Данное изобретение относится к электрической машине, в частности полюсному пакету синхронного генератора, ротору синхронного генератора с несколькими полюсными пакетами, и к способу изготовления полюсного пакета синхронного генератора.
Электрические машины, например электрические генераторы, в частности синхронные генераторы, имеют ротор генератора и несколько полюсных пакетов. Эти полюсные пакеты состоят обычно из множества штампованных стальных листов полюсного пакета. Стальные листы полюсного пакета затем накладываются слоями друг на друга и могут быть, например, сварены друг с другом.
В GB 2389241 показан статор электродвигателя с множеством полюсных наконечников. Полюсные наконечники имеют множество стальных листов полюсных пакетов.
Кроме того, в качестве общего технологического уровня можно указать DE 112007000201 Т5, US 4616151, DE 4114989 А1, DE 112008002686 Т5 и JP 2007-060800.
В ЕР 1275192 В1 показан полюсный пакет, а также способ изготовления полюсного пакета. Полюсный пакет состоит из множества штампованных и сдвинутых относительно друг друга полюсных наконечников стальных листов полюсного пакета. Каждый стальной лист полюсного пакета имеет основное тело (по существу прямоугольное) и полюсный наконечник, при этом полюсный наконечник имеет кривизну и при этом полюсный наконечник выступает в сторону за основное тело.
Штамповочное устройство имеет неподвижный инструмент, который служит для штамповки свободных концов полюсного наконечника. Второй инструмент является подвижным относительно первого инструмента по прямой линии поперек направления транспортировки стального листа и служит для штамповки остальных контуров стального листа полюсного пакета, включая радиусы полюсного наконечника и боковые поверхности основного тела.
Стальные листы полюсного пакета изготавливают состоящим из трех стадий способом. Сначала стальной лист вдвигают в первый неподвижный инструмент штамповочного устройства, где штампуется первый участок стального листа полюсного пакета. Затем штампуют второй участок, сдвинутый относительно первого участка, с помощью второго инструмента. После этого инструмент сдвигают поперек направления транспортировки стального листа и можно штамповать следующий лист полюсного пакета, при этом основное тело сдвинуто относительно стального листа полюсного пакета.
Затем штампованные стальные листы полюсного пакета укладывают в штабель и соединяют друг с другом, например, с помощью сварного шва. В этом случае сварной шов предусмотрен в зоне основного тела, так что основные тела стальных листов полюсного пакета могут быть скреплены друг с другом. Сдвигание штамповки основных тел в отдельных стадиях приводит к тому, что составленные вместе стальные листы полюсных пакетов на виде сверху выполнены стреловидно.
Задачей данного изобретения является создание полюсного пакета синхронного генератора и способа изготовления полюсного пакета синхронного генератора, в частности, для ротора синхронного или кольцевого генератора, который обеспечивает возможность более дешевого и более простого изготовления полюсных пакетов.
Задача решена с помощью полюсного пакета по п.1 формулы изобретения, ротора синхронного генератора с множеством полюсных пакетов по п.4 формулы изобретения, а также с помощью способа изготовления полюсного пакета синхронного генератора по п.5 формулы изобретения.
Таким образом, предлагается полюсный пакет синхронного генератора с множеством сдвинутых относительно друг друга сегментов полюсного пакета, каждый из которых имеет множество идентичных стальных листов полюсного пакета. Каждый стальной лист полюсного пакета имеет полюсный сердечник с первой средней линией и полюсный наконечник со второй средней линией. Первая и вторая средняя линия или, соответственно, расстояние между первой и второй средней линией может быть различным в соседних полюсных сегментах.
Согласно одному аспекту данного изобретения количество различных стальных листов полюсного пакета меньше или равно количеству смещенных относительно друг друга сегментов полюсного пакета.
Согласно второму аспекту данного изобретения расположение сегментов полюсного пакета выполнено на виде сверху стреловидным и зеркально-симметричным.
