Предложенное на рассмотрение изобретение относится к светопроводящему конструктивному элементу, в частности к бетонному монтажному блоку в форме камня для кладки стен, для строений и зданий, а также к способу его изготовления в соответствии с ограничительной частью независимых пунктов 1, 2 и 9 формулы изобретения.
Такого рода светопроводящие конструктивные элементы в большом количестве известны из уровня техники, к примеру, из DE 9310500 U1, из WO 03/097954 A1, а также из EP 1305159 A1.
Все светопроводящие конструктивные элементы вышеуказанного уровня техники имеют, однако, существенный недостаток в том, что в бетон заливается большое количество стекловолокна или пучков стекловолокна, которые во время заливки бетона не остаются на своем предусмотренном месте и, при определенных обстоятельствах, повреждаются.
В DE 102007013199 A1 предусмотрен поэтому многослойный комбинированный конструктивный элемент, через многочисленные слои которого из бетона и изоляционного материала проведен жесткий на изгиб светопроводящий корпус, который благодаря своему расположению в нескольких слоях при заливке бетона в литейную форму остается неподвижным, а также стабильным по форме и неповрежденным.
Недостатком является при этом, однако, то, что всегда необходимо наличие нескольких слоев для приемки жесткого на изгиб светопроводящего корпуса, так что весь многослойный комбинированный конструктивный элемент в целом оказывается относительно дорогостоящим в плане работ и затрат по изготовлению.
Задачей предложенного на рассмотрение изобретения является поэтому дальнейшее усовершенствование конструктивного элемента, в частности, бетонного монтажного блока в форме камня для кладки стен для строений и зданий, исходя из DE 102007013199 A1, таким образом, чтобы его изготовление осуществлялось значительно быстрее и было менее затратным.
Для решения поставленной задачи служат признаки независимых пунктов 1 и 7 формулы изобретения, причем предпочтительные варианты усовершенствования изобретения являются предметом зависимых пунктов формулы изобретения.
В основе изобретения лежит идея о том, чтобы фиксировать светопроводящие стержни в соответствии с технической идеей пункта 1 формулы изобретения в несущем мате максимально экономично, с целью обеспечения простого и недорогого монтажа светопроводящего корпуса.
Для этого изобретение предусматривает различные варианты осуществления, которые расцениваются как существенные в плане изобретения.
Согласно первому варианту осуществления изобретения светопроводящие стержни изготавливаются в литьевой форме совместно с осуществленным в виде решетчатого мата светопроводящим корпусом. Это означает, что в форме для литья под давлением литьевая масса состоит из светопроводящего полимерного материала и, в предпочтительном варианте, за один рабочий этап процесса осуществления литья под давлением формируется плоский несущий мат, состоящий из перекрещивающихся и соединенных друг с другом неразъемным образом продольных и поперечных прутков, в местах пересечения которых отлиты под давлением выступающие в перпендикулярном направлении за их пределы светопроводящие стержни.
Таким образом, осуществляется особо простой вариант изготовления цельного блока, так как этот блок на следующем рабочем этапе помещается в литейную форму и, на выбор, сначала снабжается односторонней или двухсторонней изоляцией и/или армированием, а затем заливается отверждающейся заливочной массой, так что на противолежащих друг другу поверхностях изготовленной таким образом пластины лишь теперь становятся видны, соответственно, светопоглощающие или светоизлучающие торцевые стороны светопроводящих стержней.
Таким образом, гарантируется простое и экономичное изготовление расположенных с зазором относительно друг от друга и параллельно друг другу светопроводящих стержней, так как они интегрированы в решетчатый мат.
Для изготовления решетчатого мата имеется несколько возможностей, которые включены в основную идею предложенного на рассмотрение изобретения.
В первом варианте осуществления изобретения предусмотрено, что изготовленный методом литья под давлением решетчатый мат состоит из перекрещивающихся в одной плоскости продольных и поперечных прутков, между которыми имеются отверстия, причем светопроводящие стержни отлиты под давлением в местах пересечения изготовленного таким образом решетчатого мата, и по длине располагаются перпендикулярно плоскости решетчатого мата.
Во втором варианте осуществления изобретения предусмотрено, что решетчатый мат также состоит из перекрещивающихся в одной плоскости продольных и поперечных прутков, причем, однако, светопроводящие стержни отлиты под давлением не в местах пересечения продольных и поперечных прутков, а в отверстиях между перекрещивающимися продольными и поперечными прутками.
В третьем варианте осуществления изобретения предусмотрено, что осуществляется двухступенчатый процесс литья под давлением, в процессе которого сначала, на первом этапе, изготавливается решетчатый корпус или несущий мат, а на втором этапе в выбранных точках (либо в местах пересечения решетчатого мата, либо в отверстиях - изготовленного в предпочтительном варианте не в виде решетчатого каркаса - несущего мата или образующего решетчатый каркас решетчатого мата) отливаются под давлением светопроводящие стержни.
Существенными признаками при этом являются те, что светопроводящий корпус выполнен из светопроводящего строительного материала (к примеру, из полимерного материала РММА или стекла) в виде самонесущего двухмерного (2D) или трехмерного (3D) решетчатого корпуса из прутков с толщиной/диаметром более или равным 1 мм, причем самонесущий двухмерный (2D) или трехмерный (3D) решетчатый корпус имеет примерно равные или лишь незначительно меньшие ширину B, или длину L, или габариты горизонтальной проекции B×L, или общие внешние габариты B×L×H, чем сама литейная форма, в которой был изготовлен светопроводящий конструктивный элемент.
В соответствии с этим, предлагается формованный корпус с залитыми в него светопроводящими стержнями. Формованный корпус может выполняться в виде панели для отделки фасада, кирпича для каменной кладки или в виде панели для внутренней отделки.
Поскольку отказываются от наливной изоляции, несущий мат со сформированными на нем светопроводящими стержнями заливается отверждающейся заливочной массой. В этом случае имеется лишь несущий слой. Однако если во время изготовления на несущий мат помещается расположенная с внутренней стороны изоляция (с одной стороны или с двух сторон), то такого рода изоляция именуется облицовочным слоем.
Предпочтительно облицовочный слой и/или несущий слой состоят из деревянных композитных материалов, минеральных литьевых материалов, полимер-бетона, глины, извести, гипса, суглинка, полимерных материалов и аналогичных отверждающихся материалов.
Далее, в качестве возможного примера осуществления изобретения, описывается вариант, когда несущий слой (далее обозначенный также как «матрица») состоит из вспененного полимерного материала и, тем самым, панели для внутренней отделки могут быть изготовлены благоприятным образом.
В данном случае предпочтительно матрица состоит из полимерного материала с плотностью менее 2000 кг/м3.
За счет расположения светопроводящих стержней в формованном корпусе свет от источника света может быть проведен с одной стороны формованного корпуса на любую другую боковую поверхность. В предпочтительном варианте светопроводящие стержни располагаются, в основном, параллельно, и концы входят в две противолежащие, в основном, параллельные поверхности или выходят из них. В предпочтительном варианте формованные корпуса выполнены квадратными и имеют толщину в пределах от 10 до 600 мм. Через светопроводящие стержни свет может проводиться с одной стороны на другую сторону панелей. Благодаря расположению светопроводящих стержней также могут формироваться различные узоры.
Количество светопроводящих стержней регулируется в зависимости от желаемой цели использования. Оно зависит, в основном, от коэффициента светопропускания стержней и от перекрытого выходящими светопроводящими стержнями поперечного сечения. Как правило, используются от 5 до 90 объемных процентов, в частности, от 5 до 50 объемных процентов, светопроводящих стержней по отношению к формованному корпусу.
В качестве светопроводящих стержней в процессе осуществления способа литья под давлением рассматриваются пригодные к переработке полимерные материалы из специальных органических полимеров, к примеру, из полиметакрилата, поликарбоната или полистирола. Коэффициенты затухания в видимых и ближних инфракрасных зонах спектра очень невелики и составляют, к примеру, менее 3 дБ/км при длине волны 850 нм.
Осуществленный в виде светопроводящего стержня световод может быть образован также из различных материалов. В этом случае он имеет сердцевину с большим на 1-2% показателем преломления, чем материал оболочки.
В соответствии с изобретением матрица формованного корпуса состоит из полимерного материала с плотностью менее 2000 кг/м3, предпочтительно менее 1200 кг/м3. В силу своего небольшого веса они пригодны, в частности, для подвешиваемых панелей. В особо предпочтительном варианте матрица формируется, однако, из полимерного вспененного материала. Благодаря этому не только снижается вес формованного корпуса, но и одновременно существенно улучшаются звуко- и теплоизоляционные свойства. Значение плотности полимерного вспененного материала лежит предпочтительно в интервале от 10 до 200 г/л, особо предпочтительно в интервале от 15 до 100 г/л.
Полимерный вспененный материал может быть образован из вспененного материала с твердыми» частицами, в частности, из поддающегося расширению полистирола (EPS) или полиолефиновых вспененных материалов с твердыми частицами, к примеру, из поддающегося расширению полипропилена (ЕРР).
Преимуществом является при этом то, что самонесущий двухмерный (2D) или трехмерный (3D) решетчатый корпус - или в целом: несущий мат - сам, без применения дополнительных вспомогательных средств, во время заливки литейной формы заливочным строительным материалом с фиксацией по месту прилегает, по меньшей мере, к одной внутренней стенке литейной формы или примыкает к ней и, тем самым, в процессе заливки заливочного строительного материала самостоятельно удерживается в литейной форме, в основном, в своем первоначальном положении при помещении в литейную форму.
Самонесущий двухмерный (2D) или трехмерный (3D) решетчатый корпус или несущий мат с такими же или лишь незначительно меньшими, чем у литейной формы, размерами горизонтальной проекции укладывается, к примеру, на дно литейной формы, так что контактирует лишь с дном литейной формы. Затем отверждающаяся заливочная масса в форме заливочного строительного материала (к примеру, бетона) заливается сверху в литейную форму, так что самонесущий двухмерный (2D) или трехмерный (3D) решетчатый корпус, хоть и остается стабильным сам по себе, однако, незначительно смещается в направлении внутренней боковой стенки литейной формы и там с фиксацией по месту прилегает к ней. Естественно, что самонесущий двумерный (2D) или трехмерный (3D) решетчатый корпус может сместиться и в угол литейной формы, так что будет неподвижно прилегать к двум граничащим друг с другом внутренним боковым стенкам.
В частности, из одной или нескольких внешних поверхностей самонесущего двухмерного или трехмерного решетчатого корпуса или несущего мата выступают жесткие на изгиб светопроводящие стержни с толщиной/диаметром более 1 мм, которые затем могут опираться на внутренние боковые стенки литейной формы. Эти жесткие на изгиб светопроводящие стержни изготовлены в предпочтительном варианте за один рабочий этап совместно с двухмерным (2D) или трехмерным (3D) решетчатым корпусом, к примеру, посредством литья под давлением светопроводящего полимерного материала (РММА) или стекла.
Форма и поперечное сечение самонесущего двухмерного (2D) или трехмерного (3D) решетчатого корпуса, светопроводящие продольные и поперечные прутки которого, а также выступающие наружу, жесткие на изгиб светопроводящие стержни, могут быть абсолютно любыми, причем предпочтительной будет круглая или овальная, или многоугольная форма поперечного сечения прутков и стержней самонесущего двухмерного (2D) или трехмерного (3D) решетчатого корпуса.
Далее предпочтительно выступающие за пределы самонесущего двухмерного (2D) или трехмерного (3D) решетчатого корпуса, жесткие на изгиб светопроводящие стержни располагаются в местах пересечения прутков самонесущего двухмерного (2D) или трехмерного (3D) решетчатого корпуса и в предпочтительном варианте перпендикулярно ему, однако, также могут располагаться под любым углом, отличным от 90°, в частности под углом ±45°. Это предполагает дальнейшее преимущество оптимального отклонения светового потока и оптимальной освещенности для свободно выбираемой световой графики на внешней стороне готового светопроводящего конструктивного элемента в соответствии с изобретением.
