Область техники
[0001] Настоящее изобретение относится к блистерным упаковкам, имеющим трехмерный элемент подложки с печатью на элементе подложки.
Уровень техники
[0002] Различные блистерные упаковки известны в уровне техники как удерживающие и демонстрирующие предметы торговли, такие как зубные щетки или бритвы. Такие блистерные упаковки обычно термоформованы из пластика и включают элемент подложки или основание и укупорочный элемент передней панели, соединенные друг с другом герметизирующим или сварным швом. В то время как передняя панель обычно сформована в трехмерной форме, напоминающей контуры удерживаемого внутри изделия, элемент подложки выполняют двухмерно или придают трехмерную форму. См., например, Патентные грамоты № 6276529 и 6409019 и опубликованную заявку США US2001/0032796 A1.
[0003] Такие блистерные упаковки часто включают печать в информационных или рекламных целях. Обычно печать расположена на плоских двухмерных участках упаковки, где их легко прочитать благодаря их виду на плоской поверхности. См., например, Патент США № 6571953 и публикацию заявки США US2007/0051652 A1.
[0004] Путем примера в публикации заявки США US2009/0090643 A1 раскрыта блистерная упаковка для демонстрации зубной щетки. Указанная пластиковая блистерная упаковка включает первую и вторую пластиковые пленки 16, 20, предварительно нанесенные в плоском состоянии до глубокой вытяжки с напечатанной областью, позже расположенной в трехмерно сформованном участке блистерной упаковки. Предварительная печать получает форму по контуру или деформируется до формования для достижения надлежащего вида после процесса глубокой вытяжки.
[0005] В то время как вышеупомянутые упаковки обычно приспособлены для предназначенных целей, они оставляют желать лучшего с точки зрения простоты и подготовки печати или графики для нанесения на плоский лист пластика до того, как пластик формуют в трехмерную форму, которая значительно искажает вид графики/печати. Соответственно, существует необходимость в большей гибкости и эффективности предварительной печати во время производства блистерных упаковок для достижения минимального искажения в конечной трехмерной форме.
Краткое описание изобретения
[0006] В одном варианте выполнения представлена блистерная упаковка для вмещения изделия или товара, например, зубной щетки. Упаковка содержит переднюю панель, элемент подложки, сформованный из плоской пленки для образования контурного участка, имеющего продольную ось и печать, нанесенную на плоскую пленку. Указанную печать наносят на плоскую пластиковую пленку, вид которой по существу не искажается на плоской пленке. Контурный участок линейно вытянут вдоль продольной оси. Передняя панель и элемент подложки закреплены друг с другом для образования области для удерживания изделия. Печать на элементе подложки разборчива, независимо от искажения, вызванного формованием элемента подложки из плоской пленки.
[0007] В другом варианте выполнения представлен способ выполнения блистерной упаковки для вмещения изделия. Способ выполнения блистерной упаковки для вмещения изделия включает обеспечение передней панели; нанесение печати на плоскую пленку, при этом вид печати свободен от деформации на плоской пленке; термоформование плоской пленки в элемент подложки для образования контурного участка, имеющего продольную ось с контурным участком, вытянутым линейно вдоль продольной оси, при этом печать выполнена со второй плоской пленкой и сохраняет разборчивый вид независимо от искажения, вызванного формованием; расположение изделия в одном из передней панели или изделия; и сварку передней панели и элемента подложки вместе с изделием между передней панелью и элементом подложки.
[0008] В определенных вариантах выполнения контурный участок имеет коническую форму.
[0009] В определенных вариантах выполнения первая трехмерная термоформованная структура выступает из плоского кольца на первое расстояние, а вторая трехмерная структура выступает из плоского фланца на второе расстояние, меньшее, чем первое расстояние.
[0010] В определенных вариантах выполнения контурный участок имеет выпуклое изогнутое поперечное сечение.
[0011] Дополнительные области применения настоящего изобретения очевидны из приведенного далее подробного описания. Следует понимать, подробное описание и отдельные примеры, обозначая предпочтительный вариант выполнения изобретения, предназначены только для иллюстрации и не ограничивают объем изобретения.