Изобретение относится также к способу изготовления полюсных пакетов, каждый из которых имеет множество стальных листов полюсного пакета. Каждый из стальных листов полюсного пакета имеет полюсный сердечник и полюсный наконечник. Множество стальных листов полюсного пакета штампуют посредством штамповки первого участка (полюсного наконечника) стальных листов полюсного пакета с помощью первого неподвижного инструмента. Второй участок (полюсный сердечник) стальных листов полюсного пакета штампуют с помощью второго инструмента при первом угле поворота. Второй инструмент выполнен с возможностью поворота на угол относительно первого инструмента. Затем второй инструмент поворачивают относительно первого инструмента и штампуют второе количество стальных листов полюсного пакета, при этом второй инструмент находится при втором угле поворота. По меньшей мере первые и вторые стальные листы полюсного пакета составляют по меньшей мере в один первый и один второй сегмент полюсного пакета. По меньшей мере первый и второй сегменты полюсного пакета скрепляют со смещением относительно друг друга (ориентированно относительно полюсного сердечника).
Согласно идее изобретения вместо составления вместе множества лишь пошагово сдвинутых отдельных стальных листов полюсного пакета предусмотрено несколько ступенчатых или, соответственно, смещенных относительно друг друга сегментов полюсного пакета. При этом сегменты полюсного пакета состоят из множества идентичных стальных листов полюсного пакета. Таким образом, расположены со смещением относительно друг друга не отдельные стальные листы полюсного пакета, а сегменты полюсного пакета. Это имеет то преимущество, что количество подлежащих изготовлению типов стальных листов полюсного пакета можно значительно уменьшать, поскольку необходимо изготавливать лишь различные типы стальных листов полюсного пакета максимально в количестве сегментов полюсного пакета.
Необязательно, стальные листы полюсного пакета выполнены так, что их можно применять в другом из полюсных пакетов посредством вращения на 180є. Таким образом, фактическое количество подлежащих штамповке типов стальных листов полюсного пакета может быть дополнительно уменьшено.
Согласно одному аспекту данного изобретения требуются лишь три различных типа штампованных стальных листов полюсного пакета для выполнения всего полюсного пакета. Три типа стальных листов полюсного пакета можно применять для первых трех сегментов, и три повернутых на 180є типа стальных листов полюсного пакета можно применять затем для четвертого, пятого и шестого сегментов. Таким образом, можно применять шесть сегментов полюсного пакета для одной ветви полюсного пакета, а другие ветви полюсного пакета могут быть основаны на соответствующим образом зеркально отраженной последовательности сегментов полюсного пакета первого плеча.
Для штамповки стальных листов полюсного пакета, в частности для штамповки контура наконечника, штамповочное устройство поворачивают в несколько этапов или, соответственно, на несколько углов.
Контур полюсных наконечников имеет, необязательно, первый радиус, а лежащий противоположно конец полюсного пакета имеет, необязательно, второй радиус, при этом второй радиус меньше первого радиуса.
Согласно одному аспекту данного изобретения неподвижный инструмент штампует контуры полюсного наконечника, а подвижный (т.е. поворачиваемый) относительно него второй инструмент штампует другие боковые поверхности полюсного сердечника. Второй подвижный инструмент поворачивают относительно первого инструмента на заданный угол. Средняя линия полюсного сердечника не должна совпадать со средней линией полюсного наконечника. Вместо этого между этими обеими средними линиями имеется угол, который достигается за счет поворота второго инструмента относительно первого инструмента.
Таким образом, в противоположность указанному в ЕР 1275192 В1 способу не происходит сдвига поперек направления подачи стальных листов, а происходит поворот относительно направления подачи стальных листов.
Согласно изобретению полюсные пакеты применяются в роторе синхронного генератора или в роторе кольцевого генератора. Как синхронный генератор, так и кольцевой генератор представляют медленно вращающиеся синхронные генераторы. Диаметр ротора синхронного генератора или ротора кольцевого генератора составляет обычно несколько метров. Синхронный генератор или кольцевой генератор имеет мощность по меньшей мере 100 кВт, предпочтительно по меньшей мере 1 МВт и может иметь также мощность 3 МВт или до 10 МВт.
Другие варианты выполнения изобретения являются предметом зависимых пунктов формулы изобретения.
