Изобретение относится к металлической консервной банке для хранения пищевого продукта, стерилизованного посредством термической обработки после закрывания банки.
Уровень техники
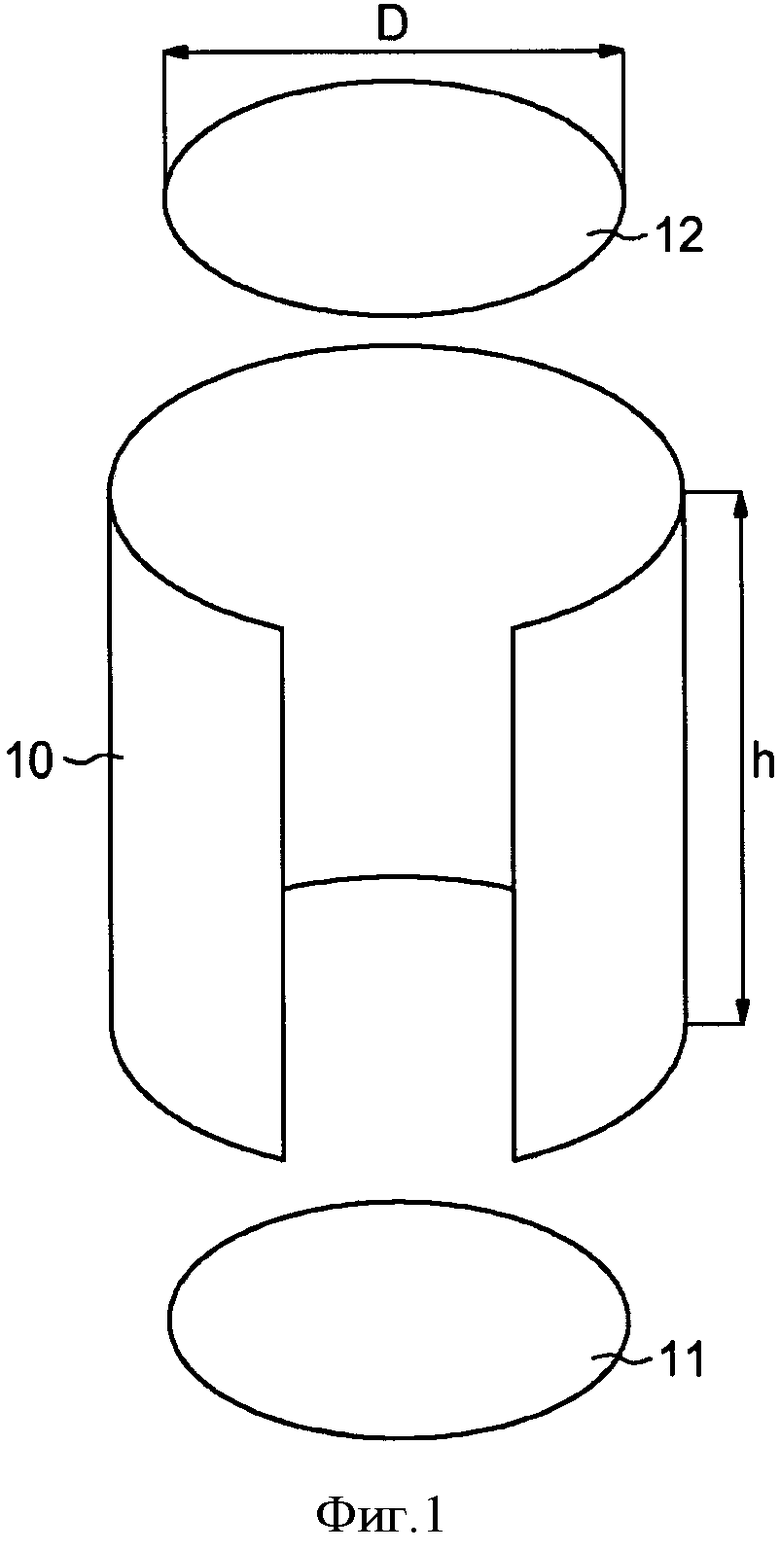
Традиционно, как показано на фиг.1, консервные банки выполняли из прямоугольного участка 10 жести, согнутого и запаянного для получения корпуса, при этом дно 11 и крышку 12 из пластин жести соединяли с двумя концами этого корпуса. Такую консервную банку называют «трехэлементной», так как она содержит три отдельных элемента, соединенных пайкой или обжатием.
