Область техники, к которой относится изобретение
Настоящее изобретение относится к способам радиочастотной идентификации (RFID) нефтяного и газового оборудования.
Уровень техники
Из уровня техники известен документ WO 0079239 A1, в котором описан способ идентификации посредством радиочастотной идентификационной метки. Метка содержит по меньшей мере два отверстия, которые используются как установочные: в них вводится инструмент, позволяющий ввести метку в отверстие. Метка устанавливается в отверстие, содержащее резьбу. При этом стопорить метку в названном решении предполагается за счет нанесения клеевого состава на резьбовую часть отверстия. Выполнение в метке установочных отверстий сопряжено с тем, что метка становится хрупкой, габариты метки необходимо увеличивать, чтобы было возможно разместить в ней и идентификатор, и установочные отверстия. Фиксация метки осуществляется клеевым соединением и только по резьбовой части. Это оставляет отверстия для проникновения загрязнений внутрь изделия через установочные отверстия, кроме того, в условиях высокой нагрузки изделия (температурные, механические и другие нагрузки) фиксация клеем по резьбе может оказаться недостаточной.
Настоящее изобретение направлено на решение проблем уровня техники и позволяет повысить надежность фиксации метки, уменьшить габариты метки, уменьшить габариты отверстия, повысить грязезащищенность изделия, снизить негативное влияние установки метки на прочность изделия.
Раскрытие изобретения
Настоящее изобретение описывает способ радиочастотной идентификации (RFID) нефтяного и газового оборудования, включающий в себя выполнение глухого отверстия в торце насосной штанги, выполнение в указанном отверстии резьбовой поверхности, нанесение клея на резьбовую поверхность радиочастотной идентификационной метки и на поверхность метки, соответствующую стенке глухого отверстия, установку в отверстие радиочастотной идентификационной (RFID) метки, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
В одном из вариантов осуществления вышеназванного способа в качестве клея используют бинарный клей на эпоксидной основе.
Дополнительно может быть, что резьбу выполняют конической.
Может быть, что метку дополнительно фиксируют в указанном отверстии точечной сваркой по меньшей мере в одной точке.
Также настоящее изобретение описывает способ радиочастотной идентификации нефтяного и газового оборудования, включающий в себя выполнение глухого по меньшей мере частично цилиндрического отверстия в штанге, установку в отверстие радиочастотной идентификационной метки, фиксацию указанной метки в отверстие посредством клеевого соединения по всем контактирующим поверхностям указанной метки и поверхностям отверстия, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
В одном из вариантов осуществления вышеназванного способа в качестве клея используют бинарный клей на эпоксидной основе.
В одном из вариантов диаметр отверстия может превосходит диаметр метки не более чем на 0,5 мм.
Еще в одном из вариантов осуществления настоящего изобретения в качестве способа радиочастотной идентификации нефтяного и газового оборудования, включающиего в себя выполнение глухого по меньшей мере частично конического отверстия в штанге, имеющего входной диаметр отверстия меньший, чем средний диаметр отверстия, повышение температуры штанги по меньшей мере в зоне, содержащей указанное отверстие, и/или снижение температуры радиочастотной идентификационной метки, установку в отверстие радиочастотной идентификационной метки, имеющей диаметр меньший, чем входной диаметр отверстия, выравнивание температур метки и насосной штанги, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
В одном из вариантов входной диаметр отверстия выполняют меньше среднего диаметра отверстия по меньшей мере на 0,25 мм.
Дополнительно может быть диаметр метки выбирают меньше входного диаметра отверстия меньше по меньшей мере на 0,25 мм.
В дополнительном варианте осуществления настоящего изобретения в качестве способа радиочастотной идентификации нефтяного и газового оборудования, включающиего в себя выполнение глухого по меньшей мере частично цилиндрического отверстия в штанге, установку в отверстие радиочастотной идентификационной метки, фиксацию указанной метки в отверстие посредством точечной сварки, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
Способ в котором точечную сварку могут осуществлять по меньшей мере в трех точках, расположенных на равном удалении друг от друга.
Техническим результатом настоящего изобретения является повышение надежности фиксации метки, уменьшение габаритов метки, уменьшение габаритов отверстия, повышение грязезащищенности изделия, снижение негативное влияния установки метки на прочность изделия (повышение прочности изделий с установленной меткой).
Краткое описание чертежей
Настоящее изобретение поясняется следующими чертежами:
Фиг.1 - Насосная, цельнометаллическая штанга.
Фиг.2 - Фиксация RFID метки посредством резьбового соединения и клея.