Преимущества и примеры выполнения изобретения поясняются ниже со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг.1 - разрез полюсного пакета согласно первому примеру выполнения изобретения;
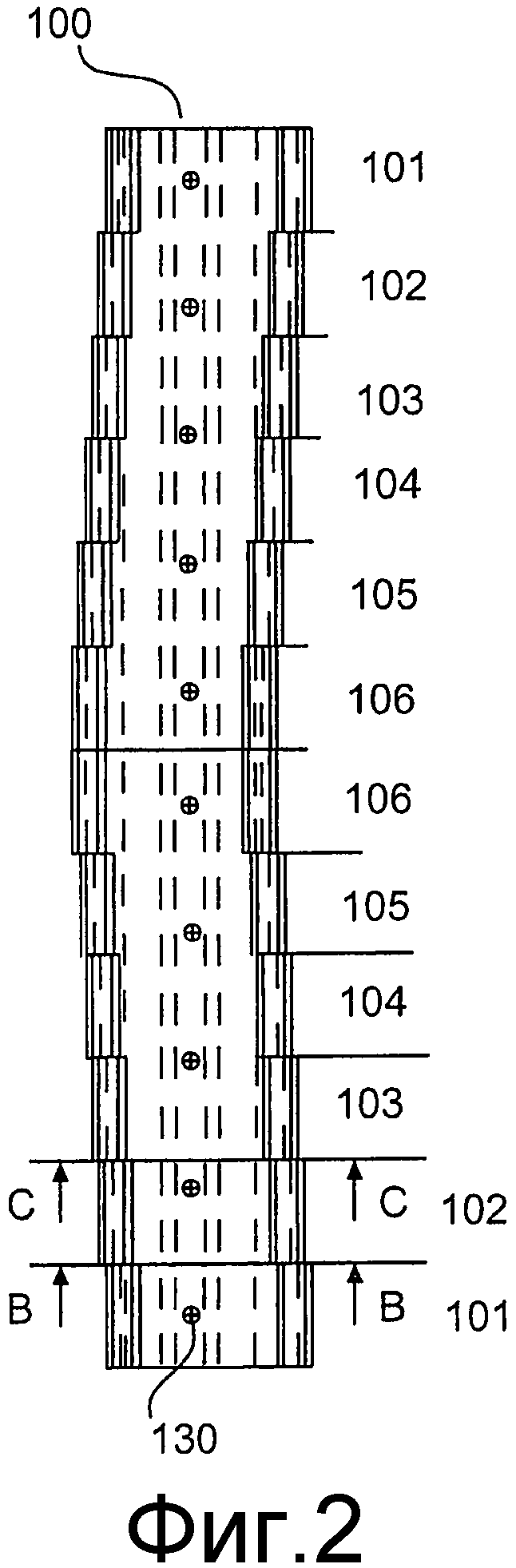
фиг.2 - полюсный пакет согласно первому примеру выполнения изобретения, на виде сверху;
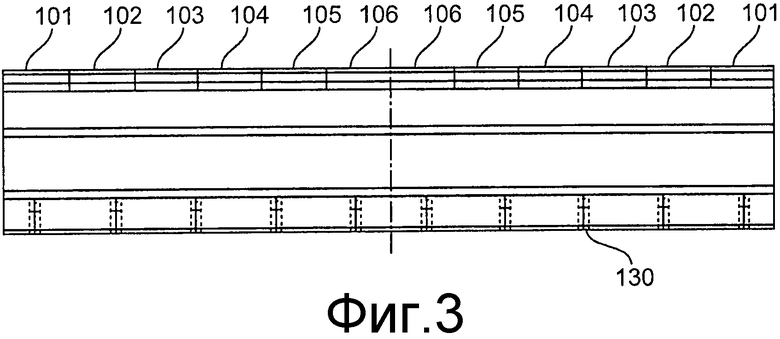
