Настоящее изобретение касается транспортировочного и/или прессовального устройства, в частности, тюкового пресса или сборного бункера, снабженного включенным перед ним устройством подачи, имеющим загрузочную камеру для прессуемого материала, при этом дно загрузочной камеры изогнуто в форме участка боковой поверхности цилиндра и в передаточной области перед транспортировочным и/или прессовальным устройством поднимается, при этом в загрузочной камере предусмотрено обладающее возможностью возвратно-поступательного качания посредством силового привода транспортировочное устройство, ось качания которого совпадает с воображаемой центральной осью участка боковой поверхности цилиндра, и при этом примыкая к передаточной области, установлен/установлены приводимый во вращательное движение роторный валик или два параллельных, приводимых во вращательное движение в противоположных направлениях роторных валика для дальнейшей транспортировки и/или для прессования прессуемого материала.
Из WO 2008/113465 A1 известен пресс, снабженный загрузочным устройством, причем прессуемый материал может подаваться в этот пресс посредством загрузочного устройства из загрузочной камеры. Дно загрузочной камеры изогнуто в форме участка боковой поверхности цилиндра, и устройство подачи образовано поворачивающимся посредством силового привода в загрузочной камере плоским транспортировочным щитом, ось поворота которого совпадает с воображаемой центральной осью участка боковой поверхности цилиндра.
Недостатком здесь считается то, что легко возможны нарушения эксплуатации, в частности, затор в подключенном к загрузочной камере транспортировочном или прессовальном устройстве, когда доставляемый транспортировочным щитом прессуемый материал не может достаточно быстро продолжать перерабатываться транспортировочным и/или прессовальным устройством. Прессуемый материал, как правило, вводится в загрузочную камеру вручную, так что здесь происходят относительно большие колебания количества прессуемого материала, который находится в данный момент в загрузочной камере. Слишком большое количество прессуемого материала в загрузочной камере может приводить к необходимости изменения рабочего направления транспортировочного и/или прессовального устройства на противоположное и/или требовать высоких затрат труда для ручного удаления избыточного или уже застрявшего и зажатого прессуемого материала, из-за чего возникают ненужные риски для обслуживающего персонала и непродуктивные простои пресса. Чтобы устранить эту проблему, необходимо либо текущее наблюдение и контроль со стороны сведущего оператора, при необходимости осуществляющего вмешательство, либо должны предусматриваться относительно затратные технические устройства, с помощью которых количество соответственно подаваемого в транспортировочное и/или прессовальное устройство прессуемого материала контролируется и надлежащим образом регулируется, например, путем изменения хода и/или скорости поворота прессовального щита в соответствии с необходимостью. Кроме того, при плоском транспортировочном щите прессуемый материал может скапливаться позади транспортировочного щита и либо при незакрытом бункере загрязнять рабочее место, либо при закрытом бункере ограничивать транспортировочный щит по его обратному ходу и приводить к зажатию транспортировочного щита.
Из DE 7810147 U1 известен мусоросборник, у которого прессовальное устройство выполнено в виде установленного в загрузочной камере с возможностью качания на качающемся рычаге прессовального поршня с треугольным поперечным сечением. Прессовальный поршень скользит по дну загрузочной камеры, при этом дно изогнуто соответственно наружному радиусу качающегося прессовального поршня. Таким образом прессуемый материал может перемещаться через пропускное отверстие из загрузочной камеры в непосредственное внутреннее пространство бункера. При этом пропускное отверстие расположено, примыкая к наиболее низкой области дна загрузочной камеры. Прессование прессуемого материала происходит посредством одного только качающегося прессовального поршня.
Недостатком у этого мусоросборника считается то, что легко могут возникать неисправности при процессе прессования, когда большое количество прессуемого материала, в частности, громоздкого вида, такого как картонажные изделия, находится в загрузочной камере. В этом случае прессуемый материал может застаиваться перед пропускным отверстием так, что прессовальный поршень больше не в состоянии полностью выполнять свое предусмотренное движение качания, т.е. до точки бункера, в которой происходит изменение направления движения на противоположное. В таких случаях при остановленном прессовальном поршне избыточный прессуемый материал должен удаляться из загрузочной камеры вручную, что может быть трудоемким или даже опасным и из-за чего возникают непродуктивные простои. К тому же достигаемое прессовальным поршнем уплотнение прессуемого материала скорее недостаточно, что больше не удовлетворяет сегодняшним требованиям как можно более высокого уплотнения.
Поэтому для настоящего изобретения ставится задача создать транспортировочное и/или прессовальное устройство, снабженное включенным перед ним устройством подачи, вышеназванного рода, которое полностью устранит указанные выше недостатки и которое при технически простой конструкции обеспечит бесперебойную, надежную эксплуатацию, в частности, не создающую заторов и простоев подачу прессуемого материала.
Решить эту задачу в соответствии с изобретением удается с помощью транспортировочного и/или прессовального устройства, снабженного включенным перед ним устройством подачи, вышеназванного рода, которое отличается тем, что транспортировочное устройство представляет собой качающийся транспортер, снабженный транспортировочной головкой, и что для ограниченной по количеству транспортировки прессуемого материала из положения в нижней области дна вверх к передаточной области транспортировочная головка может совершать возвратно-поступательное движение над дном.
С помощью изобретения создается транспортировочное и/или прессовальное устройство, снабженное включенным перед ним устройством подачи, у которого благодаря поднимающемуся в направлении области передачи прессуемого материала дну и благодаря применению качающегося транспортера, снабженного транспортировочной головкой, эффективно предотвращается затор в транспортировочном и/или прессовальном устройстве. Достигается это за счет того, что, во-первых, при движении вперед качающегося транспортера с транспортировочной головкой в направлении вверх к передаточной области часть прессуемого материала падает, обходя транспортировочную головку, обратно в загрузочную камеру, и что, во-первых, при движении назад качающегося транспортера от передаточной области вниз еще не захваченный роторным валиком или роторным валиками прессуемый материал за счет своего собственного веса автоматически снова падает или сползает обратно в наиболее низкую точку изогнутого дна. То есть изобретение предоставляет два преимущества, а именно, что всегда только ограниченное количество прессуемого материала транспортируется в передаточную область, и что в передаточной области прессуемого материала не остается избыточного прессуемого материала. Таким образом, практически больше невозможно возникновение заторов и/или перегрузок последующих приводных элементов транспортировочного и/или прессовального устройства. Максимальное подаваемое количество прессуемого материала ограничено, потому что эффективная транспортирующая поверхность транспортировочной головки качающегося транспортера имеет ограниченный размер, который меньше, чем, например, поверхность известного из уровня техники транспортировочного щита. Избыточный прессуемый материал автоматически падает или сползает из передаточной области прессуемого материала, обходя транспортировочную головку, снова вниз. Таким образом эффективно предотвращаются непродуктивные простои транспортировочного и/или прессовального устройства, а также трудоемкое и при известных условиях опасное ручное удаление прессуемого материала из передаточной области с целью устранения затора.
Загрузочная камера образована, например, коробом с предпочтительно металлическими стенками и имеет на верхней стороне отверстие для загрузки прессуемого материала, такого как, например, картонажные изделия или пустые пластиковые бутылки. С помощью устройства подачи уже происходит первое уплотнение прессуемого материала, который затем дополнительно уплотняется посредством подключенных компонентов.
Для желаемого ограниченного действия транспортировки транспортировочной головки качающегося транспортера предпочтительной оказалась конфигурация, когда, если смотреть в радиальном направлении качающегося транспортера, начиная от дна, транспортировочная головка имеет высоту, которая проходит максимум на 25%, предпочтительно на 10-20% радиуса качающегося транспортера. То есть по отношению к радиусу качающегося транспортера высота оказывающей действие транспортировки на прессуемый материал транспортировочной головки относительно мала. Все же при такой низкой транспортировочной головке обеспечивается достаточно большое и достаточно надежное действие транспортировки. В качестве радиуса качающегося транспортера здесь рассматривается расстояние от его оси качания до обращенной к дну загрузочной камеры нижней стороны транспортировочной головки.
Для достижения желаемого действия транспортировки качающегося транспортера угол, на который может поворачиваться качающийся транспортер, составляет целесообразным образом от 60° до 180°, предпочтительно от 90° до 150°. Посредством угла поворота в пределах этого диапазона угла поворота обеспечивается, что качающийся транспортер транспортировочной головкой как в направлении транспортировки от наиболее низкой области загрузочной камеры вверх к передаточной области, так и против направления транспортировки от наиболее низкой области загрузочной камеры от передаточной области покрывает достаточно большой угол поворота, причем как для транспортировки прессуемого материала к передаточной области, так и для надежного перевода прессуемого материала от задней стороны транспортировочной головки к ее передней стороне. Предназначенный для применения в отдельном случае оптимальный угол поворота зависит от конструкции загрузочной камеры и качающегося транспортера в деталях и от свойств предназначенного для переработки прессуемого материала.
Чтобы надежно достигать желаемого обратного падения или обратного сползания еще не захваченного роторным валиком или роторными валиками прессуемого материала при качании качающегося транспортера от передаточной области, предпочтительно дно загрузочной камеры в передаточной области имеет непосредственно перед роторным валиком или роторными валиками угол α подъема от 25° до 90°, предпочтительно от 45° до 65° относительно горизонтали.
Одно из усовершенствований предлагает, чтобы транспортировочная головка качающегося транспортера была выполнена с направленной против направления транспортировки, проходящей под плоским тупым углом β наискосок к дну задней стороной. С помощью этой конфигурации качающегося транспортера достигается, что при движении качающегося транспортера против его направления транспортировки к задней, т.е. обращенной от передаточной области точки изменения направления движения на противоположное, транспортировочная головка подхватывает или подъезжает под лежащий внизу в бункере прессуемый материал. При этом прессуемый материал, который сначала находится на задней стороне транспортировочной головки, движется, обходя транспортировочную головку, и таким образом транспортируется на переднюю сторону транспортировочной головки, чтобы затем со следующим ходом качания в направлении транспортировки перемещаться к передаточной области.
Кроме того, предлагается, чтобы транспортировочная головка качающегося транспортера была выполнена с направленной в направлении транспортировки к передаточной области и проходящей под прямым углом к дну передней стороной. С помощью этой конфигурации качающегося транспортера и его транспортировочной головки достигается, что транспортировочная головка в направлении транспортировки надежно перемещает прессуемый материал в достаточном, но не слишком большом количестве в направлении передаточной области. Под прямым углом здесь должен пониматься угол, равный 90°±20°.
Другой вариант осуществления предлагает, чтобы на транспортировочной головке качающегося транспортера на направленной в направлении транспортировки к передаточной области передней стороне были установлены захваты, которые могут пассивно поворачиваться вокруг проходящей параллельно передней стороне позади нее оси поворота. Посредством пассивно поворачивающихся захватов эффективная для транспортировки прессуемого материала поверхность передней стороны транспортировочной головки при ее движении в направлении транспортировки автоматически увеличивается, при этом находящийся в загрузочной камере прессуемый материал нажимает на захваты, и за счет этого они поворачиваются вверх. При обратном движении транспортировочной головки захваты за счет их собственного веса падают назад, так что при движении назад транспортировочной головки они не препятствуют переходу прессуемого материала через транспортировочную головку.
Одно из усовершенствований в этом отношении предусматривает, что захваты выполнены в виде вертикально ориентированных, имеющих основную форму остроугольного треугольника пластин или тел, при этом их ось поворота проходит через острый задний угол треугольника, и при этом передний верхний угол выполнен по меньшей мере с одним выступающим за транспортировочную головку зубцом. Вследствие указанной формы захватов при движении назад эти захваты практически полностью исчезают внутри транспортировочной головки. Зубец служит для хорошего сцепления между прессуемым материалом и захватом при движении транспортировки транспортировочной головки, так что захваты надежно откидываются, когда они попадают на прессуемый материал.
При движении качания качающегося транспортера его транспортировочная головка ведется над дном на наименьшем возможном расстоянии; но все-таки между нижней стороной транспортировочной головки качающегося транспортера и дном загрузочной камеры может происходить зажатие плоского прессуемого материала, что может приводить к тяжелому ходу или в экстремальном случае к блокированию качающегося транспортера. Кроме того, этот плоский прессуемый материал остается лежать и не перемещается транспортировочной головкой качающегося транспортера в передаточную область. Для устранения или, соответственно, профилактики этой проблемы предлагается, чтобы дно загрузочной камеры на своей верхней стороне имело параллельные ребра, которые проходят в направлении движения качающегося транспортера. Расстояние между ребрами зависит от размеров поверхности предназначенного для переработки прессуемого материала и целесообразным образом выбрано так, чтобы прессуемый материал по меньшей мере преимущественно не проходил между двумя соседними ребрами, а лежал на этих ребрах. Ребра могут быть цельно отформованы на дне или прикреплены отдельно. Посредством ребер прессуемый материал удерживается в несколько удаленном от собственного дна положении, что способствует надежному захватыванию прессуемого материала транспортировочной головкой.