Краткое описание чертежей
[0012] Настоящее изобретение более понятно, исходя из подробного описания и сопровождающих чертежей, на которых:
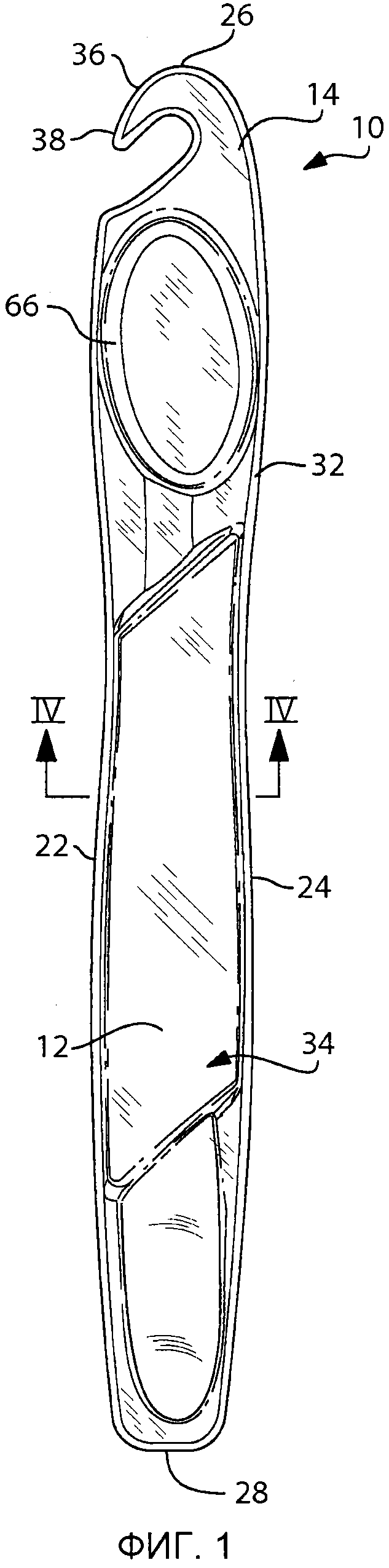
[0013] Фиг. 1 - вид сверху примерного варианта выполнения блистерной упаковки, выполненной в соответствии с изобретением и вмещающей предмет торговли;
[0014] Фиг. 2 - вид сбоку упаковки по Фиг. 1;
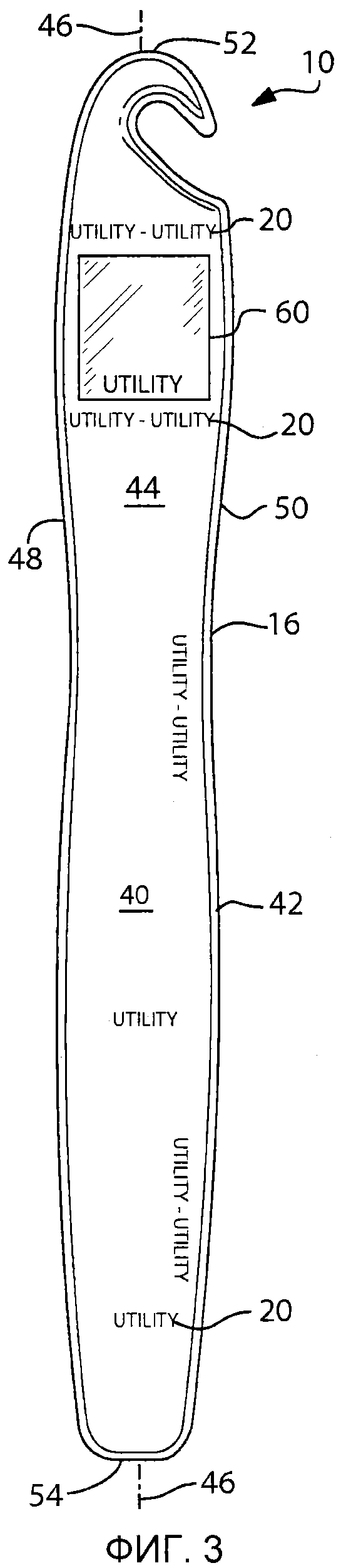
[0015] Фиг. 3 - вид снизу упаковки по Фиг. 1 и 2;
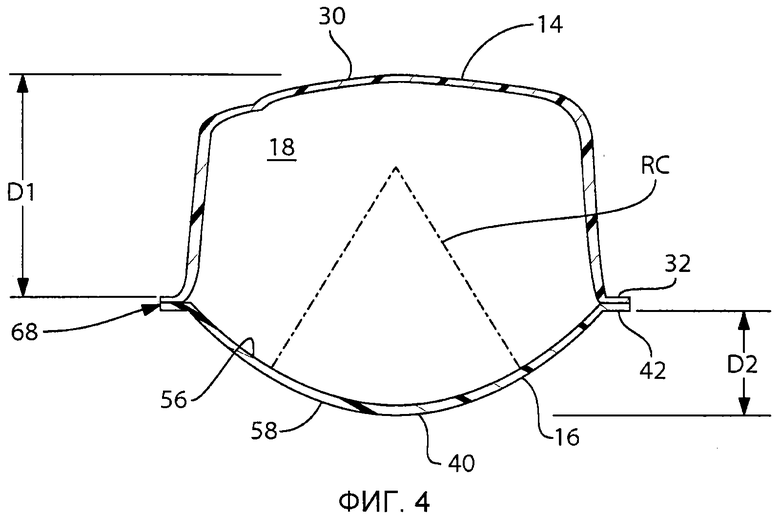
[0016] Фиг. 4 - увеличенный вид в разрезе вдоль линии IV-IV по Фиг. 1;
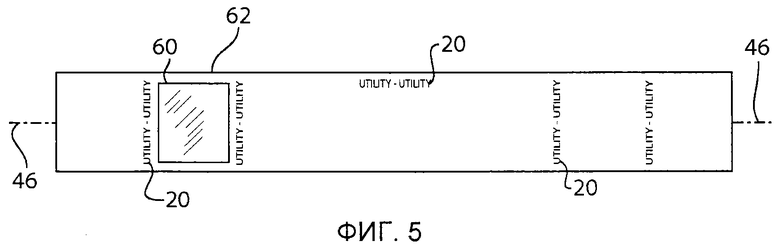
[0017] Фиг. 5 - вид снизу примерной плоской пленки до термоформования в цилиндрический контурный участок;
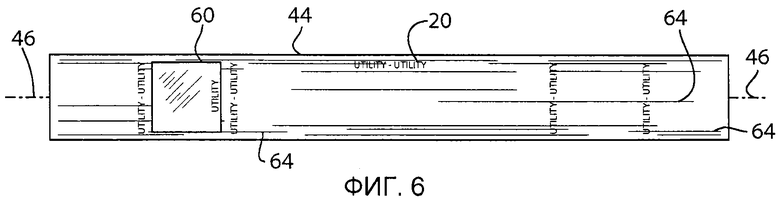
[0018] Фиг. 6 - вид снизу цилиндрического контурного участка, термоформованного из плоской пленки, показанной на Фиг. 5; и
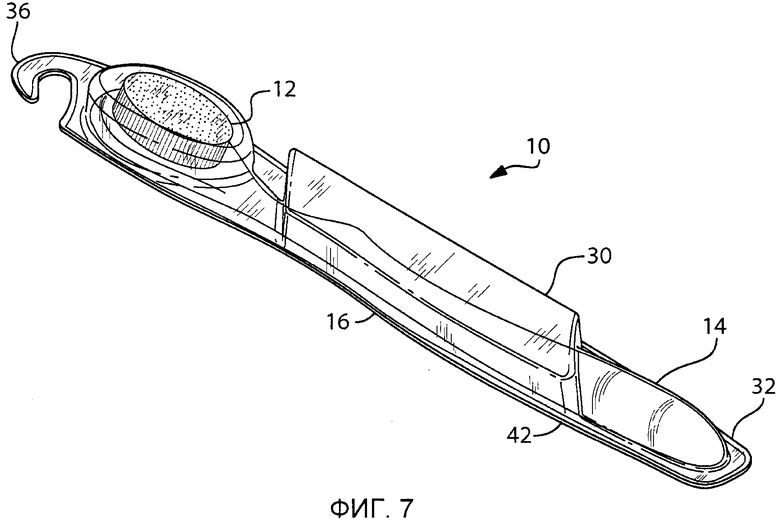
[0019] Фиг. 7 - вид в перспективе упаковки по Фиг. 1-3, вмещающей примерный предмет торговли.
Подробное описание изобретения
[0020] Последующее описание предпочтительного варианта (вариантов) выполнения является только примерным и никак не предназначено для ограничения данного изобретения, его применения или назначений.