фиг.3 - полюсный пакет согласно первому примеру выполнения изобретения, на виде сбоку;
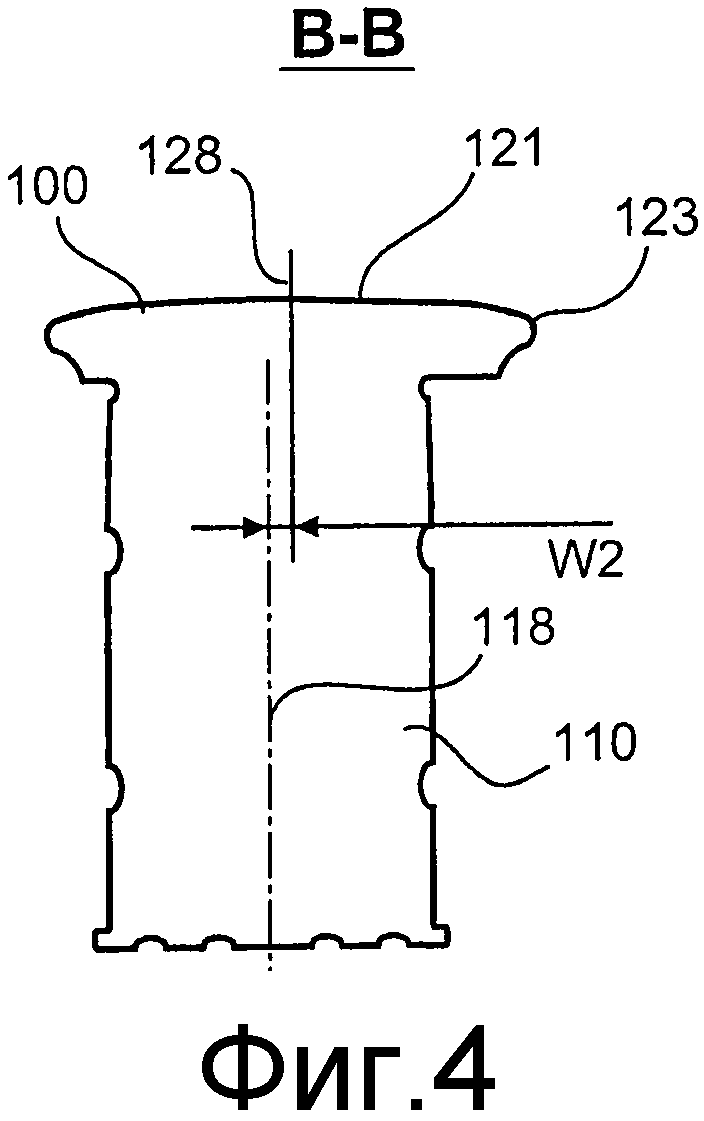
фиг.4 - разрез стального листа для полюсного пакета согласно второму примеру выполнения; и
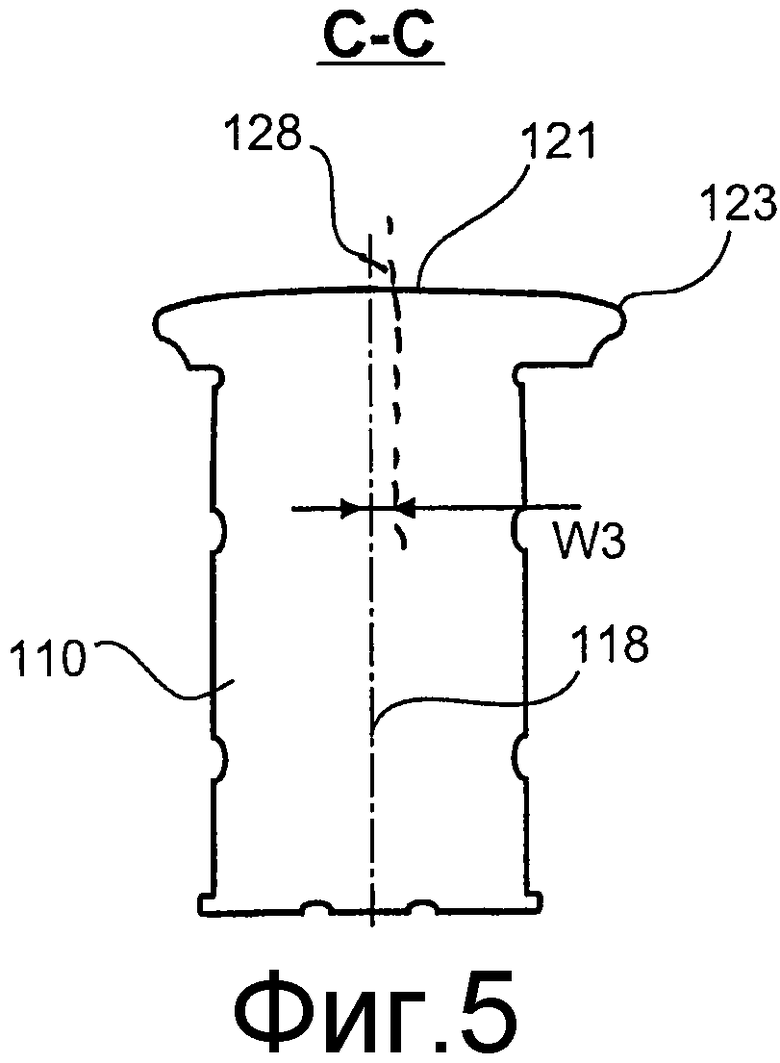
фиг.5 - разрез другого стального листа для полюсного пакета согласно второму примеру выполнения.