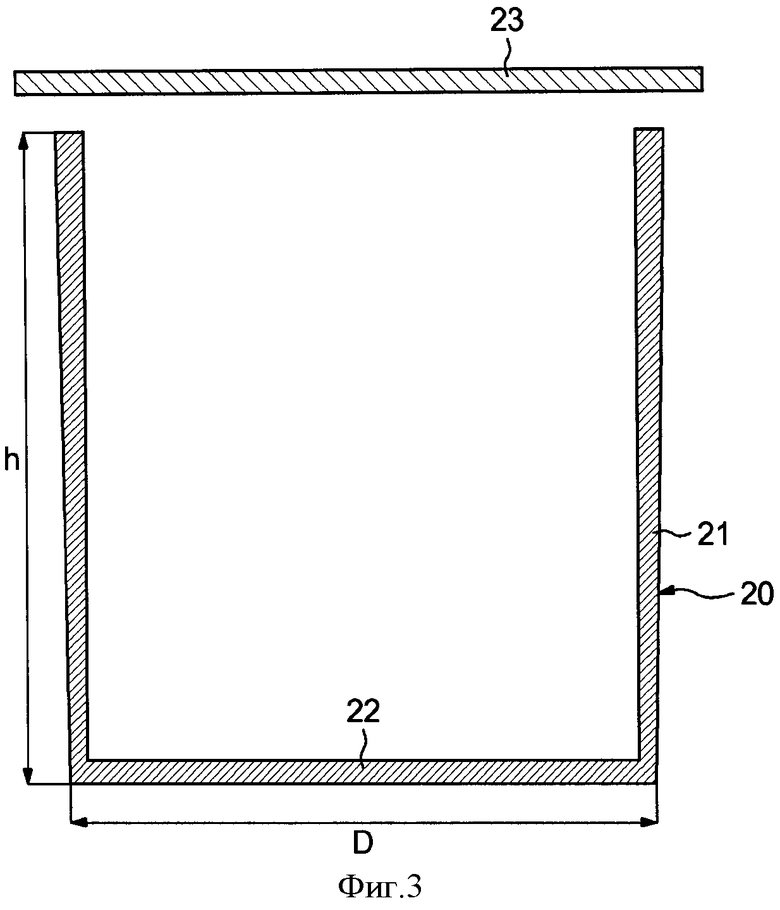
Недавно консервные банки начали выполнять посредством штамповки листа жести, как показано на фиг.2, называемого листовой заготовкой, таким образом, чтобы получить в виде единого моноблочного корпуса 20 дно и боковую стенку корпуса банки. Затем эту банку закрывают крышкой 23, выполненной из пластины жести. Такие банки, дно и боковая стенка которых образуют единую деталь, называют «двухэлементными».
Как показано на фиг.3, на которой представлено сечение банки, показанной на фиг.2, эта банка имеет переменную толщину по своей в интервале от +25% до -25% от первоначальной толщины листовой заготовки.
Была также разработана другая технология штамповки, общепринято называемая технологией "DWI" (от английского "Drawn and Wall Ironing": «штамповка и вытяжка» или «штамповка и повторная вытяжка»), позволяющая получать «двухэлементные» банки, боковую стенку которых получают посредством вытяжки. На фиг.4 такая банка 30 показана в сечении. Толщина «е» центра дна 31 этой банки по существу равна толщине листовой заготовки, подвергнутой штамповке. Толщина дна составляет от +0% до -15% от этой толщины «е», поскольку придание ему формы может привести к легкому локальному утонению. С другой стороны, толщина «e′» стенки 33 уменьшается до 20% толщины «е» центра дна. Крышка 32 имеет толщину «е′′» жести, из которой ее выполняют.
Эта технология DWI позволяет производить банки, в дальнейшем называемые «банками с вытянутой стенкой», более легкие, чем банки других типов. Их характеристики представляют интерес для их использования в качестве банок для напитков, но они мало пригодны для использования в качестве консервных банок для пищевых продуктов. Действительно, пищевые продукты после закрывания должны проходить через процесс стерилизации посредством термической обработки, который приводит к положительным и отрицательным колебаниям внутреннего давления в банке.
Наиболее распространенные банки с вытянутой стенкой и, в частности, банки для напитков не адаптированы к таким колебаниям давления. Следовательно, использование таких банок для хранения пищевых продуктов не представляет интереса.
Раскрытие изобретения
Задача изобретения состоит в устранении вышеуказанных недостатков, присущих известным техническим решениям.
В частности, задача изобретения состоит в создании металлической консервной банки для хранения пищевого продукта, стерилизованного посредством термической обработки после закрывания банки, в которой использовано оптимизированное количество материала.