Затем эти самонесущие двухмерные (2D) или трехмерные (3D) решетчатые корпуса могут в вертикальном и/или в горизонтальном направлении механически стабильно соединяться друг с другом, прежде чем они будут залиты в литейной форме заливочным материалом, причем после соединения самонесущие двухмерные (2D) или трехмерные (3D) решетчатые корпуса пропускают далее или не пропускают далее свет между собой, в зависимости от варианта применения.
Затем, после отверждения заливочного строительного материала, необработанный конструктивный элемент вынимается из литейной формы и, по меньшей мере, на некоторых своих поверхностях обрабатывается таким образом, что светопроводящие продольные и/или поперечные прутки самонесущего двухмерного (2D) или трехмерного (3D) решетчатого корпуса, и/или выступающие за его пределы наружу, жесткие на изгиб светопроводящие стержни снаружи становятся видны на готовом конструктивном элементе. Такой обработкой поверхности может являться механическое шлифование, обработка в пескоструйных или водоструйных установках, или химическое травление, либо комбинация данных методов.
В принципе, речь идет о том, что светопроводящий мат или несущий мат изготавливается посредством метода литья под давлением, и этот светопроводящий мат затем помещается в литейную форму, которая заливается заливочным материалом (к примеру, бетоном), так что весь решетчатый каркас светопроводящего мата оказывается окружен заливочным строительным материалом.
Таким образом, светопроводящий мат оказывается помещенным в заливочный материал, и после заливки литейной формы отверждает эту заливочную массу.
Затем изготовленный таким образом корпус решетчатого каркаса вынимается и шлифуется, чтобы, таким образом, сформировать поверхности, пригодные для прохождения света.
Имеются различные варианты изготовления (заделка светодиодов, звездообразное подсоединение светодиодов, присоединение светодиодов со стороны днища) или различные варианты осуществления светопроводящих стержней и соединительных перемычек.
Предпочтительный способ в соответствии с изобретением функционирует следующим образом.
При таком способе мат РММА изготавливается посредством метода литья под давлением. Машина для литья под давлением имеет две противолежащие друг другу полуформы, которые образуют между собой разделяющую плоскость. В противолежащих друг другу формовочных вставках (на стороне распылителя и на стороне выталкивателя) установлены соответствующие формы для литья под давлением, выполненные симметричными друг другу. При геометрическом замыкании обеих полуформ, за один рабочий проход, отливаются центральный несущий мат или решетчатый мат и одновременно расположенные перпендикулярно плоскости несущего или решетчатого мата светопроводящие стержни.
В другом варианте осуществления изобретения снабженный отверстиями несущий мат (или решетчатый мат) помещается в разделительную плоскость между еще открытыми полуформами. После геометрического замыкания в отверстиях несущего или решетчатого мата под давлением отливаются только светопроводящие прутки. Преимуществом последнего способа является то, что можно выбирать материал решетчатого или несущего мата, отличный от материала светопроводящих стержней и благодаря этому использовать также гибкие решетчатые или несущие маты, на которых затем под давлением отливаются светопроводящие стержни.