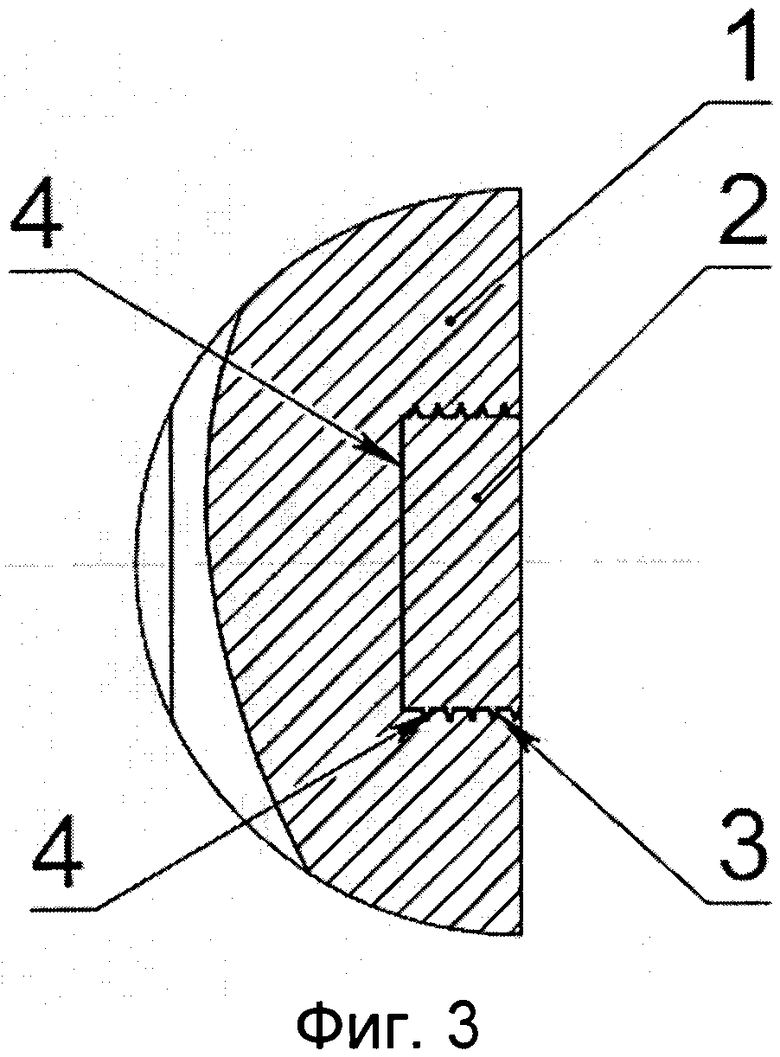
Фиг.3 - Расположение RFID метки в пазу на насосной штанге.
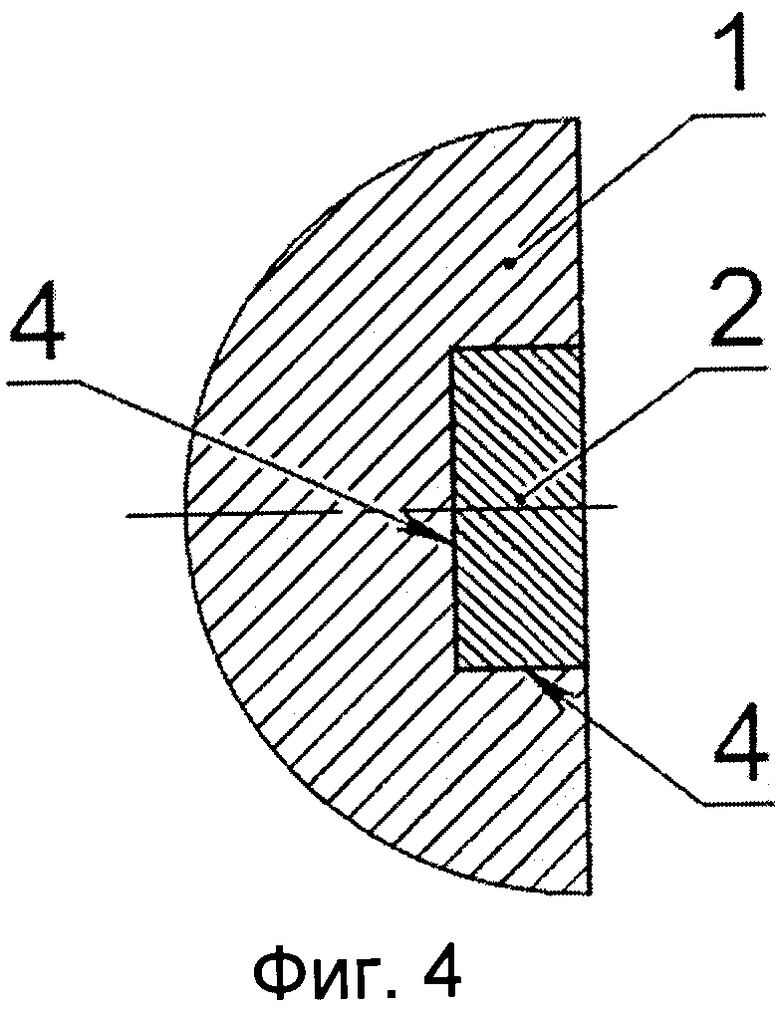
Фиг.4 - Расположение RFID метки в пазу насосной штаги.