Задача изобретения состоит также в создании банок, стерилизация которых посредством термической обработки после закрывания является легкой и требует минимального расхода энергии.
Еще одна задача изобретения состоит в обеспечении легкого изготовления и применения таких банок с максимальным использованием материала и элементов, идентичных или аналогичных материалу и элементам, используемым для производства известных банок.
Вышеуказанные задачи и задачи, более подробно описанные ниже, решены в металлической консервной банке для хранения пищевого продукта, стерилизованного посредством термической обработки после закрывания банки, содержащей моноблочный корпус, образующий дно и боковую стенку банки, и крышку, соединенную с этим корпусом для его закрывания, при этом минимальная толщина боковой стенки составляет от 20% до 60% от толщины центра дна, при этом высота банки составляет, согласно изобретению, от 1,5 до 3,5 и предпочтительно от 1,7 до 3,0 ее ширины, причем дно и/или крышка банки содержит центральную стенку выпуклой в наружную сторону формы, соединенную с боковой стенкой через открытый наружу периферический кольцевой паз.
Такую консервную банку можно изготовить с использованием оптимизированного количества материала, и ее можно подвергнуть термической обработке стерилизации без риска повреждения и с меньшим расходом энергии, чем в случае известных банок.
Предпочтительно внутреннее давление банки превышает атмосферное давление.
Эта характеристика в комбинации с другими отличительными признаками банки в соответствии с изобретением способствует жесткости банки.
Предпочтительно указанный периферический кольцевой паз содержит первую стенку, соединенную с выпуклой центральной стенкой, вторую стенку, соединенную в периферической соединительной зоне с боковой стенкой банки, и дно, образующее закругление, и:
- первая стенка образует с осью банки угол, составляющий от 2° до 45°,
- соединение между первой стенкой и центральной стенкой образует закругление с радиусом, превышающим 0,5 мм,
- глубина кольцевого паза составляет от 1 мм до 7 мм и
- закругление дна кольцевого паза имеет радиус меньший 5 мм.
Дно или крышка с этими характеристиками придают банке хорошую прочность по отношению к внутреннему давлению.
Согласно предпочтительному варианту осуществления, крышка представляет собой диск из материала на основе стали, при этом емкость банки составляет 212 мл, 425 мл или 850 мл, и этим значениям емкости соответствуют крышки диаметром 52 мм, 65 мм или 83 мм.
Согласно предпочтительному варианту осуществления, крышка представляет собой диск из алюминия, при этом емкость банки составляет 212 мл, 425 мл или 850 мл, и этим значениям емкости соответствуют крышки диаметром 52 мм, 63,7 мм и 81,5 мм.
Эти комбинации стандартных размеров крышек и объема банки позволяют применять изобретение с соблюдением запросов производителей консервов и с использованием существующих крышек и оборудования для запрессовки.
Согласно предпочтительному варианту осуществления, на боковой стенке банки выполнены формовочные швы для повышения ее сопротивления наружному давлению.
Поставленная изобретением задача решена также в моноблочном корпусе металлической консервной банки для хранения пищевого продукта, стерилизованного посредством термической обработки после закрывания банки, при этом корпус содержит дно и боковую стенку, при этом минимальная толщина боковой стенки составляет от 20% до 60% от толщины центра дна, при этом высота корпуса составляет, согласно изобретению, от 1,5 до 3,5 и предпочтительно от 1,7 до 3,0 его ширины, и дно содержит центральную стенку выпуклой в наружную сторону формы, соединенную с боковой стенкой через открытый наружу периферический кольцевой паз.
Этот корпус позволяет изготовить описанную выше консервную банку.
Предпочтительно периферический кольцевой паз содержит первую стенку, соединенную с выпуклой центральной стенкой, вторую стенку, соединенную в периферической соединительной зоне с боковой стенкой банки, и дно, образующее закругление, и:
- первая стенка образует с осью банки угол, составляющий от 2° до 45°,
- соединение между первой стенкой и центральной стенкой образует закругление с радиусом, превышающим 0,5 мм,
- глубина кольцевого паза составляет от 1 мм до 7 мм и
- закругление дна кольцевого паза имеет радиус меньший 5 мм.
Согласно предпочтительному варианту осуществления, на боковой стенке банки выполняют формовочные швы для повышения ее сопротивления наружному давлению.
Краткое описание чертежей
Другие цели, преимущества и отличительные признаки изобретения будут более очевидны из нижеследующего описания варианта осуществления, не ограничивающего объект и объем притязаний настоящей патентной заявки, со ссылками на прилагаемые чертежи.