Для дополнительного улучшения действия транспортировки транспортировочной головки на передней стороне транспортировочной головки могут быть расположены вставляющиеся между ребер транспортировочные шипы. Транспортировочные шипы, в зависимости от свойств прессуемого материала, могут иметь различную ширину, максимально ширину промежуточного пространства между каждыми двумя соседними ребрами, и быть изготовлены из различного материала, например, из полимерного материала или из металла, такого как сталь.
Предпочтительно при этом предусмотрено также, что транспортировочные шипы шарнирно соединены с транспортировочной головкой. При движении назад транспортировочной головки эти транспортировочные шипы прижимаются лежащим на дне прессуемым материалом вперед и верх и таким образом позволяют прессуемому материалу проходить под ними. При движении вперед транспортировочной головки эти шипы, когда они попадают на прессуемый материал, наклоняются назад и вниз, целесообразным образом к упору, и затем надежно двигают захваченный прессуемый материал перед собой к передаточной области.
Особенно эффективная транспортировка плоского прессуемого материала транспортировочными шипами достигается, когда у каждого ребра предусмотрена пара двух транспортировочных шипов транспортировочной головки, которые проходят с обеих сторон ребра.
Транспортировочные шипы целесообразным образом выполнены в виде отдельно соединенных с транспортировочной головкой пальцев или в виде соединенной с транспортировочной головкой гребенки из шипов. В первом варианте осуществления при необходимости отдельные транспортировочные шипы могут заменяться; во втором варианте осуществления крепление и демонтаж транспортировочных шипов упрощается благодаря их объединению в одном конструктивном элементе.
Когда должен перерабатываться прессуемый материал, который также содержит крошащиеся компоненты, целесообразно, чтобы на передней стороне транспортировочной головки была расположена щетка или ряд из нескольких щеток. При движении качания качающегося транспортера щетка или ряд щеток обметает дно загрузочной камеры и таким образом перемещает также мелкий прессуемый материал к передаточной области. При этом существует возможность, чтобы на каждом транспортировочном шипе была расположена щетка. Так при необходимости может быстро осуществляться замена щеток вместе с транспортировочными шипами. Когда транспортировочные шипы шарнирно, в частности с возможностью поворота, установлены на транспортировочной головке, щетки совершают движение качания транспортировочных шипов вместе с ними и только при движении вперед качающегося транспортера метут по дну загрузочной камеры, в то время как при его движении назад они переходят через мелкий или крошащийся прессуемый материал.
Так как разные, предназначенные для переработки прессуемые материалы обладают различными свойствами, предпочтительно, если транспортировочная головка может адаптироваться к различным прессуемым материалам. Для этого изобретение предлагает, чтобы передняя сторона транспортировочной головки могла переставляться по своей высоте. При этом количество перемещаемого к передаточной области прессуемого материала может регулироваться не только посредством частоты или скорости качания, а также посредством размера поверхности транспортировочной головки.
В другом варианте осуществления транспортировочная головка предпочтительно выполнена в виде треугольного в поперечном сечении, полого тела, при этом передняя сторона транспортировочной головки состоит из двух прилегающих друг к другу, сдвигаемых друг относительно друга в направлении их высоты и фиксируемых друг с другом частей стенки. Таким образом, высота передней стороны транспортировочной головки может регулироваться в соответствии с необходимостью. При этом целесообразным образом с одной частью стенки передней стороны соединена или цельно выполнена образующая заднюю сторону транспортировочной головки задняя стенка, а с другой частью стенки передней стороны образующая нижнюю сторону транспортировочной головки нижняя стенка. На своем в каждом случае удаленном от части стенки передней стороны конце задняя стенка и нижняя стенка целесообразным образом шарнирно или гибко соединены друг с другом. Благодаря этому транспортировочная головка при каждой установленной высоте своей передней стороны сохраняет в поперечном сечении свою треугольную форму без нарушающих функционирование выступающих кромок.
Чтобы надежно транспортировать прессуемый материал от задней стороны качающегося транспортера через него к передней стороне качающегося транспортера, предусмотрено также, чтобы изогнутое в форме участка боковой поверхности цилиндра дно на своем удаленном от передаточной области конце переходило в сильнее изогнутую в том же направлении и за пределы вертикали дугу для отвода прессуемого материала. Тем самым достигается, что прессуемый материал, образно говоря, транспортируется от задней стороны к передней стороне качающегося транспортера «вверх ногами», когда качающийся транспортер движется в область удаленной от передаточной области точки изменения направления его движения качания на противоположное.
Другой вариант осуществления предусматривает, что перед загрузочной камерой с ее расположенной на удалении от передаточной области стороны подключен стол для загрузки прессуемого материала, по поверхности которого прессуемый материал может вдвигаться в загрузочную камеру. Стол для загрузки прессуемого материала повышает надежность обслуживания, так как стол для загрузки прессуемого материала служит для того, чтобы обслуживающий персонал вынужденно соблюдал определенное расстояние от подвижных частей, в частности, от качающегося транспортера. Одновременно стол для загрузки прессуемого материала облегчает загрузку устройства подачи прессуемым материалом, так как обслуживающий персонал в первом шаге кладет прессуемый материал на стол для загрузки прессуемого материала, а только затем путем продвигания вперед по столу для загрузки прессуемого материала отправляет в загрузочную камеру.
Другая мера повышения безопасности труда обслуживающего персонала заключается в том, чтобы предпочтительно дно загрузочной камеры в граничащей со столом для загрузки прессуемого материала области было выполнено с качающейся параллельно с качающимся транспортером частью дна, причем эта часть дна в достигающем стола для загрузки прессуемого материала положении качающегося транспортера запирает стол для загрузки прессуемого материала в направлении загрузочной камеры и в направлении качающегося транспортера, а при находящемся под столом для загрузки прессуемого материала качающемся транспортере открывает стол для загрузки прессуемого материала в направлении загрузочной камеры. Посредством качающейся части дна с особенно высокой надежностью обеспечивается невозможность попадания оператора в контакт с качающимся транспортером, даже когда качающийся транспортер имеет большой угол поворота, выходящий за высоту стола для загрузки прессуемого материала. Одновременно качающаяся часть дна препятствует вдвиганию прессуемого материала в тот момент, когда качающийся транспортер находится непосредственно перед столом для загрузки прессуемого материала, так что угроза обслуживающему персоналу вследствие внезапного движения, в частности, завертывания вверх прессуемого материала при его контакте с движущимся качающимся транспортером, предотвращается.
Чтобы механическая конструкция оставалась при этом как можно более простой, предусмотрено также, что качающаяся часть дна в пределах области своего качания может захватываться качающимся транспортером. Таким образом, особые активные средства привода для качания этой части дна предпочтительно не нужны. Достаточно установить эту часть дна на опору с возможностью качания в пределах достаточного угла поворота относительно остального дна. Движение части дна воспринимает качающийся транспортер, предпочтительно через соответственно расположенные захваты.
В качестве альтернативы описанной выше качающейся части дна изобретение предлагает, чтобы стол для загрузки прессуемого материала в направлении загрузочной камеры имел продолжение стола, которое может поворачиваться вокруг проходящей вдоль передней кромки загрузочного стола оси поворота. Когда качающийся транспортер находится в удаленном от стола для загрузки прессуемого материала положении, продолжение стола целесообразным образом проходит в качестве продолжения стола для загрузки прессуемого материала дальше в направлении загрузочной камеры. Когда качающийся транспортер приближается к столу для загрузки прессуемого материала, продолжение стола поворачивается вверх, чтобы защищать обслуживающий персонал от качающегося транспортера.
С целью простого управления поворачивающимся продолжением стола предпочтительно предусмотрено, чтобы посредством качающегося транспортера при его движении качания в области его задней точки изменения направления движения на противоположное продолжение стола при контакте с качающимся транспортером или с транспортировочной головкой могло одновременно поворачиваться.
Кроме того, изобретение предлагает, чтобы продолжение стола имело измеренную параллельно его оси поворота ширину, которая меньше, чем измеренное в том же направлении расстояние между рычагами качающегося транспортера, и чтобы продолжение стола в нижней области его поворота своей свободной стороной вдавалось между рычагами качающегося транспортера и прилегало к транспортировочной головке. В этом варианте осуществления свободная сторона продолжения стола предпочтительно действует как шибер, который при качании назад качающегося транспортера двигает находящийся на верхней стороне транспортировочной головки прессуемый материал вперед и таким образом перемещает в область перед передней стороной транспортировочной головки. Таким образом может сокращаться высота задней кромки загрузочной камеры, что облегчает ручной ввод прессуемого материала.
Другую функцию продолжение стола получает в варианте осуществления, при котором предусмотрено, что продолжение стола с нижней стороны описывает дугу или имеет поворачивающуюся относительно остального продолжения стола дуговую часть, и что при повернутом вверх продолжении стола оно или его дуговая часть продолжает изогнутое в форме участка боковой поверхности цилиндра дно на его удаленном от передаточной области конце сильнее изогнутой в том же направлении и за пределы вертикали дугой для отвода прессуемого материала. Это способствует транспортировке прессуемого материала вверх ногами от задней стороны к передней стороне качающегося транспортера, когда качающийся транспортер движется в область удаленной от передаточной области точки изменения направления его движения качания на противоположное.
Привод качающегося транспортера может осуществляться различным образом. В одном из предпочтительных вариантов осуществления в качестве силового привода качающегося транспортера предусмотрен линейно вибрирующий силовой привод, при этом подвижный конец этого силового привода, в частности, поршневой шток цилиндропоршневого узла, непосредственно или через передаточный коленчатый рычаг шарнирно соединен с качающимся рычагом качающегося транспортера. Цилиндропоршневой узел может включать в себя один или несколько пневматических или гидравлических цилиндров, которые установлены на опору на одном конце, например, на коробе загрузочной камеры, и другой конец которых соединен с упомянутым качающимся рычагом или передаточным коленчатым рычагом качающегося транспортера для его качания.
Как упомянуто выше, предлагаемое изобретением транспортировочное и/или прессовальное устройство имеет один или два роторных валика. Этот валик может/эти валики могут вращаться с помощью силового привода, в частности, электро- или гидравлического двигателя, чтобы перемещать подаваемый качающимся транспортером прессуемый материал из передаточной области во внутреннее пространство соответствующего сборного бункера или в прессовальную камеру соответствующего пресса. При этом посредством устройства подачи уже происходит первое подпрессовывание прессуемого материала, и затем прессуемый материал может дополнительно уплотняться и/или размельчаться роторным валиком или роторными валиками. Предпочтительно для этого/каждого роторного валика предусмотрен скребок, который может быть установлен с возможностью совершения движения поворота и который своими шипами соскребает прессуемый материал с зубцов роторного валика во внутреннее пространство бункера или в прессовальную камеру.
Чтобы улучшить переход прессуемого материала от передаточной области в область действия роторного валика или роторных валков, предлагается, чтобы на обращенном к передаточной области конце дна был расположен проходящий параллельно роторному валику или двум параллельным роторным валикам транспортировочный ролик. Привод вращения транспортировочного ролика целесообразным образом связан с приводом вращения роторного валика или роторных валиков. Направление вращения транспортировочного ролика таково, что вступающий в контакт с транспортировочным роликом прессуемый материал перемещается в направлении единственного роторного валика или, соответственно, ближайшего из двух роторных валиков. Когда имеется только один роторный валик, он известным образом взаимодействует с направляющей пластиной скольжения, при этом между наружным периметром роторного валика и обращенной к нему поверхностью направляющей пластины скольжения происходит перемещение прессуемого материала. Когда имеется два параллельных роторных валика, транспортировка прессуемого материала происходит между вращающимися в противоположных направлениях валиками.
Другой вариант осуществления транспортировочного и/или прессовального устройства отличается тем, что устройство подачи образует отдельный узел, который посредством разъемных соединительных средств может соединяться и разъединяться с остальным транспортировочным и/или прессовальным устройством или с тюковым прессом или сборным бункером. Также устройство подачи и транспортировочное и/или прессовальное устройство вместе могут образовывать один конструктивный узел. Устройство подачи одно или вместе с транспортировочным и/или прессовальным устройством может быть тогда установлено стационарно и оставаться там, где поступает предназначенный для прессования и сбора прессуемый материал, во время как сборный бункер отдельно может заменяться и вывозиться. При этом сборный бункер собственно известным образом может быть, например, выполнен в виде съемного контейнера, который может помещаться на грузовой автомобиль, транспортироваться, опорожняться путем опрокидывания и сниматься. При этом транспортировочное и/или прессовальное устройство постоянно доступно для использования и не должно транспортироваться вместе с бункером. Транспортировочное и/или прессовальное устройство может быть также расположено после собственно известного тюкового пресса.
Альтернативно устройство подачи вместе с транспортировочным и/или прессовальным устройством может быть выполнено интегрированным с тюковым прессом или сборным бункером и жестко соединено с ним.