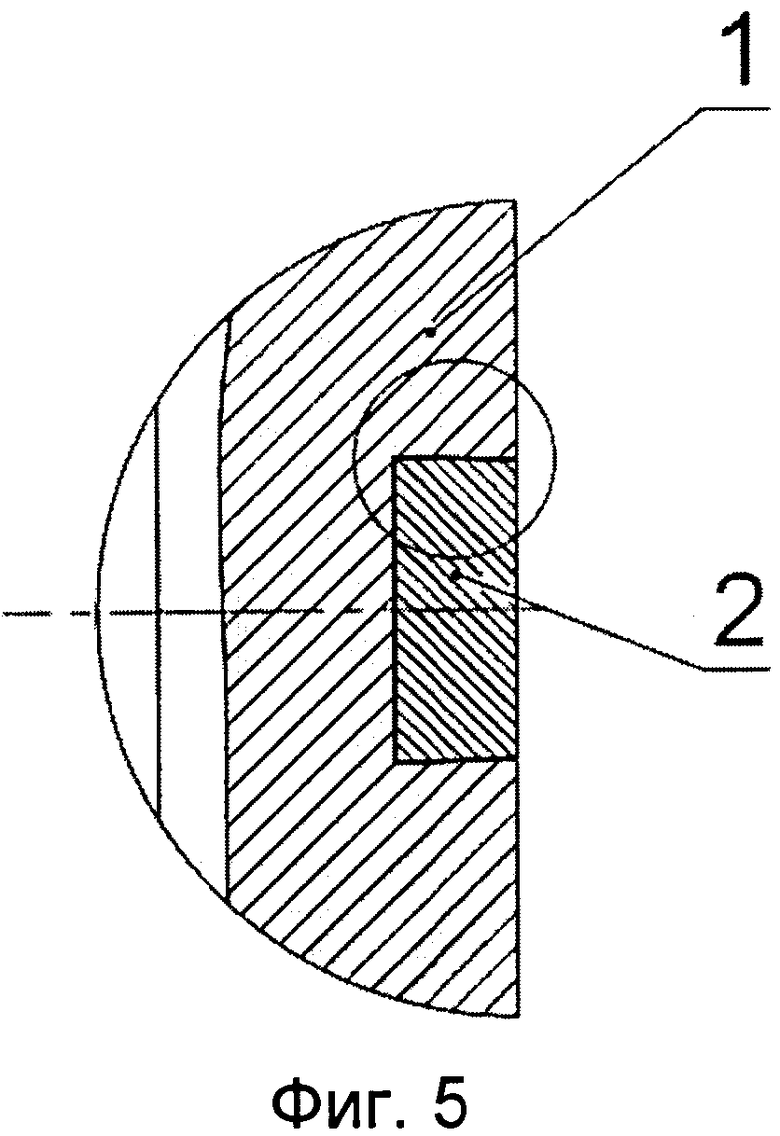
Фиг.5 - Расположение RFID метки в пазу насосной штаги.
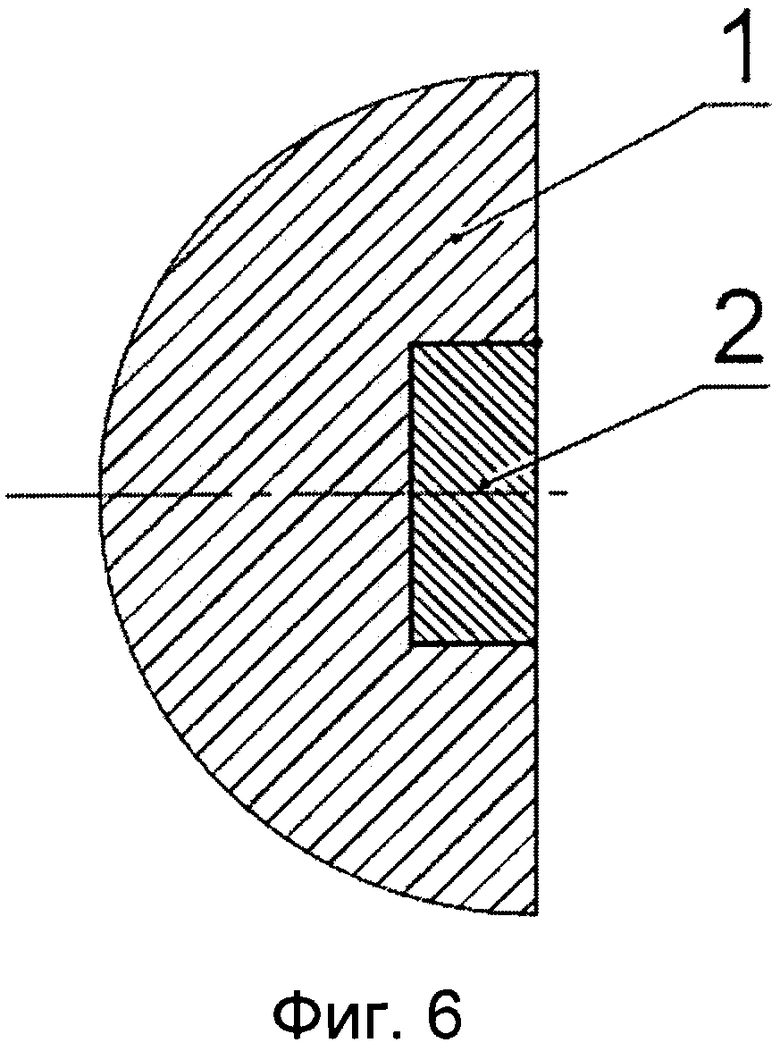
Фиг.6 - Расположение RFID метки в пазу насосной штаги.