[0021] Если не указано иначе, все величины, числа и геометрические признаки, приведенные здесь или где-либо в подробном описании, следует понимать как включающие в значительной степени приблизительные соответствия оговоренному условию. Например, термин «плоский» следует понимать как включающий по существу или примерно плоские конфигурации.
[0022] Не ограниченные до точной теории, примерные объекты изобретения включают блистерную упаковку и способ производства блистерной упаковки, включающий элемент верхней стенки (например, переднюю панель), элемент нижней стенки (например, элемент подложки) и печать (например, рисунок, оформление, рекламу), где элемент верхней стенки выполнен для эффективного удержания изделия (например, зубной щетки, бритвы) предпочтительно путем вмещения конкретной геометрии изделия. Элемент нижней стенки предпочтительно выполнен (например, сформован, термоформован) после печати из плоского листа материала (например, пластикового), чтобы напоминать конечную форму цилиндра или основания конуса линейно вдоль или параллельно продольной оси элемента нижней стенки. Печать наносят на плоский лист материала без искажения, и она возникает на получившем конечную форму элементе нижней стенки без появления искажения. Данная комбинация элементов верхней и нижней стенок закреплена предпочтительно трехмерной герметизированной или сварной кривой, обычно применяемой как двухмерный герметизированный или сварной шов.