На фиг.1 схематично показаны элементы, образующие известную консервную банку типа «трехэлементной банки»;
на фиг.2 схематично показаны элементы, образующие известную консервную банку типа «двухэлементной банки»;
на фиг.3 показана банка, изображенная на фиг.2, вид в сечении;
на фиг.4 показана известная банка с вытянутой стенкой, вид в сечении;
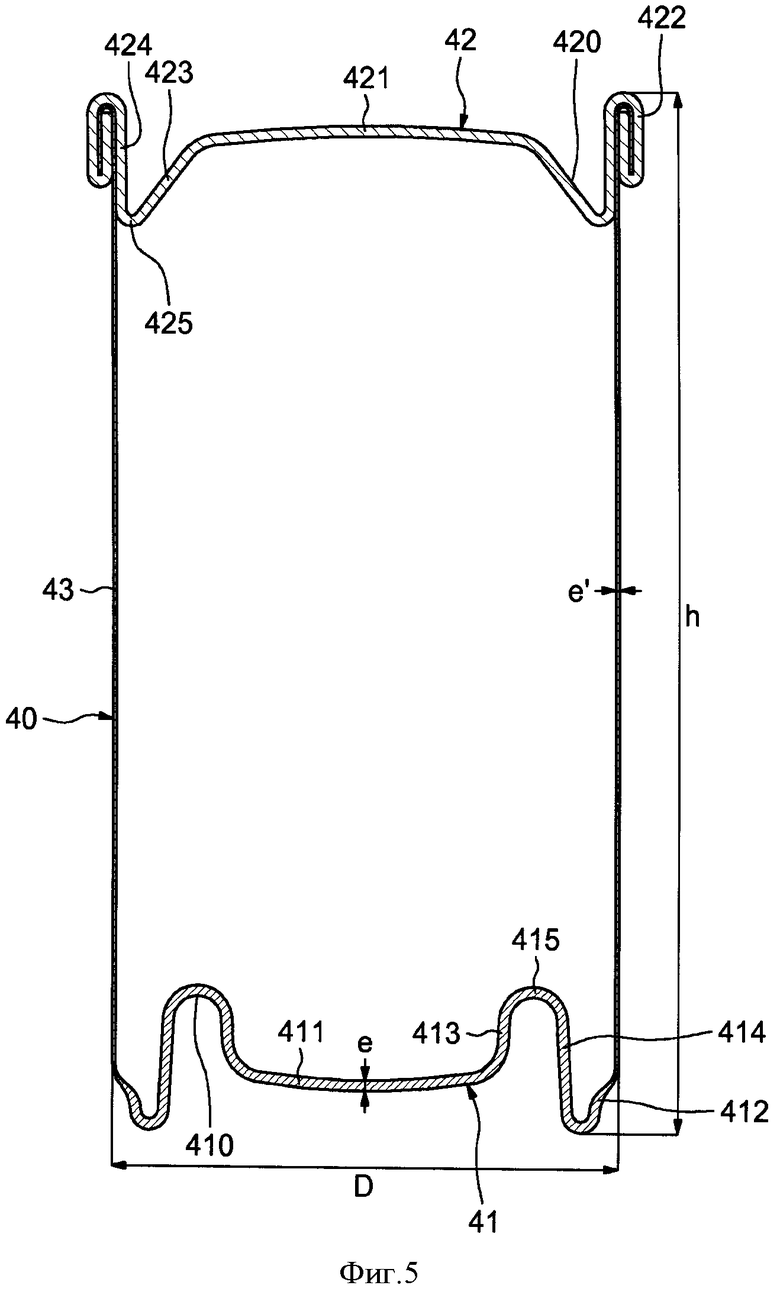
на фиг.5 показана консервная банка согласно варианту осуществления изобретения, вид в сечении.
Осуществление изобретения
«Трехэлементные» и «двухэлементные» консервные банки, изготавливаемые посредством классической штамповки, имеют толщину, меняющуюся в пределах от +25% до -25% от толщины используемой листовой заготовки. Для оптимизации количества материала, применяемого для изготовления такой банки данной емкости, диаметр «D» банки является близким к ее высоте «h».
Таким образом, стандартные размеры определены в данной области для банок, предназначенных для хранения пищевых продуктов, в частности, нормами EN 13025-13029, в которых применяют крышки в виде дисков диаметром:
- 99 мм для банок емкостью 850 мл;
- 83 мм для банок емкостью 425 мл;
- 65 мм для банок емкостью 212 мл.
