Область техники изобретения
Данное изобретение относится, в общем, к способам выполнения операций на буровой. Конкретнее, настоящее изобретение относится к способам предотвращения выбросов, например, включающим в себя резку трубных изделий на буровой.
Описание уровня техники
Работы на нефтяных месторождениях обычно выполняют для разведки и отбора ценных скважинных текучих сред. Буровые установки устанавливают на буровых площадках, и скважинные инструменты, такие как бурильные инструменты, спускают под землю для достижения подземных коллекторов. После образования с помощью инструментов ствола скважины, достигающего нужного коллектора, можно устанавливать обсадные колонны и цементировать в стволе скважины, и в стволе скважины можно проводить заканчивание для запуска добычи текучих сред из коллектора. Скважинные трубные изделия, такие как трубы, специальные скважинные инструменты, обсадные колонны, бурильная труба, хвостовик, гибкая насосно-компрессорная труба, эксплуатационная насосно-компрессорная труба, тросовая линия, проволочная линия или другие трубные элементы, установленные в стволе скважины и соответствующие компоненты, такие как утяжеленные бурильные трубы, звенья инструмента, буровые долота, каротажные инструменты, пакеры, и т.п., (именуемые 'трубными изделиями' или 'трубными колоннами') могут устанавливаться в стволе скважины для создания прохода подземных текучих сред на поверхность.
Утечка подземных текучих сред может представлять значительную угрозу окружающей среде при выпуске из ствола скважины. Оборудование, такое как противовыбросовые превенторы, часто устанавливаются на стволе скважины для образования уплотнения трубного изделия, находящегося в нем, для предотвращения утечки текучей среды при ее подаче на поверхность. Типичные противовыбросовые превенторы могут иметь выборочно приводимые в действие плашки или крышки с плашками, такие как трубные плашки для контакта, соединения и охвата трубных изделий и/или инструментов для герметизации ствола скважины или срезные плашки для контакта и физического среза трубного изделия, которые можно приводить в действие для срезания и/или герметизации трубного изделия в стволе скважины. Некоторые примеры противовыбросовых превенторов и/или блоков плашек даны в патентах /заявках США №№ 4647002, 6173770, 5025708, 5575452, 5655745, 5918851, 4550895, 5575451, 3554278, 5505426, 5013005, 5056418, 7051989, 5575452, 2008/0265188, 5735502, 5897094, 7234530 и 2009/0056132. Дополнительные примеры противовыбросовых превенторов, срезных плашек и/или ножей для резки трубных изделий раскрыты в патентах США №№ 3946806, 4043389, 4313496, 4132267, 4558842, 4969390, 4492359, 4504037, 2752119, 3272222, 3744749, 4253638, 4523639, 5025708, 5400857, 4313496, 5360061, 4923005, 4537250, 5515916, 6173770, 3863667, 6158505, 4057887, 5178215, и 6016880.
Несмотря на разработку способов ликвидации выбросов, остается необходимым создание усовершенствованных способов более эффективного отрезания трубных изделий в противовыбросовых превенторах. Настоящее изобретение направлено на решение данной технической задачи.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
По меньшей мере, в одном аспекте, изобретение относится к способу отрезания трубного изделия, расположенного в стволе скважины, проходящей в подземный пласт. Способ включает в себя установку противовыбросового превентора вокруг трубного изделия. Противовыбросовый превентор имеет множество плашек, установленных с возможностью скольжения в нем, и множество ножей, расположенных на множестве плашек для контакта с трубным изделием, прокалывание трубного изделия прокалывающей вершиной, по меньшей мере, одного из ножей так, что участок трубного изделия сдвигается, и заравнивание проходом через трубное изделие режущей поверхности, по меньшей мере, одного из ножей.
Способ может также дополнительно включать в себя продолжение продвижения плашек до обрезания трубного изделия. На этапе заравнивания режущая поверхность может продвигаться до разделения трубного изделия на части. На этапе прокалывания прокалывающая вершина может прокалывать центральный участок контакта или средний участок контакта с трубным изделием. На этапе заравнивания режущая поверхность может проходить через средний участок контакта с трубным изделием и/или наружный участок контакта с трубным изделием. Нож может также снабжаться парой обрезающих элементов, и способ может включать в себя проход, по меньшей мере, одного из пары обрезающих элементов через, по меньшей мере, участок трубного изделия. На этапе прохода обрезающие элементы могут проходить через наружный участок контакта с трубным изделием. Ножи могут включать в себя верхний нож и нижний нож, и способ может дополнительно включать в себя проход верхнего ножа через трубное изделие над нижним ножом.
В другом аспекте изобретение относится к способу отрезания трубного изделия, расположенного в стволе скважины. Способ включает в себя установку противовыбросового превентора вокруг трубного изделия. Противовыбросовый превентор имеет множество плашек, установленных с возможностью скольжения в нем, при этом, на каждой из множества плашек размещен нож. Каждый из ножей имеет корпус ножа с передней гранью на стороне, обращенной к трубному изделию. Корпус ножа имеет режущую поверхность, на, по меньшей мере, участке передней грани и прокалывающую вершину на передней грани. Прокалывающая вершина имеет режущую кромку, выступающую на некоторое расстояние за режущую поверхность. Способ дополнительно включает в себя прокалывание трубного изделия прокалывающей вершиной ножа так, что участок трубного изделия сдвигается, и заравнивание проходом через трубное изделие режущей поверхности ножа.
На этапе заравнивания режущая поверхность может продвигаться до отрезания трубного изделия режущей поверхностью. На этапе заравнивания режущая поверхность может продвигаться до разделения трубного изделия на части. На этапе прокалывания прокалывающая вершина может прокалывать центральный участок контакта с трубным изделием. На этапе заравнивания режущая поверхность может проходить через средний участок контакта с трубным изделием. На этапе заравнивания, режущая поверхность может проходить через наружный участок контакта с трубным изделием.
Корпус ножа может также иметь пару обрезающих элементов на передней грани корпуса ножа, каждый из которых расположен с каждой из сторон режущей кромки, и способ может также включать в себя проход, по меньшей мере, одного из пары обрезающих элементов, через, по меньшей мере, участок трубного изделия. На этапе прохода, по меньшей мере, один из пары обрезающих элементов может проходить через наружный участок контакта с трубным изделием.
Наконец, в еще одном аспекте изобретение относится к способу отрезания трубного изделия, расположенного в стволе скважины. Способ включает в себя установку противовыбросового превентора вокруг трубного изделия. Противовыбросовый превентор имеет множество плашек, установленных с возможностью скольжения в нем, и множество ножей, расположенных на множестве плашек для контакта с трубным изделием. Способ дополнительно включает в себя продвижение множества ножей через трубное изделие с помощью прокалывания трубного изделия прокалывающей вершиной, по меньшей мере, одного из ножей так, что участок трубного изделия от этого сдвигается, и заравнивание проходом через трубное изделие режущей поверхности, по меньшей мере, одного из ножей до обрезания трубного изделия.
Ножи могут также иметь пару обрезающих элементов, и этап продвижения может также включать в себя проход, по меньшей мере, одного из пары обрезающих элементов, через, по меньшей мере, участок трубного изделия. Этап продвижения может также включать в себя продвижение множества ножей через трубное изделие с помощью прокалывания трубного изделия парой обрезающих элементов. Ножи могут включать в себя верхний нож и нижний нож, при этом верхний нож проходит через трубное изделие на некотором расстоянии над нижним ножом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания признаков и преимуществ настоящего изобретения, дается подробное описание изобретения, кратко описанного выше, варианты осуществления описаны со ссылками на прилагаемые чертежи. Следует отметить, вместе с тем, что на прилагаемых чертежах показаны только типичные варианты осуществления изобретении, не ограничивающие его объем, поскольку изобретение допускает другие равно эффективные варианты осуществления. На фигурах не обязательно соблюдается масштаб и некоторые элементы, и некоторые виды на фигурах показаны с искажением масштаба или схематично в интересах ясности и лучшего понимания.
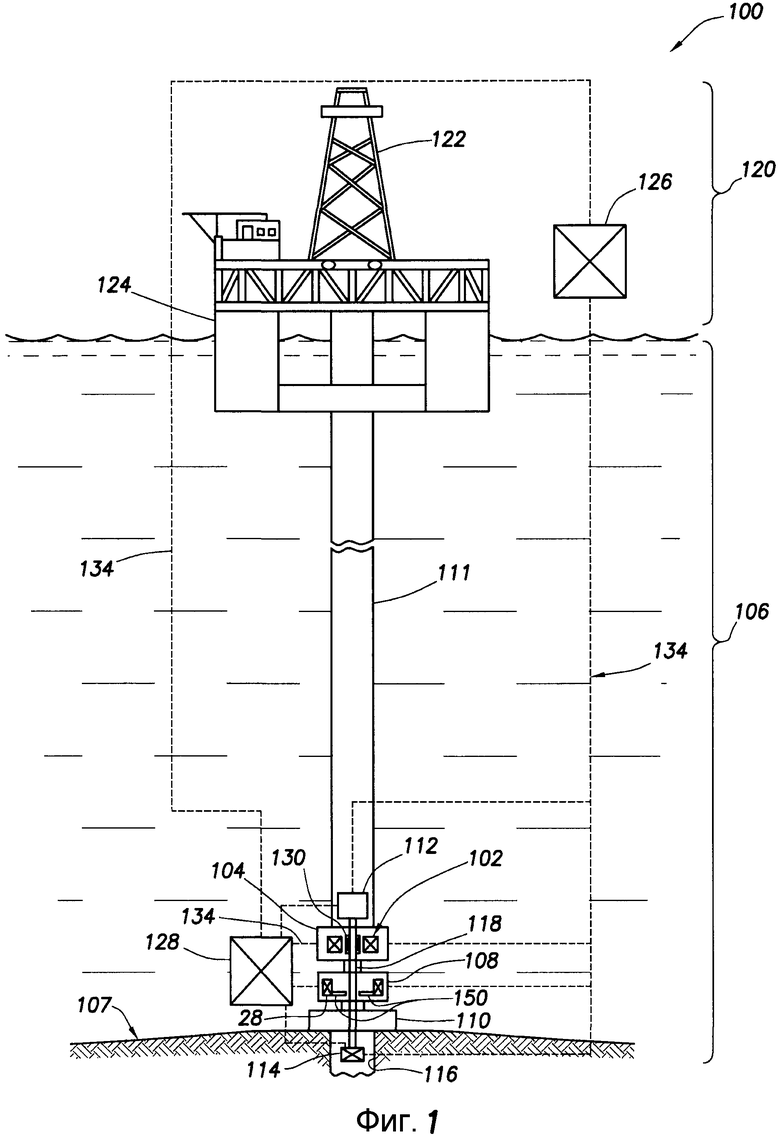
На ФИГ. 1 схематично показана морская буровая с противовыбросовым превентором с ножами для отрезания трубного изделия.
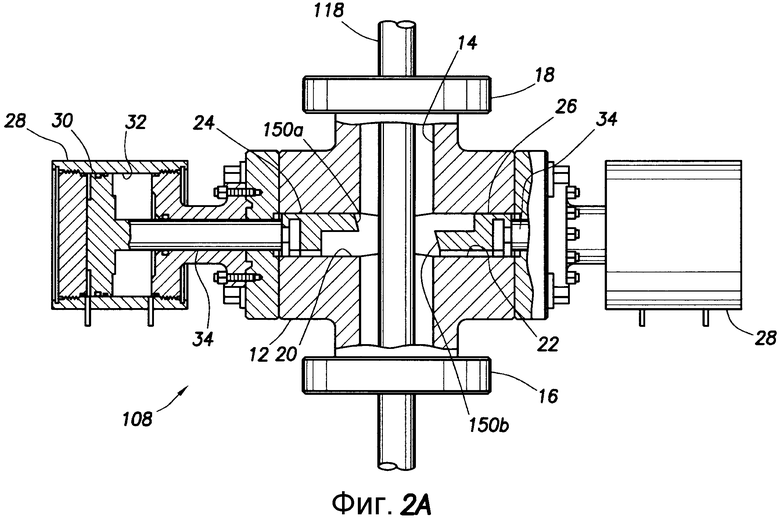
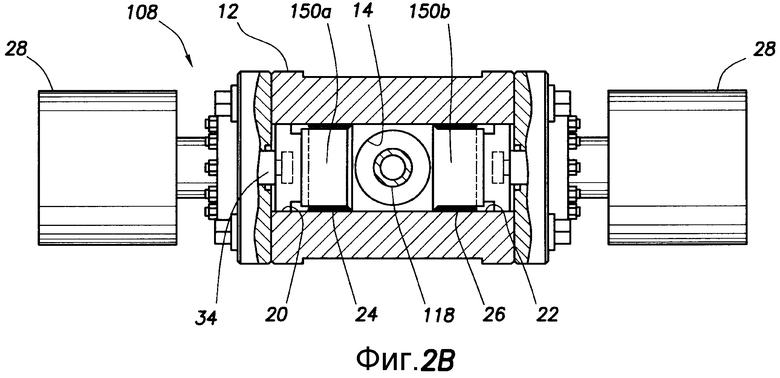
На ФИГ. 2A-2B схематично показаны вид сбоку и вид сверху, соответственно, частично в сечении, противовыбросового превентора Фиг. 1 перед запуском операции отрезания.
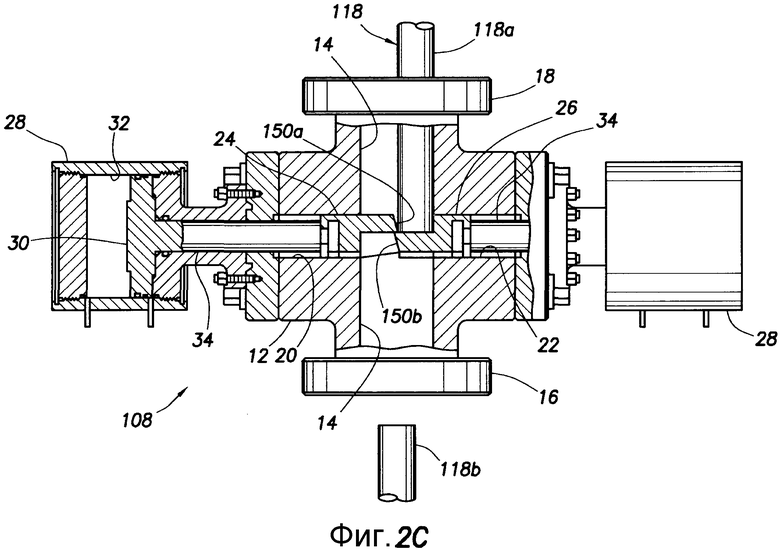
На ФИГ. 2C схематично показан вид сбоку, частично в сечении, противовыбросового превентора Фиг. 1 во время операции отрезания.
На ФИГ. 3A-3G схематично показан в разных видах нож, применимый в противовыбросовом превенторе Фиг. 2A.
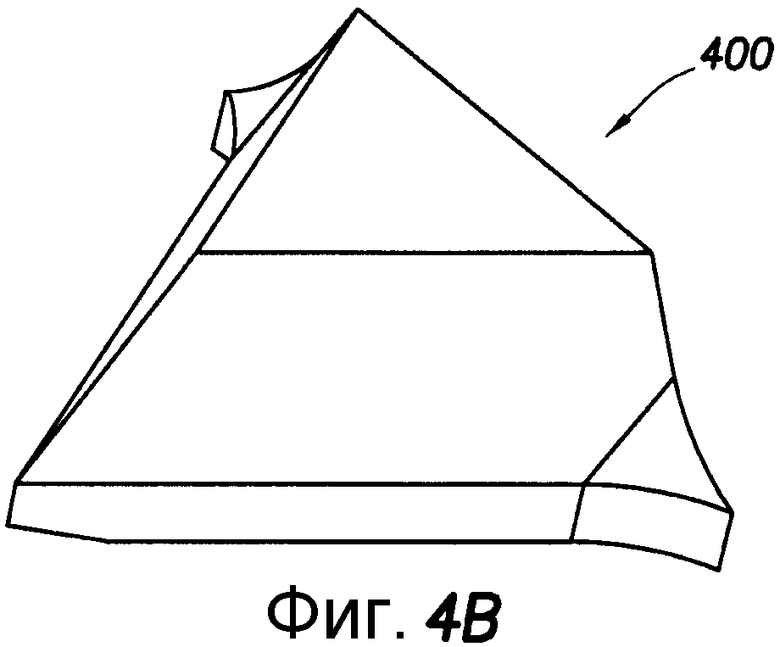
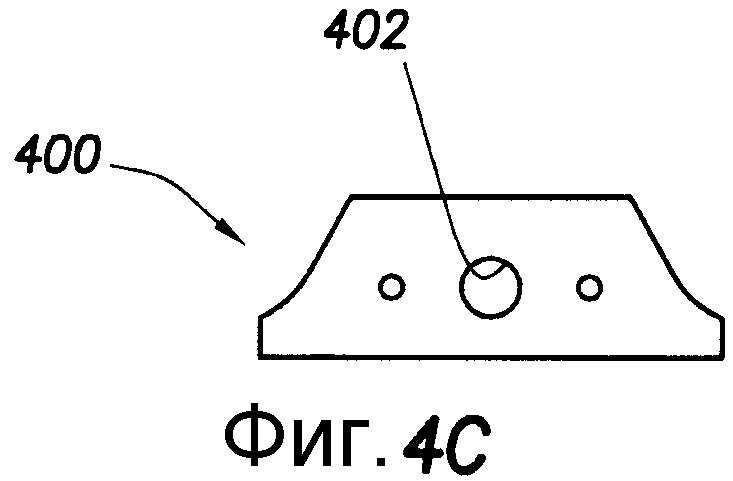
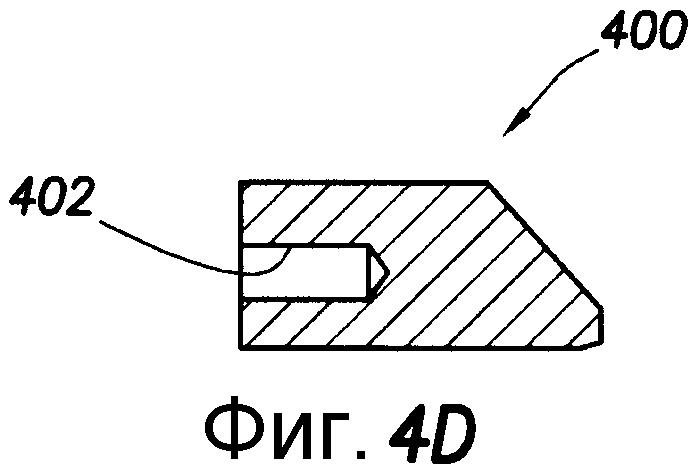
На ФИГ. 4A-4D схематично показаны различные виды сменной режущей кромки ножа.
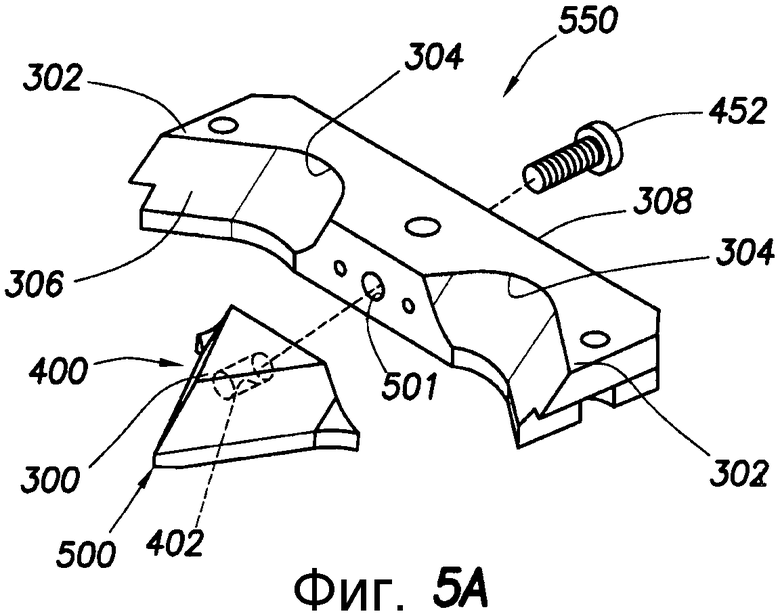
На ФИГ. 5A-5G схематично показан альтернативный нож со сменными режущими кромками.
На ФИГ. 6A-6H схематично показан альтернативный нож.
На ФИГ. 7A-7G схематично показан альтернативный нож.
ФИГ. 8A-8G схематично показан альтернативный нож.
На ФИГ. 9-15 схематично показаны различные другие альтернативные ножи.
На ФИГ. 16A-16J схематично показаны ножи с различным профилем.
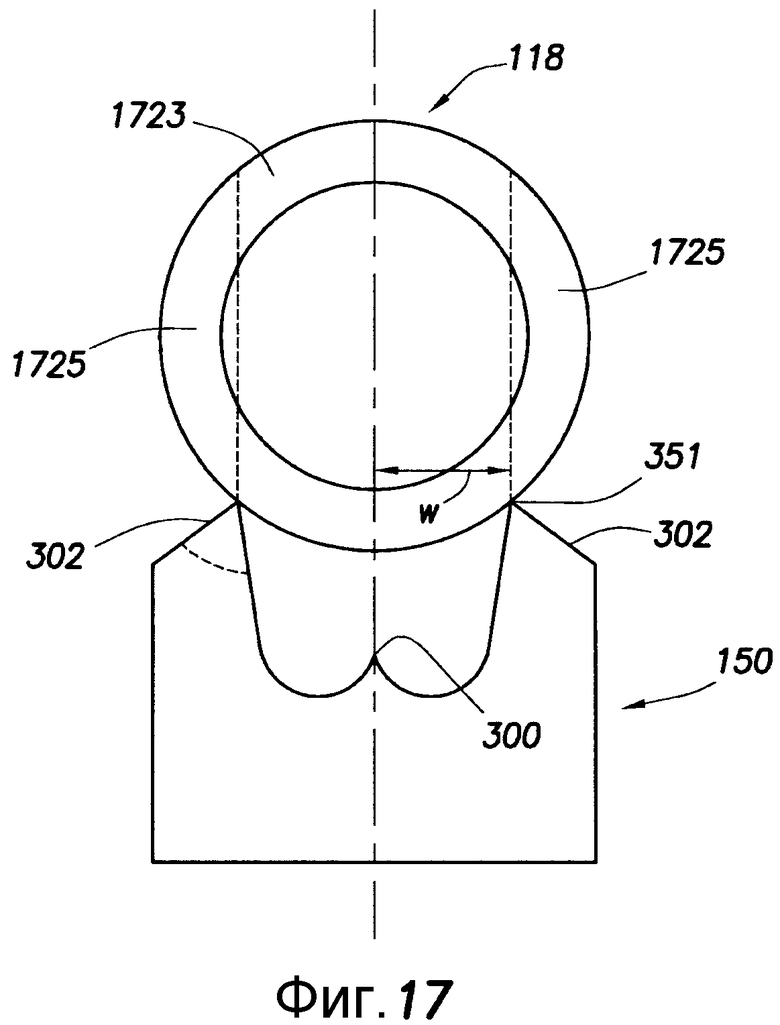
На ФИГ. 17 схематично показан вид сверху, частично в сечении, ножа в контакте с трубным изделием.