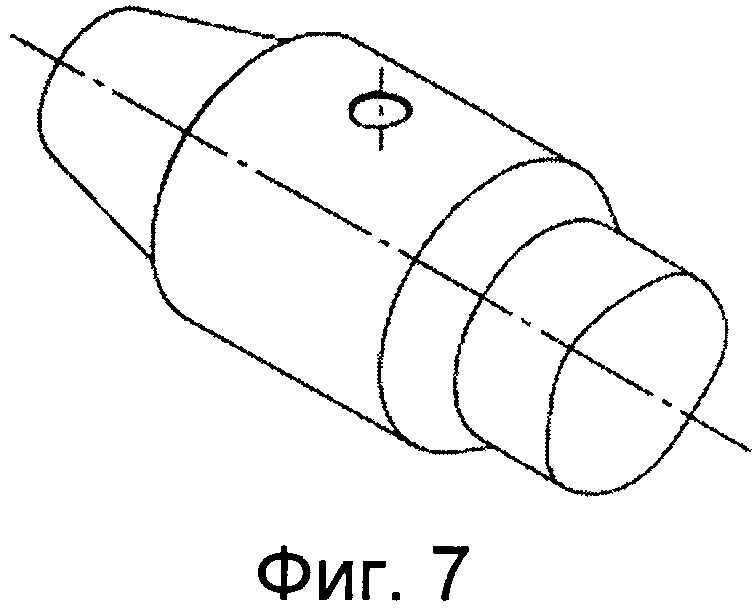
Фиг.7 - Ниппельная часть замка бурильной трубы.
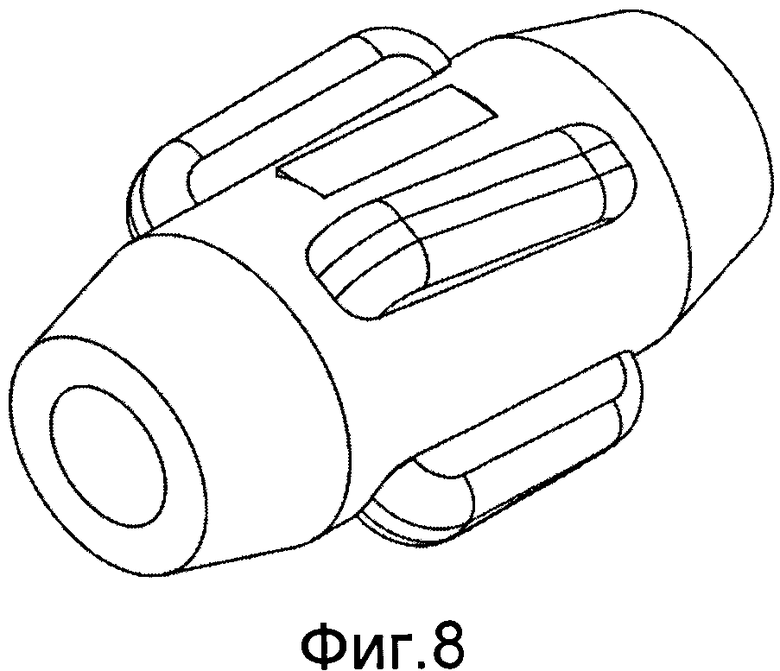
Фиг.8 - Центратор.
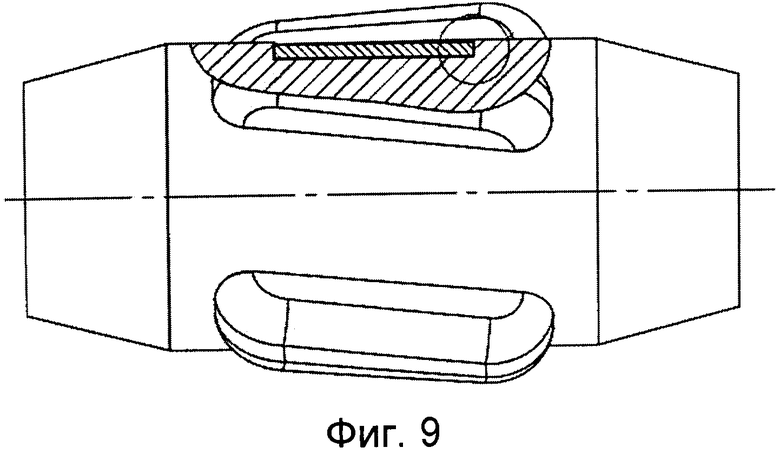
Фиг.9 - Фиксация RFID метки посредством клеевого соединения.