Он помещается в опалубку с высотой 3,5 см и посредством метода заводнения бетонируется или заливается другими материалами.
Посредством светопроводящего мата, а это прутки высотой 35 мм, которые соединены посредством поперечного прутка, гарантируется, что они всегда могут быть осуществлены прямыми и в том же растре.
Укладка или вставка каркасов или светопроводящих матов тем способом, который был известен ранее, не является более необходимой, так как эта решетка сама по себе стабильна и фиксирована.
Производятся светопроницаемые панели, которые более не режутся.
Эти панели только лишь подвергаются обработке их поверхностей. Минимальный размер продукции составляет 0,5 м2, максимальный размер может изменяться.
Диаметр видимой поверхности РММА переменный и составляет от 1 мм до любого желаемого значения. Высота прутков РММА также переменна. Высота не ограничена.
Эти отдельные решетки РММА, в случае необходимости, соединяются в большую поверхность посредством специальных крючков, чтобы на большей поверхности не были видны стыки.
Поперечные прутки по высоте также могут быть переменными. Это имеет значение при использовании специальных высоких решеток.
Ранее было заявлено, что предпочтительным является предусмотреть решетчатый мат из перекрещивающихся продольных и поперечных прутков, причем на том же или на последующем рабочем этапе осуществления способа литья под давлением отливаются выступающие за его пределы в перпендикулярном направлении светопроводящие стержни.
В другом варианте осуществления изобретения может быть предусмотрено, что продольные и поперечные прутки лежат не в одной и той же плоскости, а в двух различных плоскостях. Тем самым, к примеру, проходящие в продольном направлении продольные прутки располагались бы сверху проложенных перпендикулярно им поперечных прутков, а соединительные поверхности между перекрещивающимися продольными и поперечными прутками располагались бы тогда, соответственно, на нижней стороне продольного прутка или на верхней стороне поперечного прутка.
Разумеется, возможны и другие варианты осуществления изобретения, при которых продольные прутки располагаются над поперечными прутками в двух различных плоскостях.
В следующем варианте осуществления изобретения предусмотрено, что имеется несущий мат, который состоит из полимерного материала.
Под термином «несущий мат» понимаются все плоскостные элементы из полимерного материала, которые должны быть гибкими или не гибкими.
Следовательно, изобретение включает в себя гибкие и не гибкие несущие маты, причем для упрощения описания в дальнейшем речь идет лишь о гибком несущем мате.
Такой гибкий несущий мат состоит, к примеру, из полиуретанового вспененного материала, каучукового материала или другого эластомерного материала.
В соответствии с изобретением в этом несущем мате предусмотрено большое количество выполненных в форме растра отверстий, которые в предпочтительном варианте выполнены в виде круглых сквозных отверстий. Однако этим изобретение не ограничено. Могут иметь место любые по форме отверстия, к примеру, также прямоугольные или квадратные сквозные отверстия.
Важным является то, что такой несущий мат помещается в литейную форму, и светопроводящие стержни из упомянутого ранее светопроводящего полимерного материала отливаются под давлением в сквозные отверстия несущего мата.