Ниже примеры осуществления изобретения поясняются с помощью чертежа. На фигурах чертежа показано:
фиг.1: транспортировочное и/или прессовальное устройство, снабженное включенным перед ним устройством подачи, с качающимся транспортером в первом положении, в вертикальном сечении;
фиг.2: устройство подачи, показанное на фиг.1, с качающимся транспортером во втором положении, в вертикальном сечении;
фиг.3: другой вариант осуществления устройства подачи, в вертикальном сечении;
фиг.4: сборный бункер и прессовальное и транспортировочное устройство, перед их соединением друг с другом, на виде в перспективе;
фиг.5: транспортировочное и/или прессовальное устройство, снабженное включенным перед ним устройством подачи, в измененном варианте осуществления, на виде в перспективе наискосок сверху;
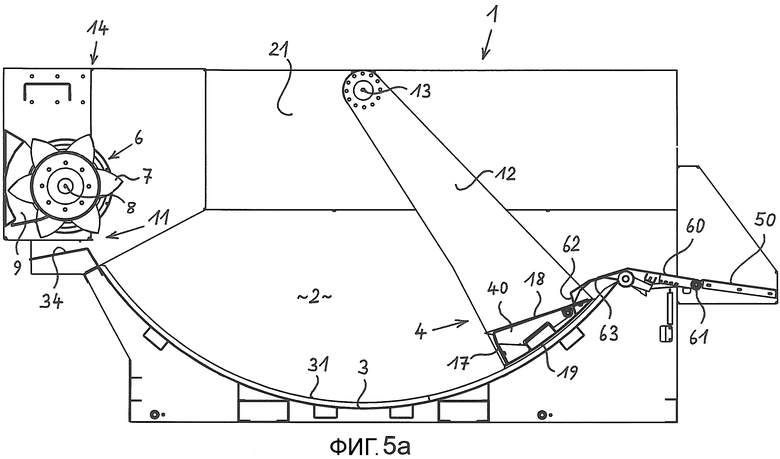
фиг.5a: транспортировочное и/или прессовальное устройство, снабженное включенным перед ним устройством подачи, показанное на фиг.5, с качающимся транспортером в первом положении, в вертикальном сечении;
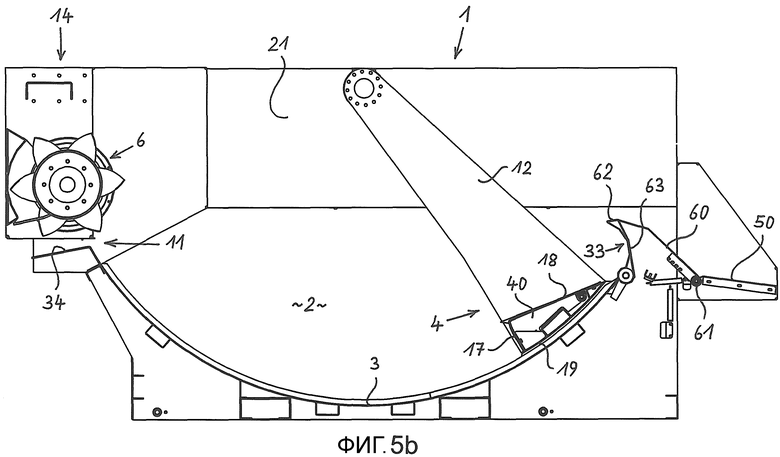
фиг.5b: транспортировочное и/или прессовальное устройство, снабженное включенным перед ним устройством подачи, показанное на фиг.5, с качающимся транспортером во втором положении, в вертикальном сечении;
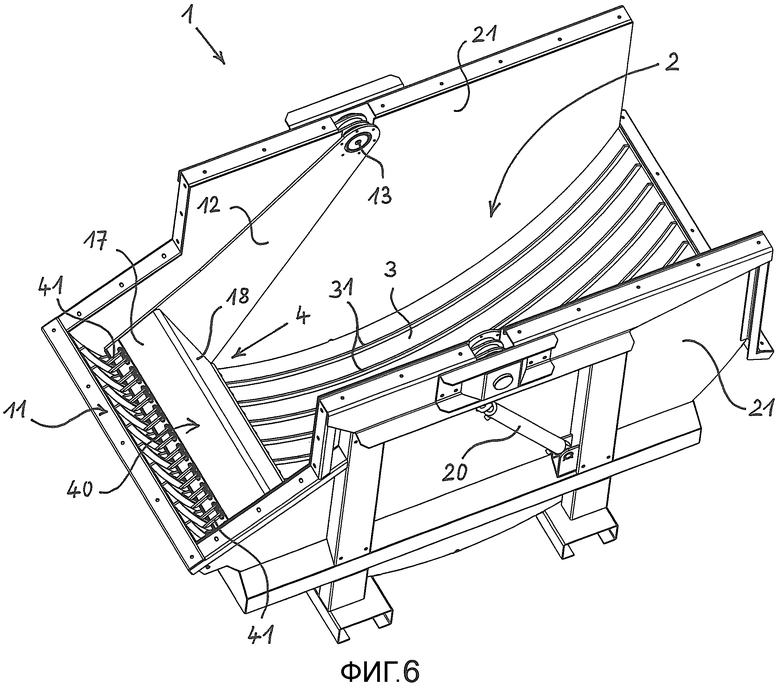
фиг.6: устройство подачи в другом варианте осуществления, на виде наискосок сверху;
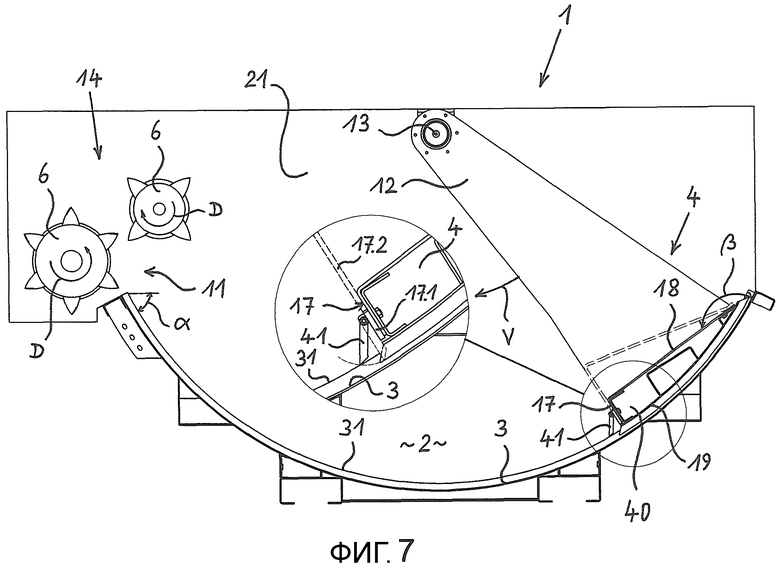
фиг.7: устройство подачи, показанное на фиг.6, вместе с транспортировочным устройством, в вертикальном сечении;
фиг.8: устройство подачи с транспортировочным устройством и подключенным к нему, обозначенным тюковым прессом, в вертикальном сечении;
фиг.9: обрамленный на фиг.8 фрагмент в увеличенном изображении;
фиг.10: устройство подачи с транспортировочным устройством и обозначенным тюковым прессом, на виде наискосок сверху;
фиг.11: устройство подачи в другом варианте осуществления, на виде в перспективе наискосок сверху, в частично оборванном изображении;
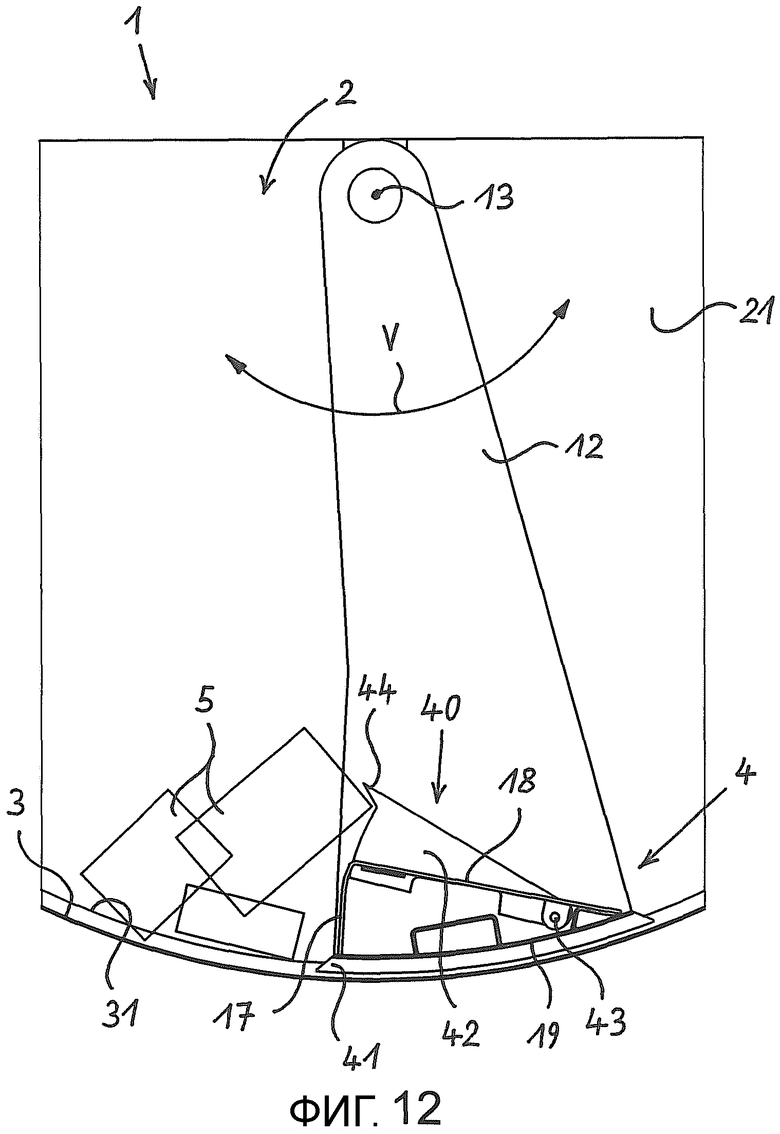
фиг.12: фрагмент устройства подачи, показанного на фиг.11, в вертикальном сечении;
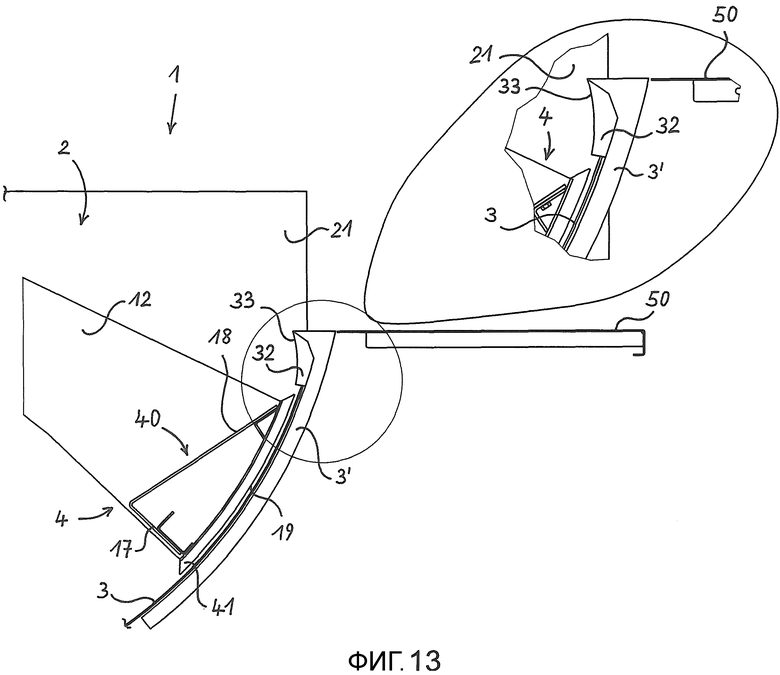
фиг.13: другой фрагмент устройства подачи, в вертикальном сечении, вместе с увеличенной деталью, в первом рабочем положении;
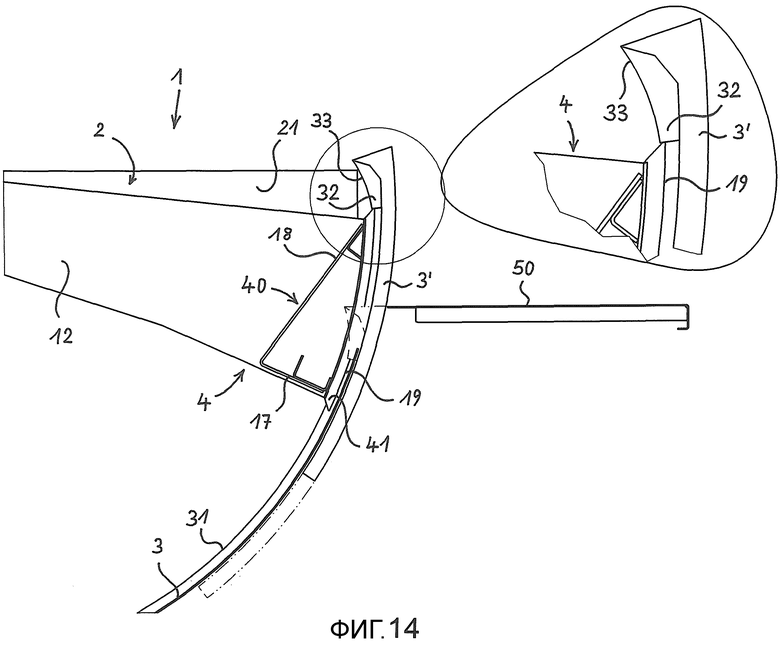
фиг.14: фрагмент устройства подачи, показанного на фиг.13, вместе с увеличенной деталью, во втором рабочем положении;
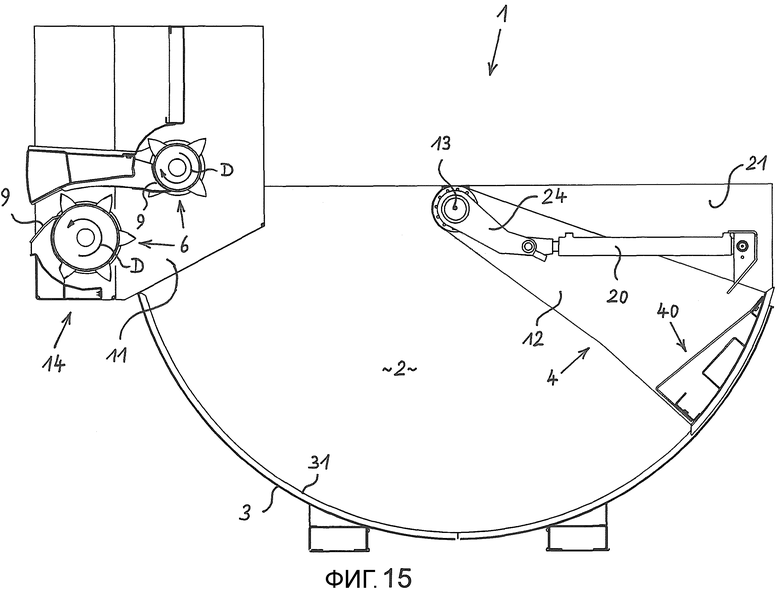
фиг.15: устройство подачи в другом варианте осуществления, вместе с транспортировочным устройством, в вертикальном сечении, в первом рабочем положении, и
фиг.16: устройство подачи, показанное на фиг.15, в таком же изображении, во втором рабочем положении.