[0023] Указанные варианты выполнения увеличивают качество печати, размещенной на элементе нижней стенки или элементе подложки, и обеспечивают элемент подложки трехмерной формой для неискаженной печати, расположенной на плоском листе по сравнению с известным плоским видом. Преимущество указанного цилиндрического/конусообразного элемента подложки состоит в том, что элемент подложки не искажается в той же степени, что элемент верхней стенки. Это обеспечивает преимущество в том, что печать не должна быть предварительно искажена до конечной сборки блистерной упаковки, как известно в уровне техники, по меньшей мере, частично благодаря продольной линейной форме собранного нижнего участка. Это преимущество допускает лучшие графические и печатные изображения и гибкость. Дополнительное преимущество трехмерного элемента подложки обеспечено выполнением прозрачных окон на элементе подложки, что обеспечивает визуальный доступ к задней или боковой части изделия (например, головок зубных щеток) или другим свойствам изделия, которые обычно скрыты от обзора.
[0024] Изобретение дополнительно описано в следующих примерах. Примеры являются только иллюстрирующими и никаким образом не ограничивают объем изобретения по описанию и формуле.
[0025] Теперь ссылаясь на чертежи, на которых подобные позиции относятся к подобным частям, позицией 10 на Фиг. 1 обозначен вариант выполнения блистерной упаковки, выполненной по изобретению. Упаковка 10 выполнена для удержания предмета торговли. В показанном примерном варианте выполнения предметом торговли является зубная щетка 12 (Фиг. 7), но им может быть любой продукт. Конкретно вариант выполнения упаковки 10, показанный на Фиг. 1, относится к блистерной упаковке. Альтернативно это может быть упаковка в форме раковины моллюска. В любом случае, упаковка в своей основе содержит пару элементов стенки, здесь обозначенных как передняя панель 14 и элемент подложки 16. Указанные элементы стенок прочно закреплены друг с другом для образования кармана 18 (Фиг. 4), принимающего изделие, между ними. Блистерная упаковка 10 также включает печать 20 (Фиг. 2, 3, 5, 6) на элементе подложки 16.
[0026] Указанные элементы стенки выполнены из любого подходящего материала, например, пластика или полимерного материала, такого как, без ограничения, поливинилхлорид (PVC), полиэтилентерефталат (РЕТ) и так далее, или любого другого материала, известного в использовании в блистерной упаковке или упаковке в форме раковины моллюска. Материал, составляющий элементы стенки, может содержать комбинацию материалов, включая прозрачные, частично прозрачные, полупрозрачные, непроницаемые и/или непрозрачные материалы, и может быть выполнен любым образом, таким как термоформование, литье под давлением или формование.
[0027] На Фиг. 1-3 показана блистерная упаковка 10 в виде сверху, в виде сбоку и в виде снизу соответственно. Как лучшим образом можно видеть на Фиг. 1, передняя панель является удлиненным элементом, имеющим пару длинных боковых краев 22 и 24, продолжающихся вдоль протяжения, и пару коротких концевых краев 26, 28, продолжающихся поперечно протяжению. Передняя панель 14 включает первую трехмерную термоформованную структуру 30 и плоское кольцо 32, продолжающееся вокруг периферии первой трехмерной термоформованной структуры. Первая трехмерная термоформованная структура сформована из первой плоской пластиковой пленки, которая образует элемент первой стенки, и выступает из плоского кольца 32 на расстояние D1 (Фиг. 4) для образования полого корпуса наподобие участка 34, принимающего изделие. Указанный участок 34, принимающий изделие, является углублением для принятия предмета торговли и продолжается по существу по всей длине передней панели 14, за исключением верхнего участка 36, смежного с коротким концевым краем 26, который образует держатель упаковки 10. Верхний участок 36 показан как образующий крючок 38 для свисания упаковки 10 с экспозиционной полки. Указанный участок 34, принимающий изделие, может иметь единую ширину и глубину по всей длине или может быть приведен в соответствие с конкретным профилем предмета торговли, как можно видеть на Фиг. 7. В показанном примерном варианте выполнения участок 34, принимающий изделие, профилирован для соответствия профилю зубной щетки 12.
[0028] Как лучшим образом можно видеть на Фиг. 1 и 2, плоское кольцо 32 продолжается наружу вокруг всей периферии первой трехмерной термоформованной структуры 30 для образования ее краев 22, 24, 26, 28. Плоское кольцо 32 служит в качестве средства закрепления передней панели 14 с элементом подложки 16. Например, передняя панель 14 и элемент подложки 16 могут быть закреплены герметизированным или сварным швом, как понятно специалисту в данной области.