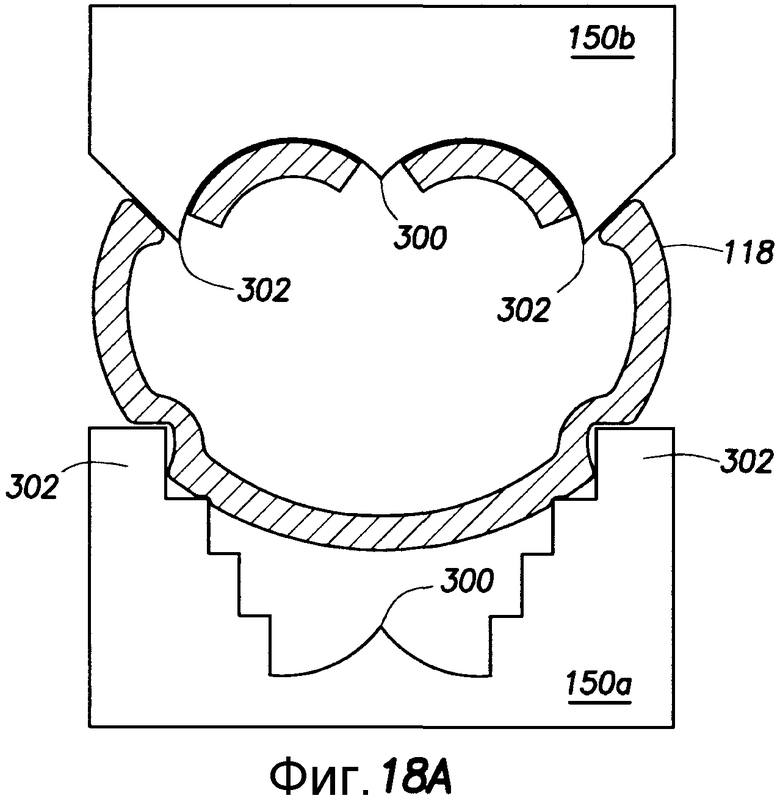
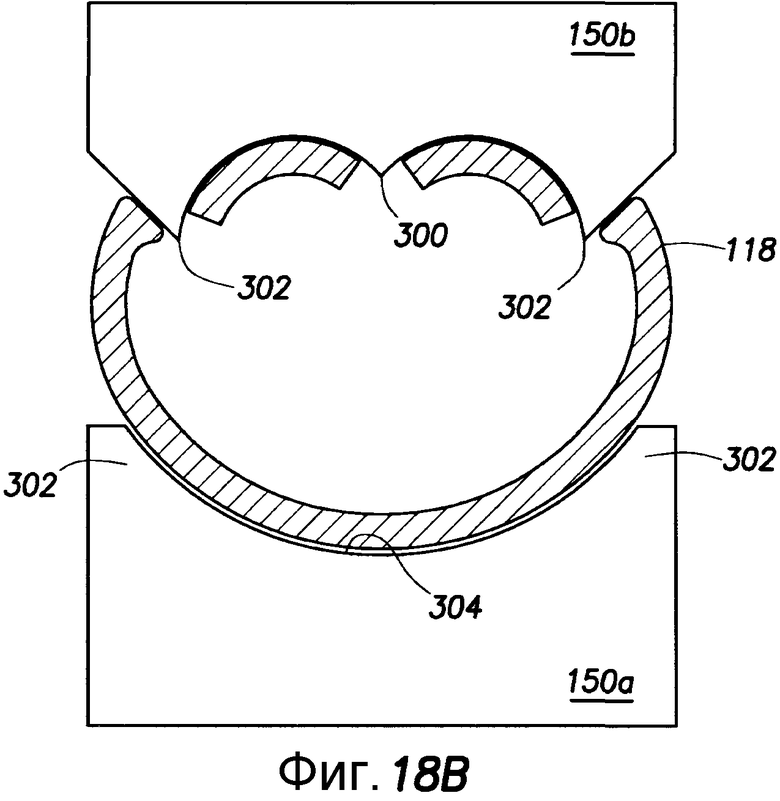
На ФИГ. 18A и 18B схематично показаны частично в сечении виды пары ножей в контакте с трубным изделием.
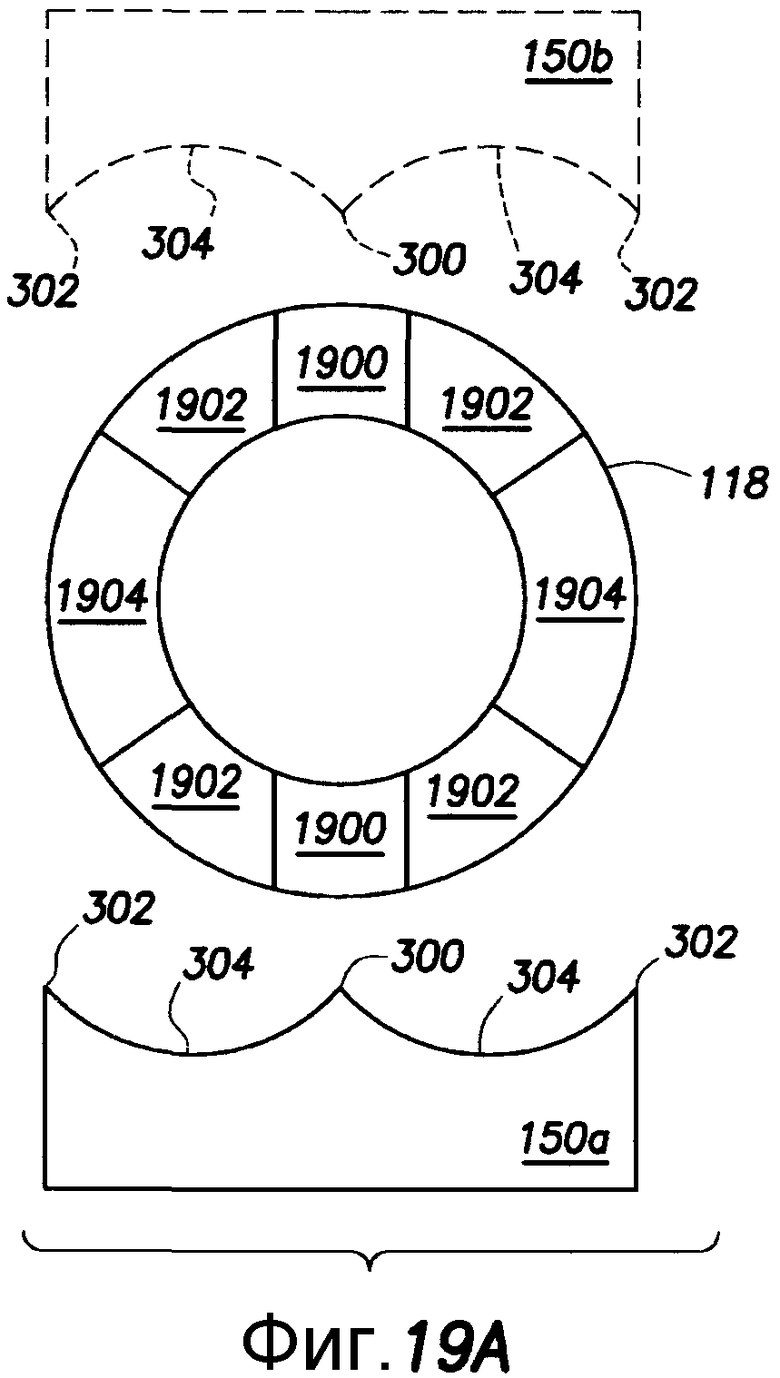
На ФИГ. 19A-19D схематично показаны сечения площади среза трубного изделия.
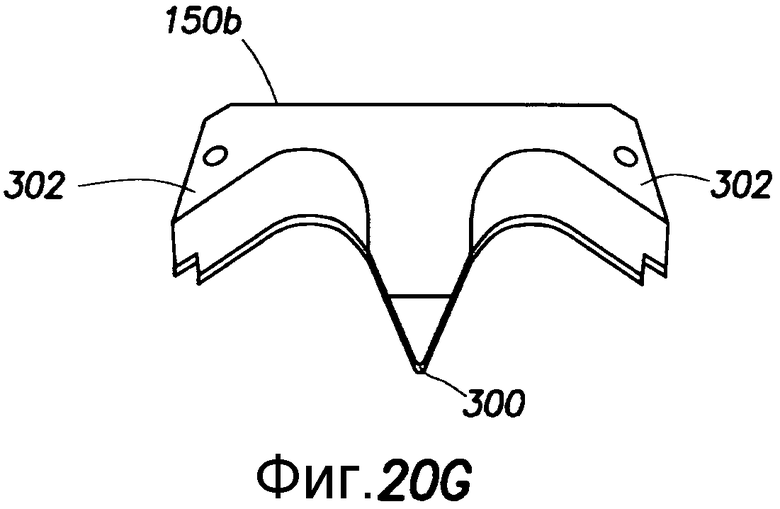
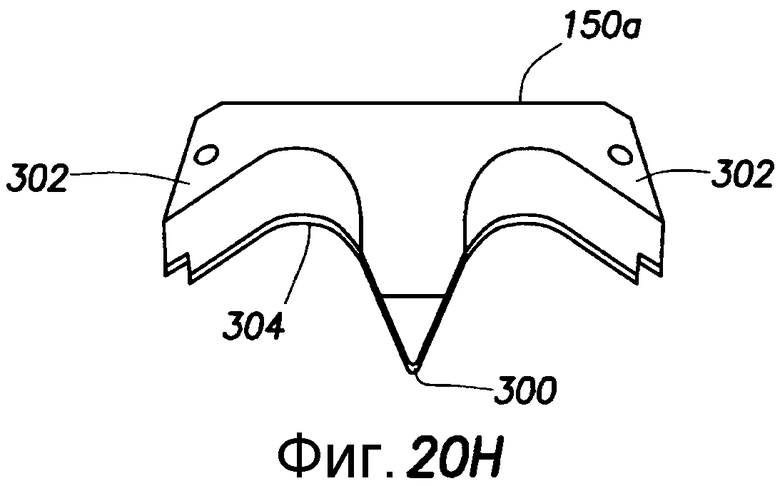
На ФИГ. 20A-20H схематично показаны различные участки трубного изделия, срезанного противовыбросовым превентором, и используемые ножи.
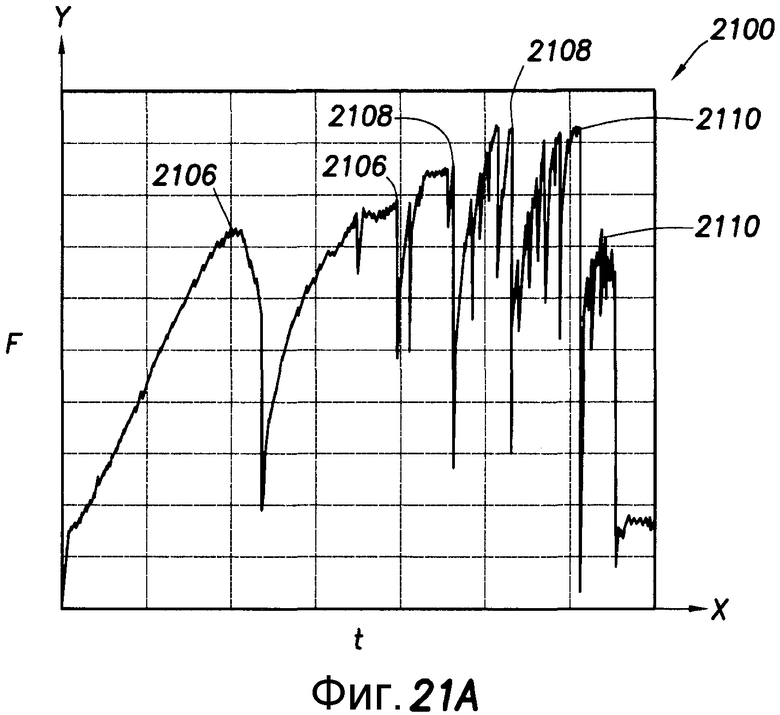
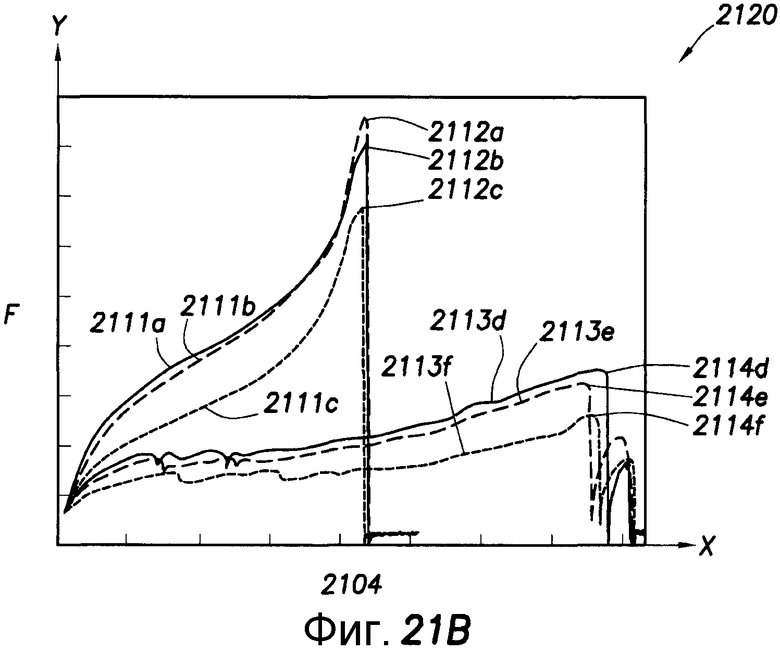
На ФИГ. 21A-21B показаны графики зависимости силы от времени для трубных изделий, отрезаемых противовыбросовым превентором с использованием различных ножей.
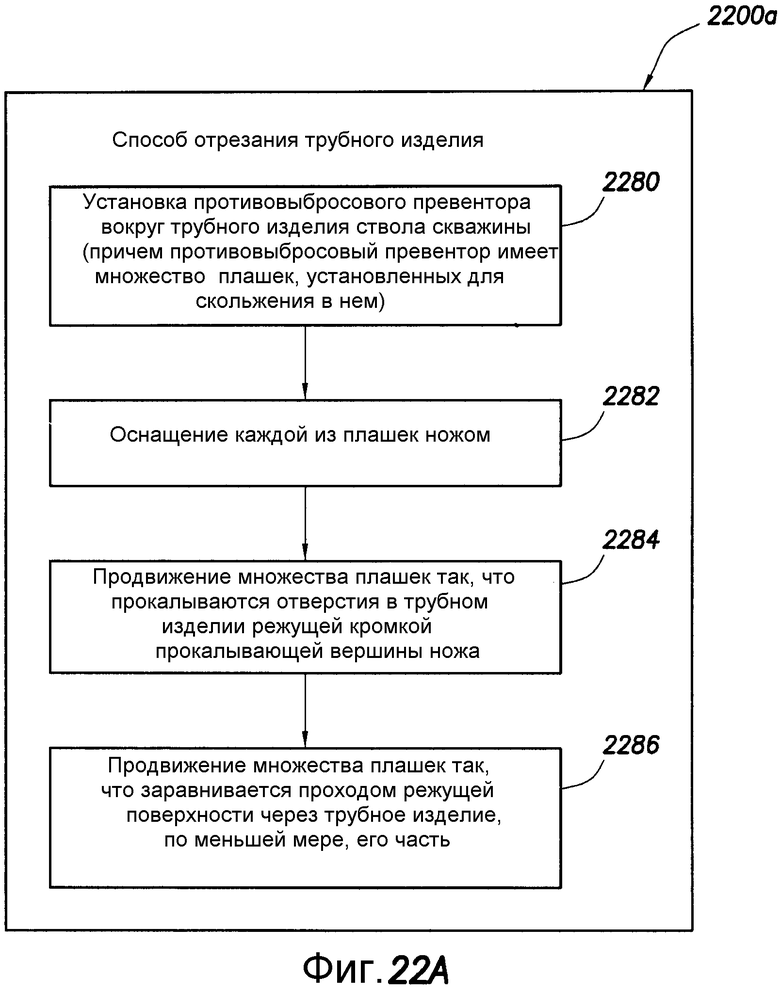
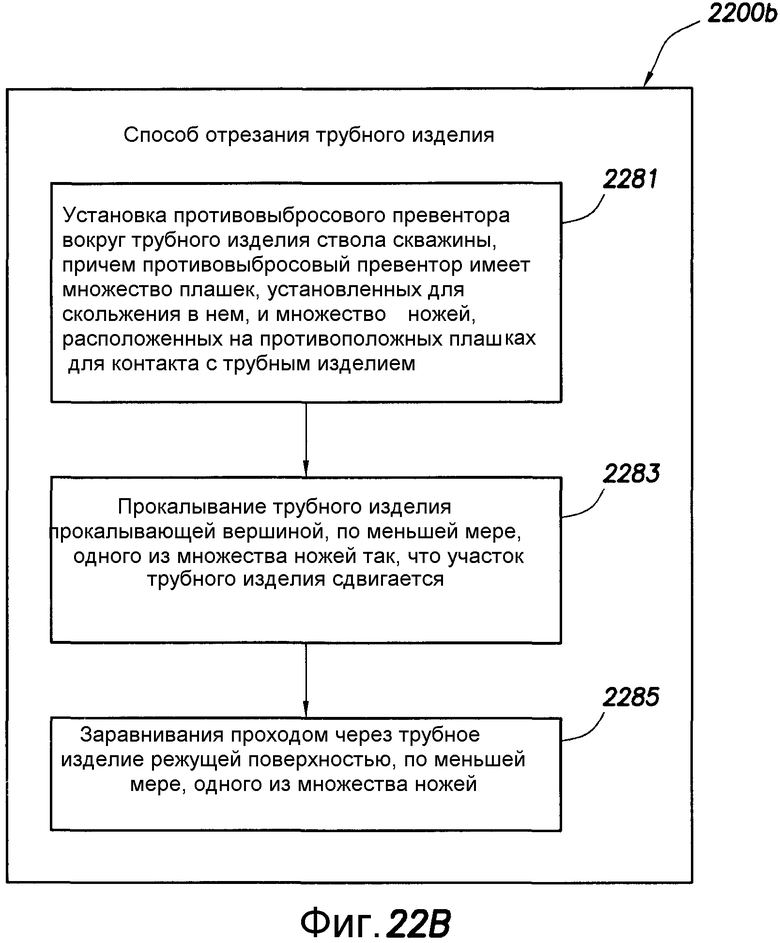
На ФИГ. 22A и 22B показаны блок схемы последовательности операций способов отрезания трубных изделий.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже описаны примеры устройств, способов, методик и/или последовательностей команд для осуществления настоящего изобретения. Вместе с тем, понятно, что описанные варианты осуществления можно на практике реализовать без данных конкретных деталей.
Данная заявка относится к противовыбросовому превентору и, по меньшей мере, одному ножу, используемому для отрезания трубного изделия на буровой. Трубное изделие может, например, являться трубным изделием, спускаемым через противовыбросовый превентор во время операций на буровой. Операции отрезания могут обеспечивать удаление трубного изделия из противовыбросового превентора и/или оборудования устья скважины. Отрезание трубного изделия можно выполнять, например, для герметизации ствола скважины в случае утечки из ствола скважины и/или выброса.
Противовыбросовый превентор снабжается ножами различной конфигурации для отрезания трубного изделия. Данные ножи могут иметь конфигурацию с прокалывающими вершинами, режущими поверхностями и/или обрезающими элементами, выполненными с возможностью уменьшения силы, требуемой для среза трубного изделия. Изобретение создает методики для отрезания различных трубных изделий (или трубных колонн) с диаметром до около 8,5" (21,59 см). Предпочтительно, противовыбросовый превентор и ножи обеспечивают одно или несколько из следующего, помимо прочего: замену рабочей части (например, ножа), уменьшенный износ, уменьшенное усилие, требуемое для отрезания трубного изделия, автоматическую герметизацию противовыбросового превентора, эффективное отрезание, включение в состав (или использование) существующего оборудования и сокращенное время для замены частей.
На Фиг. 1 показана морская буровая 100, имеющая подводную систему 106 и надводную систему 120. Подводная система 106 имеет эжектор 102, противовыбросовый превентор 108, оборудование 110 устья скважины и систему 112 подачи насосно-компрессорной трубы. Эжектор 102 и/или противовыбросовый превентор 108 могут быть выполнены в конфигурации для уплотнения трубного изделия 118 (и/или спускоподъема) и спуска в ствол скважины 116, пробуренной от морского дна 107. Противовыбросовый превентор 108 имеет, по меньшей мере, один нож 150 для резки трубного изделия 118, скважинный инструмент 114 и/или замок для инструмента (или другое трубное изделие, не показанное). Противовыбросовый превентор 108 может иметь один или несколько исполнительных механизмов 28 для перемещения ножа 150 и резки трубного изделия 118. Один или несколько контроллеров 126 и/или 128 могут осуществлять управление, мониторинг и/или контроль противовыбросового превентора 108, эжектора 102, системы 112 подачи насосно-компрессорной трубы и/или других частей буровой 100.
Система 112 подачи насосно-компрессорной трубы может быть выполнена в конфигурации для перемещения одного или нескольких скважинных инструментов 114 в ствол скважины 116 на трубном изделии 118. Хотя описан противовыбросовый превентор 108 для использования в подводных операциях, должно быть ясно, что буровая 100 может быть сухопутной или морской, и противовыбросовый превентор 108 можно использовать в любой окружающей буровую среде.
Надводную систему 120 можно использовать для осуществления промысловых операций морской буровой 100. Надводная система 120 может содержать буровую установку 122, платформу 124 (или судно) и контроллер 126. Показанный контроллер 126 находится на поверхности и контроллер 128 находится под водой, должно быть ясно, что один или несколько контроллеров 126/128 могут быть установлены в разных местах для управления надводной системой 120 и/или подводной системой 106. Линии 134 связи могут создаваться для связи контроллеров 126/128 с различными частями буровой 100.
Показанная система 112 подачи насосно-компрессорной трубы установлена в трубе 111, хотя должно быть ясно, что возможна ее установка в любом подходящем месте, таком как на морской поверхности, вблизи подводного оборудования 106, без трубы 111, в буровой установке 122, и т.п. Система 112 подачи насосно-компрессорной трубы может являться любой системой подачи трубных изделий, такой как инжектор гибкой насосно-компрессорной трубы, буровая установка, оснащенная верхним приводом, ведущей бурильной трубой, подъемным оборудованием и т.п. (не показано). Дополнительно, трубная колонна 118, подлежащая отрезанию, может представлять собой любое подходящее трубное изделие и/или трубную колонну, описанную выше. Скважинные инструменты 114 могут являться любыми подходящими скважинными инструментами для бурения, заканчивания, каротажа и/или эксплуатации ствола 116 скважины, такими как буровые долота, пакеры, испытательное оборудование, стреляющие перфораторы, и т.п. Другие устройства могут, если необходимо, устанавливаться на буровой для выполнения различных функций, такие как система 104 пакера подвески эжектора 102 и втулки 130.
На Фиг. 2A-2C показан противовыбросовый превентор 108 в увеличенном масштабе. На Фиг. 2A и 2B показан противовыбросовый превентор 108 перед приведением в действие. На Фиг. 2C показан противовыбросовый превентор 108 после приведения в действие. Противовыбросовый превентор 108 может являться аналогичным, например, противовыбросовому превентору описанному в заявке на патент США № 12/883469, упомянутой выше. Как показано на Фиг. 2A-2C, противовыбросовый превентор 108 может иметь корпус 12 с каналом 14. Трубное изделие 118 может проходить через канал 14. Корпус 12 может иметь нижний фланец 16 и верхний фланец 18 для соединения противовыбросового превентора 108 с другим оборудованием в комплекте оборудования устья скважины, например эжектором 102 (показано на Фиг. 1), оборудованием 110 устья скважины и т.п. Противовыбросовый превентор 108 может иметь один или несколько исполнительных механизмов 28 для приведения в действие одного или нескольких ножей 150, таких как пара ножей 150 a, b для отрезания трубного изделия 118.