На фигурах чертежа одинаковые части снабжены соответственно одинаковыми ссылочными обозначениями, так что не каждое ссылочное обозначение поясняется специально на каждой фигуре чертежа.
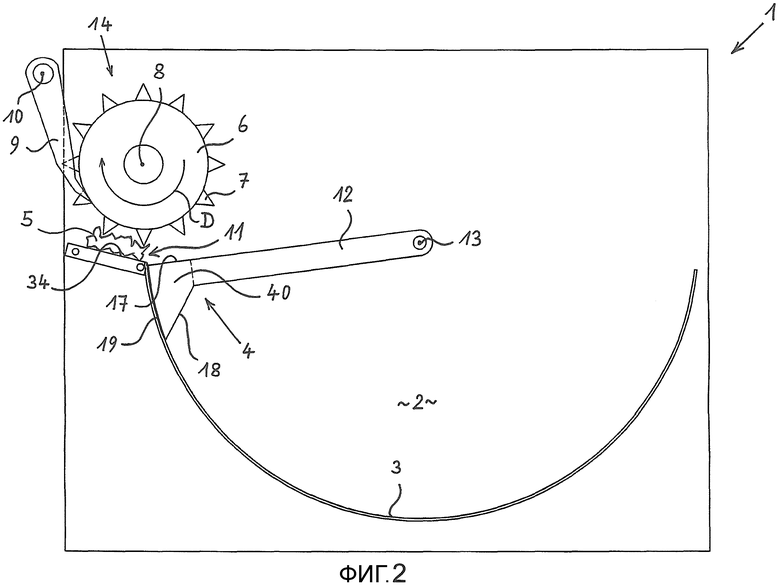
На фиг.1 и 2 чертежа показано в поперечном сечении транспортировочное и/или прессовальное устройство 14 сборного бункера, в частности, контейнера для отходов или тюкового пресса, причем сам этот сборный бункер или тюковой пресс здесь специально не изображены. Перед транспортировочным и/или прессовальным устройством 14 включено устройство 1 подачи, которое на фиг.1 и 2 изображено в двух разных рабочих положениях. Загрузочная камера 2 образована боковыми стенками 21, из которых здесь только одна видна на заднем плане, и дном 3. С верхней стороны загрузочная камера 2 открыта или снабжена поднимаемой крышкой, чтобы можно было загружать прессуемый материал 5, такой как пустые пластиковые бутылки или картонажные изделия.
Дно 3 изогнуто соответственно боковой поверхности цилиндра, при этом воображаемая центральная ось этого цилиндра совпадает с осью 13 качания качающегося транспортера 4. При этом дно 3 проходит примерно на половину окружности, которая открыта вверху. Таким образом, качающийся транспортер 4 всегда движется параллельно по дну 3. Качающийся транспортер 4 предпочтительно возвратно-поступательно качается не видимым здесь силовым приводом, таким как гидравлический цилиндр или электродвигатель, как поясняется двойной стрелкой V. Качающийся транспортер 4 имеет транспортировочную головку 40 и один или несколько, здесь два, рычага 12 качающегося транспортера, которые здесь проходят параллельно двум боковым стенкам 21 вплотную к ним. С помощью качающегося транспортера 4 и его транспортировочной головки 40 прессуемый материал 5 из положения в нижней области дна 3, как изображено на фиг.1, подается в передаточную область 11 прессуемого материала, как видно из фиг.2. Рычаги 12 качающегося транспортера сами не участвуют в перемещении прессуемого материала 5, а только поддерживают транспортировочную головку 40.
В передаточной области 11 прессуемого материала прессуемый материал 5 захватывается предпочтительно сменными зубцами 7 роторного валика 6, который имеет рабочее направление D вращения и который образует часть соответствующего транспортировочного и/или прессовального устройства 14, и при необходимости размельчается и/или дополнительно уплотняется и посредством направляющей пластины 34 скольжения подается в собственно внутреннее пространство подключенного сборного бункера или прессовальной камеры последующего тюкового пресса. Роторный валик 6 тоже вращается посредством силового привода, такого как электро- или гидравлический двигатель, вокруг своей оси 8 вращения. Направление вращения может переключаться, например, в целях чистки и технического обслуживания.
Для роторного валика 6 предусмотрен скребок 9, чтобы своими шипами соскребать возможно висящий на зубцах 7 прессуемый материал 5 во внутреннее пространство сборного бункера или в прессовальную камеру. При этом скребок 9 может быть установлен с возможностью поворота вокруг оси 10 поворота и снабжен поворотным приводом, чтобы перемещать прессуемый материал 5 при остановленном роторном валке 6 дальше во внутреннее пространство последующего бункера или в последующую прессовальную камеру и уплотнять.
Транспортировочная головка 40 качающегося транспортера 4 имеет обращенную к роторному валику 6 переднюю сторону 17, которая проходит под прямым углом или приблизительно под прямым углом, то есть под углом, равным 90°±120°, к дну 3, и обращенную от роторного валика 6 заднюю сторону 18, которая проходит под плоским тупым углом β к дну 3. Если смотреть в радиальном направлении качающегося транспортера 4, транспортировочная головка 40, начиная от дна 3, имеет высоту h, которая проходит максимум на 25%, предпочтительно на 10-20% радиуса R качающегося транспортера 4; в показанном примере осуществления это значение составляет примерно 15%. Радиус R качающегося транспортера 4 измерен от его оси 13 качания до обращенной к дну 3 нижней стороны 19 транспортировочной головки 40.
Радиально внутри транспортировочной головки 40 пространство между рычагами 12 качающегося транспортера свободно. Измеренная перпендикулярно к плоскости чертежа фиг.1 и 2 длина транспортировочной головки 40 соответствует целесообразным образом измеренной в том же направлении длине роторного валика 6.
Когда качающийся транспортер 4 находится в его показанном на фиг.2 переднем конечном положении, передняя сторона 17 транспортировочной головки 40 образует увеличение передаточной области 11 и ограничивает ее одновременно в нижнем направлении. В передаточной области 11 прессуемый материал 5 может теперь эффективно захватываться роторным валиком 6. Избыточный прессуемый материал проваливается, обходя транспортировочную головку 40, между рычагами 12 качающегося транспортера обратно в наиболее низкую область загрузочной камеры 2.
Когда качающийся транспортер 4 движется против направления транспортировки из положения в передаточной области 11 вблизи роторного валика 6, как на фиг.2, снова в положение качания назад, как на фиг.1, то, вероятно, еще имеющийся в передаточной области 11, еще не захваченный роторным валиком 6 прессуемый материал 5 за счет силы тяжести автоматически снова сползает и скользит обратно в наиболее низкую точку имеющего форму боковой поверхности цилиндра дна 3 загрузочной камеры 2. Благодаря тому, что дно 3 поднимается в направлении передаточной области 11, предотвращается подача к транспортировочному и/или прессовальному устройству 14, здесь конкретно роторному валику 6, слишком большого количества прессуемого материала 5. Затор или перегрузка при этом эффективно предотвращается. Так как дно 3 здесь приблизительно описывает полукруг, максимальный угол поворота качающегося транспортера 4 здесь может составлять приблизительно до 180°. В зависимости от конструкции дна 3 и качающегося транспортера 4 в деталях и в зависимости от предназначенного для переработки прессуемого материала угол поворота может быть также меньше 100°. Предпочтительно угол, на который может поворачиваться качающийся транспортер 4, составляет от 60° до 180°, особенно предпочтительно от 90° до 150°.
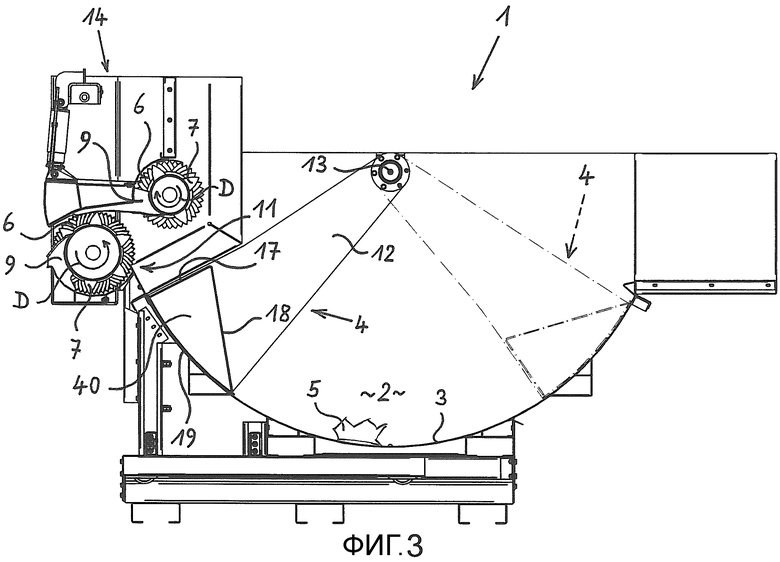
На фиг.3 изображен другой вариант осуществления, причем здесь транспортировочное и/или прессовальное устройство 14 включает в себя два роторных валика 6 с соответственно изображенным стрелкой рабочим направлением D вращения, привод которых осуществляется в противоположных направлениях, предпочтительно одним общим силовым приводом. Благодаря этому повышается производительность транспортировки и прессования, так как прессуемый материал 5 между двумя роторными валиками 6, для каждого из которых предусмотрен скребок 9, перемещается во внутреннее пространство последующего, здесь не показанного сборного бункера или в прессовальную камеру последующего тюкового пресса.
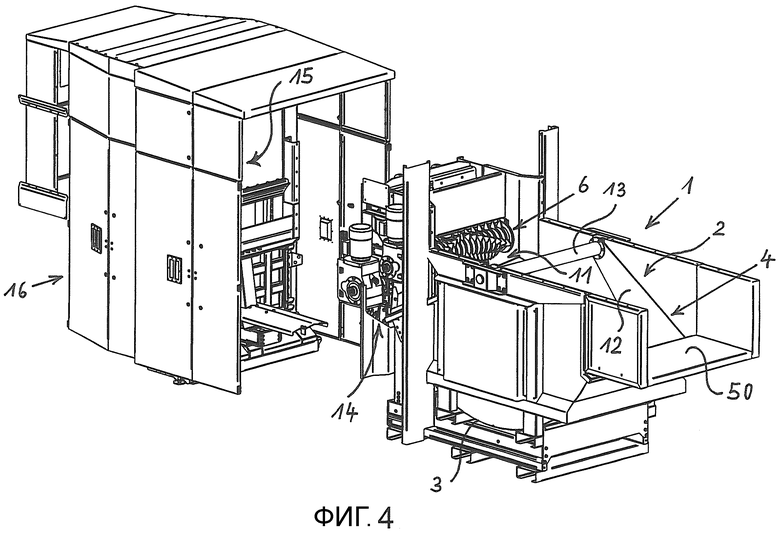
Из фиг.4 видно устройство 1 подачи вместе с транспортировочным и/или прессовальным устройством 14 и сборным бункером 16 в целом. Сборный бункер 16 состоит, например, из металлических элементов стенок для образования собственно внутреннего пространства 15 бункера для прессуемого материала 5. От него может отсоединяться транспортировочное и/или прессовальное устройство 14, снабженное указанным по меньшей мере одним роторным валиком 6. Для подачи прессуемого материала 5 к транспортировочному и/или прессовальному устройству 14 служит устройство 1 подачи, снабженное поворачивающимся в загрузочной камере 2 качающимся транспортером 4, как уже описано выше. На обращенной от транспортировочного и/или прессовального устройства 14 стороне устройства 1 подачи расположен стол 50 для загрузки прессуемого материала, на который оператор может класть прессуемый материал и затем вдвигать внутрь загрузочной камеры 2.