Фиг.10 - Расположение RFID метки в пазу центратора.
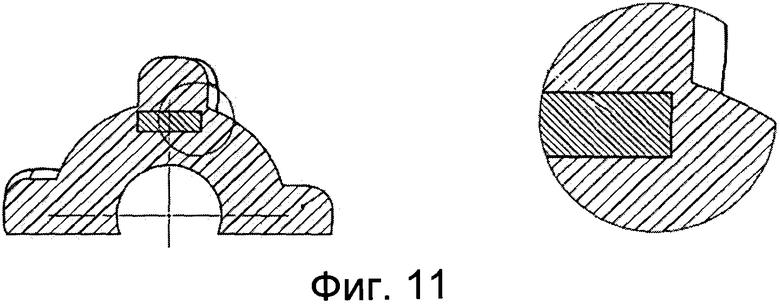
Фиг.11 - Расположение RFID метки в корпусе центратора.
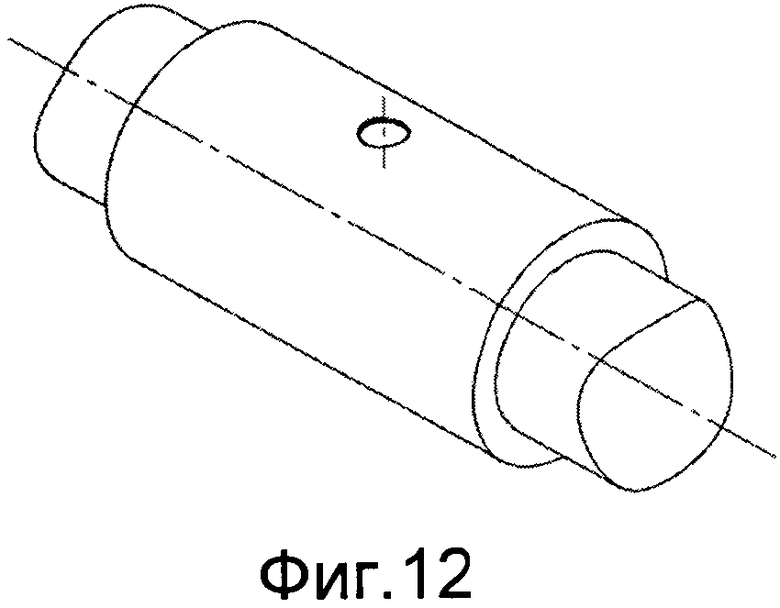
Фиг.12 - Муфта (НКТ, ШГН).
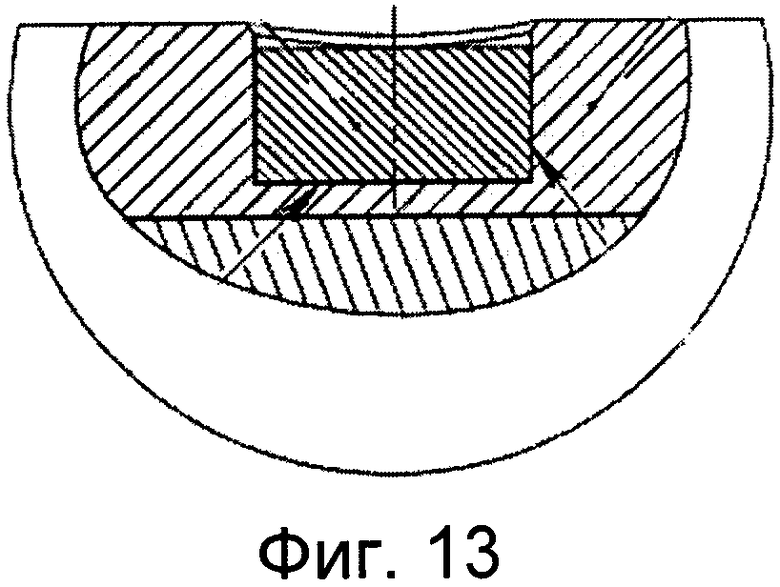
Фиг.13 - Расположение RFID метки в пазу муфты.
Изобретение поясняетсячертежами, на которых позициями обозначены: 1 - насосная штанга, 2 - RFID метка, 3 - соединительная поверхность (резьба), 4 - соединительный элемент (клей).
Нижеследующее описание совместно с вышеназванными чертежами позволяет осуществить изобретение специалисту в данной области техники.