Эти размеры, являющиеся классическими, позволяют получать банки, диаметр которых не отличается от их высоты более чем на 20%, с оптимизированным количеством материала.
Учитывая небольшую толщину, боковая стенка корпуса банки с вытянутой стенкой не обладает, естественно, достаточной жесткостью по отношению к внешним напряжениям.
Классическая технология для повышения этой жесткости состоит в формировании формовочных швов на корпусе банки для повышения ее сопротивления к боковому внешнему давлению. Однако эти формовочные швы не способствуют повышению сопротивления банки по отношению к вертикальному усилию.
На фиг.5 представлен схематичный вид в сечении цилиндрической банки 40 согласно предпочтительному варианту выполнения изобретения. Боковая стенка 43 этой банки выполнена посредством вытяжки с использованием технологии "DWI". Ее наименьшая толщина «e′» составляет от 20% до 60% и предпочтительно от 30% до 50% от толщины «е» середины дна 41.
Для повышения жесткости этой банки перед ее закрыванием в ее содержимое добавляют вещество, которое, испаряясь, создает дополнительное давление внутри банки. Это вещество, которым может быть, например, жидкий азот, обеспечивает жесткость банки с повышенным внутренним давлением и одновременно повышает ее сопротивление по отношению к внешнему боковому давлению и к вертикальному усилию.
В отличие от банок для напитков консервные банки для пищевых продуктов необходимо подвергать стерилизации посредством термической обработки после их закрывания. Эта стерилизация, которая предусматривает нагрев содержимого банки до температуры примерно около 110°С-150°С (предпочтительно 110-135°С), приводит к повышению давления в банке примерно до 3 бар. Это повышение давления еще выше в случае банок с повышенным внутренним давлением, в которых давление может достигать 5 бар.
Как правило, боковая стенка банки мало деформируется под действием этого давления. Деформируются только дно и крышка, которые позволяют банке расширяться, что ограничивает повышение внутреннего давления во время процесса стерилизации. Для банки данного объема возможное расширение дна и крышки тем больше, чем больше их размеры.
Таким образом, до настоящего времени специалист мог считать, что для термической обработки после закрывания банки с вытянутой стенкой должны иметь достаточно большие размеры дна и крышки по отношению к их высоте. Практически эти банки характеризуются обычными размерными пропорциями консервных банок, содержащих пищевой продукт, диаметр которых приближается к высоте.
Как установили авторы изобретения, чтобы оптимизировать количество материала, применяемое для изготовления банки с вытянутой стенкой с повышенным внутренним давлением данной емкости, высота «h» банки должна быть больше, чем ее диаметр «D». Так, эта высота должна составлять от 1,5 до 3,5 и предпочтительно от 1,7 до 3,0 диаметра «D».
Следовательно, классические пропорции банок, предназначенных для хранения пищевых продуктов, до настоящего времени не позволяли оптимизировать количество материала банок с вытянутой стенкой. Для специалиста было очевидно, что использование банок с вытянутой стенкой не представляло интереса для хранения пищевых продуктов.
Банка 40, показанная на фиг.5, имеет высоту h, которая находится в пределах от 1,7 до 3,0 ее диаметра «D», что позволяет оптимизировать количество металла, необходимого для ее изготовления.
Чтобы можно было производить термическую обработку этой банки 40, не создавая чрезмерного внутреннего давления, крышка 42 и дно 41 имеют специальную форму и содержат центральную стенку, соответственно 421 и 411, выпуклую в сторону наружного пространства, соединенную с боковой стенкой банки через открытый наружу периферический кольцевой паз, соответственно 420 и 410. Эта специальная форма облегчает упругую деформацию дна и крышки в случае избыточного внутреннего давления. Дно и крышка этого типа сами по себе известны и описаны, в частности, в документе ЕР 1813540.
Таким образом, крышка 42 содержит:
- центральную стенку 421,
- периферическую зону 422, позволяющую производить ее запрессовку на боковой стенке 43 банки,
- периферический кольцевой паз 420, содержащий первую стенку 423, соединенную с центральной стенкой 421, вторую стенку 424, соединенную с периферической зоной 422, и дно 425, образующее закругление.
В этой крышке 42 первая стенка 423 образует угол примерно 45° и в любом случае находящийся в пределах от 2° до 45° с осью банки; соединение между первой стенкой 423 и центральной стенкой образует закругление с радиусом, превышающим 0,5 мм; глубина кольцевого паза 420 составляет от 1 мм до 7 мм; и закругление дна 425 кольцевого паза имеет радиус менее 5 мм.