На фиг.4 устройство 1 подачи, с одной стороны, и сборный бункер 16, с другой стороны, еще не соединены друг с другом. В соединенном состоянии транспортировочное и/или прессовальное устройство 14 находится непосредственно перед отверстием внутреннего пространства 15 сборного бункера 16 или внутри него. Сборный бункер 16 может представлять собой отдельно транспортируемый контейнер, который с помощью перевозочного транспортного средства для его опорожнения подвозится к утилизационной установке или свалке и затем опять транспортируется назад и снова может соединяться с устройством 1 подачи и транспортировочным и/или прессовальным устройством 14.
Образующий загрузочную камеру 2 короб либо жестко соединен с транспортировочным и/или прессовальным устройством 14, либо выполнен с возможностью отсоединения от него, чтобы можно было снимать его и применять с другим транспортировочным и/или прессовальным устройством. Транспортировочное и/или прессовальное устройство 14 и загрузочная камера 2 могут также, со своей стороны, образовывать с качающимся транспортером 4 один общий узел, который жестко или разъемно соединен со сборным бункером 16.
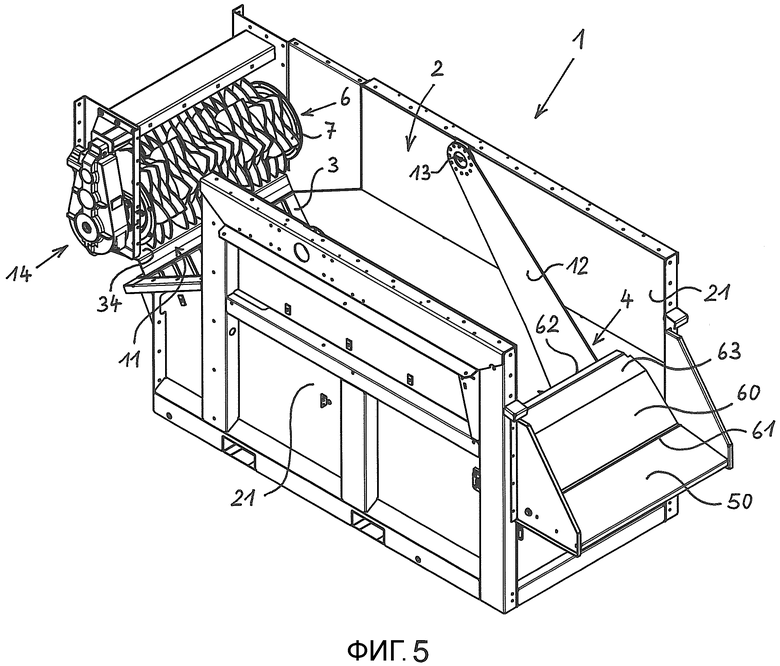
На фиг.5 показан на виде наискосок сверху другой пример осуществления устройства 1 подачи вместе с транспортировочным и/или прессовальным устройством 14. Устройство 1 подачи имеет здесь также загрузочную камеру 2, которая образована двумя боковыми стенками 21 и здесь в значительной степени закрытым, изогнутым в форме участка боковой поверхности цилиндра дном 3. На находящейся на фиг.5 слева стороне устройства 1 подачи расположено транспортировочное и/или прессовальное устройство 14 с находящейся перед ним передаточной областью 11. Транспортировочное и/или прессовальное устройство 14 образовано здесь приводимым во вращение роторным валком 6, снабженным множеством радиально выступающих зубцов 7. Под роторным валиком 6 находится направляющая пластина 34 скольжения.
В загрузочной камере 2 расположен с возможностью качания вокруг горизонтально проходящей оси 13 качания качающийся транспортер 4, при этом у качающегося транспортера 4 здесь виден только один из его рычагов 12. Соответствующий привод качания качающегося транспортера 4 на фиг.5 не изображен.
На правом на фиг.5 конце устройства 1 подачи расположен стол 50 для загрузки прессуемого материала, который проходит по всей ширине торцевой стороны устройства 1 подачи и ориентирован по существу горизонтально. В направлении загрузочной камеры 2 к загрузочному столу 50 примыкает продолжение 60 стола, которое также имеет форму плиты и которое соединено со столом 50 для загрузки прессуемого материала с возможностью поворота вокруг оси 61 поворота. На направленной к загрузочной камере 2 стороне продолжение 60 стола переходит в дуговую часть 63, которая, в свою очередь, шарнирно соединена с остальным продолжением 60 стола. Свободной стороной 62 продолжение 60 стола вдается в загрузочную камеру 2 и между рычагами 12 качающегося транспортера 4. Поворот продолжения 60 стола происходит посредством качающегося транспортера 4, когда он находится в области своей задней точки изменения направления движения на противоположное, как показано на фиг.5.
На фиг.5a и 5b показано устройство 1 подачи, изображенное на фиг.5, в вертикальном сечении в двух разных рабочих положениях.
На фиг.5a качающийся транспортер 4 приближается своей транспортировочной головкой 40 к задней точке изменения направления движения на противоположное, но еще не достиг ее. В этом рабочем положении свободная сторона 62 дуговой части 63 продолжения 60 стола вдается между рычагами 12 качающегося транспортера 4 и прилегает к здесь направленной вверх задней стороне 18 транспортировочной головки 40. При дальнейшем движении качающегося транспортера 4 в направлении задней точки изменения направления движения на противоположное, то есть на фиг.5 против направления часовой стрелки, транспортировочная головка 40 движется еще дальше в направлении продолжения 60 стола, благодаря чему ее свободная сторона 62 движется относительно транспортировочной головки 40 дальше за ее заднюю сторону 18 в направлении передней стороны 17 транспортировочной головки 40. Благодаря этому свободная сторона 62 продолжения 60 стола действует как шибер, который сдвигает прессуемый материал через транспортировочную головку 40 к ее передней стороне 17.
На фиг.5b качающийся транспортер 4 практически достиг своей задней точки изменения направления движения на противоположное. В этом рабочем положении транспортировочная головка 40 посредством механической связи прижимает поворотное продолжение 60 стола с также, в свою очередь, поворотной дуговой частью 63 вверх. Благодаря этому соединенная со столом 50 для загрузки прессуемого материала часть продолжения 60 стола приходит в проходящее наискосок вверх положение, в котором дальнейшее вдвигание прессуемого материала со стола 50 для загрузки прессуемого материала из загрузочной камеры 2 больше невозможно. Одновременно теперь сначала находящаяся под продолжением 60 стола дуговая часть 63 переставляется в приблизительно вертикальное направление, так что теперь свободная сторона 62 продолжения 60 стола направлена вверх. Направленная к загрузочной камере 2 сторона дуговой части 63 образует теперь изогнутую в том же направлении, что и дно 3, однако сильнее и за пределы вертикали дугу 33 для отвода прессуемого материала. Прессуемый материал, сдвигаемый транспортировочной головкой 40 в направлении этой дуги 33 для отвода прессуемого материала, здесь перенаправляется в направлении загрузочной камеры 2 и затем падает под действием силы тяжести, обходя транспортировочную головку 40, в наиболее низкую область загрузочной камеры 2. Оттуда прессуемый материал может затем при повороте качающегося транспортера 4 в его направлении транспортировки, то есть здесь в направлении часовой стрелки, посредством передней стороны 17 транспортировочной головки 40 транспортироваться к передаточной области 11 к транспортировочному и/или прессовальному устройству 14.
На фиг.6 чертежа показано устройство 1 подачи в другом варианте осуществления, на виде наискосок сверху, так что взгляд наблюдателя падает внутрь загрузочной камеры 2 и на ее дно 3. Устройство 1 подачи имеет здесь также загрузочную камеру 2 с боковыми стенками 21 и дном 3. В загрузочной камере 2 снова качающийся транспортер 4 может возвратно-поступательно качаться вокруг своей оси 13 качания. Дно 3 снова изогнуто в форме участка боковой поверхности цилиндра, при этом центральная ось воображаемого цилиндра проходит через ось 13 качания качающегося транспортера 4. Качающийся транспортер 4 здесь снова состоит также из транспортировочной головки 40 и двух боковых рычагов 12 качающегося транспортера, верхний конец каждого из которых установлен на опору в оси 13 качания на боковых стенках 21. Так же, как и в предыдущих примерах осуществления, транспортировочная головка 40 имеет ориентированную по существу под прямым углом к дну 3 переднюю сторону 17 и ориентированную под плоским тупым углом заднюю сторону 18. Пространство радиально внутри транспортировочной головки 40 между рычагами 12 качающегося транспортера здесь также свободно, чтобы позволить проходить прессуемому материалу. Для привода качающегося транспортера 4 служит силовой привод 20, который расположен на наружной стороне обращенной к наблюдателю боковой стенки 21 и здесь образован гидравлическим цилиндром. С целью создания симметричного усилия на обращенной от наблюдателя боковой стенке 21 загрузочной камеры 2 может быть также расположен идентичный силовой привод 20.
На дне 3 расположены или отформованы проходящие параллельно друг другу ребра 31, которые проходят параллельно направлению качания или направлению движения качающегося транспортера 4. Кроме того, на передней стороне 17 транспортировочной головки 4 расположены транспортировочные шипы 41, свободный конец которых в каждом случае проходит между ребрами 31. Транспортировочные шипы 41 здесь шарнирно соединены с транспортировочной головкой 40 таким образом, что при движении назад транспортировочной головки 40 эти транспортировочные шипы 41 поворачиваются от лежащего на дне 3 плоского прессуемого материала вперед и вверх и таким образом позволяют прессуемому материалу проходить под ними. При движении вперед транспортировочной головки 40 эти шипы 41, когда они попадают на прессуемый материал, поворачиваются вниз и назад к передней стороне 17 транспортировочной головки 40, по существу ориентируясь радиально, и затем сдвигают надежно захваченный прессуемый материал перед собой в передаточную область 11 и, таким образом, к не изображенному здесь транспортировочному и/или прессовальному устройству. Транспортировочные шипы 41 могут быть при этом предварительно нагружены усилием, таким как усилие пружины, которое способствует выравниванию транспортировочных шипов 41 в радиальном направлении.
На фиг.7 показано устройство 1 подачи, изображенное на фиг.6, в вертикальном сечении. Здесь, в частности, виден изгиб дна 3 в форме боковой поверхности цилиндра, по верхней стороне которого может возвратно-поступательно качаться качающийся транспортер 4 вокруг своей оси 13 качания посредством рычагов 12 качающегося транспортера. На дне 3 расположены проходящие параллельно направлению качания или, соответственно, направлению движения качающегося транспортера 4 ребра 31, из которых в сечении на фиг.7 видно только одно. В своей находящейся непосредственно перед двумя роторными валиками 6 концевой области дно 3 поднимается, если смотреть в направлении транспортировки, под углом α к горизонтали, для обеспечения здесь также того, чтобы еще не захваченный роторными валиками 6 прессуемый материал при движении качающегося транспортера 4 назад из передаточной области 11 снова падал или сползал обратно, в наиболее низкую область загрузочной камеры 2.
Как поясняется также на фиг.7, транспортировочная головка 40, если смотреть в поперечном сечении, представляет собой примерно треугольное полое тело, передняя сторона 17 которого проходит по существу перпендикулярно дну 3, то есть в радиальном направлении качающегося транспортера 4. Задняя стенка 18 проходит здесь под очень плоским тупым углом β ко дну 3. Нижняя сторона 19 транспортировочной головки 40 адаптирована к изогнутой форме дна 3.
На передней стороне 17 транспортировочной головки 40 каждый в отдельности шарнирно установлены транспортировочные шипы 41, причем на фиг.7 в сечении виден только один из транспортировочных шипов 41. При этом на фиг.7 транспортировочный шип 41 изображен в своем положении, которое он принимает при движении назад качающегося транспортера 4 и при переходе плоского, находящегося между ребрами 31 и поэтому здесь невидимого куска прессуемого материала. Когда направление качания качающегося транспортера 4 изменяется на противоположное, то транспортировочные шипы 41 поворачиваются, по существу ориентируясь радиально параллельно передней стороне 17 транспортировочной головки 40, и теперь входят между ребрами 31. Благодаря этому свободный конец транспортировочного шипа 41 или нескольких транспортировочных шипов 41 наталкивается на находящийся между ребрами 31 плоский прессуемый материал и сдвигает его затем перед собой до передаточной области 11 к роторным валикам 6. Таким образом надежно перемещается также плоский, малогабаритный прессуемый материал, и предотвращается мешающее зажатие прессуемого материала между дном 3 и транспортировочной головкой 40.