[0029] Элемент второй стенки, служащий как элемент подложки 16 упаковки 10, включает по существу цилиндрический или конусообразный элемент в качестве второй трехмерной термоформованной структуры 40 и плоский фланец 42, продолжающийся вокруг периферии второй трехмерной структуры, имеющей размер и форму, соответствующие плоскому кольцу 32. Вторая трехмерная термоформованная структура 40 сформована из второй плоской пластиковой пленки и выступает из плоского фланца 42 для образования цилиндрического контурного участка 44, имеющего продольную ось 46 с цилиндрическим контурным участком вдоль продольной оси (Фиг. 2).
[0030] Таким образом, как лучшим образом можно видеть на Фиг. 2 и 3, элемент подложки является удлиненным элементом, включающим пару длинных боковых краев 48, 50, продолжающихся по существу параллельно оси 46, и пару коротких боковых краев 52, 54, продолжающихся поперечно оси 4. Без ограничения до конкретной теории на Фиг. 2 показано, что продольная ось 46 смещена от и не ограничена параллельным выравниванием с плоскостью плоского фланца 42. Например, когда продольная ось 46 не параллельна плоскости плоского фланца, вторая трехмерная термоформованная структура может казаться по существу конусообразной, поскольку угол, смещенный с плоскости плоского фланца, возрастает от параллели. Любая такая конфигурация предусмотрена в объеме изобретения.
[0031] Как описано ранее, элемент подложки 16 может быть выполнен из PVC, PET и т.д. или любого другого подходящего гибкого пластикового или полимерного листового или пленочного материала и включает внутреннюю поверхность 56 и наружную поверхность 58 (Фиг. 4). По ссылке на Фиг. 2 и 3, внутренняя поверхность 56 элемента подложки 16 смежна его периферийным краям 48, 50, 52, 54, образованным плоским фланцем 42, надежно прикрепленным (например, закрепленным с помощью адгезива, термосваренным и т.д.) к плоскому кольцу 32 передней панели 14 для образования запечатанного участка 68. Закрепление вместе передней панели 14 и элемента подложки 16 образуют вложенную полость или карман 18 (Фиг. 4), принимающий изделие, в котором удерживается предмет торговли, например, зубная щетка 12 (Фиг. 7). Несомненно, печать может быть нанесена или на внутреннюю поверхность 56, или на наружную поверхность 58, по объему изобретения.
[0032] На Фиг. 4 показана блистерная упаковка 10 в поперечном сечении, демонстрируя путем примера количество выступов, образованных термоформованием передней панели 14 и элементе подложки 16. Первая трехмерная термоформованная структура 30 выступает из плоского кольца 32 на расстояние D1, а вторая трехмерная термоформованная структура 40 показана выступающей из плоского фланца 42 на второе расстояние D2. Как можно видеть на Фиг. 4, расстояние D2 меньше расстояния D1, что означает, что элемент подложки 16 не искажен в той же степени, что и передняя панель. Вторая трехмерная термоформованная структура 40 не является прямолинейной или плоской в поперечном сечении, но предпочтительнее изогнута наружу слегка выпуклым образом с радиусом изгиба RC, превышающим расстояние D2, представляющее расстояние выступа второй трехмерной термоформованной структуры из плоского фланца 42. Это сокращает любое искажение второй трехмерной термоформованной структуры и устраняет любое искажение продольно параллельно продольной оси 46. Без ограничения до конкретной теории показанные на чертежах примеры демонстрируют радиус изгиба RC, по меньшей мере, примерно вдвое превосходящий расстояние D2 для сокращения искажения, в то же время, обеспечивая изогнутый выпуклый профиль.
[0033] Указанная вторая трехмерная структура 40 включает цилиндрический контурный участок 44, продолжающийся продольно вдоль термоформованной структуры 40, предпочтительно включающей структуры 40, предпочтительно включающей надписи 20, показанные путем примера на Фиг. 2, 3 и 6. Как часть второй трехмерной термоформованной структуры 40, цилиндрический контурный участок 44 сформован из второй плоской пластиковой пленки 62 (Фиг. 5) в его цилиндрическую форму, как показано на Фиг. 6. Печать 20 нанесена на вторую плоскую пластиковую пленку 62 с видом, свободным от искажения, на второй плоской пластиковой пленке. Другими словами, печать нанесена неискаженной, как если бы она предназначалась для просмотра на плоском листе.