Исполнительные механизмы 28 могут перемещать поршень 30 в цилиндре 32 для перемещения штока 34. Шток 34 может соединяться с держателями 24 и 26 ножа или первой и второй плашками 24 и 26. Каждый из держателей 24 и 26 ножей может соединяться с одним из ножей 150a,b. Таким образом, исполнительные механизмы 28 могут перемещать ножи к каналу 14 и от него для отрезания трубного изделия 118 в канале 14. Исполнительные механизмы 28 могут приводить в действие ножи 150a, b, реагируя на прямые команды управления с контроллеров 126 и/или 128, от оператора и/или реагируя на условия в стволе 116 скважины (показано на Фиг. 1), такие как скачки давления. Как показано, исполнительные механизмы 28 имеют гидравлическое управление и могут приводиться в действие гидравлической системой (не показано), хотя любое подходящее средство для приведения в действие ножей 150a, b можно использовать, например, пневматическое, электрическое и т.п.
Одна или несколько направляющих 20 и 22 плашек, могут направлять каждый из ножей 150a, b в противовыбросовых превенторах 108 при перемещении их исполнительным механизмом 28. Направляющие 20 и 22 плашек могут проходить в противоположные стороны от осевой линии канала 14. На Фиг. 2B показан вид сверху противовыбросового превентора 108. Держатели 24 и 26 ножей показаны удерживающими ножи 150a, b в нерабочем положении в направляющих 20 и 22 плашек.
Ножи 150a, b держателей 24 и 26 ножей могут устанавливаться для прохода один над другим в канале 14 при отрезании трубного изделия 118. Показанная пара ножей 150a, b включает в себя верхний режущий нож 150a (любой нож согласно настоящему изобретении), расположенный на плашке 24 и нижний режущий нож 150b (любой нож согласно настоящему изобретению), расположенный на плашке 26. Режущие ножи 150a и 150b могут быть установлены так, что режущая кромка ножа 150b проходит некоторое расстояние ниже режущей кромки ножа 150a при резке и/или срезании секции трубного изделия 118.
При выполнении отрезания режущие ножи 150a и 150b могут прокалывать, заравнивать, срезать и/или резать трубное изделие 118 (ФИГ. 2C) в верхнем участке 118a и нижнем участке 118b. После отрезания трубного изделия 118 нижний участок трубного изделия 118b может сбрасываться в ствол скважины 116 (показано на Фиг. 1) ниже противовыбросового превентора 108. Если необходимо (что верно для любого способа согласно настоящему изобретению) бурильную колонну можно отпускать нижним комплектом плашек (не показано). Противовыбросовый превентор 108 и/или другой блок оборудования может затем герметизировать ствол скважины 116 для предотвращения утечки нефти и/или взрыва.
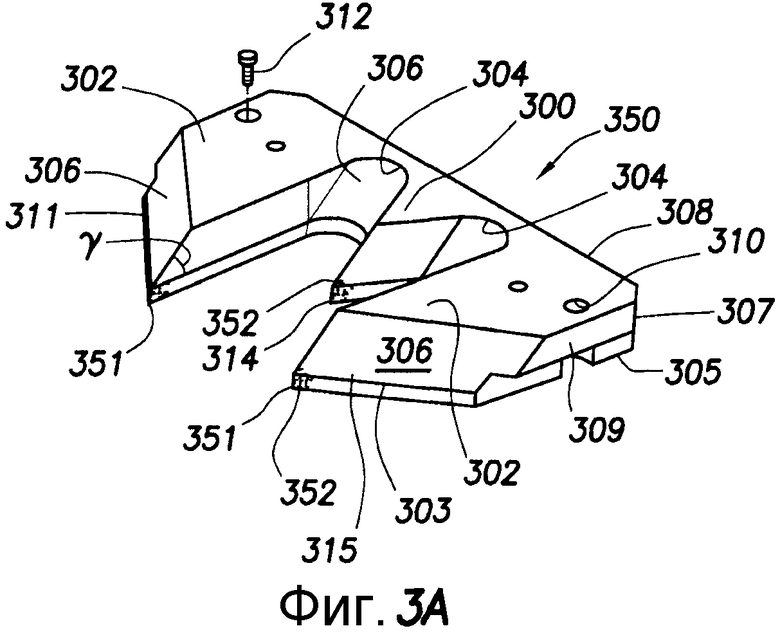
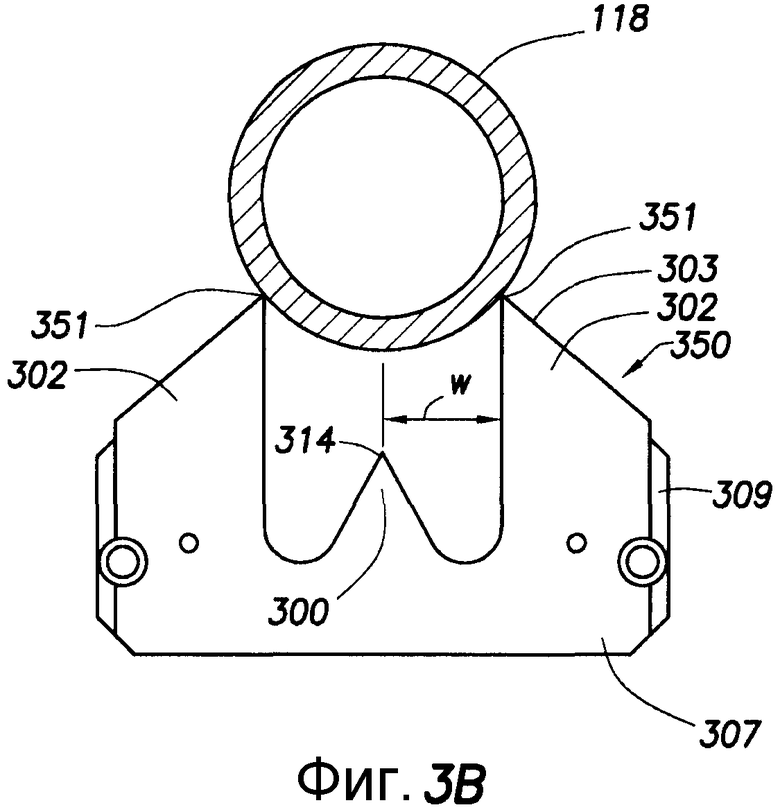
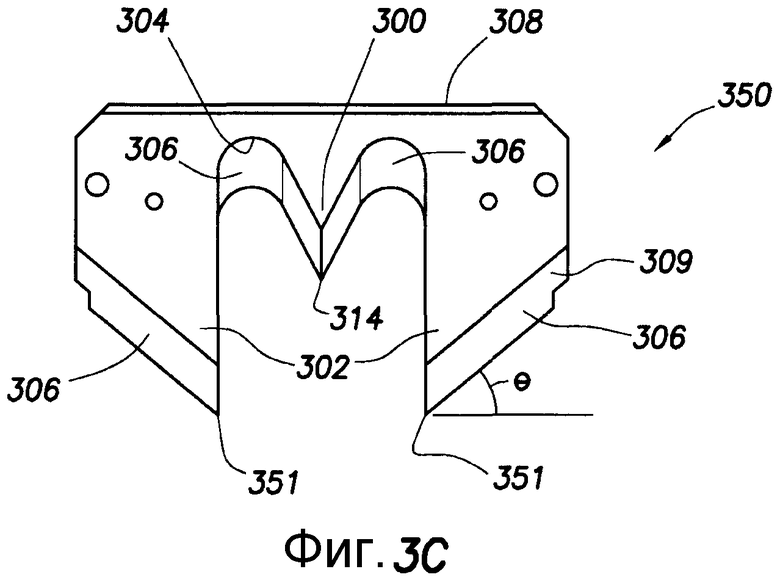
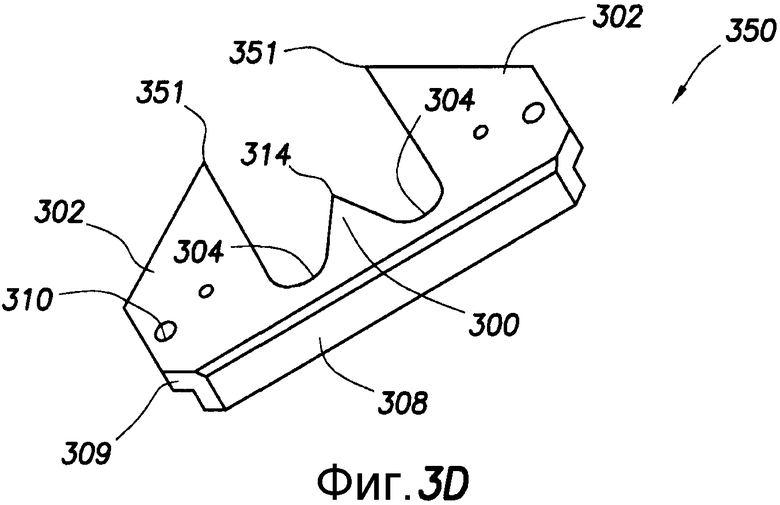
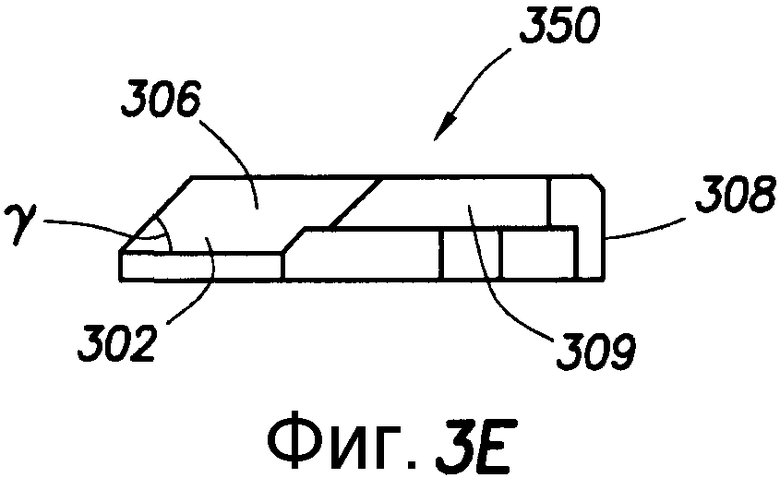
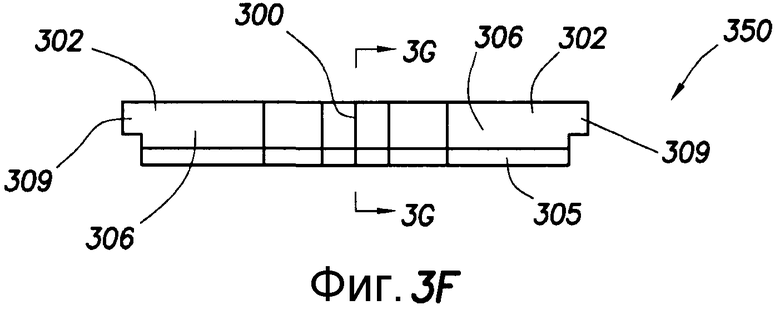
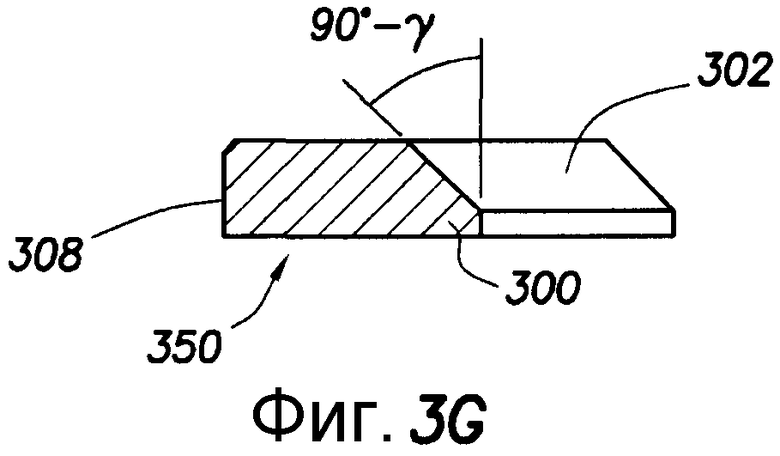
На Фиг. 3A-8G показаны в разных ракурсах ножи 150 разных форм. На Фиг. 3A-3G показан в разных видах нож 350, применимый, например, в качестве ножа 150 Фиг. 1-2C (верхнего ножа 150a и/или нижнего ножа 150b). На Фиг. 3A показан в изометрии снятый нож 350. На Фиг. 3B показан снизу нож 350 и сечение трубного изделия 118. На Фиг. 3C показан сверху нож 350. На Фиг. 3D показан сзади в изометрии нож 350. На Фиг. 3E показан вид сбоку ножа 350. На Фиг. 3F показан вид спереди ножа 350. На Фиг. 3G показано сечение ножа 350 по линии 3G-3G Фиг. 3F.
Нож 350 предпочтительно выполнен в конфигурации для прокалывания, заравнивания, срезания и/или обрезания трубного изделия 118 при перемещении ножа 350 через трубное изделие, такое как трубное изделие 118 Фиг. 1. Показанный нож 350 имеет корпус 307 ножа, прокалывающую вершину (или шип) 300, одну или несколько обрезающих вершин (или обрезающих элементов) 302, одну или несколько режущих поверхностей 306 ножа, одну или несколько углублений (или выемок) 304, поверхность 308 приложения нагрузки, и одно или несколько отверстий 310. Прокалывающая вершина 300 и обрезающие элементы 302 могут проходить от передней поверхности 303 корпуса 307 ножа. Передняя поверхность 303 имеет первый участок 311 и второй участок 315 с режущей поверхностью 306 на них. Прокалывающая вершина 300 устанавливается между первым и вторым участками 311, 315. Корпус 307 ножа может иметь основание 305 на своей нижней части.
Отверстия 310 могут быть выполнены в конфигурации для приема одного или нескольких соединительных устройств 312 для соединения ножа 350 с держателями 24 и 26 ножа (показано на Фиг. 2A). Одно или несколько соединительных устройств 312 можно использовать для скрепления ножей 350 с держателями 24 и 26 ножа. Соединительное устройство 312 может являться любым подходящим соединительным устройством, таким как болт, шпилька, винт, сварной шов и т.п. Нож 350 может также снабжаться, например, уступами 309, проходящими поперечно для опирания, например, на направляющие 20, 22 противовыбросового превентора 108 Фиг. 2A-2C.
Прокалывающая вершина 300 может быть выполнена в конфигурации, по существу, для контакта с трубным изделием 118, предпочтительно вблизи его центра (или центрального участка). При контакте прокалывающей вершины 300 с трубным изделием 118, режущая кромка (или верхушка) 314 прокалывающей вершины 300 прокалывает и/или пробивает трубное изделие 118. Прокалывающая вершина 300 заканчивается на режущей кромке 314, которая может иметь различные формы, такие как закругленная, заостренная, граненая и т.д., описанные в данном документе. С продолжением перемещения прокалывающей вершины 300 через трубное изделие 118, режущие поверхности 306 ножа на каждой из сторон прокалывающей вершины 300 могут резать трубное изделие 118 от начальной точки прокола. Режущие поверхности 306 ножа могут также содействовать центрированию трубного изделия 118 между ними. Центрирование трубного изделия 118 может содействовать установке трубного изделия 118 в нужное место для оптимизации прокалывания и/или резки.
Один или несколько обрезающих элементов 302 могут быть выполнены в конфигурации для контакта с трубным изделием 118 на месте в направлении к наружному участку и/или от центра (или центрального участка) трубного изделия 118, показанного на Фиг. 3B. Как показано, один или несколько обрезающих элементов 302 выполнены в конфигурации для входа в контакт с трубным изделием 118 вблизи кромки (или наружного участка) трубного изделия 118. Один или несколько обрезающих элементов 302 могут иметь шипы 351 для прокалывания трубного изделия 118 способом, аналогичным прокалывающей вершине 300. Ширина W (Фиг. 3B) между режущей кромкой 314 прокалывающей вершины 300 и шипом 351 обрезающих элементов 302 может быть выполнена в конфигурации для входа в контакт с нужным участком трубного изделия 118.
При продолжении перемещения ножа 350 через трубное изделие 118, обрезающие элементы 302 могут проходить через трубное изделие. Режущая поверхность 306 ножа на обрезающих элементах 302 может иметь угол γ резания (или наклона) для прохода через трубное изделие 118. Угол γ резания режущей поверхности 306 ножа может изменяться на ноже 350 при необходимости для содействия процессу отрезания. Угол γ резания показан, например, на Фиг. 3E с дополняющим углом 90 градусов - γ на Фиг. 3G. Обрезающие элементы 302 могут также иметь угол θ выхода на наружной поверхности, показанный на Фиг. 3C, которая может продолжать резать стенки трубного изделия 118. Угол θ выхода может быть выполнен в конфигурации для разведения стенок трубного изделия 118, когда режущая поверхность 306 ножа режет стенку, при этом, уменьшается сила, требуемая для отрезания трубного изделия.
Один или несколько обрезающих элементов 302 могут быть выполнены в конфигурации для обрезания, и/или среза с удалением участка трубного изделия 118 с обеих сторон прокалывающей вершины 300, при этом, уменьшая прочность и целостность трубного изделия 118. Один или несколько обрезающих элементов 302 могут выставлять трубное изделие 118 по центру относительно ножа 350 при контакте ножа 350 с трубным изделием 118. Как показано на Фиг. 3A-3C, один или несколько обрезающих элементов 302 могут входить в контакт с трубным изделием 118 перед входом прокалывающей вершины 300 в контакт с трубным изделием 118. С помощью корректировки конфигурации так, что прокалывающей вершине 300 и/или обрезающим вершинам 302 придается разная длина, обрезающие элементы 302 могут быть выполнены в конфигурации для входа в контакт с трубным изделием 118 по существу, одновременно с прокалывающей вершиной 300 и/или после прокалывающей вершины 300. При таком способе нож 350 может прокалывать и/или обрезать трубное изделие 118 в одном или нескольких местах для содействия его обрезанию.
Геометрию ножей, описанную в данном документе, можно корректировать для создания контактных точек на разных местах вдоль ножа. С помощью манипуляций с размерами и положением прокалывающей вершины 300, обрезающих элементов 302 и передней поверхности 303, контакт ножа с трубным изделием можно корректировать и/или оптимизировать. Хотя на Фиг. 3A-3G показана конкретная конфигурации обрезающих элементов 302 для контакта с трубным изделием, размеры ножа можно выбирать для обеспечения прохода трубного изделия между обрезающими элементами 302. В таких вариантах, трубное изделие прокалывается прокалывающей вершиной 300, и режущие поверхности 306 вдоль передней поверхности 303 ножа между обрезающими элементами 302 можно использовать для обрезания и/или среза с удалением участков трубного изделия и отрезания посредством обрезающих элементов 302.
Ножи, описанные в данном документе, можно конструировать из любого подходящего материала для резки трубного изделия 118, например, стали. Дополнительно, ножи могут иметь участки, такие как точки 300, 302, и/или режущие поверхности 306 ножа, которые упрочнены и/или снабжены покрытием для предотвращения износа ножей. Упрочнение может быть получено любым подходящим способом, таким как, наплавка твердым сплавом, термообработка, повышение твердости, изменение материала, вставка материала 352 повышенной твердости (показано на Фиг. 3A) такого как поликристаллические синтетические алмазы, сплав INCONEL™ и т.п.
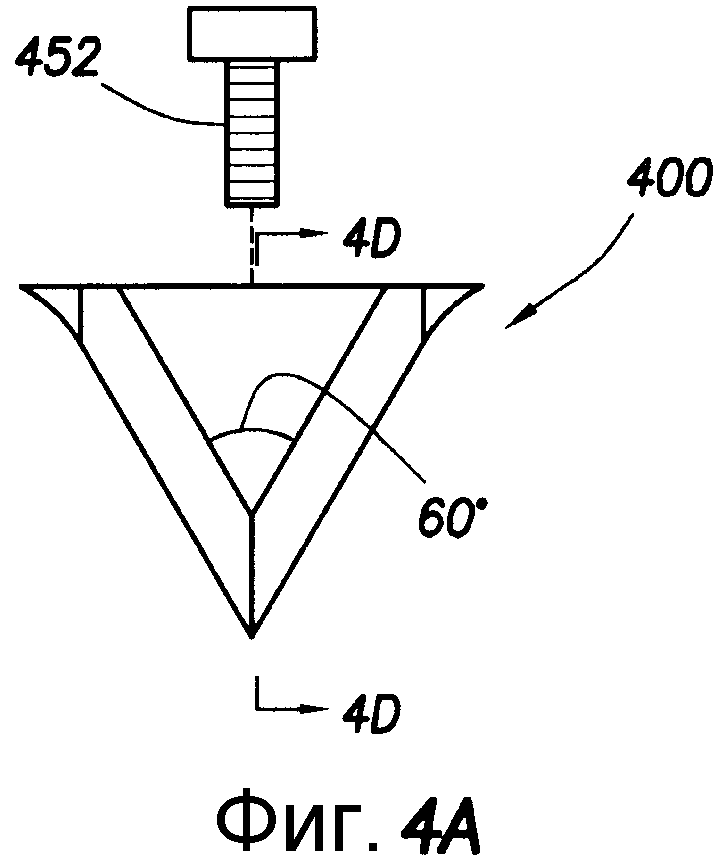
Каждый из ножей, описанный в данном документе может иметь сменные режущие кромки 400, как показано на Фиг. 4A-4D. На Фиг. 4A показан вид сверху снятой режущей кромки 400 ножа. На Фиг. 4B показан изометрический вид режущей кромки 400 ножа. На Фиг. 4C показан вид конца режущей кромки 400 ножа. На Фиг. 4D показано сечение режущей кромки 400 ножа Фиг. 4A по линии 4D-4D.
Сменные режущие кромки 400 ножей могут иметь размеры для замены части или всех режущих кромок и/или вершин, описанных в данном документе, таких как прокалывающие вершины 300 и обрезающие элементы 302 ножа 350 (показано на Фиг. 3A-3G). Дополнительно, можно иметь сменную режущую поверхность ножа (не показано), которой можно заменять частично или полностью переднюю поверхность ножа, такую как режущие поверхности 306 обрезающих элементов 302 ножа 350 Фиг. 3A-3G.
Сменные лезвия 400 ножа можно использовать для замены изношенных и/или поврежденных частей существующих ножей. Сменные режущие кромки 400 ножа могут иметь совместимые формы и кромки для плотного прилегания, например, к прокалывающей вершине 300 и соответствующей режущей кромке 314 и режущим поверхностям 306 исходного ножа. В некоторых вариантах сменные лезвия 400 ножа могут создавать альтернативные формы, габариты и/или материалы для создания изменяемых конфигураций ножа. Например, сменные режущие кромки 400 ножа можно использовать для создания удлиненной прокалывающей вершины 300 для изменения точек контакта ножа.
Сменные режущие кромки 400 ножа можно изготавливать из одинакового материала с ножом 350 и/или любого из упрочненных материалов и/или с помощью способов, описанных в данном документе.
Сменные режущие кромки 400 ножа, как показано, могут иметь одинаковую форму с любыми прокалывающими вершинами 300 и/или обрезающими элементами 302, описанными в данном документе, и могут иметь одно или несколько отверстий 402 для приема соединительного устройства 452 для соединения сменных режущих кромок 400, например, с ножами 150 и/или 350 (показано на Фиг. 1-3G). Сменные режущие кромки 400 могут иметь угол λ наклона, например, острый угол около 60 градусов.