На фиг.7 дополнительно обведенная справа внизу в круг деталь изображена в виде увеличенного фрагмента. На нем видно, что высота передней стороны 17 транспортировочной головки 40, если смотреть в радиальном направлении качающегося транспортера 4, может изменяться. Для этого передняя сторона 17 транспортировочной головки 40 состоит из двух более или менее перекрывающих друг друга и переставляемых друг относительно друга, а также фиксируемых частей 17.1 и 17.2 стенки. Благодаря этому передняя сторона 17 может по размеру своей поверхности адаптироваться к различным, предназначенным для обработки прессуемым материалам.
Транспортировочное и/или прессовальное устройство 14 состоит здесь из двух приводимых во вращение в противоположных направлениях роторных валиков 6, рабочее направление вращения которых в каждом случае указано стрелкой D вращения. Прессуемый материал, который перемещается качающимся транспортером 4 в передаточную область 11, захватывается там двумя роторными валиками 6 и затем между двумя роторными валиками 6 перемещается дальше и при этом уже предварительно уплотняется, чтобы затем подвергаться дальнейшей переработке, в частности, прессованию, в подключенном, здесь не изображенном узле.
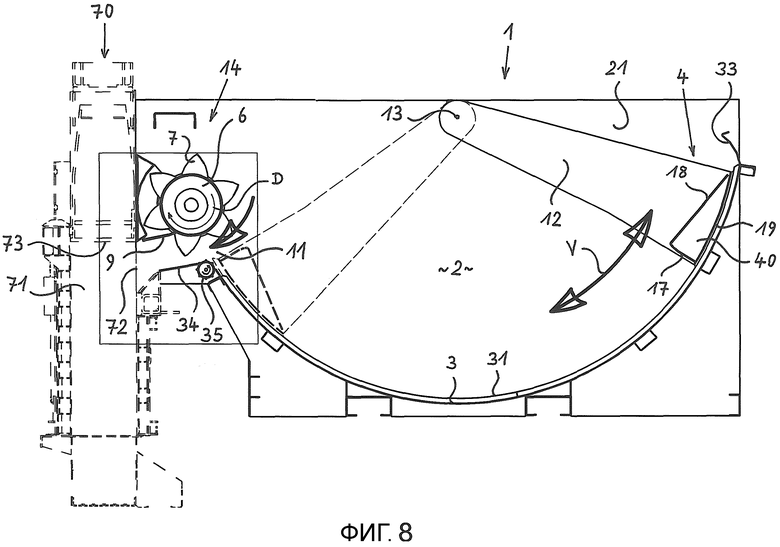
На фиг.8 показано устройство 1 подачи вместе с транспортировочным и/или прессовальным устройством 14 и последующим, обозначенным штриховой линией тюковым прессом 70 в вертикальном сечении. Характерным для этого варианта осуществления является то, что он имеет один единственный роторный валик 6 в транспортировочном и/или прессовальном устройстве 14 и проходящий параллельно ему транспортировочный ролик 35. Транспортировочный ролик 35 образует в передаточной области 11 переход от дна 3 к направляющей пластине 34 скольжения. Роторный валик 6 со своими зубцами 7 имеет рабочее направление D вращения, которое на фиг.8 проходит в направлении часовой стрелки, в то время как транспортировочный ролик 35 имеет обратное направление вращения. Транспортировочный ролик 35 способствует передаче прессуемого материала, который перемещается качающимся транспортером 4 с помощью его транспортировочной головки 40 в передаточную область 11, к транспортировочному и/или прессовальному устройству, здесь в виде роторного валика 6, которое взаимодействует с направляющей пластиной 34 скольжения.
В виде узла, который подключен к устройству 1 подачи и транспортировочного и/или прессовального устройства 14, здесь обозначен тюковой пресс. Тюковой пресс 70 имеет прессовальную камеру 71, в которую посредством транспортировочного и/или прессовального устройства 14 прессуемый материал может загружаться через загрузочное отверстие 72. Внутри прессовальной камеры 71 посредством силового привода может перемещаться вверх и вниз прессовальный щит 73, чтобы уплотнять загруженный в прессовальную камеру 71 прессуемый материал и формировать его в компактные, транспортабельные тюки прессуемого материала.
Кроме того, на фиг.8 на обращенной от роторного валика 6 стороне дна 3 показана жестко установленная дуга 33 для отвода прессуемого материала, которая продолжает дно 3 в направлении вверх с увеличивающимся, выходящим за вертикальное направление изгибом. Благодаря этому прессуемый материал, который при качании качающегося транспортера 4 от роторного валика 6 находится на задней стороне 18 транспортировочной головки 40, перемещается, обходя транспортировочную головку 40, и таким образом снова доставляется к передней стороне 17 транспортировочной головки 40, чтобы можно было подвести его к передаточной области 11. В отношении других отдельных частей на фиг.8 ссылаемся на предыдущее описание.
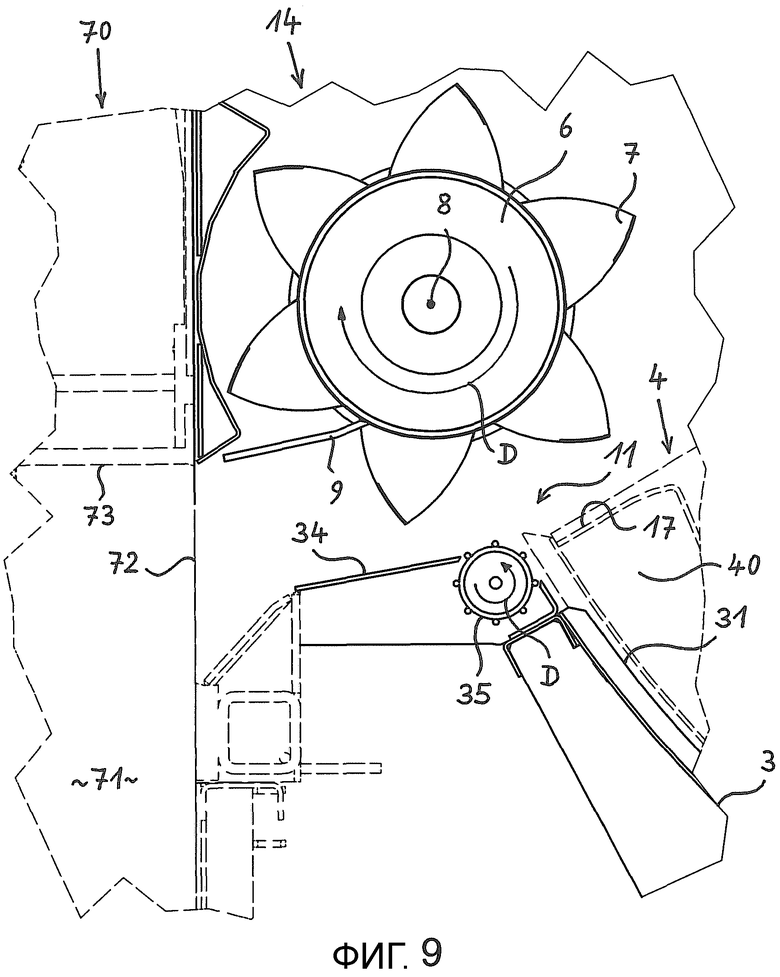
На фиг.9 показан в увеличенном изображении обрамленный на фиг.8 фрагмент. Вверху на фиг.9 находится транспортировочное устройство 14, снабженное роторным валиком 6, который унизан зубцами 7 и привод которого может осуществляться в рабочем направлении D вращения, здесь в направлении часовой стрелки, вокруг его оси 8 вращения. Посредством скребка 9 может соскребаться пристающий к зубцам 7 прессуемый материал. Под роторным валиком 6 параллельно ему проходит транспортировочный ролик 35, привод которого может осуществляться в его рабочем направлении D вращения, здесь против направления часовой стрелки. Справа под транспортировочным роликом 3 видна ближайшая к передаточной области 11 часть дна 3, на которой виден фрагмент одного из расположенных на ней ребер 31. Штриховыми линиями на чертеже обозначена часть качающегося транспортера 4 с транспортировочной головкой 40 в его обращенном к передаточной области 11 конечном положении. Слева от транспортировочного ролика 35 находится направляющая пластина 34 скольжения. Как наглядно поясняет фиг.9, транспортировочный ролик 35 своим наружным периметром образует закругленный переход от дна 3 к направляющей пластине 34 скольжения. Наружный периметр транспортировочного ролика 35 структурирован, например, проходящими в продольном направлении прутками или планками, чтобы обеспечивать хорошее действие транспортировки подаваемого в передаточной области 11 прессуемого материала. Посредством вращающегося роторного валика 6, снабженного зубцами 7, прессуемый материал затем транспортируется между роторным валиком 6 и расположенной под ним направляющей пластиной 34 скольжения, и уже предварительно уплотняется и затем через загрузочное отверстие 72 перемещается в прессовальную камеру 71 подключенного тюкового пресса 70. При этом наполнении прессовальной камеры 71 тюкового пресса 70 прессовальный щит 73 находится в своем самом верхнем положении, как обозначено на фиг.9. Для процесса прессования при остановленном транспортировочном устройстве 14 прессовальный щит 73 посредством не изображенного здесь силового привода, такого как гидравлический цилиндр, перемещается вниз.
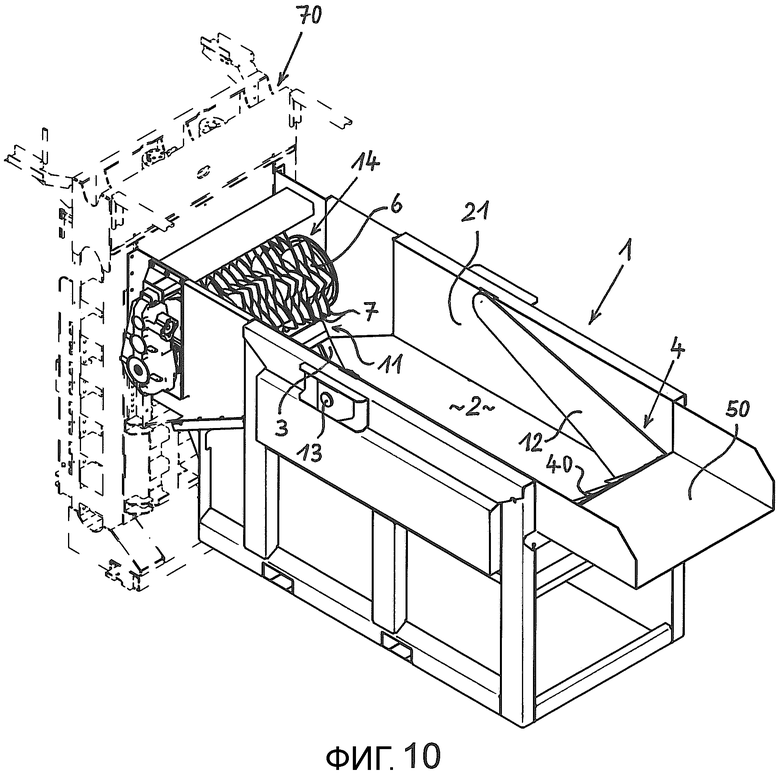
На фиг.10 показано устройство 1 подачи вместе с транспортировочным и/или прессовальным устройством 14 и обозначенным тюковым прессом на виде в перспективе наискосок сверху. Качающийся транспортер 4 находится здесь в своем обращенном от роторного валика 6 конечном положении. Из этого положения качающийся транспортер 4 может качаться вокруг своей оси 13 качания вперед, то есть в направлении роторного валика 6, чтобы транспортировать загруженный в загрузочную камеру 2 прессуемый материал в передаточную область 11 к транспортировочному и/или прессовальному устройству 14.
Совсем справа на фиг.10 виден стол 50 для загрузки прессуемого материала, который проходит по существу горизонтально и который примыкает к обращенному от роторного валика 6 концу дна 3 устройства 1 подачи. Оператор может класть предназначенный для переработки прессуемый материал на стол 50 для загрузки прессуемого материала и затем вдвигать по нему в загрузочную камеру 2. Стол 50 для загрузки прессуемого материала может также на своем свободном конце обладать возможностью поворота вверх, чтобы опрокидывать уложенный прессуемый материал в загрузочную камеру 2.
Ввод прессуемого материала в загрузочную камеру 2 может при этом осуществляться независимо от текущего положения качающегося транспортера 4 в любое время, т.е. непрерывно, так как несущественно, падает ли непосредственно введенный прессуемый материал перед транспортировочной головкой 40 или позади нее. Это также существенное отличие и преимущество по сравнению с цитированным выше уровнем техники с плоским транспортировочным щитом, потому что у него непрерывное наполнение загрузочной камеры невозможно. Когда там прессуемый материал попадает за транспортировочный щит, это легко приводит к неисправностям.