[0034] После того, как вторую плоскую пластиковую пленку 62 формуют во вторую трехмерную термоформованную структуру 40, цилиндрический контурный участок все еще кажется по существу таким, как он изображен. Во время термоформования цилиндрического контурного участка 44 участок не деформируется вдоль или параллельно продольной оси, а только слегка поперечно оси. Такая деформация сохраняет цилиндрический контурный участок без продольной деформации, следовательно, сокращая любую деформацию печати на цилиндрическом контурном участке 44. Преимущественно, такое формование цилиндрического контурного участка 44 не искажает контурный участок вдоль линейных сегментов 64 (Фиг.6), параллельных продольной оси 46. Соответственно, такое формование допускает только минимальное искажение поперечно продольной оси, таким образом, сокращая любое искажение цилиндрического контурного участка или любой печати 20, нанесенной на цилиндрический контурный участок 44. Это преимущество означает, что элемент подложки 16 не искажен в степени, равной искажению передней панели 14, а надпись 20 не кажется искаженной на термоформованном цилиндрическом контурном участке 44. Соответственно, любая надпись 20 не требует предварительного искажения до формования элемента подложки или конечного узла упаковки 10, что допускает более четкую графику и печатный дизайн, а также большую гибкость нанесения изображений, принимая в расчет, что печать, нанесенная на вторую плоскую пластиковую пленку, будет выглядеть так же, как изображение, видимое на конечной собранной упаковке 10.
[0035] В то время как передняя панель 14 и элемент подложки 16 описаны выше как содержащие комбинацию материалов, включающих прозрачные, частично прозрачные, полупрозрачные и т.д., предпочтительно, что блистерная упаковка 10 включает окна 60 из прозрачного материала с печатью или без печати для видимости изделия внутри. Например, как можно видеть на Фиг. 2, 3, 5 и 6, указанный элемент подложки 16 включает окно 60 из прозрачного материала для возможности визуального доступа к головке зубной щетки 12. В комбинации с окном 66 из прозрачного материала на передней панели 14 для визуального доступа к головке и щетине зубной щетки, человек имеет обзор головки зубной щетки на 360°. Окно 60 и другие окна элемента подложки 16 помогают потребителям видеть заднюю часть зубных щеток или другие свойства, которые обычно недоступны для просмотра до приобретения зубной щетки.
[0036] В то время как изобретение описано подробно и со ссылками на конкретные его примеры, специалисту в данной области очевидно, что здесь возможны различные изменения и модификации без отхода от сущности и объема изобретения. Например, передняя панель 14 и элемент подложки 16 могут быть закреплены частичным прикреплением плоского кольца к плоскому фланцу или путем фрикционной посадки. Без дополнительной разработки вышеприведенное полностью иллюстрирует изобретение, которое другие, путем применения уже имеющегося или будущего знания, могут легко адаптировать для использования при различных условиях обслуживания.
[0037] Как и повсеместно, пределы используются как условные обозначения для описания каждого значения в этих пределах. Любое значение в этих пределах может быть выбрано конечным пределом. Кроме того, все ссылки, приведенные здесь, включены здесь посредством ссылки в полном объеме. В случае конфликта по поводу определения в настоящем описании и приведенных ссылок, настоящее описание регулируется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА ДЛЯ УСТРОЙСТВА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА (ВАРИАНТЫ) | 2012 |
|