Осуществление изобретения
Настоящее изобретение описывает способ радиочастотной идентификации нефтяного и газового оборудования, в частности погружное оборудование, включающий в себя выполнение глухого отверстия в штанге, выполнение в указанном отверстии резьбовой поверхности, нанесение клея на резьбовую поверхность радиочастотной идентификационной метки и на поверхность метки, соответствующую стенке глухого отверстия, установку в отверстие радиочастотной идентификационной метки, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
В одном из вариантов описан способ радиочастотной идентификации насосной штанги (бурильной трубы, центратора или муфты), включающий в себя выполнение глухого по меньшей мере частично цилиндрического отверстия в штанге, установку в отверстие радиочастотной идентификационной метки, фиксацию указанной метки в отверстие посредством клеевого соединения по всем контактирующим поверхностям указанной метки и поверхностям отверстия, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
Еще в одном варианте описан способ радиочастотной идентификации насосной штанги, включающий в себя выполнение глухого по меньшей мере частично конического отверстия в штанге, имеющего входной диаметр отверстия меньший, чем средний диаметр отверстия, повышение температуры штанги по меньшей мере в зоне, содержащей указанное отверстие, и/или снижение температуры радиочастотной идентификационной метки, установку в отверстие радиочастотной идентификационной метки, имеющей диаметр меньший, чем входной диаметр отверстия, выравнивание температур метки и насосной штанги, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
Дополнительно описан способ радиочастотной идентификации насосной штанги, включающий в себя выполнение глухого по меньшей мере частично цилиндрического отверстия в штанге, установку в отверстие радиочастотной идентификационной метки, фиксацию указанной метки в отверстие посредством точечной сварки, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
В одном из вариантов осуществления настоящего решения могут быть использованы следующие диаметры меток: от 6 до 40 мм. Конусность отверстий может быть выбрана, в частности из следующего ряда: от 2-4°. Диаметр паза выбирают из следующего ряда: от 6 до 40 мм (предпочтительно диаметр паза совпадает с диаметром метки, при этом могут использоваться посадки с натягом, скользящие или с зазором).
В качестве клея в настоящем решении используют, но не ограничиваясь им, бинарный клей на эпоксидной основе.
Настоящее решение допускает одновременное использование нескольких методов фиксации метки в штанге, например, точечная сварка, клей, температурное заклинивание и т.д. Осуществление сразу нескольких способов фиксации позволяет повысить надежность соединения изделия с меткой.
Дополнительно описана ниппельная часть замка бурильной трубы (БТ), (фиг.7), где используют несколько способов закрепления RFID метки.
Метод крепления RFID метки при помощи резьбового соединения и клея, предотвращающего вывинчивание RFID метки из паза ниппельной части замка БТ.
Для закрепления RFID метки в ниппельной части замка БТ высверливается отверстие соответствующего по диаметру для данного типа RFID метки. В отверстии нарезается резьба по спецификации посадочной резьбы RFID метки. На резьбу RFID метки наносится слой клея, предназначенный для предотвращения вывинчивания RFID метки. Также слой клея наносится на пятку RFID метки для обеспечения лучшей фиксации в пазу ниппельной части замка БТ.
После того как клей фиксируется, ниппельная часть замка БТ готова к использованию.
Метод закрепления RFID метки посредством фиксации с помощью клеевого соединения в пазу ниппельной части замка БТ по всем контактирующим граням.
Для закрепления RFID метки в ниппельной части замка БТ высверливается отверстие соответствующего по диаметру для данного типа RFID метки. На контактные поверхности метки наносится слой клея, предназначенный для предотвращения вывинчивания RFID метки.
Метод запрессовки RFID метки в паз с обратным конусом путем нагрева посадочной зоны ниппельной части замка БТ на несколько градусов, достаточного для помещения RFID метки в паз с последующим естественным охлаждением.
Для закрепления RFID метки в ниппельной части замка БТ фрезеруется отверстие соответствующего по диаметру для данного типа RFID метки с обратным конусом, достаточным для надежной фиксации RFID метки (конусность отверстия выбирается индивидуально в зависимости от типоразмера конкретной RFID метки). Ниппельная часть замка БТ подвергается принудительному нагреву на величину, достаточную для помещения RFID метки в паз.
После размещения RFID метки в ниппельной части замка БТ ниппельная часть замка БТ охлаждается естественным путем для предотвращения резкого изменения градиента температур и как следствие возможного перекоса RFID метки.
Метод точечной приварки RFID метки к ниппельной части замка БТ в нескольких точках.
Для закрепления RFID метки в ниппельной части замка БТ высверливается отверстие соответствующего по диаметру для данного типа RFID метки. В отверстие помещается RFID метка. Для закрепления RFID метки в пазу ниппельной части замка БТ используется точечная сварка по нескольким равноудаленным точкам.
Дополнительно описан метод для закрепления насосной RFID метки на центраторе, изготовленном из стеклонаполненного полиамида (фиг.8), применяется метод вклейки (фиг.9).
В центраторе фрезеруется паз, соответствующий по размерам RFID метки с небольшим допуском в плюс для нанесения слоя клея. На посадочные поверхности RFID метки наносится слой клея, после чего RFID метка помещается в паз центратора (фиг.9). После застывания клея центратор готов к использованию.