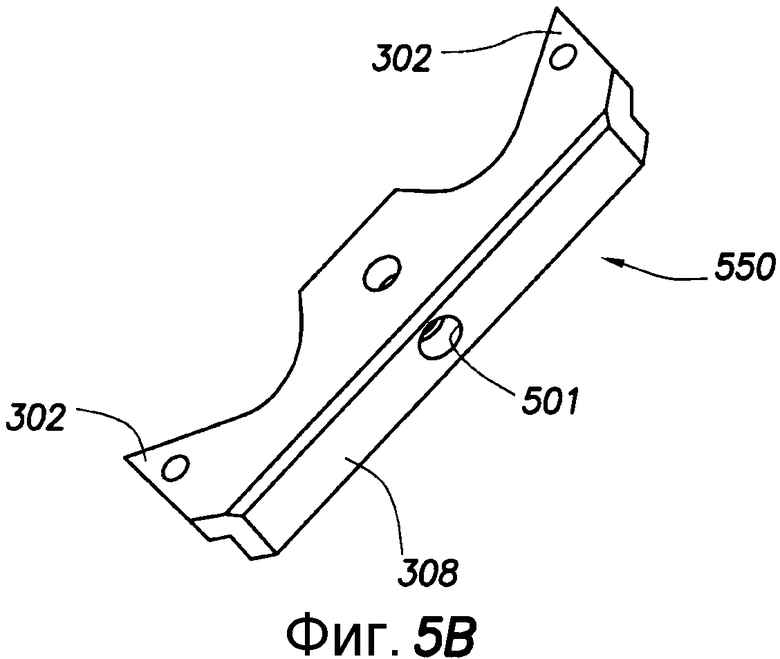
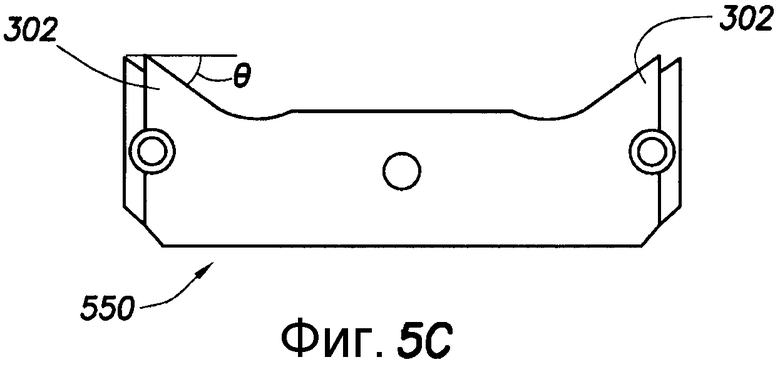
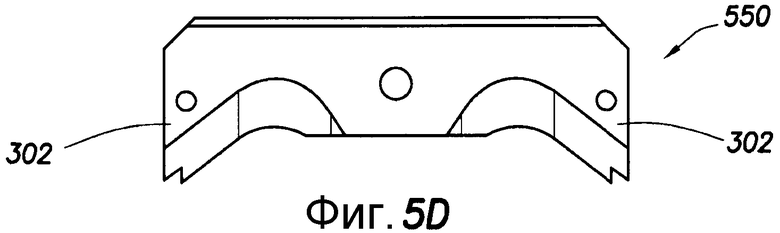
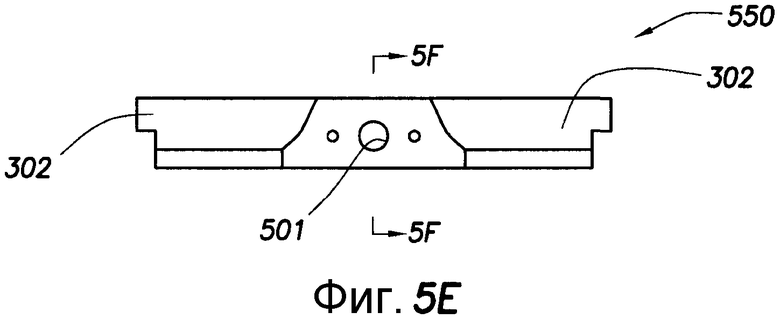
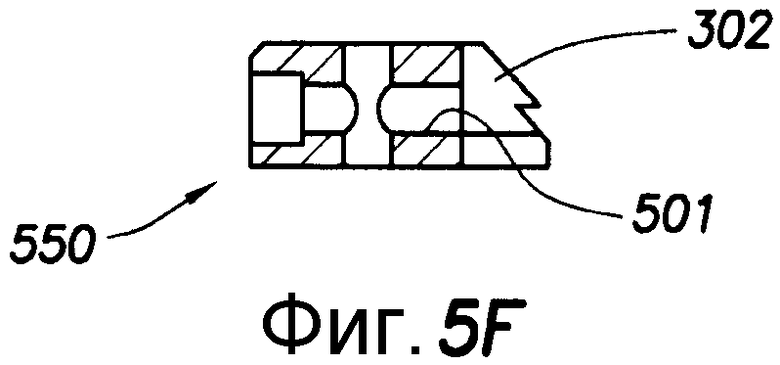
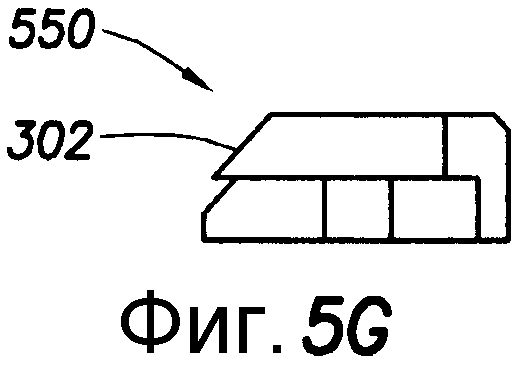
На Фиг. 5A-5G показан в разных видах нож 550, применимый, например, в качестве ножа 150 Фиг. 1-2C. На Фиг. 5A показан вид спереди в изометрии ножа 550. На Фиг. 5B показан вид сзади в изометрии ножа 150. На Фиг. 5C показан вид снизу ножа 550. На Фиг. 5D показан вид сверху ножа 550. На Фиг. 5E показан вид спереди ножа 550. На Фиг. 5F показано сечение ножа 550 Фиг. 5E по линии 5F-5F. На Фиг. 5G показан вид сбоку ножа 550.
Нож 550 может быть аналогичным ножу 350 Фиг. 3A-3G, за исключением того, что в данной конфигурации нож 550 имеет отличающуюся форму. Нож 550, как показано, снабжен прокалывающей вершиной (или шипом) 300 с наклонной прокалывающей режущей кромкой 500, одним или несколькими обрезающими элементами 302, одной или несколькими режущими поверхностями 306 ножа, одной или несколькими углублениями (или выемками) 304, поверхностью 308 приложения нагрузки и одним или несколькими отверстиями 310. В данной версии прокалывающая вершина 300 проходит за обрезающие элементы 302, и обрезающие элементы имеют угол θ выхода, обращенный к прокалывающей вершине 300. Кроме того, нож 550 может быть выполнен в конфигурации для применения, например, сменных режущих кромок 400 ножа (показано на Фиг. 4A-4D).
Как показано, прокалывающая вершина 300 представляет собой сменную режущую кромку 400 ножа, снятую для замены. Нож 550 может иметь отверстие 501 соединительного устройства, выполненное в конфигурации для совмещения с одним или несколькими отверстиями 402 соединительного устройства на сменной режущей кромке 400 ножа. Соединительное устройство 452, такое как болт и т.п., можно использовать для соединения сменной режущей кромки 400 ножа с ножом 550. Хотя на данных фигурах показана прокалывающая вершина 300 в качестве сменной режущей кромки 400, должно быть ясно, что обрезающие элементы 302 могут также быть сменными. Также, хотя на Фиг. 5A-5G показан нож конкретной конфигурации, нож любой конфигурации может быть снабжен одной или несколькими сменными режущими кромками 400. Сменная режущая кромка 400 ножа может иметь форму, например, любых прокалывающих вершин 300 и/или обрезающих элементов 302, показанных в данном документе.
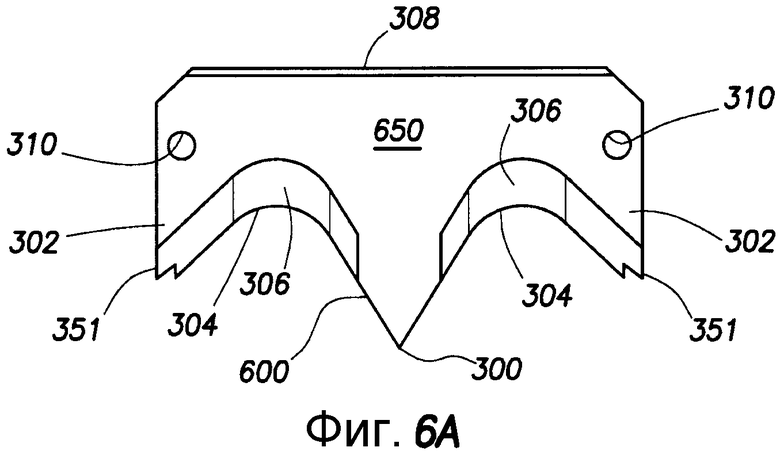
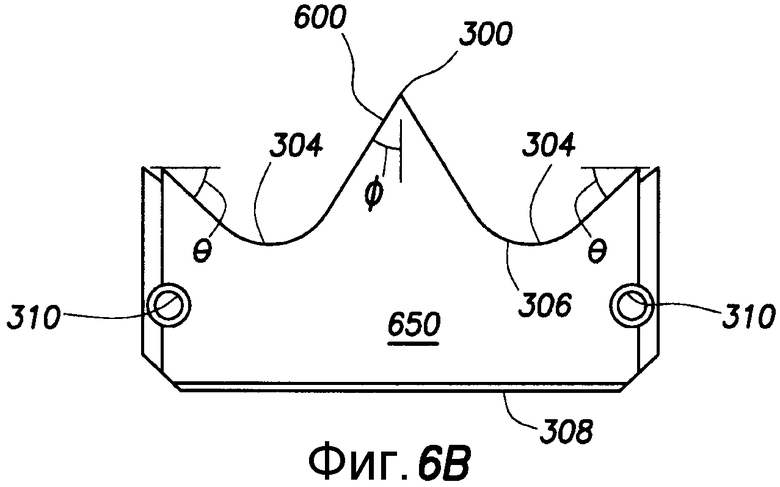
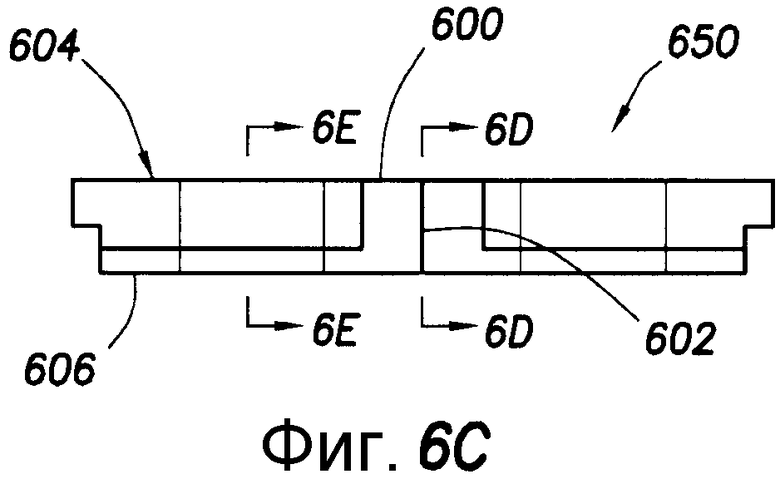
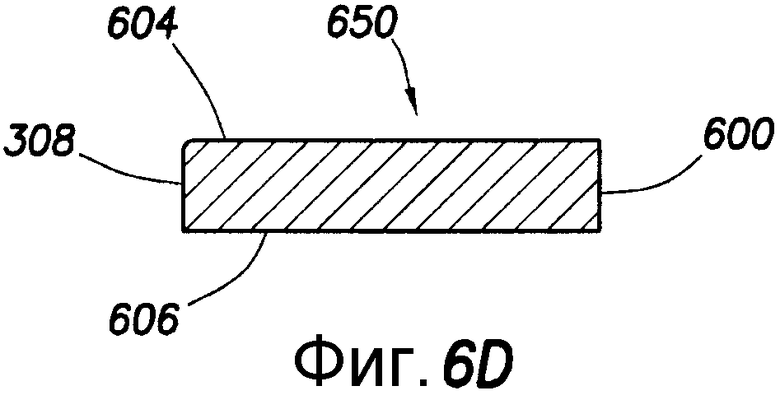
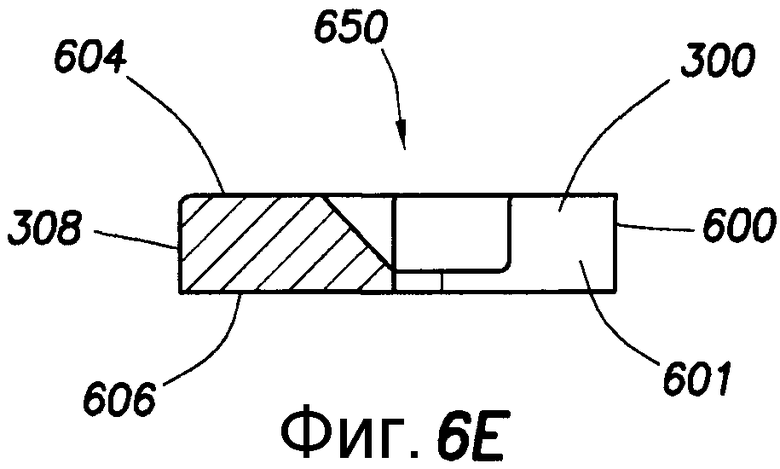
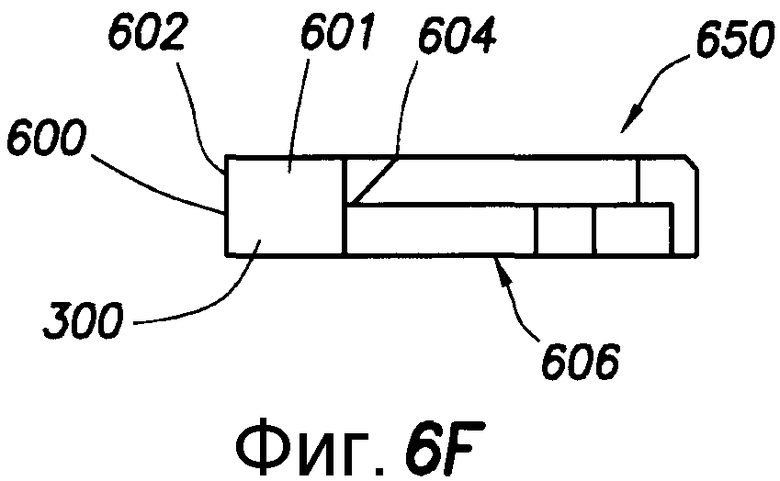
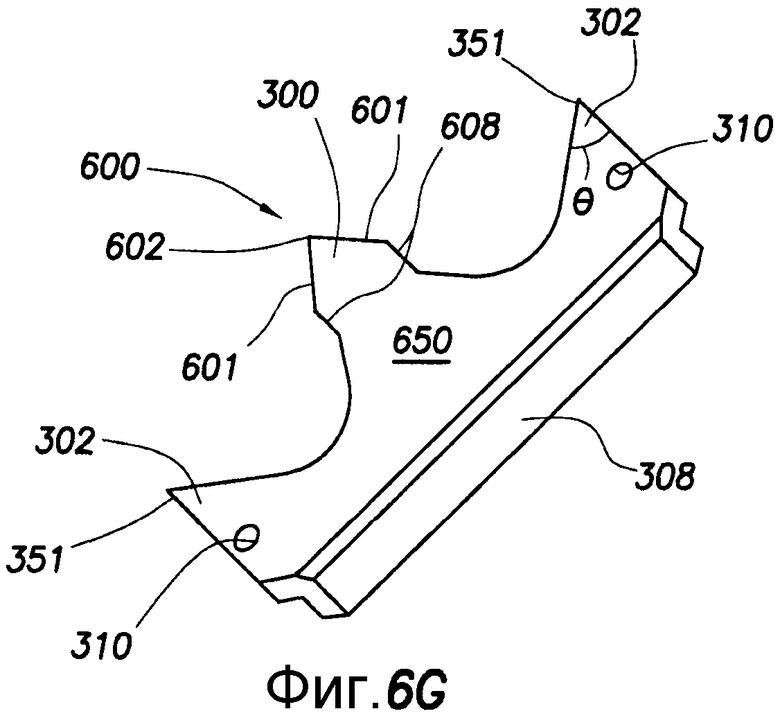
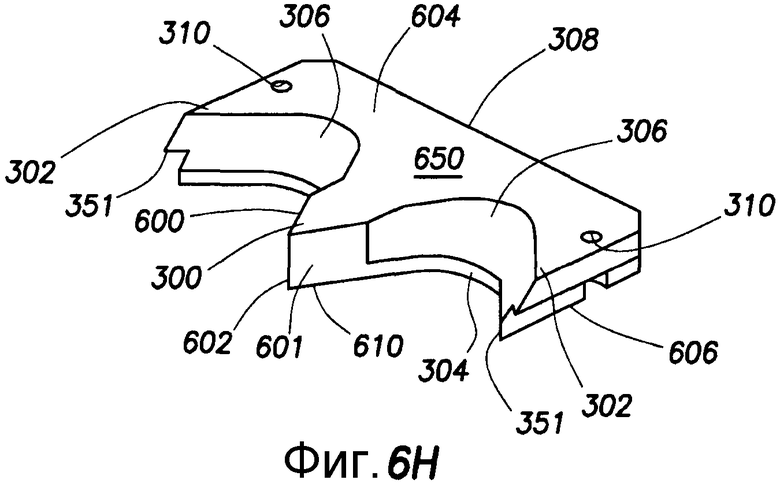
На Фиг. 6A-6H показан в разных видах нож 650, применимый в качестве верхнего ножа 150a и/или нижнего ножа 150b Фиг. 2A-2C. На Фиг. 6A показан вид сверху ножа 650. На Фиг. 6B показан вид снизу ножа 650. На Фиг. 6C показан вид спереди ножа 650. На Фиг. 6D показано сечение ножа 650 Фиг. 6C по линии 6D-6D. На Фиг. 6E показано сечение ножа 650 Фиг. 6C по линии 6E-6E. На Фиг. 6F показан вид сбоку ножа 650. На Фиг. 6G показан другой изометрический вид ножа 650. На Фиг. 6H показан изометрический вид ножа 650 по линии 6H-6H Фиг. 6G.
Нож 650 предпочтительно выполнен в конфигурации для прокалывания, заравнивания, среза и/или обрезания при перемещении ножа 650 сквозь трубное изделие, такое как трубное изделие 118 Фиг. 1. Нож 650 может являться аналогичным ножу 350 Фиг. 3A-3G, за исключением того, что в данной конфигурации нож 650 имеет отличающуюся форму. Нож 650 показан снабженным прокалывающей вершиной (или шипом) 300 с угловой прокалывающей режущей кромкой 600, одним или несколькими обрезающими элементами 302, одной или несколькими режущими поверхностями 306 ножа, одной или несколькими углублениями (или выемками) 304, поверхностью 308 приложения нагрузки и одним или несколькими отверстиями 310.
Обрезающие элементы 302 ножа 650 заканчиваются на шипе 351. Обрезающие элементы 302 могут иметь заостренную конфигурацию, которая может использоваться для прокалывания трубного изделия при входе в контакт с ним. В данной версии угловая прокалывающая режущая кромка 600 проходит за обрезающие элементы 302, и обрезающие элементы имеют угол θ выхода, обращенный к прокалывающей вершине 600. Прокалывающая вершина 300 для ножа 650, показанная на Фиг. 6A-H заканчивается угловой прокалывающей режущей кромкой 600.
Угловая прокалывающая режущая кромка 600 может быть выполнена в конфигурации с двумя прокалывающими стенкам 601, проходящими от передней кромки 602. Передняя кромка 602, показано на Фиг. 6H, может проходить от верха 604 до низа 606 ножа 650 в направлении, по существу, параллельно продольной оси трубного изделия 118 (показано на Фиг. 1). Две прокалывающие стенки 601 могут проходить от передней кромки 602 по направлению к канавкам 304 под углом ф. Две прокалывающие стенки 601 могут проходить от верха 604 до низа 606 при их прохождении по направлению к канавкам 304 до достижения двумя прокалывающими стенками 601 параллельных стенок 608, как показано на Фиг. 6G.
Параллельная стенка 608 может проходить, по существу, параллельно направлению резания ножа 650. Как показано на Фиг. 6H, параллельные стенки 608 проходят линейно по направлению к канавкам 304 на верхнем участке ножа, а нижний участок 610 угловой прокалывающей режущей кромки 600 продолжается под углом ф до встречи нижнего участка 610 с канавкой 304, как показано на Фиг. 6B. Над нижним участком и вокруг углубления 304 образуется режущая поверхность 306 ножа. Режущая поверхность 306 ножа над нижним участком 610 может быть выполнена в конфигурации, по существу, для совмещения с одним или несколькими обрезающими элементами 302, или может быть смещена от них.
Угловая прокалывающая режущая кромка 600 может быть выполнена в конфигурации для входа передней кромки 602 первой в контакт с трубным изделием 118 ножа 650 (показано на Фиг. 1). Передняя кромка 602 может входить в участок трубного изделия 118, при этом прокалывающие стенки 601 разделяют стенку трубного изделия 118 аналогично зубилу. Угловая прокалывающая режущая кромка 600 может разделять и/или удалять участок стенки трубного изделия 118 до входа режущей поверхности 306 ножа 650 в контакт с трубным изделием 118.
Как показано на Фиг. 6A-6H, участок ножа 650 вдоль прокалывающей режущей кромки 600 имеет вертикальную поверхность, и остальная часть ножа 650 имеет наклонную поверхность. Как показано на данных фигурах, участки ножа 650 могут иметь вертикальные и/или наклонные поверхности.