Тем самым, несущий мат является лишь удерживающей матрицей для установки отлитых посредством метода литья под давлением светопроводящих стержней, причем нет необходимости в том, чтобы все светопроводящие стержни проходили через все сквозные отверстия.
Достаточно располагать светопроводящие стержни на определенном расстоянии друг от друга рядами в продольном и поперечном направлениях в отверстиях несущего мата и оставлять между ними такие же или сформированные иным образом отверстия, чтобы в дальнейшем при установке законченных несущих матов с отлитыми на них светопроводящими стержнями обеспечить проникновение отверждающейся заливочной массы через отверстия в несущий мат и, таким образом, хорошо зафиксировать несущий мат в отверждающейся заливочной массе.
Если используется - как было описано ранее - гибкий несущий мат, то, во-первых, возможно изготавливать также и изогнутые пластинчатые светопроводящие панели, так как при использовании предложенной технической идеи могут быть изготовлены не только прямые - проходящие в одной плоскости - пластинчатые элементы, но и изогнутые в двух или в трех плоскостях пространственные элементы.
Снабженный светопроводящими стержнями несущий мат может быть изогнут в соответствии с любой формой, причем на основании последующих примеров осуществления изобретения исходят из круглой формы, так что, таким образом, могут быть изготовлены полые элементы в форме втулки, у которых светопроводящие стержни своими светопоглощающими торцевыми сторонами направлены радиально внутрь, а противолежащие торцевые стороны соответствующего светопроводящего стержня ориентированы радиально наружу.
Такими имеющими форму втулок светопроводящими корпусами могут быть окружены, таким образом, колонны и другие круговые элементы внутренней и внешней отделки зданий, которые создают в этом случае одноразовый объемный след, так как светопроводящие прутки могут освещаться, к примеру, от расположенного внутри скрытого источника света и испускают свет радиально наружу.
В дальнейшем изобретение в качестве примера описывается более детально на основании фигур, на которых представлено:
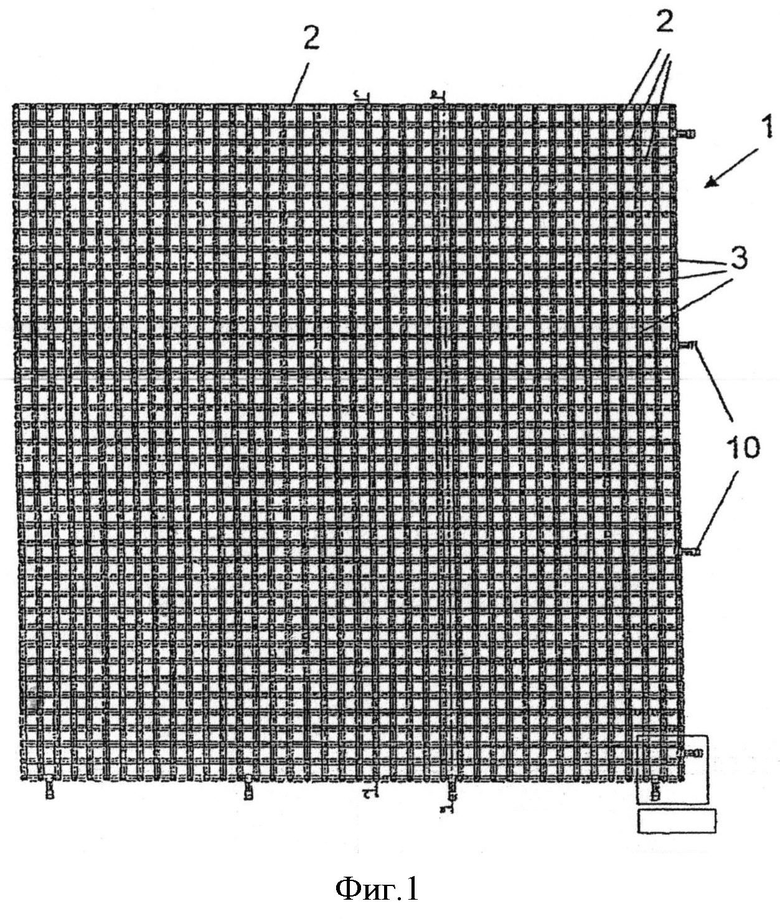
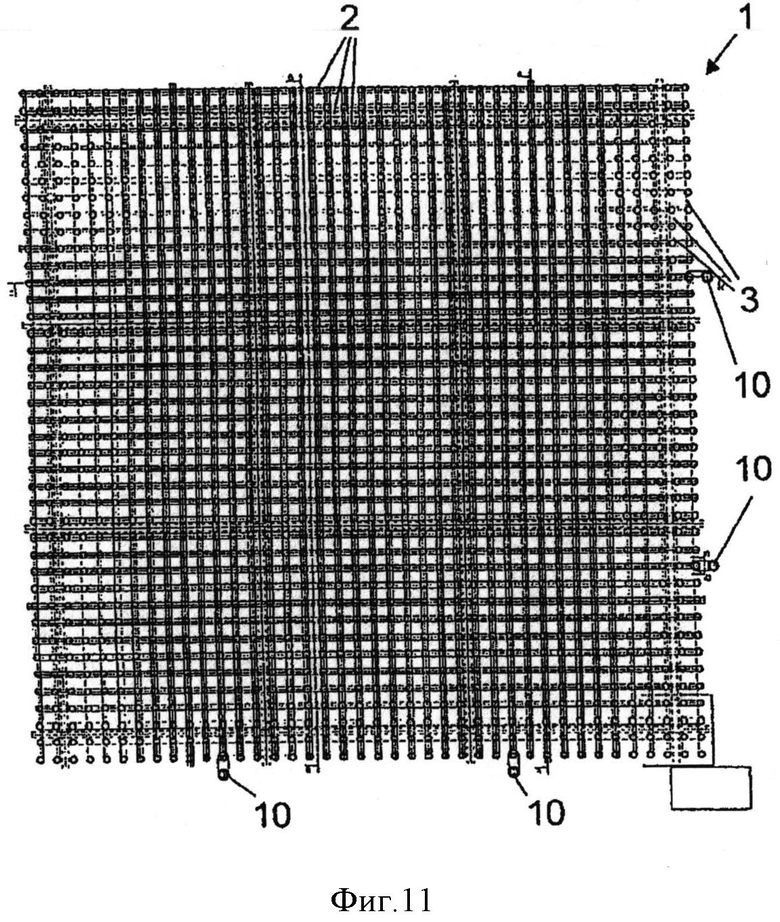
фиг.1 - вид сверху самонесущего двухмерного (2D) решетчатого корпуса в соответствии с изобретением, с выступающими под 90° вверх и вниз светопроводящими стержнями;
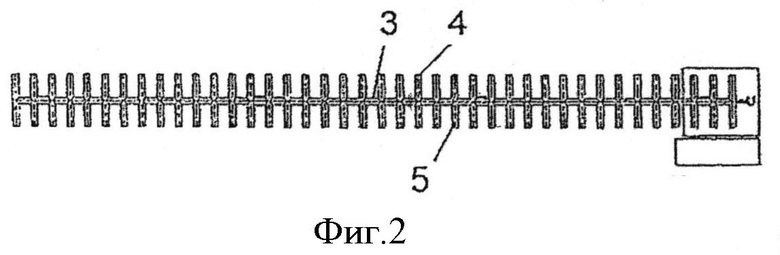
фиг.2 - вид спереди фиг 1;
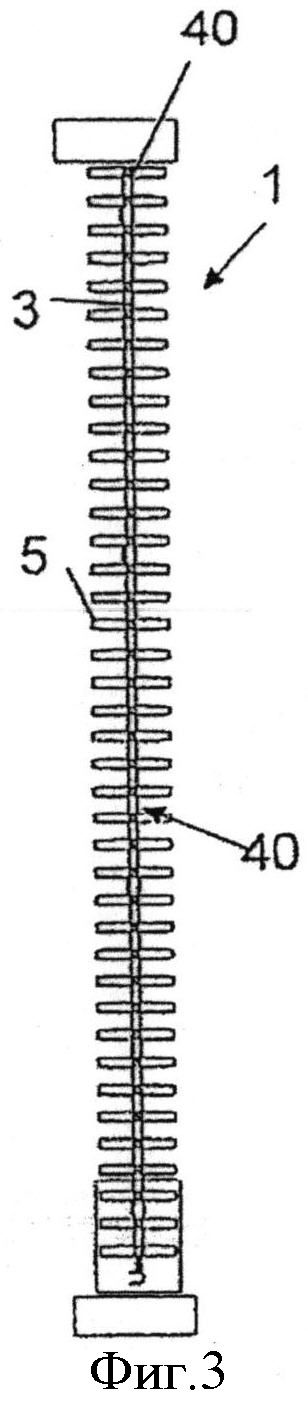
фиг.3 - разрез по стрелке D-D с фиг.1 вдоль проходящих в продольном направлении и в направлении ширины прутков самонесущего двумерного (2D) решетчатого корпуса;
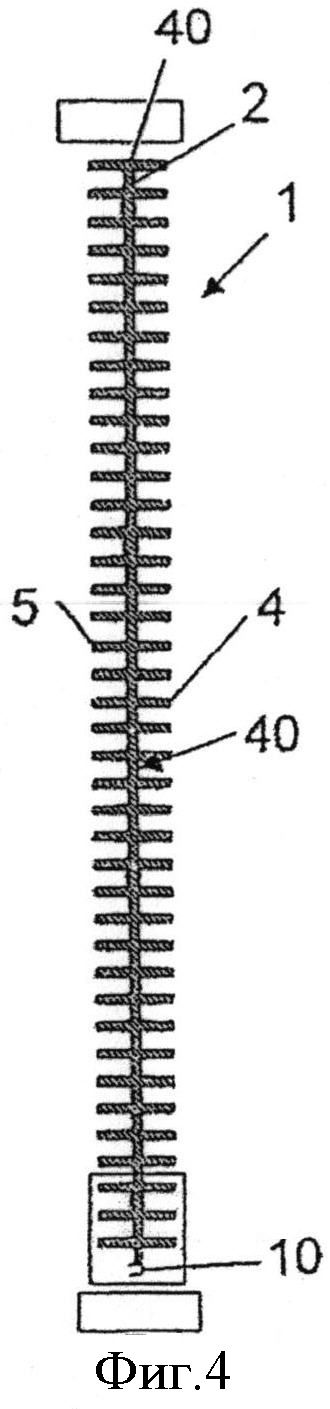
фиг.4 - разрез по стрелке C-C с фиг.1 лишь вдоль проходящих в продольном направлении прутков самонесущего двухмерного (2D) решетчатого корпуса;
фиг.5 - вид решетчатого корпуса в перспективе;
фиг.6а - увеличенное изображение соединительного элемента;
фиг.6б - увеличенное изображение боковой поверхности решетчатого корпуса со сформированным соединительным элементом;
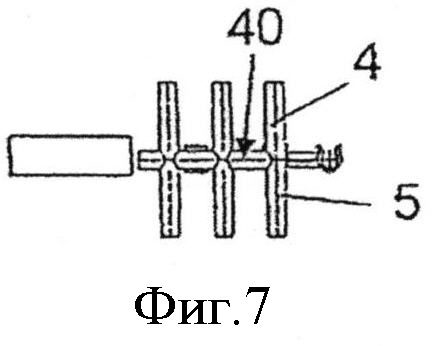
фиг.7 - деталь 8 с фиг.2;
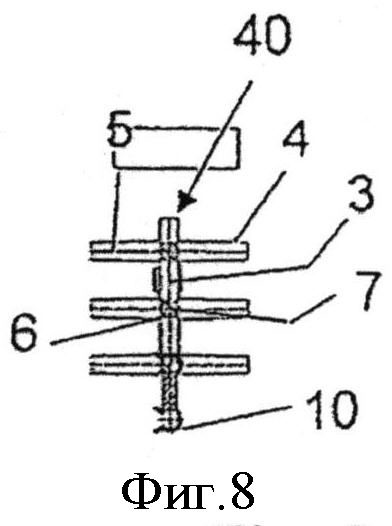
фиг.8 - деталь 6 с фиг.3;
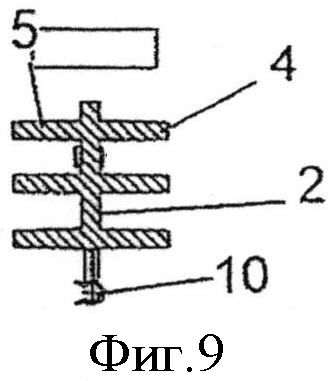