Для закрепления RFID метки в центраторе на стадии производства центратора, используется метод внедрения RFID метки.
Для внедрения RFID метки в корпус центратора RFID метку помещают в форму центратора и размещают под направляющей центратора. При таком способе размещения RFID метки достигается повышенная защищенность RFID метки от внешнего воздействия и не изменяется жесткость конструкции центратора (фиг.11).
Дополнительно описан метод для закрепления муфты (Насосно-компрессорные трубы - НКТ; штанговый глубинный насос - ШГН) (фиг.12), также применяется несколько способов закрепления RFID метки:
Метод крепления RFID метки при помощи резьбового соединения и клея, предотвращающего вывинчивание RFID метки из паза муфты.
Для закрепления RFID метки в муфте высверливается отверстие соответствующего по диаметру для данного типа RFID метки. В отверстии нарезается резьба по спецификации посадочной резьбы RFID метки. На резьбу RFID метки наносится слой клея, предназначенный для предотвращения вывинчивания RFID метки. Также слой клея наносится на пятку RFID метки для обеспечения лучшей фиксации в пазу муфты. После застывая клея муфта готова к использованию.
Метод закрепления RFID метки посредством фиксации с помощью клеевого соединения в пазу муфты по всем контактирующим граням. Для закрепления RFID метки в муфте высверливается отверстие соответствующего по диаметру для данного типа RFID метки. На контактные поверхности метки наносится слой клея, предназначенный для предотвращения вывинчивания RFID метки.
Метод запрессовки RFID метки в паз с обратным конусом путем нагрева посадочной зоны муфты на несколько градусов, достаточного для помещения RFID метки в паз с последующим естественным охлаждением.
Для закрепления RFID метки в муфте фрезеруется отверстие соответствующего по диаметру для данного типа RFID метки с обратным конусом достаточным для надежной фиксации RFID метки (конусность отверстия выбирается индивидуально в зависимости от типоразмера конкретной RFID метки). Муфта подвергается принудительному нагреву на величину, достаточную для помещения RFID метки в паз.
После размещения RFID метки в пазу муфты муфта охлаждается естественным путем для предотвращения резкого изменения градиента температур и, как следствие, возможного перекоса RFID метки.
Метод точечной приварки RFID метки к муфте в нескольких точках. Для закрепления RFID метки в муфте высверливается отверстие соответствующего по диаметру для данного типа RFID метки. В отверстие помещается RFID метка. Для закрепления RFID метки в пазу муфты используется точечная сварка по нескольким равноудаленным точкам.
Специалист в данной области техники, используя настоящее описание и нижеследующую формулу изобретения, может осуществить каждый из вариантов с достижением всех указанных технических результатов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА С РАДИОЧАСТОТНОЙ ИДЕНТИФИКАЦИОННОЙ МЕТКОЙ | 2023 |
|
RU2813815C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ НЕФТЕПРОМЫСЛОВОГО ОБОРУДОВАНИЯ | 2013 |
|
RU2514870C1 |
| Способ радиочастотной идентификации насосно-компрессорных труб | 2019 |
|
RU2706950C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПОЛОСТИ ТРУБ И ЗАТРУБНОГО ПРОСТАНСТВА СКВАЖИНЫ, ПРОТИВОСИФОННОЕ ГЕРМЕТИЗИРУЮЩЕЕ УСТРОЙСТВО "ПГУ-2", ПРОМЫВОЧНАЯ КАТУШКА "ПК-1" | 2013 |
|
RU2563845C2 |
| Способ крепления радиочастотной идентификационной метки на насосно-компрессорной трубе | 2021 |
|
RU2755414C1 |
| ШТАНГОВАЯ КОЛОННА | 1997 |
|
RU2124109C1 |
| ПРОТИВОСИФОННОЕ ГЕРМЕТИЗИРУЮЩЕЕ УСТРОЙСТВО | 2014 |
|
RU2558050C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ И КОНТРОЛЯ ВЫСОКОВОЛЬТНОГО ОБОРУДОВАНИЯ | 2022 |
|
RU2794715C1 |
| КОРПУС ТРУБОПРОВОДА, СОДЕРЖАЩИЙ МЕТКУ РАДИОЧАСТОТНОЙ ИДЕНТИФИКАЦИИ | 2015 |
|
RU2724855C2 |
| Соединение резьбовых концов бурильных труб | 2021 |
|
RU2784259C1 |

Изобретение относится к вариантам фиксации радиочастотной метки на нефтяном и газовом оборудовании. Техническим результатом является повышение надежности фиксации метки, уменьшение габаритов метки, уменьшение габаритов отверстия, повышение грязезащищенности изделия, снижение негативного влияния установки метки на прочность изделия. Один из вариантов способа включает в себя выполнение глухого отверстия в корпусе оборудования, выполнение в указанном отверстии резьбовой поверхности, нанесение клея на резьбовую поверхность радиочастотной идентификационной метки и на поверхность метки, соответствующую стенке глухого отверстия, установку в отверстие радиочастотной идентификационной метки, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные. 4 н. и 21 з.п. ф-лы, 13 ил.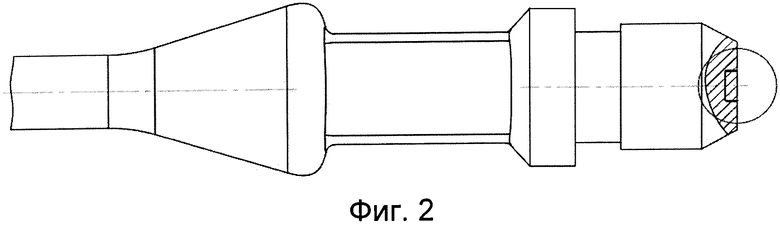
1. Способ фиксации радиочастотной идентификационной метки на нефтяном и газовом оборудовании, включающий в себя выполнение глухого отверстия в корпусе оборудования, выполнение в указанном отверстии резьбовой поверхности, нанесение клея на резьбовую поверхность радиочастотной идентификационной метки и на поверхность метки, соответствующую стенке глухого отверстия, установку в отверстие радиочастотной идентификационной метки, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
2. Способ по п. 1, в котором в качестве клея используют бинарный клей на эпоксидной основе.