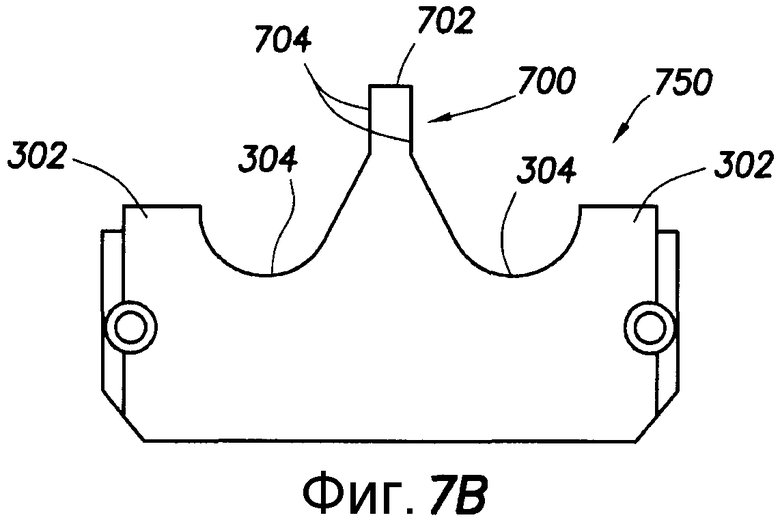
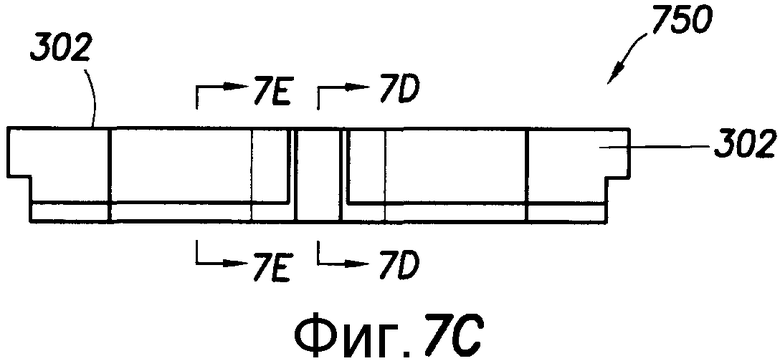
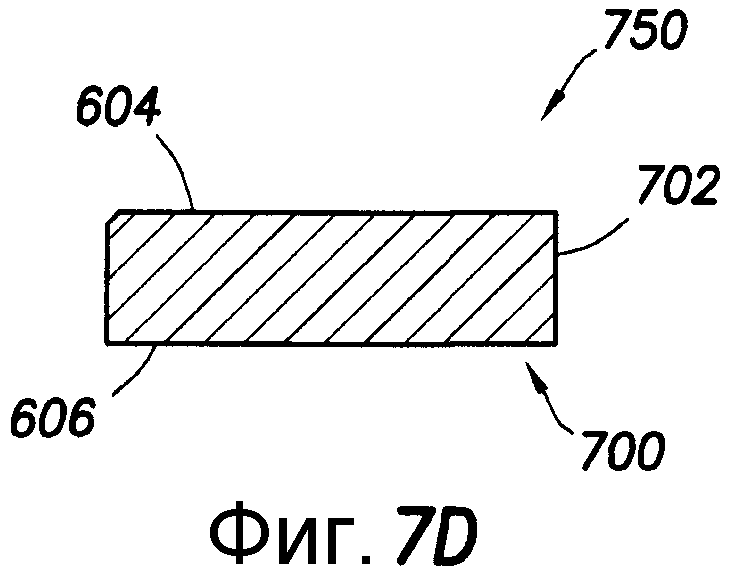
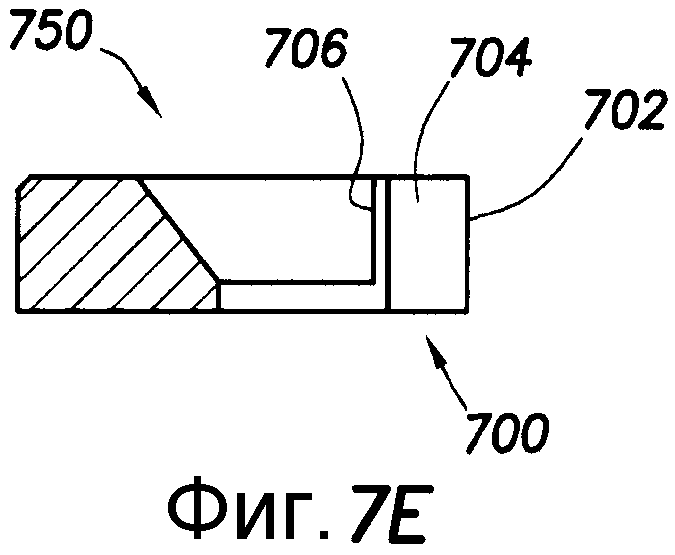
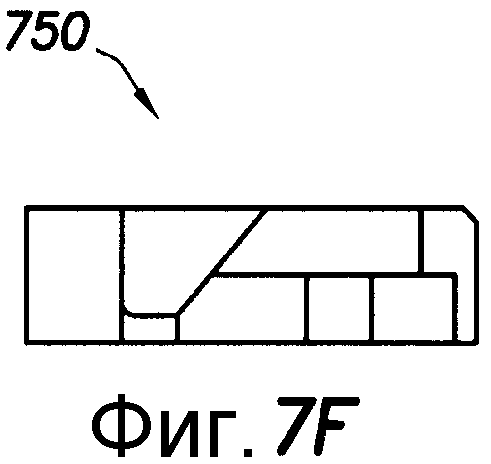
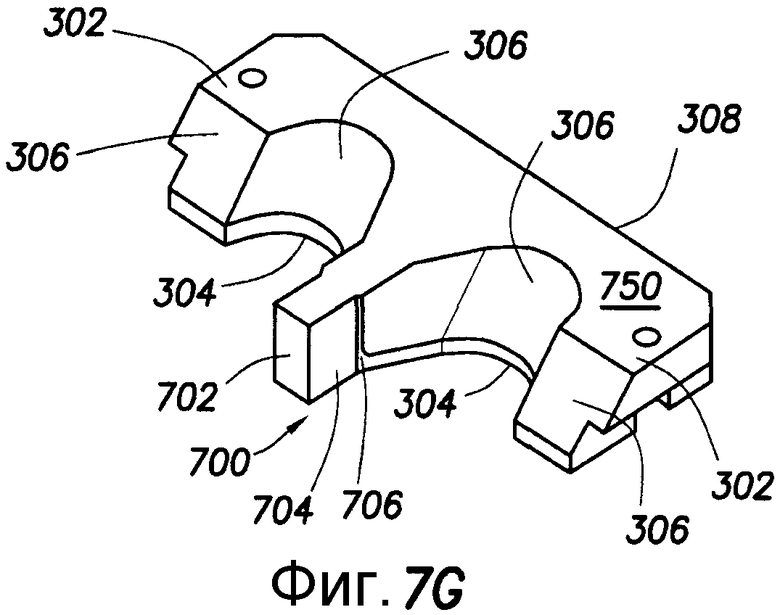
На Фиг. 7A-7G показан в разных видах нож 750, применимый в качестве верхнего ножа 150a и/или нижнего ножа 150b Фиг. 2A-2C. На Фиг. 7A показан верхний нож 750. На Фиг. 7B показан вид снизу ножа 750. На Фиг. 7C показан вид спереди ножа 750. На Фиг. 7D показано сечение ножа 750 Фиг. 7C по линии 7D-7D. На Фиг. 7E показано сечение ножа 750 Фиг. 7C по линии 7E-7E. На Фиг. 7F показан вид сбоку ножа 750. На Фиг. 7G показан изометрический вид ножа 750 Фиг. 7F от позиции 7G-7G.
Нож 750 предпочтительно выполнен в конфигурации для прокалывания, заравнивания, среза и/или обрезания при перемещении ножа сквозь трубное изделие, такое как трубное изделие 118 Фиг. 1. Нож 650 может являться аналогичным ножу 350 Фиг. 3A-3G, за исключением того, что в данной конфигурации нож 650 имеет отличающуюся форму. Нож 750 показан снабженным прокалывающей вершиной (или шипом) 300, одним или несколькими обрезающими элементами 302, одной или несколькими режущими поверхностями 306 ножа, одной или несколькими углублениями (или выемками) 304, поверхностью 308 приложения нагрузки и одним или несколькими отверстиями 310. Нож 650 может являться аналогичным ножу 350 Фиг. 3A-3G, за исключением того, что обрезающие элементы 302 и прокалывающая вершина 300 имеют альтернативные формы. Нож 750 может иметь четырехугольную прокалывающую режущую кромку 700. Плоская прокалывающая передняя грань 702 обрезающих элементов 302 может иметь плоские стенки 704, проходящие от нее. Наклонные режущие поверхности 306 могут вклиниваться в трубное изделие во время контакта.
Прокалывающая вершина 300 для ножа 750, показанная на Фиг. 7A-H, представляет собой четырехугольную прокалывающую режущую кромку 700. Четырехугольная прокалывающая режущая кромка 700 может иметь плоскую прокалывающую переднюю грань 702. Плоская прокалывающая передняя грань 702 показана, как прямоугольная поверхность, хотя может иметь любую форму. Плоская прокалывающая передняя грань 702 может проходить от верха 604 до низа 606 ножа 750 в направлении по существу, параллельном продольной оси трубного изделия 118 (показано на Фиг. 1). Две параллельных прокалывающих стенки 704 могут проходить от плоской прокалывающей передней поверхности 702 по направлению к канавкам 304 в направлении, по существу, параллельном направлению резания ножа 750. Две параллельных прокалывающих стенки 704 могут проходить от верха 604 до низа 606 ножа 750 при проходе по направлению к канавкам 304. Параллельный прокалывающий уступ 706 может быть выполнен в конфигурации для перехода четырехугольной прокалывающей режущей кромки 700 в режущие поверхности 306 вблизи углублений 304.
Четырехугольная прокалывающая режущая кромка 700 может быть выполнена в конфигурации с плоской прокалывающей передней гранью 702, входящей в контакт с трубным изделием 118 первой при контакте ножа 750 с трубным изделием (показано на Фиг. 1). Плоская прокалывающая передняя грань 702 может прокалывать, продавливать и/или входить в участок трубного изделия 118. Четырехугольная прокалывающая режущая кромка 700 может разделять и/или удалять участок стенки трубного изделия 118. При прокалывающей режущей кромке 700, проходящей за обрезающие элементы 302, прокалывающая режущая кромка 700 может входить в контакт с трубным изделием до входа обрезающих элементов 302 ножа 750 в контакт с трубным изделием 118.
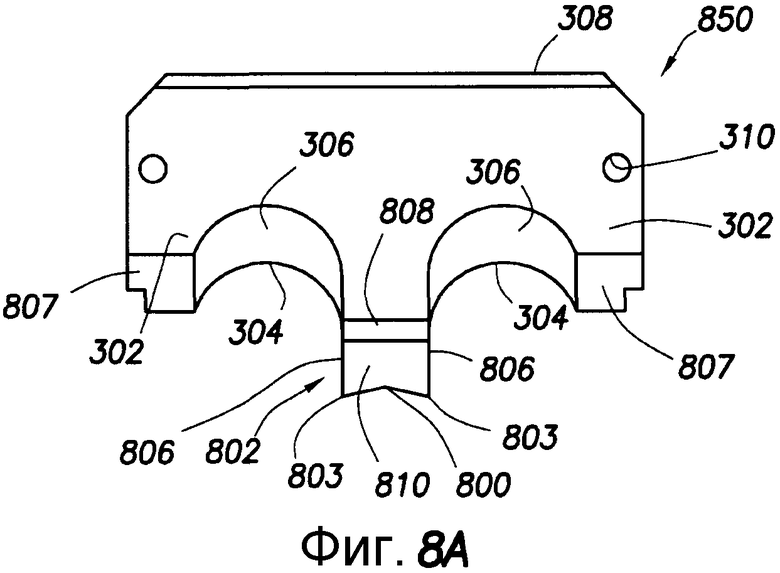
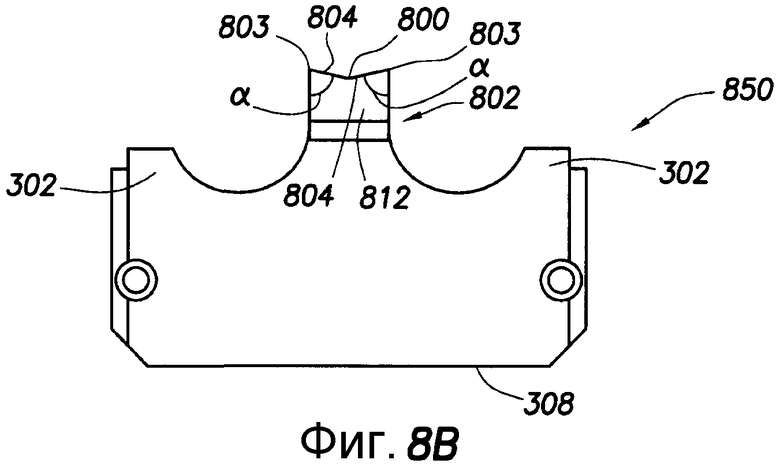
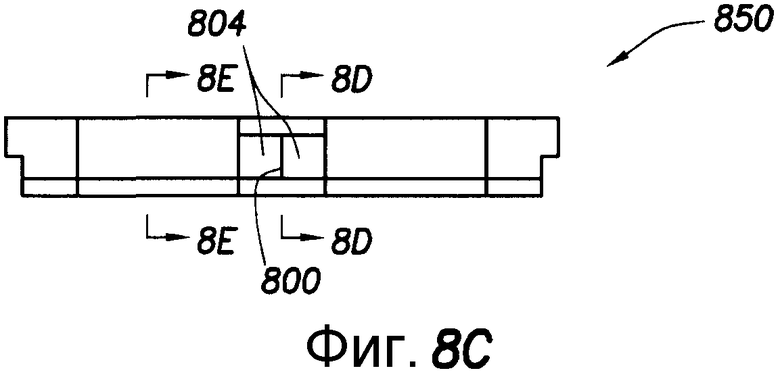
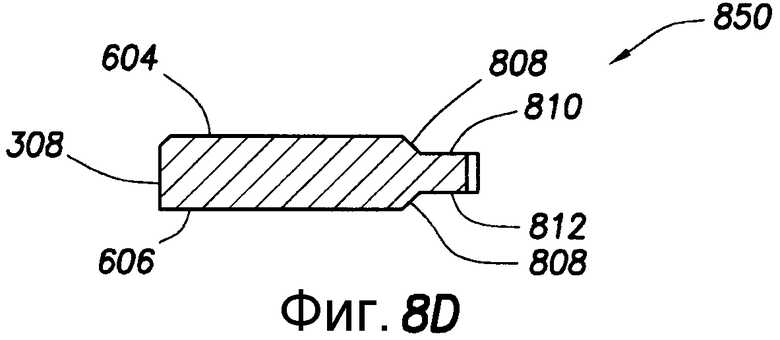
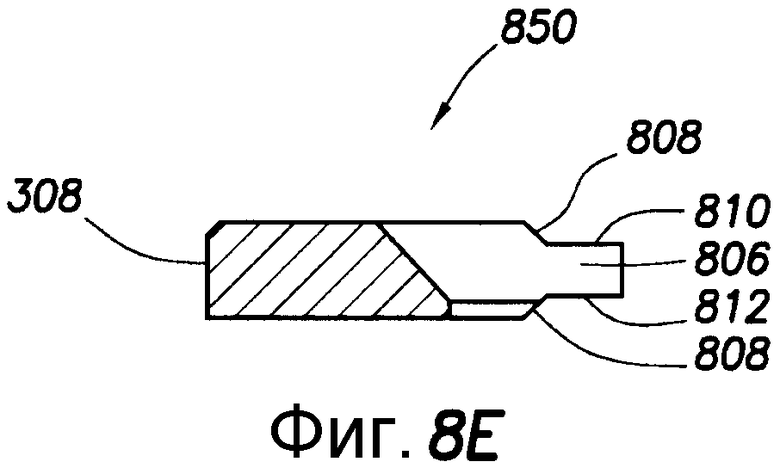
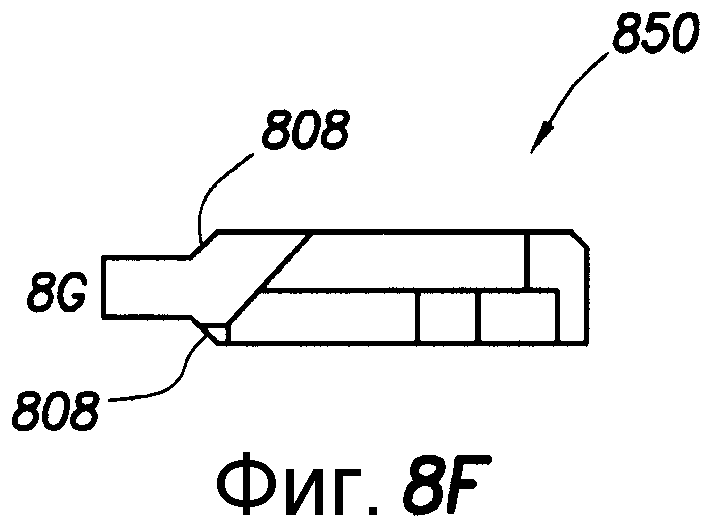
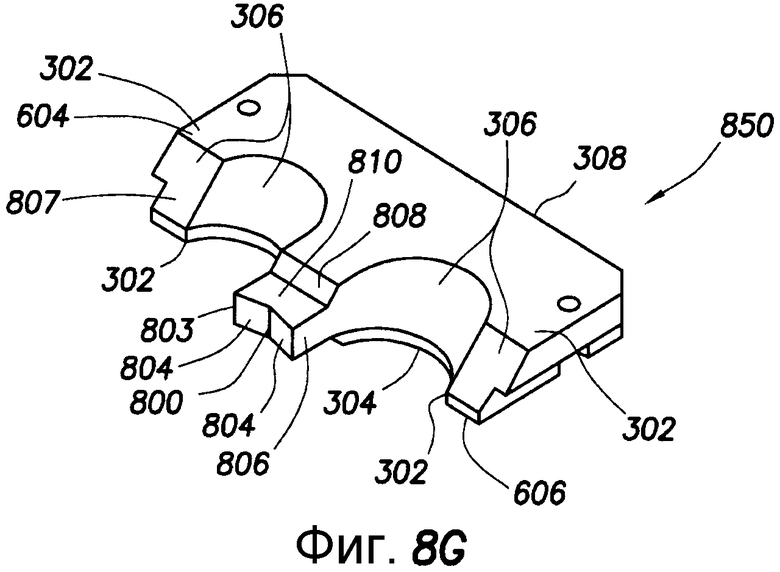
На Фиг. 8A-8G показан в разных видах нож 850, применимый в качестве верхнего ножа 150a и/или нижнего ножа 150a Фиг. 2A-2C. На Фиг. 8A показан верхний нож 850. На Фиг. 8B показан вид снизу ножа 850. На Фиг. 8C показан вид спереди ножа 850. На Фиг. 8D показано сечение ножа 850 Фиг. 8C по линии 8D-8D. На Фиг. 8E показано сечение ножа 850 Фиг. 8C по линии 8E-8E. На Фиг. 8F показан вид сбоку ножа 850. На Фиг. 8G показан изометрический вид ножа 850 Фиг. 8F от позиции 8G-8G.
Нож 850 предпочтительно выполнен в конфигурации для прокалывания, заравнивания, среза и/или обрезания трубного изделия 118 при перемещении ножа 850 сквозь трубное изделие, такое как трубное изделие 118 Фиг. 1. Нож 850 может являться аналогичным ножу 350 Фиг. 3A-3G, за исключением того, что в данной конфигурации нож 850 имеет отличающуюся форму. Нож 850 показан снабженным опрокинутой вершиной 800, расположенной между двумя прокалывающими вершинами (или шипами) 803. Нож 850 дополнительно снабжен одним или несколькими обрезающими элементами 302, одной или несколькими режущими поверхностями 306 ножа, одной или несколькими углублениями (или выемками) 304, поверхностью 308 приложения нагрузки и одним или несколькими отверстиями 310. Нож 850 может являться аналогичным ножу 350 Фиг. 3A-3G, за исключением того, что обрезающие элементы 302 и прокалывающая вершина 300 имеют альтернативные формы. Нож 850 может иметь плоскую обрезающую переднюю грань 807. Плоская обрезающая передняя грань 807 обрезающих элементов 302 может иметь наклонную режущую поверхность 306 проходящую от нее. Наклонные режущие поверхности 306 могут вклиниваться в трубное изделие во время контакта.
Прокалывающая вершина 300 переконфигурирована, как опрокинутая прокалывающая режущая кромка 802. Опрокинутая вершина 800 установлена между двумя прокалывающими вершинами 300 для образования в ноже 850, показанном на Фиг. 8A-H, опрокинутой прокалывающей режущей кромки 802. Опрокинутая прокалывающая режущая кромка 802 может иметь две опрокинутые поверхности 804, проходящие от опрокинутой вершины 800 под углом α по направлению к прокалывающим вершинам 300. Угол α может иметь любую подходящую величину, обеспечивающую вход прокалывающих вершин 300 в контакт с трубным изделием раньше или одновременно с входом опрокинутой вершины 800 в контакт с трубным изделием. Две опрокинутые поверхности 804 могут являться поверхностями прямоугольной формы или любой другой подходящей формы.
Опрокинутая прокалывающая режущая кромка 802 может только проходить участок толщины ножа 850 между верхом 604 и низом 606, как показано, или может проходить на всю глубину в направлении по существу, по одной линии с продольной осью трубного изделия 118 (показано на Фиг. 1). Ступенчатая поверхность 808 ножа может проходить от параллельного верха 810 и/или параллельного низа 812 опрокинутой прокалывающей режущей кромки 802. Параллельный верх 810 может располагаться несколько ниже верхней поверхности 604. Параллельный низ 812 может располагаться несколько выше нижней поверхности 606.
Две параллельные прокалывающие стенки 806 могут проходить от прокалывающих вершин 300 по направлению к канавкам 304 в направлении, по существу, параллельном направлению резания ножа 850. Параллельный верх 810 и параллельный низ 812 могут проходить от верха 604 и низа 606 (соответственно) опрокинутых поверхностей 804 по направлению к ступенчатой поверхности 808 ножа.
Опрокинутая прокалывающая режущая кромка 802 может быть выполнена в конфигурации с прокалывающими вершинами 803, первыми входящими в контакт с трубным изделием 118 контакте ножа 850 с трубным изделием (показано на Фиг. 1). Прокалывающие вершины 300 могут прокалывать, вдавливаться и/или входить в участок трубного изделия 118 раньше или, по существу, одновременно с опрокинутой прокалывающей вершиной 800. Опрокинутая прокалывающая режущая кромка 802 может разделять и/или удалять участок стенки трубного изделия 118 до входа режущей поверхности 306, ступенчатых поверхностей 808 и/или обрезающих элементов 302 ножа 850 в контакт с трубным изделием 118.
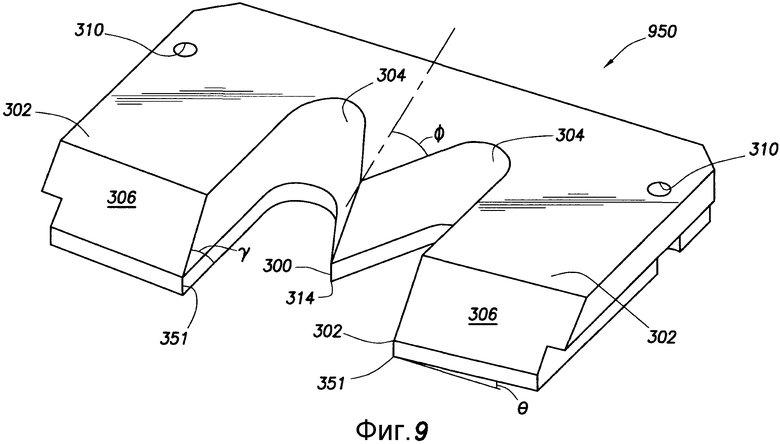
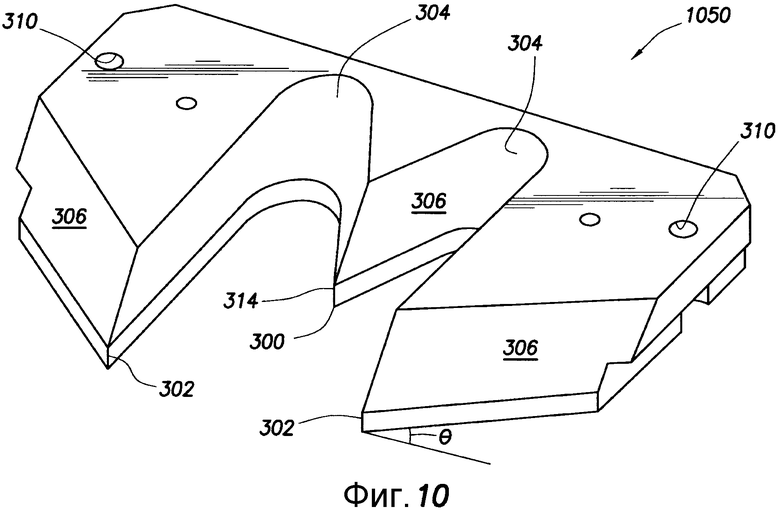
На Фиг. 9-15 показаны в изометрии другие формы ножей 150. Каждый из ножей Фиг. 9-15 может являться аналогичным ножу 350 Фиг. 3A-3G, за исключением того, что имеет отличающуюся от него форму. На Фиг. 9 и 10 показаны ножи с 'обрезающими и прокалывающими' профилями. На Фиг. 9 показан нож 950, имеющий плоские обрезающие элементы 302 и прокалывающую вершину 300. Обрезающие элементы 302 имеют наклонные режущие поверхности 306. Обрезающие элементы 302 имеют шипы 351 на вершине. Режущие поверхности 306 могут быть выполнены, например, с малым выходным углом θ вдоль передней поверхности обрезающих элементов 302 (и/или других участков ножа 950). Малый угол θ выхода может составлять, например, меньше около 30 градусов. Режущие поверхности 306 могут также иметь угол γ наклона или установки ножа. Прокалывающая вершина 300 или прокалывающая режущая кромка 314 имеет угол Φ режущей кромки. Нож 950 имеет корпус ножа с основанием 350 вдоль его низа.