Полюсные пакеты, описание которых приводится ниже, применяются для ротора синхронного генератора или ротора кольцевого генератора.
На фиг.1 схематично показан разрез полюсного пакета ротора синхронного генератора, согласно первому примеру выполнения изобретения. Полюсный пакет 100, согласно первому примеру выполнения, имеет несколько полюсных сегментов 101-106. Каждый полюсный сегмент 101-106 имеет множество идентичных стальных листов полюсного пакета. Каждый стальной лист полюсного пакета имеет полюсный наконечник 120 и полюсный сердечник 110. Каждый из стальных листов полюсного пакета предпочтительно выполнен в виде единого целого и могут быть, в частности, получены с помощью штамповки. Полюсный сердечник 110 выполнен по существу прямоугольным и может иметь, необязательно, два выступа 116 в нижней зоне. Кроме того, необязательно, может быть предусмотрено несколько мест 111, 112, 113 и 114 сварки. Первый конец 117 полюсного сердечника 110 может иметь радиус R1.
Полюсный наконечник 120 имеет на каждой стороне участок 123, который выступает за полюсный сердечник 110. Верхняя сторона 121 полюсного сердечника 120 имеет радиус R2.
Каждый из сегментов 101-106 полюсного пакета имеет множество идентичных стальных листов полюсного пакета. Единственные различия между соответствующими стальными листами полюсного пакета в различных сегментах полюсного пакета состоят в положении полюсного сердечника 110 относительно обоих выступающих участков 123 полюсного наконечника. Стальные листы полюсного пакета внутри сегмента полюсного пакета расположены не со смещением, а друг за другом и ориентированно относительно друг друга на полюсном сердечнике. Лишь полюсные наконечники сегментов 101-106 полюсного пакета расположены со смещением относительно друг друга.
Каждый из полюсных наконечников предпочтительно имеет одинаковую ширину, и каждый полюсный сердечник также предпочтительно имеет одинаковую ширину. Однако возможно также, что полюсные наконечники и/или полюсные сердечники имеют различную ширину.
Различные типы стальных листов полюсного пакета отличаются друг от друга лишь относительным положением полюсного сердечника относительно наружных участков полюсного наконечника.
На фиг.2 схематично показан на виде сверху полюсный пакет согласно первому примеру выполнения. При этом полюсный пакет имеет, в частности, множество сегментов 101-106 полюсного пакета. Необязательно, сегменты 101-106 полюсного пакета расположены в верхнем плече зеркально-симметрично относительно полюсных пакетов в нижнем плече.
Каждый из сегментов 101-106 полюсного пакета состоит из множества идентичных стальных листов полюсного пакета, которые сварены или соединены друг с другом. Кроме того, полюсный пакет может быть выполнен с помощью, например, лишь шести различных типов стальных листов полюсного пакета (в соответствии с сегментами 101-106 полюсного пакета).
На фиг.2 полюсный пакет согласно первому примеру выполнения показан на виде сбоку. На фиг.3 показаны также сегменты 101-106 полюсного пакета. Сегменты полюсного пакета могут быть закреплены, например, с помощью отверстий 130.
На фиг.4 показан разрез полюсного пакета по линии В-В на фиг.2. Средняя линия 128 полюсного наконечника 120 отклоняется от средней линии 118 полюсного сердечника на угол W2 или, соответственно, расстояние W2.