3. Способ по п. 1, в котором резьбу выполняют конической.
4. Способ по п. 1, в котором метку дополнительно фиксируют в указанном отверстии точечной сваркой по меньшей мере в одной точке.
5. Способ по п. 1, в котором в качестве оборудования используют насосную штангу.
6. Способ по п. 1, в котором в качестве оборудования используют бурильную трубу (БТ).
7. Способ по п. 1, в котором в качестве оборудования используют центратор.
8. Способ по п. 1, в котором в качестве оборудования используют муфту.
9. Способ фиксации радиочастотной идентификационной метки на нефтяном и газовом оборудовании, включающий в себя выполнение глухого по меньшей мере частично цилиндрического отверстия в корпусе оборудования, установку в отверстие радиочастотной идентификационной метки, фиксацию указанной метки в отверстие посредством клеевого соединения по всем контактирующим поверхностям указанной метки и поверхностям отверстия, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
10. Способ по п. 9, в котором в качестве клея используют бинарный клей на эпоксидной основе.
11. Способ по п. 9, в котором диаметр отверстия превосходит диаметр метки не более чем на 0,5 мм.
12. Способ по п. 9, в котором в качестве оборудования используют насосную штангу.
13. Способ по п. 9, в котором в качестве оборудования используют бурильную трубу.
14. Способ по п. 9, в котором в качестве оборудования используют центратор.
15. Способ по п. 9, в котором в качестве оборудования используют муфту.
16. Способ фиксации радиочастотной идентификационной метки на нефтяном и газовом оборудовании, включающий в себя выполнение глухого по меньшей мере частично конического отверстия в корпусе оборудования, имеющего входной диаметр отверстия меньший, чем средний диаметр отверстия, повышение температуры корпуса оборудования по меньшей мере в зоне, содержащей указанное отверстие, и/или снижение температуры радиочастотной идентификационной метки, установку в отверстие радиочастотной идентификационной метки, имеющей диаметр меньший, чем входной диаметр отверстия, выравнивание температур метки и корпуса оборудования, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
17. Способ по п. 16, в котором входной диаметр отверстия выполняют меньше среднего диаметра отверстия по меньшей мере на 0,25 мм.
18. Способ по п. 16, в котором диаметр метки выбирают меньше входного диаметра отверстия меньше по меньшей мере на 0,25 мм.
19. Способ по п. 16, в котором в качестве оборудования используют насосную штангу.
20. Способ по п. 16, в котором в качестве оборудования используют бурильную трубу.
21. Способ по п. 16, в котором в качестве оборудования используют центратор.
22. Способ по п. 1, в котором в качестве оборудования используют муфту.
23. Способ фиксации радиочастотной идентификационной метки на нефтяном и газовом оборудовании, включающий в себя выполнение глухого по меньшей мере частично цилиндрического отверстия в корпусе оборудования, установку в отверстие радиочастотной идентификационной метки, фиксацию указанной метки в отверстие посредством точечной сварки, подачу радиосигнала на указанную метку и получение сигнала, содержащего идентификационные данные.
24. Способ по п. 23, в котором точечную сварку осуществляют по меньшей мере в трех точках, расположенных на равном удалении друг от друга.
25. Способ по п. 23, в котором в качестве радиочастотной идентификации используют насосную штангу, или бурильную трубу, или центратор, или муфту.
| WO 00/79239 A1, 28.12.2000 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ глубокого внесения удобрений, например, под сахарную свеклу | 1959 |
|
SU127495A1 |
| МАРКИРУЮЩАЯ СИСТЕМА И СПОСОБ | 2005 |
|
RU2399952C2 |