Фиг. 10 является аналогичной Фиг. 9, за исключением того, что угол θ выхода увеличен, и прокалывающая вершина 300 дополнительно заглублена. На Фиг. 10 показан нож 1050 с прокалывающей вершиной 300 с углублениями 304, и обрезающими элементами 302. Обрезающие элементы 302 имеют режущие поверхности 306 под острым углом θ выхода. Острый угол θ выхода может быть большим углом, например, больше около 30 градусов и меньше около 90 градусов.
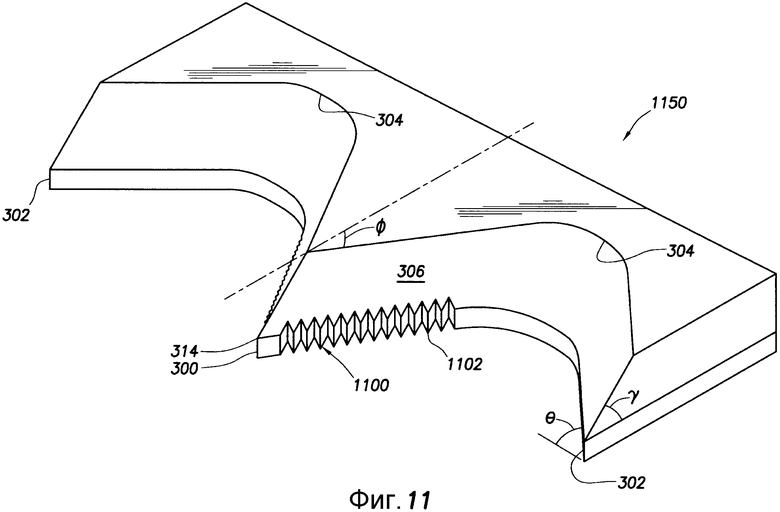
На Фиг. 11 показан нож 1150 с рифленым прокалывающим профилем. На Фиг. 11, нож 1150 имеет прокалывающую вершину 300 с углублениями 304, обрезающие элементы 302 и рифленую кромку 1100. Рифленая кромка 1100 показана на ноже 1150, расположенной на режущей поверхности 306 на каждой из сторон прокалывающей вершины 300. Вместе с тем, рифленая кромка 1100 может располагаться на любой из режущих поверхностей 306. Рифленая кромка 1100 может иметь множество зубьев 1102 рифления (или элементов рифления) для входа в контакт и резки трубного изделия 118. Как также показано на Фиг. 11, обрезающие элементы 302 могут иметь угол θ выхода, обращенный к прокалывающей вершине 300. Угол θ выхода может, например, составлять около 45 градусов. Как также показано на данной фигуре, режущая поверхность 306 может проходить вдоль всей передней поверхности ножа 1150 и иметь угол γ резания по всей передней поверхности.
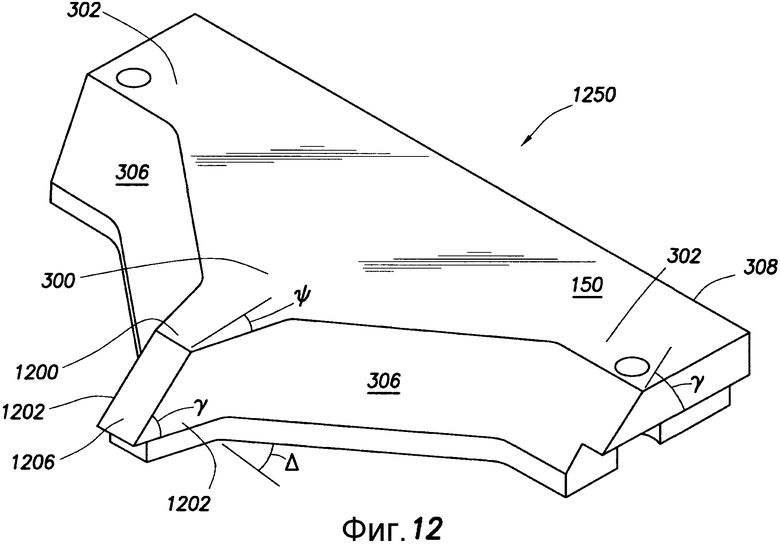
На Фиг. 12 показан нож 1250, имеющий плоскую режущую кромку и плоский прокалывающий профиль. Нож 1250 имеет удлиненную прокалывающую вершину 300 и прямые обрезающие элементы 302. На Фиг. 12 прокалывающая вершина 300 ножа 150 имеет плоскую прокалывающую режущую кромку 1200, режущие поверхности 306 ножа вблизи плоской прокалывающей режущей кромки 1200, контактные участки 1202 режущей кромки с углом ψ наклона и плоскую переднюю грань 1206 режущей кромки. Показанная плоская прокалывающая режущая кромка 1200 имеет прямоугольный профиль, выполненный в конфигурации для входа в контакт с трубным изделием 118 (показано на Фиг. 1), хотя он может иметь любую форму, такую как четырехугольная, круглая, многоугольная и т.п. Плоская прокалывающая режущая кромка 1200 может располагаться на участке ножа 1250, проходящем от плоской передней грани 1206 по направлению к задней поверхности 308 приложения нагрузки ножа 1250.
Как показано, контактные участки 1202 режущей кромки проходят, по существу, параллельно друг другу по плоской прокалывающей режущей кромке 1200, вместе с тем, они могут образовывать угол (не показано). Участок контакта 1202 режущей кромки может проходить под боковым режущим углом Δ к плоской передней грани 1206 и может продолжаться режущей поверхностью 306 ножа. Боковой режущий угол Δ может являться любым подходящим углом для резки трубного изделия 118 (как показано на Фиг. 1). Последовательность режущих поверхностей 306 показана проходящей от плоской прокалывающей режущей кромки 1200 под различными углами к ней.
Обрезающие элементы 302 показаны, как плоские поверхности, имеющие угол θ выхода ноль градусов, параллельные поверхности 308 приложения нагрузки. Обрезающие элементы 302 имеют режущие поверхности 306, проходящие под углом γ резания ножа. Угол γ резания режущих поверхностей 306 ножа может являться постоянным вдоль обрезающего элемента 302 и/или ножа 1250. Плоская передняя грань 1206 может иметь тот же угол γ резания.
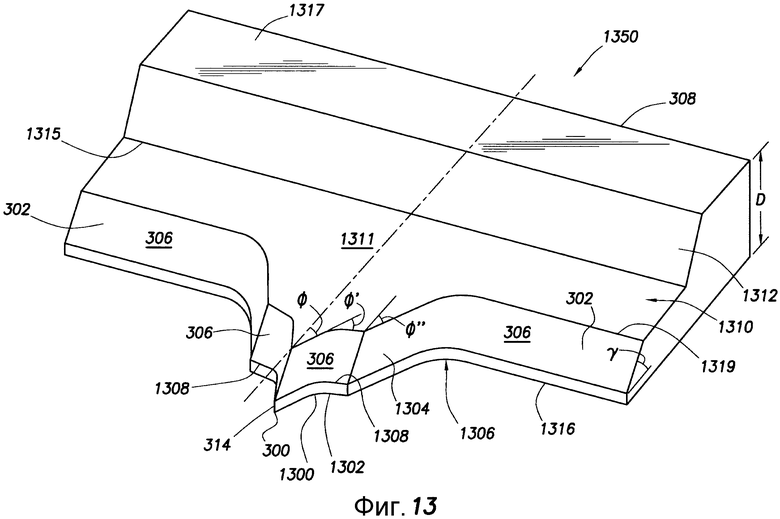
На Фиг. 13 показан нож 1350, имеющий прошивающий профиль режущей кромки. Нож 1350 имеет удлиненную прокалывающую вершину 300 и прямые обрезающие элементы 302. На Фиг. 13 нож 1350 также имеет режущую поверхность 306, проходящую вдоль всей передней грани ножа 1350, прошивающую канавку 1300, прошивающий уступ 1302, прошивающий участок 1304, выходное углубление 1306 и плоскую переднюю грань 1316. Обрезающие элементы 302 показаны, как плоские поверхности, имеющие угол θ выхода ноль градусов, параллельные поверхности 308 приложения нагрузки и образующие плоскую переднюю грань 1316. Плоская передняя грань 1316 может являться аналогичной плоским передним граням, описанным в данном документе. Обрезающие элементы 302 имеют режущие поверхности 306, проходящие под углом γ резания ножа. Угол γ резания режущих поверхностей 306 ножа может являться постоянным вдоль обрезающего элемента 302 и/или ножа 1350.
Прошивающая режущая кромка 300 имеет режущие поверхности 306 ножа на каждой из сторон, проходящие расстояние от режущей кромки 314 прошивающей режущей кромки 300 к прошивающей канавке 1300 под углом Φ наклона. На прошивающей канавке 1300 угол Φ наклона режущей поверхности 306 ножа изменяется на угол Φ' наклона для образования наклонной ступени 1308 ножа. Наклонная ступень 1308 ножа кончается на прошивающем участке 1304, при этом, угол режущей поверхности 306 ножа изменяется вновь на угол Φ" наклона для образования режущей поверхности 306 ножа на прошивающем участке 1304. Режущая поверхность 306 ножа может проходить от прошивающего уступа 1302 вдоль прошивающего участка 1304 к выходной грани 1306. Выходное углубление 1306 может представлять непрерывную кривую режущей поверхности 306 ножа от прошивающего участка 1304 до плоской передней грани 1316.
Нож 1350 Фиг. 13 может дополнительно иметь ступенчатую переднюю грань 1310. Ступенчатая передняя грань 1310 ножа может разделять нож 1350 по толщине D, при этом, образуя нижнюю площадку 1311 и верхнюю площадку 1317. Нижняя площадка 1311 располагается между верней кромкой 1319 режущей поверхности 306 ножа и нижней кромкой 1315 второй режущей поверхности 1312 ножа. Вторая режущая поверхность 1312 ножа может иметь аналогичный с режущей поверхностью 306 ножа угол наклона или иметь другой угол наклона. Дополнительно, вторая режущая поверхность 1312 ножа может являться перпендикулярной или, по существу, перпендикулярной к направлению перемещения ножа при резке. Верхняя площадка 1317 проходит от режущей поверхности 1312 к поверхности 308 приложения нагрузки. Могут создаваться одна или несколько площадок и/или уступов под различными углами.
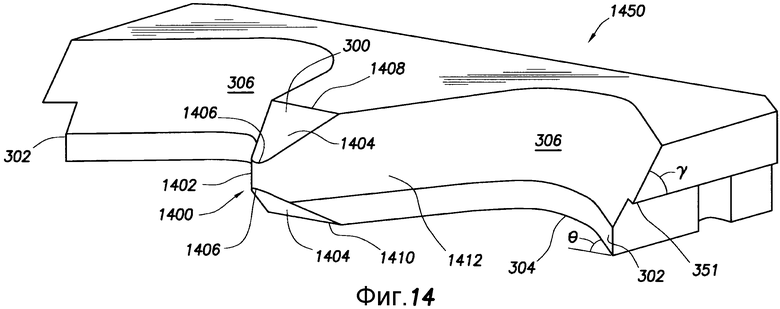
На Фиг. 14 показан нож 1450 со сбалансированной режущей кромкой и профилем углубления заравнивания. Нож 1450 имеет прокалывающую вершину 300 и обрезающие элементы 302 со скошенными углублениями 304 между ними. На Фиг. 14 показан нож 1450 со сбалансированной режущей кромкой 1400, имеющей закругленную вершину 1402 и равные скошенные грани 1404 с каждой стороны закругленной режущей кромки 1402. Закругленная вершина 1402 может представлять собой полуцилиндрический нос, образованный на передней грани прокалывающей вершины 300 ножа 1450. Полуцилиндрический нос может быть поднятым или проходить в перпендикулярном или, по существу, перпендикулярном направлении относительно направления резания ножа. Скошенные грани 1404 могут одинаково проходить от конца 1406 носа к верху 1408 ножа и/или к низу 1410 ножа, для создания баланса на закругленной режущей кромке 1402. Закругленная вершина 1402 может продолжаться скошенной кромкой 1412 до достижения режущей поверхности 306 ножа на углублении 304.
Нож 1450 дополнительно имеет режущую поверхность 306 ножа, которая может располагаться на углублениях 304. Углубления 304 могут проходить назад относительно направления резания для образования обрезающих элементов 302 на каждом из концов ножа 1450. Обрезающие элементы 302 имеют шипы 351 на своих вершинах. Каждая из режущих поверхностей 306 проходит от шипа 351 вдоль внутренней поверхности обрезающего элемента 302 под углом θ выхода. Режущая поверхность 306 вдоль углубления 304 может проходить под углом γ резания ножа, для образования заравнивания вдоль участка ножа 1450. В данной конфигурации заравнивания скошенные режущие поверхности 306 на углублении можно использовать для заравнивания с проходом сквозь трубное изделие 118.
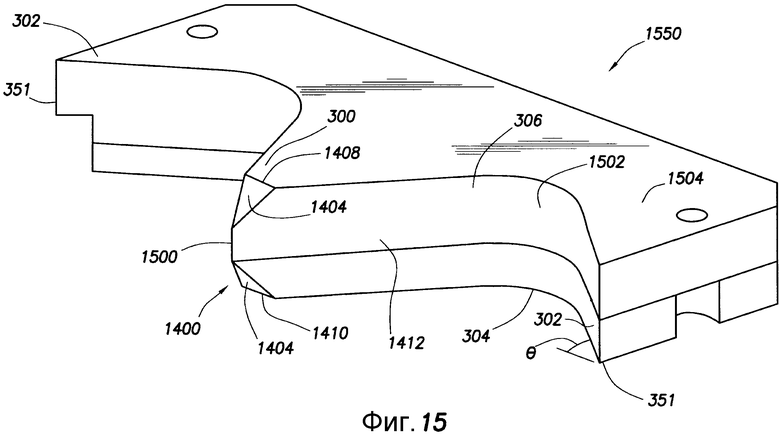
На Фиг. 15 показан нож 1550 со сбалансированной режущей кромкой и без отклоняющего профиля. Нож 1550 снабжен обрезающими элементами 302 с перпендикулярными углублениями 304 и шипом 300 между ними. На Фиг. 15 нож 1550 имеет сбалансированную режущую кромку 1400, имеющую острую вершину 1500 и равные скошенные грани 1404 с верхней и нижней сторон острой режущей кромки 1500. Нож 1550 дополнительно имеет углубления 304 с перпендикулярными поверхностями 1502 вдоль режущей поверхности 306 ножа. Острая вершина 1500 может представлять собой угловой нос, образованный на передней грани ножа 1550. Угловой нос может проходить в перпендикулярном или, по существу, перпендикулярном направлении относительно направления резания ножа. Равные скошенные грани 1404 могут проходить от острой вершины 1500 к верху 1408 ножа и/или низу 1410 ножа. Острая вершина 1500 может продолжаться скошенной кромкой 1412 до достижения режущей поверхности 306 ножа на углубление 304.
Углубление 304 может проходить назад относительно направления резания для образования обрезающих элементов 302 на каждом из концов ножа 1550. Обрезающие элементы 302 имеют шипы 351 на своих вершинах. Каждая из режущих поверхностей 306 проходит от шипа 351 вдоль внутренней поверхности обрезающего элемента 302 под углом θ выхода. Перпендикулярные поверхности 1502 вдоль углублений 304 могут располагаться перпендикулярно или по существу, перпендикулярно верхней поверхности 1504 ножа 1550. В отличие от наклонных режущих поверхностей 306 ножа 1450 Фиг. 14 перпендикулярные поверхности 1502 ножа 1550 образуют не заравнивающую конфигурацию, где перпендикулярные режущие поверхности 1502 на углублениях могут использоваться для вдавливания в трубное изделие 118.
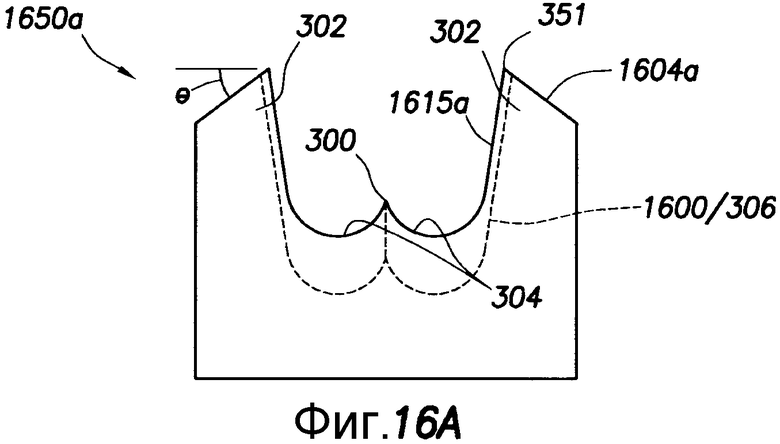
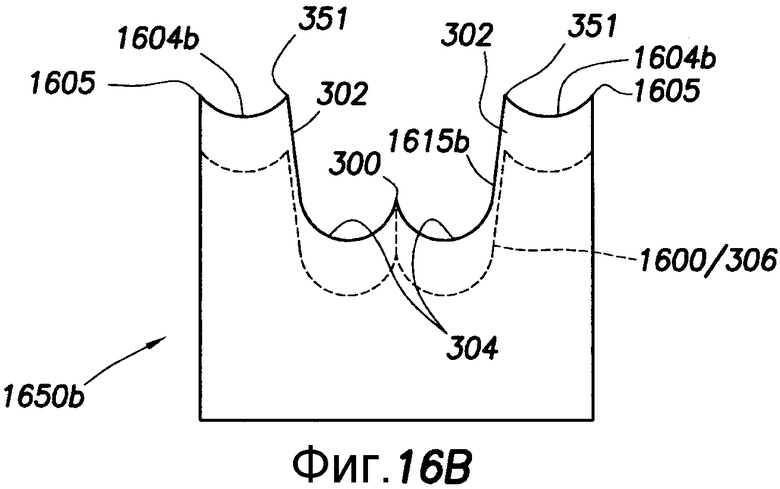
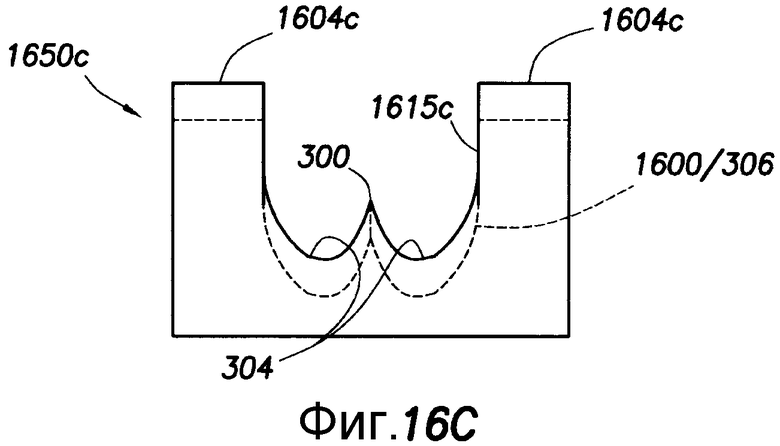
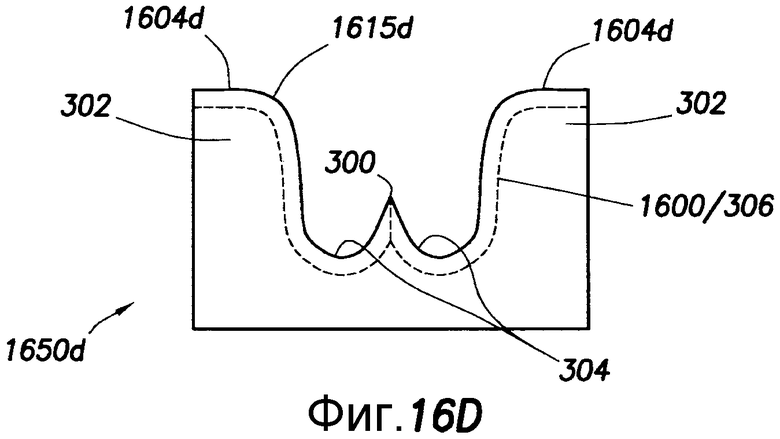
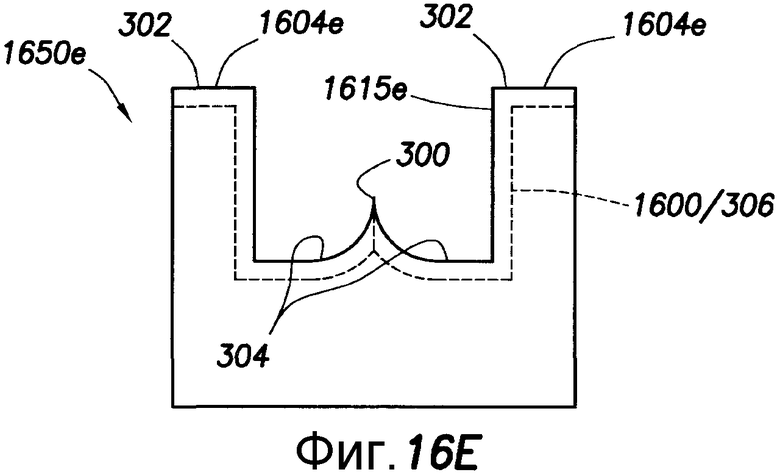
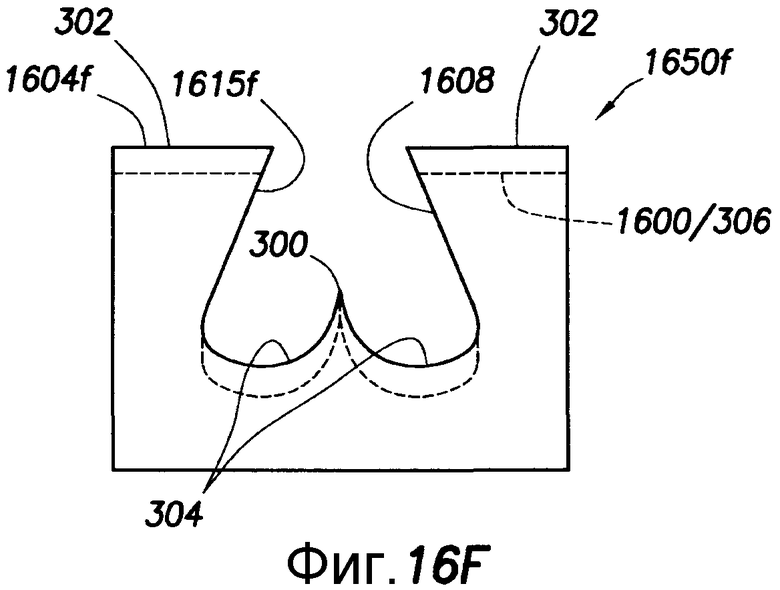
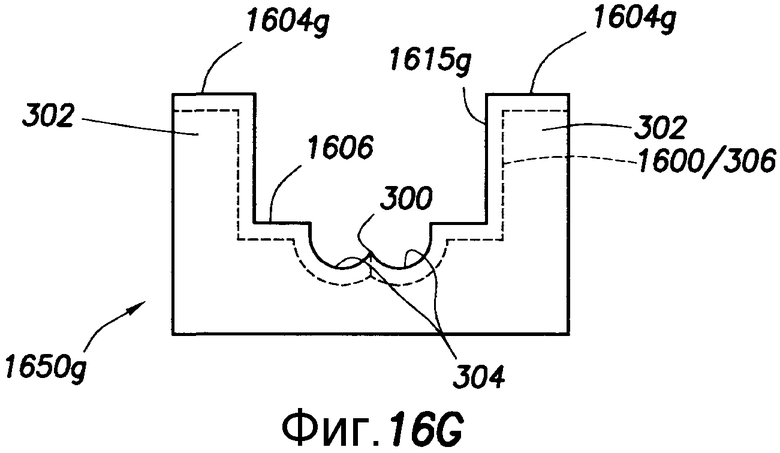
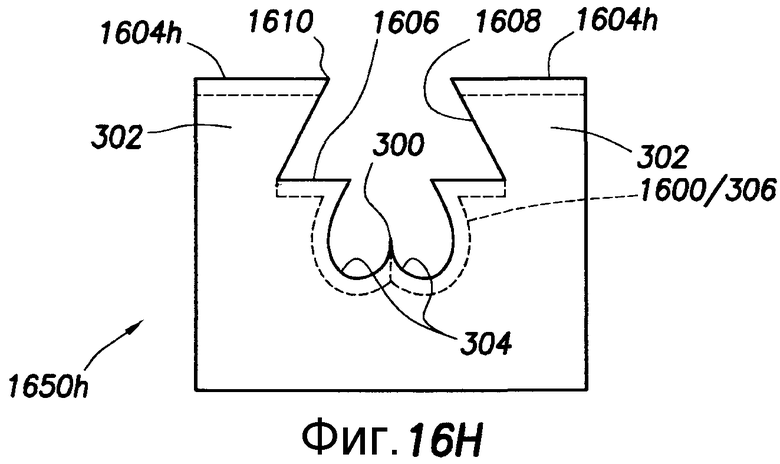
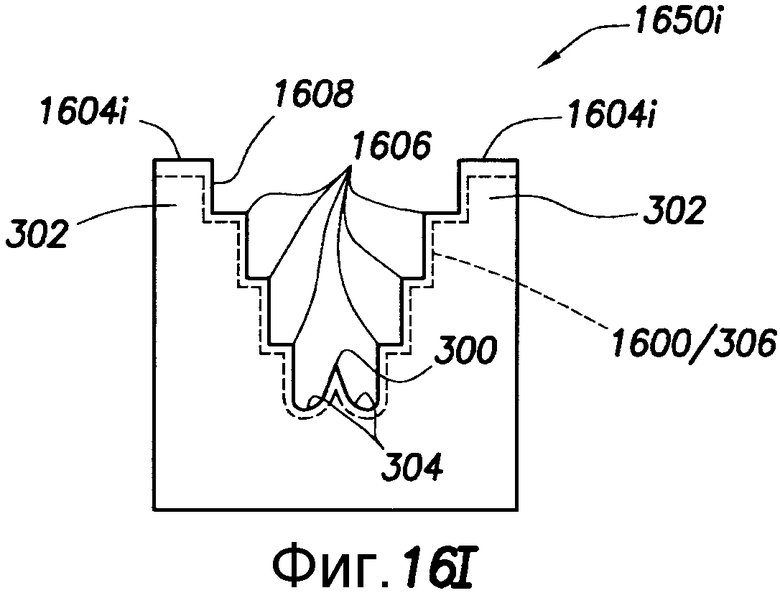
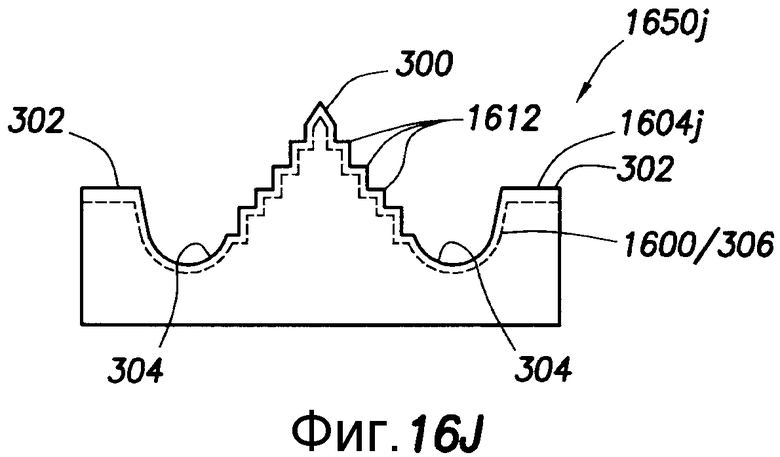
На Фиг. 16A-16J показаны различные формы, которые может иметь нож 150 (или любые другие ножи, описанные в данном документе, такие как ножи Фиг. 1-15). На каждой из данных фигур показаны различные возможные профили 1650a-j ножей. Ножи профилей 1650a-j каждый имеет переднюю поверхность 1615a-j, образованную прокалывающей вершиной 300, обрезающими элементами 302, выемками 304 и режущими поверхностями 306 данного ножа. Обрезающие элементы 302 каждый имеет обрезающую переднюю грань 1604a-j для входа в контакт с трубным изделием (например, 118 Фиг. 1-2C). Пунктирная линия 1600 на каждом из профилей 1615a-j ножей на Фиг. 16A-16J показывает, где режущие поверхности 306 ножа могут располагаться. Режущие поверхности 306 могут являться частью или всей передней поверхностью ножа.