Точно так же, дно 41 содержит:
- центральную стенку 411,
- периферическую зону 412 соединения с боковой стенкой 43 банки,
- периферический кольцевой паз 410, содержащий первую стенку 413, соединенную с центральной стенкой 411, вторую стенку 414, соединенную с периферической зоной 412, и дно 415, образующее закругление.
В этом дне первая стенка 413 образует угол примерно 5° и в любом случае находящийся в пределах от 2° до 45° с осью банки; соединение между первой стенкой 413 и центральной стенкой 411 образует закругление с радиусом, превышающим 0,5 мм; глубина кольцевого паза 410 составляет от 1 мм до 7 мм; и закругление дна 415 кольцевого паза имеет радиус менее 5 мм.
Кольцевые пазы 410 и 420 с такими характеристиками облегчают деформацию соответственно дна и крышки банки 40. Таким образом, банку 40 нагревают в ходе ее термической обработки, повышение ее внутреннего давления приводит к временной и обратимой деформации дна 41 и крышки 42 и к увеличению внутреннего объема банки. Это увеличение объема позволяет ограничивать реальное давление в банке 40 значениями, исключающими риск ее повреждения.
Поскольку крышка 42 и дно 41 обеспечивают более высокую прочность по отношению к внутреннему давлению, становится возможным изготовить банку с вытянутой стенкой с повышенным внутренним давлением, которую можно стерилизовать посредством термической обработки и в которой соотношение между высотой и диаметром можно выбрать таким образом, чтобы оптимизировать количество используемого материала.
В других возможных вариантах выполнения изобретения можно предусмотреть, чтобы только крышка или только дно были выполнены с возможностью обеспечения прочности по отношению к внутреннему давлению.
Следует также отметить, что изобретение не ограничивается представленными профилями дна и крышки. Можно применять и другие профили, позволяющие банке выдерживать повышенное давление, например, профили, описанные в документе ЕР 1813540.
Объемы консервных банок являются стандартными, в частности, описаны в нормах EN 13025-13029. Следовательно, изменения пропорций банок с целью их оптимизации можно осуществлять, предпочтительно сохраняя идентичные объемы.
Кроме того, размеры крышек консервных банок тоже являются стандартными.
Соблюдение этих стандартов производителями банок имеет очень большое значение, поскольку банки закрывает крышками не производитель банок, а производитель консервов, который заполняет банку. Следовательно, используемые крышки должны быть адаптированы к обжимным машинам, используемым производителем консервов.
Чтобы можно было менять пропорции банок, но не использовать при этом крышек с нестандартными диаметрами, авторы изобретения предложили определять размеры банок для каждой стандартной емкости таким образом, чтобы их можно было закрывать стандартными крышками, обычно используемыми для закрывания банок меньшей емкости.
Так, для банок, закрываемых крышками, выполненными в виде диска из материала на основе стали, предпочтительно используют:
- крышки диаметром 52 мм для банок емкостью 212 мл,
- крышки диаметром 65 мм для банок емкостью 425 мл,
- крышки диаметром 83 мм для банок емкостью 850 мл.
Для банок, закрываемых крышками, выполненными в виде диска из материала на основе алюминия, предпочтительно используют:
- крышки диаметром 52 мм для банок емкостью 212 мл,
- крышки диаметром 63,7 мм для банок емкостью 425 мл,
- крышки диаметром 81,5 мм для банок емкостью 850 мл.
Эти комбинации позволяют легко изготавливать банки с пропорциями, близкими к оптимизированным.
Банки, имеющие характеристики в соответствии с изобретением, можно стерилизовать посредством термической обработки быстрее и с меньшим расходом энергии, чем в случае известных банок. Действительно, пропорции этих банок позволяют получать более значительную площадь теплообмена с окружающей средой, что облегчает их нагрев. Кроме того, толщина нагреваемого пищевого продукта в банке уменьшилась с учетом ее небольшой ширины. Поскольку боковые стенки являются менее толстыми, они лучше пропускают тепло. Наконец, общее количество металлического материала, нагреваемого во время стерилизации уменьшилось, что приводит к меньшему расходу энергии.
Банки, имеющие характеристики в соответствии с изобретением, могут также иметь размеры, которые обеспечивают их более эффективное и компактное складирование. Так, например, используемый поддон имеет длину 1200 мм, ширину 800 мм, а его высота должна находиться в пределах от 1000 до 1030 мм.