фиг.9 - деталь 7 с фиг.4;
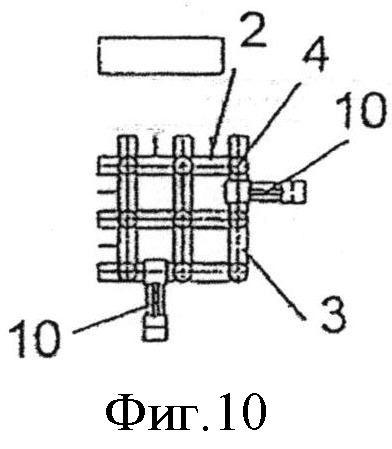
фиг.10 - деталь 5 с фиг.1;
фиг.11 - вид сверху на отличный от представленного на фиг.1 решетчатый корпус;
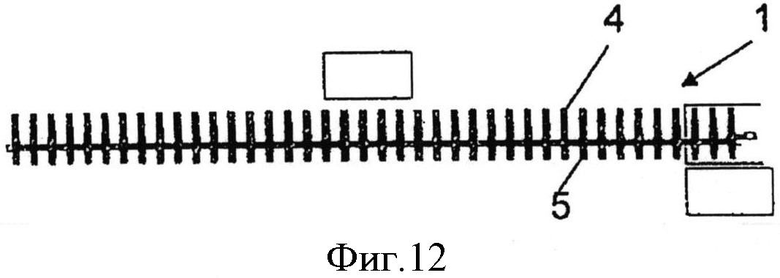
фиг.12 - разрез по C-C с фиг.11;
фиг.13 - разрез по A-A с фиг.11;
фиг.14 - разрез по B-B с фиг.11;
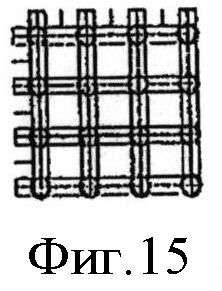
фиг.15 - деталь 1 с фиг.11;
фиг.16 - деталь 2 с фиг.13;
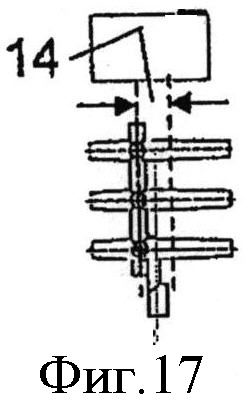
фиг.17 - деталь 3 с фиг.14;
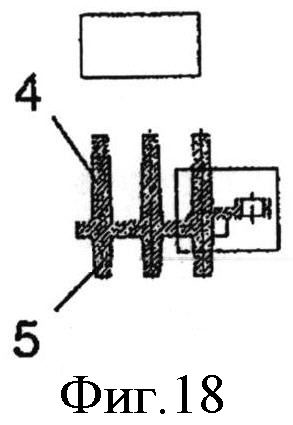
фиг.18 - деталь 4 с фиг.12;
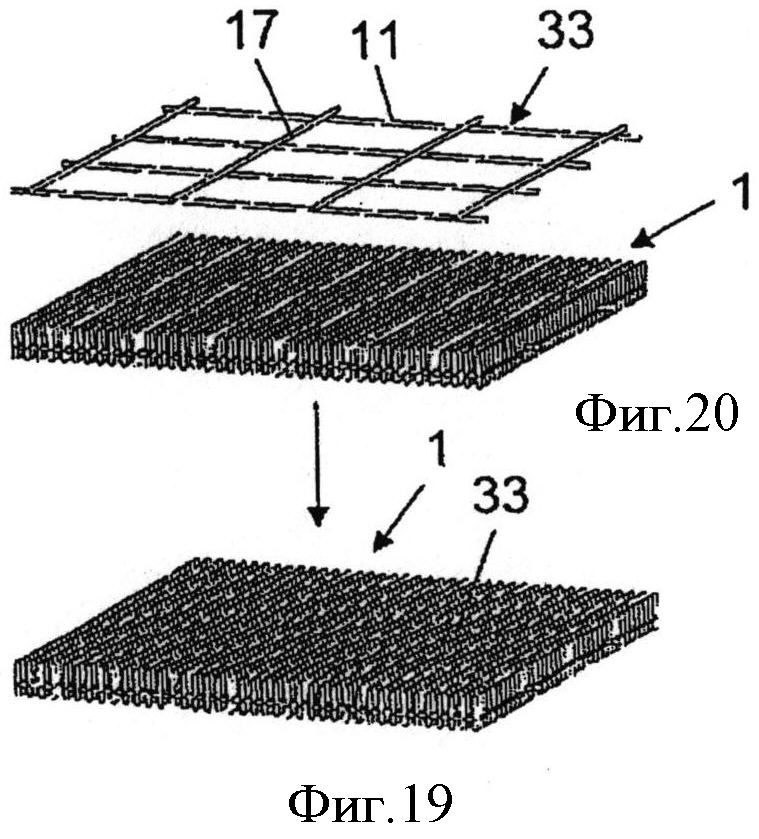
фиг.19 - вид армированного решетчатого корпуса в перспективе;
фиг.20 - решетчатый корпус в соответствии с фиг.11-18 с армированной сеткой;
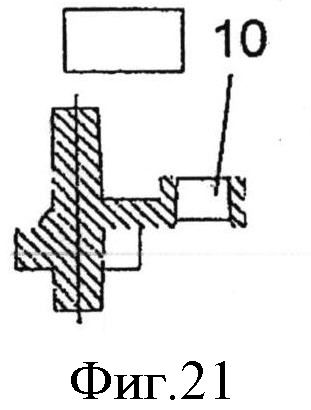
фиг.21 - деталь 5 с фиг.18;
фиг.22 - разрез по D-D с фиг.11;
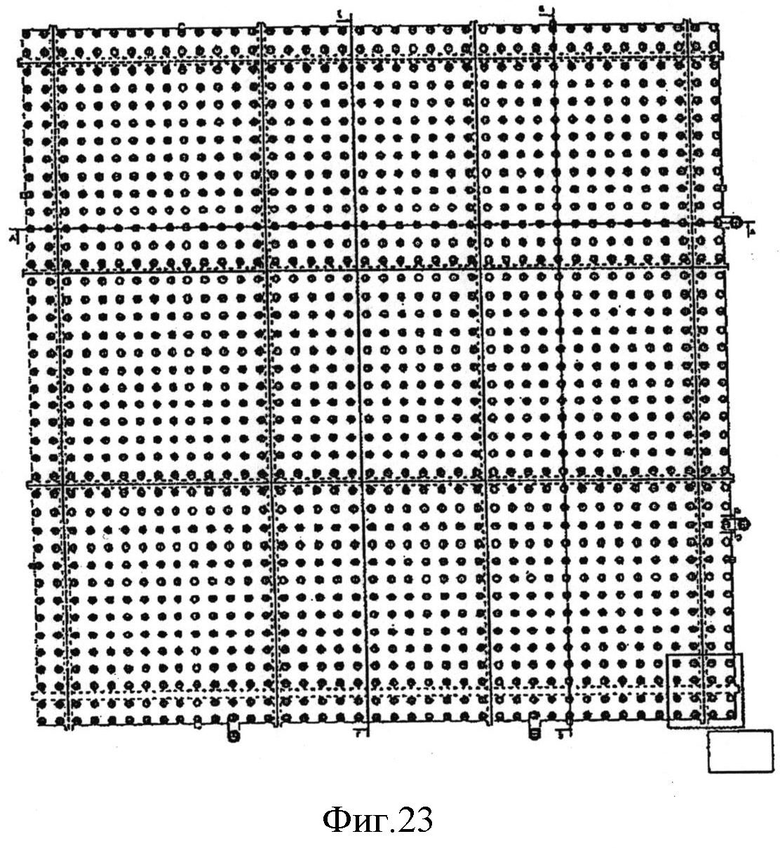
фиг.23 - вид сверху на третий вариант осуществления решетчатого корпуса;
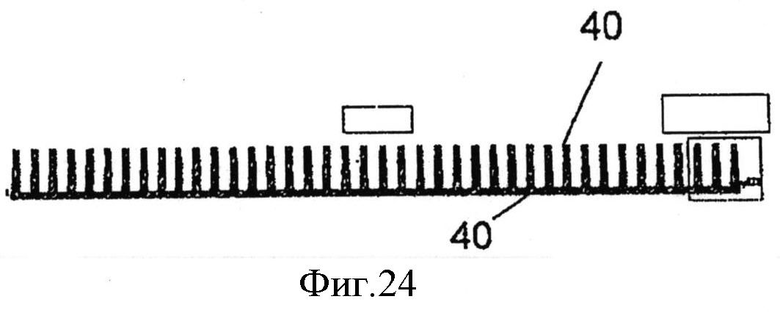
фиг.24 - разрез по A-А с фиг.23;
фиг.25 - разрез по B-В с фиг.23;
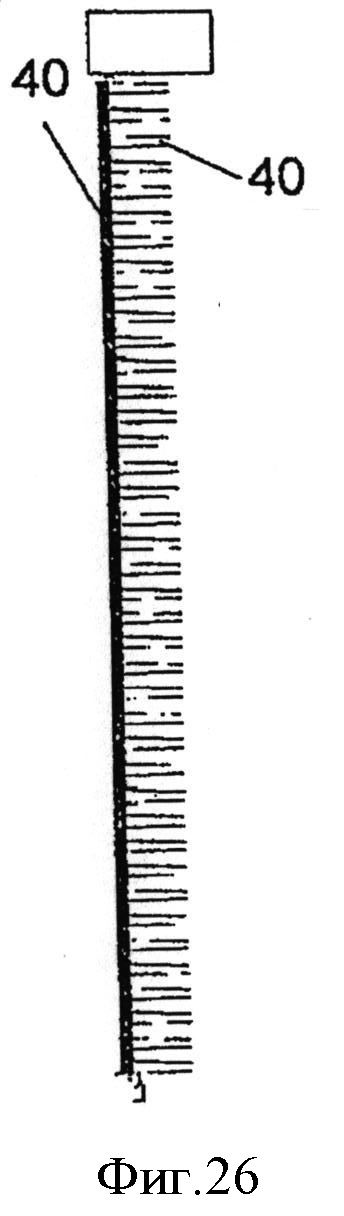
фиг.26 - разрез по C-С с фиг.23;
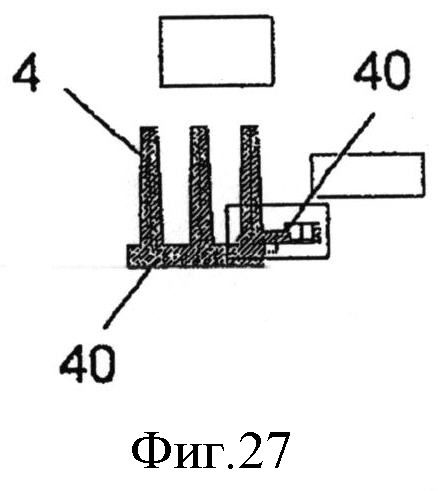
фиг.27 - деталь 1 с фиг.24;
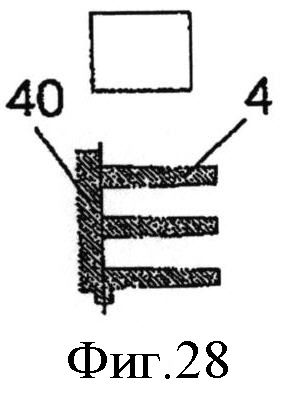
фиг.28 - деталь 3 с фиг.25;
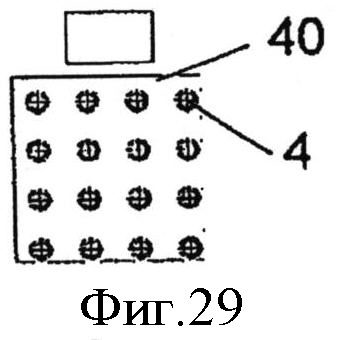
фиг.29 - деталь 2 с фиг.23;
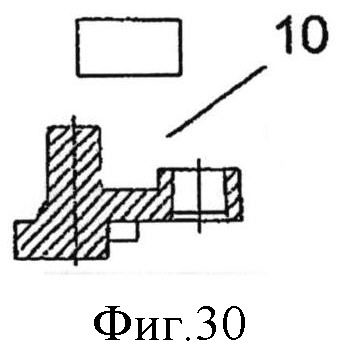
фиг.30 - деталь 4 с фиг.27;
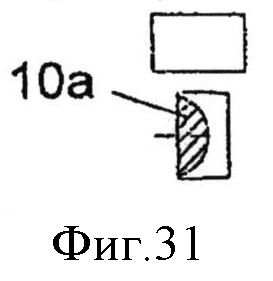
фиг.31 - разрез по D-D с фиг.23;
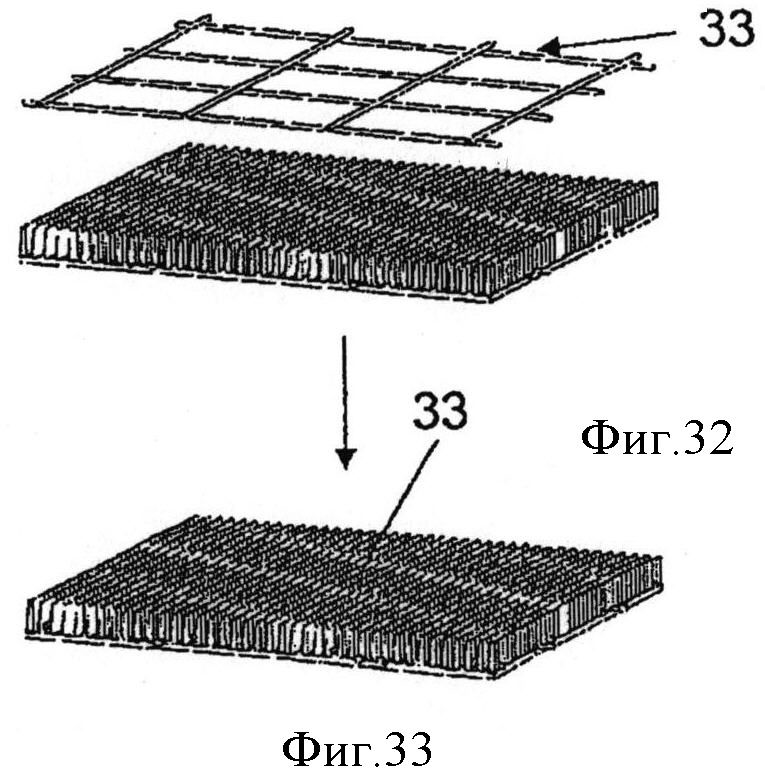
фиг.32 - вид решетчатого корпуса в перспективе перед установкой арматуры;
фиг.33 - решетчатый корпус с фиг.32 с установленной арматурой;
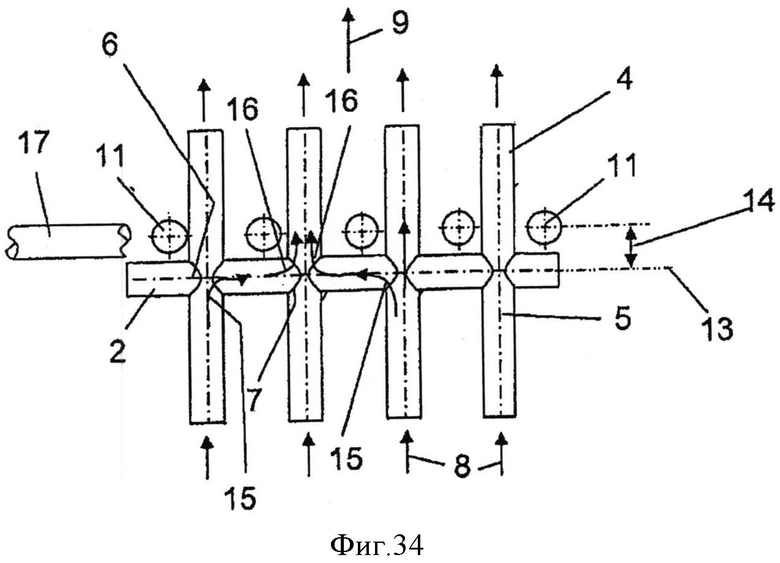
фиг.34 - увеличенный разрез решетчатого корпуса с фиг.19;
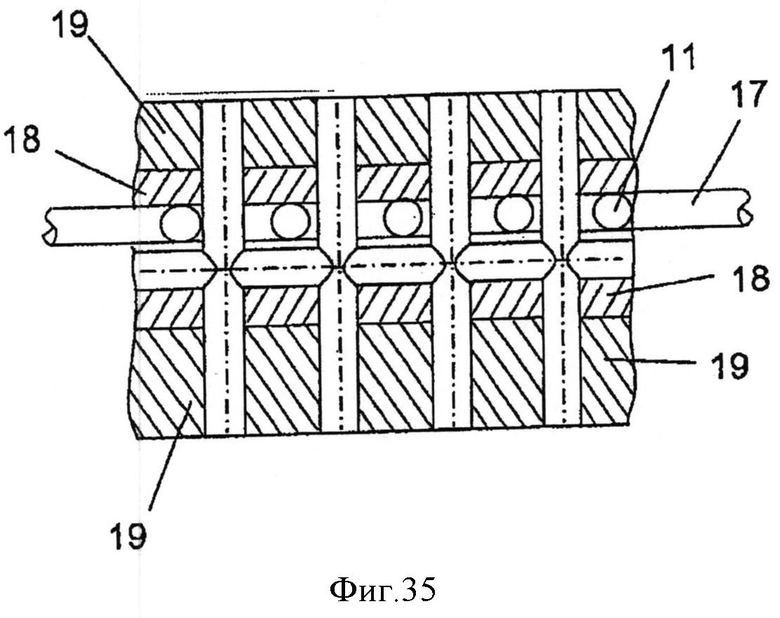
фиг.35 - решетчатый корпус с фиг.34 после установки изоляции и заливки отверждающейся заливочной массой;
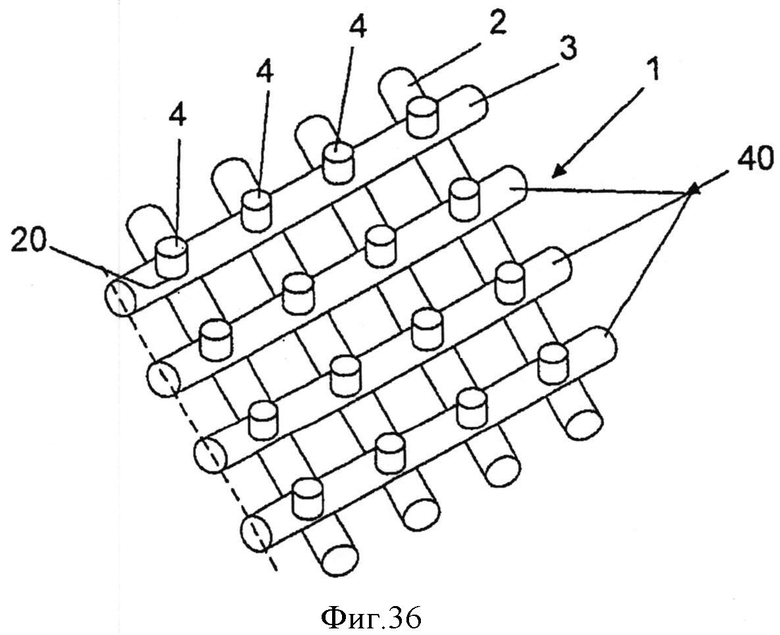
фиг.36 - вид решетчатого корпуса в перспективе с дополнительно отлитыми под давлением светопроводящими стержнями;
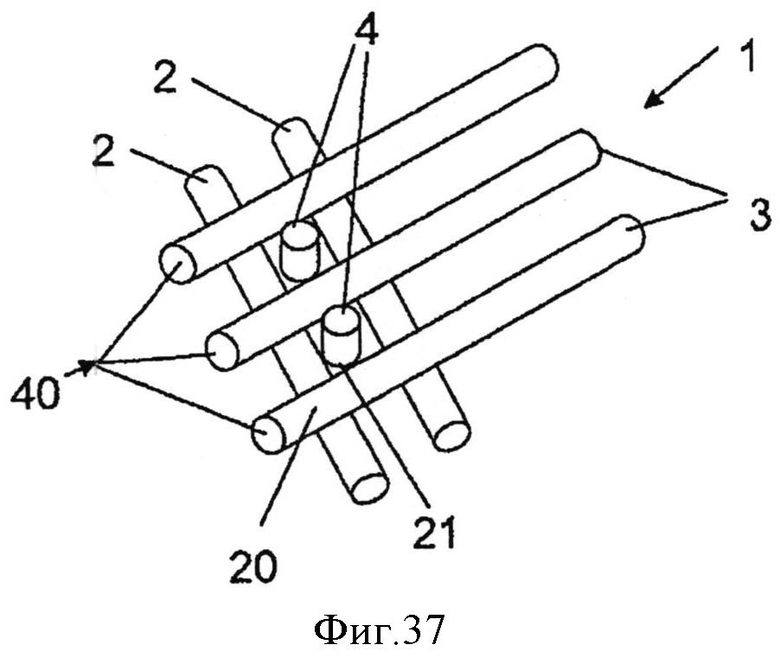
фиг.37 - отличные от варианта в соответствии с фиг.36 варианты осуществления;
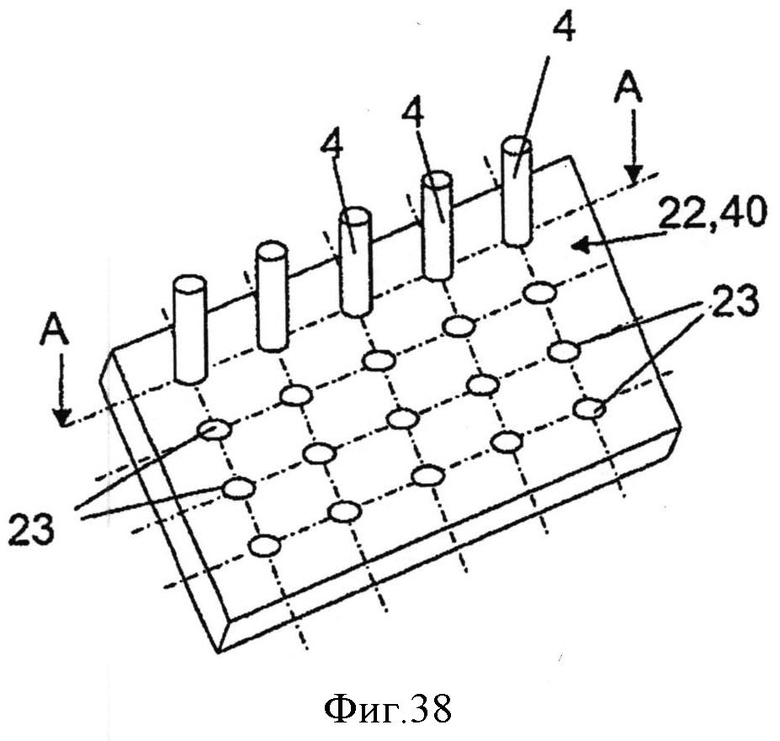
фиг.38 - вид в перспективе несущего мата с отлитыми под давлением светопроводящими стержнями;
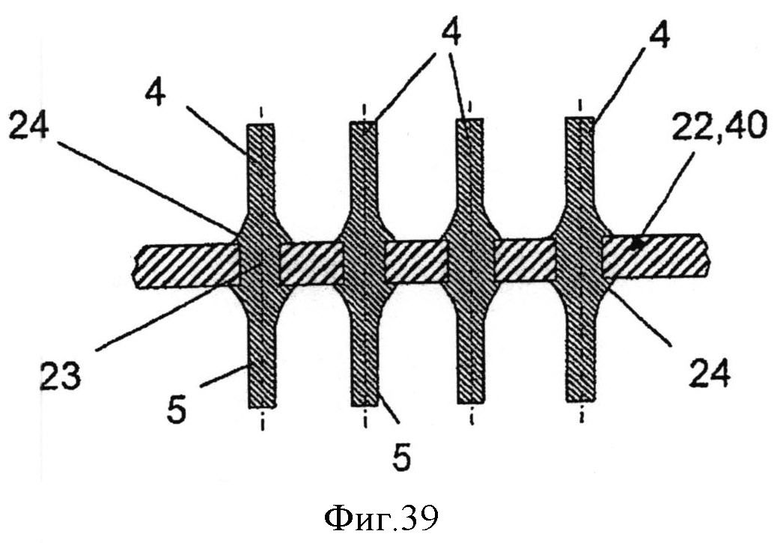
фиг.39 - разрез по А-А структуры в соответствии с фиг.38;
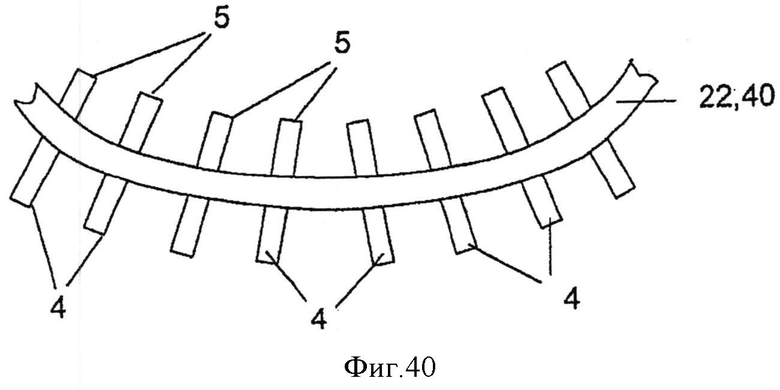
фиг.40 - изображение изгиба светопроводящего корпуса, изготовленного в соответствии с фиг.38 и 39;
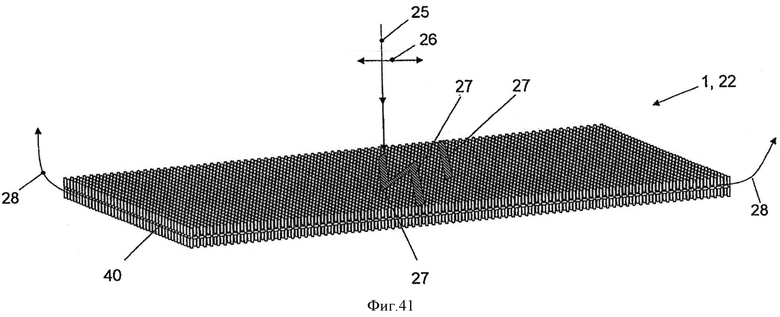
фиг.41 - схематичное изображение снабженного светопроводящими стержнями решетчатого или несущего мата, у которого посредством лазерного самописца оплавляются определенные светопроводящие стержни, с целью препятствия их светопередаче;
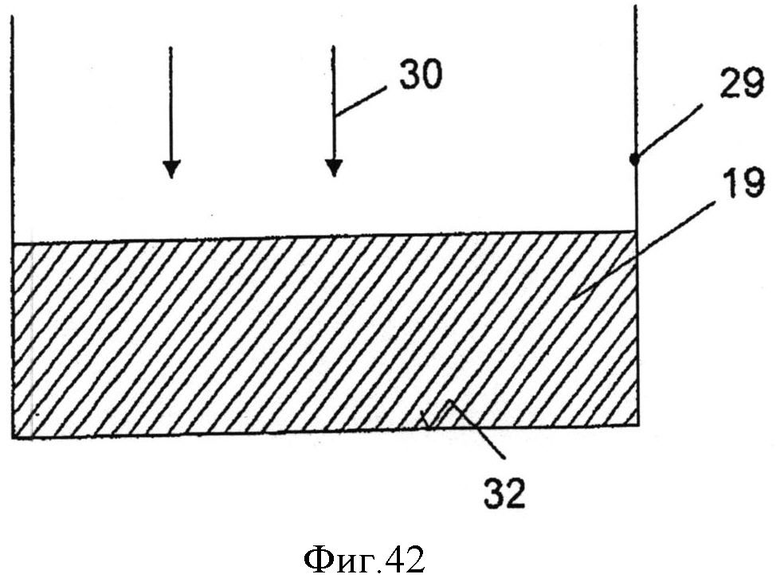
фиг.42 - изображение литейной формы на первом этапе способа;
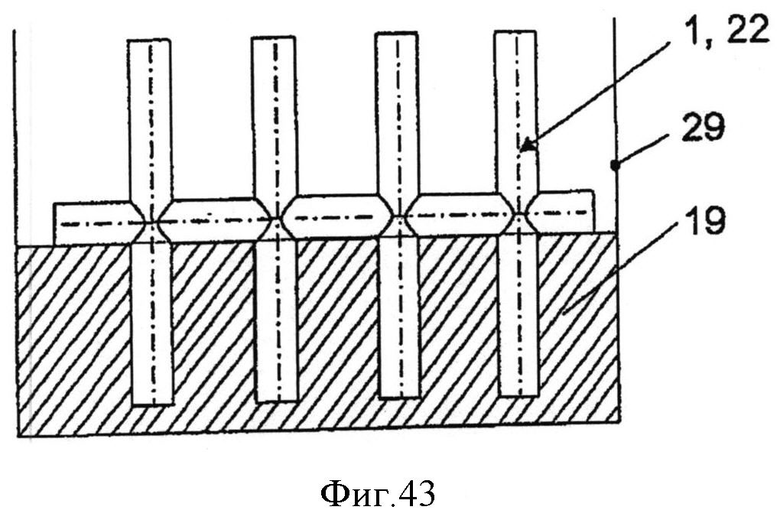
фиг.43 - установка решетчатого корпуса в литейную форму в соответствии со вторым этапом способа;
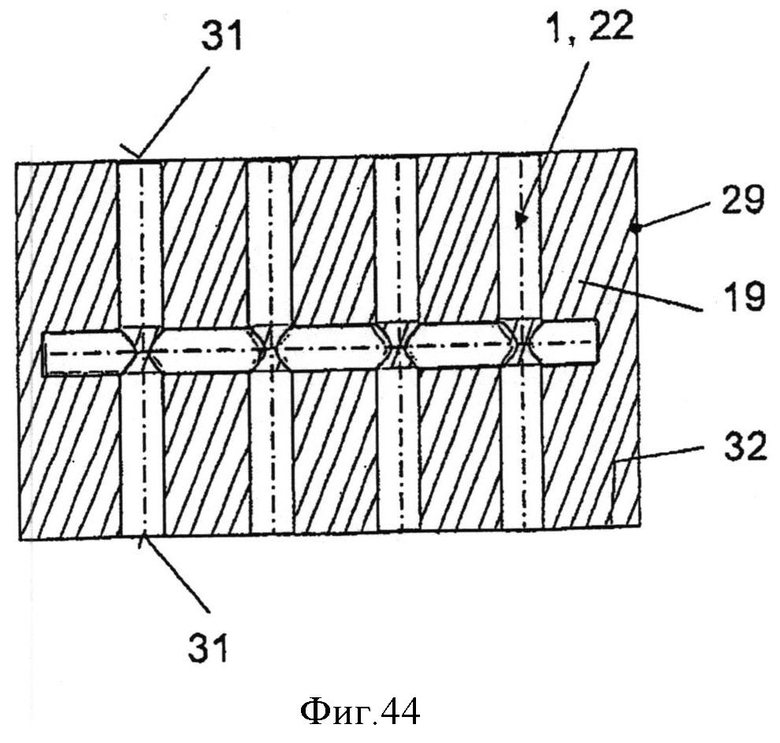
фиг.44 - окончательная заливка решетчатого корпуса в литейной форме в соответствии с третьим этапом способа;
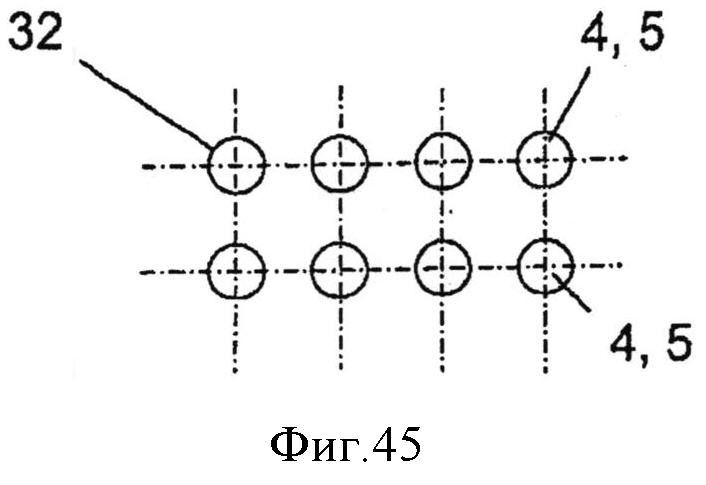
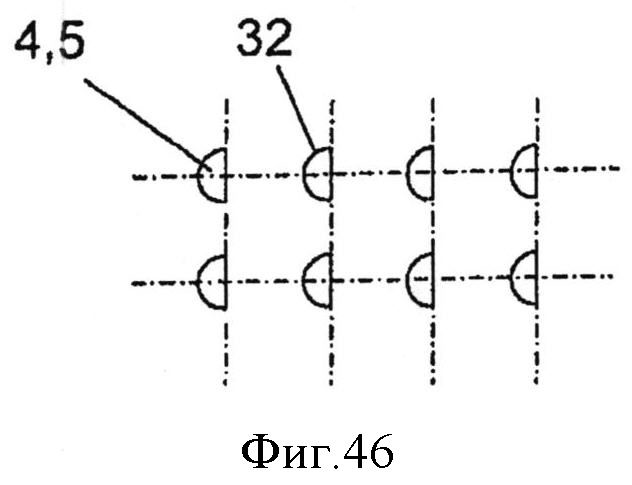