Обрезающие элементы 302 ножей могут быть выполнены различной формы. На Фиг. 16A показан профиль 1650a ножа, имеющий обрезающие элементы 302, прокалывающую вершину 300 и угол θ выхода. При данном профиле 1650a ножа обрезающие элементы 302 входят в контакт с трубой раньше прокалывающей вершины 300. Угол θ выхода обрезающих элементов 302 создает обрезающие элементы 302 с заостренной обрезной передней гранью 1604a, образующей шип 351 с прокалывающими способностями, аналогичными прокалывающей вершине 300. На Фиг. 16B показан профиль 1650b ножа, имеющий прокалывающую вершину 300, обрезающие элементы 302 и U-образной формы обрезную переднюю грань 1604b. Передняя грань 1604b U-образной формы может располагаться на обрезающем элементе 302 между шипом 351 и концевой вершиной 1605 обрезной передней грани. На Фиг. 16C показан профиль 1650c ножа, имеющий прокалывающую вершину 300 и плоскую обрезную переднюю грань 1604c. На Фиг. 16D показан профиль 1650d ножа, имеющий прокалывающую вершину 300 и непрерывно искривленную переднюю поверхность 1615d от обрезной передней грани 1604d до прокалывающей вершины 300. В данной конфигурации обрезающие элементы 302 имеют искривленную форму для контакта с трубным изделием 118.
Шипы 300 и обрезающие элементы 302 могут также выполняться в конфигурации для создания выемок 304 различных форм. На Фиг. 16E показан профиль 1650e ножа, имеющий прокалывающую вершину 300 с плоскими углублениями 304, проходящими между прокалывающей вершиной 300 и обрезающими элементами 302, и с плоской обрезной передней гранью 1604e. На Фиг. 16F показан профиль 1650f ножа, имеющий прокалывающую вершину 300 и непрерывно искривленную кромку 1615f ножа от плоской обрезной передней грани 1604f до прокалывающей вершины 300. Как показано в данной конфигурации, внутренние стенки 1608 обрезающих элементов 302 могут приближаться друг к другу.
На Фиг. 16G-16I показаны ступенчатые конфигурации. На Фиг. 16G показан профиль 1650g ножа, имеющего прокалывающую вершину 300, плоскую обрезную переднюю грань 1604g и плоскую ступенчатую переднюю грань 1606. Плоская ступенчатая передняя грань 1606 может создавать обрезную переднюю грань 302 с дополнительной контактной поверхностью для входа в контакт с трубой. На Фиг. 16H показан профиль 1650h ножа, имеющий прокалывающую вершину 300, плоскую обрезную переднюю грань 1604h, и плоскую ступенчатую переднюю грань 1606 с внутренней стенкой 1608 между плоской обрезной передней гранью 1604h и плоской ступенчатой передней гранью 1606. Внутренняя стенка 1608 может создавать вершины 1610 аналогичные шипу 351 Фиг. 16A. На Фиг. 16I показан профиль 1650i ножа, имеющий прокалывающую вершину 300, плоскую обрезную переднюю грань 1604i и несколько плоских ступенчатых передних граней 1606. Как показано на данных фигурах, одна или несколько плоских или наклонных ступеней могут создаваться на внутренних поверхностях (или стенках) 1608 обрезающих элементов 302.
Прокалывающая вершина 300 может также иметь различные формы, такие как с рифлением или ступенями. На Фиг. 16J показан профиль 1650j ножа, имеющего прокалывающую вершину 300, плоскую обрезную переднюю грань 1604j и режущие кромки 1612 с несколькими ступенями или рифлением между прокалывающей вершиной 300 и канавкой 304. Рифленые режущие кромки могут быть закругленными или заостренными, как показано. Как также показано на данной фигуре, прокалывающая вершина 300 может, если необходимо проходить дальше обрезающих элементов 302.
На Фиг. 17, 18A-18C, и 19A-D схематично показаны на виде сверху частично с сечением различные ножи 150, 150a, 150b в контакте с трубным изделием 118. Для целей описания ножи могут быть схематично показаны расположенными с противоположных сторон трубного изделия, но могут устанавливаться на различных высотах вдоль трубного изделия 118 так, что верхний нож 150a проходит над нижним ножом 150b, как показано на Фиг. 2A и 2B.
На Фиг. 17 схематично показано положение ножа 150 вблизи трубного изделия 118 перед входом в контакт. Нож 150 может быть использован в комбинации с другим ножом (или ножами), но показан один в описательных целях. Как показано на Фиг. 17, обрезающие элементы 302 могут входить в контакт с наружным участком 1725 трубного изделия 118, и прокалывающая вершина 300 может входить в контакт с центральным участком 1723 трубного изделия 118. Шипы 351 входят в контакт с трубным изделием 118, как указано пунктирными линиями на расстоянии W от прокалывающей вершины. В некоторых вариантах ножи 150 могут иметь такую конфигурацию, что обрезающие элементы 302 не проходят сквозь трубное изделие 118. Например, ширина W может быть больше радиуса трубного изделия 118, при этом, трубное изделие 118 проходит между обрезающими элементами 302.
На Фиг. 18A-18B показана пара разных ножей 150a, b, входящих в контакт с трубным изделием 118 с его противоположных сторон. Как показано на фигурах, шипы 300 и обрезающие элементы 302 могут входить в контакт с трубным изделием 118 в разные моменты времени. Как показано на Фиг. 18A, обрезающие элементы 302 ножа 150a входят в контакт с трубным изделием 118 раньше прокалывающей вершины 300. Обрезающие элементы 302 ножа 150b входят в контакт с трубным изделием 118 одновременно с прокалывающей вершиной 300. На данных фигурах дополнительно показано прокалывающее действие вершины 300 и обрезающих элементов 302 на трубное изделие. Одна или несколько прокалывающих вершин, шипов и/или вершин могут создаваться для выборочного прокалывания различных частей трубного изделия в нужные моменты времени. Прокалывающее действие первого ножа 150a может объединяться с прокалывающим действием второго ножа 150b.
На Фиг. 18B показана другая пара разных ножей 150a, b в контакте с трубным изделием 118. Как показано на фигурах, нож 150b может быть спарен с ножом 150a, не имеющим прокалывающих вершин, шипов и/или вершин. Нож 150b показан одинаковым с ножом 150b Фиг. 17B, но может являться любым ножом. Нож 150a имеет обрезающие элементы 302 с одной выемкой 304 между ними для опирания трубного изделия 118 во время операции резки. Выемка 304 ножа 150a может быть выполнена в конфигурации для совмещения с трубным изделием 118 в нужном положении для оптимального контакта с ножом 150b. Как также показано на Фиг. 18B, обрезающие элементы 302 могут устанавливаться для входа в контакт с трубным изделием 118 или исключения такого контакта.
Хотя конкретные ножи показаны в конкретных положениях на трубном изделии 118 Фиг. 17-18B, должно быть ясно, что любые комбинации ножей, описанных в данном документе, могут использоваться и устанавливаться в качестве верхнего и/или нижнего ножа 150a, b. Кроме того, выбранные ножи могут подбираться по размерам для отрезания нужных участков данного трубного изделия.
Верхний и нижний ножи 150a, b могут быть одинаковыми. Альтернативно, ножи 150a, b могут отличаться. Например, верхний нож 150a может иметь форму, показанную на Фиг. 16A, и нижний нож 150b может иметь форму, показанную на Фиг. 16G, как показано на Фиг. 17. В некоторых вариантах, предпочтительным может быть один нож 150 с прокалывающей вершиной 300 и другой нож 150b с выемкой 304, установленной противоположно вершине, как показано на Фиг. 18B.
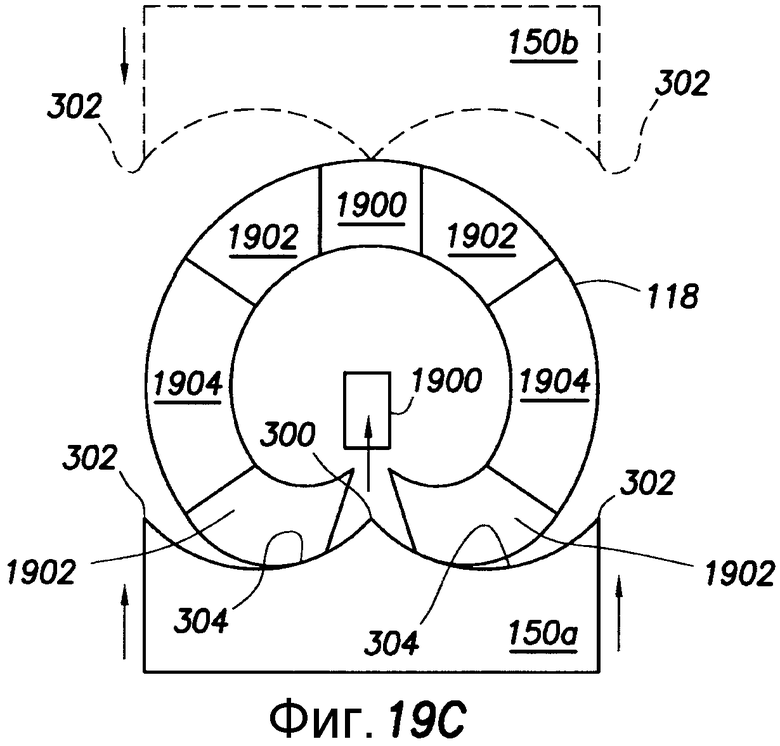
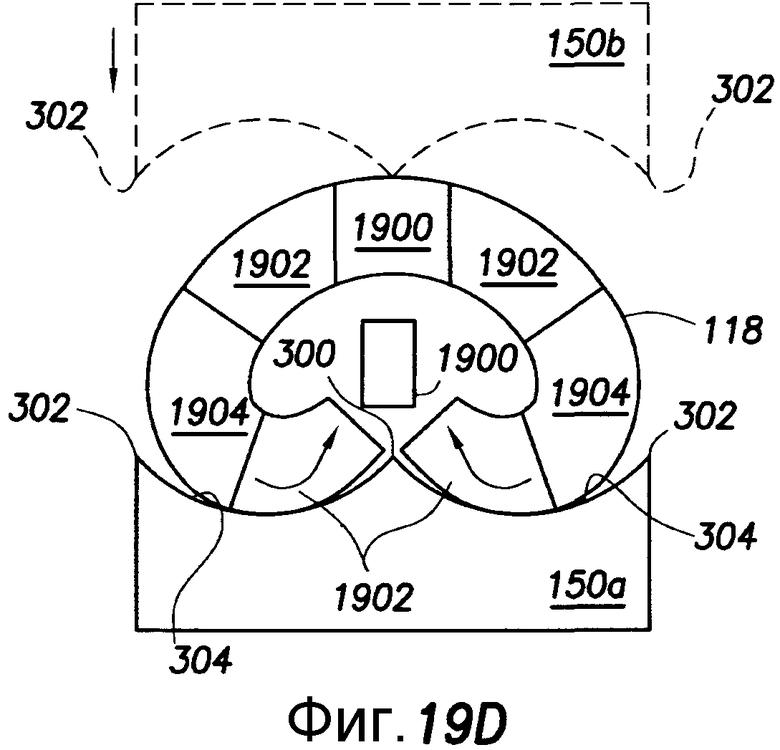
На Фиг. 19A-19D показаны сечения площадей среза трубного изделия 118 ножами 150a, b. В обычном противовыбросовом превенторе срезающие ножи могут сразу срезать полностью сечение трубного изделия 118. Ножи 150a и 150b Фиг. 19A-D выполнены в конфигурации для удаления материала из трубного изделия 118 в многофазном процессе. Многофазный процесс происходит, когда ножи 150a и 150b удаляют и/или смещают участки трубного изделия 118 до отрезания трубного изделия 118. Удаление и/или смещение участков трубного изделия 118 в различные моменты времени и/или с использованием различных участков ножей 150a и 150b можно использовать для уменьшения сил, требуемых противовыбросовым превентором 108 для обрезания трубного изделия 118.
На Фиг. 19A-19D показано трубное изделие 118 разбитое на участки в описательных целях. Центральный (или начальный) участок 1900 контакта может являться участком трубного изделия 118 вблизи прокалывающей вершины 300 ножей 150a и/или 150b. В описательных целях нож 150b показан пунктирной линией для показа операции ножа 150a при прокалывании и заравнивании при проходе сквозь трубное изделие 118. Центральный участок 1900 контакта (или центральный участок) может являться участком трубного изделия 118, в котором, прокалывающая вершина 300 входит в контакт с трубным изделием 118. Средний участок 1902 контакта может располагаться с каждой из сторон центрального участка 1900 контакта. Средний участок 1902 контакта может входить в контакт с углублениями 304. Наружный участок 1904 контакта (или наружный участок) может располагаться с двух сторон трубного изделия 118 со смещением от центрального участка 1900 контакта. Наружные контактные участки 1904 могут входить в контакт с углублениями 304 и/или обрезающими элементами 302.
Контактные поверхности ножей 150a, b могут определяться геометрией. Ножи 150a, b могут быть выполнены в конфигурации для выборочного прохода сквозь трубное изделие 118 для уменьшения срезающих усилий в процессе отрезания. Как показано на Фиг. 19A, 19C и 19D, углубления 304 могут входить в контакт со средним и наружным контактными участками 1902 и 1904. Кроме того, прокалывающая вершина 300 может быть установлена с возможностью входа в контакт с центральным участком 1900 контакта раньше, одновременно или после контакта углублений 304 и/или обрезающих элементов 302 с трубным изделием 118. Прокалывающая вершина 300 может устанавливаться относительно обрезающих элементов 302 и углублений 304 так, что с наружным участком 1904 контакта может происходить контакт раньше, одновременно или после входа средних участков 1902, 1904 контакта в контакт с углублениями 304.
Как показано на Фиг. 19A и 19B, ножи 150a,b могут устанавливаться в положение для контакта с различными участками трубного изделия 118. Нож 150a Фиг. 19A устанавливается для входа в контакт с центральным участком 1900 контакта. Как показано на Фиг. 19B, прокалывающая вершина 300 может сдвигаться или смещаться от центрального участка трубного изделия (или центрального участка 1900 контакта). Прокалывающая вершина 300, обрезающие элементы 302 и выемки 304 могут быть выполнены в конфигурации для контакта с нужными участками трубного изделия для получения нужных мест контакта и отрезания трубного изделия 118.
На Фиг. 19C и 19D показан нож 150a, вошедший в контакт с трубным изделием 118 и сдвигающий участок (или кусок металла) трубного изделия на центральном участке 1900 контакта. Показанный на Фиг. 19A и 19B нож 150a имеет прокалывающую вершину 300. Вместе с тем, должно быть ясно, что нож 150b может входить в контакт с трубным изделием и выполнять аналогичную функцию прокалывания, заравнивания и резки с противоположной стороны от ножа 150a для обеспечения резки с обеих сторон трубного изделия 118.
Прокалывающая вершина 300 ножа 150a может использоваться для прокалывания центрального участка 1900 контакта. Как показано, кусок материала на участке 1900 может сдвигаться из насосно-компрессорной трубы. Нож 150 продвигается сквозь трубное изделие 118 и входит в контакт со средними участками 1902 контакта вдоль выемок 304. При входе выемок 304 в контакт с трубным изделием 118, они заравнивают трубное изделие 118 и удаляют материал из него. Нож 150a может продолжать продвижение в трубное изделие 118 и вводиться вдоль среднего и наружного участков 1902, 1904 контакта, отрезая трубное изделие 118, или до разрыва трубного изделия 118 на части.
Аналогичные или отличающиеся ножи 150a и 150b могут использоваться для контакта с трубным изделием 118 на противоположных сторонах. Противоположные ножи 150a, b могут полностью обрезать трубное изделие 118, проходя сквозь него во время операции. Противоположные ножи 150a, b могут, если необходимо, прокалывать, заравнивать и/или прорезать участок трубного изделия 118, и остальная часть может отпадать и отсоединяться сама собой. Трубное изделие 118 может, если необходимо, растягиваться и/или скручиваться по ходу процесса для содействия отрезанию.
Хотя показаны только некоторые участки, должно быть ясно, что каждый из участков может разбиваться на более мелкие участки. Дополнительно, любой участок ножей 150a и/или 150b может быть выполнен в конфигурации для входа в контакт с участками 1900, 1902 и/или 1904 при необходимости. В некоторых вариантах, когда ножи 150a и/или 150b входят в контакт с трубным изделием 118, прокалывающая вершина может прокалывать и/или удалять участок трубного изделия 118, и обрезающие элементы 304 могут заравнивать трубное изделие 118 с проходом через него до срезания трубного изделия либо проходом ножей 150a, b полностью через трубное изделие 118 или до отпадания и отделения трубного изделия.
При выполнении операции, прокалывающая вершина 300 ножей 150a и/или 150b может входить в контакт с начальным участком 1900 контакта. Углубления 204 ножей 150a и/или 150b затем удаляют и/или смещают остальные участки начального участка 1900 контакта. Углубления 304 ножей 150a и/или 150b могут затем входить в контакт с участками 1902 вторичного контакта. Углубления 304 могут затем удалять и/или смещать средние контактные участки 1902 или их части. При продолжении перемещения ножей 150a и/или 150b в направлении резания ножи 150a и/или 150b могут отрезать наружный участок 1904 контакта трубного изделия 118, при этом обрезая трубное изделие 118. Ножи 150a и/или 150b могут быть выполнены в конфигурации для входа в контакт с любым из участков, описанных в данном документе в различные моменты времени. Например, ножи 150a и/или 150b могут входить в контакт с участком 1902 вторичного контакта вначале, затем с начальным участком 1900 контакта и/или конечным участком 1904 контакта.