RU2571249C1 |
| ЛЕГКО ОТКРЫВАЕМАЯ УПАКОВКА | 2005 |
|
RU2383480C2 |
| ЭКОЛОГИЧНАЯ БЛИСТЕРНАЯ УПАКОВКА | 2020 |
|
RU2811592C1 |
| УПАКОВАННОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА И СПОСОБ ЕГО ОТКРЫВАНИЯ | 2013 |
|
RU2640478C2 |
| ЗУБНАЯ ЩЕТКА, ВКЛЮЧАЮЩАЯ В СЕБЯ НАБОР ДЛЯ ДЕКОРИРОВАНИЯ УКАЗАННОЙ ЗУБНОЙ ЩЕТКИ | 2011 |
|
RU2603556C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ПОЛОТНА | 2005 |
|
RU2384414C2 |
| МИКРОЛИНЗОВЫЕ ОКНА И КОДИРОВАННЫЕ ИЗОБРАЖЕНИЯ ДЛЯ УПАКОВКИ И ПЕЧАТИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2412096C2 |
| ТЕРМОФОРМОВАННЫЕ УСТРОЙСТВА ОФТАЛЬМОЛОГИЧЕСКОЙ ВСТАВКИ | 2014 |
|
RU2639033C2 |
| ДЕМОНСТРАЦИОННАЯ УПАКОВКА ДЛЯ НЕСКОЛЬКИХ ИЗДЕЛИЙ | 2010 |
|
RU2501726C1 |
| СПОСОБ И ПРИБОР ДЛЯ ФОРМИРОВАНИЯ ТЕРМОФОРМОВАННЫХ ОФТАЛЬМОЛОГИЧЕСКИХ УСТРОЙСТВ ВСТАВКИ | 2014 |
|
RU2648893C2 |
Блистерная упаковка (10) и способ производства блистерной упаковки, включающей элемент (14) верхней стенки (например, передняя панель), элемент (16) нижней стенки (например, элемент подложки) и печать (20) (например, рисунок, оформление, реклама), где элемент верхней стенки выполнен для эффективного удержания изделия (12) (например, зубной щетки, бритвы) предпочтительно путем вмещения конкретной геометрии изделия. Элемент нижней стенки предпочтительно выполнен (например, сформован, термоформован) после печати из плоского листа материала (например, пластика) для напоминания конечной формы цилиндра или основания конуса линейно вдоль или параллельно продольной оси (46) элемента нижней стенки. Печать наносят на плоский лист материала без искажения, и на элементе нижней стенке, получившем конечную форму, она остается без искажения. 3 н. и 18 з.п. ф-лы, 7 ил.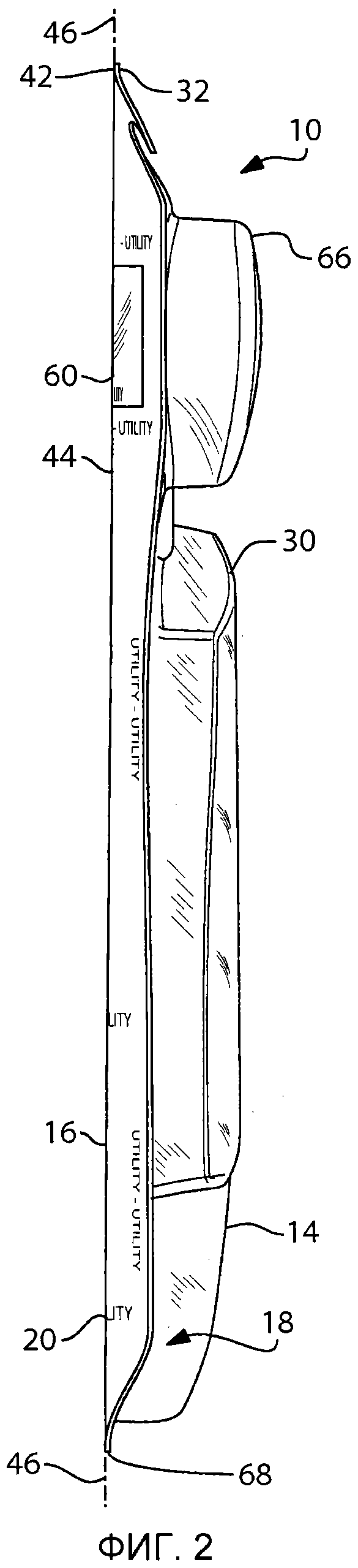
1. Блистерная упаковка для вмещения изделия, содержащая: переднюю панель;
элемент подложки, сформованный из плоской пленки, для образования контурного участка, имеющего продольную ось и выпуклое изогнутое поперечное сечение; и печать на контурном участке;
в которой контурный участок является линейным вдоль продольной оси и не деформирован вдоль или параллельно продольной оси, а деформирован только поперечно оси, при этом передняя панель и элемент подложки закреплены вместе для образования области для удержания изделия, при этом печать выполнена разборчиво на элементе подложки, причем
передняя панель содержит первую трехмерную структуру и плоское кольцо; а элемент подложки дополнительно содержит плоский фланец и вторую трехмерную структуру; при этом первая трехмерная структура выступает из плоского кольца на первое расстояние, вторая трехмерная структура выступает из плоского фланца на второе расстояние,
при этом радиус изгиба выпуклого изогнутого поперечного сечения превышает второе расстояние.
2. Блистерная упаковка по п. 1, в которой второе расстояние меньше первого расстояния.
3. Блистерная упаковка по п. 1 или 2, в которой контурный участок имеет конусную форму.
4. Блистерная упаковка по п. 1, в которой контурный участок содержит прозрачный участок элемента подложки для визуального
доступа к изделию.
5. Блистерная упаковка по п. 4, в которой изделие является зубной щеткой, содержащей:
головку с удлиненной ручкой; и
щетину, прикрепленную к головке, при этом прозрачный участок элемента подложки допускает визуальный доступ к головке зубной щетки.
6. Блистерная упаковка по п. 1, в которой элемент подложки содержит внутреннюю поверхность, направленную к изделию, и наружную поверхность, противоположную внутренней поверхности и направленную от изделия, при этом печать нанесена на внутреннюю поверхность элемента подложки.
