не заклинивало в стволе, потому что гильзы после выстрела раздуваются. А гильзы по технологическим соображениям делаются из более мягкого металла, чем стволы автоматов и орудий. Если же гильзы делать из более упругого металла (или неметалла), то, упруго раздувшись во время выстрела, после выстрела они дадут упругую усадку (уменьшение диаметра), большую, чем упругая «обратная» усадка ствола, который тоже при выстреле раздувается, и поэтому гильзы легко могут быть экстрагированы из ствола. Именно поэтому можно уменьшить конусность гильз или вообще отказаться от нее.
Таким материалом может быть углеродистая сталь, возможно, с термообработкой. Так как тонкостенная гильза остывает очень быстро, то возможно применение так называемых «самозакаливающихся» сталей, которые приобретают нужную упругость при охлаждении на воздухе.
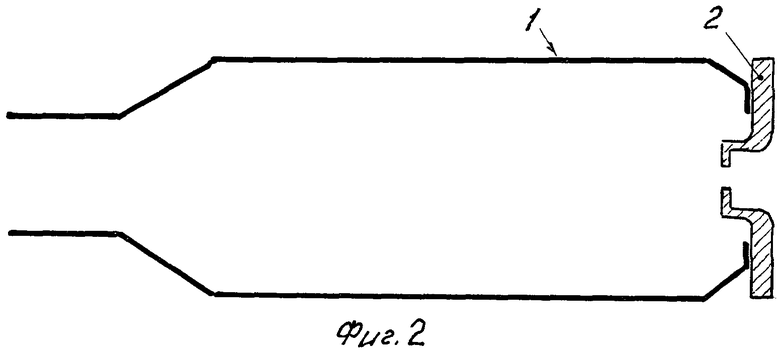
СПОСОБ, ВАРИАНТ 1. Способ изготовления состоит в том, что гильза из цилиндрической трубы в горячем состоянии обкатывается и вальцуется с образованием горловины, экстракционной канавки и донца с отверстием для капсуля. См. фиг. 1.
СПОСОБ, ВАРИАНТ 2. Способ изготовления состоит в том, что гильза из цилиндрической трубы в горячем состоянии обкатывается и вальцуется с образованием горловины, экстракционной канавки и отбортовки, которая приваривается контактной или иной сваркой к донцу из более толстого материала, или же экстракционная канава находится на донце. См. фиг. 2. Причем донце может быть выполнено из другой марки стали.
В этом варианте при непроваре отбортовки к донцу возможно образование свищей. Поэтому для герметичности на место сварки изнутри или снаружи наносится клей или синтетическая смола, после чего, возможно, гильза подогревается до температуры снижения вязкости клея или смолы. Возможно применение анаэробного клея, используемого для заклейки трещин ветровых стекол автомобилей, некоторые его виды очень текучи и легко затекают в мельчайшие щели стекла. Возможно применение светоотверждаемого клея. Требуемое количество клея очень небольшое - менее 0,001 см. куб.
Достоинством указанных гильз является малый вес - в 3-4 раза меньший, чем у классической гильзы. А также цилиндрическая форма гильзы, что позволяет уменьшить ее максимальный диаметр и, более того, сделать ее других пропорций - меньшего диаметра и большей длины. Это позволит в магазин той же длины вместить примерно в полтора раза большее количество патронов. Магазин при этом получится несколько шире, но несколько тоньше - и то, и другое не очень важно.
Следует отметить особенность крепления пули в таких гильзах - так как материал горловины гильзы обладает большой упругостью, то трудно закрепить пулю обжатием горловины гильзы. Желательно заранее делать небольшое сужение в области горловины и впрессовывать пулю в это сужение. Можно с применением микроколичеств клея (нанесение клея «фитильным» способом, то есть за счет капиллярных сил жидкого клея).
ПРИМЕР. Трубчатая цилиндрическая заготовка с толщиной стенки 0,1-0,15 мм нагревается, например, микроволновым излучением, и обкатывается роликами и многороликовыми вальцовками до получения нужной формы. Для образования капсульного гнезда потребуется наличие вращающегося или неподвижного внутреннего подпора.
На экстракционную канавку гильзы с приваренным донцем после приварки наносится, например, пластифицированная эпоксидная или полиэфирная смола с отверждающей композицией. При обычной температуре смола очень вязкая, но при нагреве до 120-150 градусов затекает в любые щели и быстро твердеет. Не следует допускать вспенивания смолы. Некоторые клеи, например, цианоакрилатный, имеют низкую вязкость и в холодном состоянии.
Капсульное гнездо в донце гильзы формуется штамповкой в горячем состоянии или обкаткой.
На фиг. 1 показана гильза 1, изготовленная по первому способу. Она состоит из одной детали.
На фиг. 2 показана гильза 1, изготовленная по второму способу. Она состоит из тонкостенной катаной боковой поверхности 1 и донца 2.