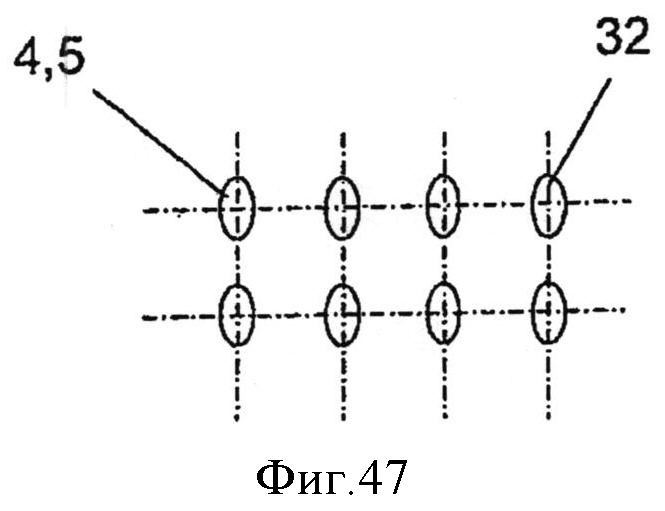
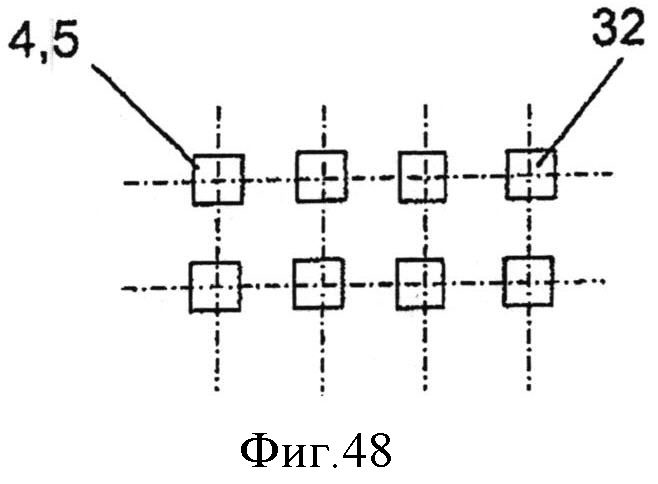
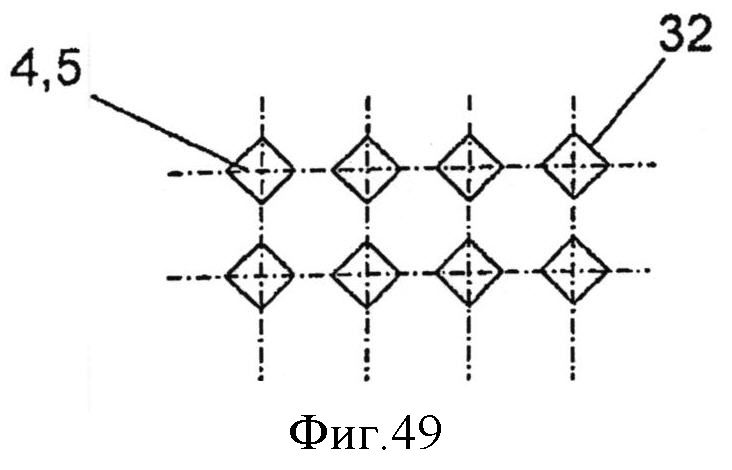
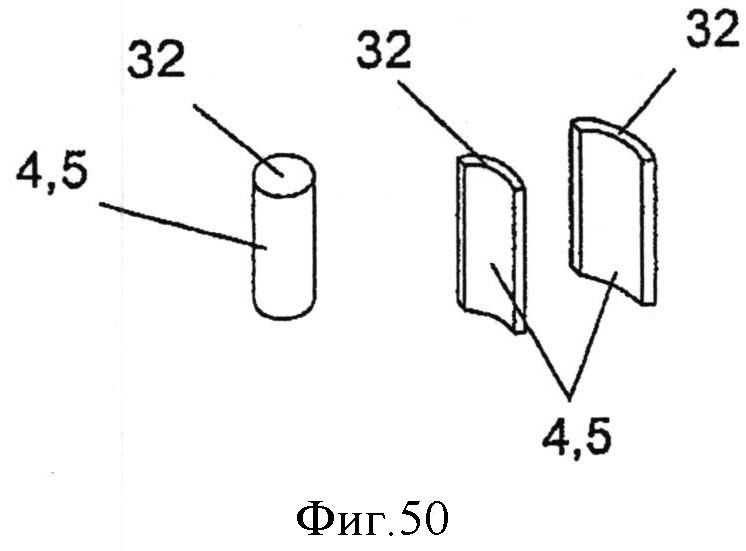
фиг.45-50 - изображение различных форм профиля светопроводящих стержней.
Самонесущий двухмерный (2D) решетчатый корпус 1 в соответствии с изобретением на фиг.1-8 изготовлен за одну операцию из одного материала, к примеру, посредством литья под давлением (РММА) или, в целом, в процессе литья (стекло).
Самонесущий двухмерный (2D) решетчатый корпус 1 в соответствии с изобретением имеет продольные прутки 2 в продольном направлении L и проходящие в направлении ширины B перпендикулярно им и, наряду с этим, соединенные с ними неразъемным образом, поперечные прутки 3. В этих местах пересечения продольных и поперечных прутков 2 и 3 неразъемным образом сформированы выступающие вверх и вниз под углом 90° по высоте Н светопроводящие стержни 4 и 5, так что, в целом, образуется трехмерный (3D) решетчатый корпус, имеющий длину L, ширину B и высоту Н, которые лишь незначительно меньше габаритов (L, В и Н) или горизонтальной проекции (L и В) литейной формы. Поэтому в местах пересечения светопроводящих стержней 4 и 5 с продольными и поперечными прутками 2 и 3 имеются светопроводящие соединительные поверхности 6 и 7.
Так как продольные и поперечные прутки 2 и 3 выполнены в поперечном сечении приблизительно цилиндрическими и имеют диаметр примерно 4 мм, а светопроводящие стержни 4 и 5 конически сужаются от продольных и поперечных прутков 2 и 3 в направлении свободного конца примерно с 4,5 мм до 4,0 мм под углом боковой поверхности конуса примерно 1,64°, то соединительные поверхности 6 и 7 имеют дугообразную форму и, соответственно, светопроводящим образом контактируют друг с другом примерно в середине продольных и поперечных прутков 2 и 3, то есть примерно в центре двухмерного (2D) или трехмерного (3D) решетчатого корпуса 1 в целом.
Особенно хорошо это можно видеть на фиг.8. Таким образом, возможно прямое проведение света в направлении снизу через нижние светопроводящие стержни 5 в направлении 8 проведения света в верхние светопроводящие стержни 4 в направлении 9 проведения света, без проведения при этом большого количества света в продольные и поперечные прутки 2 и 3. Поэтому главным направлением проведения света является направление от 8 к 9 в светопроводящих стержнях 4 и 5, а второстепенным направлением проведения света является направление перпендикулярно ему в продольные и поперечные прутки 2 и 3. Соотношение главного направления и второстепенного направления проведения света может быть отрегулировано любым образом посредством соотношения диаметров между продольными и поперечными прутками 2 и 3, а также светопроводящими стержнями 4 и 5.
В качестве примера в данном случае показан решетчатый растр с расстоянием между продольными и поперечными прутками 2 и 3 примерно 12,5 мм, так что при этом между соседними светопроводящими стержнями 4 и 5 выявляется световой зазор, равный примерно 8,5 мм.
Так как светопроводящие стержни 4 и 5 примерно на 15,5 мм выступают за пределы продольных и поперечных прутков 2 и 3 под углом 90° по высоте Н, а продольные и поперечные прутки 2 и 3 имеют диаметр примерно 4 мм, то выявляется общая высота Н трехмерного (3D) решетчатого корпуса 1, равная 35 мм.