На таком поддоне можно разместить 1860 классических банок по 425 мл, имеющих диаметр 73 мм при высоте 101,54 мм. Эти банки укладывают в 10 слоев по 186 банок. С другой стороны, в соответствии с изобретением можно разместить 1960 банок такого же объема, имеющих диаметр 65 мм при высоте 128,08 мм. Эти банки укладывают в 8 слоев по 245 банок. Таким образом, изобретение позволяет укладывать на 100 банок больше на каждом поддоне, чем в известных решениях, то есть на 2400 банок больше в грузовике, перевозящем 24 поддона. Следовательно, оно позволяет получать значительную экономию на транспортных расходах.
Следует отметить, что размер крышки не обязательно должен быть равным ширине боковой стенки банки. Действительно, можно предусмотреть глубокую вытяжку в верхней части этой боковой стенки, что позволяет запрессовывать крышку меньшего размера, чем ширина стенки. В равной степени, в некоторых случаях можно также запрессовывать крышки большего размера, чем ширина банки.
Настоящее изобретение можно применять для банок, закрываемых крышками размером от 20 мм до 153 мм. Однако предпочтительно его применяют для банок, закрываемых крышками размером от 52 мм до 99 мм.
В частном варианте выполнения изобретения боковые стенки банки можно выполнять таким образом, чтобы они имели формовочные швы для повышения ее прочности по отношению к внешнему давлению.
Изобретение в основном можно применять для цилиндрических консервных банок, квазицилиндрических банок, для банок с многоугольным сечением (шестиугольных, восьмиугольных…), для банок, боковые стенки которых выполнены слегка выпуклыми в виде «бочонка», или для банок других форм, которые могут иметь такие же пропорции.
Корпус банки, образующий ее дно и ее боковые стенки, тоже является объектом настоящего изобретения, независимо от ее крышки, в частности, если он имеет характеристики, позволяющие ему образовать банку в соответствии с изобретением, когда его объединяют с обычной крышкой, не выполненной с возможностью деформирования.


Изобретение относится к металлической консервной банке для хранения пищевого продукта, стерилизованного посредством термической обработки после закрывания банки, содержащей моноблочный корпус, образующий дно и боковую стенку банки, и крышку, соединенную с этим корпусом для его закрывания, при этом минимальная толщина боковой стенки составляет от 20% до 60% от толщины центра дна. Согласно изобретению высота банки составляет от 1,5 до 3,5 ее ширины и дно и/или крышка банки содержит центральную стенку выпуклой в наружную сторону формы, соединенную с боковой стенкой через открытый наружу периферический кольцевой паз. 4 н. и 10 з.п. ф-лы, 5 ил.
1. Металлическая консервная банка (40) для хранения пищевого продукта, стерилизованного посредством термической обработки после закрывания банки, содержащая моноблочный корпус с вытянутой стенкой, образующий дно (41) и боковую стенку (43) банки, и крышку (42), соединенную с этим корпусом для его закрывания, при этом минимальная толщина боковой стенки (43) составляет от 20 до 60% от толщины центра дна (41), отличающаяся тем, что, высота банки (40) составляет от 1,5 до 3,5 ее ширины, при этом дно (41) и/или крышка (42) банки (40) содержит центральную стенку (411, 421) выпуклой в наружную сторону формы, соединенную с боковой стенкой (43) через открытый наружу периферический кольцевой паз (410, 420).
2. Консервная банка (40) по п. 1, отличающаяся тем, что ее внутреннее давление превышает атмосферное давление.
3. Консервная банка (40) по п. 1, отличающаяся тем, что указанный периферический кольцевой паз (410, 420) содержит первую стенку (413, 423), соединенную с выпуклой центральной стенкой (411, 421), вторую стенку (414, 424), соединенную в периферической соединительной зоне с боковой стенкой банки, и дно (415, 425), образующее закругление, причем первая стенка (413, 423) образует с осью банки угол, составляющий от 2 до 45°, при этом соединение между первой стенкой (413, 423) и центральной стенкой (411, 421) образует закругление с радиусом, превышающим 0,5 мм, причем глубина кольцевого паза (410, 420) составляет от 1 до 7 мм и закругление дна (415, 425) кольцевого паза имеет радиус меньший 5 мм.
4. Консервная банка (40) по п. 2, отличающаяся тем, что указанный периферический кольцевой паз (410, 420) содержит первую стенку (413, 423), соединенную с выпуклой центральной стенкой (411, 421), вторую стенку (414, 424), соединенную в периферической соединительной зоне с боковой стенкой банки, и дно (415, 425), образующее закругление, причем первая стенка (413, 423) образует с осью банки угол, составляющий от 2 до 45°, при этом соединение между первой стенкой (413, 423) и центральной стенкой (411, 421) образует закругление с радиусом, превышающим 0,5 мм, причем глубина кольцевого паза (410, 420) составляет от 1 до 7 мм и закругление дна (415, 425) кольцевого паза имеет радиус меньший 5 мм.