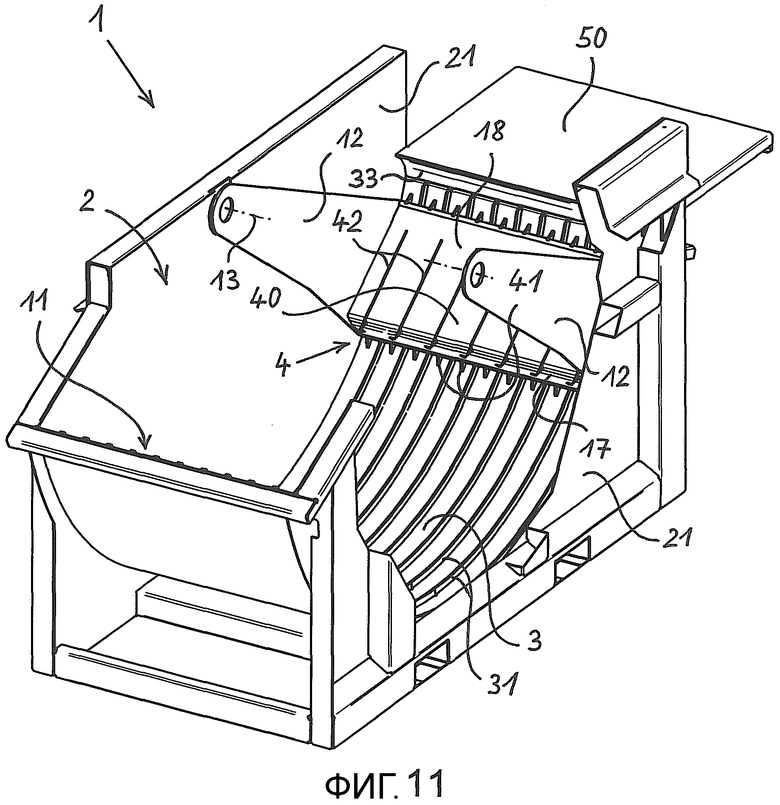
На фиг.11 чертежа показано устройство 1 подачи в другом варианте осуществления, частично в разорванном изображении, на виде наискосок сверху, так что взгляд наблюдателя падает внутрь устройства 1 подачи. Устройство 1 подачи имеет здесь также загрузочную камеру 2 с боковыми стенками 21 и дном 3. В загрузочной камере 2 снова качающийся транспортер 4 может возвратно-поступательно качаться вокруг оси 13 качания. Дно 3 изогнуто в форме участка боковой поверхности цилиндра, при этом центральная ось воображаемого цилиндра проходит через проходящую над дном ось 13 качания качающегося транспортера 4.
Качающийся транспортер 4 состоит из транспортировочной головки 40 и двух боковых рычагов 12 качающегося транспортера, верхний конец каждого из которых установлен на опору в оси 13 качания на боковых стенках 21. Кроме того, транспортировочная головка 40 имеет ориентированную по существу под прямым углом к дну 3 переднюю сторону 17 и ориентированную под плоским тупым углом к дну 3 заднюю сторону 18. Для привода качающегося транспортера 4 служит силовой привод, который здесь не изображен.
На дне 3 расположены параллельно проходящие ребра 31, например, смонтированные в виде планок или цельно отформованные, которые проходят параллельно направлению качания качающегося транспортера 4 и направлению движения транспортировочной головки 40. На передней стороне 17 транспортировочной головки 40 расположены транспортировочные шипы 41, свободный конец каждого из которых проходит между ребрами 31.
Кроме того, транспортировочная головка 40 оснащена шарнирно установленными захватами 42, которые здесь выполнены в виде ориентированных перпендикулярно к поверхности дна 3 пластин. Когда транспортировочная головка 40 при своем движении в направлении транспортировки, то есть на фиг.11 вперед, попадает на прессуемый материал, прессуемый материал двигает захваты 42 вверх, благодаря чему эффективная поверхность передней стороны 17 транспортировочной головки 40 увеличивается.
На своей задней на фиг.11 стороне подачи устройство 1 подачи имеет горизонтально ориентированный стол 50 для загрузки прессуемого материала. Для ввода прессуемого материала в устройство 1 подачи прессуемый материал сначала укладывается на стол 50 для загрузки прессуемого материала и затем на нем сдвигается вперед, то есть в загрузочную камеру 2. Через переднюю кромку стола 50 для загрузки прессуемого материала прессуемый материал падает затем в загрузочную камеру 2, где он перемещается совершающим возвратно-поступательное движение качающимся транспортером 4 в находящуюся на фиг.11 впереди передаточную область 11 к не изображенному здесь транспортировочному и/или прессовальному устройству. Задний на фиг.11 конец дна 3 переходит в дугу 33 для отвода прессуемого материала, которая служит для того, чтобы прессуемый материал, который находится на задней стороне транспортировочной головки 40, перемещался, обходя транспортировочную головку 40, к ее задней стороне 17, когда качающийся транспортер 4 достигает своей задней точки изменения направления движения на противоположное.
На фиг.12 в увеличенном виде изображена деталь устройства 1 подачи, показанного на фиг.11, при этом здесь, в частности, виден качающийся транспортер 4 со своей транспортировочной головкой 40. В самом низу на фиг.12 находится участок дна 3 с расположенными на его верхней стороне ребрами 31. Транспортировочная головка 40 имеет проходящую по существу перпендикулярно к поверхности дна 3 переднюю сторону 17, а также проходящую под большим тупым углом к поверхности дна 3 заднюю сторону 18.
В транспортировочной головке 40 оперты с возможностью поворота вокруг общей оси 43 захваты 42, при этом ось 43 проходит параллельно оси 13 качания качающегося транспортера 4. На фиг.12 качающийся транспортер 4 показан во время его движения в направлении транспортировки, в котором он движется в направлении часовой стрелки. Находящийся в загрузочной камере 2 прессуемый материал 5, например, картонажные изделия, захватывается передней стороной 17 транспортировочной головки 40 и перемещается дальше. За счет усилия прижима, которое действует при этом, части прессуемого материала 5 способствуют тому, чтобы захваты 42 попадали в их видимое на фиг.12, повернутое вверх положение. Этому повороту на каждом из захватов 42 способствует выступающий вперед зубец 44. В целом в отношении прессуемого материала 5 создается увеличенная поверхность передней стороны 17 транспортировочной головки 40. Когда качающийся транспортер 4 движется назад, то есть в соответствии с фиг.12 против направления часовой стрелки, захваты 42 падают под действием их собственного веса обратно в транспортировочную головку 40 и, таким образом, не препятствуют переходу прессуемого материала 5 через транспортировочную головку 40 с ее задней стороны 18 на ее переднюю сторону 17.
На нижней стороне 19 транспортировочной головки 40 виден один из предусмотренных там параллельных транспортировочных шипов 41, при этом каждый транспортировочный шип 41 проходит через промежуточное пространство между двумя соседними ребрами 31.
На фиг.13 и 14 изображен другой вариант осуществления устройства 1 подачи. Для этого примера осуществления характерно, что дно 3 в своей смежной со столом 50 для загрузки прессуемого материала области имеет качающуюся часть 3' дна. При этом часть 3' дна также выполнена в форме участка полого цилиндра и может поворачиваться параллельно остальному дну 3.
На фиг.13 качающаяся часть 3' дна показана в своем нижнем основном положении, в котором верхняя кромка части 3' дна находится заподлицо с горизонтальной поверхностью стола 50 для загрузки прессуемого материала. В этом положении части 3' дна прессуемый материал со стола 50 для загрузки прессуемого материала может вдвигаться в загрузочную камеру 2. Транспортировочная головка 40 качающегося транспортера 4 находится здесь в положении под плоскостью стола 50 для загрузки прессуемого материала. Вблизи верхней кромки качающейся части 3' дна расположен захват 32, который, в зависимости от положения качающегося транспортера 4, сцепляется и расцепляется с задней кромкой транспортировочной головки 40. Верхний концевой участок качающейся части 3' дна образует дугу 33 для отвода прессуемого материала с уже описанной выше функцией.
Справа вверху на фиг.13 обведенная окружностью область устройства 1 подачи показана еще раз в увеличенном изображении.
На фиг.14 показано на таком же изображении, как и на фиг.13, устройство 1 подачи во втором рабочем положении. В этом рабочем положении качающийся транспортер 4 почти достиг своей задней точки изменения направления движения на противоположное, причем теперь транспортировочная головка 40 по меньшей мере частично находится на высоте над столом 50 для загрузки прессуемого материала. В этом положении захват 32 качающейся части 3' дна сцеплен с задней, на фиг.14 направленной вверх кромкой транспортировочной головки 40. При этом качающийся транспортер 4 повернул часть 3' дна на определенный путь в направлении вверх, так что теперь качающаяся часть 3' дна частично находится над поверхностью стола 50 для загрузки прессуемого материала. В этом рабочем положении качающаяся часть 3' дна запирает вдвигание прессуемого материала со стола 50 для загрузки прессуемого материала в загрузочную камеру 2 и защищает работающий на устройстве 1 подачи обслуживающий персонал от рисков, в частности, обусловленных внезапно завертывающимся вверх вследствие контакта с транспортировочной головкой 40 прессуемым материалом.
Возможно, находящийся на задней стороне транспортировочной головки 40 прессуемый материал посредством дуги 33 для отвода прессуемого материала передвигается, обходя транспортировочную головку 40, вперед и затем падает вниз в наиболее низкую область загрузочной камеры 2, чтобы там при следующем ходе транспортировки качающегося транспортера 4 захватываться в направлении транспортировки.
Справа вверху на фиг.14 обведенная окружностью область фигуры чертежа изображена еще раз в виде увеличенной детали.
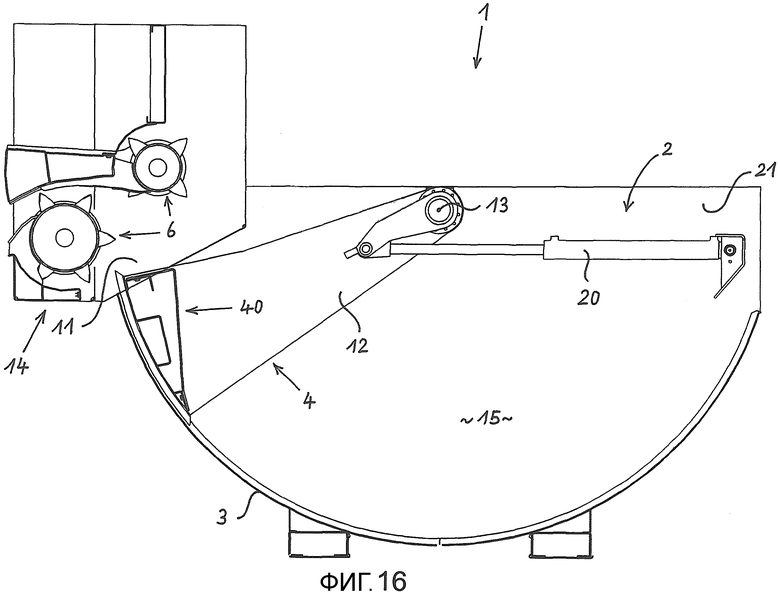
На фиг.15 и 16 чертежа показан другой вариант осуществления устройства 1 подачи, для которого характерно, что силовой привод 20 для качающегося транспортера 4 расположен в загрузочной камере 2. Силовой привод 20 образован здесь одним отдельным или двумя параллельно расположенными гидравлическими цилиндропоршневыми узлами. Один конец этого/каждого цилиндропоршневого узла шарнирно прикреплен к боковой стенке 21, другой конец в каждом случае шарнирно соединен с плечом 24 рычага, которое, со своей стороны, соединено в оси 13 вращения без возможности вращения с качающимся транспортером 4. Путем выдвигания и втягивания поршневого штока цилиндропоршневого узла (узлов) качающийся транспортер 4 приводится в его возвратно-поступательное движение качания.
Транспортировочное и/или прессовальное устройство 14 здесь выполнено с двумя роторными валиками 6, привод которых осуществляется в противоположном направлении, между которыми перемещается прессуемый материал и подается в последующий, не изображенный здесь сборный бункер или прессовальную камеру. На выпускной стороне этих двух роторных валиков 6 расположено по одному скребку 9.
На фиг.15 качающийся транспортер 4 находится вблизи своей задней точки изменения направления движения на противоположное; на фиг.16 качающийся транспортер 4 находится у своей передней точки изменения направления движения на противоположное, так что теперь транспортировочная головка 40 находится в передаточной области 11 к транспортировочному и/или прессовальному устройству 14. В этом положении создается возможность того, что избыток прессуемого материала, который не может непосредственно перерабатываться роторными валиками 6, может, обходя транспортировочную головку 40, падать в заднем направлении снова в загрузочную камеру 2. Таким образом предотвращается перегрузка роторных валиков 6 и их приводов.