Выступающие наружу за пределы самонесущего двухмерного (2D) или трехмерного (3D) решетчатого корпуса 1, жесткие на изгиб светопроводящие стержни 4, 5 располагаются в местах пересечения прутков 2, 3 самонесущего двухмерного (2D) или трехмерного (3D) решетчатого корпуса 1 и предпочтительно перпендикулярно ему, однако, также могут располагаться под любым углом, отличным от 90°, в частности, под углом ±45°.
Несколько самонесущих двухмерных (2D) или трехмерных (3D) решетчатых корпусов 1 могут быть в вертикальном и/или в горизонтальном направлении, механически прочно, соединены друг с другом посредством соединительных элементов 10, причем после соединения самонесущие двухмерные (2D) или трехмерные (3D) решетчатые корпуса 1 и далее пропускают свет между собой. В другом варианте осуществления изобретения предусмотрено, что соединительные элементы выполнены не светопроводящими, а служат лишь для механического соединения отдельных несущих матов 40.
На фиг.1-10 представлены соединительные элементы 10, посредством которых может быть осуществлено механическое, в предпочтительном варианте светопроводящее соединение между несколькими смежными в вертикальном и/или в горизонтальном направлении самонесущими двухмерными (2D) или трехмерными (3D) решетчатыми корпусами 1.
Фиг.1-10 демонстрируют, что предпочтительным является напыление на состоящий из перекрещивающихся продольных и поперечных прутков 2, 3 решетчатый мат, осуществленный в виде несущего мата 40, за один рабочий проход, выступающих под углом 90° вверх и вниз светопроводящих стержней 4, 5.
Фиг.11-19 демонстрируют в качестве второго примера осуществления изобретения решетчатый корпус 1, у которого перекрещивающиеся продольные и поперечные прутки 2, 3 не образуют среднюю плоскость в форме несущего мата 40. Более того, образованная из несущего мата 40 соединительная плоскость для светопроводящих стержней 4, 5 смещена вниз на величину сдвига 14 (фиг.17). Таким образом, верхние светопроводящие стержни 4 оказываются длиннее, чем нижние светопроводящие стержни 5, и в образованное посредством сдвига 14, дополнительное пространство на поверхности может быть помещена арматурная сетка 33, как показано на фиг.20 и 21. Это представлено и описано также на фиг.32 и 33, а также на фиг.34 и 35.
Фиг.23-33 демонстрируют также, что вместо несущего мата с перекрещивающимися продольными и поперечными прутками используется только лишь пластинчатый гладкий несущий мат 40, на верхней стороне которого сформированы светопроводящие стержни 4.
На чертеже не изображено, что и на нижней стороне могут располагаться другие светопроводящие стержни 5, которые либо соединены светопроводящим образом с верхними светопроводящими стержнями 4, либо нет. В последнем случае нижние светопроводящие стержни 5 могли бы быть сформированы в других местах на нижней стороне несущего мата 40, чем, к примеру, расположенные на верхней стороне светопроводящие стержни 4.
В общем описании было также указано на то, что в соответствии с вариантом усовершенствования изобретения достаточно изготавливать сначала несущий мат 40 из перекрещивающихся продольных и поперечных прутков 2, 3, а затем на втором рабочем этапе способа формировать методом литья под давлением светопроводящие стержни 4, 5 либо в местах пересечения, либо в отверстиях изготовленных таким образом решетчатых матов.
По сравнению с фиг.20 и 32, фиг.34 и 35 демонстрируют более детально, что в варианте усовершенствования изобретения предусмотрено снабдить решетчатый корпус перекрещивающимися продольными и поперечными прутками 2, 3 или несущий мат дополнительным армированием.
В соответствии с фиг.34 в промежуточные пространства между светопроводящими стержнями 4, 5 могут помещаться армирующие прутки 11, которые в предпочтительном варианте осуществления изобретения состоят из обыкновенной конструкционной стали, а также для произведения обычных бетонных работ по величине и по составу материала соответствуют традиционно используемым армирующим пруткам 11.
Они свободно помещаются в промежуточные пространства между светопроводящими стержнями 4 и затем, в соответствии с фиг.35, либо переслаиваются (теплоизолирующей) изоляцией 18, либо полностью заполняются заливочной массой 19.
Фиг.34 демонстрирует в качестве следующего примера осуществления изобретения то, что наряду с параллельно размещенными армирующими прутками 11 может использоваться также решетчатый каркас из армирующих прутков, причем параллельно размещенные армирующие прутки 11 еще и образуют с проходящими перпендикулярно им армирующими прутками 17 обычную арматурную сетку 33, которая традиционно используется в качестве стальной арматурной сетки в бетонных конструкциях.
При этом предпочтительным является, если армирующие прутки 11, 17 располагаются в продольной центральной плоскости 12 изготовленного таким образом решетчатого корпуса, так как здесь имеет место максимальный армирующий эффект. Затем предусмотрено, что плоскость соединения несущего мата 40 с перекрещивающимися продольными и поперечными прутками 2, 3 смещена вниз и образует плоскость 13 конструктивного элемента, которая на величину сдвига 14 смещена вниз от центральной плоскости 12. Это представлено на фиг.17 и 34. Таким образом, следят за тем, чтобы арматура 11, 17 располагалась точно в центральной плоскости изготовленного таким образом решетчатого корпуса или несущего мата 40.
Фиг.34 демонстрирует также светопроводящую конструкцию в виде решетчатого корпуса для случая, когда продольные и поперечные прутки также изготовлены из светопроводящего полимерного материала.
Здесь показано, что поток света, входящий в направлении стрелки 8, поворачивается в направлении стрелки 15 в местах пересечения продольных и поперечных прутков 2, 3, быстро проходит через продольный пруток 2 или перпендикулярно примыкающий к нему продольный пруток 3 и затем в направлении стрелки 16 вводится в поперечное сечение примыкающего к нему светопроводящего стержня 4.
Благодаря этому световая отдача такого решетчатого корпуса существенно улучшается, так как имеет место введение рассеянного света от расположенных параллельно рядом друг с другом светопроводящих стержней 4, 5, причем свет от светопроводящего стержня 4, 5 в направлении стрелок 15, 16 вводится в расположенный параллельно ему светопроводящий стержень 4, 5.
Изобретение не ограничено, однако, представленными выше вариантами осуществления.
Также может быть предусмотрено, что продольные и поперечные прутки выполнены из непрозрачного или непросвечивающего материала.
Фиг.35 демонстрирует далее, что после размещения арматуры с армирующими прутками 11 и/или комбинацией армирующих прутков 11 и 17 предпочтительно сначала залить в форму слой изоляции 18, причем этот изоляционный слой 18 состоит из теплоизоляционного материала. Речь может идти при этом о вспенивающемся материале, к примеру, о полиуретановой пене или о матах из стекловолокна, или о других изоляционных материалах. В этом случае они образуют облицовочный слой.
Затем после размещения изоляции 18 может быть отлит весь решетчатый корпус, в случае плоского элемента, причем отверждающаяся заливочная масса 19 сверху и снизу образует границы, соответствующие площади решетчатого корпуса.
Фиг.36 демонстрирует, в отличие от фиг.34 и 35, что в соответствии с изобретением возможно также выполнить несущий мат 40 в виде решетчатого корпуса 1 в соответствии с предыдущими чертежами 1-33, однако, возможно также предусмотреть расположение продольных и поперечных прутков 2, 3 в двух различных плоскостях относительно друг друга.
В данном случае светопроводящие стержни 4, 5 могут быть отлиты под давлением в ходе специальной рабочей операции или в ходе той же самой рабочей операции в местах 20 пересечения продольных и поперечных стержней.
Если продольные и поперечные прутки 2, 3 состоят из светопроводящего материала, то в этом случае нет более необходимости в других предварительных работах. Таким образом, за два различных рабочих этапа изготавливается светопроводящий несущий мат 40 с отлитыми на нем светопроводящими стержнями 4, 5.
Если светопроводящие продольные прутки 2, 3 состоят, однако, из светонепроводящего или лишь частично светопроводящего материала, целесообразным является размещение в местах 20 пересечения перекрещивающихся продольных и поперечных прутков 2, 3 отверстий и отливка под давлением через эти отверстия светопроводящих стержней 4, 5. Представленные на фиг.36 светопроводящие стержни 4, которые отлиты вверху, могут быть также продолжены вниз в виде отлитых в направлении вниз светопроводящих стержней 5 (фиг.36).
Фиг.37 демонстрирует вариант осуществления изобретения, отличающийся от данного варианта, на основании которого становится очевидно, что размещение светопроводящих стержней 4, 5 в зоне мест 20 пересечения не является обязательным условием решения задачи. Данная фигура демонстрирует то, что светопроводящие стержни 4, 5 отлиты под давлением в промежуточных пространствах 21 между перекрещивающимися продольными и поперечными прутками 2, 3.
В качестве следующего примера осуществления изобретения фиг.38 демонстрирует, что для изготовления несущего мата 40 также достаточно сначала изготовить мат 22 с отверстиями, в принципе, из любого материала.
Для упрощения описания далее описывается мат 22 с отверстиями, состоящий из гибкого эластомера, который может быть выполнен, к примеру, в виде каучукового мата, резинового мата или полиуретанового мата. Такой мат 22 с отверстиями может быть выполнен в виде мата из (полимерной) пленки с относительно небольшой толщиной стенки, так как этого достаточно для того, чтобы разместить в этом мате 22 множество сквозных отверстий 23 или сформированных любым образом прорезей.
Сквозные отверстия 23 могут иметь любую форму. Они могут быть круглыми, многоугольными или квадратными, или шестиугольными.
Как демонстрирует фиг.38, такой мат 22 с отверстиями помещается в форму для литья под давлением, и затем, за один рабочий проход, через сквозные отверстия 23 в мате 22 отливаются светопроводящие стержни 4, 5.
При этом предпочтительно для лучшей фиксации светопроводящих стержней эти стержни посредством ориентированной радиально наружу отбортовки 24 перекрывают сквозные отверстия 23 для получения, таким образом, надежной фиксации в зоне мата 22 с отверстиями, см. фиг.39.
Фиг.40 демонстрирует, что такой, изготовленный из мата 22 с отверстиями, несущий мат 40 с закрепленными на нем светопроводящими стержнями 4, 5 может быть изогнут в соответствии с любой формой.
Фиг.40 демонстрирует при этом полукруглую форму, причем, однако, могут быть использованы и круглые формы, так что, тем самым, в первую очередь, может быть сформирован закрытый, в форме втулки или полого цилиндра, корпус, который затем посредством помещения в литейную форму преобразуется в имеющий форму втулки или полого цилиндра элемент стенки, крышки или оболочки, на котором располагаются выступающие радиально изнутри в направлении наружу светопроводящие стержни 4, 5.
Фиг.41 демонстрирует далее, что посредством лазерного луча 25 возможно на изготовленном в соответствии с предыдущими примерами осуществления изобретения решетчатом корпусе 1 или несущем мате 40 делать светонепроницаемыми определенные излучающие свет торцевые стороны 31 светопроводящих стержней 4, 5. В данном случае излучающие свет или поглощающие свет торцевые стороны 31 оплавляются лазерным лучом 25, так как этот луч в направлении стрелки 26 выжигает в форме отпечатка 27 определенную комбинацию букв или символов и, таким образом, оплавляет излучающие свет или поглощающие свет торцевые стороны 31 светопроводящих стержней 4, 5, так что на оплавленных торцевых сторонах прохождение света становится более невозможным. Речь идет, таким образом, о лазерном самописце, который перед заливкой решетчатого корпуса или несущего мата в отверждающуюся заливочную массу сначала выжигает определенные символы на излучающих свет или поглощающих свет торцевых сторонах светопроводящих стержней 4, 5.