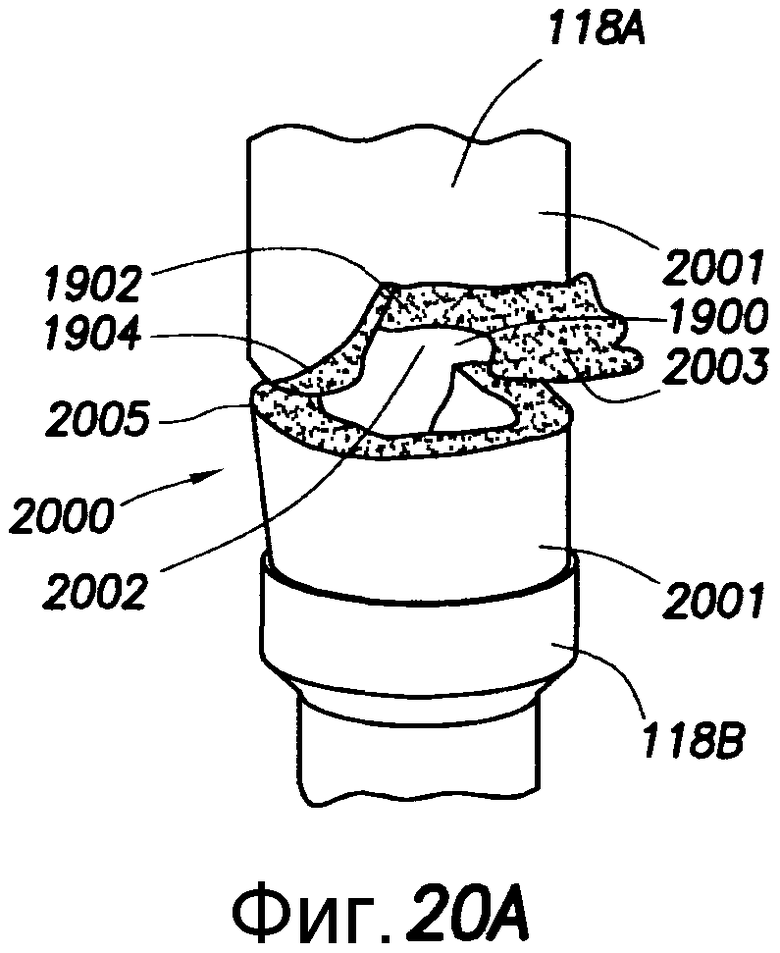
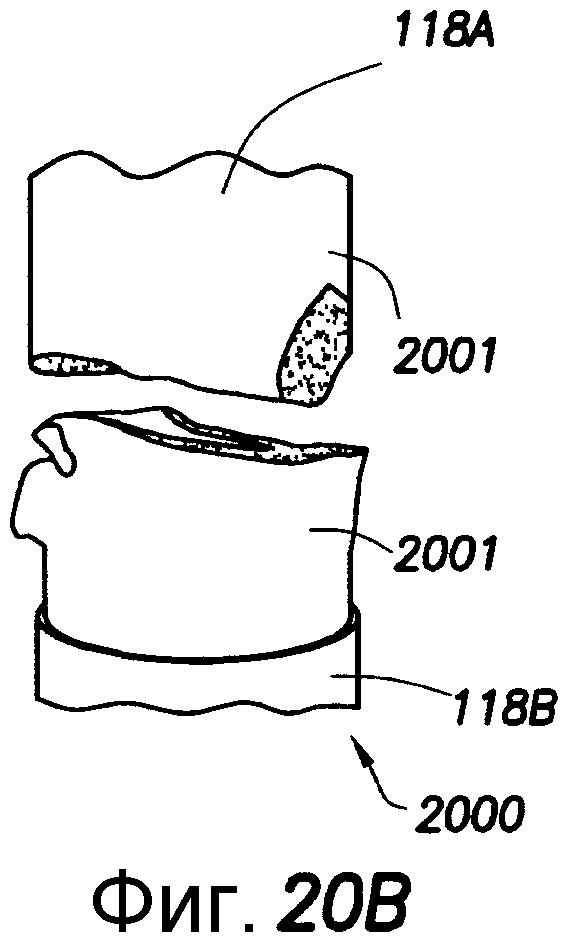
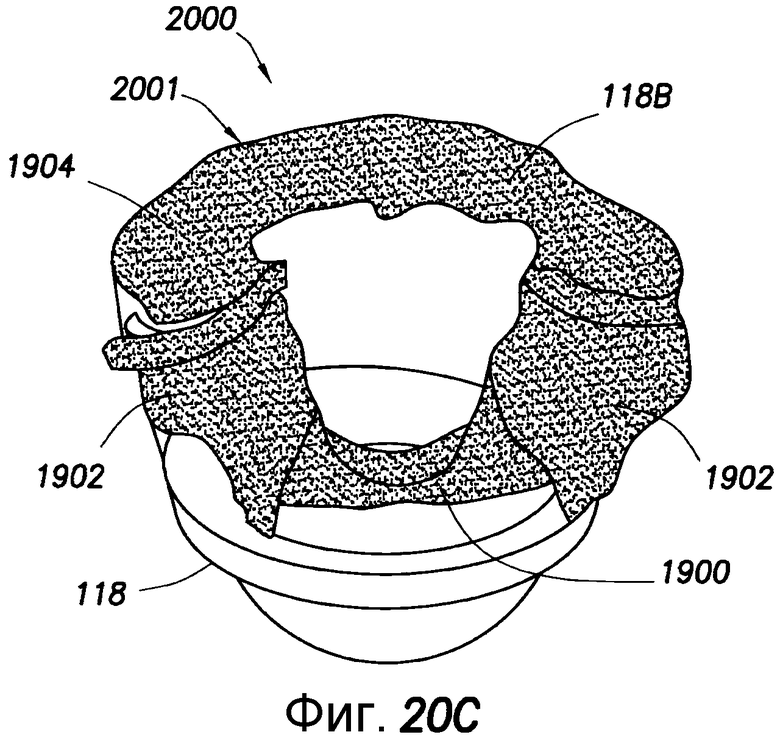
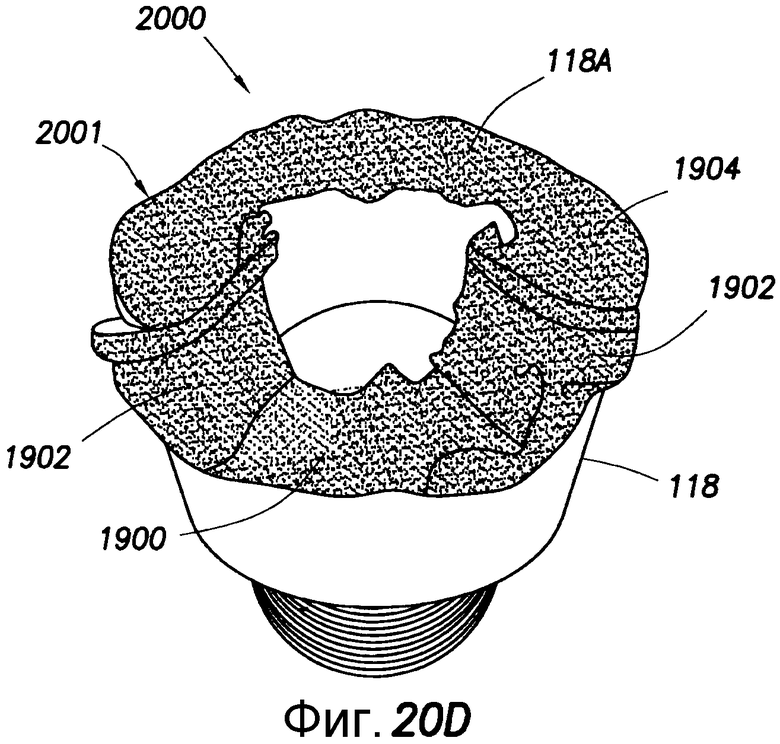
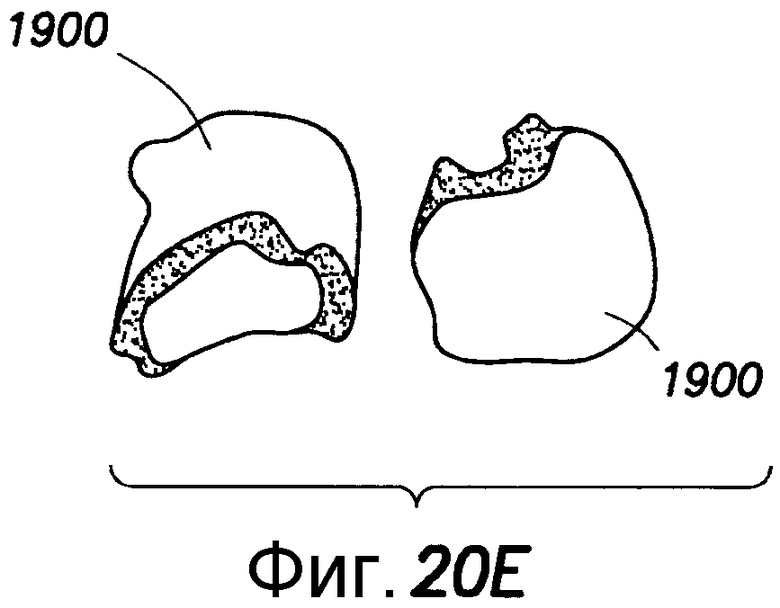
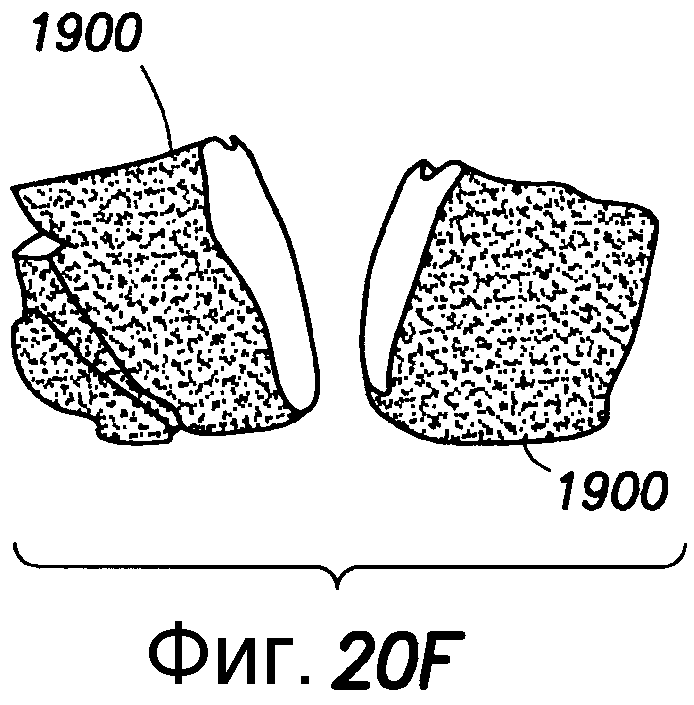
На Фиг. 20A-20D показаны участки трубного изделия 118 Фиг. 19 с замком 2000 для инструмента, с которым ввели в контакт и который обрезали ножами 150a и/или 150b, например, показанными на Фиг. 20G и 20H. На фигурах показано в разных видах трубное изделие 118, отрезанное с получением верхних участков 118a и нижних участков 118b, как показано на Фиг. 2C. Для описательных целей на Фиг. 20A и 20B показаны верхние и нижние участки 118a, b, расположенные рядом. На Фиг. 20A и 20B отдельно показаны верхние и нижние участки 118a, b, соответственно. На Фиг. 20E и 20F показаны удаленные участки и/или части (или куски) начальных участков 1900 контакта после удаления из замка 2000 для инструмента Фиг. 20A-20D. Хотя удаленный начальный участок 1900 контакта показан, как одна удаленная деталь, или кусок, он может принимать любую подходящую форму. Например, участок 1900 начального контакта может представлять собой несколько деталей, может не открепляться от замка для инструмента, может распадаться на две части, может смещаться, и т.п. На Фиг. 20G и 20H показан пример ножа 150a и/или 150b, используемого для отрезания замка 2000 для инструмента. Любые ножи 150, описанные в данном документе могли использоваться для отрезания замка 2000 для инструмента.
В вариантах, где трубное изделие 118 является особенно толстым, например, имеет толщину 8,5" (21,59 см) или больше или толстую стенку больше около 1" (2,54 см), например, на замке для инструмента, срезающие усилия, использующиеся на ножах, могут являться чрезвычайно высокими. С помощью распределения вдоль ножей с использованием конфигураций, представленных в данном документе, прокалывающую вершину 300 можно использовать для прокалывания трубного изделия 118 и удаления смятого куска, такого как участок 1900 начального контакта, показанный на Фиг. 20E-20F. Режущие поверхности 306 могут выполнять заравнивание при проходе через трубное изделие 118 для удаления кусков трубного изделия, смещенных ножом, и проходить через остальную часть трубного изделия 118, например, средний участок 1902 контакта и/или участок 1904 конечного контакта. В вариантах, где обрезающие элементы 302 входят в контакт с трубным изделием 118, обрезающие элементы 302 могут также использоваться для прокалывания и/или заравнивания при проходе через участок 1904 конечного контакта трубного изделия 118, как показано на Фиг. 20A-20D. В зависимости от выбранной геометрии (см., например профили ножей Фиг. 16A-J), вершины начального входа в контакт и/или прокалывания могут варьироваться.
На Фиг. 20A-20D, замок 2000 для инструмента показан со своими отрезанными участками 2001 для демонстрации механики резания ножа 150a и/или 150b, использованного для отрезания замка 2000 для инструмента. Участок 1900 начального контакта введен в контакт с прокалывающей вершиной 300 и удален из замка 2000 для инструмента ножами 150a и/или 150b, как показано отверстием 2002 в замке 2000 для инструмента на Фиг. 20A-20B. Участок 1902 вторичного контакта частично смещен и/или удален выемками 304 ножей 150a и/или 150b, как можно видеть по полукруглому клину 2003, удаленному из замка 2000 для инструмента. На участке 1904 конечного контакта с выемками 304 и/или обрезающими элементами 302 может быть удалено существенно меньше материала, и участок может являться линией 2005 разреза при отрезании или разрушении трубного изделия 118.
На Фиг. 21A показан график 2100 зависимости силы (F) от времени (t) для трубного изделия 118, отрезаемого, например, ножами 150a и/или 150b (показано на Фиг. 1). Сила (F), приложенная к ножам 150a и/или 150b, показана на оси y графика, и время (t) для отрезания с использованием ножей 150a и/или 150b показано на оси x.
График 2100 показывает, что сила F на ножах 150a и/или 150b увеличивается со временем t до начального прокалывания (или удаления, и/или деформации) участка 1900 начального контакта ножом 150a, как показано точкой 2106 начального прокола. После прохода точки 2106 начального прокола (например, когда начальный участок 1900 контакта сдвигается, как показано на Фиг. 19B), сила F на ножах 150a и/или 150b может резко падать с течением времени, до входа противоположного ножа 150b в контакт с противоположным участком 1900 начального контакта. После сдвига противоположным ножом 150b участка 1900 начального контакта, как показано точкой 2106, второй участок 1902 контакта входит в контакт с каждым из ножей 150a, b как показано точками 2108 вторичного контакта. Сила F затем увеличивается с течением времени t, когда ножи 150a и/или 150b начинают заравнивание с проходом через (и/или резку, прокалывание и/или срез) участок 1902 вторичного контакта (например, как показано на Фиг. 19C). Сила F может затем увеличиваться и падать с течением времени t при удалении и/или смещении участков трубного изделия 118 ножами 150a и/или 150b, до отрезания трубного изделия 118 как показано точками 2110 отрезания.
На Фиг. 21B показаны графики 2120 зависимости силы от времени для нескольких тонкостенных трубных изделий, отрезаемых обычным срезающим ножом (не показано) в сравнении с несколькими тонкостенными трубными изделиями, отрезаемыми ножами 150a и 150b Фиг. 2. Обычные срезающие ножи представлены тремя кривыми 2111a-c, соответственно, графика 2120 зависимости силы от времени. Ножи 150a и/или 150b представлены тремя кривыми 2113d-f, соответственно, графика 2120 зависимости силы от времени.
Обычный срезающий нож, как показано, отрезает всю площадь среза трубного изделия сразу. Как можно видеть, сила F, требуемая для отрезания тонкостенного трубного изделия с использованием обычных срезающих ножей, т.е. сила, приложенная к ножам, может непрерывно увеличиваться с течением времени при срезании обычным срезающим ножом тонкостенных трубных изделий. Сила на обычных срезающих ножах может расти до достижения пиков 2112a-c силы обычного ножа и, соответственно, срезания тонкостенных трубных изделий.
Ножи 150a и/или 150b могут прокалывать, заравнивать, резать, срезать, смещать и/или удалять участки трубного изделия независимо друг от друга. Как можно видеть, сила, требуемая для отрезания тонкостенных трубных изделий ножами 150a и/или 150b, т.е. сила на ножах 150a и/или 150b может расти и падать до достижения пиков 2114d-f силы на ноже и отрезания тонкостенного трубного изделия. Поэтому сила, требуемая для отрезания трубного изделия 118 обычным срезающим ножом, может быть гораздо больше силы F, требуемой для отрезания трубного изделия 118 ножами 150a и/или 150b. Дополнительно, обычные срезающие ножи могут быть не способны срезать толстостенное трубное изделие большого диаметра и/или замки 2000 для инструмента.
На Фиг. 22A и 22B показаны способы 2200a и 2200b отрезания трубного изделия. Способ 2200a включает в себя установку (2280) противовыбросового превентора вокруг трубного изделия ствола скважины (причем, противовыбросового превентора с множеством плашек, установленных для скольжения в нем), оснащение (2282) каждой из плашек ножом, прокалывание (2284) отверстия в трубном изделии режущей кромкой прокалывающей вершины ножа, и заравнивание (2286) проходом через проколотое трубное изделие режущей поверхности ножа.
Способ 2200b включает в себя установку (2281) противовыбросового превентора вокруг трубного изделия ствола скважины, причем, противовыбросового превентора с множеством плашек, установленных для скольжения в нем (противовыбросового превентора с множеством противоположных плашек, установленных для скольжения в нем, и множеством ножей, которые несет множество противоположных плашек для входа в контакт с трубным изделием), прокалывание (2283) трубного изделия прокалывающей вершиной, по меньшей мере, одного из ножей так, что участок трубного изделия сдвигается при этом, и заравнивание (2285) проходом через трубное изделие режущей поверхности, по меньшей мере, одного из ножей для смещения материала трубного изделия.
Заравнивание каждого из способов может выполняться с использованием режущих поверхностей и/или обрезающих элементов. Режущие поверхности можно также использовать для прокалывания отверстия в трубном изделии. Этапы каждого из способов можно использовать совместно, повторно и/или выполнять в любом порядке.
Специалисту в данной области техники должно быть ясно, что методики, раскрытые в данном документе, можно реализовать для автоматизированных/автономных вариантов применения с помощью программного обеспечения, сконфигурированного с алгоритмами выполнения нужных функций. Данные аспекты можно реализовать программированием одного или нескольких подходящих компьютеров общего назначения с надлежащим агрегатным обеспечением. Программирование может выполняться с использованием одного или нескольких запоминающих устройств программ, читаемых процессором (процессорами), и кодирования одной или нескольких программ команд, исполняемых компьютером для выполнения операций, описанных в данном документе. Запоминающие устройства программ могут иметь форму, например, одной или нескольких дискет; ЗУ на компакт-дисках или других оптических дисках; чипа ПЗУ; и другие известные или разрабатываемые формы. Программы команд могут являться "выходной программой", т.е. программой в бинарной форме, исполняемой более или менее напрямую компьютером; "исходной программой" требующей компиляции или интерпретирования перед исполнением; или программой в промежуточной форме, например, с частичной компиляцией кода. Точные формы запоминающих устройств программ и кодирования команд здесь несущественны. Аспекты изобретения могут иметь конфигурацию для выполнения описанных функций (с помощью надлежащего агрегатного/программного обеспечения) только на площадке и/или с дистанционным управлением с помощью сетей связи (например, беспроводной, интернета, спутниковой, и т.д.).
Хотя варианты осуществления описаны со ссылкой на различные варианты реализации и эксплуатации, должно быть понятно, что данные варианты осуществления являются примерами, и что объем изобретения ими не ограничен. Многочисленные изменения, модификации, дополнения и улучшения являются возможными. Например, любые ножи, показанные в данном документе, можно использовать в комбинации с ножами другой формы, описанными в данном документе, и/или обычными ножами. Дополнительно, любые ножи могут иметь сменные режущие кромки 400. Прокалывающая вершина 300 может проходить за режущими поверхностями ножа или располагаться в углублении между ними. Прокалывающие вершины 300 могут быть закругленными или заостренными. Выемки могут быть закругленными, четырехугольными или иметь другую геометрию.
Множественное число является применимым для компонентов, операций или структур, описанных в данном документе в единственном числе. В общем, структуры и функциональность, представленные как отдельные компоненты в конфигурациях примеров, можно реализовать, как объединенные структуры или компоненты. Аналогично, структуры и функциональность, представленные как отдельные компоненты, можно реализовать как отдельные компоненты. Данные и другие вариации, модификации, дополнения и улучшения входят в объем изобретения.


Изобретение относится к нефтегазодобывающей отрасли, в частности к предотвращению выбросов, включающему резку трубных изделий. При осуществлении способа устанавливают противовыбросовый превентор с трубным изделием, проходящим через него, осуществляют прокалывание трубного изделия вершиной по меньшей мере одного из множества ножей так, что участок трубного изделия сдвигается, заравнивают проходом через трубное изделие режущей поверхности по меньшей мере одного из множества ножей. Превентор включает множество плашек, установленных с возможностью скольжения в нем множества ножей, расположенных на множестве плашек для контакта с трубным изделием. Повышается эффективность и упрощается процесс отрезания трубных изделий. 11 з.п. ф-лы, 80 ил.
1. Способ отрезания трубного изделия (118), расположенного в стволе (116) скважины, проходящей в подземный пласт, в котором:
устанавливают (2281) противовыбросовый превентор (108) с трубным изделием (118), проходящим через него, имеющий множество плашек (24, 26), установленных с возможностью скольжения в нем, и множество ножей (150а, b), расположенных на множестве плашек для контакта с трубным изделием;
отличающийся тем, что осуществляют
прокалывание (2283) трубного изделия прокалывающей вершиной (300), по меньшей мере, одного из множества ножей так, что участок трубного изделия сдвигается; и
заравнивают (2285) проходом через трубное изделие режущей поверхности, по меньшей мере, одного из множества ножей.
2. Способ по п. 1, отличающийся тем, что дополнительно продолжают продвижение множества плашек до обрезания трубного изделия.
3. Способ по п. 1 или 2, отличающийся тем, что на этапе заравнивания режущую поверхность продвигают до разделения трубного изделия на части.
4. Способ по п. 1 или 2, отличающийся тем, что на этапе прокалывания прокалывающая вершина прокалывает центральный участок (1900) контакта с трубным изделием.
5. Способ по п. 1 или 2, отличающийся тем, что на этапе прокалывания прокалывающая вершина прокалывает средний участок (1902) контакта с трубным изделием.
6. Способ по п. 1 или 2, отличающийся тем, что на этапе заравнивания режущая поверхность проходит через средний участок (1904) контакта с трубным изделием.
7. Способ по п. 1 или 2, отличающийся тем, что на этапе заравнивания режущая поверхность проходит через наружный участок контакта с трубным изделием.
8. Способ по п. 1 или 2, отличающийся тем, что множество ножей дополнительно содержит пару обрезающих элементов (302), причем способ дополнительно содержит проход, по меньшей мере, одного из пары обрезающих элементов, по меньшей мере, через участок трубного изделия.
9. Способ по п. 8, отличающийся тем, что на этапе прохода, по меньшей мере, один из пары обрезающих элементов проходит через наружный участок контакта с трубным изделием.
10. Способ по п. 1 или 2, отличающийся тем, что множество ножей содержит верхний нож (150а) и нижний нож (150b), причем способ дополнительно содержит проход верхнего ножа через трубное изделие над нижним ножом.
11. Способ по п. 1 или 2, отличающийся тем, что каждый нож содержит корпус (307) ножа, имеющий переднюю грань на стороне, обращенной к трубному изделию, режущую поверхность на, по меньшей мере, участке передней грани и прокалывающую вершину на передней грани, имеющую режущую кромку (314), выступающую на некоторое расстояние за режущую поверхность.
12. Способ по п. 1 или 2, отличающийся тем, что дополнительно содержит продвижение множества ножей через трубное изделие посредством прокалывания трубного изделия прокалывающей вершиной, по меньшей мере, одного из множества ножей так, что участок трубного изделия сдвигается, и заравнивание проходом через трубное изделие режущей поверхности, по меньшей мере, одного из множества ножей до обрезания
| WO 20079246215 A1, 01.11.2007 | |||
| Срезающая глухая плашка превентора | 1978 |
|
SU883329A1 |
| Способ герметизации устья скважины | 1985 |
|
SU1263808A1 |
| EP 0145456 A2, 19.06.1985 | |||
| US 4240503 A, 22.12.1980 | |||