7. Блистерная упаковка по п. 1, в которой элемент подложки содержит внутреннюю поверхность, направленную к изделию, и наружную поверхность, противоположную внутренней поверхности и направленную от изделия, при этом печать нанесена на наружную поверхность элемента подложки.
8. Блистерная упаковка по п. 1, в которой передняя панель дополнительно содержит плоское кольцо; а элемент подложки дополнительно содержит плоский фланец, при этом плоское кольцо прикреплено к плоскому фланцу для образования области.
9. Блистерная упаковка по п. 1, в которой контурный участок продолжается по ширине элемента подложки.
10. Способ выполнения блистерной упаковки для вмещения изделия, включающий:
a) обеспечение передней панели;
b) нанесение печати на плоскую пленку, при этом печать
имеет вид, свободный от искажения на плоской пленке;
c) термоформование плоской пленки в элемент подложки для образования контурного участка, имеющего продольную ось и выпуклое изогнутое поперечное сечение с контурным участком линейно вдоль продольной оси, при этом печать термоформована со второй плоской пленкой и сохраняет разборчивый вид, независимо от искажения, вызванного термоформованием;
d) размещение изделия в одном из передней панели и элемента подложки; и
e) запечатывание передней панели и элемента подложки вместе с изделием между передней панелью и элементом подложки;
при этом во время термоформования контурный участок не деформируется вдоль или параллельно продольной оси, а только деформируется поперечно оси.
11. Способ по п. 10, в котором контурный участок цилиндрический.
12. Способ по п. 10 или 11, в котором передняя панель дополнительно содержит первую трехмерную структуру и плоское кольцо; а элемент подложки дополнительно содержит плоский фланец и вторую трехмерную структуру; при этом первая трехмерная структура выступает из плоского кольца на первое расстояние, вторая трехмерная структура выступает из плоского фланца на второе расстояние, при этом второе расстояние меньше первого расстояния.
13. Способ по п. 12, в котором выпуклое изогнутое поперечное сечение имеет радиус изгиба, превышающий второе расстояние.
14. Способ по п. 10, в котором контурный участок имеет конусную форму.
15. Элемент подложки, прикрепленный к передней панели для образования блистерной упаковки для вмещения изделия, при этом передняя панель включает первую трехмерную термоформованную структуру и плоское кольцо, продолжающееся вокруг периферии первой трехмерной термоформованной структуры, при этом первая трехмерная термоформованная структура сформована из первой плоской пленки и выступает из плоского кольца для образования участка, принимающего изделие, при этом первая термоформованная структура включает первый прозрачный участок для визуального доступа к изделию, при этом элемент подложки содержит:
вторую трехмерную термоформованную структуру; плоский фланец, продолжающийся вокруг периферии второй трехмерной термоформованной структуры; и печать,
при этом вторая трехмерная термоформованная структура сформована из второй плоской пленки и выступает из плоского фланца для образования цилиндрического контурного участка, имеющего продольную ось и выпуклое изогнутое поперечное сечение, при этом контурный участок линеен вдоль продольной оси и не деформирован вдоль или параллельно продольной оси, а деформирован только поперечно оси;
при этом элемент подложки прикреплен к передней панели путем склеивания плоского кольца с плоским фланцем для образования запечатанной области, при этом первая и вторая трехмерные термоформованные структуры взаимодействуют для
образования кармана для изделия, принимающего изделие, при этом печать находится на контурном участке и разборчива на элементе подложки,
причем контурный участок продолжается по ширине элемента подложки между плоскими фланцами на противоположных концах ширины.
16. Элемент подложки по п. 15, контурный участок, включает прозрачный участок элемента подложки для визуального доступа к изделию.
17. Элемент подложки по п. 16, в котором изделие является зубной щеткой, содержащей:
головку с удлиненной ручкой; и
щетину, прикрепленную к головке, при этом прозрачный участок элемента подложки допускает визуальный доступ к головке зубной щетки.
18. Элемент подложки по любому одному из пп. 15-17, в котором первая трехмерная термоформованная структура выступает из плоского кольца на первое расстояние, вторая трехмерная термоформованная структура выступает из плоского фланца на второе расстояние, меньшее, чем первое расстояние.
19. Элемент подложки по любому одному из пп. 15-17, в котором радиус изгиба выпуклого изогнутого поперечного сечения превышает выступ второй трехмерной термоформованной структуры из плоского фланца.
20. Элемент подложки по любому одному из пп. 15-17, в котором контурный участок имеет конусную форму.
21. Элемент подложки по любому одному из пп. 15-17, в котором контурный участок цилиндрический.
| US 2009090643 A1, 09.04.2009 | |||
| Способ определения концентрации делящихся веществ | 1961 |
|
SU439740A1 |
| EP 0299124 A2, 18.01.1989 | |||