На фиг.5 показан разрез полюсного пакета по линии С-С на фиг.2. При этом показан стальной лист сегмента 103 полюсного пакета. При этом положение средней линии 128 полюсного наконечника отклоняется от положения средней линии 118 полюсного сердечника на угол W3. При этом угол W3 отличается от угла W2.
Каждый из показанных на фиг.2 различных сегментов полюсного пакета имеет идентичные стальные листы полюсного пакета. Полюсный пакет согласно фиг.2 может быть выполнен с помощью 2 х 6 сегментов полюсного пакета. Таким образом, требуется максимально шесть различных типов стальных листов полюсного пакета. Однако полюсный пакет согласно фиг.2 может быть выполнен с помощью меньше чем шесть различных типов стальных листов полюсного пакета. Необязательно, полюсный пакет согласно фиг.2 может быть выполнен с помощью трех различных типов стальных листов полюсного пакета, при этом каждый из типов стальных листов полюсного пакета имеет полюсный наконечник и полюсный сердечник, при этом типы стальных листов полюсного пакета различаются лишь относительным положением полюсного сердечника относительно полюсного наконечника. Например, сегмент 106 полюсного пакета может быть выполнен со смещением на 180є относительно сегмента 101 полюсного пакета. Сегмент 105 полюсного пакета расположен со смещением на 180є относительно сегмента 102 полюсного пакета. Сегмент 104 полюсного пакета расположен со смещением на 180є относительно сегмента 103 полюсного пакета.
Согласно другому аспекту данного изобретения полюсный пакет можно выполнять в соответствии со вторым примером выполнения, который основывается на первом примере выполнения, с помощью лишь трех различных стальных листов полюсного пакета. Для изготовления различных стальных листов полюсного пакета подвижный штамповочный инструмент поворачивают на угол поворота, перед тем, как, например, может быть отштампован полюсный сердечник. Для изготовления показанных на фиг.2 шести сегментов полюсного пакета требуется лишь три типа стальных листов полюсного пакета. Изготовление этих стальных листов полюсного пакета обеспечивается с помощью трех различных углов поворота второго штамповочного инструмента, при этом каждый угол может принимать положительное значение, так что можно изготавливать в целом шесть различных стальных листов полюсного пакета.
Изобретение относится также к штамповочному устройству, содержащему первый неподвижный инструмент, в который подают стальной лист в направлении транспортировки. Первый инструмент штампует первый участок, например, участки 123. Кроме того, штамповочное устройство имеет второй, сдвигаемый или поворачиваемый относительно первого инструмента инструмент, который применяется для штамповки полюсного сердечника и/или участка полюсного наконечника участка полюсного башмака.
На первой стадии происходит штамповка полюсного наконечника, т.е. участков 121, 122 и 123. Затем второй инструмент поворачивают относительно первого инструмента и на следующей стадии штампуют полюсный сердечник.
Полюсный пакет согласно первому или второму варианту выполнения можно изготавливать с помощью трех различных способов штамповки. В первом способе штамповки сначала штампуют по меньшей мере частично полюсный наконечник. Затем сдвигают второй штамповочный инструмент относительно первого штамповочного инструмента и штампуют полюсный сердечник 110. В качестве альтернативного решения вместо сдвига второго штамповочного инструмента относительно первого штамповочного инструмента можно выполнять также поворот второго штамповочного инструмента относительно первого штамповочного инструмента. Согласно альтернативному способу штамповки можно отдельно штамповать соответствующие типы стальных листов полюсного пакета. В таком штампе нет необходимости в сдвиге или повороте второго штамповочного инструмента, и стальной лист полюсного пакета можно штамповать на одной единственной стадии штамповки.
Согласно изобретению полюсный наконечник 121-123 можно штамповать на одной-единственной стадии, так что участки 121-123 можно штамповать непрерывно и на одной стадии. Таким образом, возможно изготовление полюсного наконечника без кромки в зоне перехода между участками 121 и 122. Тем самым возможен переход по касательной от участка 121 к участку 122.
Каждый полюсный пакет согласно изобретению снабжают обмоткой, и в обмотку подают электрическое возбуждение, так что полюсный пакет и соответствующая обмотка совместно с током возбуждения могут создавать магнитное возбуждение, которое может приводить к созданию магнитного полюса. Таким образом, полюс электрической машины образуется из полюсного пакета, обмотки и тока возбуждения.