5. Консервная банка (40) по любому из пп. 1-4, отличающаяся тем, что крышка (42) представляет собой диск из материала на основе стали, при этом емкость банки составляет 212 мл, 425 мл или 850 мл, причем этим значениям емкости соответствуют крышки диаметром 52 мм, 65 мм или 83мм.
6. Консервная банка (40) по любому из пп. 1-4, отличающаяся тем, что крышка (42) представляет собой диск из алюминия, при этом емкость банки составляет 212 мл, 425 мл или 850 мл, причем этим значениям емкости соответствуют крышки диаметром 52 мм, 63,7 мм и 81,5 мм.
7. Консервная банка (40) по любому из пп. 1-4, отличающаяся тем, что на ее боковой стенке (43) выполнены формовочные швы для повышения сопротивления наружному давлению.
8. Консервная банка (40) по п. 5, отличающаяся тем, что на ее боковой стенке (43) выполнены формовочные швы для повышения сопротивления наружному давлению.
9. Консервная банка (40) по п. 6, отличающаяся тем, что на ее боковой стенке (43) выполнены формовочные швы для повышения сопротивления наружному давлению.
10. Моноблочный корпус с вытянутой стенкой металлической консервной банки (40) для хранения пищевого продукта, стерилизованного посредством термической обработки после закрывания банки, содержащий дно (41) и боковую стенку (43), при этом минимальная толщина боковой стенки (43) составляет от 20 до 60% от толщины центра дна (41), отличающийся тем, что высота корпуса составляет от 1,5 до 3,5 его ширины, при этом дно (41) содержит центральную стенку (411) выпуклой в наружную сторону формы, соединенную с боковой стенкой (43) через открытый наружу периферический кольцевой паз (410).
11. Корпус по п. 10, отличающийся тем, что периферический кольцевой паз (410) содержит первую стенку (413), соединенную с выпуклой центральной стенкой (411), вторую стенку (414), соединенную в периферической соединительной зоне (412) с боковой стенкой (43) банки (40), и дно (415), образующее закругление, причем первая стенка (413) образует с осью банки угол, составляющий от 2 до 45°, при этом соединение между первой стенкой (413) и центральной стенкой (411) образует закругление с радиусом, превышающим 0,5 мм, причем глубина кольцевого паза (410) составляет от 1 до 7 мм и закругление дна (415) кольцевого паза имеет радиус меньший 5 мм.
12. Корпус по п. 10 или 11, отличающийся тем, что на боковой стенке (43) банки выполнены формовочные швы для повышения ее сопротивления наружному давлению.
13. Способ изготовления консервной банки по одному из пп. 1-9 или моноблочного корпуса по одному из пп. 10 - 12 для хранения пищевого продукта, стерилизованного посредством термической обработки после закрывания банки, содержащей дно (41) и боковую штампованную и вытянутую стенку (43), минимальная толщина которой составляет от 20 до 60% от толщины середины дна (41), а высота корпуса составляет от 1,5 до 3,5 его ширины, при этом дно (41) имеет центральную стенку (411) выпуклой в наружную сторону формы, соединенную с боковой стенкой (43) через открытый наружу периферический кольцевой паз (410), при этом боковая стенка банки протянута посредством технологии штамповки и вытяжки DWI.
14. Способ хранения пищевого продукта, стерилизованного посредством термической обработки, включающий этапы, на которых:
а) выполняют моноблочный корпус металлической консервной банки (40), содержащий дно (41) и боковую стенку (43), при этом боковую стенку банки вытягивают посредством технологии штамповки и вытяжки DWI с получением
- минимальной толщины стенки (43), составляющей от 20 до 60% от толщины середины дна (41),
- высоты корпуса, составляющей от 1,5 до 3,5 его ширины,
б) вводят подлежащий стерилизации продукт в указанный моноблочный корпус,
в) закрывают моноблочный корпус крышкой,
г) подвергают консервную банку стерилизации посредством термической обработки после ее закрывания, при этом дно (41) и/или крышка (42) банки (40) имеет центральную стенку (411, 421) выпуклой в наружную сторону формы, соединенную с боковой стенкой (43) через открытый наружу периферический кольцевой паз (410, 420).
| GB1572031 A, 23.07.1980 | |||
| DE19629148 A1, 22.01.1998 | |||
| Обогреваемое сиденье транспортного средства | 1980 |
|
SU878616A1 |