Список ссылочных обозначений
1 Устройство подачи
2 Загрузочная камера
3 Дно поз.2
3' Качающаяся часть дна
4 Качающийся транспортер
5 Прессуемый материал
6 Роторный валик
7 Зубец
8 Ось вращения поз.6
9 Скребок
10 Ось поворота поз.9
11 Передаточная область
12 Рычаг качающегося транспортера
13 Ось качания поз.4
14 Транспортировочное и/или прессовальное устройство
15 Внутреннее пространство бункера
16 Сборный бункер
17 Передняя сторона поз.4
17.1, 17.2 Части стенки поз.17
18 Задняя сторона поз.4
19 Нижняя сторона поз.40
20 Силовой привод для поз.4
21 Боковые стенки поз.2
24 Качающийся рычаг на поз.4
31 Ребра на поз.3'
32 Захват на поз.3'
33 Дуга для отвода прессуемого материала
34 Направляющая пластина скольжения
35 Транспортировочный ролик
40 Транспортировочная головка
41 Транспортировочные шипы
42 Захват на поз.40
43 Ось поворота поз.42
44 Зубец на поз.42
50 Стол для загрузки прессуемого материала
60 Продолжение стола
61 Ось поворота поз.60
62 Свободная сторона поз.60
63 Дуговая часть
70 Тюковой пресс
71 Прессовальная камера
72 Загрузочное отверстие
73 Прессовальный щит
D Рабочее направление вращения роторного валика (валиков)
V Направление качания качающегося транспортера.
Изобретение касается подачи прессуемого материала. Устройство для подачи имеет загрузочную камеру (2), дно которой изогнуто в форме участка боковой поверхности цилиндра и в передаточной области (11), имеет возможность подъема. В камере (2) предусмотрено установленное с возможностью возвратно-поступательного качания посредством силового привода транспортировочное устройство. Ось (13) качания этого устройства совпадает с центральной осью участка боковой поверхности цилиндра. Дальнейшая транспортировка прессуемого материала (5) происходит посредством вращающегося роторного валика или двух параллельных роторных валиков, вращающихся в противоположных направлениях. Транспортировочное устройство представляет собой качающийся транспортер (4), снабженный транспортировочной головкой (40). Для ограниченной транспортировки прессуемого материала (5) из положения в нижней области дна (3) вверх к передаточной области (11) транспортировочная головка может совершать возвратно-поступательное движение над дном (3). В результате обеспечивается подача прессуемого материала без заторов и простоев. 27 з.п. ф-лы, 16 ил.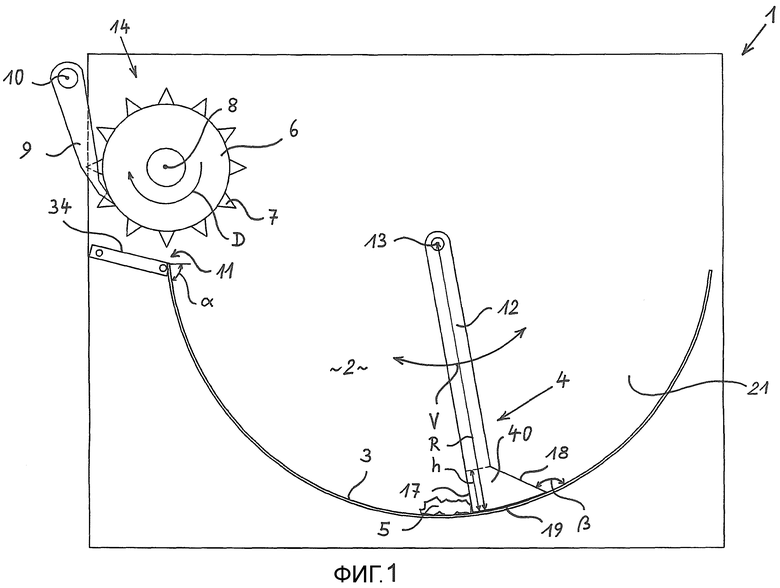
1. Устройство (1) для подачи прессуемого материала, содержащее загрузочную камеру (2) для прессуемого материала (5), выполненную с дном (3) в форме участка боковой поверхности цилиндра, которое в передаточной области (11) имеет возможность подъема, расположенное в загрузочной камере (2) с возможностью возвратно-поступательного качания посредством силового привода транспортировочное устройство, ось (13) качания которого совпадает с центральной осью участка боковой поверхности цилиндра, и приводимый во вращательное движение роторный валик (6) или приводимые во вращательное движение в противоположных направлениях два параллельных роторных валика (6) для дальнейшей транспортировки прессуемого материала (5),
отличающееся тем, что
- транспортировочное устройство выполнено в виде качающегося транспортера (4), имеющего транспортировочную головку (40), неподвижно соединенную с двумя рычагами (12) качающегося транспортера, радиальное пространство между которыми свободно для прохождения прессуемого материала (5), причем
- транспортировочная головка (40) установлена с возможностью возвратно-поступательного движения над дном (3) загрузочной камеры для обеспечения транспортировки ограниченного количества прессуемого материала из положения в нижней области дна (3) вверх к передаточной области (11) и имеет транспортирующую поверхность с размером, обеспечивающим возможность избытку прессуемого материала (5), который не может быть переработан одним или двумя роторными валиками (6), обходить транспортировочную головку (40) и падать между рычагами (12) качающегося транспортера обратно в наиболее низкую область загрузочной камеры (2).
2. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что, если смотреть в радиальном направлении качающегося транспортера (4), начиная от дна (3), транспортировочная головка (40) имеет высоту (h), которая составляет максимум 25%, предпочтительно 10-20%, от радиуса (R) качающегося транспортера (4).
3. Устройство (1) для подачи прессуемого материала по п. 1 или 2, отличающееся тем, что угол поворота качающегося транспортера (4) составляет от 60 до 180°, предпочтительно от 90 до 150°.
4. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что дно (3) загрузочной камеры (2) в передаточной области (11) имеет угол α подъема от 25 до 90°, предпочтительно от 45 до 65°, относительно горизонтали.
5. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что транспортировочная головка (40) качающегося транспортера (4) выполнена с ориентированной против направления транспортировки и проходящей с наклоном под плоским тупым углом β к дну (3) задней стороной (18).
6. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что транспортировочная головка (40) качающегося транспортера (4) выполнена с ориентированной в направлении транспортировки к передаточной области (11) и проходящей под прямым углом к дну (3) передней стороной (17).
7. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что на транспортировочной головке (40) качающегося транспортера (4) на ориентированной в направлении транспортировки к передаточной области (11) передней стороне (17) предусмотрены захваты (42), которые установлены с возможностью пассивного поворота вокруг проходящей параллельно передней стороне (17) позади нее оси (43) поворота.
8. Устройство (1) для подачи прессуемого материала по п. 7, отличающееся тем, что захваты (42) выполнены в виде тел, например в форме пластин, вертикально ориентированных и имеющих в горизонтальной проекции форму остроугольного треугольника, при этом их ось (43) поворота проходит через острый задний угол этого треугольника, а передний верхний угол выполнен по меньшей мере с одним выступающим за транспортировочную головку (40) зубцом (44).
9. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что дно (3) загрузочной камеры (2) на своей верхней стороне имеет параллельные ребра (31), которые проходят в направлении движения качающегося транспортера (4).
10. Устройство (1) для подачи прессуемого материала по п. 9, отличающееся тем, что на передней стороне (17) транспортировочной головки (40) расположены входящие между ребер (31) транспортировочные шипы (41).
11. Устройство (1) для подачи прессуемого материала по п. 10, отличающееся тем, что транспортировочные шипы (41) шарнирно соединены с транспортировочной головкой (40).
12. Устройство (1) для подачи прессуемого материала по п. 10 или 11, отличающееся тем, что каждому ребру (31) соответствует пара двух транспортировочных шипов (41) транспортировочной головки (40), которые проходят с обеих сторон ребра (31).
13. Устройство (1) для подачи прессуемого материала по п. 10, отличающееся тем, что транспортировочные шипы (41) выполнены в виде по отдельности соединенных с транспортировочной головкой (40) пальцев или в виде соединенной с транспортировочной головкой (40) гребенки из шипов.
14. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что на передней стороне (17) транспортировочной головки (40) расположена щетка или ряд из нескольких щеток.
15. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что передняя сторона (17) транспортировочной головки выполнена с возможностью регулировки по высоте.
16. Устройство (1) для подачи прессуемого материала по п. 15, отличающееся тем, что транспортировочная головка (40) выполнена в виде треугольного в поперечном сечении полого тела, причем передняя сторона (17) транспортировочной головки (40) состоит из двух прилегающих друг к друг и сдвигаемых друг относительно друга в направлении ее высоты и фиксируемых друг с другом частей (17.1, 17.2) стенки.
17. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что изогнутое в форме участка боковой поверхности цилиндра дно (3) на своем удаленном от передаточной области (11) конце переходит в более изогнутую в том же направлении и за пределы вертикали дугу (33) для отвода прессуемого материала.
18. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что перед загрузочной камерой (2) на ее расположенной на удалении от передаточной области (11) стороне расположен стол (50) для загрузки прессуемого материала, по поверхности которого прессуемый материал (5) имеет возможность движения в загрузочную камеру (2).
19. Устройство (1) для подачи прессуемого материала по п. 18, отличающееся тем, что дно (3) загрузочной камеры (2) в граничащей со столом (50) для загрузки прессуемого материала области выполнено с качающейся параллельно качающемуся транспортеру (4) частью (3') дна, причем эта часть (3') дна в выходящем за стол (50) положении качающегося транспортера (4) имеет возможность запирания стола (50) в направлении загрузочной камеры (2) и в направлении качающегося транспортера (4), а при качающемся транспортере (4), находящемся под столом (50) для загрузки прессуемого материала, открывает стол (50) для загрузки прессуемого материала в направлении загрузочной камеры (2).
20. Устройство (1) для подачи прессуемого материала по п. 19, отличающееся тем, что качающаяся часть (3') дна в пределах области своего качания имеет возможность захвата качающимся транспортером (4).
21. Устройство (1) для подачи прессуемого материала по п. 18, отличающееся тем, что стол (5) для загрузки прессуемого материала в направлении загрузочной камеры (2) имеет продолжение (60) стола, которое имеет возможность поворота вокруг оси (61) поворота, проходящей вдоль передней кромки загрузочного стола.
22. Устройство (1) для подачи прессуемого материала по п. 21, отличающееся тем, что посредством качающегося транспортера (4) при его движении качания в области его задней точки изменения направления движения на противоположное продолжение (60) стола при контакте с качающимся транспортером (4) или с транспортировочной головкой (40) имеет возможность одновременного поворота.
23. Устройство (1) для подачи прессуемого материала по п. 21 или 22, отличающееся тем, что продолжение (60) стола имеет измеренную параллельно его оси (61) поворота ширину, которая меньше, чем измеренное в том же направлении расстояние между рычагами (12) качающегося транспортера, а продолжение (60) стола в нижней области его поворота своей свободной стороной (62) заходит между рычагами (12) качающегося транспортера и прилегает к транспортировочной головке (40).
24. Устройство (1) для подачи прессуемого материала по п. 21, отличающееся тем, что продолжение (60) стола с нижней стороны описывает дугу или имеет поворотную относительно остального продолжения (60) стола дуговую часть (63), при этом при повернутом вверх продолжении (60) стола указанное продолжение или его дуговая часть (63) выполнены продолжающими изогнутое в форме участка боковой поверхности цилиндра дно на его удаленном от передаточной области (11) конце более изогнутой в том же направлении и за пределы вертикали дугой (33) для отвода прессуемого материала.
25. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что в качестве силового привода (20) качающегося транспортера (4) использован линейно вибрирующий силовой привод (20), при этом подвижный конец этого силового привода (20), в частности поршневой шток цилиндропоршневого узла, через передаточный коленчатый рычаг (22) шарнирно соединен с качающимся рычагом (24) качающегося транспортера (4).
26. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что на обращенном к передаточной области (11) конце дна (3) расположен проходящий параллельно роторному валику (6) или двум параллельным роторным валикам (6) транспортировочный ролик (35).
27. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что оно выполнено с возможностью разъемного соединения посредством разъемных соединительных средств со сборным бункером (16) для прессуемого материала или с тюковым прессом.
28. Устройство (1) для подачи прессуемого материала по п. 1, отличающееся тем, что оно выполнено с возможностью жесткого соединения со сборным бункером (16) для прессуемого материала или с тюковым прессом.
| УСТРОЙСТВО КОНТРОЛЯ СОПРОТИВЛЕНИЯ ИЗОЛЯЦИИ И ТОКА УТЕЧКИ В ЭЛЕКТРОУСТАНОВКАХ | 2002 |
|
RU2229764C1 |
| УСТРОЙСТВО для ПОДАЧИ ПРЕССУЕМОГО МАТЕРИАЛА, СЕНА, СОЛОМЫ и Т. П. В ПРЕССОВАЛБНУЮ КАМЕРУ ПРЕССА | 0 |
|
SU185140A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРЕССУЕМОГО МАТЕРИАЛА: СЕНА, СОЛОМЫ И Т. П. В ПРЕССЫ С КАЧАЮЩИМСЯ ПОРШНЕМ | 0 |
|
SU169927A1 |
| Дверной замок | 1938 |
|
SU56353A1 |
| DE 10221827 A1, 27.11.2003 | |||