Работает гильза так: прочность донца в обоих случая достаточна для досылки патрона или артиллерийского выстрела в ствол и последующей ее экстракции. При выстреле гильза вместе со стволом раздувается, но после падения давления в стволе она сжимается до исходных размеров и легко экстрактируется. При выстреле сминается или даже частично лопается экстракционная канавка и гнездо для капсуля, но это не помешает экстрактору извлечь гильзу. При наличии больших разрывов возможно использование более толстого донца с образованием, например, обкаткой в горячем состоянии, экстракционной канавки на нем.
Прочности цилиндрической поверхности гильзы достаточно для взаимного давления патронов в магазине или обойме.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЕТАЮЩАЯ ГИЛЬЗА (ВАРИАНТЫ) | 2013 |
|
RU2544039C1 |
| КОМПЛЕКС ВЫСОКОТОЧНОГО ОРУЖИЯ /ВАРИАНТЫ/ | 2014 |
|
RU2557873C1 |
| УНИТАРНЫЙ ПАТРОН СТАРОВЕРОВА | 2010 |
|
RU2438094C1 |
| УСИЛЕННЫЙ ПАТРОН /ВАРИАНТЫ/ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2560230C2 |
| УКОРОЧЕННЫЙ ЗАТВОР (ВАРИАНТЫ) | 2013 |
|
RU2535335C1 |
| ОРУДИЕ СТАРОВЕРОВА (ВАРИАНТЫ) | 2011 |
|
RU2477434C1 |
| МНОГОЭЛЕМЕНТНЫЙ ПАТРОН СТАРОВЕРОВА (ВАРИАНТЫ) | 2011 |
|
RU2462685C1 |
| ГИЛЬЗА ПОВЫШЕННОЙ НАДЁЖНОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545241C1 |
| ПУЛЯ - 3 (ВАРИАНТЫ) | 2017 |
|
RU2658967C1 |
| СПОСОБ ЗАПИРАНИЯ КАНАЛА СТВОЛА И АВТОМАТИЧЕСКОЕ ОРУЖИЕ-6 (ВАРИАНТЫ) | 2013 |
|
RU2558780C2 |
Изобретение относится к боеприпасам для стрелкового оружия, в частности к гильзам. Гильза состоит из стенок и донца. Гильза выполнена из материала с большим пределом текучести, чем таковой для материала ствола. Способ изготовления гильзы заключается в том, что гильза из цилиндрической трубы в горячем состоянии обкатывается и вальцуется с образованием горловины, экстракционной канавки и донца с отверстием для капсюля. В другом варианте способа гильза обкатывается и вальцуется с образованием отбортовки, которая приваривается сваркой к донцу из более толстого материала, или же экстракционная канава находится на донце. Достигается снижение веса гильзы. 3 н. и 2 з.п. ф-лы, 2 ил.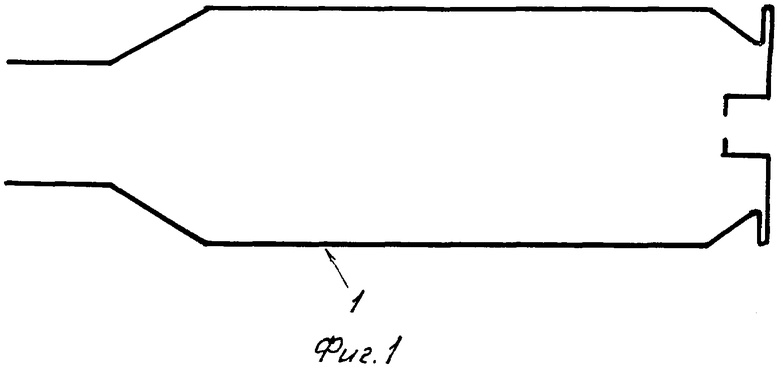
1. Гильза, состоящая из стенок и донца, отличающаяся тем, что выполнена из материала с большим пределом текучести, чем таковой для материала ствола.
2. Гильза по п.1, отличающаяся тем, что материалом гильзы является углеродистая сталь, возможно, с термообработкой.
3. Способ изготовления гильзы по п.1, отличающийся тем, что состоит в том, что гильза из цилиндрической трубы в горячем состоянии обкатывается и вальцуется с образованием горловины, экстракционной канавки и донца с отверстием для капсюля.
4. Способ изготовления гильзы по п.1, отличающийся тем, что гильза из цилиндрической трубы в горячем состоянии обкатывается и вальцуется с образованием горловины, экстракционной канавки и отбортовки, которая приваривается контактной или иной сваркой к донцу из более толстого материала, или же экстракционная канава находится на донце.
5. Способ по п.4, отличающийся тем, что на место сварки изнутри или снаружи наносится клей или синтетическая смола, после чего, возможно, гильза подогревается до температуры снижения вязкости клея или смолы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРОВ ДЛЯ ПАТРОННЫХ ГИЛЬЗ И СООТВЕТСТВУЮЩАЯ КОМПОЗИЦИЯ | 2008 |
|
RU2482432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОНОВ | 2003 |
|
RU2241954C1 |
| US 20070214992 A1, 20.09.2007 | |||
| . | |||