Полюсные пакеты согласно изобретению можно применять в синхронном генераторе. Сегмент полюсного пакета для возбуждаемого постоянным током синхронного генератора может быть выполнен, например, с прямоугольным поперечным сечением, т.е. сегменты полюсного пакета могут иметь лишь форму полюсного сердечника согласно первому и второму варианту выполнения. Для получения полюсного пакета для синхронного генератора с возбуждением постоянным током множество сегментов полюсного пакета располагают со смещением относительно друг друга. При этом каждый сегмент полюсного пакета может быть образован с помощью возбуждаемого постоянным током магнита. Таким образом, полюсный пакет может быть образован из множества расположенных со смещением относительно друг друга постоянных магнитов.
Согласно изобретению, стальные листы полюсного пакета можно изготавливать посредством вырезания. При этом вырезание может включать в себя штамповку, вырезание лазерным лучом, вырезание водной струей, резание или отливку.
Полюсный пакет согласно изобретению может быть предусмотрен на роторе синхронного генератора. При этом речь идет, в частности, о синхронном генераторе с внешним возбуждением. Это достигается, в частности, тем, что создается магнитный полюс за счет того, что вокруг полюсного пакета предусмотрена электрическая обмотка, которая снабжается током возбуждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЮСНЫЙ ПАКЕТ СИНХРОННОГО ГЕНЕРАТОРА | 2014 |
|
RU2631175C2 |
| Полюс ротора синхронного генератора | 1986 |
|
SU1363380A1 |
| Полюс явнополюсной синхронной электрической машины | 1987 |
|
SU1436189A1 |
| СИНХРОННАЯ ПОПЕРЕМЕННО-ПОЛЮСНАЯ МАШИНА | 2003 |
|
RU2233532C1 |
| Синхронная электрическая машина | 1976 |
|
SU879709A1 |
| Ротор синхронной явнополюсной электрической машины | 1980 |
|
SU943991A1 |
| ОПТИМИЗИРОВАННЫЙ СИНХРОННЫЙ ГЕНЕРАТОР БЕЗРЕДУКТОРНОЙ ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2013 |
|
RU2625343C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| РОТОР СИНХРОННОЙ ЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007817C1 |
| СИНХРОННЫЙ ГЕНЕРАТОР В БЕЗРЕДУКТОРНОЙ ВЕТРОВОЙ ТУРБИНЕ | 2014 |
|
RU2643778C1 |
Изобретение относится к области электротехники и может быть использовано в синхронных генераторах. Технический результат - улучшение массогабаритных показателей. Полюсный пакет ротора синхронного генератора, содержащий множество сдвинутых относительно друг друга сегментов (101-106) полюсного пакета, каждый из которых имеет множество идентичных стальных листов полюсного пакета. Каждый стальной лист полюсного пакета имеет полюсный сердечник (110) с первой средней линией (118) и полюсный наконечник (120) со второй средней линией (128), при этом расстояние между первой и второй средней линией по меньшей мере в соседних сегментах (101-106) полюсного пакета различно. 3 н. и 3 з.п. ф-лы, 5 ил.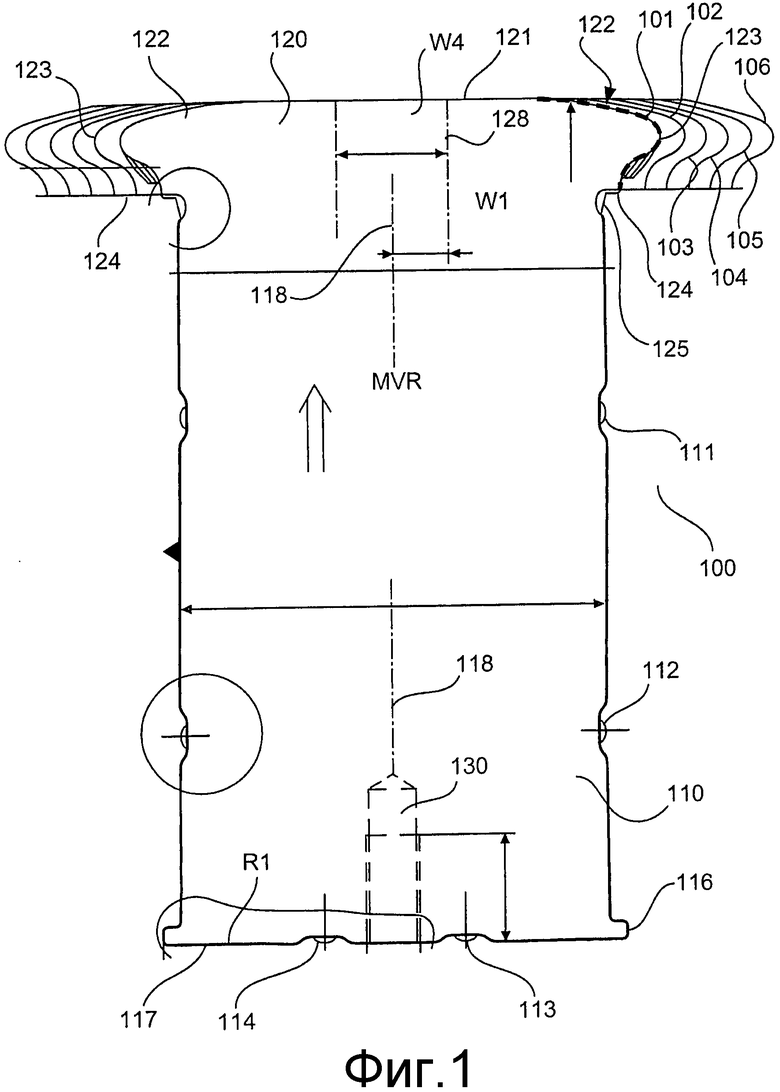