Фиг.41 демонстрирует также, что изготовленный таким образом решетчатый мат может быть в двухмерном или в трехмерном измерении изогнут в любых направлениях 28. Фиг.42-44 схематично демонстрируют вариант осуществления литейной формы 29, где можно видеть, что на дно 32 литейной формы 29 сначала заливается отверждающаяся заливочная масса 19, а перед ее отверждением изготовленный в соответствии с предыдущим способом решетчатый корпус 1, 22, 40 вдавливается в еще не отвержденную заливочную массу 19, так что приобретает структуру в соответствии с фиг.43.
Затем может быть установлена арматура в соответствии с фиг.34 и 35 и, в случае необходимости, также изоляционный элемент, чтобы затем наполовину изготовленный в соответствии с фиг.43 решетчатый корпус дополнительно полностью залить заливочной массой, так чтобы, таким образом, изготовить гибкий или негибкий элемент поверхности.
Поглощающие свет или излучающие свет торцевые стороны 31 светопроводящих стержней затем высвобождаются.
Фиг.45-50 демонстрируют различные возможные формы профиля светопроводящих стержней 4, 5, причем фиг.45 - круглый профиль, фиг.46 -полукруглый профиль, а фиг.47 - овальный профиль.
Фиг.48 демонстрирует квадратный или прямоугольный профиль, в то время как фиг.49 демонстрирует ромбическую форму. Фиг.50 демонстрирует, что светопроводящие стержни 4, 5 могут быть выполнены также дискообразными и прямыми или дискообразными и с изгибом.
Перечень ссылочных позиций
1 самонесущий двухмерный (2D) или трехмерный (3D) решетчатый корпус
2 светопроводящие продольные прутки элемента 1
3 светопроводящие поперечные прутки элемента 1
4 выступающие под 90° в направлении вверх светопроводящие стержни
5 выступающие под 90° в направлении вниз светопроводящие стержни
6 светопроводящие соединительные поверхности между элементами 2 и 4
7 светопроводящие соединительные поверхности между элементами 2 и 5
8 направление входящего света
9 направление выходящего света
10 соединительные элементы
L длина элемента 1
В ширина элемента 1
Н высота элемента 1
11 армирующий пруток
12 центральная плоскость
13 плоскость конструктивного элемента
14 сдвиг
15 направление стрелки
16 направление стрелки
17 армирующий пруток
18 изоляция
19 заливочная масса
20 место пересечения
21 промежуточное пространство
22 мат с отверстиями
23 сквозное отверстие
24 отбортовка
25 лазерный луч
26 направление стрелки
27 выжигаемый отпечаток
28 направление изгиба
29 литейная форма
30 направление стрелки
31 торцевые стороны
32 дно (элемента 29)
33 арматурная сетка
34
35
36
37
38
39
40 несущий мат




Изобретение относится к светопроводящему конструктивному элементу в форме камня для кладки стен и к способу его изготовления. Технический результат: усовершенствование конструктивного элемента, чтобы его изготовление занимало меньше времени и было менее затратным. Светопроводящий конструктивный элемент выполнен в виде камня для кладки стен, либо фасадной панели или панели для внутренней отделки для сооружений и зданий, который изготавливается в литейной форме посредством заливки, по меньшей мере, одной отверждающейся заливочной массы, а светопроводящий корпус выполнен из светопроводящего строительного материала, к примеру из полимерного материала РММА или стекла, состоящего из плоского несущего мата, на верхней и/или нижней стороне которого сформированы соосные друг другу светопроводящие стержни, торцевые стороны которых выполнены светопоглощающими или светоизлучающими. Плоский несущий мат выполнен в виде мата со сквозными отверстиями, причем светопроводящий корпус состоит из литой детали, у которой светопроводящие стержни сформированы неразъемным образом посредством литья под давлением в процессе осуществления способа литья под давлением на несущем мате. Причем светопроводящие стержни в процессе осуществления способа литья под давлением отлиты под давлением в сквозные отверстия несущего мата. Также описан вариант конструктивного элемента и варианты способа изготовления конструктивного элемента. 4 н. и 12 з.п. ф-лы, 50 ил. 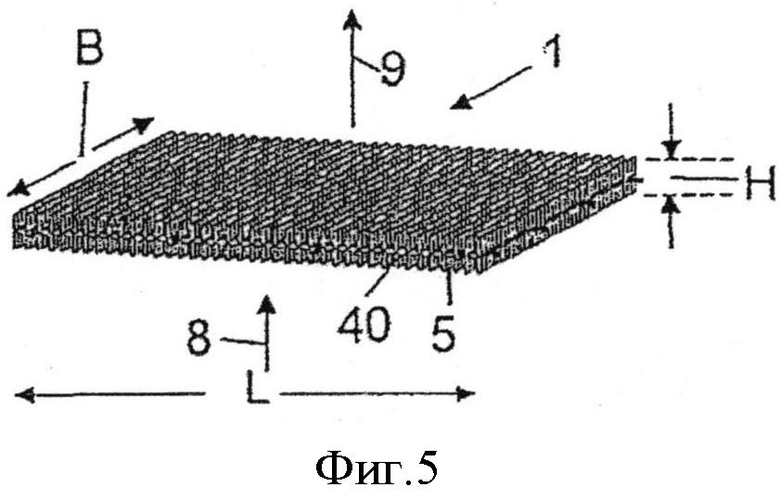
1. Светопроводящий конструктивный элемент, выполненный в виде камня для кладки стен, либо фасадной панели или панели для внутренней отделки, для сооружений и зданий, который изготавливается в литейной форме (29) посредством заливки, по меньшей мере, одной отверждающейся заливочной массы, а светопроводящий корпус (1) выполнен из светопроводящего строительного материала, к примеру, из полимерного материала РММА или стекла, состоящего из плоского несущего мата (22), на верхней и/или нижней стороне которого сформированы соосные друг другу светопроводящие стержни (4, 5), торцевые стороны (32) которых выполнены светопоглощающими или светоизлучающими, причем плоский несущий мат (22) выполнен в виде мата (22) со сквозными отверстиями (23), причем светопроводящий корпус (1) состоит из литой детали, у которой светопроводящие стержни (4, 5) сформированы неразъемным образом посредством литья под давлением в процессе осуществления способа литья под давлением на несущем мате (22), отличающийся тем, что светопроводящие стержни (4, 5) в процессе осуществления способа литья под давлением отлиты под давлением в сквозные отверстия (23) несущего мата (22).
2. Светопроводящий конструктивный элемент по п. 1, отличающийся тем, что несущий мат (22) состоит из светопроводящего материала.
3. Светопроводящий конструктивный элемент по п. 1, отличающийся тем, что несущий мат (22) состоит из гибкого материала.
4. Светопроводящий конструктивный элемент по п. 1, отличающийся тем, что светопроводящие стержни (4, 5) в виде светопроводящих втулок сформированы на материале несущего мата (22), по меньшей мере, на одной стороне.
5. Светопроводящий конструктивный элемент по любому из пп. 1-4, отличающийся тем, что поперечное сечение выступающих в направлении наружу, жестких на изгиб, светопроводящих стержней (4, 5) имеет форму круга или форму овала, или форму многоугольника.
6. Светопроводящий конструктивный элемент по п. 5, отличающийся тем, что на поверхность несущего мата (22), в промежуточное пространство между светопроводящими стержнями (4 или 5), по меньшей мере, на одной стороне, помещены армирующие прутки (11, 17) или, по меньшей мере, одна арматурная сетка (33).
7. Светопроводящий конструктивный элемент по любому из пп. 1-4, 6, отличающийся тем, что, по меньшей мере, на одной поверхности несущего мата (22) размещена теплоизоляция (18).
8. Светопроводящий конструктивный элемент, выполненный в виде камня для кладки стен, либо фасадной панели или панели для внутренней отделки, для сооружений и зданий, который изготавливается в литейной форме (29) посредством заливки, по меньшей мере, одной отверждающейся заливочной массы, а светопроводящий корпус (1) выполнен из светопроводящего строительного материала, к примеру, из полимерного материала РММА или стекла, состоящего из плоского несущего мата (2+3, 40), на верхней и/или нижней стороне которого сформированы соосные друг другу светопроводящие стержни (4, 5), торцевые стороны (32) которых выполнены светопоглощающими или светоизлучающими, причем плоский несущий мат (2+3, 40) выполнен в виде решетчатого мата (2+3, 40) из перекрещивающихся и соединенных друг с другом поперечных и продольных прутков (2,3) с находящимися между ними промежуточными пространствами (21), и причем светопроводящий корпус (1) состоит из литой детали, у которой светопроводящие стержни (4, 5) сформированы неразъемным образом посредством литья под давлением в процессе осуществления способа литья под давлением на несущем мате (2+3, 40), отличающийся тем, что светопроводящие стержни (4, 5) отлиты под давлением в промежуточных пространствах (21) между перекрещивающимися поперечными и продольными прутками (2, 3).
9. Светопроводящий конструктивный элемент по п. 8, отличающийся тем, что несущий мат (2+3, 40) состоит из светопроводящего материала.
10. Светопроводящий конструктивный элемент по п. 8, отличающийся тем, что несущий мат (2+3, 40) состоит из гибкого материала.
11. Светопроводящий конструктивный элемент по п. 8, отличающийся тем, что светопроводящие стержни (4, 5) в виде светопроводящих втулок сформированы на материале несущего мата (2+3, 40), по меньшей мере, на одной стороне.
12. Светопроводящий конструктивный элемент по любому из пп. 8-11, отличающийся тем, что поперечное сечение светопроводящих прутков (2, 3) и выступающих в направлении наружу, жестких на изгиб, светопроводящих стержней (4, 5) имеет форму круга или форму овала, или форму многоугольника.
13. Светопроводящий конструктивный элемент по п. 12, отличающийся тем, что на поверхность несущего мата (2+3, 40), в промежуточное пространство между светопроводящими стержнями (4 или 5), по меньшей мере, на одной стороне, помещены армирующие прутки (11, 17) или, по меньшей мере, одна арматурная сетка (33).
14. Светопроводящий конструктивный элемент по любому из пп. 8-11, 13, отличающийся тем, что, по меньшей мере, на одной поверхности несущего мата (2+3, 40) размещена теплоизоляция (18).
15. Способ изготовления светопроводящего конструктивного элемента по любому из пп. 1-7, в котором осуществляют следующие этапы:
a) несущий мат (22) помещают в литейную форму (29);
b) затем в литейную форму, к примеру, сверху заливают отверждающуюся заливочную массу (19);
c) затем после отверждения заливочной массы (19) необработанный конструктивный элемент вынимают из литейной формы (29);
d) по меньшей мере, на некоторых своих поверхностях необработанный конструктивный элемент обрабатывают таким образом, что торцевые стороны (32) стержней (4, 5) снаружи становятся видны на готовом конструктивном элементе;
e) обрабатывают поверхности светоизлучающих и/или светопоглощающих торцевых сторон (32) светопроводящих стержней (4, 5) посредством механического шлифования, обработки в пескоструйных или водоструйных установках, или посредством химического травления, либо же комбинации этих методов.
16. Способ изготовления светопроводящего конструктивного элемента по любому из пп. 8-14, в котором осуществляют следующие этапы:
a) несущий мат (2+3, 40) помещают в литейную форму (29);
b) затем в литейную форму, к примеру, сверху заливают отверждающуюся заливочную массу (19);
c) затем после отверждения заливочной массы (19) необработанный конструктивный элемент вынимают из литейной формы (29);
d) по меньшей мере, на некоторых своих поверхностях необработанный конструктивный элемент обрабатывают таким образом, что торцевые стороны (32) светопроводящих прутков (2, 3) и стержней (4, 5) снаружи становятся видны на готовом конструктивном элементе;
e) обрабатывают поверхности светоизлучающих и/или светопоглощающих торцевых сторон (32) светопроводящих стержней (4, 5) посредством механического шлифования, обработки в пескоструйных или водоструйных установках, или посредством химического травления, либо же комбинации этих методов.
| WO 2009007765 А2, 15.01.2009 | |||
| DE 102007031935 А1, 02.01.2009 | |||
| WO 03097954 A1, 27.11.2003 | |||
| СТРОИТЕЛЬНЫЙ БЛОК С ПОДСВЕТКОЙ | 2010 |
|
RU2431723C1 |