1. Полюсный пакет ротора синхронного генератора, содержащий
множество сдвинутых относительно друг друга сегментов (101-106) полюсного пакета, каждый из которых имеет множество идентичных стальных листов полюсного пакета,
при этом каждый стальной лист полюсного пакета имеет полюсный сердечник (110) с первой средней линией (118) и полюсный наконечник (120) со второй средней линией (128), при этом расстояние между первой и второй средней линией по меньшей мере в соседних сегментах (101-106) полюсного пакета различно.
2. Полюсный пакет по п.1, в котором количество различных стальных листов полюсного пакета меньше или равно количеству смещенных относительно друг друга сегментов полюсного пакета.
3. Полюсный пакет по любому из пп.1 или 2, в котором стальные листы в соседних сегментах полюсного пакета имеют различный угол или различное расстояние между первой и второй средней линией.
4. Полюсный пакет по п.1, в котором расположение сегментов полюсного пакета выполнено на виде сверху стреловидным и зеркально-симметричным.
5. Ротор синхронного генератора с множеством полюсных пакетов по любому из пп.1-4.
6. Способ изготовления полюсных пакетов ротора синхронного генератора, в частности, для ротора синхронного генератора, каждый из которых имеет множество стальных листов полюсного пакета, при этом каждый из стальных листов полюсного пакета имеет полюсный сердечник (110) и полюсный наконечник (120), содержащий стадии:
штамповки множества первых стальных листов полюсного пакета посредством штамповки первого участка стальных листов полюсного пакета с помощью первого неподвижного инструмента и посредством штамповки второго участка стального листа полюсного пакета с помощью второго инструмента при первом угле поворота, при этом второй инструмент выполнен с возможностью поворота на угол относительно первого инструмента,
поворота второго инструмента относительно первого инструмента,
штамповки множества вторых стальных листов полюсного пакета посредством штамповки первого участка стальных листов полюсного пакета с помощью первого неподвижного инструмента и посредством штамповки второго участка стального листа полюсного пакета с помощью второго инструмента, при этом второй инструмент находится при втором угле поворота,
составления вместе по меньшей мере первых и вторых стальных листов полюсного пакета по меньшей мере в один первый и второй сегмент полюсного пакета и
скрепления со смещением относительно друг друга по меньшей мере первого и второго сегмента полюсного пакета.
| Шихтованный полюс электрической машины | 1979 |
|
SU826502A1 |
| US 2010201210 A1, 12.08.2010 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

